
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に航空機のための、複合材料の要素を製造するための装置、及びその複合材料の要素を製造するための方法に関する。
【背景技術】
【0002】
航空宇宙分野における一次構造材への先進複合材料の集中的な導入は、軽量化及び機械的特性の改良に基づく構造最適化のための基本的な方法となっており、新世代の航空機の設計及び製造における主要目的の一つになっている。
【0003】
この先進複合材料の集中的な導入が可能になったのは、高分子樹脂を予め含浸させた強化繊維からなる層から得られる積層体を自動的に積層・切断するための技術及び設備の改良のおかげである。しかしながら、製造プロセスの自動化は、大型の2次元積層体(主翼、安定板又は胴体外板等の、大型のエアロフォイルの外板)の生産にほぼ例外なく限定されており、航空構造材(ストリンガやスティフナ)の頑丈な(モノリシックな)構成に適した補強要素やスティフナの製造及び一体化においては、手作業による製造が今でも大きな割合を占める。
【0004】
これまで、航空機のストリンガやスティフナの製造は、基本的に、外板の製造と同様にテープの布設及び切断のプロセスによって行われ、予め含浸させた材料を送給するスプールを一体化したヘッドと、積層体が積層されるテーブルに対してその材料を載置・圧縮するローラと、材料を必要なサイズに切断する1つ又はそれ以上のブレードとを備えた数値制御(NC)機械を用いることによって2次元積層体を得る。
【0005】
上記の方法によって得られた2次元積層体は、未重合の状態で、金属の冷間プレス加工と同様の方法によって加熱成形されて、L字状、J字状、C字状等の形状の開断面を有する展開可能な又は準展開可能な3次元ビーム型要素が製造される。これらの開断面を、単独で又は互いに結合させることによって、T字状、I字状等の形状の断面を有するビーム型要素を得ることができる。
【0006】
従来の成形プロセスの代替法としては、引抜成形(プルトルージョン)があり、これはビーム型要素の連続的な成形及び一体硬化を可能にするものである。この引抜成形は、原材料を、予め含浸させた材料のテープ又は層の形態で、システムに送給するスプールのセットと、未重合の原材料の連続するテープ又は層を積層、圧縮、そして徐々に且つ連続的に成形するローラ列と、成形された積層体を同様に連続的に一体硬化する加熱装置とを備えるシステムによって行われ、これにより従来の成形方法により得られるものと同様の3次元ビーム型要素を製造できる。
【0007】
しかしながら、引抜成形の適用は、様々な厚さを有する厚さの大きな積層体や、様々な厚さの外板に対して接合するために必要な平面の変形を伴う相当な湾曲といった、航空機構造に通常採用される構成を有するストリンガやスティフナの製造の場合、非常に複雑となる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、これらの欠点を改善することである。
【課題を解決するための手段】
【0009】
本発明は、予め積層され切断された未重合の積層体から(高分子樹脂を予め含浸させた強化繊維を含む)複合材料の3次元ビーム型要素(ストリンガやスティフナ)を製造するための装置であって、当該積層体を成形のために支持する金型に載置するもので、その金型がストリンガやスティフナのための硬化金型であってもよい装置、並びに当該要素を製造するための方法に関する。本発明に係る装置は、上記金型に対して、ストリンガ又はスティフナの未重合の積層体を圧縮・成形するための可動ローラの列をそれ自身に含む可動ヘッドを有する装置であって、ストリンガ又はスティフナをそれらの最終的な形状を持った状態で置いておき、航空機の外板に一体化させることができる状態にする装置である。
【0010】
本発明に係る方法は、未重合の積層体のテーピング及び切断を可能にして複雑なストリンガ又はスティフナをも生産するものであって、その成形作業のための支持体としての金型(ストリンガ又はスティフナの硬化金型でも良い)にこれらの積層体を載置し、当該金型に対してストリンガ又はスティフナの積層体を圧縮・成形するために可動ローラの列を用いるものである。
【0011】
本発明のその他の特徴や利点は、添付の図面を参照して以下に示す適用例についてなされる詳細な説明から明らかとなろう。
【図面の簡単な説明】
【0012】
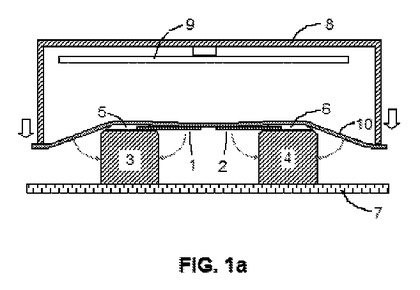
【図1a】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第1の段階を概略的に示す図。
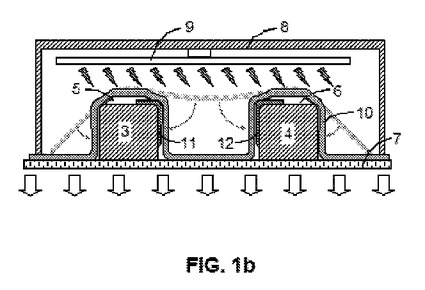
【図1b】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第2の段階を概略的に示す図。
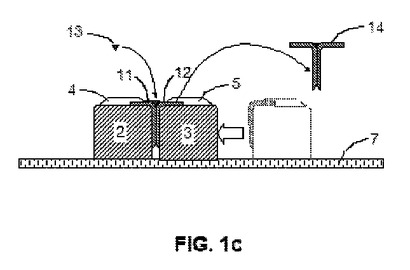
【図1c】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第3の段階を概略的に示す図。
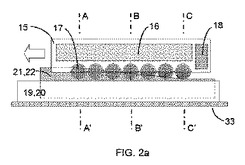
【図2a】本発明の第1の実施例に係る複合材料の要素を製造するための装置の正面図を概略的に示す図。
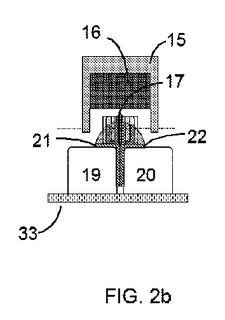
【図2b】本発明の第1の実施例に係る複合材料の要素を製造するための装置の側面図を概略的に示す図。
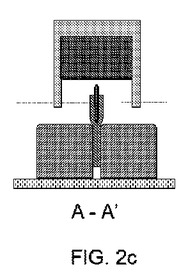
【図2c】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第1の状態を断面で示す図。
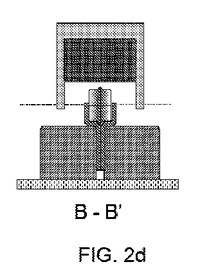
【図2d】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第2の状態を断面で示す図。
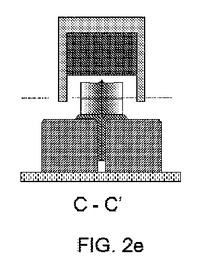
【図2e】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第3の状態を断面で示す図。
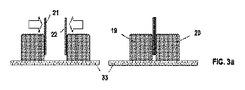
【図3a】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第1の段階で概略的に示す図。
【図3b】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第2の段階で概略的に示す図。
【図3c】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第3の段階で概略的に示す図。
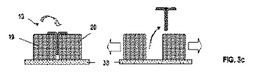
【図4a】本発明の第1の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を立面にて概略的に示す図。
【図4b】本発明の第1の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を平面にて概略的に示す図。
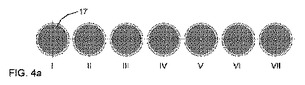
【図5】本発明の第2の実施例に係る複合材料の積層体の成形システムにおける固定台板の部分を平行斜視にて概略的に示す図。
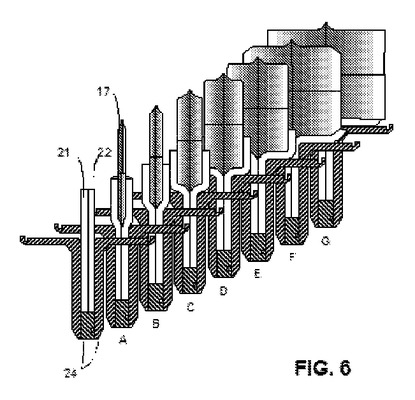
【図6】本発明の第2の実施例に係る複合材料の積層体の成形プロセスの連続的段階を断面にて概略的に示す図。
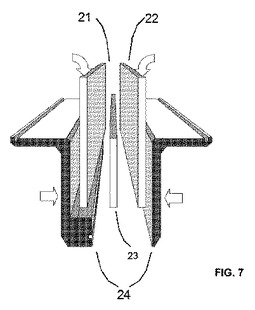
【図7】本発明の第3の実施例に係る複合材料の積層体の成形システムにおける固定台板の部分を平行斜視にて概略的に示す図。
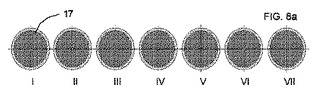
【図8a】本発明の第3の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を立面にて概略的に示す図。
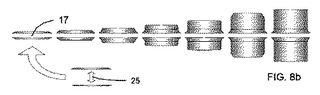
【図8b】本発明の第3の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を平面にて概略的に示す図。
【図9】本発明の第3の実施例に係る複合材料の積層体の成形プロセスの連続的段階を断面にて概略的に示す図。
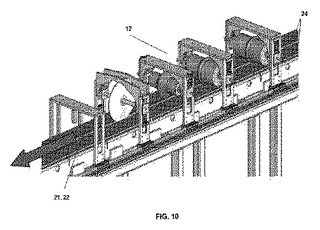
【図10】本発明の第1、第2又は第3の実施例に係る複合材料の積層体の成型システムの可能な実際の実施を概略的に示す図。
【発明を実施するための形態】
【実施例1】
【0013】
本発明は、高分子樹脂を予め含浸させた配向性が規定されている強化繊維から構成される層の積層に始まる、複合材料からの構造材の製造の分野に関する。本発明に係る圧力と温度による一体硬化処理の適用によって、材料の圧縮、余分な樹脂及び揮発性物質の除去、及び(熱硬化性樹脂の場合はその架橋による、また熱可塑性樹脂の場合はその溶着による)その一体硬化が可能になり、その結果、機械的性能の高いパネルを得ることができる。
【0014】
図1a〜1cに示すように、先行技術に係る、ストリンガ又はスティフナを成形するために通常用いられる方法における3つの概略段階を以下に説明する。
【0015】
第1の段階では、図1aから分かるように、ストリンガ又はスティフナを得るための平坦な積層体1,2であって、予め積層・切断されている積層体1,2が、成形モジュール3,4に位置しており、ストリンガ又はスティフナの足部に対応することになる積層体1,2の領域が、レッジ5,6によって保持されている。成形モジュール3,4はそれぞれ、それを介して吸引可能に真空システムに接続された有孔板からなる真空テーブル7上に位置付けられている。真空テーブル7上には、積層体1,2を加熱し成形を容易にすることができる加熱・冷却システム9と、真空テーブル7上に位置する成形モジュール3,4の形状に適応可能な好ましくはシリコーンからなる弾性膜とを備えたフード8が位置している。
【0016】
第2の段階では、図1bから分かるように、フード8を真空テーブル7上に降下させて、テーブル7に対して弾性膜10の端部を密閉する。そして、加熱システム9を作動することによって積層体1,2を加熱し、それにより樹脂の粘度を低下させその流動を促進させる。この作業の後に、テーブル7の真空システムを作動させる。真空テーブル7による吸引下で、弾性膜10はテーブル7及び成形モジュール3,4の組立体の形状に適応し、積層体1,2を引張り変形させて、それらの最終L字状断面11,12に成形する。
【0017】
第3の段階では、図1cに示すように、積層体11,12が成形されると、それらを弾性膜10やテーブル7によって作り出された真空を取り除かずに放置して(通常、強制換気を用いてあるいは何らかの等価な冷却機構を用いて)冷却する。それにより、当該積層体11,12に得られた上記断面を安定させることができる。これが終わると、真空を取り除き、フード8を取り外す。次に、成形モジュール3,4を結合して、それぞれのL字状断面の積層体11,12を結合する。最終的に形成されたストリンガの足部が接合に適した連続面を形成するように、ストリンガ11,12の足部とそれらに沿う直線との間に含まれる準三角形状に適合するフィラー13を加えることにより、カバーの外板との一体化が既に可能な状態のストリンガ又はスティフナ14の最終断面が得られる。
【0018】
図2a及び2bは、本発明の第1の実施例に係る複合材料の構造材を製造するための装置を概略的に示している。この装置は、支持体33によって形成される固定台板に沿って長手方向に移動可能な可動ヘッド15を備えており、支持体33上には、2枚の平坦な積層体21,22を垂直位置に協働で固定する2つの成形モジュール19,20が配置されている。可動ヘッド15は基本的に、ローラ列17及び成形される2枚の積層体21,22を加熱するための加熱システム16と、低温の空気又はガスの噴射、又は、形成された積層体21,22を冷却可能な他の等価なシステムに基づく冷却システム18とを備えている。さらに、図2c、2d及び2eは、積層体21,22の成形の連続する3つの状態を示す、図2aにおける3つの断面A−A'、B−B’及びC−C'を示している。
【0019】
図3a〜3cに概略的に示すように、本発明の第1の実施例に係る積層体21,22の成形プロセスにおける作業は、3つの工程又は段階に分けることができる。つまり、平坦な積層体21,22を成形モジュール19,20に対して位置決めし、モジュール19,20を閉じる第1の段階(図3a)と、ローラ列17を用いて成形する第2の段階(図3b)と、フィラー13を載置し、スティフナ/ストリンガを取り出すためにモジュール19,20を分離する第3の段階(図3c)とに分けることができる。
【0020】
図4a及び4bから明らかなように、本発明の第1の実施例に係る成形装置のローラ列17は、積層体21,22をそれらの元の平面形状から最終L字形状に段階的に成形する。ここで、ローラ列17のローラはそれぞれローマ数字I〜VIIで識別するものとし、ローラの数は、各プロセスの特性によってローラの数を増減する可能性を除外せずに、中程度の厚さの積層体を徐々に成形するために最も適していると思われる7つである。
【0021】
よって、提案の本発明の目的は、図1a〜1cに記載の、予め含浸させた積層体からなる複合材料のストリンガ又はスティフナを成形するために通常用いられるプロセスにおける工具や作業を、積層体21,22を一気に熱成形して最終T字状ストリンガを作成する手法によって単純化することである。
【0022】
従って、本発明の対象は、上記成形モジュール19,20に対して、ストリンガ又はスティフナの未重合の積層体21,22を圧縮・成形するための可動ローラ列17を備える装置であって、ストリンガ又はスティフナをその最終的な形状を持った状態で放置し、航空機の外板に一体化させることが可能な状態にする装置である。
【0023】
よって、本発明の第1の実施例において提案し且つ図2a〜2eで概略的に示した装置及び方法によれば、図1a〜1cに記載の従来のプロセスで用いられる装置の多くをそれに置き換えることができる。従って、従来の方法では、成形されるストリンガの寸法よりも幾分大きな寸法の、真空テーブル7、加熱・冷却システム9を備えた可動フード8、及びシリコーン膜10を用いる必要があったのに対して、本発明に係る方法では、積層体21,22の成形プロセスを漸次行う寸法の小さい可動ヘッド15のみ必要となる。
【0024】
図2a〜2eに示す装置を用いた本発明の第1の実施例に係る成形装置の作業を図3a、3b、及び3cに概略的に示す。この作業は以下の工程又は段階に要約できる。つまり、図3aに示す第1の段階において、平坦な積層体21,22を成形モジュール19,20に対して位置決めし、それらモジュール19,20を閉じる。図3bに示す第2の段階では、ローラ列17を2つの積層体21,22の一端へ移動させ、成形モジュール19,20に対して1番目のローラIにより前記一端の加熱成形を開始し、長手方向の移動によって加熱成形を漸次続け、積層体21,22が最終的T字状断面(図3bの断面E−E')に達するまで積層体21,22を開く。また、一旦ローラ列17の全てのローラI〜VIIが断面を通過した時点で、積層体21,22がその形成された最終断面を維持できるように、可動ヘッド15の端部に位置する冷却システム18によって積層体21,22を冷却する。最後に、図3cに示す第3の段階によって、フィラー23の載置と成形モジュール19,20の分離が行われ、最終形状のスティフナ/ストリンガを取り出すことができるようにする。
【実施例2】
【0025】
成形プロセスは、本発明の第1の実施例のように、この機能のみを有する成形モジュール19,20上で行うこともできるが、本発明の第2の実施例のように、(物品の硬化のために後で用いられる)図5に概略的に示すアングル状の硬化金型24上で直接行うこともできる。それによって、ストリンガの製造プロセスにおける幾つかの作業(成形ツール19,20からのストリンガの取り出しや当該硬化金型24までのストリンガの搬送)を省くことができる。本発明の第2の実施例に係るプロセスの機構は第1の実施例で説明したものと同一であり、図6に概略的に示す。図6には、文字A〜Gを付して指定しているローラ列17のローラの夫々がストリンガに作用する時のストリンガの断面形状の変化を例示し、さらに、本発明の第2の実施例によれば、これらのローラは可変断面を有するものであってもよい。
【実施例3】
【0026】
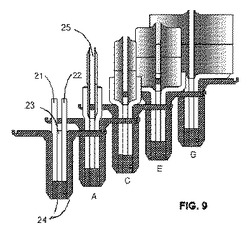
本発明の第3の実施例によれば、様々な断面をもつストリンガに対応しなければならず、そのため、ストリンガを寸法設計する際の要件の1つとして、ストリンガのウェブに中間積層体23を導入する必要がある場合がある。この第3の実施例に係る成形プロセスはこれまでに説明したものと同一とも言えるが、図7、8a及び8bから分かるように、成形ローラの2つの半体の間に間隔25を導入することを可能にすることで、成形装置をストリンガの断面形状に適応させる。このシステムによって、中間積層体23に漸次異なる厚さをもたせることができる。
【0027】
図7から分かるように、本発明の第3の実施例によれば、異なる断面のストリンガを成形することが可能である。ここで、平坦な積層体21,22に加えて、第3の積層体23が導入されている。第3の積層体23は、上記積層体21,22の間に挿入されて、ストリンガのウェブの一部を構成する。図7に記載の新しい断面の積層物の段階的な成形を行うローラ列17は、そのストリンガに必要な新しい断面形状にプロセスを適応させられるように、中間積層体23の幅と等しい幅を持つ間隔25をローラの2つの半体の間に備えている。
【0028】
最後に、図9に、すでに閉じた状態の本発明の第3の実施例に係る成形・切断アングル24を断面にて概略的に示す。また図9には、中央積層体23をそのウェブに有する新しいストリンガの断面を成形するプロセスの連続的な段階における積層体21,22及び23も示している。
【0029】
以下の請求の範囲によって規定される範囲内に含まれる変形例を、これまでに説明した実施例に導入することができる。
【技術分野】
【0001】
本発明は、特に航空機のための、複合材料の要素を製造するための装置、及びその複合材料の要素を製造するための方法に関する。
【背景技術】
【0002】
航空宇宙分野における一次構造材への先進複合材料の集中的な導入は、軽量化及び機械的特性の改良に基づく構造最適化のための基本的な方法となっており、新世代の航空機の設計及び製造における主要目的の一つになっている。
【0003】
この先進複合材料の集中的な導入が可能になったのは、高分子樹脂を予め含浸させた強化繊維からなる層から得られる積層体を自動的に積層・切断するための技術及び設備の改良のおかげである。しかしながら、製造プロセスの自動化は、大型の2次元積層体(主翼、安定板又は胴体外板等の、大型のエアロフォイルの外板)の生産にほぼ例外なく限定されており、航空構造材(ストリンガやスティフナ)の頑丈な(モノリシックな)構成に適した補強要素やスティフナの製造及び一体化においては、手作業による製造が今でも大きな割合を占める。
【0004】
これまで、航空機のストリンガやスティフナの製造は、基本的に、外板の製造と同様にテープの布設及び切断のプロセスによって行われ、予め含浸させた材料を送給するスプールを一体化したヘッドと、積層体が積層されるテーブルに対してその材料を載置・圧縮するローラと、材料を必要なサイズに切断する1つ又はそれ以上のブレードとを備えた数値制御(NC)機械を用いることによって2次元積層体を得る。
【0005】
上記の方法によって得られた2次元積層体は、未重合の状態で、金属の冷間プレス加工と同様の方法によって加熱成形されて、L字状、J字状、C字状等の形状の開断面を有する展開可能な又は準展開可能な3次元ビーム型要素が製造される。これらの開断面を、単独で又は互いに結合させることによって、T字状、I字状等の形状の断面を有するビーム型要素を得ることができる。
【0006】
従来の成形プロセスの代替法としては、引抜成形(プルトルージョン)があり、これはビーム型要素の連続的な成形及び一体硬化を可能にするものである。この引抜成形は、原材料を、予め含浸させた材料のテープ又は層の形態で、システムに送給するスプールのセットと、未重合の原材料の連続するテープ又は層を積層、圧縮、そして徐々に且つ連続的に成形するローラ列と、成形された積層体を同様に連続的に一体硬化する加熱装置とを備えるシステムによって行われ、これにより従来の成形方法により得られるものと同様の3次元ビーム型要素を製造できる。
【0007】
しかしながら、引抜成形の適用は、様々な厚さを有する厚さの大きな積層体や、様々な厚さの外板に対して接合するために必要な平面の変形を伴う相当な湾曲といった、航空機構造に通常採用される構成を有するストリンガやスティフナの製造の場合、非常に複雑となる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、これらの欠点を改善することである。
【課題を解決するための手段】
【0009】
本発明は、予め積層され切断された未重合の積層体から(高分子樹脂を予め含浸させた強化繊維を含む)複合材料の3次元ビーム型要素(ストリンガやスティフナ)を製造するための装置であって、当該積層体を成形のために支持する金型に載置するもので、その金型がストリンガやスティフナのための硬化金型であってもよい装置、並びに当該要素を製造するための方法に関する。本発明に係る装置は、上記金型に対して、ストリンガ又はスティフナの未重合の積層体を圧縮・成形するための可動ローラの列をそれ自身に含む可動ヘッドを有する装置であって、ストリンガ又はスティフナをそれらの最終的な形状を持った状態で置いておき、航空機の外板に一体化させることができる状態にする装置である。
【0010】
本発明に係る方法は、未重合の積層体のテーピング及び切断を可能にして複雑なストリンガ又はスティフナをも生産するものであって、その成形作業のための支持体としての金型(ストリンガ又はスティフナの硬化金型でも良い)にこれらの積層体を載置し、当該金型に対してストリンガ又はスティフナの積層体を圧縮・成形するために可動ローラの列を用いるものである。
【0011】
本発明のその他の特徴や利点は、添付の図面を参照して以下に示す適用例についてなされる詳細な説明から明らかとなろう。
【図面の簡単な説明】
【0012】
【図1a】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第1の段階を概略的に示す図。
【図1b】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第2の段階を概略的に示す図。
【図1c】航空機のストリンガ又はスティフナを成形するために通常用いられる方法における3つの工程の第3の段階を概略的に示す図。
【図2a】本発明の第1の実施例に係る複合材料の要素を製造するための装置の正面図を概略的に示す図。
【図2b】本発明の第1の実施例に係る複合材料の要素を製造するための装置の側面図を概略的に示す図。
【図2c】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第1の状態を断面で示す図。
【図2d】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第2の状態を断面で示す図。
【図2e】本発明の第1の実施例に係る複合材料の要素を製造するための方法による、積層体の成形の3つの連続する状態の第3の状態を断面で示す図。
【図3a】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第1の段階で概略的に示す図。
【図3b】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第2の段階で概略的に示す図。
【図3c】本発明の第1の実施例に係る複合材料の積層体の成形プロセスにおける作業を3つの工程の第3の段階で概略的に示す図。
【図4a】本発明の第1の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を立面にて概略的に示す図。
【図4b】本発明の第1の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を平面にて概略的に示す図。
【図5】本発明の第2の実施例に係る複合材料の積層体の成形システムにおける固定台板の部分を平行斜視にて概略的に示す図。
【図6】本発明の第2の実施例に係る複合材料の積層体の成形プロセスの連続的段階を断面にて概略的に示す図。
【図7】本発明の第3の実施例に係る複合材料の積層体の成形システムにおける固定台板の部分を平行斜視にて概略的に示す図。
【図8a】本発明の第3の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を立面にて概略的に示す図。
【図8b】本発明の第3の実施例に係る複合材料の要素を製造するための装置における可動ヘッドの基本要素を平面にて概略的に示す図。
【図9】本発明の第3の実施例に係る複合材料の積層体の成形プロセスの連続的段階を断面にて概略的に示す図。
【図10】本発明の第1、第2又は第3の実施例に係る複合材料の積層体の成型システムの可能な実際の実施を概略的に示す図。
【発明を実施するための形態】
【実施例1】
【0013】
本発明は、高分子樹脂を予め含浸させた配向性が規定されている強化繊維から構成される層の積層に始まる、複合材料からの構造材の製造の分野に関する。本発明に係る圧力と温度による一体硬化処理の適用によって、材料の圧縮、余分な樹脂及び揮発性物質の除去、及び(熱硬化性樹脂の場合はその架橋による、また熱可塑性樹脂の場合はその溶着による)その一体硬化が可能になり、その結果、機械的性能の高いパネルを得ることができる。
【0014】
図1a〜1cに示すように、先行技術に係る、ストリンガ又はスティフナを成形するために通常用いられる方法における3つの概略段階を以下に説明する。
【0015】
第1の段階では、図1aから分かるように、ストリンガ又はスティフナを得るための平坦な積層体1,2であって、予め積層・切断されている積層体1,2が、成形モジュール3,4に位置しており、ストリンガ又はスティフナの足部に対応することになる積層体1,2の領域が、レッジ5,6によって保持されている。成形モジュール3,4はそれぞれ、それを介して吸引可能に真空システムに接続された有孔板からなる真空テーブル7上に位置付けられている。真空テーブル7上には、積層体1,2を加熱し成形を容易にすることができる加熱・冷却システム9と、真空テーブル7上に位置する成形モジュール3,4の形状に適応可能な好ましくはシリコーンからなる弾性膜とを備えたフード8が位置している。
【0016】
第2の段階では、図1bから分かるように、フード8を真空テーブル7上に降下させて、テーブル7に対して弾性膜10の端部を密閉する。そして、加熱システム9を作動することによって積層体1,2を加熱し、それにより樹脂の粘度を低下させその流動を促進させる。この作業の後に、テーブル7の真空システムを作動させる。真空テーブル7による吸引下で、弾性膜10はテーブル7及び成形モジュール3,4の組立体の形状に適応し、積層体1,2を引張り変形させて、それらの最終L字状断面11,12に成形する。
【0017】
第3の段階では、図1cに示すように、積層体11,12が成形されると、それらを弾性膜10やテーブル7によって作り出された真空を取り除かずに放置して(通常、強制換気を用いてあるいは何らかの等価な冷却機構を用いて)冷却する。それにより、当該積層体11,12に得られた上記断面を安定させることができる。これが終わると、真空を取り除き、フード8を取り外す。次に、成形モジュール3,4を結合して、それぞれのL字状断面の積層体11,12を結合する。最終的に形成されたストリンガの足部が接合に適した連続面を形成するように、ストリンガ11,12の足部とそれらに沿う直線との間に含まれる準三角形状に適合するフィラー13を加えることにより、カバーの外板との一体化が既に可能な状態のストリンガ又はスティフナ14の最終断面が得られる。
【0018】
図2a及び2bは、本発明の第1の実施例に係る複合材料の構造材を製造するための装置を概略的に示している。この装置は、支持体33によって形成される固定台板に沿って長手方向に移動可能な可動ヘッド15を備えており、支持体33上には、2枚の平坦な積層体21,22を垂直位置に協働で固定する2つの成形モジュール19,20が配置されている。可動ヘッド15は基本的に、ローラ列17及び成形される2枚の積層体21,22を加熱するための加熱システム16と、低温の空気又はガスの噴射、又は、形成された積層体21,22を冷却可能な他の等価なシステムに基づく冷却システム18とを備えている。さらに、図2c、2d及び2eは、積層体21,22の成形の連続する3つの状態を示す、図2aにおける3つの断面A−A'、B−B’及びC−C'を示している。
【0019】
図3a〜3cに概略的に示すように、本発明の第1の実施例に係る積層体21,22の成形プロセスにおける作業は、3つの工程又は段階に分けることができる。つまり、平坦な積層体21,22を成形モジュール19,20に対して位置決めし、モジュール19,20を閉じる第1の段階(図3a)と、ローラ列17を用いて成形する第2の段階(図3b)と、フィラー13を載置し、スティフナ/ストリンガを取り出すためにモジュール19,20を分離する第3の段階(図3c)とに分けることができる。
【0020】
図4a及び4bから明らかなように、本発明の第1の実施例に係る成形装置のローラ列17は、積層体21,22をそれらの元の平面形状から最終L字形状に段階的に成形する。ここで、ローラ列17のローラはそれぞれローマ数字I〜VIIで識別するものとし、ローラの数は、各プロセスの特性によってローラの数を増減する可能性を除外せずに、中程度の厚さの積層体を徐々に成形するために最も適していると思われる7つである。
【0021】
よって、提案の本発明の目的は、図1a〜1cに記載の、予め含浸させた積層体からなる複合材料のストリンガ又はスティフナを成形するために通常用いられるプロセスにおける工具や作業を、積層体21,22を一気に熱成形して最終T字状ストリンガを作成する手法によって単純化することである。
【0022】
従って、本発明の対象は、上記成形モジュール19,20に対して、ストリンガ又はスティフナの未重合の積層体21,22を圧縮・成形するための可動ローラ列17を備える装置であって、ストリンガ又はスティフナをその最終的な形状を持った状態で放置し、航空機の外板に一体化させることが可能な状態にする装置である。
【0023】
よって、本発明の第1の実施例において提案し且つ図2a〜2eで概略的に示した装置及び方法によれば、図1a〜1cに記載の従来のプロセスで用いられる装置の多くをそれに置き換えることができる。従って、従来の方法では、成形されるストリンガの寸法よりも幾分大きな寸法の、真空テーブル7、加熱・冷却システム9を備えた可動フード8、及びシリコーン膜10を用いる必要があったのに対して、本発明に係る方法では、積層体21,22の成形プロセスを漸次行う寸法の小さい可動ヘッド15のみ必要となる。
【0024】
図2a〜2eに示す装置を用いた本発明の第1の実施例に係る成形装置の作業を図3a、3b、及び3cに概略的に示す。この作業は以下の工程又は段階に要約できる。つまり、図3aに示す第1の段階において、平坦な積層体21,22を成形モジュール19,20に対して位置決めし、それらモジュール19,20を閉じる。図3bに示す第2の段階では、ローラ列17を2つの積層体21,22の一端へ移動させ、成形モジュール19,20に対して1番目のローラIにより前記一端の加熱成形を開始し、長手方向の移動によって加熱成形を漸次続け、積層体21,22が最終的T字状断面(図3bの断面E−E')に達するまで積層体21,22を開く。また、一旦ローラ列17の全てのローラI〜VIIが断面を通過した時点で、積層体21,22がその形成された最終断面を維持できるように、可動ヘッド15の端部に位置する冷却システム18によって積層体21,22を冷却する。最後に、図3cに示す第3の段階によって、フィラー23の載置と成形モジュール19,20の分離が行われ、最終形状のスティフナ/ストリンガを取り出すことができるようにする。
【実施例2】
【0025】
成形プロセスは、本発明の第1の実施例のように、この機能のみを有する成形モジュール19,20上で行うこともできるが、本発明の第2の実施例のように、(物品の硬化のために後で用いられる)図5に概略的に示すアングル状の硬化金型24上で直接行うこともできる。それによって、ストリンガの製造プロセスにおける幾つかの作業(成形ツール19,20からのストリンガの取り出しや当該硬化金型24までのストリンガの搬送)を省くことができる。本発明の第2の実施例に係るプロセスの機構は第1の実施例で説明したものと同一であり、図6に概略的に示す。図6には、文字A〜Gを付して指定しているローラ列17のローラの夫々がストリンガに作用する時のストリンガの断面形状の変化を例示し、さらに、本発明の第2の実施例によれば、これらのローラは可変断面を有するものであってもよい。
【実施例3】
【0026】
本発明の第3の実施例によれば、様々な断面をもつストリンガに対応しなければならず、そのため、ストリンガを寸法設計する際の要件の1つとして、ストリンガのウェブに中間積層体23を導入する必要がある場合がある。この第3の実施例に係る成形プロセスはこれまでに説明したものと同一とも言えるが、図7、8a及び8bから分かるように、成形ローラの2つの半体の間に間隔25を導入することを可能にすることで、成形装置をストリンガの断面形状に適応させる。このシステムによって、中間積層体23に漸次異なる厚さをもたせることができる。
【0027】
図7から分かるように、本発明の第3の実施例によれば、異なる断面のストリンガを成形することが可能である。ここで、平坦な積層体21,22に加えて、第3の積層体23が導入されている。第3の積層体23は、上記積層体21,22の間に挿入されて、ストリンガのウェブの一部を構成する。図7に記載の新しい断面の積層物の段階的な成形を行うローラ列17は、そのストリンガに必要な新しい断面形状にプロセスを適応させられるように、中間積層体23の幅と等しい幅を持つ間隔25をローラの2つの半体の間に備えている。
【0028】
最後に、図9に、すでに閉じた状態の本発明の第3の実施例に係る成形・切断アングル24を断面にて概略的に示す。また図9には、中央積層体23をそのウェブに有する新しいストリンガの断面を成形するプロセスの連続的な段階における積層体21,22及び23も示している。
【0029】
以下の請求の範囲によって規定される範囲内に含まれる変形例を、これまでに説明した実施例に導入することができる。
【特許請求の範囲】
【請求項1】
積層されまた予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、
ローラ列(17)をそれ自身に備えるヘッド(15)を備え、
前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が、未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形することを特徴とする装置。
【請求項2】
前記ヘッド(15)が、前記ローラ列(17)及び成形される前記積層体(21,22)を加熱するための加熱システム(16)を備えることを特徴とする請求項1に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項3】
前記ヘッド(15)が、成形された前記積層体(21,22)を冷却するための冷却システム(18)を備えることを特徴とする請求項1又は2に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項4】
前記冷却システム(18)が、低温の空気又はガスの噴射に基づくものであることを特徴とする請求項3に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項5】
前記ローラ列(17)のローラが、可変断面を有するものであることを特徴とする請求項1〜4のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項6】
前記装置が、2つの成形モジュール(19,20)を備え、前記ヘッド(15)が、前記積層体(21,22)を成形するために前記成形モジュール(19,20)に対して作用することを特徴とする請求項1〜6のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項7】
前記積層体(21,22)の成形が、硬化金型(24)上で直接行われ、それらがその後前記3次元要素の硬化に用いられることを特徴とする請求項1〜5のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項8】
前記積層体(21,22)と共に、前記積層体(21,22)の間に挿入される第3の積層体(23)が導入され、また、前記積層体(21,22)の段階的な成形を行う前記ローラ列(17)が、必要とする新しい断面にプロセスを適応させられるように前記中間の積層体(23)の幅と等しい幅を持つ間隔(25)を前記ローラの2つの半体の間に有していることを特徴とする請求項1〜5のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項9】
前記3次元要素が、航空構造材であるT字形状のストリンガ又はスティフナであることを特徴とする請求項1〜9のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項10】
請求項1に記載の装置によって、積層されまた予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための方法において、
a)前記積層体(21,22)を成形装置に載置した後前記装置を閉じる段階と、
b)前記ローラ列(17)を前記積層体(21,22)の端部のうちの一端へ移動させ、1番目のローラにより前記一端の成形を開始し、その成形を、前記ローラ列(17)の全てのローラが断面を通過してその断面を最終形状にするまで漸次継続する段階と、
c)得られた積層体(21,22)の最終形状を安定化させる段階と、
d)前記得られた最終形状を持つ前記3次元要素を取り出すために、前記成形装置を分離する段階と
を含むことを特徴とする複合材料の3次元ビーム型要素を製造するための方法。
【請求項11】
前記成形装置が、2つの成形モジュール(19,20)であり、ヘッド(15)の前記ローラ列(17)が、前記積層体(21,22)を成形するために前記成形モジュール(19,20)に対して作用することを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項12】
前記成形装置が、前記実際の硬化金型(24)であり、それらをその後前記3次元要素の硬化に用いることを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項13】
前記成形プロセスが、前記積層体(21,22)間に挿入される中間の積層体(23)の厚さを漸次変更することができるように、前記成形ローラの2つの半体の間に間隔(25)を導入することをさらに含むことを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項14】
前記3次元要素が、航空構造材であるT字形状のストリンガ又はスティフナであることを特徴とする請求項10〜13のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項1】
積層されまた予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、
ローラ列(17)をそれ自身に備えるヘッド(15)を備え、
前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が、未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形することを特徴とする装置。
【請求項2】
前記ヘッド(15)が、前記ローラ列(17)及び成形される前記積層体(21,22)を加熱するための加熱システム(16)を備えることを特徴とする請求項1に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項3】
前記ヘッド(15)が、成形された前記積層体(21,22)を冷却するための冷却システム(18)を備えることを特徴とする請求項1又は2に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項4】
前記冷却システム(18)が、低温の空気又はガスの噴射に基づくものであることを特徴とする請求項3に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項5】
前記ローラ列(17)のローラが、可変断面を有するものであることを特徴とする請求項1〜4のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項6】
前記装置が、2つの成形モジュール(19,20)を備え、前記ヘッド(15)が、前記積層体(21,22)を成形するために前記成形モジュール(19,20)に対して作用することを特徴とする請求項1〜6のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項7】
前記積層体(21,22)の成形が、硬化金型(24)上で直接行われ、それらがその後前記3次元要素の硬化に用いられることを特徴とする請求項1〜5のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項8】
前記積層体(21,22)と共に、前記積層体(21,22)の間に挿入される第3の積層体(23)が導入され、また、前記積層体(21,22)の段階的な成形を行う前記ローラ列(17)が、必要とする新しい断面にプロセスを適応させられるように前記中間の積層体(23)の幅と等しい幅を持つ間隔(25)を前記ローラの2つの半体の間に有していることを特徴とする請求項1〜5のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項9】
前記3次元要素が、航空構造材であるT字形状のストリンガ又はスティフナであることを特徴とする請求項1〜9のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための装置。
【請求項10】
請求項1に記載の装置によって、積層されまた予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための方法において、
a)前記積層体(21,22)を成形装置に載置した後前記装置を閉じる段階と、
b)前記ローラ列(17)を前記積層体(21,22)の端部のうちの一端へ移動させ、1番目のローラにより前記一端の成形を開始し、その成形を、前記ローラ列(17)の全てのローラが断面を通過してその断面を最終形状にするまで漸次継続する段階と、
c)得られた積層体(21,22)の最終形状を安定化させる段階と、
d)前記得られた最終形状を持つ前記3次元要素を取り出すために、前記成形装置を分離する段階と
を含むことを特徴とする複合材料の3次元ビーム型要素を製造するための方法。
【請求項11】
前記成形装置が、2つの成形モジュール(19,20)であり、ヘッド(15)の前記ローラ列(17)が、前記積層体(21,22)を成形するために前記成形モジュール(19,20)に対して作用することを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項12】
前記成形装置が、前記実際の硬化金型(24)であり、それらをその後前記3次元要素の硬化に用いることを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項13】
前記成形プロセスが、前記積層体(21,22)間に挿入される中間の積層体(23)の厚さを漸次変更することができるように、前記成形ローラの2つの半体の間に間隔(25)を導入することをさらに含むことを特徴とする請求項10に記載の複合材料の3次元ビーム型要素を製造するための方法。
【請求項14】
前記3次元要素が、航空構造材であるT字形状のストリンガ又はスティフナであることを特徴とする請求項10〜13のいずれか一項に記載の複合材料の3次元ビーム型要素を製造するための方法。
【図1a】

【図1b】
【図1c】
【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図3a】
【図3b】

【図3c】
【図4a】
【図4b】

【図5】
【図6】
【図7】
【図8a】
【図8b】
【図9】
【図10】
【図1b】
【図1c】
【図2a】
【図2b】
【図2c】
【図2d】
【図2e】
【図3a】
【図3b】
【図3c】
【図4a】
【図4b】
【図5】
【図6】
【図7】
【図8a】
【図8b】
【図9】
【図10】
【公表番号】特表2011−525865(P2011−525865A)
【公表日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2011−515491(P2011−515491)
【出願日】平成21年6月26日(2009.6.26)
【国際出願番号】PCT/ES2009/070257
【国際公開番号】WO2009/156548
【国際公開日】平成21年12月30日(2009.12.30)
【出願人】(511000201)
【Fターム(参考)】
【公表日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成21年6月26日(2009.6.26)
【国際出願番号】PCT/ES2009/070257
【国際公開番号】WO2009/156548
【国際公開日】平成21年12月30日(2009.12.30)
【出願人】(511000201)
【Fターム(参考)】
[ Back to top ]