
複合材料中に通気ダクトを備えるブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法
複合材料、特に、C/SiCセラミック材料を用いて通気性ダクト(21)を備えるブレーキバンド(20)を成形する金型(1)は、互いに向き合い、対称軸Sに垂直である各型押表面(8a、8b)を備える2つの半体金型(3a、3b)を含み、外側および内側のシリンダー壁(11,12)とともに、キャビティー(4)を成形対象であるブレーキバンド(20)の形状に規定する。金型(1)は、通気性ダクト(21)の形状を有するピン要素(15)を有し、第2の付勢手段(17)によって静止位置から作動位置に、移動されることができ、ピン要素(15)は、静止位置では成形キャビティー(4)の外にあり、作動位置では、成形キャビティー(4)の内部に挿入される。

【発明の詳細な説明】
【技術分野】
【0001】
この発明の主題は、複合素材、特に、ディスクブレーキのディスクのためのC/SiCタイプのセラミック材料の自己通気性ブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法である。
【背景技術】
【0002】
複合材料の自己通気性ブレーキバンドを製造する知られた方法は、ほぼ3つのグループに分けることができる。
【0003】
知られた方法の第1のグループは、非通気性ブレーキディスクのそれに類似した固体としてのブレーキバンドの成形とバンドの厚さの中心面内に存在する径方向または非径方向の孔の付随的な形成を提供して、通気ダクトを構成する。
【0004】
複合材料の自己通気性ブレーキバンドを製造するための方法の第2のグループは、第1のステップにおいて、ブレーキバンドの2つの鏡面対称部分の別々の成形を提供する。前記2つの対称部分は、互いに向き合うそれぞれの面にチャンネルを備えている。これら2つの部分は、次に、接触状態にされ接着されて一体化され各部分のチャンネルが一体となって通気性ダクトを規定し完成バンドを形成する。
【0005】
知られた方法の第3のグループにおいては、通気性ダクトは、バンドを形成する2つの材料層の間において、金型内に挿入される複合材料のコアによって製造され、前記の金型は、通気性ダクトを構成するためのキャビティーを内部にすでに有している。コアは、バンドの材料と同一であるか、少なくとも類似した材料で作られるので、ブレーキバンドの複合材料に密着して接続されるに至り、複合「サンドイッチ」構造を形成する。コア自体は、互いに向き合って設けられ、上記の第2の製造方法のブレーキバンドと類似した態様で一体に接着される2つの半体コアによって形成される。
【0006】
しかしながら、従来技術の上記の方法は、主として、技術的な困難性と関連するある問題点と不利益を有している。
【0007】
第1の方法においては、ブレーキバンドの厚み部分に孔を形成することは、疑いなく極めて高価で、かつ、用いられる材料の硬さ故に極めて困難である。更には、ブレーキバンドの内部におけるこの機械加工は、バンドの外側表面の機械加工に比べてはるかに制御することが難しい。この加工中は、使用材料の本質的な脆性という観点から看過し得ない鋭利な縁部や一様なクラックの形成を結果的に排除することが不可能である。
【0008】
一方、第2の方法は、ブレーキバンドの2つの部分を一体に接合しなければならないという大きな不利益がある。その理由は、これら2つの部分は、別々に成形されるので、一致しない可能性があり、一様にフィットされないかもしれないからである。このことによって、2つの部分の危険な分離が容易に発生する製品を生じるであろう。
【0009】
知られた方法の第3のグループに関しては、この方法が、それぞれの半体コアを成形するための2つの金型を準備しなければならないばかりでなく、ブレーキバンドを成形するための第3の金型も必要になる。更には、満足すべき結果を達成するには、2つの半体コアによって製造されるコアは、ブレーキバンド用の金型の内部に極めて正確に配置されなければならない。この作業のすべては、極めて複雑な技術上の解決策を要するのみならず、各成形サイクル中にマニュアル作業の介在を必要とする。
【0010】
結果的に生じるコストだけではなく、上記の技術的困難性もまた、固体ディスクとの比較における複合材料製の自己通気性ブレーキディスクの競争力を低下させる。
【発明の開示】
【発明が解決しようとする課題】
【0011】
その結果として、特に、簡単で最高品質の製品を保証する複合材料の自己通気性ブレーキバンドを製造するツールと方法を提供するニーズが存在するとともに、これらのツールと方法によって製造されるブレーキバンドを提供するニーズについても同様である。
【0012】
この発明の提案された目的は、したがって、上記のニーズを満たすと同時に、従来技術に関して記載した不利益を克服するような複合材料製の自己通気性ブレーキバンドを製造するための金型を創り出すことである。
【課題を解決するための手段】
【0013】
上記目的は、通気性ダクトを備える、複合材料のブレーキバンド用の金型によって達成され、前記金型は、2つの半体金型を含み、各半体金型は、1つの型押表面(impression surface)を有し、前記型押表面は、互いに向き合っており、対称軸に対して実質的に垂直に位置し、収納手段(containment means)とともにブレーキバンドの形状を備える成形キャビティーを規定しており、前記半体金型の少なくとも一方は、それぞれの主付勢手段によって、それぞれ、他方の半体金型に向かって対称軸に沿って移動することができ、金型は、通気ダクトを形成することができる1または複数のピン要素を含むとともに、第2の付勢手段によって、静止位置から作動位置に向かって、また、作動位置から静止位置に向かって、それぞれ、移動されることができ、前記ピン要素は、静止位置における成形キャビティーを妨げず、前記ピン要素は、作動位置において成形キャビティーと交わる点を特徴とする。
【発明の効果】
【0014】
この発明により、簡単で最高品質の製品を保証する複合材料の自己通気性ブレーキバンドを製造するツールと方法が提供され、これらにより、従来技術の欠点を解消したブレーキバンドが製造される。
【発明を実施するための最良の形態】
【0015】
この発明をよりよく理解するために、添付図面に描かれたその非限定的な具体例の説明が以下に続く。
【0016】
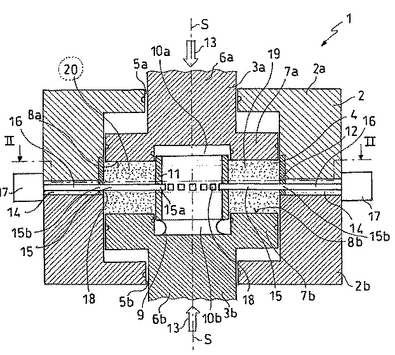
図1を参照すれば、複合材料の自己通気性ブレーキバンドを成形するための金型が符号1で一般的に示されている。金型1は、ハウジング2と、上側半体金型3aと、下側半体金型3bとを含む。ハウジング2は、固定された下側部分2bと、可動な上側部分2aによって構成されており、前記上側部分は、その作動状態において結合されて、これらの内部において成形キャビティー4を規定する。成形キャビティー4は、対称軸Sに関して対称な実質的にシリンダー状を呈する。ハウジング2の上側部分2a、および、下側部分2bの両者は、やはり対称軸Sに対し共軸であるそれぞれの円形開口5a、5bを備えている。
【0017】
上側半体金型3aは、1つの作動ロッド6aとプレート7aによって構成されており、作動ロッド6aの直径は、ハウジング2の上側部分2aの円形開口5aの直径よりもわずかに小さく、プレート7aの直径は、成形キャビティー4の内側直径よりもわずかに小さい。上側半体金型3aは、ハウジング2の上側部分2a内にマウントされ、対称軸Sに沿って、そして、円形開口5a内側面に向かって、また、成形キャビティー4の内側面に向かってシールを形成する態様でスライドすることができる。
【0018】
下側半体金型3bもまた、作動ロッド6bとプレート7bとを含んでおり、作動ロッド6bの外側直径は、ハウジング2の下側部分2bの円形開口5bの直径よりもわずかに小さく、プレート7bの直径は、成形キャビティー4の内側直径よりもわずかに小さい。下側半体金型3bは、ハウジング2の下側部分2b内にマウントされ、対称軸Sに沿って、そして、円形開口5bの内側面に向かって、また、成形キャビティー4の内側面に向かってシールを形成する態様でスライドすることができる。
【0019】
上側型押表面8aは、プレート7aの下側に形成されプレート7bの上側に形成された下側型押表面8bと向き合っている。上側および下側の型押表面8a、8bは、対称軸Sの周囲に延出する実質的に円形のリング状の形状を備えている。上側および下側の型押表面8a、8bは、実質的にシリンダー状の各凹部10a、10bによって内部に規定されており、前記両凹部は対称軸Sに関して対称である。
【0020】
成形キャビティー4は、各内側、および外側壁11、12によって内部に延出するように規定されている。内側壁11は、実質的にシリンダー状をなし、対称軸Sに関して対称であり、下側半体金型3bと作動的に関連する。特に、内側壁11は、別の支持手段9によって定位置に保持されて、凹部10b内にスライドが可能なように嵌め込まれており、上側半体金型3aに向かって突出している。前記の別の支持手段9は、例えば、軸Sの方向に圧縮されることができるスプリングを含むことができる。内側壁11の2つの端部は、シリンダー状の凹部10a、10bの内側直径よりもわずかに小さい外側直径を備えているので、作動時に、これらは、それぞれ、上側および下側のシリンダー状凹部10a、10b内に嵌め込まれて、これらの内側壁に対してシールを形成する。やはり、実質的にシリンダー状である外側壁12は、成形キャビティー4の内側直径と同じ大きさの内側直径を備えている。
【0021】
1具体例によれば、外側シリンダー状壁12の機能は、金型1のハウジング2によって直接遂行される。その代わりに、シリンダー状外側壁12は、金型1のハウジング2の上側部分2aと下側部分2bの間に嵌め込まれる別の部材を構成する。
【0022】
主付勢手段13は、上側半体金型3aのロッド6aおよび下側半体金型3bのロッド6bと関連して、必要な力を作用させて上側および下側半体金型を軸Sに沿って移動し、成形キャビティー4内に所望の圧力を発生する。この発明の1具体例によれば、主付勢手段13は、知られておりここでは説明を省略する油圧回路を一体に伴う少なくとも1つの液圧ピストン/シリンダーユニットを含んでいる。
【0023】
ハウジング2は、成形キャビティー4の縁部周辺に、対称軸Sに実質的に垂直な面内にあって、前記軸に対して放射状に設けられた一連のダクト14を具備している。これらのダクト14は、それぞれが、成形キャビティー4と向き合う先端部15aと、金型1の縁部と向き合う後端部15bとを備えるピン要素15を収容している。ここに説明する具体例においては、ピン要素の断面が、実質的に長方形を備え、それらの後端部15aから先端部15aに向かってテーパが付与されている。
【0024】
各ピン要素15の後端部15bは、直接に、または、適当な伝導手段16によって、好ましくは、金型1のハウジング2の外側縁部の周囲に露出された第2の付勢手段17に接続されている。この発明の1具体例によれば、この第2の付勢手段17は、適当な油圧回路を一体に伴う液圧シリンダー/ピストンユニットを含む。
【0025】
オプションによる伝導手段16を一体に伴う第2の付勢手段17は、ピン要素15に、外側および内側のシリンダー状壁11、12内の適当な貫通孔18を通る予定の通路に沿う成形キャビティー4内へのスライドを惹起することができる。
【0026】
貫通孔18は、ピン要素が成形キャビティー4内に挿入されたとき、貫通孔が囲む該当するピン要素15の部分の断面と実質的に対応する断面を有している。ピン要素15の外側表面は、したがって、複合材料からブレーキバンド20を成形を行う間は、貫通孔18の各内側面と向き合ってシールを形成する。
【0027】
複合材料の自己通気性ブレーキバンド用の金型1の作動を、この発明の金型1を用いるブレーキバンドの成形ステップとともに、図1、2を参照しつつ以下に説明する。
【0028】
成形サイクルのスタート時には、金型1の2つの部分、すなわち、上側部分2aと下側部分2bが、離間されており、成形キャビティー4は、外部からアクセスすることが可能である。ピン要素15は、静止位置すなわち成形キャビティー4の外側にある。第2の付勢手段17の起動の下に、そして、オプションによっては、伝導手段16によって、ピン要素15が、静止位置から作動位置へとスライドする。すなわち、ピン要素は、外側と内側の壁11および12内の貫通孔18を通って成形キャビティー4内に進入する。
【0029】
図1、図2に示す具体例においては、ピン要素15は、外側シリンダー壁12内の貫通孔18を通って成形キャビティー4内に進入し、ピン要素の先端部15aが、内側シリンダー壁11の貫通孔18に挿入される。
【0030】
作動位置において、成形キャビティー4内にあるピン要素15の一部が、成形しようとするブレーキバンド20の通気ダクト21を規定する。
【0031】
ピン要素15が、作動位置にあるとき、成形キャビティー4は、成形しようとする材料19の混合物で充填される。材料19の混合物は、実質的にカーボンにより構成され、30mmよりも小さい長さを持つように切り刻まれたフィラメントのバンドル(bundle)を含むことが好ましい。これらの材料は、例えば、ポリウレタン、或いは、より好ましくは、フェノール樹脂、ピッチ、その他の添加剤のようなバインダーの樹脂と混合される。
【0032】
成形キャビティー4が、成形しようとする上記の材料19の混合物の予定量で充填された後、金型1は、2つの部分、すなわち、ハウジング2の上側部分2aと下側部分2bの耐漏洩結合によって閉じられる。
【0033】
ブレーキバンド20の成形ステップには、予備圧と、予備加熱と、バンド20の形状を規定する手段とが必要である。
【0034】
主付勢手段13は、互いに向かって移動する上側と下側の半体金型3a、3bに作用し、材料19の混合物にブレーキバンド20を適切に成形する予定の圧力を及ぼす。それぞれの半体金型3a、3bの上側および下側の型押表面8a、8bは、内側および外側の壁11および12とともに、成形しようとするブレーキバンド20の形状を規定する。加熱手段もまた、成形のための適切な温度条件を達成するために、金型1の外部に設けられる。
【0035】
この発明の1具体例によれば、金型1は、油圧プレスの2つのプレートの間に挿入され、2つのプレートは電気加熱抵抗器を備えている。
【0036】
この発明の別の具体例によれば、加熱手段は、電気抵抗器と、金型1の外側シェル面に配置された熱センサーとを含む。
【0037】
この発明の金型1によって、ブレーキバンド20を成形するステップが行われる間、成形キャビティー4内の材料19の混合物は、80℃〜180℃、好ましくは、100℃〜150℃の温度まで加熱されて、0.1N/cm2と5N/cm2の間の圧力、好ましくは、0.5N/cm2と1.0N/cm2の間の圧力を受ける。
【0038】
成形完了時には、ピン要素15は、第2の付勢手段17、そしてオプションによっては介装された伝導手段16によって、作動位置から静止位置に復帰する。このことは、ピン要素15が、半完成のブレーキバンド20から引き抜かれること、したがって、通気性ダクト21が開放されることを意味する。半完成ブレーキバンド20からのピン要素15のこの引き抜きは、後端部15bから先端部15aに向かってテーパが付与されているピン要素の断面形状によって好都合に行われる。
【0039】
ハウジングの下側部分2bから、上側部分2aが退去することによって金型1が開かれた後、半完成ブレーキバンド20は、下側半体金型3bの更なる移動によって金型1から取り出され、金型1は、代わって、次の成形サイクルをスタートするために待機する。
【0040】
この半完成ブレーキバンド20は、炉(furnace)内で、樹脂の炭化または熱分解(pyrolysis)が生じるような温度で第1の燃焼(firing)を受ける。この燃焼は、実質的に使用されるバインダーのタイプによって決まり、ほぼ900℃-1200℃の範囲にある温度で従来の炉内で行われる。この燃焼は、窒素またはアルゴンのような不活性気体の流れの存在下であって、10-100mbar、好ましくは、20-30mbarの特別な圧力の下で行われる。
【0041】
方法のこのステップが行われる間に、半完成ブレーキバンド20の材料は、大きい多孔性を獲得する。これは、付随的な燃焼の間に、溶融したシリコンが、前記の孔内に浸透するために重要である。
【0042】
この発明の1具体例によれば、この方法は、更に、熱分解の工程から生じる半完成バンド20の表面仕上げの工程を含むことができる。このことは、ブレーキバンドの変形を、ブレーキバンドに所望の形状を付与する従来の装置によって取り除くことを可能にする。
【0043】
この仕上げ工程は、例えば、ダイヤモンドで乾式で行われる。その理由は、半完成ブレーキバンド20は、第1の燃焼の後、多少の多孔性を獲得しているので、仕上げが湿式で行われると、液状の物質を吸収する可能性があるからである。
【0044】
ブレーキバンド20は、次に、ばらばらなシリコンが溶融してブレーキバンド20の多くの孔(pore)内に浸透が生じるような温度において、シリコンの存在下において第2の燃焼を受ける。溶融シリコンは、その一部が、半完成ブレーキバンド20の炭素と反応して、材料の粘着特性(cohesion characteristics)を改善する効果がある炭化珪素(silicon carbides)を形成する。燃焼(シリケート化)(silication)は、真空下で行われ、圧力は、900mbarから300mbr、好ましくは、800mbrから500mbrの範囲に低下され、温度は、1400℃と1700℃の間で行われる。
【0045】
シリケート化の工程の完了時に、ブレーキバンド20は、例えば、アルゴンまたは好ましくは窒素とともに冷却されるので、残存シリコンは、小球をなして結晶し、容易に回収することができる。
【0046】
完成時に、自己通気性ブレーキバンド20は、オプションによって、更なる仕上げ作業、例えば、乾式または湿式で従来態様で行われる表面仕上げを受けることができる。
【0047】
この発明の複合材料の自己通気性ブレーキバンド20を成形する金型1は、多くの利点を有する。
【0048】
ピン要素15の存在のおかげで、金型1は、特に簡素で強く、そして、最高の品質の製品を保証する。
【0049】
そのサイクリックで自動化された作動のために、この発明の金型1は、各成形サイクル毎にマニュアルの介在を必要としない大量生産に特に適切である。
【0050】
コアやバンド用に数個の金型を調製する代わりに、ただ1個の金型が存在するだけで、製造を容易に反復し、制御することができ、こうして最終製品の品質を向上することができる。
【0051】
この発明の金型1は、1つの完全な製造工程、すなわち、コアの成形工程を省略することができる。コアの製造と、コアを成形する関連金型の省略は、時間とエネルギーの相当な節約を招来する。
【0052】
更には、この発明の金型1によって製造されるブレーキバンド20は、2つのプレートが一体に接合されるとき発生するように、2つのプレートの危険な分離を受けない。
【0053】
機械加工によるブレーキバンド20の仕上げは、外側表面のみに影響し、容易にチェックすることができる。このことは、眼に見える鋭い縁部やクラックの数を減少させるので、使用中におけるブレーキバンド20の脆い破壊の危険を減らす。
【0054】
当然のことながら、発明の技術的範囲を逸脱することなく、上記の図示した具体例に改変と変更が提供されて差し支えない。
【0055】
例えば、この発明の1具体例によれば、収納手段の個別の部分11、12が、ピン要素15を備える構造体のユニットを形成し、一体に移動され、ピン要素15が作業位置にあるときだけ、成形キャビティーを規定する。
【0056】
所望する通気性ダクトのタイプによれば、作動位置において、ピン要素15が、異なる距離において、そして、互いに対し、および、型押表面8a、8bの両方に対し成形キャビティー4と交わることができる。
【0057】
有利にも、作動位置においては、ピン要素が対称軸Sに対して垂直な面内にあり、更に有利なことには、ピン要素15は、2つの半体金型3a、3bの型押表面8a、8bの間の中間に配置されている。
【0058】
この発明の別の1具体例によれば、作動位置において、ピン要素15の少なくとも2つの前端部15aは、成形キャビティー4内で合致し、ブレーキバンド20内において、通気ダクトのシステムを形成し、内側の部分と比較してすべての出口が、例えば、図7b、7cに示すように拡大されている。
【0059】
今説明した具体例の別の発展は、第1のピン要素15の先端部15aが、図7aに示すように、作動位置において第2のピン要素15の先端部15aに形成された該当する角柱状凹部内に挿入される角柱状(prismatic)の、最終のテーパ部分を備えることができる。
【0060】
図7dに示す具体例においては、角柱状の最終部分が角柱状凹部内に一部だけが挿入されて周囲の突起部とともに通気性ダクトを形成する。
【0061】
静止位置においては、ピン要素15は、成形キャビティー4から引っ込められ、実際上は、それらが機械加工に必要となるスペースを邪魔しない任意の位置に「預けられる」(“parked“)。
【0062】
好ましい具体例によれば、ピン要素15は、静止位置において、成形キャビティー4の外側境界の周囲を囲んで離間して設けられ、作動位置においては、ピン要素15が、成形キャビティー4内に挿入されて外側壁12から内側壁11に延出する。
【0063】
上に述べたこの発明の具体例は、ピン要素15が、実質的に真っ直ぐであり対称軸Sに対して径方向に配置されており、ブレーキバンド20内において実質的に径方向の通気性ダクト21を形成する。
【0064】
この発明の1代替具体例は、ピン要素15が実質的に直線であるが、対称軸Sに関し、径方向に傾斜している金型1を提供する。
【0065】
別の具体例によると、対称軸Sに垂直な面内に位置するピン要素15が、実質的に弓形の形状であり、ブレーキバンド20内で弓状の通気性ダクト21を形成する。
【0066】
図5.1と5.2は、ブレーキバンド20を特に適切に冷却する通気性ダクト21を製造する成形キャビティー4内のピン要素15と、断面で示す関係ブレーキバンドの例とを示す。図5.1a、5.1b、5.1cに示すピン要素15は、外側壁12から内側壁11に向かって僅かにテーパが付与され、殆ど一様な断面を備えるけれども、成形終了後にピン要素15を容易に引き抜くこために適切な隙間角を許容するような通気性ダクト21を形成するような断面を備えている。
【0067】
一方、図5.2fに示すピン要素15は、外側壁12から内側壁11に向かって、大きくテーパが付与された断面を備え、通気性ダクト21の間で実質的に一様な断面を持つ複合材料の壁22と同様に、ブレーキバンド20の外側境界から内側境界に向かってテーパが付与された通気性ダクト21を形成する。
【0068】
上に説明した発明の具体例においては、ピン要素15は、実質的に長方形の断面を具備している。当然のことではあるが、後端部15bから先端部15aに向かって、テーパが付与されている任意形状の断面を備えるピン要素15は、どのようなものであろうと、半完成ブレーキバンド20から引き抜くことができるように形成することができる。
【0069】
この発明の好ましい変形は、ピン要素15の実質的に長方形、台形或いは多角形の断面形状を提供し、この場合、断面は、有利にも、例えば、図6a〜6cに示すように、互いに対し、そして、ブレーキバンド20の摩擦面に平行な2つの側面を有する。ピン要素15の外側面に沿うコーナー部、したがって、ブレーキバンド20の内側は、有利なことには円形である。
【0070】
この発明の別の具体例は、ピン要素が、例えば、図6d〜6fに示すような実質的に円形または楕円形の形状を備えることを提供する。
【0071】
図6cに見られるように、互いに断面形状を異にするピン15を持つ金型1を製造することも可能であり、この場合、ピン要素15は、大きい方の底辺の向きが、各2つの連続するピン要素15の間で交代する実質的に台形の断面を備えており、交互に反対側の向きに傾斜する接続フィン22を作り出す。
【0072】
主付勢手段13は、2つの半体金型3a、3bの直線的な進退運動を適切に発生する任意のものであって差し支えない。この発明の1具体例によれば、主付勢手段13は、少なくとも1つの油圧ピストン/シリンダーユニットと油圧回路を含む。その代わりに、主付勢手段13は、リニアーモータを含むことができる。
【0073】
金型1の各ピン要素15は、それ自体の固有の第2の付勢手段17を備えることができるか、または、ピン要素15の全体のグループを静止位置から作動位置に、またはその逆に、移動する適当な伝導手段を持つ1または複数の管理された第2の付勢手段17が設けられることができる。
【0074】
この第2の付勢手段17は、関連する油圧または空圧回路を伴う1または複数の油圧または空圧ピストン/シリンダーユニットを含むことができる。
【0075】
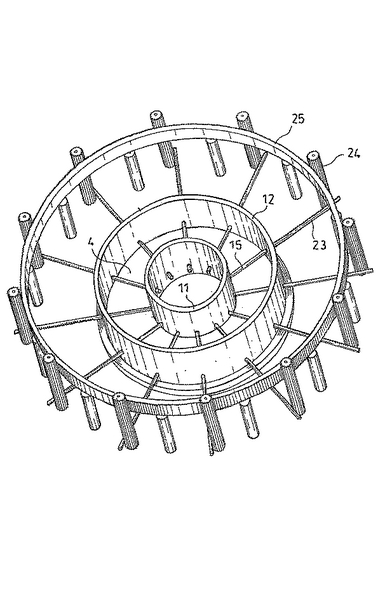
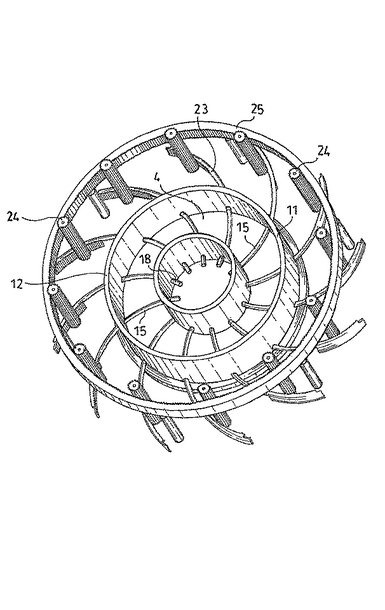
図3に示す別の具体例によれば、第2の付勢手段は、歯車伝導機構を含むことができる。各ピン要素15は、その後端部に、その歯が、各ピニオン24の一組の歯と噛合するラック23を有している。ピニオン24のすべてが、駆動リング25の表面の周囲の歯の組と噛合する。
【0076】
もし、駆動リング25が回転されると、ピン要素15は、それらのテーパによって、これらが貫通孔18の内側壁と接触するまで、成形キャビティー4内に進入する。反対方向における駆動リング25の回転は、ピン要素15の成形キャビティー4からの引き抜き、したがって、半完成ブレーキバンド20からの引き抜きを発生する。
【0077】
図4は、上記の金型1の変形を示し、ピン要素が、実質的に円弧の形態をなす弓状の形状を有する。
【0078】
この発明の複合材料の自己通気性ブレーキバンド20の成形用金型1は、このタイプの機械加工に適切な任意の金属材料で製造することができる。好ましい、具体例は、アルミニュームまたはアルミニューム合金のピン要素を備えるアルミニュームまたはアルミニューム合金から製造される金型1を提供する。
【0079】
良好に制御された熱的条件を達成するために、この発明の金型1は、図示しない熱的絶縁材料の層に有利に包まれている。
【0080】
偶発的な特殊な要件を満足させるためには、当業者は、この発明の複合材料からの自己通気性ブレーキバンド20を成形するための金型1に、多くの変更と改変を適用することができるが、これらはすべて、添付のクレームにより規定されるこの発明の保護の範囲内に含まれることは当然である。
【図面の簡単な説明】
【0081】
【図1】この発明の金型の断面図。
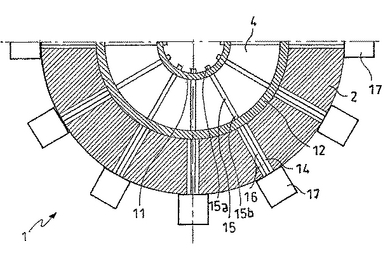
【図2】図1の金型のII-II断面。
【図3】この発明の具体例の斜視図。
【図4】この発明の別の具体例の斜視図。
【図5.1】この発明の金型の可能な配置、および、これによって作り出される通気性ダクトの形状を示す図。
【図5.2】図5.1と同様な図。
【図6】この発明のピン要素の好ましい形状の断面図、および、これによって作り出される通気性ダクト。
【図7】成形キャビティー内における複数のピン要素の可能な形状を示す平面図。
【技術分野】
【0001】
この発明の主題は、複合素材、特に、ディスクブレーキのディスクのためのC/SiCタイプのセラミック材料の自己通気性ブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法である。
【背景技術】
【0002】
複合材料の自己通気性ブレーキバンドを製造する知られた方法は、ほぼ3つのグループに分けることができる。
【0003】
知られた方法の第1のグループは、非通気性ブレーキディスクのそれに類似した固体としてのブレーキバンドの成形とバンドの厚さの中心面内に存在する径方向または非径方向の孔の付随的な形成を提供して、通気ダクトを構成する。
【0004】
複合材料の自己通気性ブレーキバンドを製造するための方法の第2のグループは、第1のステップにおいて、ブレーキバンドの2つの鏡面対称部分の別々の成形を提供する。前記2つの対称部分は、互いに向き合うそれぞれの面にチャンネルを備えている。これら2つの部分は、次に、接触状態にされ接着されて一体化され各部分のチャンネルが一体となって通気性ダクトを規定し完成バンドを形成する。
【0005】
知られた方法の第3のグループにおいては、通気性ダクトは、バンドを形成する2つの材料層の間において、金型内に挿入される複合材料のコアによって製造され、前記の金型は、通気性ダクトを構成するためのキャビティーを内部にすでに有している。コアは、バンドの材料と同一であるか、少なくとも類似した材料で作られるので、ブレーキバンドの複合材料に密着して接続されるに至り、複合「サンドイッチ」構造を形成する。コア自体は、互いに向き合って設けられ、上記の第2の製造方法のブレーキバンドと類似した態様で一体に接着される2つの半体コアによって形成される。
【0006】
しかしながら、従来技術の上記の方法は、主として、技術的な困難性と関連するある問題点と不利益を有している。
【0007】
第1の方法においては、ブレーキバンドの厚み部分に孔を形成することは、疑いなく極めて高価で、かつ、用いられる材料の硬さ故に極めて困難である。更には、ブレーキバンドの内部におけるこの機械加工は、バンドの外側表面の機械加工に比べてはるかに制御することが難しい。この加工中は、使用材料の本質的な脆性という観点から看過し得ない鋭利な縁部や一様なクラックの形成を結果的に排除することが不可能である。
【0008】
一方、第2の方法は、ブレーキバンドの2つの部分を一体に接合しなければならないという大きな不利益がある。その理由は、これら2つの部分は、別々に成形されるので、一致しない可能性があり、一様にフィットされないかもしれないからである。このことによって、2つの部分の危険な分離が容易に発生する製品を生じるであろう。
【0009】
知られた方法の第3のグループに関しては、この方法が、それぞれの半体コアを成形するための2つの金型を準備しなければならないばかりでなく、ブレーキバンドを成形するための第3の金型も必要になる。更には、満足すべき結果を達成するには、2つの半体コアによって製造されるコアは、ブレーキバンド用の金型の内部に極めて正確に配置されなければならない。この作業のすべては、極めて複雑な技術上の解決策を要するのみならず、各成形サイクル中にマニュアル作業の介在を必要とする。
【0010】
結果的に生じるコストだけではなく、上記の技術的困難性もまた、固体ディスクとの比較における複合材料製の自己通気性ブレーキディスクの競争力を低下させる。
【発明の開示】
【発明が解決しようとする課題】
【0011】
その結果として、特に、簡単で最高品質の製品を保証する複合材料の自己通気性ブレーキバンドを製造するツールと方法を提供するニーズが存在するとともに、これらのツールと方法によって製造されるブレーキバンドを提供するニーズについても同様である。
【0012】
この発明の提案された目的は、したがって、上記のニーズを満たすと同時に、従来技術に関して記載した不利益を克服するような複合材料製の自己通気性ブレーキバンドを製造するための金型を創り出すことである。
【課題を解決するための手段】
【0013】
上記目的は、通気性ダクトを備える、複合材料のブレーキバンド用の金型によって達成され、前記金型は、2つの半体金型を含み、各半体金型は、1つの型押表面(impression surface)を有し、前記型押表面は、互いに向き合っており、対称軸に対して実質的に垂直に位置し、収納手段(containment means)とともにブレーキバンドの形状を備える成形キャビティーを規定しており、前記半体金型の少なくとも一方は、それぞれの主付勢手段によって、それぞれ、他方の半体金型に向かって対称軸に沿って移動することができ、金型は、通気ダクトを形成することができる1または複数のピン要素を含むとともに、第2の付勢手段によって、静止位置から作動位置に向かって、また、作動位置から静止位置に向かって、それぞれ、移動されることができ、前記ピン要素は、静止位置における成形キャビティーを妨げず、前記ピン要素は、作動位置において成形キャビティーと交わる点を特徴とする。
【発明の効果】
【0014】
この発明により、簡単で最高品質の製品を保証する複合材料の自己通気性ブレーキバンドを製造するツールと方法が提供され、これらにより、従来技術の欠点を解消したブレーキバンドが製造される。
【発明を実施するための最良の形態】
【0015】
この発明をよりよく理解するために、添付図面に描かれたその非限定的な具体例の説明が以下に続く。
【0016】
図1を参照すれば、複合材料の自己通気性ブレーキバンドを成形するための金型が符号1で一般的に示されている。金型1は、ハウジング2と、上側半体金型3aと、下側半体金型3bとを含む。ハウジング2は、固定された下側部分2bと、可動な上側部分2aによって構成されており、前記上側部分は、その作動状態において結合されて、これらの内部において成形キャビティー4を規定する。成形キャビティー4は、対称軸Sに関して対称な実質的にシリンダー状を呈する。ハウジング2の上側部分2a、および、下側部分2bの両者は、やはり対称軸Sに対し共軸であるそれぞれの円形開口5a、5bを備えている。
【0017】
上側半体金型3aは、1つの作動ロッド6aとプレート7aによって構成されており、作動ロッド6aの直径は、ハウジング2の上側部分2aの円形開口5aの直径よりもわずかに小さく、プレート7aの直径は、成形キャビティー4の内側直径よりもわずかに小さい。上側半体金型3aは、ハウジング2の上側部分2a内にマウントされ、対称軸Sに沿って、そして、円形開口5a内側面に向かって、また、成形キャビティー4の内側面に向かってシールを形成する態様でスライドすることができる。
【0018】
下側半体金型3bもまた、作動ロッド6bとプレート7bとを含んでおり、作動ロッド6bの外側直径は、ハウジング2の下側部分2bの円形開口5bの直径よりもわずかに小さく、プレート7bの直径は、成形キャビティー4の内側直径よりもわずかに小さい。下側半体金型3bは、ハウジング2の下側部分2b内にマウントされ、対称軸Sに沿って、そして、円形開口5bの内側面に向かって、また、成形キャビティー4の内側面に向かってシールを形成する態様でスライドすることができる。
【0019】
上側型押表面8aは、プレート7aの下側に形成されプレート7bの上側に形成された下側型押表面8bと向き合っている。上側および下側の型押表面8a、8bは、対称軸Sの周囲に延出する実質的に円形のリング状の形状を備えている。上側および下側の型押表面8a、8bは、実質的にシリンダー状の各凹部10a、10bによって内部に規定されており、前記両凹部は対称軸Sに関して対称である。
【0020】
成形キャビティー4は、各内側、および外側壁11、12によって内部に延出するように規定されている。内側壁11は、実質的にシリンダー状をなし、対称軸Sに関して対称であり、下側半体金型3bと作動的に関連する。特に、内側壁11は、別の支持手段9によって定位置に保持されて、凹部10b内にスライドが可能なように嵌め込まれており、上側半体金型3aに向かって突出している。前記の別の支持手段9は、例えば、軸Sの方向に圧縮されることができるスプリングを含むことができる。内側壁11の2つの端部は、シリンダー状の凹部10a、10bの内側直径よりもわずかに小さい外側直径を備えているので、作動時に、これらは、それぞれ、上側および下側のシリンダー状凹部10a、10b内に嵌め込まれて、これらの内側壁に対してシールを形成する。やはり、実質的にシリンダー状である外側壁12は、成形キャビティー4の内側直径と同じ大きさの内側直径を備えている。
【0021】
1具体例によれば、外側シリンダー状壁12の機能は、金型1のハウジング2によって直接遂行される。その代わりに、シリンダー状外側壁12は、金型1のハウジング2の上側部分2aと下側部分2bの間に嵌め込まれる別の部材を構成する。
【0022】
主付勢手段13は、上側半体金型3aのロッド6aおよび下側半体金型3bのロッド6bと関連して、必要な力を作用させて上側および下側半体金型を軸Sに沿って移動し、成形キャビティー4内に所望の圧力を発生する。この発明の1具体例によれば、主付勢手段13は、知られておりここでは説明を省略する油圧回路を一体に伴う少なくとも1つの液圧ピストン/シリンダーユニットを含んでいる。
【0023】
ハウジング2は、成形キャビティー4の縁部周辺に、対称軸Sに実質的に垂直な面内にあって、前記軸に対して放射状に設けられた一連のダクト14を具備している。これらのダクト14は、それぞれが、成形キャビティー4と向き合う先端部15aと、金型1の縁部と向き合う後端部15bとを備えるピン要素15を収容している。ここに説明する具体例においては、ピン要素の断面が、実質的に長方形を備え、それらの後端部15aから先端部15aに向かってテーパが付与されている。
【0024】
各ピン要素15の後端部15bは、直接に、または、適当な伝導手段16によって、好ましくは、金型1のハウジング2の外側縁部の周囲に露出された第2の付勢手段17に接続されている。この発明の1具体例によれば、この第2の付勢手段17は、適当な油圧回路を一体に伴う液圧シリンダー/ピストンユニットを含む。
【0025】
オプションによる伝導手段16を一体に伴う第2の付勢手段17は、ピン要素15に、外側および内側のシリンダー状壁11、12内の適当な貫通孔18を通る予定の通路に沿う成形キャビティー4内へのスライドを惹起することができる。
【0026】
貫通孔18は、ピン要素が成形キャビティー4内に挿入されたとき、貫通孔が囲む該当するピン要素15の部分の断面と実質的に対応する断面を有している。ピン要素15の外側表面は、したがって、複合材料からブレーキバンド20を成形を行う間は、貫通孔18の各内側面と向き合ってシールを形成する。
【0027】
複合材料の自己通気性ブレーキバンド用の金型1の作動を、この発明の金型1を用いるブレーキバンドの成形ステップとともに、図1、2を参照しつつ以下に説明する。
【0028】
成形サイクルのスタート時には、金型1の2つの部分、すなわち、上側部分2aと下側部分2bが、離間されており、成形キャビティー4は、外部からアクセスすることが可能である。ピン要素15は、静止位置すなわち成形キャビティー4の外側にある。第2の付勢手段17の起動の下に、そして、オプションによっては、伝導手段16によって、ピン要素15が、静止位置から作動位置へとスライドする。すなわち、ピン要素は、外側と内側の壁11および12内の貫通孔18を通って成形キャビティー4内に進入する。
【0029】
図1、図2に示す具体例においては、ピン要素15は、外側シリンダー壁12内の貫通孔18を通って成形キャビティー4内に進入し、ピン要素の先端部15aが、内側シリンダー壁11の貫通孔18に挿入される。
【0030】
作動位置において、成形キャビティー4内にあるピン要素15の一部が、成形しようとするブレーキバンド20の通気ダクト21を規定する。
【0031】
ピン要素15が、作動位置にあるとき、成形キャビティー4は、成形しようとする材料19の混合物で充填される。材料19の混合物は、実質的にカーボンにより構成され、30mmよりも小さい長さを持つように切り刻まれたフィラメントのバンドル(bundle)を含むことが好ましい。これらの材料は、例えば、ポリウレタン、或いは、より好ましくは、フェノール樹脂、ピッチ、その他の添加剤のようなバインダーの樹脂と混合される。
【0032】
成形キャビティー4が、成形しようとする上記の材料19の混合物の予定量で充填された後、金型1は、2つの部分、すなわち、ハウジング2の上側部分2aと下側部分2bの耐漏洩結合によって閉じられる。
【0033】
ブレーキバンド20の成形ステップには、予備圧と、予備加熱と、バンド20の形状を規定する手段とが必要である。
【0034】
主付勢手段13は、互いに向かって移動する上側と下側の半体金型3a、3bに作用し、材料19の混合物にブレーキバンド20を適切に成形する予定の圧力を及ぼす。それぞれの半体金型3a、3bの上側および下側の型押表面8a、8bは、内側および外側の壁11および12とともに、成形しようとするブレーキバンド20の形状を規定する。加熱手段もまた、成形のための適切な温度条件を達成するために、金型1の外部に設けられる。
【0035】
この発明の1具体例によれば、金型1は、油圧プレスの2つのプレートの間に挿入され、2つのプレートは電気加熱抵抗器を備えている。
【0036】
この発明の別の具体例によれば、加熱手段は、電気抵抗器と、金型1の外側シェル面に配置された熱センサーとを含む。
【0037】
この発明の金型1によって、ブレーキバンド20を成形するステップが行われる間、成形キャビティー4内の材料19の混合物は、80℃〜180℃、好ましくは、100℃〜150℃の温度まで加熱されて、0.1N/cm2と5N/cm2の間の圧力、好ましくは、0.5N/cm2と1.0N/cm2の間の圧力を受ける。
【0038】
成形完了時には、ピン要素15は、第2の付勢手段17、そしてオプションによっては介装された伝導手段16によって、作動位置から静止位置に復帰する。このことは、ピン要素15が、半完成のブレーキバンド20から引き抜かれること、したがって、通気性ダクト21が開放されることを意味する。半完成ブレーキバンド20からのピン要素15のこの引き抜きは、後端部15bから先端部15aに向かってテーパが付与されているピン要素の断面形状によって好都合に行われる。
【0039】
ハウジングの下側部分2bから、上側部分2aが退去することによって金型1が開かれた後、半完成ブレーキバンド20は、下側半体金型3bの更なる移動によって金型1から取り出され、金型1は、代わって、次の成形サイクルをスタートするために待機する。
【0040】
この半完成ブレーキバンド20は、炉(furnace)内で、樹脂の炭化または熱分解(pyrolysis)が生じるような温度で第1の燃焼(firing)を受ける。この燃焼は、実質的に使用されるバインダーのタイプによって決まり、ほぼ900℃-1200℃の範囲にある温度で従来の炉内で行われる。この燃焼は、窒素またはアルゴンのような不活性気体の流れの存在下であって、10-100mbar、好ましくは、20-30mbarの特別な圧力の下で行われる。
【0041】
方法のこのステップが行われる間に、半完成ブレーキバンド20の材料は、大きい多孔性を獲得する。これは、付随的な燃焼の間に、溶融したシリコンが、前記の孔内に浸透するために重要である。
【0042】
この発明の1具体例によれば、この方法は、更に、熱分解の工程から生じる半完成バンド20の表面仕上げの工程を含むことができる。このことは、ブレーキバンドの変形を、ブレーキバンドに所望の形状を付与する従来の装置によって取り除くことを可能にする。
【0043】
この仕上げ工程は、例えば、ダイヤモンドで乾式で行われる。その理由は、半完成ブレーキバンド20は、第1の燃焼の後、多少の多孔性を獲得しているので、仕上げが湿式で行われると、液状の物質を吸収する可能性があるからである。
【0044】
ブレーキバンド20は、次に、ばらばらなシリコンが溶融してブレーキバンド20の多くの孔(pore)内に浸透が生じるような温度において、シリコンの存在下において第2の燃焼を受ける。溶融シリコンは、その一部が、半完成ブレーキバンド20の炭素と反応して、材料の粘着特性(cohesion characteristics)を改善する効果がある炭化珪素(silicon carbides)を形成する。燃焼(シリケート化)(silication)は、真空下で行われ、圧力は、900mbarから300mbr、好ましくは、800mbrから500mbrの範囲に低下され、温度は、1400℃と1700℃の間で行われる。
【0045】
シリケート化の工程の完了時に、ブレーキバンド20は、例えば、アルゴンまたは好ましくは窒素とともに冷却されるので、残存シリコンは、小球をなして結晶し、容易に回収することができる。
【0046】
完成時に、自己通気性ブレーキバンド20は、オプションによって、更なる仕上げ作業、例えば、乾式または湿式で従来態様で行われる表面仕上げを受けることができる。
【0047】
この発明の複合材料の自己通気性ブレーキバンド20を成形する金型1は、多くの利点を有する。
【0048】
ピン要素15の存在のおかげで、金型1は、特に簡素で強く、そして、最高の品質の製品を保証する。
【0049】
そのサイクリックで自動化された作動のために、この発明の金型1は、各成形サイクル毎にマニュアルの介在を必要としない大量生産に特に適切である。
【0050】
コアやバンド用に数個の金型を調製する代わりに、ただ1個の金型が存在するだけで、製造を容易に反復し、制御することができ、こうして最終製品の品質を向上することができる。
【0051】
この発明の金型1は、1つの完全な製造工程、すなわち、コアの成形工程を省略することができる。コアの製造と、コアを成形する関連金型の省略は、時間とエネルギーの相当な節約を招来する。
【0052】
更には、この発明の金型1によって製造されるブレーキバンド20は、2つのプレートが一体に接合されるとき発生するように、2つのプレートの危険な分離を受けない。
【0053】
機械加工によるブレーキバンド20の仕上げは、外側表面のみに影響し、容易にチェックすることができる。このことは、眼に見える鋭い縁部やクラックの数を減少させるので、使用中におけるブレーキバンド20の脆い破壊の危険を減らす。
【0054】
当然のことながら、発明の技術的範囲を逸脱することなく、上記の図示した具体例に改変と変更が提供されて差し支えない。
【0055】
例えば、この発明の1具体例によれば、収納手段の個別の部分11、12が、ピン要素15を備える構造体のユニットを形成し、一体に移動され、ピン要素15が作業位置にあるときだけ、成形キャビティーを規定する。
【0056】
所望する通気性ダクトのタイプによれば、作動位置において、ピン要素15が、異なる距離において、そして、互いに対し、および、型押表面8a、8bの両方に対し成形キャビティー4と交わることができる。
【0057】
有利にも、作動位置においては、ピン要素が対称軸Sに対して垂直な面内にあり、更に有利なことには、ピン要素15は、2つの半体金型3a、3bの型押表面8a、8bの間の中間に配置されている。
【0058】
この発明の別の1具体例によれば、作動位置において、ピン要素15の少なくとも2つの前端部15aは、成形キャビティー4内で合致し、ブレーキバンド20内において、通気ダクトのシステムを形成し、内側の部分と比較してすべての出口が、例えば、図7b、7cに示すように拡大されている。
【0059】
今説明した具体例の別の発展は、第1のピン要素15の先端部15aが、図7aに示すように、作動位置において第2のピン要素15の先端部15aに形成された該当する角柱状凹部内に挿入される角柱状(prismatic)の、最終のテーパ部分を備えることができる。
【0060】
図7dに示す具体例においては、角柱状の最終部分が角柱状凹部内に一部だけが挿入されて周囲の突起部とともに通気性ダクトを形成する。
【0061】
静止位置においては、ピン要素15は、成形キャビティー4から引っ込められ、実際上は、それらが機械加工に必要となるスペースを邪魔しない任意の位置に「預けられる」(“parked“)。
【0062】
好ましい具体例によれば、ピン要素15は、静止位置において、成形キャビティー4の外側境界の周囲を囲んで離間して設けられ、作動位置においては、ピン要素15が、成形キャビティー4内に挿入されて外側壁12から内側壁11に延出する。
【0063】
上に述べたこの発明の具体例は、ピン要素15が、実質的に真っ直ぐであり対称軸Sに対して径方向に配置されており、ブレーキバンド20内において実質的に径方向の通気性ダクト21を形成する。
【0064】
この発明の1代替具体例は、ピン要素15が実質的に直線であるが、対称軸Sに関し、径方向に傾斜している金型1を提供する。
【0065】
別の具体例によると、対称軸Sに垂直な面内に位置するピン要素15が、実質的に弓形の形状であり、ブレーキバンド20内で弓状の通気性ダクト21を形成する。
【0066】
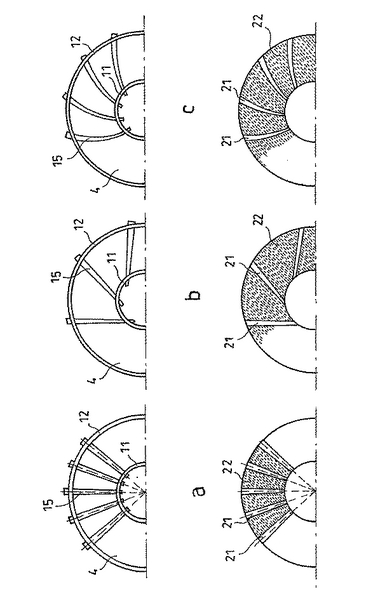
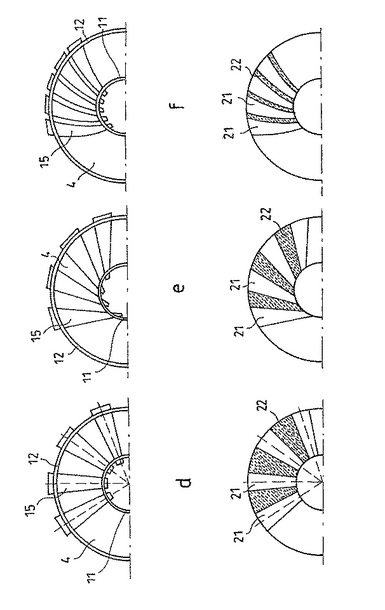
図5.1と5.2は、ブレーキバンド20を特に適切に冷却する通気性ダクト21を製造する成形キャビティー4内のピン要素15と、断面で示す関係ブレーキバンドの例とを示す。図5.1a、5.1b、5.1cに示すピン要素15は、外側壁12から内側壁11に向かって僅かにテーパが付与され、殆ど一様な断面を備えるけれども、成形終了後にピン要素15を容易に引き抜くこために適切な隙間角を許容するような通気性ダクト21を形成するような断面を備えている。
【0067】
一方、図5.2fに示すピン要素15は、外側壁12から内側壁11に向かって、大きくテーパが付与された断面を備え、通気性ダクト21の間で実質的に一様な断面を持つ複合材料の壁22と同様に、ブレーキバンド20の外側境界から内側境界に向かってテーパが付与された通気性ダクト21を形成する。
【0068】
上に説明した発明の具体例においては、ピン要素15は、実質的に長方形の断面を具備している。当然のことではあるが、後端部15bから先端部15aに向かって、テーパが付与されている任意形状の断面を備えるピン要素15は、どのようなものであろうと、半完成ブレーキバンド20から引き抜くことができるように形成することができる。
【0069】
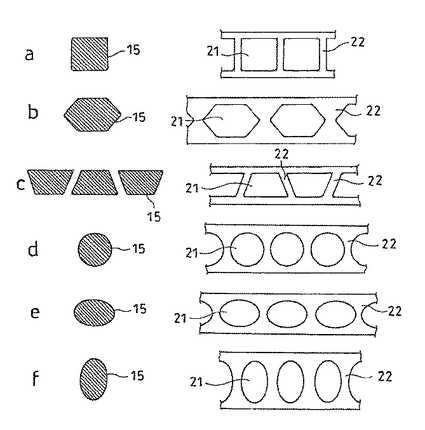
この発明の好ましい変形は、ピン要素15の実質的に長方形、台形或いは多角形の断面形状を提供し、この場合、断面は、有利にも、例えば、図6a〜6cに示すように、互いに対し、そして、ブレーキバンド20の摩擦面に平行な2つの側面を有する。ピン要素15の外側面に沿うコーナー部、したがって、ブレーキバンド20の内側は、有利なことには円形である。
【0070】
この発明の別の具体例は、ピン要素が、例えば、図6d〜6fに示すような実質的に円形または楕円形の形状を備えることを提供する。
【0071】
図6cに見られるように、互いに断面形状を異にするピン15を持つ金型1を製造することも可能であり、この場合、ピン要素15は、大きい方の底辺の向きが、各2つの連続するピン要素15の間で交代する実質的に台形の断面を備えており、交互に反対側の向きに傾斜する接続フィン22を作り出す。
【0072】
主付勢手段13は、2つの半体金型3a、3bの直線的な進退運動を適切に発生する任意のものであって差し支えない。この発明の1具体例によれば、主付勢手段13は、少なくとも1つの油圧ピストン/シリンダーユニットと油圧回路を含む。その代わりに、主付勢手段13は、リニアーモータを含むことができる。
【0073】
金型1の各ピン要素15は、それ自体の固有の第2の付勢手段17を備えることができるか、または、ピン要素15の全体のグループを静止位置から作動位置に、またはその逆に、移動する適当な伝導手段を持つ1または複数の管理された第2の付勢手段17が設けられることができる。
【0074】
この第2の付勢手段17は、関連する油圧または空圧回路を伴う1または複数の油圧または空圧ピストン/シリンダーユニットを含むことができる。
【0075】
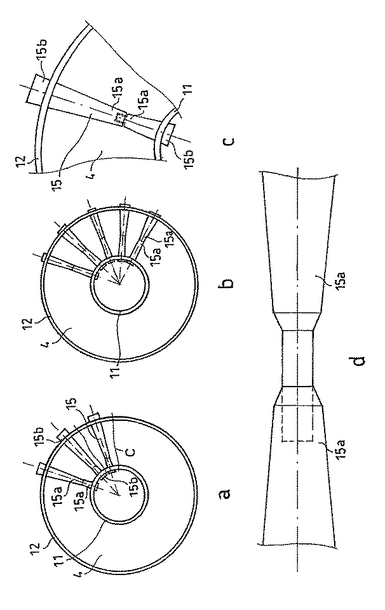
図3に示す別の具体例によれば、第2の付勢手段は、歯車伝導機構を含むことができる。各ピン要素15は、その後端部に、その歯が、各ピニオン24の一組の歯と噛合するラック23を有している。ピニオン24のすべてが、駆動リング25の表面の周囲の歯の組と噛合する。
【0076】
もし、駆動リング25が回転されると、ピン要素15は、それらのテーパによって、これらが貫通孔18の内側壁と接触するまで、成形キャビティー4内に進入する。反対方向における駆動リング25の回転は、ピン要素15の成形キャビティー4からの引き抜き、したがって、半完成ブレーキバンド20からの引き抜きを発生する。
【0077】
図4は、上記の金型1の変形を示し、ピン要素が、実質的に円弧の形態をなす弓状の形状を有する。
【0078】
この発明の複合材料の自己通気性ブレーキバンド20の成形用金型1は、このタイプの機械加工に適切な任意の金属材料で製造することができる。好ましい、具体例は、アルミニュームまたはアルミニューム合金のピン要素を備えるアルミニュームまたはアルミニューム合金から製造される金型1を提供する。
【0079】
良好に制御された熱的条件を達成するために、この発明の金型1は、図示しない熱的絶縁材料の層に有利に包まれている。
【0080】
偶発的な特殊な要件を満足させるためには、当業者は、この発明の複合材料からの自己通気性ブレーキバンド20を成形するための金型1に、多くの変更と改変を適用することができるが、これらはすべて、添付のクレームにより規定されるこの発明の保護の範囲内に含まれることは当然である。
【図面の簡単な説明】
【0081】
【図1】この発明の金型の断面図。
【図2】図1の金型のII-II断面。
【図3】この発明の具体例の斜視図。
【図4】この発明の別の具体例の斜視図。
【図5.1】この発明の金型の可能な配置、および、これによって作り出される通気性ダクトの形状を示す図。
【図5.2】図5.1と同様な図。
【図6】この発明のピン要素の好ましい形状の断面図、および、これによって作り出される通気性ダクト。
【図7】成形キャビティー内における複数のピン要素の可能な形状を示す平面図。
【特許請求の範囲】
【請求項1】
通気性ダクト(21)を備える、複合材料のブレーキバンド(20)を成形するための金型(1)であって、
前記金型は、2つの半体金型(3a、3b)を含み、各半体金型(3a、3b)は、型押表面(8a、8b)を有し、型押表面(8a、8b)は、互いに向き合い、対称軸Sに対して実質的に垂直であり、別体の収納手段(11,12)とともにブレーキバンド(20)の形状を持つ成形キャビティー(4)を規定しており、半体金型(3a、3b)の少なくとも1つは、関連する主付勢手段(13)によって、対称軸(S)に沿って、他方の半体金型(3a、3b)に向かってそれぞれ移動することができ、
金型は、通気性ダクト(21)を形成することができ、第2の付勢手段(17)によって静止位置から作動位置へとそれぞれ移動されることができる1または複数のピン要素(15)を含み、前記ピン要素(15)は、静止位置においては成形キャビティー(4)を妨害せず、作動位置においては、成形キャビティー(4)と交わる点を特徴とする金型(1)。
【請求項2】
ピン要素(15)は、第2の付勢手段(17)と関連する請求項1記載の金型(1)。
【請求項3】
ピン要素(15)は、各後端部(15b)と、後端部(15b)に対してテーパが付与された各先端部(15a)を有し、前記先端部はこれによって、静止位置から作動位置への移動中にピン要素(15)を前進させて成形キャビティー(4)内に挿入するために好都合であるとともに、ピン要素を作動位置から静止位置へ移動する間に、ピン要素(15)を成形されたブレーキバンド(20)から引き抜くために好都合である請求項1または2記載の金型(1)。
【請求項4】
半体金型(3a、3b)の型押表面(8a、8b)は、外側縁部と内側縁部を備える実質的な環形状を有し、収容手段(11,12)は、実質的にシリンダー状の外側壁(12)と実質的にシリンダー状の内側壁(11)とを含み、外側および内側壁(12,11)は、対称軸(S)を中心に延出しており、型押表面(8a、8b)の外側縁部および内側縁部とそれぞれ関連する請求項3記載の金型(1)。
【請求項5】
収納手段(11,12)は、ピン要素(15)が静止位置から作動位置に、また、作動位置から静止位置にそれぞれ移動する間に、ピン要素(15)の入口と出口に適切な貫通孔(18)を有する請求項1または4記載の金型(1)。
【請求項6】
収納手段(11,12)は、ピン要素(15)と関連して金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項7】
1または複数の収納手段(11,12)は、ピン要素(15)と一体で金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項8】
ピン要素(15)が作動位置にあるとき、これらは、対称軸(S)に対して実質的に垂直な面内であって、2つの半体金型(3a,3b)の型押表面(8a,8b)の間の中間にある請求項5〜7のいずれか1記載の金型(1)。
【請求項9】
ピン要素(15)の少なくとも2つの先端部(15a)は、金型の作動位置において、成形キャビティー(4)内において合致して、ブレーキバンド(20)内において通気性ダクト(21)を形成し、前記ダクトの出口は、それらの内側部分よりも広い請求項8記載の金型(1)。
【請求項10】
第1のピン要素(15)は、作動位置にあるとき、第2のピン要素(15)の先端部(15a)内に形成される関連する角柱状凹部中に嵌め込まれるテーパが付与された角柱状の最終部分を有する請求項9記載の金型(1)。
【請求項11】
角柱状の最終部分は、その一部だけが角柱状凹部に嵌め込まれて、周囲に突出部を備える通気性ダクト(21)を形成する請求項10記載の金型(1)。
【請求項12】
ピン要素は、作動位置において、成形キャビティー(4)内に挿入されて、外側壁(12)から内側壁(12)に向かって延出し、実質的に等間隔で成形キャビティー(4)の周囲に配分される請求項8記載の金型(1)。
【請求項13】
ピン要素(15)は、実質的に真っ直ぐであり、対称軸(S)に対して放射状に配置されて、ブレーキバンド(20)内における実質的に真っ直ぐで放射状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項14】
ピン要素(15)は、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな軸に沿って延出しており、ブレーキバンド(20)内において、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項15】
ピン要素(15)は、実質的に弓形の形状を有し、ブレーキバンド(20)内に弓状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項16】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)の外側境界からその内側境界に向かってテーパが付与された通気性ダクト(21)を形成する請求項11〜13のいずれか1記載の金型(1)。
【請求項17】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)内において、実質的に一様な断面を有する接続壁(22)を形成する請求項16記載の金型(1)。
【請求項18】
ピン要素(15)は、断面において実質的に円形を備える請求項1〜17のいずれか1記載の金型(1)。
【請求項19】
ピン要素(15)は、断面において実質的に楕円形を備える請求項1〜18のいずれか1記載の金型(1)。
【請求項20】
ピン要素(15)は、断面において実質的に多角形を備える請求項1〜19のいずれか1記載の金型(1)。
【請求項21】
第2の付勢手段(17)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜20のいずれか1記載の金型(1)。
【請求項22】
第2の付勢手段(17)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜21のいずれか1記載の金型(1)。
【請求項23】
第2の付勢手段(17)は、リニアーモータを含む請求項1〜22のいずれか1記載の金型(1)。
【請求項24】
第2の付勢手段(17)は、歯車伝導機構(23,24,25)を含む請求項1〜23のいずれか1記載の金型(1)。
【請求項25】
主付勢手段(13)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜24のいずれか1記載の金型(1)。
【請求項26】
主付勢手段(13)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜25のいずれか1記載の金型(1)。
【請求項27】
主付勢手段(13)は、リニアーモータを含む請求項1〜26のいずれか1記載の金型(1)。
【請求項28】
アルミニュームまたはアルミニューム合金で製造される請求項1〜27のいずれか1記載の金型(1)。
【請求項29】
加熱手段を含む請求項1〜28のいずれか1記載の金型(1)。
【請求項30】
加熱手段は、電気抵抗器を含む請求項29記載の金型(1)。
【請求項31】
請求項1〜30のいずれか1記載の金型(1)。
【請求項32】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)の内部を複合材料の混合物(19)で充填すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項33】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項34】
ブレーキバンド(20)の熱分解工程を更に含む請求項32または33記載の方法。
【請求項35】
ブレーキバンド(20)のシリケート化の工程を更に含む請求項34記載の方法。
【請求項36】
ブレーキバンド(20)の外側表面の機械的仕上げのための1または複数の工程を更に含む請求項35記載の方法。
【請求項37】
請求項32〜36のいずれか1記載の方法によって製造される自己通気性ブレーキバンド(20)。
【請求項38】
請求項37記載のブレーキバンド(20)を備えるブレーキディスク。
【請求項39】
請求項38記載のブレーキディスクを備えるディスクブレーキ。
【特許請求の範囲】
【請求項1】
通気性ダクト(21)を備える、複合材料のブレーキバンド(20)を成形するための金型(1)であって、
前記金型は、2つの半体金型(3a、3b)を含み、各半体金型(3a、3b)は、型押表面(8a、8b)を有し、型押表面(8a、8b)は、互いに向き合い、対称軸Sに対して実質的に垂直であり、別体の収納手段(11,12)とともにブレーキバンド(20)の形状を持つ成形キャビティー(4)を規定しており、半体金型(3a、3b)の少なくとも1つは、関連する主付勢手段(13)によって、対称軸(S)に沿って、ブレーキバンド(20)の成形に適切な予定の圧力を発生するために、他方の半体金型(3a、3b)に向かってスライド可能に移動することができ、
金型は、通気性ダクト(21)を形成することができ、第2の付勢手段(17)によって静止位置から作動位置へとそれぞれ移動されることができる1または複数のピン要素(15)を含み、前記ピン要素(15)は、静止位置においては成形キャビティー(4)を妨害せず、作動位置においては、成形キャビティー(4)と交わる金型(1)。
【請求項2】
ピン要素(15)は、第2の付勢手段(17)と関連する請求項1記載の金型(1)。
【請求項3】
ピン要素(15)は、各後端部(15b)と、後端部(15b)に対してテーパが付与された各先端部(15a)を有し、前記先端部はこれによって、静止位置から作動位置への移動中にピン要素(15)を前進させて成形キャビティー(4)内に挿入するために好都合であるとともに、ピン要素を作動位置から静止位置へ移動する間に、ピン要素(15)を成形されたブレーキバンド(20)から引き抜くために好都合である請求項1または2記載の金型(1)。
【請求項4】
半体金型(3a、3b)の型押表面(8a、8b)は、外側縁部と内側縁部を備える実質的な環形状を有し、収容手段(11,12)は、実質的にシリンダー状の外側壁(12)と実質的にシリンダー状の内側壁(11)とを含み、外側および内側壁(12,11)は、対称軸(S)を中心に延出しており、型押表面(8a、8b)の外側縁部および内側縁部とそれぞれ関連する請求項3記載の金型(1)。
【請求項5】
収納手段(11,12)は、ピン要素(15)が静止位置から作動位置に、また、作動位置から静止位置にそれぞれ移動する間に、ピン要素(15)の入口と出口に適切な貫通孔(18)を有する請求項1または4記載の金型(1)。
【請求項6】
収納手段(11,12)は、ピン要素(15)と関連して金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項7】
1または複数の収納手段(11,12)は、ピン要素(15)と一体で金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項8】
ピン要素(15)が作動位置にあるとき、これらは、対称軸(S)に対して実質的に垂直な面内であって、2つの半体金型(3a,3b)の型押表面(8a,8b)の間の中間にある請求項5〜7のいずれか1記載の金型(1)。
【請求項9】
ピン要素(15)の少なくとも2つの先端部(15a)は、金型の作動位置において、成形キャビティー(4)内において合致して、ブレーキバンド(20)内において通気性ダクト(21)を形成し、前記ダクトの出口は、それらの内側部分よりも広い請求項8記載の金型(1)。
【請求項10】
第1のピン要素(15)は、作動位置にあるとき、第2のピン要素(15)の先端部(15a)内に形成される関連する角柱状凹部中に嵌め込まれるテーパが付与された角柱状の最終部分を有する請求項9記載の金型(1)。
【請求項11】
角柱状の最終部分は、その一部だけが角柱状凹部に嵌め込まれて、周囲に突出部を備える通気性ダクト(21)を形成する請求項10記載の金型(1)。
【請求項12】
ピン要素は、作動位置において、成形キャビティー(4)内に挿入されて、外側壁(12)から内側壁(12)に向かって延出し、実質的に等間隔で成形キャビティー(4)の周囲に配分される請求項8記載の金型(1)。
【請求項13】
ピン要素(15)は、実質的に真っ直ぐであり、対称軸(S)に対して放射状に配置されて、ブレーキバンド(20)内における実質的に真っ直ぐで放射状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項14】
ピン要素(15)は、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな軸に沿って延出しており、ブレーキバンド(20)内において、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項15】
ピン要素(15)は、実質的に弓形の形状を有し、ブレーキバンド(20)内に弓状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項16】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)の外側境界からその内側境界に向かってテーパが付与された通気性ダクト(21)を形成する請求項11〜13のいずれか1記載の金型(1)。
【請求項17】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)内において、実質的に一様な断面を有する接続壁(22)を形成する請求項16記載の金型(1)。
【請求項18】
ピン要素(15)は、断面において実質的に円形を備える請求項1〜17のいずれか1記載の金型(1)。
【請求項19】
ピン要素(15)は、断面において実質的に楕円形を備える請求項1〜18のいずれか1記載の金型(1)。
【請求項20】
ピン要素(15)は、断面において実質的に多角形を備える請求項1〜19のいずれか1記載の金型(1)。
【請求項21】
第2の付勢手段(17)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜20のいずれか1記載の金型(1)。
【請求項22】
第2の付勢手段(17)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜21のいずれか1記載の金型(1)。
【請求項23】
第2の付勢手段(17)は、リニアーモータを含む請求項1〜22のいずれか1記載の金型(1)。
【請求項24】
第2の付勢手段(17)は、歯車伝導機構(23,24,25)を含む請求項1〜23のいずれか1記載の金型(1)。
【請求項25】
主付勢手段(13)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜24のいずれか1記載の金型(1)。
【請求項26】
主付勢手段(13)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜25のいずれか1記載の金型(1)。
【請求項27】
主付勢手段(13)は、リニアーモータを含む請求項1〜26のいずれか1記載の金型(1)。
【請求項28】
アルミニュームまたはアルミニューム合金で製造される請求項1〜27のいずれか1記載の金型(1)。
【請求項29】
加熱手段を含む請求項1〜28のいずれか1記載の金型(1)。
【請求項30】
加熱手段は、電気抵抗器を含む請求項29記載の金型(1)。
【請求項31】
請求項1〜30のいずれか1記載の金型(1)。
【請求項32】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)の内部を複合材料の混合物(19)で充填すること、
-前記金型(1)の半体金型(3a,3b)の少なくとも1つを他方の半体金型(3b,3a)に向かって、対称軸(S)に沿って、スライド可能に移動すること、および、予定の圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項33】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項34】
ブレーキバンド(20)の熱分解工程を更に含む請求項32または33記載の方法。
【請求項35】
ブレーキバンド(20)のシリケート化の工程を更に含む請求項34記載の方法。
【請求項36】
ブレーキバンド(20)の外側表面の機械的仕上げのための1または複数の工程を更に含む請求項35記載の方法。
【請求項37】
請求項32〜36のいずれか1記載の方法によって製造される自己通気性ブレーキバンド(20)。
【請求項38】
請求項37記載のブレーキバンド(20)を備えるブレーキディスク。
【請求項39】
請求項38記載のブレーキディスクを備えるディスクブレーキ。
【請求項1】
通気性ダクト(21)を備える、複合材料のブレーキバンド(20)を成形するための金型(1)であって、
前記金型は、2つの半体金型(3a、3b)を含み、各半体金型(3a、3b)は、型押表面(8a、8b)を有し、型押表面(8a、8b)は、互いに向き合い、対称軸Sに対して実質的に垂直であり、別体の収納手段(11,12)とともにブレーキバンド(20)の形状を持つ成形キャビティー(4)を規定しており、半体金型(3a、3b)の少なくとも1つは、関連する主付勢手段(13)によって、対称軸(S)に沿って、他方の半体金型(3a、3b)に向かってそれぞれ移動することができ、
金型は、通気性ダクト(21)を形成することができ、第2の付勢手段(17)によって静止位置から作動位置へとそれぞれ移動されることができる1または複数のピン要素(15)を含み、前記ピン要素(15)は、静止位置においては成形キャビティー(4)を妨害せず、作動位置においては、成形キャビティー(4)と交わる点を特徴とする金型(1)。
【請求項2】
ピン要素(15)は、第2の付勢手段(17)と関連する請求項1記載の金型(1)。
【請求項3】
ピン要素(15)は、各後端部(15b)と、後端部(15b)に対してテーパが付与された各先端部(15a)を有し、前記先端部はこれによって、静止位置から作動位置への移動中にピン要素(15)を前進させて成形キャビティー(4)内に挿入するために好都合であるとともに、ピン要素を作動位置から静止位置へ移動する間に、ピン要素(15)を成形されたブレーキバンド(20)から引き抜くために好都合である請求項1または2記載の金型(1)。
【請求項4】
半体金型(3a、3b)の型押表面(8a、8b)は、外側縁部と内側縁部を備える実質的な環形状を有し、収容手段(11,12)は、実質的にシリンダー状の外側壁(12)と実質的にシリンダー状の内側壁(11)とを含み、外側および内側壁(12,11)は、対称軸(S)を中心に延出しており、型押表面(8a、8b)の外側縁部および内側縁部とそれぞれ関連する請求項3記載の金型(1)。
【請求項5】
収納手段(11,12)は、ピン要素(15)が静止位置から作動位置に、また、作動位置から静止位置にそれぞれ移動する間に、ピン要素(15)の入口と出口に適切な貫通孔(18)を有する請求項1または4記載の金型(1)。
【請求項6】
収納手段(11,12)は、ピン要素(15)と関連して金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項7】
1または複数の収納手段(11,12)は、ピン要素(15)と一体で金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項8】
ピン要素(15)が作動位置にあるとき、これらは、対称軸(S)に対して実質的に垂直な面内であって、2つの半体金型(3a,3b)の型押表面(8a,8b)の間の中間にある請求項5〜7のいずれか1記載の金型(1)。
【請求項9】
ピン要素(15)の少なくとも2つの先端部(15a)は、金型の作動位置において、成形キャビティー(4)内において合致して、ブレーキバンド(20)内において通気性ダクト(21)を形成し、前記ダクトの出口は、それらの内側部分よりも広い請求項8記載の金型(1)。
【請求項10】
第1のピン要素(15)は、作動位置にあるとき、第2のピン要素(15)の先端部(15a)内に形成される関連する角柱状凹部中に嵌め込まれるテーパが付与された角柱状の最終部分を有する請求項9記載の金型(1)。
【請求項11】
角柱状の最終部分は、その一部だけが角柱状凹部に嵌め込まれて、周囲に突出部を備える通気性ダクト(21)を形成する請求項10記載の金型(1)。
【請求項12】
ピン要素は、作動位置において、成形キャビティー(4)内に挿入されて、外側壁(12)から内側壁(12)に向かって延出し、実質的に等間隔で成形キャビティー(4)の周囲に配分される請求項8記載の金型(1)。
【請求項13】
ピン要素(15)は、実質的に真っ直ぐであり、対称軸(S)に対して放射状に配置されて、ブレーキバンド(20)内における実質的に真っ直ぐで放射状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項14】
ピン要素(15)は、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな軸に沿って延出しており、ブレーキバンド(20)内において、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項15】
ピン要素(15)は、実質的に弓形の形状を有し、ブレーキバンド(20)内に弓状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項16】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)の外側境界からその内側境界に向かってテーパが付与された通気性ダクト(21)を形成する請求項11〜13のいずれか1記載の金型(1)。
【請求項17】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)内において、実質的に一様な断面を有する接続壁(22)を形成する請求項16記載の金型(1)。
【請求項18】
ピン要素(15)は、断面において実質的に円形を備える請求項1〜17のいずれか1記載の金型(1)。
【請求項19】
ピン要素(15)は、断面において実質的に楕円形を備える請求項1〜18のいずれか1記載の金型(1)。
【請求項20】
ピン要素(15)は、断面において実質的に多角形を備える請求項1〜19のいずれか1記載の金型(1)。
【請求項21】
第2の付勢手段(17)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜20のいずれか1記載の金型(1)。
【請求項22】
第2の付勢手段(17)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜21のいずれか1記載の金型(1)。
【請求項23】
第2の付勢手段(17)は、リニアーモータを含む請求項1〜22のいずれか1記載の金型(1)。
【請求項24】
第2の付勢手段(17)は、歯車伝導機構(23,24,25)を含む請求項1〜23のいずれか1記載の金型(1)。
【請求項25】
主付勢手段(13)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜24のいずれか1記載の金型(1)。
【請求項26】
主付勢手段(13)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜25のいずれか1記載の金型(1)。
【請求項27】
主付勢手段(13)は、リニアーモータを含む請求項1〜26のいずれか1記載の金型(1)。
【請求項28】
アルミニュームまたはアルミニューム合金で製造される請求項1〜27のいずれか1記載の金型(1)。
【請求項29】
加熱手段を含む請求項1〜28のいずれか1記載の金型(1)。
【請求項30】
加熱手段は、電気抵抗器を含む請求項29記載の金型(1)。
【請求項31】
請求項1〜30のいずれか1記載の金型(1)。
【請求項32】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)の内部を複合材料の混合物(19)で充填すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項33】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項34】
ブレーキバンド(20)の熱分解工程を更に含む請求項32または33記載の方法。
【請求項35】
ブレーキバンド(20)のシリケート化の工程を更に含む請求項34記載の方法。
【請求項36】
ブレーキバンド(20)の外側表面の機械的仕上げのための1または複数の工程を更に含む請求項35記載の方法。
【請求項37】
請求項32〜36のいずれか1記載の方法によって製造される自己通気性ブレーキバンド(20)。
【請求項38】
請求項37記載のブレーキバンド(20)を備えるブレーキディスク。
【請求項39】
請求項38記載のブレーキディスクを備えるディスクブレーキ。
【特許請求の範囲】
【請求項1】
通気性ダクト(21)を備える、複合材料のブレーキバンド(20)を成形するための金型(1)であって、
前記金型は、2つの半体金型(3a、3b)を含み、各半体金型(3a、3b)は、型押表面(8a、8b)を有し、型押表面(8a、8b)は、互いに向き合い、対称軸Sに対して実質的に垂直であり、別体の収納手段(11,12)とともにブレーキバンド(20)の形状を持つ成形キャビティー(4)を規定しており、半体金型(3a、3b)の少なくとも1つは、関連する主付勢手段(13)によって、対称軸(S)に沿って、ブレーキバンド(20)の成形に適切な予定の圧力を発生するために、他方の半体金型(3a、3b)に向かってスライド可能に移動することができ、
金型は、通気性ダクト(21)を形成することができ、第2の付勢手段(17)によって静止位置から作動位置へとそれぞれ移動されることができる1または複数のピン要素(15)を含み、前記ピン要素(15)は、静止位置においては成形キャビティー(4)を妨害せず、作動位置においては、成形キャビティー(4)と交わる金型(1)。
【請求項2】
ピン要素(15)は、第2の付勢手段(17)と関連する請求項1記載の金型(1)。
【請求項3】
ピン要素(15)は、各後端部(15b)と、後端部(15b)に対してテーパが付与された各先端部(15a)を有し、前記先端部はこれによって、静止位置から作動位置への移動中にピン要素(15)を前進させて成形キャビティー(4)内に挿入するために好都合であるとともに、ピン要素を作動位置から静止位置へ移動する間に、ピン要素(15)を成形されたブレーキバンド(20)から引き抜くために好都合である請求項1または2記載の金型(1)。
【請求項4】
半体金型(3a、3b)の型押表面(8a、8b)は、外側縁部と内側縁部を備える実質的な環形状を有し、収容手段(11,12)は、実質的にシリンダー状の外側壁(12)と実質的にシリンダー状の内側壁(11)とを含み、外側および内側壁(12,11)は、対称軸(S)を中心に延出しており、型押表面(8a、8b)の外側縁部および内側縁部とそれぞれ関連する請求項3記載の金型(1)。
【請求項5】
収納手段(11,12)は、ピン要素(15)が静止位置から作動位置に、また、作動位置から静止位置にそれぞれ移動する間に、ピン要素(15)の入口と出口に適切な貫通孔(18)を有する請求項1または4記載の金型(1)。
【請求項6】
収納手段(11,12)は、ピン要素(15)と関連して金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項7】
1または複数の収納手段(11,12)は、ピン要素(15)と一体で金型内部で移動することができ、ピン要素(15)が作動位置にあるときにだけ成形キャビティー(4)を規定する請求項1または4記載の金型(1)。
【請求項8】
ピン要素(15)が作動位置にあるとき、これらは、対称軸(S)に対して実質的に垂直な面内であって、2つの半体金型(3a,3b)の型押表面(8a,8b)の間の中間にある請求項5〜7のいずれか1記載の金型(1)。
【請求項9】
ピン要素(15)の少なくとも2つの先端部(15a)は、金型の作動位置において、成形キャビティー(4)内において合致して、ブレーキバンド(20)内において通気性ダクト(21)を形成し、前記ダクトの出口は、それらの内側部分よりも広い請求項8記載の金型(1)。
【請求項10】
第1のピン要素(15)は、作動位置にあるとき、第2のピン要素(15)の先端部(15a)内に形成される関連する角柱状凹部中に嵌め込まれるテーパが付与された角柱状の最終部分を有する請求項9記載の金型(1)。
【請求項11】
角柱状の最終部分は、その一部だけが角柱状凹部に嵌め込まれて、周囲に突出部を備える通気性ダクト(21)を形成する請求項10記載の金型(1)。
【請求項12】
ピン要素は、作動位置において、成形キャビティー(4)内に挿入されて、外側壁(12)から内側壁(12)に向かって延出し、実質的に等間隔で成形キャビティー(4)の周囲に配分される請求項8記載の金型(1)。
【請求項13】
ピン要素(15)は、実質的に真っ直ぐであり、対称軸(S)に対して放射状に配置されて、ブレーキバンド(20)内における実質的に真っ直ぐで放射状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項14】
ピン要素(15)は、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな軸に沿って延出しており、ブレーキバンド(20)内において、対称軸(S)に関して径方向に傾斜した実質的に真っ直ぐな通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項15】
ピン要素(15)は、実質的に弓形の形状を有し、ブレーキバンド(20)内に弓状の通気性ダクト(21)を形成する請求項12記載の金型(1)。
【請求項16】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)の外側境界からその内側境界に向かってテーパが付与された通気性ダクト(21)を形成する請求項11〜13のいずれか1記載の金型(1)。
【請求項17】
ピン要素(15)は、外側壁(12)から内側壁(11)に向かってテーパが付与された断面を備え、ブレーキバンド(20)内において、実質的に一様な断面を有する接続壁(22)を形成する請求項16記載の金型(1)。
【請求項18】
ピン要素(15)は、断面において実質的に円形を備える請求項1〜17のいずれか1記載の金型(1)。
【請求項19】
ピン要素(15)は、断面において実質的に楕円形を備える請求項1〜18のいずれか1記載の金型(1)。
【請求項20】
ピン要素(15)は、断面において実質的に多角形を備える請求項1〜19のいずれか1記載の金型(1)。
【請求項21】
第2の付勢手段(17)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜20のいずれか1記載の金型(1)。
【請求項22】
第2の付勢手段(17)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜21のいずれか1記載の金型(1)。
【請求項23】
第2の付勢手段(17)は、リニアーモータを含む請求項1〜22のいずれか1記載の金型(1)。
【請求項24】
第2の付勢手段(17)は、歯車伝導機構(23,24,25)を含む請求項1〜23のいずれか1記載の金型(1)。
【請求項25】
主付勢手段(13)は、1または複数の油圧ピストン/シリンダーユニットを含む請求項1〜24のいずれか1記載の金型(1)。
【請求項26】
主付勢手段(13)は、1または複数の空気圧ピストン/シリンダーユニットを含む請求項1〜25のいずれか1記載の金型(1)。
【請求項27】
主付勢手段(13)は、リニアーモータを含む請求項1〜26のいずれか1記載の金型(1)。
【請求項28】
アルミニュームまたはアルミニューム合金で製造される請求項1〜27のいずれか1記載の金型(1)。
【請求項29】
加熱手段を含む請求項1〜28のいずれか1記載の金型(1)。
【請求項30】
加熱手段は、電気抵抗器を含む請求項29記載の金型(1)。
【請求項31】
請求項1〜30のいずれか1記載の金型(1)。
【請求項32】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)の内部を複合材料の混合物(19)で充填すること、
-前記金型(1)の半体金型(3a,3b)の少なくとも1つを他方の半体金型(3b,3a)に向かって、対称軸(S)に沿って、スライド可能に移動すること、および、予定の圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項33】
以下の工程を含む通気性ダクト(21)を備える複合材料のブレーキバンド(20)の製造方法。
-請求項1〜31のいずれか1記載の金型(1)を調製すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-ピン要素(15)を静止位置から作動位置に移動すること、
-金型(1)の成形キャビティー(4)内に複合材料の混合物(19)の1または複数の層を堆積すること、
-圧力と予定の温度を作用させることによって、ピン要素(15)の周囲においてブレーキバンド(20)を成形すること、
-ピン要素(15)を作動位置から静止位置に移動して、半完成のブレーキバンド(20)からピン要素を引き抜くこと、
-ブレーキバンド(20)を金型(1)から放出すること、
【請求項34】
ブレーキバンド(20)の熱分解工程を更に含む請求項32または33記載の方法。
【請求項35】
ブレーキバンド(20)のシリケート化の工程を更に含む請求項34記載の方法。
【請求項36】
ブレーキバンド(20)の外側表面の機械的仕上げのための1または複数の工程を更に含む請求項35記載の方法。
【請求項37】
請求項32〜36のいずれか1記載の方法によって製造される自己通気性ブレーキバンド(20)。
【請求項38】
請求項37記載のブレーキバンド(20)を備えるブレーキディスク。
【請求項39】
請求項38記載のブレーキディスクを備えるディスクブレーキ。
【図1】

【図2】
【図3】
【図4】
【図5.1】
【図5.2】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5.1】
【図5.2】
【図6】
【図7】
【公表番号】特表2006−515660(P2006−515660A)
【公表日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願番号】特願2003−517465(P2003−517465)
【出願日】平成13年7月27日(2001.7.27)
【国際出願番号】PCT/IT2001/000412
【国際公開番号】WO2003/012311
【国際公開日】平成15年2月13日(2003.2.13)
【出願人】(501016696)フレニ・ブレンボ エス・ピー・エー (18)
【Fターム(参考)】
【公表日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願日】平成13年7月27日(2001.7.27)
【国際出願番号】PCT/IT2001/000412
【国際公開番号】WO2003/012311
【国際公開日】平成15年2月13日(2003.2.13)
【出願人】(501016696)フレニ・ブレンボ エス・ピー・エー (18)
【Fターム(参考)】
[ Back to top ]