
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複雑で多様な高性能複合材料用途で用いるに適した不織熱可塑性ベール(thermoplastic veils)の製造および使用に関する。好適な態様において、本発明は、部品の製造に役立ちかつ所望の特性が向上するように不織ベールファブリック(fabric)またはランダムマット(random mat)に成形しておいた樹脂可溶(resin−soluble)熱可塑性重合体に関し、これは高性能複合材料製造用途に組み込み可能である。
【背景技術】
【0002】
繊維補強樹脂マトリクス複合材料は、航空機構成用途などで金属に代わる高強度で軽量のエンジニアリング材料として用いるに適するとして幅広く受け入れられている。そのような硬化性組成物の製造は、高強度繊維、例えばガラス、石英、グラファイト(炭素)、ホウ素、アラミドなどにエポキシ樹脂マトリクスを染み込ませることで構成させたプレプレグを積層させることで実施可能である。そのような複合材料の重要な特性は強度と剛性が高いことに加えて軽量である点にある。
【0003】
重合体樹脂と補強用繊維の混合物を含有して成る硬化性組成物は、その構成要素である重合体樹脂と繊維の個々の物理的および化学的特性で特徴づけられ、そのように、特定用途に適するように組成物を選択することができる。従って、典型的に高い耐溶媒性、耐熱サイクル性などを示す熱硬化性樹脂成分は存在する。加うるに、より高いレベルの粘り強さ、難燃性などを示す熱可塑性樹脂成分および高いレベルの剛性、強度などを示す補強用繊維も存在し得る。
【0004】
複合材料の製造は伝統的に繊維補強剤または構造ファブリックに樹脂マトリクスを染み込ませることで作られたプレプレグとして知られる硬化性組成物を用いて行われる。所定複合材料構造物を製造する時にプレプレグのシートをレイアップ(laying up)および成形および積層に適した大きさに切断してもよい。結果としてもたらされる部品の特性、例えば粘り強さ、強度、柔軟性などを操作する目的でプレプレグの特性および結果としてもたらされる部品の品質を調節することができる。
【0005】
プレプレグは伝統的に繊維補強剤に染み込んでいるエポキシ樹脂を含有する。結果としてもたらされる部品に向上した特性、例えば追加的粘り強さなどが要求される場合には、添加剤、例えば熱可塑材(thermoplastics)などをエポキシ樹脂に添加することも可能である。しかしながら、プレプレグを用いると結果として特定の欠点が生じ、そのような欠点には、労賃、形状が複雑な部品の成形が困難なこと、強化場所の調節が困難なこと、そして自動化テープレーイング(tape laying)または繊維配置装置および硬化用オートクレーブの使用による製造コストの増加が含まれる。
【0006】
最近、複合材料部品の代替製造技術が現れ、この技術は一般に樹脂注入と呼ばれる。この方策は、乾燥している構造補強用繊維をプレフォーム(preform)[積み重ね状態に組み立てられた乾燥した配向構造補強用繊維材料の1つ以上の層またはプライ(plies)で構成されている]として鋳型の中に配置する点で通常のプレプレグ技術のそれとは異なる。次に、そのプレフォームに樹脂マトリクスを注入またはインシトゥで直接注入する。
【0007】
樹脂注入は、樹脂トランスファー成形(RTM)、液体樹脂注入(LRI)、真空補助樹脂トランスファー成形(VARTM)、軟質工具(Flexible Tooling
)を用いた樹脂注入(RIFT)、真空補助樹脂注入(VARI)、樹脂フィルム注入(RFI)、制御大気圧樹脂注入(CAPRI)、VAP(真空補助方法)およびシングルライン注入(SLI)などの如き加工技術を網羅する一般的用語である。
【0008】
樹脂注入を通常のプレプレグ経路と比べた時の潜在的利点は、スクラップの量が少ないこと、レイアップ時間が短いこと、投資費用が低いこと、タックおよびドレープに依存しないこと、そして貯蔵寿命特性が向上していることにある。実際、樹脂注入技術の使用は、複雑な複合材料構造、局所的強化および非常に大きな構造物、例えば航空機の翼および機体などが要求される特殊な操作、海洋または風力用途などで最も多く利用される。
【0009】
プレフォームを鋳型の中に入れる時、典型的には、縫い合わせ、ステープルによる固定または結合剤および粘着付与剤を用いた接着で層を適切な場所に保持し、安定化させそして圧縮し/かさを小さくする。そのような操作によって、プレフォームの形状および寸法を維持しかつ乾燥プレフォームが貯蔵、輸送および取り扱い中にほつれを起こすことも引き離されることもないように繊維の配向を保持しかつプレフォームを安定化させる。
【0010】
次に、そのプレフォームの縫い合わせまたはステープル固定場所の外側部分を注意深く切断することで所望の形状にしてもよい。次に、そのプレフォームを鋳型の中に入れた後に樹脂を注入することでファブリックの中に染み込ませる。次に、その注入を受けさせたプレフォームを通常の受け入れられる手順で硬化させることで完成複合材料構造物を生じさせる。
【0011】
しかしながら、プレフォームを安定化させるための縫い合わせおよびステープル固定は典型的に制限される、と言うのは、その縫い合わせもステープル固定も乱すことなく前記プレフォームを複雑な構造物の輪郭に順応するような形状にするのは不可能であるからである。
【0012】
そのような縫い合わせの問題を克服する1つの手段は、熱可塑材(これは若干加熱された時に溶融して当該プレフォームを安定化させそして次に硬化中に溶融してエポキシ樹脂マトリクスの中に入り込む)を構造補強用繊維の中に織り込むことを利用することによる手段である(例えば特許文献1を参照)。しかしながら、それの実施は添加可能な熱可塑材の量の点で制限があり、その熱可塑材が完全に溶融してエポキシ樹脂マトリクスの中に入り込むことを確保するには高い加工温度が必要である。
【0013】
樹脂注入技術は将来性のある技術であり、高い衝撃が要求される複合材料には一般に熱可塑性強化剤(thermoplastic toughening agents)が入っているが、熱可塑性強化剤を注入可能樹脂に添加するのは困難である、と言うのは、熱可塑性強化剤は当該樹脂の粘度を非常に高くするような高い分子量を有するからである。従って、そのような樹脂注入系の樹脂に添加可能な熱可塑性強化剤の量は少量のみである。
【0014】
熱可塑性強化剤を樹脂注入系に効率良く与える潜在的方法は、熱可塑材を当該樹脂に添加しないでそれを他のある種の方法で当該プレフォームに導入する方法である。樹脂注入技術の場合のそのような制限を克服する1つの手段は、熱可塑性重合体を炭素繊維の中に直接織り込むことでそれを導入することによる手段である。
【0015】
溶融している熱可塑性繊維と一緒に補強用繊維を織ることで伝統的なプレプレグを製造する方法が特許文献2に開示されている。しかしながら、そのような系は、樹脂注入系の場合のように追加的樹脂マトリクスをプレプレグの中に導入することを試みるものではなく、典型的には、溶融に過度に高い温度と圧力を要する非常に高い分子量の熱可塑性重合
体が用いられる。
【0016】
熱可塑性繊維を樹脂注入用炭素繊維ファブリックの中に取り込ませる初期の1つの試みが特許文献3に開示されている。その出願には、樹脂注入用プレフォーム系で用いるに適した構造補強用繊維の中に織り込んだ熱可塑性繊維を用いることが開示されている。しかしながら、その出願には、その熱可塑性繊維は構成要素を硬化させた後の最終的複合材料の中に残存したままである、即ちその熱可塑性繊維は前記樹脂に溶解しないことが開示されている。
【0017】
樹脂注入技術に関するそのような問題を克服しようとする関連した試みは、軟質熱可塑性重合体繊維に補強用繊維を織り込むことで前記熱可塑性重合体繊維と補強用繊維を導入するプレフォームを生じさせる試みである。そのような軟質熱可塑性重合体繊維は固相状態にありかつそれと硬化性組成物の樹脂マトリクス成分との接触が前記硬化性組成物が硬化する温度より低くかつ前記軟質熱可塑性重合体繊維が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適合している(特許文献4を参照)。
【0018】
そのように熱可塑性繊維に補強用繊維を一緒に織り込むことによる方法は伝統的な樹脂注入技術の問題の中の多くを克服したが、局所的強化をもたらすことはできない。その熱可塑性繊維は補強用繊維の全体に渡って織り込まれており、このように、繊維はむらなく分布しておりかつ結果として熱可塑材の濃度は複合材料部品全体に渡って均一である。従って、そのような方法は、その複合材料部品の中に取り込ませることが可能な熱可塑性重合体の添加量の点で柔軟性が限られている。そのように一緒に織り込む技術は、当該複合材料部品の中の特別な場所の強化度が高まるように熱可塑性重合体を追加的量で集中させることを提供するものでない。
【0019】
加うるに、熱可塑性繊維と一緒に織り込まれた補強用繊維ファブリックの場合、当該熱可塑性強化剤は主に層間(この方がより好適であり得る)ではなくむしろ当該補強用繊維の面と同じ面の中に集中している。その強化剤が最終複合材料の補強用繊維層の間に生じる高い応力を担持するように、それを主に構造補強用繊維層の中ではなく層間に位置させるのが好適である。
【0020】
その上、そのような熱可塑性繊維を一方向テープに添加するのは実際上不可能である、と言うのは、一方向炭素繊維テープの製造には高い張力が要求されるからである。
【0021】
熱可塑性強化剤を構造補強用繊維の中に一緒に織り込む繊維として組み込もうとすると、当該樹脂の中に入れる熱可塑性強化剤の量を調節する点でいくつかの困難さが更に生じる。熱可塑性強化剤を正確な量で含有させる現在の樹脂配合にデータを合致させるにはそのような調節を行うのが好適である。そのように熱可塑性重合体を適切な量で得るには、熱可塑性繊維の数および構造補強用プレフォーム全体に渡る分布の均一さを調節する必要があった。強化された現在の樹脂配合の複製物がもたらされるように熱可塑性重合体を均一に分布させるには、当該プレフォームの中の熱可塑性繊維の数、大きさおよび場所を調節する必要があった。
【0022】
また、そのように一緒に織り込む方法では、熱可塑性重合体の紡績を結果として構造補強用繊維と一緒に織り込むことが可能な繊維がもたらされるように行う必要があることから製造コストも高くなってしまう。その上、似ていない材料、例えば熱可塑性繊維と構造補強用繊維を一緒に織り込むと複雑さが加わることで製造コストが高くなってしまった。
【0023】
加うるに、熱可塑性繊維を一緒に織り込むと構造補強用繊維の配列および真っすぐさが
乱れることで面内機械的特性が低下しかつ複合材料系に必要な層間強化をもたらすことも不可能であった。言い換えれば、熱可塑性重合体を構造補強用繊維層内ではなく層間により集中させる方が好適である。
【0024】
そのように一緒に織り込むことによって強化された樹脂注入系の欠点を克服するように改善された試みは、補強用構造繊維層の間に熱可塑性インターリーフ(interleaf)層を維持させる試みであった(特許文献5、6、7および8を参照)。しかしながら、そのような強化用インターリーフ材料は樹脂に溶解せず、むしろ硬化中に到達する高温で溶融することから、拡散度合が限られかつより高い温度が必要になりかつその溶融と拡散を進行させるには硬化時間を長くする必要がある。
【0025】
インターリーフ層の溶融は、オートクレーブ無しに高い温度を用いないRIFTまたはVARTMで高品質の構成要素を製造するのは困難であることに加えてそのような系を用いて溶融および拡散を進行させるには長い硬化時間が必要である点で制限される。硬化を真空のみを用いるか或は圧力を全く用いないで起こさせると、その構成要素の空隙含有量が非常に高くなることで機械的特性が劣ってしまう。
【0026】
インターリーフ系の溶融は、更に、均一さが不足しかつ完全な溶解が起こらないことで樹脂と補強用繊維の間に界面が生じる点でも制限される。そのような界面によって複合材料が流体に対して示す抵抗力が低下しかつ熱/湿機械的特性が低下する可能性もある。その上、熱可塑材と樹脂の溶解が完全ではないことは、その2種類の化学的種の特性と特性の間の相乗性を得ることができないことを意味し、例えば、その樹脂は脆いままでありかつ熱可塑材は溶媒に敏感なままであろう。
【0027】
熱可塑性強化剤を樹脂注入系に組み込む他の手段には、乾燥した繊維またはファブリックに粒子状熱可塑性材料を用いた粉末塗装を受けさせることが含まれ、前記乾燥した繊維またはファブリックをレイアップした時点で前記繊維を若干加熱すると、前記粒子状の熱可塑材が溶融かつ融合して前記層を安定化させる。加うるに、その熱可塑材粒子が硬化温度で溶融して樹脂系の中に拡散することでマトリクスを強化する。しかしながら、そのような熱可塑材を溶融させて樹脂マトリクスの中に拡散させるにもまた高い温度の硬化工程が要求され、かつ熱可塑材の量および拡散度合が制限される。強化特性を加える目的で樹脂を注入しておいたプレプレグの表面に熱可塑材の粒子を用いている特許文献9を参照のこと。そのような系は、樹脂注入に適用可能な乾燥した繊維に被覆を受けさせるのではなくエポキシ樹脂をプレプレグに染み込ませる系である。その上、熱可塑材粒子が硬化時に溶融することが意図されており、それの溶解は、それが溶融するに必要な高い硬化温度に達成するまでは起こらない。粒子による強化の別の欠点は、樹脂注入中に粒子が樹脂の流れによって洗い流される可能性があることで凝集を望ましくない場所で制御不能な様式で起こす可能性がある点にある。それによって、その複合材料の機械的特性は均一でなくなりかつ樹脂の粘度が変動することで流頭が均一でなくなることが理由で望ましくない空隙部および間隙部が生じる可能性がある。
【0028】
熱可塑材粒子または繊維を補強用構造繊維の中に組み込む別の方法が特許文献10、11、12および13に開示されている。
【0029】
しかしながら、そのような技術を製造中に用いて複合材料を局所的に強化することは困難なままである、と言うのは、その強化剤は補強用繊維の上を均一に覆っておりかつ強化度を高くする必要があり得る部分の所定領域に強化剤を調節して多く存在させるのは不可能であるからである。
【0030】
高分子量の熱可塑性重合体を例えば特許文献14に開示されている如き粒子状分散体と
してか或は特許文献9に開示されている如き繊維補強マトリクス樹脂プレプレグの粒子状被膜もしくは膜インターリーフとして含有するハイブリッドマトリクス熱可塑性樹脂の使用が提案された。それにも拘らず、粒子の分布および粒径の均一さ(これは溶融速度および溶融度に影響を与え得る)の調節は困難でありかつ連続膜が樹脂注入中に示すバリヤー効果が理由で分散度は典型的に劣る。
【0031】
多孔質熱可塑性重合体膜インターリーフを含有して成る硬化性組成物用プレプレグが特許文献6に開示されている。その膜を補強用繊維のシートに対してレイアップしそして高温高圧で溶融させることで前記繊維を染み込ませるか、別法として、プレプレグを膜と一緒に間にレイアップしそして溶融させることで染み込ませた後に硬化させて複合材料部品を生じさせるか、別法として、RTM用途用の膜を鋳型の中で乾燥した繊維層の間にレイアップし、溶融させて染み込ませた後に液状の樹脂を前記鋳型の中に注入することが行われている。
【0032】
その技術は熱可塑材で強化された樹脂注入系に関連した問題をいくらか軽減したが、それでも、強化剤の性質および量の柔軟性および調節の度合がより高くかつ性能特性が向上していて多様性がより高い解決法が求められている。具体的には、熱可塑性強化剤を樹脂注入系に取り込ませかつそれの量を調節する手段を改善する必要性は満たされないままである。実際、強化用熱可塑性重合体を系の中により多い量で導入することが求められているままである。
【特許文献1】米国特許第4,741,073号
【特許文献2】EP 392939
【特許文献3】米国出願番号10/381,540
【特許文献4】2004年3月4日付けで公開されかつCytec Technologies,Inc.に譲渡される公開された米国特許出願番号US 20040041128
【特許文献5】米国特許第6,437,080B1号
【特許文献6】米国特許第5,288,547号
【特許文献7】EP 1 473,132 A2
【特許文献8】EP 0327,142 A
【特許文献9】米国特許第5,057,353号
【特許文献10】EP 0842038 B1
【特許文献11】WO 03/038175 A1
【特許文献12】JP 2000119952 A2
【特許文献13】米国特許第6,060,147号
【特許文献14】英国特許出願公開第2060490
【発明の開示】
【0033】
発明の要約
本発明は、驚くべきことに、従来のプレプレグおよび樹脂注入系の問題を克服するものである。本発明の好適な態様は、層間の粘り強さおよび他の特性、例えば炎、煙および毒性(FST)および予備成形能力などが向上するように樹脂可溶熱可塑材が樹脂注入用の乾燥した構造補強用繊維の層と層の間に位置する不織ベールを含有して成る。
【0034】
本発明の最も幅広い面において、構造補強用繊維の層間に位置させるに適した硬化性組成物用樹脂可溶熱可塑性要素(thermoplastic element)を提供し、ここで、前記樹脂可溶熱可塑性重合体は固相状態にありかつそれを溶かし得る硬化性組成物成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記樹脂可溶熱可塑性要素が本質的に溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0035】
本発明は、硬化性組成物で用いるに適していて前記硬化性組成物に溶解するに適した樹脂可溶熱可塑性要素、これの製造方法、少なくとも1種の樹脂可溶熱可塑性要素を補強用繊維と一緒に含有して成る硬化性組成物用担体構造物もしくは担体、担体構造物および担体の構成、これらの製造方法、少なくとも1種の樹脂可溶熱可塑性要素または担体構造物もしくは担体と硬化性樹脂マトリクスを含有して成る硬化性組成物、構成要素を含有して成る部分のキットおよびそれを選択する方法、それを製造する方法および硬化させる方法、そしてそれによって得た硬化複合材料もしくは樹脂体、そしてそれらの公知使用および新規な使用に関する。
【0036】
本発明は、例外的に、注入すべきエポキシ樹脂の中に追加的熱可塑性強化材を入れる必要なく、熱可塑性要素を乾燥した繊維の上に位置させるか或はそれらの層の間に位置させることを通して実質的に必要な全ての量の熱可塑性強化成分を与える点で樹脂注入系で用いるに適する。
【0037】
その上、本発明の樹脂可溶熱可塑性ベールは浸透性を有することから、浸透性を示さない他の熱可塑性フィルムに比べてプレフォーム全体に渡ってマトリクス樹脂がより均一に流れかつ送達される。
【0038】
その上、本発明は、樹脂系に溶解する熱可塑性重合体を用いていることで、そのような熱可塑性重合体は、溶融し得るが不溶な熱可塑材に比べて樹脂マトリクスの中により均一に分配され得る。加うるに、本発明の熱可塑性重合体は樹脂マトリクスの中に拡散する時の溶融に高温を必要としないことから、高い加工温度を必要とせずかつオートクレーブ無しの製造が可能である。
【0039】
本発明の好適な態様は、エポキシ樹脂マトリクスと適合し得る樹脂可溶ポリ芳香族(polyaromatic)熱可塑性繊維を含有して成る不織ベールである。
【0040】
本発明の好適な態様は、標準的な樹脂に容易には添加することができない修飾剤、例えば添加剤、硬化剤、金属のフレークおよび粉末、硬質および軟質粒子、難燃剤、ナノ粒子などを添加するに適した樹脂可溶熱可塑材の不織ベールを提供するものである。
【0041】
本発明の好適な態様は、硬化性樹脂マトリクスおよび強化用の樹脂可溶不織熱可塑性ベールを場合により追加的強化剤、補強用繊維、触媒、硬化剤、添加剤、充填材などと一緒に含有して成る。
【0042】
本発明のさらなる面は、複合材料に局所的な強化を与えることができる点にある。本発
明を用いると、追加的強化が必要な領域に追加的熱可塑性強化ファブリック層をレイアップすることができる。
【0043】
本発明のさらなる面では、プレフォーム構造物に安定化を与えることができる。好適な態様では、プレフォームの中で樹脂可溶熱可塑性ベールを構造補強用繊維のプライの間にそれらと接触した状態で位置させ、そのプレフォームを前記樹脂可溶熱可塑性ベールの繊維が前記構造要求用繊維と接触した状態で軟化するに充分なほど加熱し、その熱可塑性繊維を前記構造補強用繊維に少なくともある程度接着させそして前記プレフォームを冷却して固化させかつ前記熱可塑性繊維を硬化させることで安定化させる。
【0044】
本発明のさらなる面では、前記樹脂可溶熱可塑性重合体要素をフィルムとしてインターリーフの形態で樹脂マトリクスフィルムと一緒に存在させてもよいか或は樹脂マトリクスなどが染み込む浸透性もしくは発泡フィルムとして存在させてもよい。
【0045】
本発明の好適な態様は、不織樹脂可溶熱可塑性ベールの製造方法を包含し、この方法は、樹脂可溶熱可塑性重合体をヒートブロー押出し加工(heat blow extruding)して多数の繊維を生じさせてマンドレルの上に置きそしてその結果として生じたランダムベールを冷却する段階を含んで成る。別法として、前記繊維を細断して長さが約0.01インチから約15インチの熱可塑材片を多数生じさせ、前記片をマンドレルの上に分散させて約100℃から370℃の範囲に加熱した後、前記ベールを冷却してもよい。
【0046】
本発明の好適なさらなる態様は、複合材料用強化ファブリックに関し、これは、多孔質ファブリックシートを形成するように互いに無作為に接着している多数の樹脂可溶熱可塑性スレッドを含有して成る。
【0047】
本発明の好適なさらなる態様は、樹脂可溶熱可塑性不織ベールを用いて製造した複合材料に関する。
【0048】
本発明は、更に、連続繊維、ステープル繊維または細断繊維を用いて製造可能であることも特徴とする。
【0049】
本発明は、更に、繊維、フィルム、不織マットまたはベールなどの形態に製造可能であることも特徴とする。
【0050】
樹脂可溶熱可塑性重合体要素は、好適には、積層型の機械を用いた延伸を製品の損傷無しに受け得ることを特徴とする。
【0051】
本発明の樹脂可溶熱可塑性重合体は、如何なる熱硬化性樹脂(ビニルエステル、ポリエステル、フェノール系、エポキシ、ビスマレイミド、シアン酸エステル)にも可溶、好適にはエポキシおよびシアン酸エステルに可溶であることを特徴とする。
【0052】
本発明のさらなる面は、少なくとも1種の熱可塑性重合体を含有する硬化性樹脂マトリクスと一緒に用いるに適しており、前記硬化性樹脂マトリクスの熱可塑性重合体の濃度を高くすることができ、ここで、前記熱可塑性重合体は硬化性樹脂マトリクス成分として液相中に1番目の量で存在しかつ追加的に少なくとも1種の樹脂可溶熱可塑性重合体要素の形態で固相中に2番目の量で存在する。
【0053】
本発明は、驚くべきことに、樹脂注入系などに適した熱可塑性重合体の一部を硬化性樹脂マトリクスに溶解し得る繊維、不織ベール、マット、フィルムなどの形態で樹脂可溶熱
可塑性重合体要素として与えることでそれの濃度を高くすることができ、本明細書の上で定義した如き相転移を少なくともある程度起こさせてそれを硬化性樹脂マトリクスの中に調節可能な様式で一緒にすることができ、それによって、所望の特性を有する重合体混合物を生じさせることができることを見いだした。
【0054】
好適な態様の詳細な説明
用語「樹脂注入」は、硬化性樹脂マトリクスを補強用繊維基質、構造ファブリックまたは複合材料部品製造用プレフォームの中に導入または注入する方法を意味する。
【0055】
用語「樹脂可溶熱可塑性重合体要素、熱可塑性繊維または重合体繊維」は、硬化性組成物を構成している硬化性樹脂マトリクスに当該樹脂可溶熱可塑性重合体の溶融温度より低い1番目の温度で少なくともある程度溶解するに化学的および物理的両方の点で適している軟質重合体要素のいずれかを意味し、ここで、前記樹脂可溶熱可塑性重合体は前記硬化性組成物に溶解する(それによって、それはそれの物理的要素形態を少なくともある程度失う)ことで前記硬化性樹脂マトリクスの中に共通相として少なくともある程度分散し、そして前記樹脂可溶熱可塑材は前記硬化性樹脂マトリクスと2番目の鎖連結温度で反応することで前記硬化性樹脂マトリクスと一緒に架橋を形成する。そのような熱可塑性繊維は不織ベールまたはマットに適合し得る。
【0056】
用語「製造方法」は、細断繊維または連続繊維を配列させてシート、ウエブ、ベール、マットなどにすることを通して不織ベールを生じさせる手段を意味する。前記繊維は細断繊維、梱の中に詰め込まれたステープル繊維、または溶融状態の重合体粒子またはペレットから押出し加工された連続フィラメントであってもよい。
【0057】
用語「流動温度」は、当該樹脂可溶熱可塑性重合体および硬化性樹脂マトリクスが重合体鎖がある程度の可動性を示し得るに適した流動状態を達成する時の温度を意味する。そのような流動温度は、好適には、当該樹脂可溶熱可塑性重合体が溶解する時の溶液の温度に相当するが、その温度は鎖連結温度より低い。
【0058】
用語「鎖連結温度」は、樹脂可溶熱可塑性重合体が鎖連結反応を開始し得る時の温度を意味する。そのような鎖連結温度は、好適には、当該樹脂可溶熱可塑性重合体が溶解する時の温度より高い。その鎖連結温度は、好適には、当該硬化性マトリクス樹脂がゲル化または合体する時の温度に相当する。
【0059】
用語「補強用繊維」は、本技術分野で公知のように複合材料を強化する不溶繊維である構造もしくは安定化用繊維、例えば有機もしくは無機重合体、炭素、ガラス、石英、アラミド、PBO、ポリエチレン、無機酸化物、炭化物、セラミック、ホウ素または金属などの繊維を意味する。ポリ{2,6−ジイミダゾール[4,5−b:4’s’−e]ピリジニレン−1,4(2,5−ジヒドロキシ)フェニレン}(AkZo Nobel Central Research、オランダから商業的に入手可能なPIPD)、グラファイトおよび玄武岩。
【0060】
用語「プレフォーム」は、本技術分野で公知の如き担体構造物またはプレフォームの形態などの如き無数の物理的提示を意味する。
【0061】
用語「エポキシ樹脂マトリクス」は、複合材料部品を製造する目的で導入、注入などでプレフォームに導入する樹脂注入系用硬化性樹脂マトリクスを意味する。
【0062】
本発明は、補強用繊維の層間に位置させるに適した硬化性組成物用樹脂可溶熱可塑性要素であり、ここで、前記樹脂可溶熱可塑性要素は固相状態にありかつそれを溶かし得る硬
化性組成物成分との接触が前記硬化性組成物が実質的にゲル化および/または合体し始める温度より低くかつ前記樹脂可溶熱可塑性要素が本質的に溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0063】
そのような硬化性組成物用の樹脂可溶熱可塑性要素を好適にはベールの形態にする。そのような樹脂可溶熱可塑性ベールの好適な面重量(areal weight)は1平方メートル当たり約2から約150グラム(gsm)、最も好適には約5から約50gsmの範囲である。そのような樹脂可溶熱可塑性ベールの好適な実際の重量は名目上の実重量(real weight)の±20%、最も好適には名目上の実重量の±10%の範囲である。
【0064】
本発明の樹脂可溶熱可塑性ベールは浸透性を示すことから、多孔質ではない伝統的な熱可塑性フィルムに比べて硬化性樹脂マトリクスがプレフォーム全体に渡って均一に流れて送達される。
【0065】
そのような樹脂可溶重合体をインターリーフフィルムの形態で与えてもよい。
【0066】
本発明のベールを好適には直径が約0.1から約100ミクロン、好適には約1.0から約50ミクロンの範囲の連続もしくは細断重合体繊維のランダムマットで構成させる。
【0067】
本発明の樹脂可溶熱可塑性重合体をゴム、ゴム弾性重合体、熱可塑性重合体およびこれらの組み合わせから成る群から選択する。そのような重合体は好適には熱可塑性重合体であり、より好適には、非晶質の熱可塑性重合体または融点が比較的低いが一般に約300°F以上である結晶性重合体である。
【0068】
より詳細には、本発明に従う樹脂可溶熱可塑性重合体は、樹脂可溶繊維状熱可塑性強化材料、例えばセルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート(polyarylate)、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせなどのいずれの種類であってもよい。そのような熱可塑性強化材料は、好適には、ポリエーテルスルホンまたはポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンである。
【0069】
より好適には、そのような樹脂可溶熱可塑性重合体に数平均分子量が好適には約1000から約60,000、より好適には約2,000から約20,000の範囲内の重合体を含める。
【0070】
適切な熱可塑性重合体の例には、これらに限定するものでないが、セルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせから成る群の員が含まれる。
【0071】
本発明のプレフォームに入れる繊維として用いるに適した特に好適なポリ芳香族熱可塑性重合体は、エーテル連結繰り返し単位またはチオエーテル連結繰り返し単位で構成され
ているポリ芳香族スルホンであり、ここで、前記単位は
−(PhAPh)n−
および
−(Ph)a−
[ここで、A=COまたはSO2、Phはフェニレンであり、n=1から2であるが、分数であってもよく、a=1から4であるが、分数であってもよいが、但しaが1より大きい時にはフェニレンが化学単結合を通してか或は−CO−または−SO2−以外の二価基を通して直線的に連結しているか、或は直接一緒に縮合しているか、或は酸アルキル基、(ヘテロ)芳香、環式ケトン、環式アミド、イミド、環式イミンおよびこれらの組み合わせから成る群から選択される環式部分を通して縮合していることを条件とする]
から成る群から選択される。そのようなポリ芳香族スルホンに、好適には、ポリエーテルスルホン(PES)、より好適にはポリエーテルスルホン−エーテルケトンとポリエーテルスルホン連結繰り返し単位の組み合わせ(PES:PEES)(ここで、フェニレン基はメタ−またはパラ−であり、そのフェニレンは化学単結合を通してか或はスルホン以外の二価基を通して直線的に連結しているか或は一緒に縮合している)の組み合わせを含める。そのようなPEES:PESにおけるポリアリールスルホン繰り返し単位の好適な相対的比率をSO2含有重量パーセントで表すことができ、それを100x(SO2の重量)/(平均繰り返し単位の重量)として定義する。好適なSO2含有量は少なくとも約35、より好適には少なくとも約30、最も好適には少なくとも約22%である。a=1の時のそれはPES/PEES比が少なくとも20:80、好適には25:75から75:25、最も好適には35:65から65:35の範囲内であることに相当する。
【0072】
別法として、繊維として用いる熱可塑性重合体がポリウレタンの場合のそれはより好適には熱可塑性ポリウレタンゴムであり、そして繊維がポリアクリレートの場合のポリアクリレートは少なくとも85重量%がアクリロニトリルである。熱可塑性重合体がポリアミドの場合のそれは好適にはナイロン材料、より好適には非晶質ナイロンである。
【0073】
そのような重合体は分子量(MW)の範囲で特徴づけ可能であり、それは典型的に数平均分子量(Mn)、ピークMWおよび他の手段、通常はNMRおよびGPCで測定したそれらのいずれかで定義可能である。そのような重合体を、好適には、強化用の場合には70,000以下、例えば9000−60,000の範囲内になるように選択し、その場合にはポリ芳香族のMnを適切には2000から25000、好適には2000から20000、より好適には5000または7000から18000、最も好適には5000または7000から15000の範囲内にする。
【0074】
そのようなポリ芳香族の分子量を好適には比較的低くする。また、好適には、それに重合体中の同様もしくは異なる化学基と一緒に非共有結合を通して分子量がより高い複合体を形成するように自己集合し得る鎖内、ペンダント型または鎖末端化学基も含有させる。それらは例えば水素結合、ロンドン力、電荷移動錯体、イオン結合または他の物理的結合などであってもよい。そのような非共有結合は好適には水素結合またはロンドン力であり、それらは溶液中で解離を起こして分子量が比較的低い前駆体ポリ芳香族が生じ得る。そのようなポリ芳香族に好適には熱硬化性樹脂組成物中の基と化学的反応を起こして共有結合を形成するペンダント型もしくは鎖末端基を含有させる。単量体の反応でか或は単離する前または単離した後の生成物重合体に後で変換を受けさせることでそのような基を得ることができる。好適な基は式:
−A’−Y
[式中、A’は二価の炭化水素基、好適には芳香基であり、そしてYはエポキシ基とか或は硬化剤とか或は他の重合体分子が有する同様な基と一緒に反応を起こし得る基である]で表される。
【0075】
Yの例は、活性水素を与える基、特にOH、NH2、NHR’または−SH[ここで、R’は炭素原子数が8以下の炭化水素基である]、または他の架橋反応性を与える基、特にエポキシ、(メタ)アクリレート、シアネート、イソシアネート、アセチレンまたはエチレン(ビニルアリルまたはマレイミドの場合の如き)、無水物、オキサザリンおよび飽和含有単量体である。好適な末端基にはアミンおよびヒドロキシルが含まれる。
【0076】
特に、そのような重合体要素の分子量が低くて硬化時に反応を起こして有効な強化などに要求される高い分子量になり得るのが有利である。具体的には、そのような重合体は、少なくとも1種の芳香族重合体の鎖またはこれらの混合物を少なくとも1種の鎖連結用成分と一緒に含有して成っていてもよく、前記少なくとも1種の芳香族重合体は2000から11000Mn、特に3000から9000Mnの1番目の範囲の重合体鎖を含有していて重合体が流動する温度で特徴づけられ、そして前記少なくとも1種のポリ芳香族および少なくとも1種の鎖連結用成分の中の一方が反応性末端基を少なくとも1個含有しかつもう一方が少なくとも2個の連結部位反応性末端基Yおよび鎖連結部位を含有し、ZがOH、NH2、NHRまたはSH(ここで、Rは炭素原子数が8以下の炭化水素基である)、エポキシ、(メタ)アクリレート、(イソ)シアネート、イソシアネートエステル、アセチレンまたはエチレン(ビニルまたはアリルの場合の如き)、マレイミド、無水物、酸、オキサゾリンおよび不飽和含有単量体[多数の末端基が当該重合体が流動する温度より高い鎖連結温度で連結部位と反応して9000から60000Mn、特に11000から25000Mnの2番目の範囲(前記1番目の範囲より高い)の連結した重合体鎖を生じるに適することで特徴づけられる]から選択され、現実に実質的に熱可塑性であるのが有利である。
【0077】
そのような繊維の特徴には、これらに限定するものでないが、紡績ストランドのヤーンまたはモノフィラメント、押出し加工ストランド、キャストストランド、連続繊維、ランダム繊維、ステープル繊維、不連続繊維、細断繊維、ホイスカ、フィラメント、リボン、テープ、中空繊維、ベール、フリースおよびこれらの組み合わせが含まれる。
【0078】
そのような繊維は多数のモノフィラメントで出来ているヤーンまたは単一および複数のモノフィラメントの両方であってもよい。そのような繊維(またはヤーン)は、好適には、各々の直径が約100ミクロンに等しいか或はそれ以下の繊維を含んで成る。好適には、繊維またはフィラメントは直径dを有するか、或は厚みtを有するフィルムまたはリボンであり、ここで、dまたはtは100ミクロン以下、好適には約1.0から約80.0ミクロン、より好適には約10から約50ミクロンの範囲内である。
【0079】
本熱可塑性ベールを幅が約1インチから約200インチ、好適には約20インチから約70インチの範囲の寸法で提供すべきである。
【0080】
重合体繊維の湿り度合を調節することができるように繊維に持たせることができる断面の形状は多種多様であり、例えば星形、正方形、カリフラワーまたはインゲンマメの形状ばかりでなく標準的な楕円形、円形および平らなリボンの形状であってもよい。加うるに、そのような繊維は中空であってもよいか或はいろいろな同心層、例えば内部の中心部および外部の殻などの中にいろいろな材料が含まれていてもよい。そのような繊維の形状は好適には円柱形であり、断面は溶解に最適な表面積が得られるように円形である。
【0081】
本熱可塑性ベールに好適には細断繊維を含有させ、それの平均長を約10ミクロンから約100インチ、好適には約1インチから約20インチにする。
【0082】
本熱可塑性ベールは、樹脂を系の中に注入している間に樹脂に溶解して注入中の樹脂の粘度を高くすることがないように固相状態を少なくともある程度維持すべきである。樹脂
注入中に溶解が起こると樹脂が補強用繊維の中を通る流れが邪魔されるであろう。より好適には、本ベールは20℃から約90℃の範囲の樹脂注入温度、好適には約30℃から約65℃の範囲の樹脂注入温度の時に有意にも評価できるほどにも溶解すべきでない。
【0083】
本熱可塑性ベールは、評価できるほどの溶解が90℃以上で起こり始めて実質的に完全な溶解が約90℃から175℃の範囲で起こって硬化性樹脂マトリクスの中に入り込むべきであり、好適な溶解温度は約120℃から140℃の範囲、最も好適には約130℃である。
【0084】
本発明の樹脂可溶熱可塑性要素が溶融する温度は約175℃から約400℃またはそれ以上、好適には約250℃から400℃の範囲である。そのような樹脂可溶熱可塑性要素が示す個々の溶融温度は、用いる個々の熱可塑材の分子量に依存する。
【0085】
本熱可塑性ベールと当該硬化性樹脂マトリクス系の反応は溶解温度では実質的に起こらない。
【0086】
更に、本熱可塑性ベールに2種以上の樹脂可溶熱可塑性重合体を1番目または2番目の量で有する組み合わせを含めることも可能である。
【0087】
本発明の熱可塑性ベールを製造する方法には、ドライレイイング(drylaying)、エアレイイング(airlaying)、メルトブローイング(meltblowing)/スパンレイイング(spunlaying)/スパンボンディング(spunbonding)およびウエットレイイング(wetlaying)が含まれる。本発明の樹脂可溶熱可塑性ベールの製造を好適にはメルトブローイングで実施する。
【0088】
メルトブローイング製造方法では、粉末形態の当該樹脂可溶熱可塑性重合体を約250℃から400℃の範囲、好適には約325℃で溶融させて多数の紡績口金に通して押し出す。その紡績口金のオリフィスの大きさを約0.1ミクロンから約100ミクロン、好適には約1.0ミクロンから約50ミクロンの範囲にする。温度が350℃から500℃の範囲の空気を前記紡績口金からコンベアの上に押し出された繊維に吹き付けて前記繊維を無作為に配列させることでベールを生じさせる。
【0089】
そのようなメルトブローイング方法では重合体の粉末または粒子を用いることができ、それを溶融させて溶融状態の重合体にした後に紡績口金に通して押し出す。その連続フィラメントをコンベアの上に堆積させた後、冷却することで均一な不織ベールを生じさせる。その柔らかいフィラメントにいくらか残存する熱によってフィラメントが互いに少なくともある程度接着し得るが、これをフィラメントを互いに接着させる主方法として見なすことはできない。そのような方法は、結果としてもたらされる不織ベールにより大きな引張り強度を与えかつベール製造中および複合材料製造中に起こる裂けまたはほころびに対する抵抗を与えるに有利である。
【0090】
2番目の熱可塑性重合体成分を通常は追加的強化特性、難燃性、接着性などを与える目的で共押出し加工することも可能である。
【0091】
本発明の樹脂可溶熱可塑性ベールを製造する代替手段はドライレイイング方法であり、この方法では、熱可塑性重合体繊維の梱を開けることで出発し、それを混合した後、空気移送で次の段階に運ぶ。次に、その繊維を梳機(これは回転式ドラムまたは微細なワイヤーまたは歯で覆われている一連のドラムである)で梳いてベールを生じさせる。その梳毛カードの正確な形態は要求されるファブリック重量および繊維配向に依存するであろう。そのベールを平行に敷いてもよく、その場合には、その繊維の大部分が流れ方向に位置するか或は無作為に位置するようにしてもよい。平行に位置するように梳かれた典型的なベールは結果として流れ方向に良好な引張り強度、低い伸びおよび低い引裂き強度を示し、そして横方向はその逆である。相対的速度およびベールの組成を変えることで幅広い範囲の特性をもたらすことができる。
【0092】
ドライレイイングの別の方法はエアレイイング方法である。エアレイイングでは、繊維(これは非常に短くてもよい)を空気の流れの中に送り込みそしてそこから移動しているベルトまたは穴開きドラムに送ることでそれらが無作為に配向したベールを生じるようにしてもよい。エアレイドベール(airlaid veils)は梳きベールに比べて低い密度と高い柔軟性を示しかつ層構造を持たない。エアレイドベールは使用可能な繊維混合物の点で非常に多様である。
【0093】
ウエットレイイング方法では、水と繊維の希スラリーを移動しているワイヤースクリーンの上に堆積させた後、排水を実施することでベールを生じさせる。そのベールをローラー間で圧縮することでそれにさらなる脱水と固化を受けさせかつ乾燥を受けさせる。ウエットレイドベール成形(wetlaid veil−forming)はほぼ無作為からほぼ平行に至る範囲の幅広い範囲の繊維配向を可能にする。無作為に配向させたベールが示す強度はファブリック面の中のあらゆる方向に同様である。
【0094】
不織樹脂可溶熱可塑性ファブリックベールを製造するさらなる方法は、当該樹脂可溶熱可塑材をヒートブロー押出し加工してスレッド生じさせ、そのスレッドを細断して長さが約10ミクロンから約100インチ、好適には約1インチから約20インチの熱可塑材片を多数生じさせ、前記片を加熱マンドレルの上に分散させた後、そのベールを冷却する段階を含んで成る。
【0095】
好適には、樹脂溶融物を連続的にリール上に押出しそして合成テキスタイル製造技術で公知の如く加熱を伴う機械的引き伸ばしによってフィルムの成形または紡績を実施、より好適には、重合体の溶融物を準備し、それに基本的形状の延伸を受けさせ、加熱および機械的引き伸ばし方法を受けさせることで重合体鎖を配向させてもよくそしてその要素をゴム弾性にすることで溶解し易くした後、冷却する、好適には空気中で必要な距離、例えば50から500mm引き伸ばすことで繊維またはフィルムの形態の重合体を得る。好適には、ポンプを重合体に望まれる線形密度(tex)、例えば180texになるように制御したポンプ速度で用いて重合体の溶融物を必要な数の間隙またはスロットが備わっているダイスヘッドなどに通すことでそれに延伸を受けさせる。
【0096】
そのような熱可塑性重合体の調製は、微粉砕もしくは未微粉砕重合体、ペレット、粒子または他の押出し加工品などを用いて実施可能である。好適には、同じもしくは異なる重合体フィラメントが20本に及ぶマルチフィラメントとして繊維を生じさせ、その重合体を溶融させてそれに延伸を受けさせ、冷却を実施し、場合により必要に応じて撚り、そして次に加熱および引き伸ばしを受けさせる。そのようなマルチフィラメントはより高い耐破断性を示し、フィラメントおよび/または撚り/メートルの選択の点で柔軟性が低いことと強度が高いことが相殺される。
【0097】
本発明のさらなる面では、本技術分野で公知の如き硬化性組成物の製造方法を提供し、これは、樹脂可溶熱可塑性ベールと硬化性樹脂マトリクスを例えばインターリービング(interleaving)、含浸、導入または注入、混合などで接触させることを含んで成る。
【0098】
次に、前記組成物を他の構成部分、例えば補強用繊維などと一緒にレイアップすることで硬化性組成物を生じさせるか、或は他の複合材料部分、例えば金属または重合体または
他の素地または構造物などと一緒にレイアップした後に公知様式で硬化させてもよい。
【0099】
本発明の別の面は、熱可塑材を通常のプレプレグの層間領域の中に導入するためのインターリーフとして用いる面である。また、本樹脂可溶熱可塑性ベールを乾燥したプレフォームとして用いることも可能であり、この場合、その織り構造が開放されていることから熱硬化性樹脂マトリクスの導入/注入がプレフォーム全体に渡って起こるに最適である。このことは、樹脂流れの障害物として作用することで空隙部をもたらしかつ機械的および環境的性能を悪化させ得る連続フィルムを含める場合とは異なる。
【0100】
本発明の別の面は、プレフォームおよびプレフォーム前駆体を安定化させる面である。本発明は、時間と温度と圧力の組み合わせを用いて構造繊維、ファブリック、テキスタイルおよびプレフォームを一緒にし、結合させ、安定化させ、かさを小さくしそしてプレフォームをもたらす目的で樹脂可溶熱可塑性ベールを用いることを提供する。
【0101】
本発明の目的で、用語「一緒にし、結合させ、安定化させ、かさを小さくしそしてプレフォームをもたらす」を、1)繊維または単一のシート、層またはプライまたは複数のシート、構造ファブリックの層またはプライを構造ファブリックのほつれもほどけも引き離しも曲げもしわも他の一体性の歪みももたらすことなく典型的な様式で動かすか、切断するか、輸送するか、樹脂注入を受けさせるか或は取り扱うことができるように安定化させること、2)補強用または構造用ファブリックの複数の層を鋳型の中に入れるか或は他の様式で切断、鋳込みまたは成形する目的で安定化させかつ一緒に結合させることで結果としてもたらされるプレフォームが如何なる様式の移動でも輸送でも操作でも歪みを起こすことなくかつ構造ファブリックを構成する繊維が樹脂注入中に無傷のままであるようにすること、そして3)プレフォームを所望形状に固定することを意味させる目的で用いる。
【0102】
本発明に従う安定化を受けたプレフォームは、好適には安定化用繊維を軟化させるに適切な安定化温度、最も好適には約100℃から約250℃の温度を約5秒から約100分間またはそれ以上の時間に渡って受けていて本発明の特性および特徴の全部を有する本発明に従うベールを含んで成る。
【0103】
本発明に従う安定化を受けたプレフォームは、典型的に、構造ファブリックの層を2層以上含有して成り得る。構造ファブリックの層またはプライに安定化温度を受けさせる前にそれを積み重ね、切断しそして成形しておいてもよい。
【0104】
本方法では、熱を如何なる源から如何なる様式でかけてもよいが、好適な例には、これらに限定するものでないが、赤外、マイクロ波、対流、誘導、超音波、輻射およびこれらの組み合わせから選択した熱源が含まれる。熱を好適には安定化用繊維が軟化するに充分な量でかけるべきである。より好適には、熱を約125℃から約185℃の温度で約1分から約100分間かける。そのように熱をかける段階を約500ミリバールから約999ミリバールの真空下でか或はプレス、ニップローラーなどを用いてかける圧力下で実施することも可能である。
【0105】
本方法では、場合により、構造ファブリックの層を2層以上与えることも可能である。その後、本方法に、更に、構造ファブリックの層またはプライを積み重ねかつ切断する段階を安定化用繊維を一体化して構造ファブリックを生じさせる段階の後であるが熱をかける段階の前に含めることも可能である。本方法に、場合により、更に、前記層を積み重ねそして切断した後であるが熱をかける段階の前に構造ファブリックの層を成形する段階を含めることも可能である。
【0106】
本方法では、本樹脂可溶ベールを一体化して構造ファブリックを生じさせる段階をベー
ルを構造ファブリックの中に一体化または取り込ませるに適したいずれかの公知方法を用いて実施してもよいが、それの好適な例には、打ち抜き、オーバーワインディング(overwinding)、インターメッシング(intermeshing)、アライニング(aligning)、熱圧縮およびこれらの組み合わせから選択される方法が含まれる。
【0107】
本発明は、また、複合材料製造用の補強用繊維を含有させたプレフォーム前駆体のかさを小さくする方法も包含する。この方法は、積み重ね物の厚みを薄くする目的で実施した安定化で利用した段階と同じ段階を包含する。熱をかける段階を好適には約500ミリバールから約999ミリバールの真空下でか或はプレス、ニップローラーなどを用いてかけた圧力下で実施する。
【0108】
本方法は、更に、切断段階後であるが熱をかける段階の前に構造ファブリック積み重ね物を成形する段階も包含し得る。
【0109】
本方法で本発明の樹脂可溶熱可塑性繊維および補強用繊維のいずれかを当該硬化性樹脂マトリクスと一緒にする段階は適切な如何なる段階であってもよい。
【0110】
本発明の樹脂可溶熱可塑性ベールに、また、標準的な樹脂マトリクスにも接着剤にも含有させることができなかった修飾剤、例えば追加的強化剤、添加剤、硬化剤、金属フレーク、難燃剤、ナノ粒子などを担持させることも可能である。
【0111】
また、本発明を用い、追加的強化が要求される領域の中に熱可塑性強化ファブリックの追加的層を個別にレイアップする手段を用いることで複合材料の局所的強化もユニークに実施可能である。
【0112】
好適には、本樹脂可溶熱可塑性ベールに積層型の機械を用いた延伸を受けさせることで製品に損傷を与えることなくそれを構造補強用繊維と一緒にすることも可能である。
【0113】
本発明の樹脂可溶熱可塑性ベールは、硬化性樹脂マトリクス系と適合しかつそれを補完することを特徴とする。これに関して、前記樹脂マトリクスに更に適合または補完性熱可塑性強化材料を含有させることも可能であり、そのような材料は本ベールに入れる樹脂可溶熱可塑材と同じまたは異なる材料である。前記樹脂に取り込ませるそのような熱可塑材は可溶または不溶であってもよい。
【0114】
本発明の樹脂可溶熱可塑性重合体は、当該硬化性樹脂マトリクスに溶解することを特徴とする。そのような重合体は当該硬化性樹脂マトリクスに少なくともある程度溶解、好適には完全に溶解(溶融とは対照的に)し得、最も好適には、複合材料を製造するための補強用繊維と本発明を含有して成るプレフォームの中に注入する硬化性樹脂マトリクスに溶解し得る。従って、そのような溶解特性により、溶融し得る熱可塑材に比べて樹脂マトリクスの中への分配の調節がより高度になる。
【0115】
加うるに、そのような熱可塑性重合体を用いた製造では、その熱可塑性重合体を樹脂マトリクスの中に溶解させて拡散させるのに高い温度を必要としないことから、高い加工温度を必要とせずかつオートクレーブを用いた製造を回避することが可能になる。
【0116】
溶解が好適には当該樹脂が硬化する温度より低くかつ当該重合体が溶融する温度より低い溶解温度で起こるようにすべきである。
【0117】
そのような重合体要素は、好適には、溶解が本方法の予備段階中、樹脂注入後、温度を
ゲル化合体および/または硬化が始まる温度にまで上昇させている間に起こるに適する。
【0118】
そのような重合体要素を、硬化後の組成物が示す特性の点で単独で検出するのは実質的に不可能である。その重合体要素が硬化後の組成物の中に溶解していて物理的に個別の層として痕跡を残さないのが特に有利である。
【0119】
そのような重合体要素は好適には当該硬化性樹脂マトリクスと鎖連結して、結果としてもたらされる硬化複合材料の特性に貢献する。
【0120】
本発明の好適な態様では、そのような重合体要素の流動相が硬化性成分に溶解すると言った効果によって優れた分散を起こす。このことは特に結果としてもたらされる硬化複合製品の特性にとって重要である。その硬化複合製品全体を貫くように各座標のスキャンを同じにして座標上で取ったラマン分光測定は分散が完全であることを示している。
【0121】
このように、硬化サイクルを調節することによって、当該熱可塑性重合体が硬化性樹脂マトリクスの中で示す分散度合を前記重合体が完全に分散するか或は局所的に集中するように調節することができる。
【0122】
繊維の場合にそれが重合体要素として起こす相分離は溶解が完全であることを特徴とする。重合体要素の相転移、例えば溶解などは適切な技術、例えばTEM、SEM、中性子散乱などのいずれかを用いて測定または監視可能であり、本分野の技術者はそのような技術を用いて適切な重合体要素特性および硬化性樹脂マトリクス特性そして硬化組成物を商業的に生産しようとする場合の加工条件を決定することができるであろう。
【0123】
前記重合体は好適には相転移を起こすに適する、即ち当該樹脂マトリクスに温度(Ts)[これの範囲の少なくとも一部は前記樹脂マトリクスが硬化する温度(Tc)よりも低い]で少なくともある程度溶解するに適する。そのような重合体要素の構成では、それの溶解が速くなるか或は遅くなるようにする目的で熱伝導率が向上するか或は低下しかつ前記要素への熱伝達が速くなるか或は遅くなるように構成させてもよい。
【0124】
予備硬化の時間および温度が完全な溶解が起こるほどにならないことを確保するか或は好適には当該重合体を1種以上のさらなる不溶重合体、例えばランダムもしくはブロック共重合体の形態の不溶重合体と一緒にした混合物または共重合体としてか或は有機もしくは無機基質と一緒にした他の混合物または誘導体として供給することを通して、そのような重合体要素が相転移を完全またはある程度起こすようにすることができ、例えば完全に溶解するか或はある程度溶解(この場合、それの一部は前記マトリクスの中に分散しかつ一部はそれの基礎形態を保持している)することができる。このことは、当該重合体要素が硬化組成物の中で1種以上のさらなる重合体または他の可溶もしくは不溶有機もしくは無機基質と一緒になるようにしてもよいことを意味する。
【0125】
当該熱可塑性重合体および硬化性樹脂前駆体の化学的性質ばかりでなく必要な形態のいずれかの他のパラメーターを用いて熱硬化材/熱可塑材混合物の中の形態および相の大きさを調節することを通して、結果としてもたらされる硬化複合材料に望まれる強化度合を得る。
【0126】
本樹脂可溶熱可塑性ベールを樹脂注入方法で用いることで生じさせた複合材料は、熱可塑性重合体強化材料を相当する量で用いて生じさせた標準的プレプレグ系に比べて相当する粘り強さを示す。
【0127】
構造補強用繊維間に位置する樹脂マトリクスの中に熱可塑性重合体をそのようなパーセ
ントで溶解させることは、強化材料を構造補強用繊維の中に織り込むか或は硬化性樹脂マトリクスの中に前以て溶解させておいた場合に比べて驚くべきほど有利である。その理由は、そのような系の中に入っている熱可塑性強化材料の総量は標準的プレプレグ系のそれと同じであり得るが完成複合材料全体に渡る濃度、特にプライ間の濃度を調節することができることによる。本発明では、そのような熱可塑性重合体の分散度の調節を熱可塑性強化材料の濃度が構造補強用繊維プライ間が最大になり、構造補強繊維プライに近づくにつれて濃度が低くなり、繊維プライの中がほんの僅かになるように実施することができる。
【0128】
図1に、可能な重合体強化材料濃度勾配を示す。そのような強化材料濃度勾配によって強化の度合は構造補強用繊維プライの中よりも繊維プライ間の方が高くなり得る。
【0129】
図2に、重合体強化材料を補強用繊維層間にインターリーフとして存在させた系および存在させていない系の間を比較する粘り強さ試験データを示す。これは、本発明が示す強化能力が向上していることを示している。
【0130】
また、完成した複合材料にファスナー、開口部または他の形態の貫通部が要求される場合も本発明を用いることによる局所的強化が有効である。貫通部の回りに応力がかかることによって生じる亀裂の形態の弱い部分が複合材料の中に生じる。そのような弱い部分は1番目と2番目のプライの間に最も顕著に生じることが本技術分野で知られており、それは第一プライ破損(first−ply failure)として知られる。本発明は、そのような破損が起こり易い領域に局所的強化を与えることができ、特に不織強化材料のさらなる層を追加的に用いることで1番目のプライと2番目のプライの間に局所的強化を与えることができる。そのような追加的強化材料によって貫通部が原因で起こる亀裂および弱さが軽減される。
【0131】
この上で考察したように溶解した強化材料の濃度プロファイルが高くなる場所は追加的強化剤を加えた場所のみである。
【0132】
図3に、そのような局所的強化を示す。
【0133】
そのような形態の局所的強化を当該複合材料内の如何なる場所に組み込んでもよく、実際、当該複合材料全体に渡って局所的応力がかかる部位に組み込んでもよいことがさらなる理解である。
【0134】
本発明は、更に、結果としてもたらされる硬化複合材料を更に強化する目的で硬化サイクル中に鎖連結を起こさせるに適合し得る。鎖連結用成分を好適には式
B(Z)n
[式中、Bは、オリゴマーもしくはポリマーのバックボーンであるか、或は炭素原子数が1から10の脂肪族、脂環式もしくは芳香族炭化水素(場合によりヘテロ原子N、S、Oなどを含有していてもよくかつ場合により置換されていてもよい)であるか、或はC、O、S、Nまたは遷移金属核であるか、或は単結合であり、nは2から10000、好適には2から8または5から500または500から10000から選択される整数である]から選択する。
【0135】
従って、例えばメタアクリレート末端重合体と鎖連結用成分の間またはマレイミド末端重合体と鎖連結用成分の間またはオキサゾリン末端重合体と鎖連結用成分の間などの自己反応が可能であり、それらも本発明の範囲内であることは明らかであろう。
【0136】
好適な態様における反応性末端基はヒドロキシ基であり、これはエポキシである連結部位官能に相当し、それらの反応によって、必要に応じてヒドロキシもしくはエポキシ末端
基のいずれかを有する重合体内にヒドロキシエーテル結合がもたらされ、その重合体の数平均分子量が高くなる。別法として、反応性末端基がNH2で連結部位官能性が無水物の場合、それらの反応によって、NH2もしくは無水物末端基を有する重合体内にイミド結合がもたらされ、その重合体の数平均分子量が高くなる。別法として、反応性末端基がNH2で連結部位官能性がマレイミドである。前記の混合物を用いて反応性末端基連結部位組み合わせを多数含有する混合構造物を生じさせることができる。
【0137】
好適な連結用成分には、多官能のエポキシ樹脂、アミンおよび特にトリアジンおよび無水物が含まれる。適切なエポキシ樹脂およびアミンを本明細書の以下にマトリクス樹脂として定義する樹脂から選択し、好適にはMY0510、Epikote 828[O(CH2CH)CH2OPh]2C(CH3)2およびCymelクラスのエポキシド(Cymel 0510を包含)、ベンゾフェノンテトラカルボン酸二無水物(BTDA)[O(CO)2Ph]2COおよび無水マレイン酸から選択する。
【0138】
好適には、2種以上の重合体を含有して成る重合体要素に、非晶質重合体の混合物または共重合体または非晶質重合体と半結晶性重合体の混合物または共重合体を含める。これは加工温度が低いにも拘らず、優れた製品特性、例えば耐溶媒性などを保持しているマルチブロック組成物を生じさせることができる点で特に有利である。
【0139】
本発明は特に樹脂注入技術用プレフォームにとって有益である。本発明のさらなる面では、硬化性組成物用構造繊維層の間に位置させるに適した樹脂可溶熱可塑性ベールを提供し、これは、少なくとも1種の樹脂可溶重合体要素を構造要素、好適には補強用繊維と一緒に含有して成り、ここで、前記少なくとも1種の樹脂可溶重合体要素は固相状態で存在しかつこの要素を溶かし得る硬化性組成物の樹脂マトリクス成分との接触が前記硬化性成分が実質的にゲル化および/または硬化し始める温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0140】
そのような構造補強用繊維は、注入液状樹脂に適合し得る補強用構造ファブリックから複合材料を製造する技術で公知の種類のテキスタイル構造物のいずれであってもよい。適切なファブリックの種類または形態の例には、これらに限定するものでないが、あらゆる織ファブリック「これの例には、これらに限定するものでないが、ポラーウィーブ(polar weaves)、スパイラルウィーブおよびユニウィーブが含まれる]、あらゆる多軸ファブリック[これの例には、これらに限定するものでないが、多縦糸編ファブリック、ひだ無しファブリック(NCF)および多方向ファブリックが含まれる]、編みファブリック網組ファブリック、テイラードファイバープレースメントファブリック(tailored fiber placement fabrics)、例えばオンリーファイバープレースメント(only fiber placement)およびエンブロイダードファブリック(embroiderd fabrics)など、あらゆる不織ファブリック[これの例には、これらに限定するものでないが、マットファブリック、フェルト、ベールおよび細断ストランドマットおよびファブリック(それらの組み合わせで構成されている)が含まれる]が含まれる。
【0141】
補強用構造ファブリックを構成する繊維は、複合材料技術で公知の如何なる種類の繊維であってもよく、その例には、これらに限定するものでないが、紡績ストランド、押出し加工ストランド、キャストストランド、連続繊維、ランダム繊維、不連続繊維、細断繊維、ホイスカ、フィラメント、リボン、テープ、中空繊維およびこれらの組み合わせが含まれる。そのような繊維を構成し得る適切な材料には、これらに限定するものでないが、炭素、アラミド、石英、ホウ素、ガラス、ポリエチレン、ポリベンゾアゾール、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)ポリベンゾチアゾールアルミナ、ジルコニア、炭化ケイ素、ポリ{2,6−ジイミダゾール[4,5−b:4’s’−e]ピリジニレン−1,4(2,5−ジヒドロキシ)フェニレン}(AkZO Nobel Central Research、オランダから商業的に入手可能なPIPD)、グラファイトおよび玄武岩およびこれらの組み合わせから成る群から選択したそれらが含まれる。
【0142】
本発明に関連して用いる構造補強用繊維層の調製は、例えば縫い合わせおよび織りを所望様式で注文に合わせて受けさせておいてもよい一巻のファブリックとして連続様式で実施可能である。
【0143】
本明細書の上で定義した如き構造補強用繊維を短くするか或は細断して典型的に平均繊維長を2cm以下、例えば約6mmなどにしてもよい。別法として、好適には、その繊維は連続的であり、例えば、一方向に位置する繊維または織ファブリックなどであってもよい、即ち構造補強用繊維と樹脂マトリクスの複合材料がプレプレグを形成している。短および/または細断繊維と連続繊維の両方の組み合わせを用いることも可能である。その繊維にサイズ処理(sized)を受けさせてもよいか或は受けさせなくてもよい。
【0144】
構造補強用繊維の濃度を典型的にはプレプレグの5から35、好適には少なくとも20重量%にする。構造用途の場合には、連続繊維、例えばガラスまたは炭素などを特に30から70、より特別には50から70体積%用いるのが好適である。
【0145】
そのような構造補強用繊維は有機物、特に剛性重合体、例えばポリパラフェニレンテレフタルアミドなどまたは無機物であってもよい。無機繊維の中で、ガラス繊維、例えば「E」または「S」など、またはアルミナ、ジルコニア、炭化ケイ素、他の複合セラミックまたは金属を用いてもよい。非常に適切な補強用繊維は炭素、特にグラファイトとしての炭素である。本発明で用いるに特に有用であることを確認したグラファイト繊維は、Cytec Carbon Fibersが商標T650−35、T650−42、T40/800およびT300の下で供給している繊維、Torayが商標T300、T700、T800−HBおよびT1000の下で供給している繊維、そしてHexcelが商標AS4、AU4、AS7、IM8およびIM7およびHTAの下で供給している繊維、そしてTobo−Tenaxが商標HTA、HTSおよびIMS繊維の下で供給している繊維である。
【0146】
有機もしくは炭素繊維に好適にはサイズ処理を受けさせないか或は構造補強用繊維および熱硬化性/熱可塑性の硬化性組成物の両方と不利な反応も結合も起こすことなく液状の硬化性組成物に溶解する意味で本発明に従う硬化性組成物と適合する材料を用いたサイズ処理を受けさせる。特に、サイズ処理を受けさせていないか或はエポキシ樹脂前駆体を用いたサイズ処理を受けさせておいた炭素またはグラファイト繊維が好適である。無機繊維には、好適には、構造補強用繊維および硬化性組成物の両方と結合する材料を用いたサイズ処理を受けさせる。
【0147】
そのような硬化性樹脂マトリクス組成物は、本技術分野で用いるに適することが知られている適切な樹脂のいずれであってもよいが、好適には、周囲温度で液状またはペースト状の組成物であり、それを好適には当該樹脂が硬化する温度に等しいか或はそれ以下であるが樹脂可溶熱可塑性重合体が溶融する温度より低い温度にまで上昇した時に前記樹脂可溶熱可塑性重合体を完全に溶かすように、前記樹脂可溶熱可塑性重合体として用いるに適した材料を選択することに関連させて選択する。特に熱硬化性樹脂が好適である。
【0148】
そのような硬化性樹脂マトリクス組成物は好適にはエポキシ樹脂であり、これは複合材料製造用の構造補強用ファブリックの中に注入するに適することが知られている如何なるエポキシ樹脂からも選択可能である。
【0149】
そのような硬化性樹脂マトリクス組成物を好適にはエポキシ樹脂、付加重合樹脂、特にビス−マレイミド樹脂、ホルムアルデヒド縮合樹脂、特にホルムアルデヒド−フェノール樹脂、シアネート樹脂、イソシアネート樹脂、フェノール樹脂、ポリエステル樹脂、ビニルエステル樹脂およびこれらの2種以上の混合物から成る群から選択するが、これは好適には芳香族ジアミン、芳香族モノ第一級アミン、アミノフェノール、多価フェノール、多価アルコール、ポリカルボン酸、シアン酸エステル樹脂、ベンゾイミダゾール、ポリスチリルピリジン、ポリイミドまたはフェノール樹脂などまたはこれらの混合物から成る群の化合物の中の1種以上のモノもしくはポリ−グリシジル誘導体から誘導されたエポキシ樹脂である。付加重合樹脂の例はアクリル、ビニル、ビス−マレイミドおよび不飽和ポリエステルである。ホルムアルデヒド縮合樹脂の例は尿素、メラミンおよびフェノールである。
【0150】
より好適には、そのような硬化性樹脂マトリクス組成物は少なくとも1種のエポキシ、シアン酸エステルまたはフェノール樹脂前駆体を含有して成っていて周囲温度で液状の組成物、例えばヨーロッパ特許出願第0311349号、ヨーロッパ特許出願第0365168号、ヨーロッパ特許出願第91310167.1号またはPCT/GB95/01303に開示されている如き組成物である。そのような熱硬化材は、好適には、エポキシまたはシアン酸エステル樹脂またはこれらの混合物である。
【0151】
エポキシ樹脂は、50℃における粘度が10−20Pa sのN,N,N’,N’−テトラグリシジルジアミノジフェニルメタン[例えばCiba−Geigyが販売している「MY 9663」、「MY 720」または「MY 721」(MY 721は、MY
720の低粘度バージョンであり、より高い温度で使用するように考案されたものである)]、110℃における粘度が18−22ポイズのN,N,N’,N−テトラグリシジル−ビス(4−アミノフェニル)−1,4−ジイソ−プロピルベンゼン[例えばShell Chemical Co.が販売しているEpon 1071]、110℃における粘度が30−40ポイズのN,N,N’,N’−テトラグリシジル−ビス(4−アミノ−3,5−ジメチルフェニル)−1−,4−ジイソプロピルベンゼン[例えばShell Chemical Co.が販売しているEpon 1072]、25℃における粘度が0.55−0.85Pa s、好適には25℃の粘度が8−20Paのp−アミノフェノールトリグリシジルエーテル[例えばCiba−Geigyが販売している「MY 0510」](好適には、これが使用するエポキシ成分の少なくとも25%を構成するようにする)、ビスフェノールAのジグリシジルエーテルが基になった材料、例えば2,2−ビス(4,4’−ジヒドロキシフェニル)プロパン[例えばDowが販売している「DE R 661」またはShellが販売している「Epikote 828」]、および25℃の粘度が好適には8−20Pa sのNovolak樹脂、フェノールNovolak樹脂のグリシジルエーテル(例えばDowが販売している「DEN 431」または「DEN 438」)(本発明に従う組成物を生じさせる時に好適な低粘度種類の変形)、1,2−フタル酸ジグリシジル、例えばGLY CEL A−100など、ジヒドロキシジフェニルメタン(ビスフェノールF)のジグリシジル誘導体(例えばCiba Geigyが販売している「PY 306」)(これは低粘度の種類である)から選択可能である。他のエポキシ樹脂前駆体には、脂環式化合物、例えば3’,4’−エポキシシクロヘキシル−3,−4−エポキシシクロヘキサンカルボキシレート(例えばCiba Geigyが販売している「CY 179」)およびUnion Carbide Corporationの「Bakelite」範囲内の前駆体が含まれる。
【0152】
シアン酸エステル樹脂は、一般式NCOAr(YxArm)qOCN[式中、Arは単一もしくは縮合芳香もしくは置換芳香族、およびこれらの組み合わせ(これらの間の核はオルソ、メタおよび/またはパラ位に連結している)であり、そしてx=0から2以下であり、そしてmおよびqは独立して0から5である]で表される1種以上の化合物および
これらのオリゴマーおよび/またはポリシアン酸エステルおよびこれらの組み合わせから選択可能である。前記Yは、酸素、カルボニル、硫黄、酸化硫黄、化学結合、オルソ、メタおよび/またはパラ位に連結している芳香族、および/またはCR2[ここで、R1およびR2は、水素、ハロゲン置換アルカン、例えばフッ素置換アルカンおよび/または置換芳香族および/または炭化水素単位などであり、ここで、前記炭化水素単位は単結合または多重結合しており、各R1およびR2の炭素原子数は20以下である]、およびP(R3R4R’4R5)[ここで、R3はアリル、アリールアルコキシまたはヒドロキシであり、R’4はR4に相当してもよく、単結合の酸素または化学結合であってもよく、そしてR5は二重結合の酸素または化学結合である]、またはSi(R3R4R’4R6)[ここで、R3およびR4、R’4は、この上に示したP(R3R4R’4R5)で定義した通りであり、そしてR5は、この上に示したR3と同様に定義される]から成る群から選択した連結単位である。市販のシアン酸エステルには、フェノール/ホルムアルデヒドから誘導されたNovolakのシアン酸エステルまたはこれのジシクロペンタジエン誘導体が含まれ、それの例はDow Chemical Companyが販売しているXU71787および低粘度のシアン酸エステル、例えばL10(Lonza、Ciba−Geigy、ビスフェノールから誘導)である。
【0153】
フェノール樹脂は、アルデヒド、例えばメタナール、エタナール、ベンズアルデヒドまたはフルフロアルデヒドなどとフェノール、例えばフェノール、クレゾール、二価フェノール、クロロフェノールおよびC1−9アルキルフェノール、例えばフェノール、3−および4−クレゾール(1−メチル、3−および4−ヒドロキシベンゼン)、カテコール(2−ヒドロキシフェノール)、レゾルシノール(1,3−ジヒドロキシベンゼン)およびキノール(1,4−ジヒドロキシベンゼン)などから誘導されたアルデヒド縮合樹脂のいずれからも選択可能である。フェノール樹脂は好適にはクレゾールおよびノボラックフェノールを含有して成る。
【0154】
適切なビスマレイミド樹脂は、マレイミド基を反応性官能として含有する熱可塑性樹脂である。本明細書で用いる如き用語「ビスマレイミド」は、特に明記しない限り、モノ−、ビス−、トリス−、テトラキス−および官能性がより高いマレイミドに加えてこれらの混合物も包含する。平均官能性が約2のビスマレイミド樹脂が好適である。そのようにして定義した如きビスマレイミド樹脂の調製は、無水マレイン酸もしくは置換無水マレイン酸、例えば無水メチルマレイン酸などと芳香族もしくは脂肪族ジ−もしくはポリアニリンの反応で実施される。そのような合成の例を例えば米国特許第3,018,290号、3,018,292号、3,627,780号、3,770,691号および3,839,358号に見ることができる。また、ジ−もしくはポリアミンを用いて同様な様式で調製される密に関連したナジシミド樹脂も有用であり、その場合の調製では、無水マレイン酸の代わりに無水マレイン酸または置換無水マレイン酸のディールスアルダー反応生成物がジエン、例えばシクロペンタジエンなどと一緒に用いられる。本明細書および本請求項で用いる如き用語「ビスマレイミド」はナジシミド樹脂を包含する。
【0155】
好適なジ−もしくはポリアミン前駆体には、脂肪族および芳香族ジアミンが含まれる。そのような脂肪族ジアミンは直鎖、分枝または環式であってもよくかつヘテロ原子を含有していてもよい。そのような脂肪族ジアミンの多くの例をこの上で引用した文献の中に見ることができる。特に好適な脂肪族ジアミンはヘキサンジアミン、オクタンジアミン、デカンジアミン、ドデカンジアミンおよびトリメチルヘキサンジアミンである。
【0156】
芳香族ジアミンは単核もしくは多核であってもよくかつ更に縮合環系を含有していてもよい。好適な芳香族ジアミンはフェニレンジアミン、トルエンジアミン、いろいろなメチレンジアニリン、特に4,4’−メチレンジアニリン、ナフタレンジアミン、式H2N−Ar[X−Ar]nNH2[式中、Arは、各々個別に、単核もしくは多核アリーレン基
であってもよく、Xは、各々個別に、−O−、−S−、−CO2、−SO2−、−O−CO−、C1−C10低級アルキル、C1−C10ハロゲン置換アルキル、C2−C10低級アルキレンオキシ、アリーレンオキシ、ポリオキシアルキレンまたはポリオキシアリーレンであってもよく、そしてnは約1から10の整数である]に相当するか或は類似したいろいろなアミノ末端ポリアリーレンオリゴマー、および第一級アミノアルキル末端ジ−およびポリシロキサンである。
【0157】
特に、数種のビスマレイミドを含有するビスマレイミド「共晶」樹脂混合物が有用である。そのような混合物が示す融点は一般に個々のビスマレイミドが示すそれよりもかなり低い。そのような混合物の例を米国特許第4,413,107号および4,377,657号に見ることができる。そのような共晶混合物は商業的に数種入手可能である。
【0158】
前記樹脂可溶重合体要素および溶解用マトリクスを好適には所望の温度で所望時間内に溶解するばかりでなくまた必要ならば良好なマトリクス注入、分散、形態、例えば相分離および痕跡のない分散などをもたらす「溶液対」として選択する。適切な溶液対には、良好な注入および迅速な溶解を示しかつ当該樹脂可溶重合体要素と適合する低粘度の硬化性樹脂マトリクス組成物が含まれる。機械的特性が向上するように相分離を起こさせる必要がある場合には、別法としてか或は追加的に、あまり相溶しない樹脂を用いることも可能である。この上に示した特性を単一の樹脂を用いたのでは得られない場合には、各々が前記特性の中のいくつかの特性に貢献する粘度が異なる樹脂の組み合わせを用いることも可能である。
【0159】
また、本発明と一緒に硬化剤、例えば公知の熱硬化材用硬化剤、例えばヨーロッパ特許出願第0311349号、ヨーロッパ特許出願第91310167.1号、ヨーロッパ特許出願第0365168号またはPCT/GB95/01303(これらは引用することによって本明細書に組み入れられる)に開示されている如きエポキシ硬化剤、例えばアミノ基1個当たりの分子量が500以下のアミノ化合物、例えば芳香族アミンまたはグアニジン誘導体などのいずれかを導入することも可能である。特別な例は3,3’−および4−,4’−ジアミノジフェニルスルホン(商業源から「DDS」として入手可能)、メチレンジアニリン、ビス(4−アミノ−3,5−ジメチルフェニル)−1,4ジイソプロピルベンゼン(Shell Chemical Co.からEPON 1062として入手可能)、ビス(4−アミノフェニル)−1,4−ジイソプロピルベンゼン(Shell Chemical Co.からEPON 1061として入手可能)、4−クロロフェニル−N,N−ジメチル−尿素、例えばMonuronなど、3,4−ジクロロフェニル−N,N−ジメチル−尿素、例えばDiuronなど、およびジシアノジアミン(Pacific Anchor Chemicalから「Amicure CG 1200」として入手可能)である。必要ならば、他の標準的なエポキシ硬化剤、例えば脂肪族ジアミン、アミド、無水カルボン酸、カルボン酸およびフェノールなどを用いることも可能である。ノボラックフェノール樹脂を主熱硬化成分として用いる時には、典型的に、ホルムアルデヒド生成剤、例えばヘキサメチレンテトラアミン(HMT)などを硬化剤として用いる。
【0160】
本発明の好適な態様に触媒を導入することも可能である。この場合に用いる硬化用触媒に、好適には、通常の触媒の代わりにか或はそれに加えて、アミン官能を有するルイス酸を含める。
【0161】
そのような触媒は、好適には、式:
LXnR
[式中、LXnはルイス酸でありそしてRはアミンである]
で表される。Lを好適には元素周期律表のIIb、IIIb、VIII族から選択し、そ
してXはハロゲンである。
【0162】
好適な触媒は、BF3、BCl3、AlF3、FeF3、ZnF2をルイス酸成分として含有しかつ第一級もしくは第二級脂肪族もしくは芳香族アミン、例えばモノエチルアミン(mea)、ジメチルアミン(dma)、ベンジルアミン(bea)またはピペリジンなどを含有する。
【0163】
本発明を用いて複合材料を製造することができ、好適には本技術分野で公知の方法で得た樹脂を注入することで製造することができ、この場合、構造補強用繊維(乾燥)と少なくとも1種の樹脂可溶熱可塑性ベール要素を含有して成る担体構造物をバッグ、鋳型またはツールの中に入れることでプレフォームを生じさせそしてその一緒にした構造補強用繊維とベールの中に硬化性樹脂マトリクス組成物を直接導入/注入する。
【0164】
そのプレフォームの成形、導入/注入そして硬化を好適には本明細書の上に示した如き樹脂トランスファー成形(RTM)、液体樹脂注入(LRI)、軟質工具を用いた樹脂注入(RIFT)、真空補助樹脂トランスファー成形(VARTM)、樹脂フィルム注入(RFI)などの如き加工技術を用いて実施する。
【0165】
そのような方法に、適切には、硬化性樹脂マトリクス組成物を減圧下で注入する予備段階の後に空隙部が減少するように空気を追い出す脱気段階を含める。その脱気を伝統的に高圧下で実施する。
【0166】
前記樹脂可溶熱可塑性ベール要素は、周囲または減圧下で実施する樹脂注入および脱気の初期段階中には固体形態のままであるが、その後、外部の圧力をかけなくても重合体繊維が痕跡なしに溶解して分散することで液相成分が圧縮され、その後にゲル化による合体および硬化が始まる。外部の圧力をかけると性能が単純に向上するが、しかしながら、そのような配置にするとオートクレーブなどを用いる必要なく大型のパネルを固化させることができることが特に有利である。
【0167】
このような態様では、樹脂可溶熱可塑性繊維を適切には2から50重量%、好適には2から40重量%、より好適には4から16重量%の量で存在させる。
【0168】
加うるに、そのような形態にすると樹脂注入中に通路が開放かつ奇麗なままであることから樹脂がパネル全体に渡って迅速かつ均一に注入されるに役立つことも有利である。
【0169】
本発明の方法に、適切には、相転移が起こるようにそれに300℃以下、例えば60℃から200℃、より好適には75℃から150℃の範囲の高温を45分以内、好適には0.5から35分間受けさせることを含める。容易に溶解する重合体要素、例えばMWが低い重合体要素などを有効な硬化性成分である溶媒中に容易に溶解する濃度で存在させる時の相転移に特に適した温度は100℃−150℃の範囲であり、そして容易には溶解しない重合体要素の場合に適した温度は150℃から300℃の範囲内の温度である。適切な高温を相転移が必要な時間内に起こるに必要な範囲になるように選択し、例えば、所定の軟質重合体要素に135から170℃の範囲内の高温を2−10分間受けさせてもよいか、125から135℃の高温を5−30分間受けさせてもよいか、或は105から125℃の高温を10−40分間受けさせてもよい。
【0170】
必要な注入、脱気および硬化条件に相当する周囲もしくは高圧下で相転移を起こさせてもよい。
【0171】
本方法に、相転移後にゲル化または硬化を開始させる目的で更に高温にすることを含め
る。ゲル化を公知様式で予備硬化に相当する範囲内の温度で起こさせることができる。ゲル化の後、好適には、更に高温にして硬化を起こさせるか、或はゲル化した組成物を後で硬化させる目的で冷却することも可能であり、例えばゲル化または硬化をオートクレーブまたは鋳型の中で実施する場合には、その組成物をオートクレーブまたは鋳型から取り出した後に硬化を周囲圧力の普通のオーブン内で継続して起こさせてもよい。
【0172】
ゲル化または硬化を公知手段を用いて適切には高温高圧下で適切な時間実施するが、それに必要に応じて温度を上昇させそして保持することを含めてもよい。適切なゲル化もしくは硬化サイクルは、同じ種類の成分を同じ量で含有して成る通常の組成物の場合のそれに相当し、そのような組成物に存在する軟質重合体要素の量の計算を例示している説明および実施例が参考になる。
【0173】
硬化を好適には例えば150℃から400℃の範囲の温度で1−4時間実施する。加うるに、本方法にTgなどの如き特性が向上するように後硬化を適切な条件下で実施することを含めることも可能である。
【0174】
ゲル化または硬化は本明細書の上に定義した如き触媒を用いて実施可能であり、それは温度を高くすると活性化されかつ活性化温度より低い温度にまで冷却すると硬化が停止する。
【0175】
その工程を実時間で監視してもよいが、好適には、所定組成物に適切な反応時間および温度を前以て決めておく、例えばサンプルを調製しそしてゲル化または硬化が完了した後の溶液または分散液を例えばラマン分光法などを用いて分析することなどで前以て決めておく。
【0176】
ここに、本発明を以下の実施例を参照することで非限定様式で例示する。
【実施例1】
【0177】
(ベールの製造)
PES重合体から作成した54texの繊維を回転式ブレードチョッパーで細断して平均の繊維長を8mmにする。次に、その細断した繊維を手で剥離フィルムの上に分散させた後、プレスの熱板の間に置いて15バールのピストン圧力を用いて180℃で1時間プレスする。次に、前記熱板を60℃に冷却した後、その結果として生じた生成物を取り出す。その生成物の寸法は15x15”でAWは60gsmである。そのベールは安定でありかつ製造中に加工の目的で取り扱い可能である。
【実施例2】
【0178】
(ベールの溶解)
この上に示した実施例で作成したベール(AW=60gsm)のサンプルを10グラム計り取って、このベールを30gのCycom(商標)977 20樹脂の中に浸漬することで前記樹脂と一緒にする。次に、そのベール/樹脂組み合わせを130℃のオーブンに1時間入れる。次に、その結果として生じた生成物を顕微鏡下で観察する。その顕微鏡による観察によって均一な溶体であることが分かり、溶解していない繊維は痕跡量も存在せずまた熱可塑材も高濃度で存在しないことを見ることができる。
【実施例3】
【0179】
(複合材料の製造)
HTA−6K−370 GSM 5HS炭素ファブリックの層間に不織ファブリックをインターリーフとして入れることでVf=55%で樹脂中の目標熱可塑材含有量が25重量%(ファブリック中54gsm)のRTMパネルを製造する。図4に前記樹脂注入工程
を例示する一方で図5にベールおよび補強用繊維の配向を示す。
【0180】
これらの結果は、不織樹脂可溶ベールを用いて不織ベールを挿入した時の衝撃後圧縮(compression after impact)(CAI)試験の値は伝統的強化プレプレグ系のそれに相当することを示している。鍵となる機械的特性を試験し、その結果を以下の表1に報告する。
【0181】
【表1】
【実施例4】
【0182】
(プレフォームの安定化)
樹脂可溶熱可塑性PES重合体ベールを補強用炭素繊維と接触させて前記PES重合体ベールを補強用炭素ファブリックと接着させることで樹脂注入用の安定化プレフォームを生じさせた。
【0183】
PES重合体ベールの層と補強用炭素ファブリックの層を加圧ローラーと熱板の間に送った。図6に、そのように本発明の熱可塑性重合体ベールを用いてプレフォームを安定化させる工程を例示する。この工程のライン速度を約1.7フィート/分にし、熱ローラーの温度T1を約163℃にしそして冷ローラーの温度T2を約21℃にした。前記ローラーの全部にかけた圧力P1、P2およびP3はそれぞれ100psiであった。
【0184】
そのような工程により、プレフォームの炭素繊維/熱可塑性重合体ベールの面内安定化がもたらされかつ樹脂注入技術を用いて複合材料を製造する前に実施する次の熱接着、安定化および乾燥ファブリック積み重ね品の予備成形を行うことが可能になった。
【図面の簡単な説明】
【0185】
【図1】図1に、本発明の強化要素を硬化性樹脂の中に拡散[構造補強用繊維のプライ間の強化材料濃度が高くなる(これが最も好適である)ように調節することができる]させることで構造補強用繊維のプライの間に位置させた後の濃度勾配を示す。
【図2】図2に、本樹脂可溶熱可塑性ベールを樹脂注入複合材料部品で用いて製造した複合材料が向上した粘り強さを示すことを裏付けるデータを示す。
【図3】図3に、本発明を局所的強化の目的で用いることを示す。
【図4】図4に、樹脂注入技術を用いて本発明の樹脂可溶熱可塑性ベールを組み込んだ複合材料の製造を示す。
【図5】図5に、構造補強用繊維のプライ間に位置させた本発明の樹脂可溶熱可塑性ベールの詳細なレイアップを示す。
【図6】図6に、本発明の樹脂可溶熱可塑性ベールを用いて構造補強用繊維プライに安定化を受けさせて安定なプレフォームを生じさせる工程を示す。
【技術分野】
【0001】
本発明は、複雑で多様な高性能複合材料用途で用いるに適した不織熱可塑性ベール(thermoplastic veils)の製造および使用に関する。好適な態様において、本発明は、部品の製造に役立ちかつ所望の特性が向上するように不織ベールファブリック(fabric)またはランダムマット(random mat)に成形しておいた樹脂可溶(resin−soluble)熱可塑性重合体に関し、これは高性能複合材料製造用途に組み込み可能である。
【背景技術】
【0002】
繊維補強樹脂マトリクス複合材料は、航空機構成用途などで金属に代わる高強度で軽量のエンジニアリング材料として用いるに適するとして幅広く受け入れられている。そのような硬化性組成物の製造は、高強度繊維、例えばガラス、石英、グラファイト(炭素)、ホウ素、アラミドなどにエポキシ樹脂マトリクスを染み込ませることで構成させたプレプレグを積層させることで実施可能である。そのような複合材料の重要な特性は強度と剛性が高いことに加えて軽量である点にある。
【0003】
重合体樹脂と補強用繊維の混合物を含有して成る硬化性組成物は、その構成要素である重合体樹脂と繊維の個々の物理的および化学的特性で特徴づけられ、そのように、特定用途に適するように組成物を選択することができる。従って、典型的に高い耐溶媒性、耐熱サイクル性などを示す熱硬化性樹脂成分は存在する。加うるに、より高いレベルの粘り強さ、難燃性などを示す熱可塑性樹脂成分および高いレベルの剛性、強度などを示す補強用繊維も存在し得る。
【0004】
複合材料の製造は伝統的に繊維補強剤または構造ファブリックに樹脂マトリクスを染み込ませることで作られたプレプレグとして知られる硬化性組成物を用いて行われる。所定複合材料構造物を製造する時にプレプレグのシートをレイアップ(laying up)および成形および積層に適した大きさに切断してもよい。結果としてもたらされる部品の特性、例えば粘り強さ、強度、柔軟性などを操作する目的でプレプレグの特性および結果としてもたらされる部品の品質を調節することができる。
【0005】
プレプレグは伝統的に繊維補強剤に染み込んでいるエポキシ樹脂を含有する。結果としてもたらされる部品に向上した特性、例えば追加的粘り強さなどが要求される場合には、添加剤、例えば熱可塑材(thermoplastics)などをエポキシ樹脂に添加することも可能である。しかしながら、プレプレグを用いると結果として特定の欠点が生じ、そのような欠点には、労賃、形状が複雑な部品の成形が困難なこと、強化場所の調節が困難なこと、そして自動化テープレーイング(tape laying)または繊維配置装置および硬化用オートクレーブの使用による製造コストの増加が含まれる。
【0006】
最近、複合材料部品の代替製造技術が現れ、この技術は一般に樹脂注入と呼ばれる。この方策は、乾燥している構造補強用繊維をプレフォーム(preform)[積み重ね状態に組み立てられた乾燥した配向構造補強用繊維材料の1つ以上の層またはプライ(plies)で構成されている]として鋳型の中に配置する点で通常のプレプレグ技術のそれとは異なる。次に、そのプレフォームに樹脂マトリクスを注入またはインシトゥで直接注入する。
【0007】
樹脂注入は、樹脂トランスファー成形(RTM)、液体樹脂注入(LRI)、真空補助樹脂トランスファー成形(VARTM)、軟質工具(Flexible Tooling
)を用いた樹脂注入(RIFT)、真空補助樹脂注入(VARI)、樹脂フィルム注入(RFI)、制御大気圧樹脂注入(CAPRI)、VAP(真空補助方法)およびシングルライン注入(SLI)などの如き加工技術を網羅する一般的用語である。
【0008】
樹脂注入を通常のプレプレグ経路と比べた時の潜在的利点は、スクラップの量が少ないこと、レイアップ時間が短いこと、投資費用が低いこと、タックおよびドレープに依存しないこと、そして貯蔵寿命特性が向上していることにある。実際、樹脂注入技術の使用は、複雑な複合材料構造、局所的強化および非常に大きな構造物、例えば航空機の翼および機体などが要求される特殊な操作、海洋または風力用途などで最も多く利用される。
【0009】
プレフォームを鋳型の中に入れる時、典型的には、縫い合わせ、ステープルによる固定または結合剤および粘着付与剤を用いた接着で層を適切な場所に保持し、安定化させそして圧縮し/かさを小さくする。そのような操作によって、プレフォームの形状および寸法を維持しかつ乾燥プレフォームが貯蔵、輸送および取り扱い中にほつれを起こすことも引き離されることもないように繊維の配向を保持しかつプレフォームを安定化させる。
【0010】
次に、そのプレフォームの縫い合わせまたはステープル固定場所の外側部分を注意深く切断することで所望の形状にしてもよい。次に、そのプレフォームを鋳型の中に入れた後に樹脂を注入することでファブリックの中に染み込ませる。次に、その注入を受けさせたプレフォームを通常の受け入れられる手順で硬化させることで完成複合材料構造物を生じさせる。
【0011】
しかしながら、プレフォームを安定化させるための縫い合わせおよびステープル固定は典型的に制限される、と言うのは、その縫い合わせもステープル固定も乱すことなく前記プレフォームを複雑な構造物の輪郭に順応するような形状にするのは不可能であるからである。
【0012】
そのような縫い合わせの問題を克服する1つの手段は、熱可塑材(これは若干加熱された時に溶融して当該プレフォームを安定化させそして次に硬化中に溶融してエポキシ樹脂マトリクスの中に入り込む)を構造補強用繊維の中に織り込むことを利用することによる手段である(例えば特許文献1を参照)。しかしながら、それの実施は添加可能な熱可塑材の量の点で制限があり、その熱可塑材が完全に溶融してエポキシ樹脂マトリクスの中に入り込むことを確保するには高い加工温度が必要である。
【0013】
樹脂注入技術は将来性のある技術であり、高い衝撃が要求される複合材料には一般に熱可塑性強化剤(thermoplastic toughening agents)が入っているが、熱可塑性強化剤を注入可能樹脂に添加するのは困難である、と言うのは、熱可塑性強化剤は当該樹脂の粘度を非常に高くするような高い分子量を有するからである。従って、そのような樹脂注入系の樹脂に添加可能な熱可塑性強化剤の量は少量のみである。
【0014】
熱可塑性強化剤を樹脂注入系に効率良く与える潜在的方法は、熱可塑材を当該樹脂に添加しないでそれを他のある種の方法で当該プレフォームに導入する方法である。樹脂注入技術の場合のそのような制限を克服する1つの手段は、熱可塑性重合体を炭素繊維の中に直接織り込むことでそれを導入することによる手段である。
【0015】
溶融している熱可塑性繊維と一緒に補強用繊維を織ることで伝統的なプレプレグを製造する方法が特許文献2に開示されている。しかしながら、そのような系は、樹脂注入系の場合のように追加的樹脂マトリクスをプレプレグの中に導入することを試みるものではなく、典型的には、溶融に過度に高い温度と圧力を要する非常に高い分子量の熱可塑性重合
体が用いられる。
【0016】
熱可塑性繊維を樹脂注入用炭素繊維ファブリックの中に取り込ませる初期の1つの試みが特許文献3に開示されている。その出願には、樹脂注入用プレフォーム系で用いるに適した構造補強用繊維の中に織り込んだ熱可塑性繊維を用いることが開示されている。しかしながら、その出願には、その熱可塑性繊維は構成要素を硬化させた後の最終的複合材料の中に残存したままである、即ちその熱可塑性繊維は前記樹脂に溶解しないことが開示されている。
【0017】
樹脂注入技術に関するそのような問題を克服しようとする関連した試みは、軟質熱可塑性重合体繊維に補強用繊維を織り込むことで前記熱可塑性重合体繊維と補強用繊維を導入するプレフォームを生じさせる試みである。そのような軟質熱可塑性重合体繊維は固相状態にありかつそれと硬化性組成物の樹脂マトリクス成分との接触が前記硬化性組成物が硬化する温度より低くかつ前記軟質熱可塑性重合体繊維が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適合している(特許文献4を参照)。
【0018】
そのように熱可塑性繊維に補強用繊維を一緒に織り込むことによる方法は伝統的な樹脂注入技術の問題の中の多くを克服したが、局所的強化をもたらすことはできない。その熱可塑性繊維は補強用繊維の全体に渡って織り込まれており、このように、繊維はむらなく分布しておりかつ結果として熱可塑材の濃度は複合材料部品全体に渡って均一である。従って、そのような方法は、その複合材料部品の中に取り込ませることが可能な熱可塑性重合体の添加量の点で柔軟性が限られている。そのように一緒に織り込む技術は、当該複合材料部品の中の特別な場所の強化度が高まるように熱可塑性重合体を追加的量で集中させることを提供するものでない。
【0019】
加うるに、熱可塑性繊維と一緒に織り込まれた補強用繊維ファブリックの場合、当該熱可塑性強化剤は主に層間(この方がより好適であり得る)ではなくむしろ当該補強用繊維の面と同じ面の中に集中している。その強化剤が最終複合材料の補強用繊維層の間に生じる高い応力を担持するように、それを主に構造補強用繊維層の中ではなく層間に位置させるのが好適である。
【0020】
その上、そのような熱可塑性繊維を一方向テープに添加するのは実際上不可能である、と言うのは、一方向炭素繊維テープの製造には高い張力が要求されるからである。
【0021】
熱可塑性強化剤を構造補強用繊維の中に一緒に織り込む繊維として組み込もうとすると、当該樹脂の中に入れる熱可塑性強化剤の量を調節する点でいくつかの困難さが更に生じる。熱可塑性強化剤を正確な量で含有させる現在の樹脂配合にデータを合致させるにはそのような調節を行うのが好適である。そのように熱可塑性重合体を適切な量で得るには、熱可塑性繊維の数および構造補強用プレフォーム全体に渡る分布の均一さを調節する必要があった。強化された現在の樹脂配合の複製物がもたらされるように熱可塑性重合体を均一に分布させるには、当該プレフォームの中の熱可塑性繊維の数、大きさおよび場所を調節する必要があった。
【0022】
また、そのように一緒に織り込む方法では、熱可塑性重合体の紡績を結果として構造補強用繊維と一緒に織り込むことが可能な繊維がもたらされるように行う必要があることから製造コストも高くなってしまう。その上、似ていない材料、例えば熱可塑性繊維と構造補強用繊維を一緒に織り込むと複雑さが加わることで製造コストが高くなってしまった。
【0023】
加うるに、熱可塑性繊維を一緒に織り込むと構造補強用繊維の配列および真っすぐさが
乱れることで面内機械的特性が低下しかつ複合材料系に必要な層間強化をもたらすことも不可能であった。言い換えれば、熱可塑性重合体を構造補強用繊維層内ではなく層間により集中させる方が好適である。
【0024】
そのように一緒に織り込むことによって強化された樹脂注入系の欠点を克服するように改善された試みは、補強用構造繊維層の間に熱可塑性インターリーフ(interleaf)層を維持させる試みであった(特許文献5、6、7および8を参照)。しかしながら、そのような強化用インターリーフ材料は樹脂に溶解せず、むしろ硬化中に到達する高温で溶融することから、拡散度合が限られかつより高い温度が必要になりかつその溶融と拡散を進行させるには硬化時間を長くする必要がある。
【0025】
インターリーフ層の溶融は、オートクレーブ無しに高い温度を用いないRIFTまたはVARTMで高品質の構成要素を製造するのは困難であることに加えてそのような系を用いて溶融および拡散を進行させるには長い硬化時間が必要である点で制限される。硬化を真空のみを用いるか或は圧力を全く用いないで起こさせると、その構成要素の空隙含有量が非常に高くなることで機械的特性が劣ってしまう。
【0026】
インターリーフ系の溶融は、更に、均一さが不足しかつ完全な溶解が起こらないことで樹脂と補強用繊維の間に界面が生じる点でも制限される。そのような界面によって複合材料が流体に対して示す抵抗力が低下しかつ熱/湿機械的特性が低下する可能性もある。その上、熱可塑材と樹脂の溶解が完全ではないことは、その2種類の化学的種の特性と特性の間の相乗性を得ることができないことを意味し、例えば、その樹脂は脆いままでありかつ熱可塑材は溶媒に敏感なままであろう。
【0027】
熱可塑性強化剤を樹脂注入系に組み込む他の手段には、乾燥した繊維またはファブリックに粒子状熱可塑性材料を用いた粉末塗装を受けさせることが含まれ、前記乾燥した繊維またはファブリックをレイアップした時点で前記繊維を若干加熱すると、前記粒子状の熱可塑材が溶融かつ融合して前記層を安定化させる。加うるに、その熱可塑材粒子が硬化温度で溶融して樹脂系の中に拡散することでマトリクスを強化する。しかしながら、そのような熱可塑材を溶融させて樹脂マトリクスの中に拡散させるにもまた高い温度の硬化工程が要求され、かつ熱可塑材の量および拡散度合が制限される。強化特性を加える目的で樹脂を注入しておいたプレプレグの表面に熱可塑材の粒子を用いている特許文献9を参照のこと。そのような系は、樹脂注入に適用可能な乾燥した繊維に被覆を受けさせるのではなくエポキシ樹脂をプレプレグに染み込ませる系である。その上、熱可塑材粒子が硬化時に溶融することが意図されており、それの溶解は、それが溶融するに必要な高い硬化温度に達成するまでは起こらない。粒子による強化の別の欠点は、樹脂注入中に粒子が樹脂の流れによって洗い流される可能性があることで凝集を望ましくない場所で制御不能な様式で起こす可能性がある点にある。それによって、その複合材料の機械的特性は均一でなくなりかつ樹脂の粘度が変動することで流頭が均一でなくなることが理由で望ましくない空隙部および間隙部が生じる可能性がある。
【0028】
熱可塑材粒子または繊維を補強用構造繊維の中に組み込む別の方法が特許文献10、11、12および13に開示されている。
【0029】
しかしながら、そのような技術を製造中に用いて複合材料を局所的に強化することは困難なままである、と言うのは、その強化剤は補強用繊維の上を均一に覆っておりかつ強化度を高くする必要があり得る部分の所定領域に強化剤を調節して多く存在させるのは不可能であるからである。
【0030】
高分子量の熱可塑性重合体を例えば特許文献14に開示されている如き粒子状分散体と
してか或は特許文献9に開示されている如き繊維補強マトリクス樹脂プレプレグの粒子状被膜もしくは膜インターリーフとして含有するハイブリッドマトリクス熱可塑性樹脂の使用が提案された。それにも拘らず、粒子の分布および粒径の均一さ(これは溶融速度および溶融度に影響を与え得る)の調節は困難でありかつ連続膜が樹脂注入中に示すバリヤー効果が理由で分散度は典型的に劣る。
【0031】
多孔質熱可塑性重合体膜インターリーフを含有して成る硬化性組成物用プレプレグが特許文献6に開示されている。その膜を補強用繊維のシートに対してレイアップしそして高温高圧で溶融させることで前記繊維を染み込ませるか、別法として、プレプレグを膜と一緒に間にレイアップしそして溶融させることで染み込ませた後に硬化させて複合材料部品を生じさせるか、別法として、RTM用途用の膜を鋳型の中で乾燥した繊維層の間にレイアップし、溶融させて染み込ませた後に液状の樹脂を前記鋳型の中に注入することが行われている。
【0032】
その技術は熱可塑材で強化された樹脂注入系に関連した問題をいくらか軽減したが、それでも、強化剤の性質および量の柔軟性および調節の度合がより高くかつ性能特性が向上していて多様性がより高い解決法が求められている。具体的には、熱可塑性強化剤を樹脂注入系に取り込ませかつそれの量を調節する手段を改善する必要性は満たされないままである。実際、強化用熱可塑性重合体を系の中により多い量で導入することが求められているままである。
【特許文献1】米国特許第4,741,073号
【特許文献2】EP 392939
【特許文献3】米国出願番号10/381,540
【特許文献4】2004年3月4日付けで公開されかつCytec Technologies,Inc.に譲渡される公開された米国特許出願番号US 20040041128
【特許文献5】米国特許第6,437,080B1号
【特許文献6】米国特許第5,288,547号
【特許文献7】EP 1 473,132 A2
【特許文献8】EP 0327,142 A
【特許文献9】米国特許第5,057,353号
【特許文献10】EP 0842038 B1
【特許文献11】WO 03/038175 A1
【特許文献12】JP 2000119952 A2
【特許文献13】米国特許第6,060,147号
【特許文献14】英国特許出願公開第2060490
【発明の開示】
【0033】
発明の要約
本発明は、驚くべきことに、従来のプレプレグおよび樹脂注入系の問題を克服するものである。本発明の好適な態様は、層間の粘り強さおよび他の特性、例えば炎、煙および毒性(FST)および予備成形能力などが向上するように樹脂可溶熱可塑材が樹脂注入用の乾燥した構造補強用繊維の層と層の間に位置する不織ベールを含有して成る。
【0034】
本発明の最も幅広い面において、構造補強用繊維の層間に位置させるに適した硬化性組成物用樹脂可溶熱可塑性要素(thermoplastic element)を提供し、ここで、前記樹脂可溶熱可塑性重合体は固相状態にありかつそれを溶かし得る硬化性組成物成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記樹脂可溶熱可塑性要素が本質的に溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0035】
本発明は、硬化性組成物で用いるに適していて前記硬化性組成物に溶解するに適した樹脂可溶熱可塑性要素、これの製造方法、少なくとも1種の樹脂可溶熱可塑性要素を補強用繊維と一緒に含有して成る硬化性組成物用担体構造物もしくは担体、担体構造物および担体の構成、これらの製造方法、少なくとも1種の樹脂可溶熱可塑性要素または担体構造物もしくは担体と硬化性樹脂マトリクスを含有して成る硬化性組成物、構成要素を含有して成る部分のキットおよびそれを選択する方法、それを製造する方法および硬化させる方法、そしてそれによって得た硬化複合材料もしくは樹脂体、そしてそれらの公知使用および新規な使用に関する。
【0036】
本発明は、例外的に、注入すべきエポキシ樹脂の中に追加的熱可塑性強化材を入れる必要なく、熱可塑性要素を乾燥した繊維の上に位置させるか或はそれらの層の間に位置させることを通して実質的に必要な全ての量の熱可塑性強化成分を与える点で樹脂注入系で用いるに適する。
【0037】
その上、本発明の樹脂可溶熱可塑性ベールは浸透性を有することから、浸透性を示さない他の熱可塑性フィルムに比べてプレフォーム全体に渡ってマトリクス樹脂がより均一に流れかつ送達される。
【0038】
その上、本発明は、樹脂系に溶解する熱可塑性重合体を用いていることで、そのような熱可塑性重合体は、溶融し得るが不溶な熱可塑材に比べて樹脂マトリクスの中により均一に分配され得る。加うるに、本発明の熱可塑性重合体は樹脂マトリクスの中に拡散する時の溶融に高温を必要としないことから、高い加工温度を必要とせずかつオートクレーブ無しの製造が可能である。
【0039】
本発明の好適な態様は、エポキシ樹脂マトリクスと適合し得る樹脂可溶ポリ芳香族(polyaromatic)熱可塑性繊維を含有して成る不織ベールである。
【0040】
本発明の好適な態様は、標準的な樹脂に容易には添加することができない修飾剤、例えば添加剤、硬化剤、金属のフレークおよび粉末、硬質および軟質粒子、難燃剤、ナノ粒子などを添加するに適した樹脂可溶熱可塑材の不織ベールを提供するものである。
【0041】
本発明の好適な態様は、硬化性樹脂マトリクスおよび強化用の樹脂可溶不織熱可塑性ベールを場合により追加的強化剤、補強用繊維、触媒、硬化剤、添加剤、充填材などと一緒に含有して成る。
【0042】
本発明のさらなる面は、複合材料に局所的な強化を与えることができる点にある。本発
明を用いると、追加的強化が必要な領域に追加的熱可塑性強化ファブリック層をレイアップすることができる。
【0043】
本発明のさらなる面では、プレフォーム構造物に安定化を与えることができる。好適な態様では、プレフォームの中で樹脂可溶熱可塑性ベールを構造補強用繊維のプライの間にそれらと接触した状態で位置させ、そのプレフォームを前記樹脂可溶熱可塑性ベールの繊維が前記構造要求用繊維と接触した状態で軟化するに充分なほど加熱し、その熱可塑性繊維を前記構造補強用繊維に少なくともある程度接着させそして前記プレフォームを冷却して固化させかつ前記熱可塑性繊維を硬化させることで安定化させる。
【0044】
本発明のさらなる面では、前記樹脂可溶熱可塑性重合体要素をフィルムとしてインターリーフの形態で樹脂マトリクスフィルムと一緒に存在させてもよいか或は樹脂マトリクスなどが染み込む浸透性もしくは発泡フィルムとして存在させてもよい。
【0045】
本発明の好適な態様は、不織樹脂可溶熱可塑性ベールの製造方法を包含し、この方法は、樹脂可溶熱可塑性重合体をヒートブロー押出し加工(heat blow extruding)して多数の繊維を生じさせてマンドレルの上に置きそしてその結果として生じたランダムベールを冷却する段階を含んで成る。別法として、前記繊維を細断して長さが約0.01インチから約15インチの熱可塑材片を多数生じさせ、前記片をマンドレルの上に分散させて約100℃から370℃の範囲に加熱した後、前記ベールを冷却してもよい。
【0046】
本発明の好適なさらなる態様は、複合材料用強化ファブリックに関し、これは、多孔質ファブリックシートを形成するように互いに無作為に接着している多数の樹脂可溶熱可塑性スレッドを含有して成る。
【0047】
本発明の好適なさらなる態様は、樹脂可溶熱可塑性不織ベールを用いて製造した複合材料に関する。
【0048】
本発明は、更に、連続繊維、ステープル繊維または細断繊維を用いて製造可能であることも特徴とする。
【0049】
本発明は、更に、繊維、フィルム、不織マットまたはベールなどの形態に製造可能であることも特徴とする。
【0050】
樹脂可溶熱可塑性重合体要素は、好適には、積層型の機械を用いた延伸を製品の損傷無しに受け得ることを特徴とする。
【0051】
本発明の樹脂可溶熱可塑性重合体は、如何なる熱硬化性樹脂(ビニルエステル、ポリエステル、フェノール系、エポキシ、ビスマレイミド、シアン酸エステル)にも可溶、好適にはエポキシおよびシアン酸エステルに可溶であることを特徴とする。
【0052】
本発明のさらなる面は、少なくとも1種の熱可塑性重合体を含有する硬化性樹脂マトリクスと一緒に用いるに適しており、前記硬化性樹脂マトリクスの熱可塑性重合体の濃度を高くすることができ、ここで、前記熱可塑性重合体は硬化性樹脂マトリクス成分として液相中に1番目の量で存在しかつ追加的に少なくとも1種の樹脂可溶熱可塑性重合体要素の形態で固相中に2番目の量で存在する。
【0053】
本発明は、驚くべきことに、樹脂注入系などに適した熱可塑性重合体の一部を硬化性樹脂マトリクスに溶解し得る繊維、不織ベール、マット、フィルムなどの形態で樹脂可溶熱
可塑性重合体要素として与えることでそれの濃度を高くすることができ、本明細書の上で定義した如き相転移を少なくともある程度起こさせてそれを硬化性樹脂マトリクスの中に調節可能な様式で一緒にすることができ、それによって、所望の特性を有する重合体混合物を生じさせることができることを見いだした。
【0054】
好適な態様の詳細な説明
用語「樹脂注入」は、硬化性樹脂マトリクスを補強用繊維基質、構造ファブリックまたは複合材料部品製造用プレフォームの中に導入または注入する方法を意味する。
【0055】
用語「樹脂可溶熱可塑性重合体要素、熱可塑性繊維または重合体繊維」は、硬化性組成物を構成している硬化性樹脂マトリクスに当該樹脂可溶熱可塑性重合体の溶融温度より低い1番目の温度で少なくともある程度溶解するに化学的および物理的両方の点で適している軟質重合体要素のいずれかを意味し、ここで、前記樹脂可溶熱可塑性重合体は前記硬化性組成物に溶解する(それによって、それはそれの物理的要素形態を少なくともある程度失う)ことで前記硬化性樹脂マトリクスの中に共通相として少なくともある程度分散し、そして前記樹脂可溶熱可塑材は前記硬化性樹脂マトリクスと2番目の鎖連結温度で反応することで前記硬化性樹脂マトリクスと一緒に架橋を形成する。そのような熱可塑性繊維は不織ベールまたはマットに適合し得る。
【0056】
用語「製造方法」は、細断繊維または連続繊維を配列させてシート、ウエブ、ベール、マットなどにすることを通して不織ベールを生じさせる手段を意味する。前記繊維は細断繊維、梱の中に詰め込まれたステープル繊維、または溶融状態の重合体粒子またはペレットから押出し加工された連続フィラメントであってもよい。
【0057】
用語「流動温度」は、当該樹脂可溶熱可塑性重合体および硬化性樹脂マトリクスが重合体鎖がある程度の可動性を示し得るに適した流動状態を達成する時の温度を意味する。そのような流動温度は、好適には、当該樹脂可溶熱可塑性重合体が溶解する時の溶液の温度に相当するが、その温度は鎖連結温度より低い。
【0058】
用語「鎖連結温度」は、樹脂可溶熱可塑性重合体が鎖連結反応を開始し得る時の温度を意味する。そのような鎖連結温度は、好適には、当該樹脂可溶熱可塑性重合体が溶解する時の温度より高い。その鎖連結温度は、好適には、当該硬化性マトリクス樹脂がゲル化または合体する時の温度に相当する。
【0059】
用語「補強用繊維」は、本技術分野で公知のように複合材料を強化する不溶繊維である構造もしくは安定化用繊維、例えば有機もしくは無機重合体、炭素、ガラス、石英、アラミド、PBO、ポリエチレン、無機酸化物、炭化物、セラミック、ホウ素または金属などの繊維を意味する。ポリ{2,6−ジイミダゾール[4,5−b:4’s’−e]ピリジニレン−1,4(2,5−ジヒドロキシ)フェニレン}(AkZo Nobel Central Research、オランダから商業的に入手可能なPIPD)、グラファイトおよび玄武岩。
【0060】
用語「プレフォーム」は、本技術分野で公知の如き担体構造物またはプレフォームの形態などの如き無数の物理的提示を意味する。
【0061】
用語「エポキシ樹脂マトリクス」は、複合材料部品を製造する目的で導入、注入などでプレフォームに導入する樹脂注入系用硬化性樹脂マトリクスを意味する。
【0062】
本発明は、補強用繊維の層間に位置させるに適した硬化性組成物用樹脂可溶熱可塑性要素であり、ここで、前記樹脂可溶熱可塑性要素は固相状態にありかつそれを溶かし得る硬
化性組成物成分との接触が前記硬化性組成物が実質的にゲル化および/または合体し始める温度より低くかつ前記樹脂可溶熱可塑性要素が本質的に溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0063】
そのような硬化性組成物用の樹脂可溶熱可塑性要素を好適にはベールの形態にする。そのような樹脂可溶熱可塑性ベールの好適な面重量(areal weight)は1平方メートル当たり約2から約150グラム(gsm)、最も好適には約5から約50gsmの範囲である。そのような樹脂可溶熱可塑性ベールの好適な実際の重量は名目上の実重量(real weight)の±20%、最も好適には名目上の実重量の±10%の範囲である。
【0064】
本発明の樹脂可溶熱可塑性ベールは浸透性を示すことから、多孔質ではない伝統的な熱可塑性フィルムに比べて硬化性樹脂マトリクスがプレフォーム全体に渡って均一に流れて送達される。
【0065】
そのような樹脂可溶重合体をインターリーフフィルムの形態で与えてもよい。
【0066】
本発明のベールを好適には直径が約0.1から約100ミクロン、好適には約1.0から約50ミクロンの範囲の連続もしくは細断重合体繊維のランダムマットで構成させる。
【0067】
本発明の樹脂可溶熱可塑性重合体をゴム、ゴム弾性重合体、熱可塑性重合体およびこれらの組み合わせから成る群から選択する。そのような重合体は好適には熱可塑性重合体であり、より好適には、非晶質の熱可塑性重合体または融点が比較的低いが一般に約300°F以上である結晶性重合体である。
【0068】
より詳細には、本発明に従う樹脂可溶熱可塑性重合体は、樹脂可溶繊維状熱可塑性強化材料、例えばセルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート(polyarylate)、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせなどのいずれの種類であってもよい。そのような熱可塑性強化材料は、好適には、ポリエーテルスルホンまたはポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンである。
【0069】
より好適には、そのような樹脂可溶熱可塑性重合体に数平均分子量が好適には約1000から約60,000、より好適には約2,000から約20,000の範囲内の重合体を含める。
【0070】
適切な熱可塑性重合体の例には、これらに限定するものでないが、セルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせから成る群の員が含まれる。
【0071】
本発明のプレフォームに入れる繊維として用いるに適した特に好適なポリ芳香族熱可塑性重合体は、エーテル連結繰り返し単位またはチオエーテル連結繰り返し単位で構成され
ているポリ芳香族スルホンであり、ここで、前記単位は
−(PhAPh)n−
および
−(Ph)a−
[ここで、A=COまたはSO2、Phはフェニレンであり、n=1から2であるが、分数であってもよく、a=1から4であるが、分数であってもよいが、但しaが1より大きい時にはフェニレンが化学単結合を通してか或は−CO−または−SO2−以外の二価基を通して直線的に連結しているか、或は直接一緒に縮合しているか、或は酸アルキル基、(ヘテロ)芳香、環式ケトン、環式アミド、イミド、環式イミンおよびこれらの組み合わせから成る群から選択される環式部分を通して縮合していることを条件とする]
から成る群から選択される。そのようなポリ芳香族スルホンに、好適には、ポリエーテルスルホン(PES)、より好適にはポリエーテルスルホン−エーテルケトンとポリエーテルスルホン連結繰り返し単位の組み合わせ(PES:PEES)(ここで、フェニレン基はメタ−またはパラ−であり、そのフェニレンは化学単結合を通してか或はスルホン以外の二価基を通して直線的に連結しているか或は一緒に縮合している)の組み合わせを含める。そのようなPEES:PESにおけるポリアリールスルホン繰り返し単位の好適な相対的比率をSO2含有重量パーセントで表すことができ、それを100x(SO2の重量)/(平均繰り返し単位の重量)として定義する。好適なSO2含有量は少なくとも約35、より好適には少なくとも約30、最も好適には少なくとも約22%である。a=1の時のそれはPES/PEES比が少なくとも20:80、好適には25:75から75:25、最も好適には35:65から65:35の範囲内であることに相当する。
【0072】
別法として、繊維として用いる熱可塑性重合体がポリウレタンの場合のそれはより好適には熱可塑性ポリウレタンゴムであり、そして繊維がポリアクリレートの場合のポリアクリレートは少なくとも85重量%がアクリロニトリルである。熱可塑性重合体がポリアミドの場合のそれは好適にはナイロン材料、より好適には非晶質ナイロンである。
【0073】
そのような重合体は分子量(MW)の範囲で特徴づけ可能であり、それは典型的に数平均分子量(Mn)、ピークMWおよび他の手段、通常はNMRおよびGPCで測定したそれらのいずれかで定義可能である。そのような重合体を、好適には、強化用の場合には70,000以下、例えば9000−60,000の範囲内になるように選択し、その場合にはポリ芳香族のMnを適切には2000から25000、好適には2000から20000、より好適には5000または7000から18000、最も好適には5000または7000から15000の範囲内にする。
【0074】
そのようなポリ芳香族の分子量を好適には比較的低くする。また、好適には、それに重合体中の同様もしくは異なる化学基と一緒に非共有結合を通して分子量がより高い複合体を形成するように自己集合し得る鎖内、ペンダント型または鎖末端化学基も含有させる。それらは例えば水素結合、ロンドン力、電荷移動錯体、イオン結合または他の物理的結合などであってもよい。そのような非共有結合は好適には水素結合またはロンドン力であり、それらは溶液中で解離を起こして分子量が比較的低い前駆体ポリ芳香族が生じ得る。そのようなポリ芳香族に好適には熱硬化性樹脂組成物中の基と化学的反応を起こして共有結合を形成するペンダント型もしくは鎖末端基を含有させる。単量体の反応でか或は単離する前または単離した後の生成物重合体に後で変換を受けさせることでそのような基を得ることができる。好適な基は式:
−A’−Y
[式中、A’は二価の炭化水素基、好適には芳香基であり、そしてYはエポキシ基とか或は硬化剤とか或は他の重合体分子が有する同様な基と一緒に反応を起こし得る基である]で表される。
【0075】
Yの例は、活性水素を与える基、特にOH、NH2、NHR’または−SH[ここで、R’は炭素原子数が8以下の炭化水素基である]、または他の架橋反応性を与える基、特にエポキシ、(メタ)アクリレート、シアネート、イソシアネート、アセチレンまたはエチレン(ビニルアリルまたはマレイミドの場合の如き)、無水物、オキサザリンおよび飽和含有単量体である。好適な末端基にはアミンおよびヒドロキシルが含まれる。
【0076】
特に、そのような重合体要素の分子量が低くて硬化時に反応を起こして有効な強化などに要求される高い分子量になり得るのが有利である。具体的には、そのような重合体は、少なくとも1種の芳香族重合体の鎖またはこれらの混合物を少なくとも1種の鎖連結用成分と一緒に含有して成っていてもよく、前記少なくとも1種の芳香族重合体は2000から11000Mn、特に3000から9000Mnの1番目の範囲の重合体鎖を含有していて重合体が流動する温度で特徴づけられ、そして前記少なくとも1種のポリ芳香族および少なくとも1種の鎖連結用成分の中の一方が反応性末端基を少なくとも1個含有しかつもう一方が少なくとも2個の連結部位反応性末端基Yおよび鎖連結部位を含有し、ZがOH、NH2、NHRまたはSH(ここで、Rは炭素原子数が8以下の炭化水素基である)、エポキシ、(メタ)アクリレート、(イソ)シアネート、イソシアネートエステル、アセチレンまたはエチレン(ビニルまたはアリルの場合の如き)、マレイミド、無水物、酸、オキサゾリンおよび不飽和含有単量体[多数の末端基が当該重合体が流動する温度より高い鎖連結温度で連結部位と反応して9000から60000Mn、特に11000から25000Mnの2番目の範囲(前記1番目の範囲より高い)の連結した重合体鎖を生じるに適することで特徴づけられる]から選択され、現実に実質的に熱可塑性であるのが有利である。
【0077】
そのような繊維の特徴には、これらに限定するものでないが、紡績ストランドのヤーンまたはモノフィラメント、押出し加工ストランド、キャストストランド、連続繊維、ランダム繊維、ステープル繊維、不連続繊維、細断繊維、ホイスカ、フィラメント、リボン、テープ、中空繊維、ベール、フリースおよびこれらの組み合わせが含まれる。
【0078】
そのような繊維は多数のモノフィラメントで出来ているヤーンまたは単一および複数のモノフィラメントの両方であってもよい。そのような繊維(またはヤーン)は、好適には、各々の直径が約100ミクロンに等しいか或はそれ以下の繊維を含んで成る。好適には、繊維またはフィラメントは直径dを有するか、或は厚みtを有するフィルムまたはリボンであり、ここで、dまたはtは100ミクロン以下、好適には約1.0から約80.0ミクロン、より好適には約10から約50ミクロンの範囲内である。
【0079】
本熱可塑性ベールを幅が約1インチから約200インチ、好適には約20インチから約70インチの範囲の寸法で提供すべきである。
【0080】
重合体繊維の湿り度合を調節することができるように繊維に持たせることができる断面の形状は多種多様であり、例えば星形、正方形、カリフラワーまたはインゲンマメの形状ばかりでなく標準的な楕円形、円形および平らなリボンの形状であってもよい。加うるに、そのような繊維は中空であってもよいか或はいろいろな同心層、例えば内部の中心部および外部の殻などの中にいろいろな材料が含まれていてもよい。そのような繊維の形状は好適には円柱形であり、断面は溶解に最適な表面積が得られるように円形である。
【0081】
本熱可塑性ベールに好適には細断繊維を含有させ、それの平均長を約10ミクロンから約100インチ、好適には約1インチから約20インチにする。
【0082】
本熱可塑性ベールは、樹脂を系の中に注入している間に樹脂に溶解して注入中の樹脂の粘度を高くすることがないように固相状態を少なくともある程度維持すべきである。樹脂
注入中に溶解が起こると樹脂が補強用繊維の中を通る流れが邪魔されるであろう。より好適には、本ベールは20℃から約90℃の範囲の樹脂注入温度、好適には約30℃から約65℃の範囲の樹脂注入温度の時に有意にも評価できるほどにも溶解すべきでない。
【0083】
本熱可塑性ベールは、評価できるほどの溶解が90℃以上で起こり始めて実質的に完全な溶解が約90℃から175℃の範囲で起こって硬化性樹脂マトリクスの中に入り込むべきであり、好適な溶解温度は約120℃から140℃の範囲、最も好適には約130℃である。
【0084】
本発明の樹脂可溶熱可塑性要素が溶融する温度は約175℃から約400℃またはそれ以上、好適には約250℃から400℃の範囲である。そのような樹脂可溶熱可塑性要素が示す個々の溶融温度は、用いる個々の熱可塑材の分子量に依存する。
【0085】
本熱可塑性ベールと当該硬化性樹脂マトリクス系の反応は溶解温度では実質的に起こらない。
【0086】
更に、本熱可塑性ベールに2種以上の樹脂可溶熱可塑性重合体を1番目または2番目の量で有する組み合わせを含めることも可能である。
【0087】
本発明の熱可塑性ベールを製造する方法には、ドライレイイング(drylaying)、エアレイイング(airlaying)、メルトブローイング(meltblowing)/スパンレイイング(spunlaying)/スパンボンディング(spunbonding)およびウエットレイイング(wetlaying)が含まれる。本発明の樹脂可溶熱可塑性ベールの製造を好適にはメルトブローイングで実施する。
【0088】
メルトブローイング製造方法では、粉末形態の当該樹脂可溶熱可塑性重合体を約250℃から400℃の範囲、好適には約325℃で溶融させて多数の紡績口金に通して押し出す。その紡績口金のオリフィスの大きさを約0.1ミクロンから約100ミクロン、好適には約1.0ミクロンから約50ミクロンの範囲にする。温度が350℃から500℃の範囲の空気を前記紡績口金からコンベアの上に押し出された繊維に吹き付けて前記繊維を無作為に配列させることでベールを生じさせる。
【0089】
そのようなメルトブローイング方法では重合体の粉末または粒子を用いることができ、それを溶融させて溶融状態の重合体にした後に紡績口金に通して押し出す。その連続フィラメントをコンベアの上に堆積させた後、冷却することで均一な不織ベールを生じさせる。その柔らかいフィラメントにいくらか残存する熱によってフィラメントが互いに少なくともある程度接着し得るが、これをフィラメントを互いに接着させる主方法として見なすことはできない。そのような方法は、結果としてもたらされる不織ベールにより大きな引張り強度を与えかつベール製造中および複合材料製造中に起こる裂けまたはほころびに対する抵抗を与えるに有利である。
【0090】
2番目の熱可塑性重合体成分を通常は追加的強化特性、難燃性、接着性などを与える目的で共押出し加工することも可能である。
【0091】
本発明の樹脂可溶熱可塑性ベールを製造する代替手段はドライレイイング方法であり、この方法では、熱可塑性重合体繊維の梱を開けることで出発し、それを混合した後、空気移送で次の段階に運ぶ。次に、その繊維を梳機(これは回転式ドラムまたは微細なワイヤーまたは歯で覆われている一連のドラムである)で梳いてベールを生じさせる。その梳毛カードの正確な形態は要求されるファブリック重量および繊維配向に依存するであろう。そのベールを平行に敷いてもよく、その場合には、その繊維の大部分が流れ方向に位置するか或は無作為に位置するようにしてもよい。平行に位置するように梳かれた典型的なベールは結果として流れ方向に良好な引張り強度、低い伸びおよび低い引裂き強度を示し、そして横方向はその逆である。相対的速度およびベールの組成を変えることで幅広い範囲の特性をもたらすことができる。
【0092】
ドライレイイングの別の方法はエアレイイング方法である。エアレイイングでは、繊維(これは非常に短くてもよい)を空気の流れの中に送り込みそしてそこから移動しているベルトまたは穴開きドラムに送ることでそれらが無作為に配向したベールを生じるようにしてもよい。エアレイドベール(airlaid veils)は梳きベールに比べて低い密度と高い柔軟性を示しかつ層構造を持たない。エアレイドベールは使用可能な繊維混合物の点で非常に多様である。
【0093】
ウエットレイイング方法では、水と繊維の希スラリーを移動しているワイヤースクリーンの上に堆積させた後、排水を実施することでベールを生じさせる。そのベールをローラー間で圧縮することでそれにさらなる脱水と固化を受けさせかつ乾燥を受けさせる。ウエットレイドベール成形(wetlaid veil−forming)はほぼ無作為からほぼ平行に至る範囲の幅広い範囲の繊維配向を可能にする。無作為に配向させたベールが示す強度はファブリック面の中のあらゆる方向に同様である。
【0094】
不織樹脂可溶熱可塑性ファブリックベールを製造するさらなる方法は、当該樹脂可溶熱可塑材をヒートブロー押出し加工してスレッド生じさせ、そのスレッドを細断して長さが約10ミクロンから約100インチ、好適には約1インチから約20インチの熱可塑材片を多数生じさせ、前記片を加熱マンドレルの上に分散させた後、そのベールを冷却する段階を含んで成る。
【0095】
好適には、樹脂溶融物を連続的にリール上に押出しそして合成テキスタイル製造技術で公知の如く加熱を伴う機械的引き伸ばしによってフィルムの成形または紡績を実施、より好適には、重合体の溶融物を準備し、それに基本的形状の延伸を受けさせ、加熱および機械的引き伸ばし方法を受けさせることで重合体鎖を配向させてもよくそしてその要素をゴム弾性にすることで溶解し易くした後、冷却する、好適には空気中で必要な距離、例えば50から500mm引き伸ばすことで繊維またはフィルムの形態の重合体を得る。好適には、ポンプを重合体に望まれる線形密度(tex)、例えば180texになるように制御したポンプ速度で用いて重合体の溶融物を必要な数の間隙またはスロットが備わっているダイスヘッドなどに通すことでそれに延伸を受けさせる。
【0096】
そのような熱可塑性重合体の調製は、微粉砕もしくは未微粉砕重合体、ペレット、粒子または他の押出し加工品などを用いて実施可能である。好適には、同じもしくは異なる重合体フィラメントが20本に及ぶマルチフィラメントとして繊維を生じさせ、その重合体を溶融させてそれに延伸を受けさせ、冷却を実施し、場合により必要に応じて撚り、そして次に加熱および引き伸ばしを受けさせる。そのようなマルチフィラメントはより高い耐破断性を示し、フィラメントおよび/または撚り/メートルの選択の点で柔軟性が低いことと強度が高いことが相殺される。
【0097】
本発明のさらなる面では、本技術分野で公知の如き硬化性組成物の製造方法を提供し、これは、樹脂可溶熱可塑性ベールと硬化性樹脂マトリクスを例えばインターリービング(interleaving)、含浸、導入または注入、混合などで接触させることを含んで成る。
【0098】
次に、前記組成物を他の構成部分、例えば補強用繊維などと一緒にレイアップすることで硬化性組成物を生じさせるか、或は他の複合材料部分、例えば金属または重合体または
他の素地または構造物などと一緒にレイアップした後に公知様式で硬化させてもよい。
【0099】
本発明の別の面は、熱可塑材を通常のプレプレグの層間領域の中に導入するためのインターリーフとして用いる面である。また、本樹脂可溶熱可塑性ベールを乾燥したプレフォームとして用いることも可能であり、この場合、その織り構造が開放されていることから熱硬化性樹脂マトリクスの導入/注入がプレフォーム全体に渡って起こるに最適である。このことは、樹脂流れの障害物として作用することで空隙部をもたらしかつ機械的および環境的性能を悪化させ得る連続フィルムを含める場合とは異なる。
【0100】
本発明の別の面は、プレフォームおよびプレフォーム前駆体を安定化させる面である。本発明は、時間と温度と圧力の組み合わせを用いて構造繊維、ファブリック、テキスタイルおよびプレフォームを一緒にし、結合させ、安定化させ、かさを小さくしそしてプレフォームをもたらす目的で樹脂可溶熱可塑性ベールを用いることを提供する。
【0101】
本発明の目的で、用語「一緒にし、結合させ、安定化させ、かさを小さくしそしてプレフォームをもたらす」を、1)繊維または単一のシート、層またはプライまたは複数のシート、構造ファブリックの層またはプライを構造ファブリックのほつれもほどけも引き離しも曲げもしわも他の一体性の歪みももたらすことなく典型的な様式で動かすか、切断するか、輸送するか、樹脂注入を受けさせるか或は取り扱うことができるように安定化させること、2)補強用または構造用ファブリックの複数の層を鋳型の中に入れるか或は他の様式で切断、鋳込みまたは成形する目的で安定化させかつ一緒に結合させることで結果としてもたらされるプレフォームが如何なる様式の移動でも輸送でも操作でも歪みを起こすことなくかつ構造ファブリックを構成する繊維が樹脂注入中に無傷のままであるようにすること、そして3)プレフォームを所望形状に固定することを意味させる目的で用いる。
【0102】
本発明に従う安定化を受けたプレフォームは、好適には安定化用繊維を軟化させるに適切な安定化温度、最も好適には約100℃から約250℃の温度を約5秒から約100分間またはそれ以上の時間に渡って受けていて本発明の特性および特徴の全部を有する本発明に従うベールを含んで成る。
【0103】
本発明に従う安定化を受けたプレフォームは、典型的に、構造ファブリックの層を2層以上含有して成り得る。構造ファブリックの層またはプライに安定化温度を受けさせる前にそれを積み重ね、切断しそして成形しておいてもよい。
【0104】
本方法では、熱を如何なる源から如何なる様式でかけてもよいが、好適な例には、これらに限定するものでないが、赤外、マイクロ波、対流、誘導、超音波、輻射およびこれらの組み合わせから選択した熱源が含まれる。熱を好適には安定化用繊維が軟化するに充分な量でかけるべきである。より好適には、熱を約125℃から約185℃の温度で約1分から約100分間かける。そのように熱をかける段階を約500ミリバールから約999ミリバールの真空下でか或はプレス、ニップローラーなどを用いてかける圧力下で実施することも可能である。
【0105】
本方法では、場合により、構造ファブリックの層を2層以上与えることも可能である。その後、本方法に、更に、構造ファブリックの層またはプライを積み重ねかつ切断する段階を安定化用繊維を一体化して構造ファブリックを生じさせる段階の後であるが熱をかける段階の前に含めることも可能である。本方法に、場合により、更に、前記層を積み重ねそして切断した後であるが熱をかける段階の前に構造ファブリックの層を成形する段階を含めることも可能である。
【0106】
本方法では、本樹脂可溶ベールを一体化して構造ファブリックを生じさせる段階をベー
ルを構造ファブリックの中に一体化または取り込ませるに適したいずれかの公知方法を用いて実施してもよいが、それの好適な例には、打ち抜き、オーバーワインディング(overwinding)、インターメッシング(intermeshing)、アライニング(aligning)、熱圧縮およびこれらの組み合わせから選択される方法が含まれる。
【0107】
本発明は、また、複合材料製造用の補強用繊維を含有させたプレフォーム前駆体のかさを小さくする方法も包含する。この方法は、積み重ね物の厚みを薄くする目的で実施した安定化で利用した段階と同じ段階を包含する。熱をかける段階を好適には約500ミリバールから約999ミリバールの真空下でか或はプレス、ニップローラーなどを用いてかけた圧力下で実施する。
【0108】
本方法は、更に、切断段階後であるが熱をかける段階の前に構造ファブリック積み重ね物を成形する段階も包含し得る。
【0109】
本方法で本発明の樹脂可溶熱可塑性繊維および補強用繊維のいずれかを当該硬化性樹脂マトリクスと一緒にする段階は適切な如何なる段階であってもよい。
【0110】
本発明の樹脂可溶熱可塑性ベールに、また、標準的な樹脂マトリクスにも接着剤にも含有させることができなかった修飾剤、例えば追加的強化剤、添加剤、硬化剤、金属フレーク、難燃剤、ナノ粒子などを担持させることも可能である。
【0111】
また、本発明を用い、追加的強化が要求される領域の中に熱可塑性強化ファブリックの追加的層を個別にレイアップする手段を用いることで複合材料の局所的強化もユニークに実施可能である。
【0112】
好適には、本樹脂可溶熱可塑性ベールに積層型の機械を用いた延伸を受けさせることで製品に損傷を与えることなくそれを構造補強用繊維と一緒にすることも可能である。
【0113】
本発明の樹脂可溶熱可塑性ベールは、硬化性樹脂マトリクス系と適合しかつそれを補完することを特徴とする。これに関して、前記樹脂マトリクスに更に適合または補完性熱可塑性強化材料を含有させることも可能であり、そのような材料は本ベールに入れる樹脂可溶熱可塑材と同じまたは異なる材料である。前記樹脂に取り込ませるそのような熱可塑材は可溶または不溶であってもよい。
【0114】
本発明の樹脂可溶熱可塑性重合体は、当該硬化性樹脂マトリクスに溶解することを特徴とする。そのような重合体は当該硬化性樹脂マトリクスに少なくともある程度溶解、好適には完全に溶解(溶融とは対照的に)し得、最も好適には、複合材料を製造するための補強用繊維と本発明を含有して成るプレフォームの中に注入する硬化性樹脂マトリクスに溶解し得る。従って、そのような溶解特性により、溶融し得る熱可塑材に比べて樹脂マトリクスの中への分配の調節がより高度になる。
【0115】
加うるに、そのような熱可塑性重合体を用いた製造では、その熱可塑性重合体を樹脂マトリクスの中に溶解させて拡散させるのに高い温度を必要としないことから、高い加工温度を必要とせずかつオートクレーブを用いた製造を回避することが可能になる。
【0116】
溶解が好適には当該樹脂が硬化する温度より低くかつ当該重合体が溶融する温度より低い溶解温度で起こるようにすべきである。
【0117】
そのような重合体要素は、好適には、溶解が本方法の予備段階中、樹脂注入後、温度を
ゲル化合体および/または硬化が始まる温度にまで上昇させている間に起こるに適する。
【0118】
そのような重合体要素を、硬化後の組成物が示す特性の点で単独で検出するのは実質的に不可能である。その重合体要素が硬化後の組成物の中に溶解していて物理的に個別の層として痕跡を残さないのが特に有利である。
【0119】
そのような重合体要素は好適には当該硬化性樹脂マトリクスと鎖連結して、結果としてもたらされる硬化複合材料の特性に貢献する。
【0120】
本発明の好適な態様では、そのような重合体要素の流動相が硬化性成分に溶解すると言った効果によって優れた分散を起こす。このことは特に結果としてもたらされる硬化複合製品の特性にとって重要である。その硬化複合製品全体を貫くように各座標のスキャンを同じにして座標上で取ったラマン分光測定は分散が完全であることを示している。
【0121】
このように、硬化サイクルを調節することによって、当該熱可塑性重合体が硬化性樹脂マトリクスの中で示す分散度合を前記重合体が完全に分散するか或は局所的に集中するように調節することができる。
【0122】
繊維の場合にそれが重合体要素として起こす相分離は溶解が完全であることを特徴とする。重合体要素の相転移、例えば溶解などは適切な技術、例えばTEM、SEM、中性子散乱などのいずれかを用いて測定または監視可能であり、本分野の技術者はそのような技術を用いて適切な重合体要素特性および硬化性樹脂マトリクス特性そして硬化組成物を商業的に生産しようとする場合の加工条件を決定することができるであろう。
【0123】
前記重合体は好適には相転移を起こすに適する、即ち当該樹脂マトリクスに温度(Ts)[これの範囲の少なくとも一部は前記樹脂マトリクスが硬化する温度(Tc)よりも低い]で少なくともある程度溶解するに適する。そのような重合体要素の構成では、それの溶解が速くなるか或は遅くなるようにする目的で熱伝導率が向上するか或は低下しかつ前記要素への熱伝達が速くなるか或は遅くなるように構成させてもよい。
【0124】
予備硬化の時間および温度が完全な溶解が起こるほどにならないことを確保するか或は好適には当該重合体を1種以上のさらなる不溶重合体、例えばランダムもしくはブロック共重合体の形態の不溶重合体と一緒にした混合物または共重合体としてか或は有機もしくは無機基質と一緒にした他の混合物または誘導体として供給することを通して、そのような重合体要素が相転移を完全またはある程度起こすようにすることができ、例えば完全に溶解するか或はある程度溶解(この場合、それの一部は前記マトリクスの中に分散しかつ一部はそれの基礎形態を保持している)することができる。このことは、当該重合体要素が硬化組成物の中で1種以上のさらなる重合体または他の可溶もしくは不溶有機もしくは無機基質と一緒になるようにしてもよいことを意味する。
【0125】
当該熱可塑性重合体および硬化性樹脂前駆体の化学的性質ばかりでなく必要な形態のいずれかの他のパラメーターを用いて熱硬化材/熱可塑材混合物の中の形態および相の大きさを調節することを通して、結果としてもたらされる硬化複合材料に望まれる強化度合を得る。
【0126】
本樹脂可溶熱可塑性ベールを樹脂注入方法で用いることで生じさせた複合材料は、熱可塑性重合体強化材料を相当する量で用いて生じさせた標準的プレプレグ系に比べて相当する粘り強さを示す。
【0127】
構造補強用繊維間に位置する樹脂マトリクスの中に熱可塑性重合体をそのようなパーセ
ントで溶解させることは、強化材料を構造補強用繊維の中に織り込むか或は硬化性樹脂マトリクスの中に前以て溶解させておいた場合に比べて驚くべきほど有利である。その理由は、そのような系の中に入っている熱可塑性強化材料の総量は標準的プレプレグ系のそれと同じであり得るが完成複合材料全体に渡る濃度、特にプライ間の濃度を調節することができることによる。本発明では、そのような熱可塑性重合体の分散度の調節を熱可塑性強化材料の濃度が構造補強用繊維プライ間が最大になり、構造補強繊維プライに近づくにつれて濃度が低くなり、繊維プライの中がほんの僅かになるように実施することができる。
【0128】
図1に、可能な重合体強化材料濃度勾配を示す。そのような強化材料濃度勾配によって強化の度合は構造補強用繊維プライの中よりも繊維プライ間の方が高くなり得る。
【0129】
図2に、重合体強化材料を補強用繊維層間にインターリーフとして存在させた系および存在させていない系の間を比較する粘り強さ試験データを示す。これは、本発明が示す強化能力が向上していることを示している。
【0130】
また、完成した複合材料にファスナー、開口部または他の形態の貫通部が要求される場合も本発明を用いることによる局所的強化が有効である。貫通部の回りに応力がかかることによって生じる亀裂の形態の弱い部分が複合材料の中に生じる。そのような弱い部分は1番目と2番目のプライの間に最も顕著に生じることが本技術分野で知られており、それは第一プライ破損(first−ply failure)として知られる。本発明は、そのような破損が起こり易い領域に局所的強化を与えることができ、特に不織強化材料のさらなる層を追加的に用いることで1番目のプライと2番目のプライの間に局所的強化を与えることができる。そのような追加的強化材料によって貫通部が原因で起こる亀裂および弱さが軽減される。
【0131】
この上で考察したように溶解した強化材料の濃度プロファイルが高くなる場所は追加的強化剤を加えた場所のみである。
【0132】
図3に、そのような局所的強化を示す。
【0133】
そのような形態の局所的強化を当該複合材料内の如何なる場所に組み込んでもよく、実際、当該複合材料全体に渡って局所的応力がかかる部位に組み込んでもよいことがさらなる理解である。
【0134】
本発明は、更に、結果としてもたらされる硬化複合材料を更に強化する目的で硬化サイクル中に鎖連結を起こさせるに適合し得る。鎖連結用成分を好適には式
B(Z)n
[式中、Bは、オリゴマーもしくはポリマーのバックボーンであるか、或は炭素原子数が1から10の脂肪族、脂環式もしくは芳香族炭化水素(場合によりヘテロ原子N、S、Oなどを含有していてもよくかつ場合により置換されていてもよい)であるか、或はC、O、S、Nまたは遷移金属核であるか、或は単結合であり、nは2から10000、好適には2から8または5から500または500から10000から選択される整数である]から選択する。
【0135】
従って、例えばメタアクリレート末端重合体と鎖連結用成分の間またはマレイミド末端重合体と鎖連結用成分の間またはオキサゾリン末端重合体と鎖連結用成分の間などの自己反応が可能であり、それらも本発明の範囲内であることは明らかであろう。
【0136】
好適な態様における反応性末端基はヒドロキシ基であり、これはエポキシである連結部位官能に相当し、それらの反応によって、必要に応じてヒドロキシもしくはエポキシ末端
基のいずれかを有する重合体内にヒドロキシエーテル結合がもたらされ、その重合体の数平均分子量が高くなる。別法として、反応性末端基がNH2で連結部位官能性が無水物の場合、それらの反応によって、NH2もしくは無水物末端基を有する重合体内にイミド結合がもたらされ、その重合体の数平均分子量が高くなる。別法として、反応性末端基がNH2で連結部位官能性がマレイミドである。前記の混合物を用いて反応性末端基連結部位組み合わせを多数含有する混合構造物を生じさせることができる。
【0137】
好適な連結用成分には、多官能のエポキシ樹脂、アミンおよび特にトリアジンおよび無水物が含まれる。適切なエポキシ樹脂およびアミンを本明細書の以下にマトリクス樹脂として定義する樹脂から選択し、好適にはMY0510、Epikote 828[O(CH2CH)CH2OPh]2C(CH3)2およびCymelクラスのエポキシド(Cymel 0510を包含)、ベンゾフェノンテトラカルボン酸二無水物(BTDA)[O(CO)2Ph]2COおよび無水マレイン酸から選択する。
【0138】
好適には、2種以上の重合体を含有して成る重合体要素に、非晶質重合体の混合物または共重合体または非晶質重合体と半結晶性重合体の混合物または共重合体を含める。これは加工温度が低いにも拘らず、優れた製品特性、例えば耐溶媒性などを保持しているマルチブロック組成物を生じさせることができる点で特に有利である。
【0139】
本発明は特に樹脂注入技術用プレフォームにとって有益である。本発明のさらなる面では、硬化性組成物用構造繊維層の間に位置させるに適した樹脂可溶熱可塑性ベールを提供し、これは、少なくとも1種の樹脂可溶重合体要素を構造要素、好適には補強用繊維と一緒に含有して成り、ここで、前記少なくとも1種の樹脂可溶重合体要素は固相状態で存在しかつこの要素を溶かし得る硬化性組成物の樹脂マトリクス成分との接触が前記硬化性成分が実質的にゲル化および/または硬化し始める温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している。
【0140】
そのような構造補強用繊維は、注入液状樹脂に適合し得る補強用構造ファブリックから複合材料を製造する技術で公知の種類のテキスタイル構造物のいずれであってもよい。適切なファブリックの種類または形態の例には、これらに限定するものでないが、あらゆる織ファブリック「これの例には、これらに限定するものでないが、ポラーウィーブ(polar weaves)、スパイラルウィーブおよびユニウィーブが含まれる]、あらゆる多軸ファブリック[これの例には、これらに限定するものでないが、多縦糸編ファブリック、ひだ無しファブリック(NCF)および多方向ファブリックが含まれる]、編みファブリック網組ファブリック、テイラードファイバープレースメントファブリック(tailored fiber placement fabrics)、例えばオンリーファイバープレースメント(only fiber placement)およびエンブロイダードファブリック(embroiderd fabrics)など、あらゆる不織ファブリック[これの例には、これらに限定するものでないが、マットファブリック、フェルト、ベールおよび細断ストランドマットおよびファブリック(それらの組み合わせで構成されている)が含まれる]が含まれる。
【0141】
補強用構造ファブリックを構成する繊維は、複合材料技術で公知の如何なる種類の繊維であってもよく、その例には、これらに限定するものでないが、紡績ストランド、押出し加工ストランド、キャストストランド、連続繊維、ランダム繊維、不連続繊維、細断繊維、ホイスカ、フィラメント、リボン、テープ、中空繊維およびこれらの組み合わせが含まれる。そのような繊維を構成し得る適切な材料には、これらに限定するものでないが、炭素、アラミド、石英、ホウ素、ガラス、ポリエチレン、ポリベンゾアゾール、ポリ(p−フェニレン−2,6−ベンゾビスオキサゾール)ポリベンゾチアゾールアルミナ、ジルコニア、炭化ケイ素、ポリ{2,6−ジイミダゾール[4,5−b:4’s’−e]ピリジニレン−1,4(2,5−ジヒドロキシ)フェニレン}(AkZO Nobel Central Research、オランダから商業的に入手可能なPIPD)、グラファイトおよび玄武岩およびこれらの組み合わせから成る群から選択したそれらが含まれる。
【0142】
本発明に関連して用いる構造補強用繊維層の調製は、例えば縫い合わせおよび織りを所望様式で注文に合わせて受けさせておいてもよい一巻のファブリックとして連続様式で実施可能である。
【0143】
本明細書の上で定義した如き構造補強用繊維を短くするか或は細断して典型的に平均繊維長を2cm以下、例えば約6mmなどにしてもよい。別法として、好適には、その繊維は連続的であり、例えば、一方向に位置する繊維または織ファブリックなどであってもよい、即ち構造補強用繊維と樹脂マトリクスの複合材料がプレプレグを形成している。短および/または細断繊維と連続繊維の両方の組み合わせを用いることも可能である。その繊維にサイズ処理(sized)を受けさせてもよいか或は受けさせなくてもよい。
【0144】
構造補強用繊維の濃度を典型的にはプレプレグの5から35、好適には少なくとも20重量%にする。構造用途の場合には、連続繊維、例えばガラスまたは炭素などを特に30から70、より特別には50から70体積%用いるのが好適である。
【0145】
そのような構造補強用繊維は有機物、特に剛性重合体、例えばポリパラフェニレンテレフタルアミドなどまたは無機物であってもよい。無機繊維の中で、ガラス繊維、例えば「E」または「S」など、またはアルミナ、ジルコニア、炭化ケイ素、他の複合セラミックまたは金属を用いてもよい。非常に適切な補強用繊維は炭素、特にグラファイトとしての炭素である。本発明で用いるに特に有用であることを確認したグラファイト繊維は、Cytec Carbon Fibersが商標T650−35、T650−42、T40/800およびT300の下で供給している繊維、Torayが商標T300、T700、T800−HBおよびT1000の下で供給している繊維、そしてHexcelが商標AS4、AU4、AS7、IM8およびIM7およびHTAの下で供給している繊維、そしてTobo−Tenaxが商標HTA、HTSおよびIMS繊維の下で供給している繊維である。
【0146】
有機もしくは炭素繊維に好適にはサイズ処理を受けさせないか或は構造補強用繊維および熱硬化性/熱可塑性の硬化性組成物の両方と不利な反応も結合も起こすことなく液状の硬化性組成物に溶解する意味で本発明に従う硬化性組成物と適合する材料を用いたサイズ処理を受けさせる。特に、サイズ処理を受けさせていないか或はエポキシ樹脂前駆体を用いたサイズ処理を受けさせておいた炭素またはグラファイト繊維が好適である。無機繊維には、好適には、構造補強用繊維および硬化性組成物の両方と結合する材料を用いたサイズ処理を受けさせる。
【0147】
そのような硬化性樹脂マトリクス組成物は、本技術分野で用いるに適することが知られている適切な樹脂のいずれであってもよいが、好適には、周囲温度で液状またはペースト状の組成物であり、それを好適には当該樹脂が硬化する温度に等しいか或はそれ以下であるが樹脂可溶熱可塑性重合体が溶融する温度より低い温度にまで上昇した時に前記樹脂可溶熱可塑性重合体を完全に溶かすように、前記樹脂可溶熱可塑性重合体として用いるに適した材料を選択することに関連させて選択する。特に熱硬化性樹脂が好適である。
【0148】
そのような硬化性樹脂マトリクス組成物は好適にはエポキシ樹脂であり、これは複合材料製造用の構造補強用ファブリックの中に注入するに適することが知られている如何なるエポキシ樹脂からも選択可能である。
【0149】
そのような硬化性樹脂マトリクス組成物を好適にはエポキシ樹脂、付加重合樹脂、特にビス−マレイミド樹脂、ホルムアルデヒド縮合樹脂、特にホルムアルデヒド−フェノール樹脂、シアネート樹脂、イソシアネート樹脂、フェノール樹脂、ポリエステル樹脂、ビニルエステル樹脂およびこれらの2種以上の混合物から成る群から選択するが、これは好適には芳香族ジアミン、芳香族モノ第一級アミン、アミノフェノール、多価フェノール、多価アルコール、ポリカルボン酸、シアン酸エステル樹脂、ベンゾイミダゾール、ポリスチリルピリジン、ポリイミドまたはフェノール樹脂などまたはこれらの混合物から成る群の化合物の中の1種以上のモノもしくはポリ−グリシジル誘導体から誘導されたエポキシ樹脂である。付加重合樹脂の例はアクリル、ビニル、ビス−マレイミドおよび不飽和ポリエステルである。ホルムアルデヒド縮合樹脂の例は尿素、メラミンおよびフェノールである。
【0150】
より好適には、そのような硬化性樹脂マトリクス組成物は少なくとも1種のエポキシ、シアン酸エステルまたはフェノール樹脂前駆体を含有して成っていて周囲温度で液状の組成物、例えばヨーロッパ特許出願第0311349号、ヨーロッパ特許出願第0365168号、ヨーロッパ特許出願第91310167.1号またはPCT/GB95/01303に開示されている如き組成物である。そのような熱硬化材は、好適には、エポキシまたはシアン酸エステル樹脂またはこれらの混合物である。
【0151】
エポキシ樹脂は、50℃における粘度が10−20Pa sのN,N,N’,N’−テトラグリシジルジアミノジフェニルメタン[例えばCiba−Geigyが販売している「MY 9663」、「MY 720」または「MY 721」(MY 721は、MY
720の低粘度バージョンであり、より高い温度で使用するように考案されたものである)]、110℃における粘度が18−22ポイズのN,N,N’,N−テトラグリシジル−ビス(4−アミノフェニル)−1,4−ジイソ−プロピルベンゼン[例えばShell Chemical Co.が販売しているEpon 1071]、110℃における粘度が30−40ポイズのN,N,N’,N’−テトラグリシジル−ビス(4−アミノ−3,5−ジメチルフェニル)−1−,4−ジイソプロピルベンゼン[例えばShell Chemical Co.が販売しているEpon 1072]、25℃における粘度が0.55−0.85Pa s、好適には25℃の粘度が8−20Paのp−アミノフェノールトリグリシジルエーテル[例えばCiba−Geigyが販売している「MY 0510」](好適には、これが使用するエポキシ成分の少なくとも25%を構成するようにする)、ビスフェノールAのジグリシジルエーテルが基になった材料、例えば2,2−ビス(4,4’−ジヒドロキシフェニル)プロパン[例えばDowが販売している「DE R 661」またはShellが販売している「Epikote 828」]、および25℃の粘度が好適には8−20Pa sのNovolak樹脂、フェノールNovolak樹脂のグリシジルエーテル(例えばDowが販売している「DEN 431」または「DEN 438」)(本発明に従う組成物を生じさせる時に好適な低粘度種類の変形)、1,2−フタル酸ジグリシジル、例えばGLY CEL A−100など、ジヒドロキシジフェニルメタン(ビスフェノールF)のジグリシジル誘導体(例えばCiba Geigyが販売している「PY 306」)(これは低粘度の種類である)から選択可能である。他のエポキシ樹脂前駆体には、脂環式化合物、例えば3’,4’−エポキシシクロヘキシル−3,−4−エポキシシクロヘキサンカルボキシレート(例えばCiba Geigyが販売している「CY 179」)およびUnion Carbide Corporationの「Bakelite」範囲内の前駆体が含まれる。
【0152】
シアン酸エステル樹脂は、一般式NCOAr(YxArm)qOCN[式中、Arは単一もしくは縮合芳香もしくは置換芳香族、およびこれらの組み合わせ(これらの間の核はオルソ、メタおよび/またはパラ位に連結している)であり、そしてx=0から2以下であり、そしてmおよびqは独立して0から5である]で表される1種以上の化合物および
これらのオリゴマーおよび/またはポリシアン酸エステルおよびこれらの組み合わせから選択可能である。前記Yは、酸素、カルボニル、硫黄、酸化硫黄、化学結合、オルソ、メタおよび/またはパラ位に連結している芳香族、および/またはCR2[ここで、R1およびR2は、水素、ハロゲン置換アルカン、例えばフッ素置換アルカンおよび/または置換芳香族および/または炭化水素単位などであり、ここで、前記炭化水素単位は単結合または多重結合しており、各R1およびR2の炭素原子数は20以下である]、およびP(R3R4R’4R5)[ここで、R3はアリル、アリールアルコキシまたはヒドロキシであり、R’4はR4に相当してもよく、単結合の酸素または化学結合であってもよく、そしてR5は二重結合の酸素または化学結合である]、またはSi(R3R4R’4R6)[ここで、R3およびR4、R’4は、この上に示したP(R3R4R’4R5)で定義した通りであり、そしてR5は、この上に示したR3と同様に定義される]から成る群から選択した連結単位である。市販のシアン酸エステルには、フェノール/ホルムアルデヒドから誘導されたNovolakのシアン酸エステルまたはこれのジシクロペンタジエン誘導体が含まれ、それの例はDow Chemical Companyが販売しているXU71787および低粘度のシアン酸エステル、例えばL10(Lonza、Ciba−Geigy、ビスフェノールから誘導)である。
【0153】
フェノール樹脂は、アルデヒド、例えばメタナール、エタナール、ベンズアルデヒドまたはフルフロアルデヒドなどとフェノール、例えばフェノール、クレゾール、二価フェノール、クロロフェノールおよびC1−9アルキルフェノール、例えばフェノール、3−および4−クレゾール(1−メチル、3−および4−ヒドロキシベンゼン)、カテコール(2−ヒドロキシフェノール)、レゾルシノール(1,3−ジヒドロキシベンゼン)およびキノール(1,4−ジヒドロキシベンゼン)などから誘導されたアルデヒド縮合樹脂のいずれからも選択可能である。フェノール樹脂は好適にはクレゾールおよびノボラックフェノールを含有して成る。
【0154】
適切なビスマレイミド樹脂は、マレイミド基を反応性官能として含有する熱可塑性樹脂である。本明細書で用いる如き用語「ビスマレイミド」は、特に明記しない限り、モノ−、ビス−、トリス−、テトラキス−および官能性がより高いマレイミドに加えてこれらの混合物も包含する。平均官能性が約2のビスマレイミド樹脂が好適である。そのようにして定義した如きビスマレイミド樹脂の調製は、無水マレイン酸もしくは置換無水マレイン酸、例えば無水メチルマレイン酸などと芳香族もしくは脂肪族ジ−もしくはポリアニリンの反応で実施される。そのような合成の例を例えば米国特許第3,018,290号、3,018,292号、3,627,780号、3,770,691号および3,839,358号に見ることができる。また、ジ−もしくはポリアミンを用いて同様な様式で調製される密に関連したナジシミド樹脂も有用であり、その場合の調製では、無水マレイン酸の代わりに無水マレイン酸または置換無水マレイン酸のディールスアルダー反応生成物がジエン、例えばシクロペンタジエンなどと一緒に用いられる。本明細書および本請求項で用いる如き用語「ビスマレイミド」はナジシミド樹脂を包含する。
【0155】
好適なジ−もしくはポリアミン前駆体には、脂肪族および芳香族ジアミンが含まれる。そのような脂肪族ジアミンは直鎖、分枝または環式であってもよくかつヘテロ原子を含有していてもよい。そのような脂肪族ジアミンの多くの例をこの上で引用した文献の中に見ることができる。特に好適な脂肪族ジアミンはヘキサンジアミン、オクタンジアミン、デカンジアミン、ドデカンジアミンおよびトリメチルヘキサンジアミンである。
【0156】
芳香族ジアミンは単核もしくは多核であってもよくかつ更に縮合環系を含有していてもよい。好適な芳香族ジアミンはフェニレンジアミン、トルエンジアミン、いろいろなメチレンジアニリン、特に4,4’−メチレンジアニリン、ナフタレンジアミン、式H2N−Ar[X−Ar]nNH2[式中、Arは、各々個別に、単核もしくは多核アリーレン基
であってもよく、Xは、各々個別に、−O−、−S−、−CO2、−SO2−、−O−CO−、C1−C10低級アルキル、C1−C10ハロゲン置換アルキル、C2−C10低級アルキレンオキシ、アリーレンオキシ、ポリオキシアルキレンまたはポリオキシアリーレンであってもよく、そしてnは約1から10の整数である]に相当するか或は類似したいろいろなアミノ末端ポリアリーレンオリゴマー、および第一級アミノアルキル末端ジ−およびポリシロキサンである。
【0157】
特に、数種のビスマレイミドを含有するビスマレイミド「共晶」樹脂混合物が有用である。そのような混合物が示す融点は一般に個々のビスマレイミドが示すそれよりもかなり低い。そのような混合物の例を米国特許第4,413,107号および4,377,657号に見ることができる。そのような共晶混合物は商業的に数種入手可能である。
【0158】
前記樹脂可溶重合体要素および溶解用マトリクスを好適には所望の温度で所望時間内に溶解するばかりでなくまた必要ならば良好なマトリクス注入、分散、形態、例えば相分離および痕跡のない分散などをもたらす「溶液対」として選択する。適切な溶液対には、良好な注入および迅速な溶解を示しかつ当該樹脂可溶重合体要素と適合する低粘度の硬化性樹脂マトリクス組成物が含まれる。機械的特性が向上するように相分離を起こさせる必要がある場合には、別法としてか或は追加的に、あまり相溶しない樹脂を用いることも可能である。この上に示した特性を単一の樹脂を用いたのでは得られない場合には、各々が前記特性の中のいくつかの特性に貢献する粘度が異なる樹脂の組み合わせを用いることも可能である。
【0159】
また、本発明と一緒に硬化剤、例えば公知の熱硬化材用硬化剤、例えばヨーロッパ特許出願第0311349号、ヨーロッパ特許出願第91310167.1号、ヨーロッパ特許出願第0365168号またはPCT/GB95/01303(これらは引用することによって本明細書に組み入れられる)に開示されている如きエポキシ硬化剤、例えばアミノ基1個当たりの分子量が500以下のアミノ化合物、例えば芳香族アミンまたはグアニジン誘導体などのいずれかを導入することも可能である。特別な例は3,3’−および4−,4’−ジアミノジフェニルスルホン(商業源から「DDS」として入手可能)、メチレンジアニリン、ビス(4−アミノ−3,5−ジメチルフェニル)−1,4ジイソプロピルベンゼン(Shell Chemical Co.からEPON 1062として入手可能)、ビス(4−アミノフェニル)−1,4−ジイソプロピルベンゼン(Shell Chemical Co.からEPON 1061として入手可能)、4−クロロフェニル−N,N−ジメチル−尿素、例えばMonuronなど、3,4−ジクロロフェニル−N,N−ジメチル−尿素、例えばDiuronなど、およびジシアノジアミン(Pacific Anchor Chemicalから「Amicure CG 1200」として入手可能)である。必要ならば、他の標準的なエポキシ硬化剤、例えば脂肪族ジアミン、アミド、無水カルボン酸、カルボン酸およびフェノールなどを用いることも可能である。ノボラックフェノール樹脂を主熱硬化成分として用いる時には、典型的に、ホルムアルデヒド生成剤、例えばヘキサメチレンテトラアミン(HMT)などを硬化剤として用いる。
【0160】
本発明の好適な態様に触媒を導入することも可能である。この場合に用いる硬化用触媒に、好適には、通常の触媒の代わりにか或はそれに加えて、アミン官能を有するルイス酸を含める。
【0161】
そのような触媒は、好適には、式:
LXnR
[式中、LXnはルイス酸でありそしてRはアミンである]
で表される。Lを好適には元素周期律表のIIb、IIIb、VIII族から選択し、そ
してXはハロゲンである。
【0162】
好適な触媒は、BF3、BCl3、AlF3、FeF3、ZnF2をルイス酸成分として含有しかつ第一級もしくは第二級脂肪族もしくは芳香族アミン、例えばモノエチルアミン(mea)、ジメチルアミン(dma)、ベンジルアミン(bea)またはピペリジンなどを含有する。
【0163】
本発明を用いて複合材料を製造することができ、好適には本技術分野で公知の方法で得た樹脂を注入することで製造することができ、この場合、構造補強用繊維(乾燥)と少なくとも1種の樹脂可溶熱可塑性ベール要素を含有して成る担体構造物をバッグ、鋳型またはツールの中に入れることでプレフォームを生じさせそしてその一緒にした構造補強用繊維とベールの中に硬化性樹脂マトリクス組成物を直接導入/注入する。
【0164】
そのプレフォームの成形、導入/注入そして硬化を好適には本明細書の上に示した如き樹脂トランスファー成形(RTM)、液体樹脂注入(LRI)、軟質工具を用いた樹脂注入(RIFT)、真空補助樹脂トランスファー成形(VARTM)、樹脂フィルム注入(RFI)などの如き加工技術を用いて実施する。
【0165】
そのような方法に、適切には、硬化性樹脂マトリクス組成物を減圧下で注入する予備段階の後に空隙部が減少するように空気を追い出す脱気段階を含める。その脱気を伝統的に高圧下で実施する。
【0166】
前記樹脂可溶熱可塑性ベール要素は、周囲または減圧下で実施する樹脂注入および脱気の初期段階中には固体形態のままであるが、その後、外部の圧力をかけなくても重合体繊維が痕跡なしに溶解して分散することで液相成分が圧縮され、その後にゲル化による合体および硬化が始まる。外部の圧力をかけると性能が単純に向上するが、しかしながら、そのような配置にするとオートクレーブなどを用いる必要なく大型のパネルを固化させることができることが特に有利である。
【0167】
このような態様では、樹脂可溶熱可塑性繊維を適切には2から50重量%、好適には2から40重量%、より好適には4から16重量%の量で存在させる。
【0168】
加うるに、そのような形態にすると樹脂注入中に通路が開放かつ奇麗なままであることから樹脂がパネル全体に渡って迅速かつ均一に注入されるに役立つことも有利である。
【0169】
本発明の方法に、適切には、相転移が起こるようにそれに300℃以下、例えば60℃から200℃、より好適には75℃から150℃の範囲の高温を45分以内、好適には0.5から35分間受けさせることを含める。容易に溶解する重合体要素、例えばMWが低い重合体要素などを有効な硬化性成分である溶媒中に容易に溶解する濃度で存在させる時の相転移に特に適した温度は100℃−150℃の範囲であり、そして容易には溶解しない重合体要素の場合に適した温度は150℃から300℃の範囲内の温度である。適切な高温を相転移が必要な時間内に起こるに必要な範囲になるように選択し、例えば、所定の軟質重合体要素に135から170℃の範囲内の高温を2−10分間受けさせてもよいか、125から135℃の高温を5−30分間受けさせてもよいか、或は105から125℃の高温を10−40分間受けさせてもよい。
【0170】
必要な注入、脱気および硬化条件に相当する周囲もしくは高圧下で相転移を起こさせてもよい。
【0171】
本方法に、相転移後にゲル化または硬化を開始させる目的で更に高温にすることを含め
る。ゲル化を公知様式で予備硬化に相当する範囲内の温度で起こさせることができる。ゲル化の後、好適には、更に高温にして硬化を起こさせるか、或はゲル化した組成物を後で硬化させる目的で冷却することも可能であり、例えばゲル化または硬化をオートクレーブまたは鋳型の中で実施する場合には、その組成物をオートクレーブまたは鋳型から取り出した後に硬化を周囲圧力の普通のオーブン内で継続して起こさせてもよい。
【0172】
ゲル化または硬化を公知手段を用いて適切には高温高圧下で適切な時間実施するが、それに必要に応じて温度を上昇させそして保持することを含めてもよい。適切なゲル化もしくは硬化サイクルは、同じ種類の成分を同じ量で含有して成る通常の組成物の場合のそれに相当し、そのような組成物に存在する軟質重合体要素の量の計算を例示している説明および実施例が参考になる。
【0173】
硬化を好適には例えば150℃から400℃の範囲の温度で1−4時間実施する。加うるに、本方法にTgなどの如き特性が向上するように後硬化を適切な条件下で実施することを含めることも可能である。
【0174】
ゲル化または硬化は本明細書の上に定義した如き触媒を用いて実施可能であり、それは温度を高くすると活性化されかつ活性化温度より低い温度にまで冷却すると硬化が停止する。
【0175】
その工程を実時間で監視してもよいが、好適には、所定組成物に適切な反応時間および温度を前以て決めておく、例えばサンプルを調製しそしてゲル化または硬化が完了した後の溶液または分散液を例えばラマン分光法などを用いて分析することなどで前以て決めておく。
【0176】
ここに、本発明を以下の実施例を参照することで非限定様式で例示する。
【実施例1】
【0177】
(ベールの製造)
PES重合体から作成した54texの繊維を回転式ブレードチョッパーで細断して平均の繊維長を8mmにする。次に、その細断した繊維を手で剥離フィルムの上に分散させた後、プレスの熱板の間に置いて15バールのピストン圧力を用いて180℃で1時間プレスする。次に、前記熱板を60℃に冷却した後、その結果として生じた生成物を取り出す。その生成物の寸法は15x15”でAWは60gsmである。そのベールは安定でありかつ製造中に加工の目的で取り扱い可能である。
【実施例2】
【0178】
(ベールの溶解)
この上に示した実施例で作成したベール(AW=60gsm)のサンプルを10グラム計り取って、このベールを30gのCycom(商標)977 20樹脂の中に浸漬することで前記樹脂と一緒にする。次に、そのベール/樹脂組み合わせを130℃のオーブンに1時間入れる。次に、その結果として生じた生成物を顕微鏡下で観察する。その顕微鏡による観察によって均一な溶体であることが分かり、溶解していない繊維は痕跡量も存在せずまた熱可塑材も高濃度で存在しないことを見ることができる。
【実施例3】
【0179】
(複合材料の製造)
HTA−6K−370 GSM 5HS炭素ファブリックの層間に不織ファブリックをインターリーフとして入れることでVf=55%で樹脂中の目標熱可塑材含有量が25重量%(ファブリック中54gsm)のRTMパネルを製造する。図4に前記樹脂注入工程
を例示する一方で図5にベールおよび補強用繊維の配向を示す。
【0180】
これらの結果は、不織樹脂可溶ベールを用いて不織ベールを挿入した時の衝撃後圧縮(compression after impact)(CAI)試験の値は伝統的強化プレプレグ系のそれに相当することを示している。鍵となる機械的特性を試験し、その結果を以下の表1に報告する。
【0181】
【表1】
【実施例4】
【0182】
(プレフォームの安定化)
樹脂可溶熱可塑性PES重合体ベールを補強用炭素繊維と接触させて前記PES重合体ベールを補強用炭素ファブリックと接着させることで樹脂注入用の安定化プレフォームを生じさせた。
【0183】
PES重合体ベールの層と補強用炭素ファブリックの層を加圧ローラーと熱板の間に送った。図6に、そのように本発明の熱可塑性重合体ベールを用いてプレフォームを安定化させる工程を例示する。この工程のライン速度を約1.7フィート/分にし、熱ローラーの温度T1を約163℃にしそして冷ローラーの温度T2を約21℃にした。前記ローラーの全部にかけた圧力P1、P2およびP3はそれぞれ100psiであった。
【0184】
そのような工程により、プレフォームの炭素繊維/熱可塑性重合体ベールの面内安定化がもたらされかつ樹脂注入技術を用いて複合材料を製造する前に実施する次の熱接着、安定化および乾燥ファブリック積み重ね品の予備成形を行うことが可能になった。
【図面の簡単な説明】
【0185】
【図1】図1に、本発明の強化要素を硬化性樹脂の中に拡散[構造補強用繊維のプライ間の強化材料濃度が高くなる(これが最も好適である)ように調節することができる]させることで構造補強用繊維のプライの間に位置させた後の濃度勾配を示す。
【図2】図2に、本樹脂可溶熱可塑性ベールを樹脂注入複合材料部品で用いて製造した複合材料が向上した粘り強さを示すことを裏付けるデータを示す。
【図3】図3に、本発明を局所的強化の目的で用いることを示す。
【図4】図4に、樹脂注入技術を用いて本発明の樹脂可溶熱可塑性ベールを組み込んだ複合材料の製造を示す。
【図5】図5に、構造補強用繊維のプライ間に位置させた本発明の樹脂可溶熱可塑性ベールの詳細なレイアップを示す。
【図6】図6に、本発明の樹脂可溶熱可塑性ベールを用いて構造補強用繊維プライに安定化を受けさせて安定なプレフォームを生じさせる工程を示す。
【特許請求の範囲】
【請求項1】
複合材料製造用熱可塑性強化要素であって、樹脂可溶熱可塑性繊維を多数含有して成る強化要素。
【請求項2】
前記多数の樹脂可溶熱可塑性繊維がベールが生じるように互いに無作為に接着している請求項1記載の強化要素。
【請求項3】
前記ベールが面重量が約5から約80gsmであることで特徴づけられる請求項2記載の強化要素。
【請求項4】
局所的強化に適した請求項2記載の強化要素。
【請求項5】
前記繊維が1番目の樹脂可溶熱可塑性材料および2番目の樹脂可溶熱可塑性材料を含有して成る請求項1記載の強化要素。
【請求項6】
前記1番目の樹脂可溶熱可塑性材料と前記2番目の樹脂可溶熱可塑性材料が同じである請求項5記載の強化要素。
【請求項7】
前記1番目の材料と前記2番目の材料が異なる請求項5記載の強化要素。
【請求項8】
前記樹脂可溶熱可塑材がセルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせから成る群から選択される請求項1記載の強化要素。
【請求項9】
硬化性樹脂マトリクスの2番目の硬化温度より低い1番目の温度で、前記繊維が硬化性樹脂マトリクスに溶解する、請求項1記載の強化要素。
【請求項10】
前記溶解した繊維が、前記硬化性樹脂マトリクスと、前記硬化性樹脂マトリクスが示す2番目の硬化温度で鎖連結し得る、請求項1記載の強化要素。
【請求項11】
前記樹脂可溶熱可塑性繊維が、固相状態にありかつ前記熱可塑性繊維を溶かし得る硬化性樹脂マトリクスとの接触が前記硬化性樹脂マトリクスが実質的に硬化し始める2番目の温度より低い実質的な溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、請求項1記載の強化要素。
【請求項12】
前記繊維が修飾剤を担持するに適する請求項1記載の強化要素。
【請求項13】
硬化性組成物用強化要素であって、補強用繊維層間に位置するに適した樹脂可溶熱可塑性ベールを含有して成っていて、前記樹脂可溶熱可塑性ベールが固相状態にありかつこれを溶かし得る硬化性組成物との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める2番目の温度より低くかつ前記樹脂可溶熱可塑性ベールが実質的に溶融する3番目の温度より低い実質的な溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、強化要素。
【請求項14】
前記補強用繊維層がプレフォームを形成しており、そして前記樹脂可溶熱可塑性ベール
が前記プレフォームを安定化させ得る、請求項13記載の強化要素。
【請求項15】
強化要素の製造方法であって、
樹脂可溶熱可塑材をヒートブロー押出し加工してスレッドを生じさせ、
前記スレッドをマンドレルの上に分配し、
前記スレッドを前記マンドレル上で加熱することでベールを生じさせ、
前記ベールを冷却する、
段階を含んで成る製造方法。
【請求項16】
前記スレッドが連続的である請求項15記載の製造方法。
【請求項17】
前記スレッドを細断して多数の細断繊維を生じさせる請求項15記載の製造方法。
【請求項18】
複合材料製造用プレフォームであって、
補強用繊維を含有して成る構成成分、
樹脂可溶熱可塑性繊維を含有して成る強化要素、
を含有して成っていて前記強化要素が前記構成成分と接触している不織ベールの形態である複合材料製造用プレフォーム。
【請求項19】
前記構成成分が多数の隣接して位置する補強用繊維層の形態で与えられており、かつ前記強化要素が対の隣接して位置する補強用繊維層の間に位置する多数のベールの形態で与えられている、請求項18記載の複合材料製造用プレフォーム。
【請求項20】
樹脂注入に適した請求項18記載の複合材料製造用プレフォーム。
【請求項21】
安定化を受けている請求項18記載の複合材料製造用プレフォーム。
【請求項22】
前記強化要素が、固相状態にありかつこれと硬化性樹脂マトリクスの接触が前記強化要素が実質的な溶解を起こす2番目の温度より低い1番目の樹脂注入温度で生じた時点で可溶層の中に実質的に存在したままであるに適している、請求項18記載の複合材料製造用プレフォーム。
【請求項23】
前記強化要素が、固相状態にありかつこれを溶かし得る硬化性樹脂マトリクスとの接触が硬化が実質的に始まる2番目の温度より低い溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、請求項18記載の複合材料製造用プレフォーム。
【請求項24】
前記強化要素と前記硬化性樹脂マトリクスの反応が前記2番目の温度で実質的に起こる請求項23記載の複合材料製造用プレフォーム。
【請求項1】
複合材料製造用熱可塑性強化要素であって、樹脂可溶熱可塑性繊維を多数含有して成る強化要素。
【請求項2】
前記多数の樹脂可溶熱可塑性繊維がベールが生じるように互いに無作為に接着している請求項1記載の強化要素。
【請求項3】
前記ベールが面重量が約5から約80gsmであることで特徴づけられる請求項2記載の強化要素。
【請求項4】
局所的強化に適した請求項2記載の強化要素。
【請求項5】
前記繊維が1番目の樹脂可溶熱可塑性材料および2番目の樹脂可溶熱可塑性材料を含有して成る請求項1記載の強化要素。
【請求項6】
前記1番目の樹脂可溶熱可塑性材料と前記2番目の樹脂可溶熱可塑性材料が同じである請求項5記載の強化要素。
【請求項7】
前記1番目の材料と前記2番目の材料が異なる請求項5記載の強化要素。
【請求項8】
前記樹脂可溶熱可塑材がセルロース誘導体、ポリエステル、ポリアミド、ポリイミド、ポリカーボネート、ポリウレタン、ポリ(メタアクリル酸メチル)、ポリスチレン、ポリ芳香族、ポリエステルアミド、ポリアミドイミド、ポリエーテルイミド、ポリアラミド、ポリアリーレート、ポリアクリレート、ポリ(エステル)カーボネート、ポリ(メタアクリル酸メチル/アクリル酸ブチル)、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルスルホンポリエーテルスルホン−エーテルケトンおよびこれらの共重合体および組み合わせから成る群から選択される請求項1記載の強化要素。
【請求項9】
硬化性樹脂マトリクスの2番目の硬化温度より低い1番目の温度で、前記繊維が硬化性樹脂マトリクスに溶解する、請求項1記載の強化要素。
【請求項10】
前記溶解した繊維が、前記硬化性樹脂マトリクスと、前記硬化性樹脂マトリクスが示す2番目の硬化温度で鎖連結し得る、請求項1記載の強化要素。
【請求項11】
前記樹脂可溶熱可塑性繊維が、固相状態にありかつ前記熱可塑性繊維を溶かし得る硬化性樹脂マトリクスとの接触が前記硬化性樹脂マトリクスが実質的に硬化し始める2番目の温度より低い実質的な溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、請求項1記載の強化要素。
【請求項12】
前記繊維が修飾剤を担持するに適する請求項1記載の強化要素。
【請求項13】
硬化性組成物用強化要素であって、補強用繊維層間に位置するに適した樹脂可溶熱可塑性ベールを含有して成っていて、前記樹脂可溶熱可塑性ベールが固相状態にありかつこれを溶かし得る硬化性組成物との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める2番目の温度より低くかつ前記樹脂可溶熱可塑性ベールが実質的に溶融する3番目の温度より低い実質的な溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、強化要素。
【請求項14】
前記補強用繊維層がプレフォームを形成しており、そして前記樹脂可溶熱可塑性ベール
が前記プレフォームを安定化させ得る、請求項13記載の強化要素。
【請求項15】
強化要素の製造方法であって、
樹脂可溶熱可塑材をヒートブロー押出し加工してスレッドを生じさせ、
前記スレッドをマンドレルの上に分配し、
前記スレッドを前記マンドレル上で加熱することでベールを生じさせ、
前記ベールを冷却する、
段階を含んで成る製造方法。
【請求項16】
前記スレッドが連続的である請求項15記載の製造方法。
【請求項17】
前記スレッドを細断して多数の細断繊維を生じさせる請求項15記載の製造方法。
【請求項18】
複合材料製造用プレフォームであって、
補強用繊維を含有して成る構成成分、
樹脂可溶熱可塑性繊維を含有して成る強化要素、
を含有して成っていて前記強化要素が前記構成成分と接触している不織ベールの形態である複合材料製造用プレフォーム。
【請求項19】
前記構成成分が多数の隣接して位置する補強用繊維層の形態で与えられており、かつ前記強化要素が対の隣接して位置する補強用繊維層の間に位置する多数のベールの形態で与えられている、請求項18記載の複合材料製造用プレフォーム。
【請求項20】
樹脂注入に適した請求項18記載の複合材料製造用プレフォーム。
【請求項21】
安定化を受けている請求項18記載の複合材料製造用プレフォーム。
【請求項22】
前記強化要素が、固相状態にありかつこれと硬化性樹脂マトリクスの接触が前記強化要素が実質的な溶解を起こす2番目の温度より低い1番目の樹脂注入温度で生じた時点で可溶層の中に実質的に存在したままであるに適している、請求項18記載の複合材料製造用プレフォーム。
【請求項23】
前記強化要素が、固相状態にありかつこれを溶かし得る硬化性樹脂マトリクスとの接触が硬化が実質的に始まる2番目の温度より低い溶解が起こる1番目の温度で生じた時点で相転移を少なくともある程度起こして液相になるに適している、請求項18記載の複合材料製造用プレフォーム。
【請求項24】
前記強化要素と前記硬化性樹脂マトリクスの反応が前記2番目の温度で実質的に起こる請求項23記載の複合材料製造用プレフォーム。
【図1】

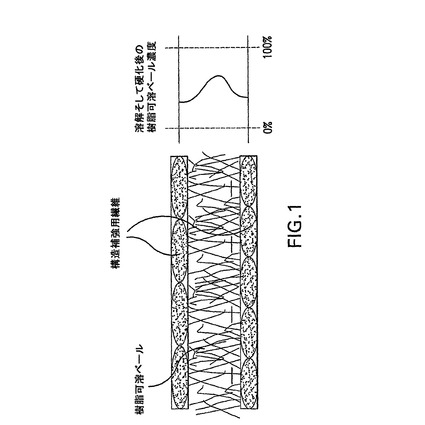
【図2】
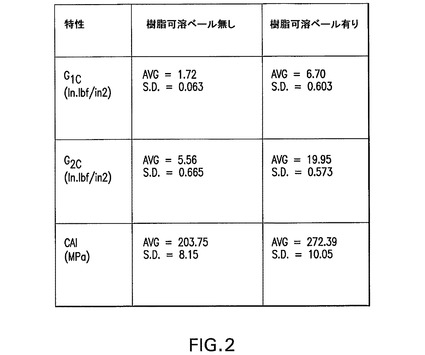
【図3】
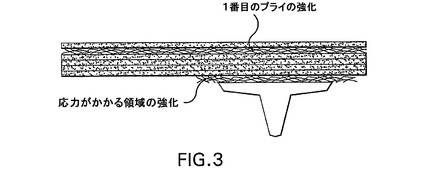
【図4】
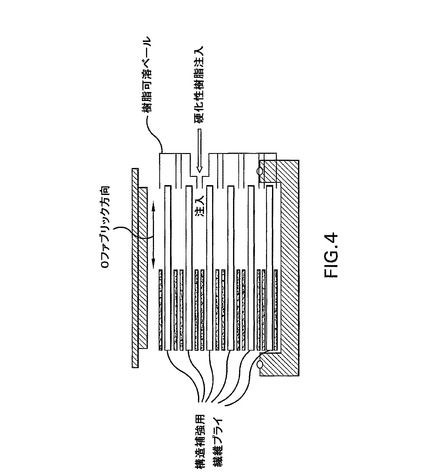
【図5】
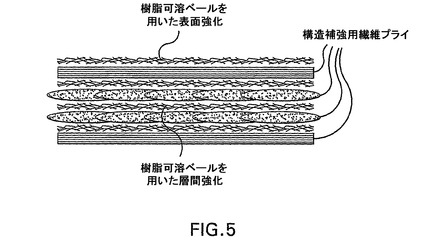
【図6】
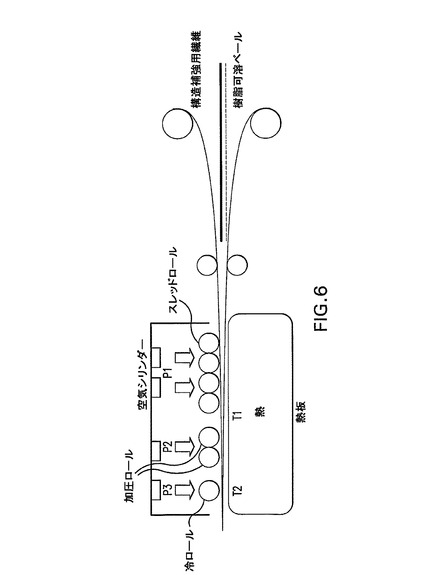
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2008−540766(P2008−540766A)
【公表日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願番号】特願2008−511213(P2008−511213)
【出願日】平成18年5月8日(2006.5.8)
【国際出願番号】PCT/US2006/017604
【国際公開番号】WO2006/121961
【国際公開日】平成18年11月16日(2006.11.16)
【出願人】(594060532)サイテク・テクノロジー・コーポレーシヨン (36)
【Fターム(参考)】
【公表日】平成20年11月20日(2008.11.20)
【国際特許分類】
【出願日】平成18年5月8日(2006.5.8)
【国際出願番号】PCT/US2006/017604
【国際公開番号】WO2006/121961
【国際公開日】平成18年11月16日(2006.11.16)
【出願人】(594060532)サイテク・テクノロジー・コーポレーシヨン (36)
【Fターム(参考)】
[ Back to top ]