
複合材構造体
構造体は、繊維強化複合材料の一連の層から形成された、硬化せしめられた複合材部品と、複合材部品に部分的に侵入する鋭利な突起の配列によって複合材部品に取り付けられたダブラープレートと、ダブラープレート及び複合材部品を通る孔とを具備する。接合プレートは第1側部上において突起の配列を保持し且つ第2側部上においてダブラープレートに取り付けられる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化複合材料の一連の層から形成された部品を備えた構造体と、斯かる構造体を製造する方法とに関する。
【背景技術】
【0002】
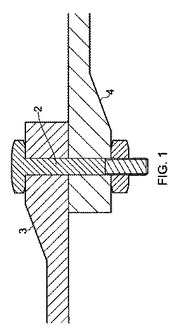
二つの繊維強化複合材部品を連結するための従来の単一の重ね継手が図1において示される。各部品は繊維強化複合材料の一連の層から形成される。孔が部品を通してドリルで開けられ、部品は、その後、(ボルト又はリベットでありうる)ピン2を使用して互いに締結される。構造体は、孔によって弱くされ、各部品の厚みが孔の領域において局所的に増加せしめられることを必要とする。急に厚みを増加させることは、各部品内における材料の層間において層間剥離をもたらす傾向があるので不可能である。このため、各部品において、約3°の角度で傾斜部3、4を形成することによって厚みを徐々に増加させる。
【0003】
複合材部品において傾斜部3、4を形成することは、特に、大きな構成部品について、例えば、多数の斯かる継手が形成されなければならない航空機の翼カバー又はスパーについて、複雑であり且つ時間がかかる作業である。また、傾斜部3、4は、望ましくない重量を継手に加える。
【0004】
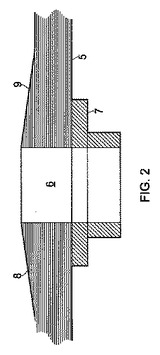
図2は、ドリル孔6を有する航空機の複合材翼スパー5を示す。ブラケット7がスパーの一方の側部に取り付けられ、スパーの他方の側部には一対の傾斜部8、9が形成され、一対の傾斜部8、9は孔6の周りのスパーの厚みを増加させる。ブラケット7は、システム構成部品(図示せず)、例えば、水圧管、一束の電気ケーブル、又は燃料注入管を支持し、燃料注入管は孔6を通って燃料タンク内を通る。
【0005】
図2の構造体は図1の継手と同様の問題を有する。すなわち、複合材スパーにおいて傾斜部8、9を形成することは、特に大きな航空機について、複雑であり且つ時間がかかる作業である。また、傾斜部3、4は、望ましくない重量をスパーに加える。
【発明の概要】
【0006】
本発明の第1態様では、繊維強化複合材料の一連の層から形成された、硬化せしめられた複合材部品と、複合材部品に部分的に侵入する鋭利な突起の配列によって複合材部品に取り付けられたダブラープレート(doubler plate)と、ダブラープレート及び複合材部品を通る孔とを具備する構造体が提供される。
【0007】
本発明の第2態様では、構造体を製造する方法が提供され、本方法は、
繊維強化複合材料の一連の層から複合材部品を形成するステップと、
複合材部品に部分的に侵入する鋭利な突起の配列で複合材部品に穴を開けることによって複合材部品にダブラープレートを取り付けるステップと、
突起の配列によって複合材部品に穴が開けられた後、複合材部品を硬化させるステップと、
ダブラープレート及び複合材部品を通して孔を形成するステップと
を含む。
【0008】
複合材部品において傾斜を付けることに対する要求を最小にすることによって、本発明は重量の減少及び製造速度の増加を提供することができる。このことは、大きな構成部品について、例えば、多くの孔が形成されなければならない航空機の翼カバー又はスパーについて、特に顕著である。
【0009】
鋭利な突起の配列は、ダブラープレートと複合材部品との間の接着が剥離損傷に対する高耐性を有することを確実なものとする。
【0010】
孔は、ダブラープレート及び複合材部品が取り付けられる前にダブラープレート及び複合材部品内に予めドリルで孔を開けることによって形成されうるが、より好ましくはダブラープレート及び複合材部品が取り付けられた後に形成される。
【0011】
突起は、木材のブロック(block of wood)を通る釘(nail)の態様において、ダブラープレートを通るピンの先端部でありうる。しかしながら、この構成は、ピンによって形成された穴がダブラープレートを弱くしうるという問題を有する。このため、より好ましくは、複合材部品に穴を開ける突起はダブラープレートも通ることなく、例えば、突起はダブラープレートと一体形成され又は継手は接合プレートを有してもよく、接合プレートは第1側部上において突起の配列を保持し且つ第2側部上においてダブラープレートに取り付けられる。接合プレートは、接着材の層によって又はダブラープレートに同時硬化せしめられることによって若しくはダブラープレートに溶接されることによってダブラープレートに接着されうる。代替的に、接合プレートはその第2側部上において第2の突起の配列を保持してもよく、第2の突起の配列はダブラープレートに部分的に又は完全に侵入する。
【0012】
典型的には、複合材部品は繊維の一連の層を含み、繊維の一連の層にはマトリックス(matrix)が含浸され、突起及びマトリックスは、異なる材料から形成される。
【0013】
ダブラープレートは、金属のみから成ることができ、又は繊維強化複合材料の一連の層から形成されてもよい。この場合、ダブラープレートは、熱可塑性マトリックス材料が含浸された繊維の一連の層から形成されることができ、突起は熱硬化性材料から形成される。
【0014】
複合材部品は「プリプレグ」複合材料の一連の層から形成されることができ、プリプレグの各層は、熱硬化性エポキシ樹脂のようなマトリックス材料が含浸された炭素繊維の層を含む。この場合、未硬化のマトリックス材料は突起によって穴が開けられる。代替的に、複合材部品がマット状の乾燥繊維(mat of dry-fibre)として載置され、突起によって乾燥繊維に穴が開けられ、次いで、マトリックス材料が、マット状の乾燥繊維に含浸すべく複合材部品内に注入されてもよい。両方の場合、突起は、複合材部品に穴を開けるとき、典型的には材料(すなわち繊維及び/又はマトリックス)を切断し且つ/又は押しのけることによって穴を形成するであろう。
【0015】
複合材部品における繊維は、一方向の、織物、編まれた(knitted)繊維、編み込まれた(braided)繊維、縫われた(stitched)繊維、又はその他適切な構造であってよい。
【0016】
好ましくは、複合材部品は、硬化される前に突起によって穴が開けられるように十分柔らかい材料から形成される。このため、複合材部品は熱硬化性複合材料から形成されうる。代替的に、複合材部品は熱可塑性複合材料から形成されることができ、この場合、複合材部品は、熱可塑性材料に穴を開けるべく十分柔らかくされるように加熱され、且つ、その後、複合材料を硬化すべく冷やされる必要があることがある。
【0017】
突起の配列は、欧州特許出願公開第0626228号明細書又は国際公開第2004/028731号において記述されるいわゆる「コメルド(Comeld)」プロセスによって形成されうる。代替的に、突起の配列は一連の層において成長せしめられてもよく、国際公開第2008/110835号において記述されるように、各層は、積み上げ面(build surface)の選択部分にヘッドからエネルギー及び/又は材料を向けることによって成長せしめられる。
【0018】
ダブラープレートは、突起を保持するダブラープレートを金型の凹部内に設置することと、金型の表面上に繊維強化複合材料の一連の層を一層ずつ載置することと、突起が最初の層に穴を開けるように、突起の配列上において最初の層を押圧することとによって複合材部品に取り付けられうる。代替的に、複合材部品が載置され、その後、完全に組み立てられた複合材部品内に突起を押圧することによって、完全に組み立てられた複合材部品がダブラープレートに連結されてもよい。この穴開け作用は、突起を移動させること、複合材部品を移動させること、又は両方の移動を組み合わせることによって実現されうる。
【0019】
突起は単純な三角形の外形を有することができ、突起のうちの少なくとも一つは、鋭利な頭部を形成すべく突起の先端から増加し且つその後アンダーカット面(undercut face)を形成すべく減少する横断面積を有することができる。突起は、複合材部品に穴を開けるときに複合材料内の繊維を押しのけることができ、その後、繊維はアンダーカット面の後方に跳ね返る(spring back)。このため、アンダーカット面によって継手の引張強度(pull-through strength)が高められうる。代替的に、突起は、複合材部品に穴を開けるときに繊維を切断してもよい。
【0020】
ダブラープレート及び複合材部品内の孔は開放孔であってよく、又は構造体は、ダブラープレート及び複合材部品内の孔を通る構成部品を有してもよい。構成部品は、例えば、水圧管、一束の電気ケーブル、又は燃料注入管である。代替的に、構造体は第2部品を更に具備することができ、構成部品は締結具を具備し、締結具はダブラープレート及び複合材部品内の孔を通り且つ第2部品も通る。締結具は、ボルト、リベット、その他の適切な締結具であってよい。
【0021】
本発明の更なる態様では、繊維強化複合材料の一連の層から形成された複合材部品を備えた継手を製造する方法が提供され、本方法は、複合材部品に部分的に侵入する鋭利な突起の配列で複合材部品に穴を開け、且つ、突起の配列によって複合材部品に穴が開けられた後に複合材部品を硬化させることによって複合材部品の外面にダブラープレートを取り付けることと、第2部品の内面と複合材部品の内面とを重ね合わせることと、ダブラープレート、複合材部品、及び第2部品に締結具を通すこととを含む。
【0022】
典型的には、第2部品も繊維強化複合材料の一連の層から形成され、継手は、第2部品に部分的に侵入する突起の配列によって第2部品の外面に取り付けられた第2ダブラープレートを更に具備し、締結具は第2ダブラープレートを通る。
【図面の簡単な説明】
【0023】
【図1】図1は、従来の単一の重ね継手の断面図である。
【図2】図2は、航空機の翼のスパーの一部の断面図である。
【図3】図3は、本発明の第1実施形態に係る、二つの複合材部品間の重ね継手の斜視図である。
【図4】図4は、図3の継手における接合プレートを製造する追加の方法を示す。
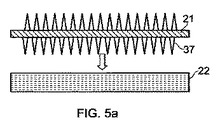
【図5a】図5aは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
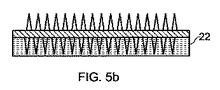
【図5b】図5bは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
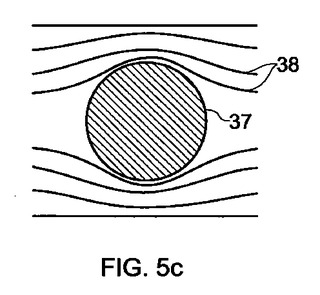
【図5c】図5cは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
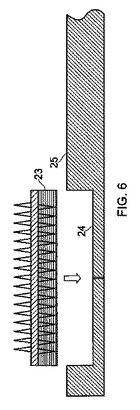
【図6】図6は、複合材部品への取付のための接合プレートを保持して金型内に挿入される、硬化せしめられたダブラープレートを示す。
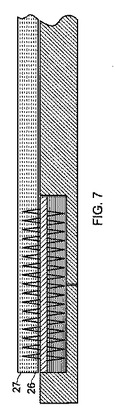
【図7】図7は、複合材部品への取付のための接合プレートを保持して金型内に挿入される、硬化せしめられたダブラープレートを示す。
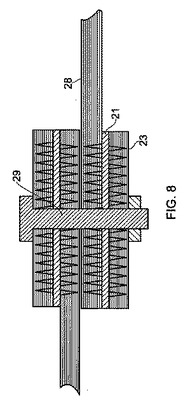
【図8】図8は、本発明の第2実施形態に係る二つの複合材部品間における重ね継手の断面図である。
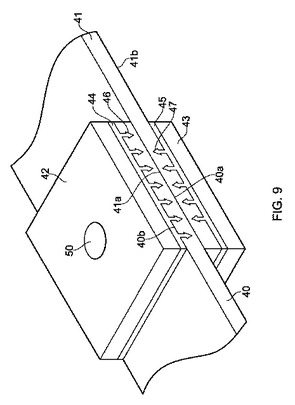
【図9】図9は、本発明の第3実施形態に係る二つの複合材部品間における重ね継手の斜視図である。
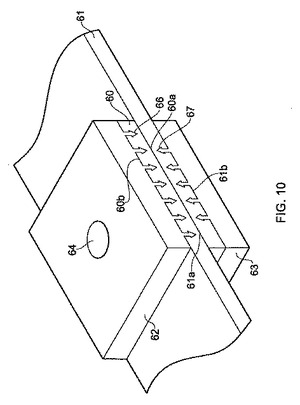
【図10】図10は、本発明の第4実施形態に係る二つの複合材部品間における重ね継手の斜視図である。
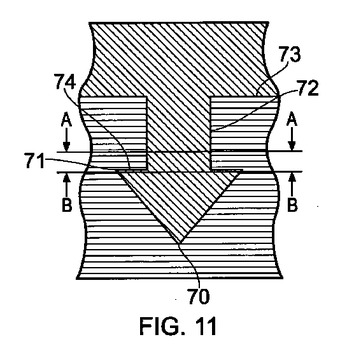
【図11】図11は、図3、図9、及び図10において示される突起のうちの一つの拡大断面図である。
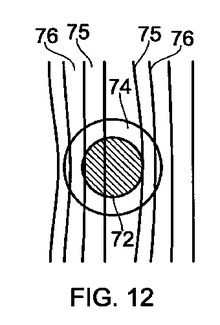
【図12】図12は、図11における線A−Aに沿った断面図である。
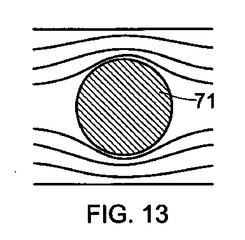
【図13】図13は、図11における線B−Bに沿った断面図である。
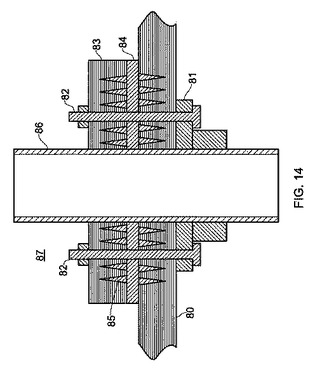
【図14】図14は、本発明の第3実施形態に係る構造体の断面図である。
【発明を実施するための形態】
【0024】
本発明の実施形態が、以下、添付の図面を参照して記述される。
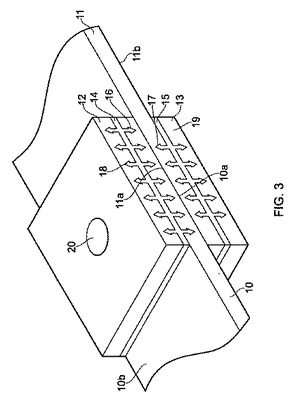
図3において示される継手が第1部品10及び第2部品11を具備し、第1部品は内面10a及び外面10bを有し、第2部品は内面11a及び外面11bを有する。各部品は繊維強化複合材料の一連の層から形成される。内面10a、11aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート12、13がそれぞれの接合プレート14、15によって各部品の外面に取り付けられる。各接合プレートはその内側において鋭利な突起の配列16、17を保持し、鋭利な突起の配列16は部品10に部分的に侵入し、鋭利な突起の配列17は部品11に部分的に侵入する。各接合プレートはその外側においても鋭利な突起の配列18、19保持し、鋭利な突起の配列18はダブラープレート12に部分的に侵入し、鋭利な突起の配列19はダブラープレート13に部分的に侵入する。孔20が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔20に通される。
【0025】
図3の継手と同様の継手を製造する方法が、以下、図4〜図8を参照して記述される。
【0026】
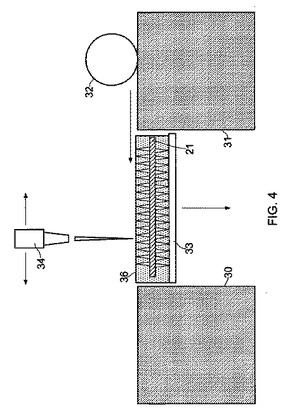
接合プレート21が、図4において示される粉末ベッドシステム(powder-bed system)によって最初に製造される。図4において示される粉末ベッドプロセス(powder bed process)は国際公開第2008/110835号において記述され、この内容は参照によって本明細書の一部を構成する。接合プレート21は、粉末ベッドを横方向に横断してレーザヘッド34を走査させて粉末ベッドの選択部分にレーザを向けることによって形成される。より具体的には、システムは一対の供給容器30、31を具備し、一対の供給容器30、31は粉末チタンのような粉末金属材料を含む。ローラー32が供給容器のうちの一つから粉末を拾い上げて(図4の例では、ローラー32は右側の供給容器から粉末を拾い上げている)支持部材33上に粉末の連続的なベッド(continuous bed)を延ばす(roll)。その後、レーザヘッド34が粉末ベッド上を走査し、ヘッドからのレーザビームが、所望のパターンに粉末を溶かすべくスイッチがオンオフされる。その後、支持部材33が、次の層の成長の準備をすべく、短い距離(典型的には0.1mm程度)だけ下方に移動する。溶かされた粉末が凝固するための一時休止の後、ローラー32が、焼結に備えて、続けて支持部材33上に粉末の別の層を延ばす。このため、プロセスが続行すると、焼結部21が、構築され、且つ、統合されていない(unconsolidated)粉末部分36によって支持される。部品は、完成した後、支持部材33から取り外され、統合されていない粉末36は再利用されて供給容器30、31に戻される。
【0027】
図4の粉末ベッドシステムは、(突起を含む)接合プレート全体を単一品として構築するのに使用されることができる。レーザヘッド34の動作及びレーザビームの変調は、所望の外形のコンピュータ支援設計(CAD)モデル及び部品のレイアウトによって定められる。
【0028】
次に、図5aを参照すると、未硬化の「プリプレグ」複合材料の積層体22が載置される。プリプレグ複合材の各層は、熱硬化性エポキシ樹脂マトリックスが含浸された一方向炭素繊維の層を含む。
【0029】
その後、接合プレート21は、図5aにおいて示されるような未硬化の積層体22内に接合プレートの下側における鋭利な突起の配列を押し込むことによって未硬化の積層体22の内面に取り付けられる。未硬化エポキシ樹脂は、柔らかく、このため、突起で比較的容易に穴が開けられる。突起の長さがプリプレグ積層体の厚みよりも短いので、ダブラープレートが突起によって部分的にのみ侵入されることに留意されたい。その後、積層体が、図6において示される、硬化せしめられたダブラープレート23を形成すべく、約180°に加熱されることによって硬化せしめられる。
【0030】
図5cは、積層体22の平面と平行な、図5bにおける突起37のうちの一つを横断して得られる横断面図である。図5cにおいて示されるように、突起37は、積層体に穴を開けるときに複合材料内の繊維38を押しのける。
【0031】
次に、図6において示されるように、接合プレート21を保持する、硬化せしめられたダブラープレート23が、金型の凹部24内に設置される。その後、一連のプリプレグ層が金型の成形面25上に一層ずつ載置される。プリプレグの下層26が、突起がプリプレグに穴を開けるように、上向きに向けられた突起の配列上に押圧される。その後、プリプレグは、先行の層と係合するまで、下方に完全に押圧される。突起の長さがプリプレグ積層体の厚みよりも短いので、上側のプリプレグ層27には穴が開けられないことに留意されたい。すなわち、突起は、突起の先端が積層体内に埋め込まれるように、プリプレグ積層体に部分的にのみ侵入する。その後、積層体が、図8において示される硬化せしめられた部品28を形成すべく約180°に加熱されることによって硬化せしめられる。
【0032】
所要の場合、ダブラープレート23が図7のプロセスによって接合プレート21に取り付けられうることに留意されたい。
【0033】
最後に、図8において示されるように、組立体21、23、28に同様の組立体が重ね合わせられ、孔が継手を通してドリルで開けられ、締結ピン29が、継手を繋止すべく孔に通される。
【0034】
比較的薄い金属の接合プレート21を使用することによって、接合プレート21と複合材部品23、28との間の熱膨張の差によって引き起こされる歪みが最小となる。
【0035】
図9において示される継手が第1部品40及び第2部品41を具備し、第1部品は内面40a及び外面40bを有し、第2部品は内面41a及び外面41bを有する。内面40a、41aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート42、43がそれぞれの接合プレート44、45によって各部品の外面に取り付けられる。各接合プレートはその内側において鋭利な突起の配列46、47を保持し、鋭利な突起の配列46は部品40に部分的に侵入し、鋭利な突起の配列47は部品41に部分的に侵入する。孔50が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔50に通される。
【0036】
各ダブラープレート42、43は複合材料の積層体から形成される。各層は、ポリエーテルエーテルケトン(PEEK)のような熱可塑性マトリックス材料が含浸された炭素繊維の層を含む。ダブラープレート42、43は図4の粉末ベッドシステムの支持部材33上に設置され、接合プレート44、45は、ホッパー30、31内においてチタンの代わりに粉末PEEKを使用するが、上述された粉末ベッドプロセスによってダブラープレートの頂部上に積み上げられる。熱可塑性のダブラープレートの表面がPEEK粉末の第1層と共にレーザビームによって溶かされ、このため、ダブラープレートと接合プレートとの間に頑丈な接着が形成されることに留意されたい。
【0037】
熱可塑性のダブラープレート42、43とは対称的に、部品40、41は部品10、11と同様に熱硬化性のプリプレグから形成される。部品40、41は、図7において示されるプロセスを使用して金型の凹部内のダブラープレート42、43上に載置されることができる。
【0038】
図10において示される継手が第1複合材部品60及び第2複合材部品61を具備し、第1複合材部品は内面60a及び外面60bを有し、第2複合材部品は内面61a及び外面61bを有する。内面60a、61aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート62、63が各部品の外面に取り付けられる。各ダブラープレートは、その内側において、一体形成された鋭利な突起の配列66、67を保持し、一体形成された鋭利な突起66は部品60に部分的に侵入し、一体形成された鋭利な突起67は部品61に部分的に侵入する。孔64が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔64に通される。
【0039】
ダブラープレート62及び突起66と、ダブラープレート63及び突起67とは、図4において示された粉末ベッドプロセスを使用して単一品として同時に形成される。ダブラープレート及び突起はチタンその他の適切な材料から形成されることができる。部品60、61は部品10、11と同様に熱硬化性のプリプレグから形成される。部品40、41は、図7において示されるプロセスを使用して金型の凹部内のダブラープレート62、63上に載置されることができる。
【0040】
図3、図9、及び図10において示される突起のうちの一つが図11において長手方向の断面において示される。突起は鋭利な頭部及びシャフト72を有し、鋭利な頭部は先端70からベース71にかけて外側に向かってテーパー状であり、シャフト72は頭部を面73に連結する。面73と平行に測定された、突起の横断面積は先端70から増加して頭部のベース71において最大となる。その後、横断面積は、アンダーカット面74を形成すべく減少する。
【0041】
図12及び図13において示されるように、突起が複合材料内に押圧されるとき、繊維は、テーパー状の頭部によって押しのけられ、その後、シャフト72と係合すべくテーパー状の頭部のベース71の後方に跳ね返る。跳ね返った繊維75、76は、アンダーカット面74と係合し、このため、接着の引張強度及び剥離耐性が高められる。
【0042】
図12及び図13において示される繊維の振舞が理想的なものであり、所定の数の繊維が、鋭利な頭部の穴開け作用によって切断され又は折られうる(snapped)ことに留意されたい。
【0043】
各層における繊維が典型的には別々の方向に延在するので、例として図12における繊維が図13における繊維に対して直角に示されていることに留意されたい。
【0044】
図14は、本発明の第3実施形態に係る構造体の断面図である。図14は航空機の翼についての複合材の前スパー80を示す。ブラケット81がボルト82によってスパーの前方側に取り付けられる。複合材のダブラープレート83が、鋭利な突起85の配列を備えた接合プレート84によってスパーに取り付けられ、鋭利な突起85の配列はスパー80に部分的に侵入する。孔がスパー80及びダブラープレートを通してドリルで開けられ、水圧管86が孔を通してスパーの後側における燃料タンク87内を通る。水圧管86はブラケット81によって支持される。同様の構成が、前スパーを通して燃料タンク内に電気ケーブル又は他のシステムを通すのに使用されてもよい。
【0045】
本発明が、一つ以上の好ましい実施形態に関して上述されてきたが、添付の特許請求の範囲において定義されるような発明の範囲を逸脱することなく種々の変更または修正がなされうることが理解されるであろう。
【技術分野】
【0001】
本発明は、繊維強化複合材料の一連の層から形成された部品を備えた構造体と、斯かる構造体を製造する方法とに関する。
【背景技術】
【0002】
二つの繊維強化複合材部品を連結するための従来の単一の重ね継手が図1において示される。各部品は繊維強化複合材料の一連の層から形成される。孔が部品を通してドリルで開けられ、部品は、その後、(ボルト又はリベットでありうる)ピン2を使用して互いに締結される。構造体は、孔によって弱くされ、各部品の厚みが孔の領域において局所的に増加せしめられることを必要とする。急に厚みを増加させることは、各部品内における材料の層間において層間剥離をもたらす傾向があるので不可能である。このため、各部品において、約3°の角度で傾斜部3、4を形成することによって厚みを徐々に増加させる。
【0003】
複合材部品において傾斜部3、4を形成することは、特に、大きな構成部品について、例えば、多数の斯かる継手が形成されなければならない航空機の翼カバー又はスパーについて、複雑であり且つ時間がかかる作業である。また、傾斜部3、4は、望ましくない重量を継手に加える。
【0004】
図2は、ドリル孔6を有する航空機の複合材翼スパー5を示す。ブラケット7がスパーの一方の側部に取り付けられ、スパーの他方の側部には一対の傾斜部8、9が形成され、一対の傾斜部8、9は孔6の周りのスパーの厚みを増加させる。ブラケット7は、システム構成部品(図示せず)、例えば、水圧管、一束の電気ケーブル、又は燃料注入管を支持し、燃料注入管は孔6を通って燃料タンク内を通る。
【0005】
図2の構造体は図1の継手と同様の問題を有する。すなわち、複合材スパーにおいて傾斜部8、9を形成することは、特に大きな航空機について、複雑であり且つ時間がかかる作業である。また、傾斜部3、4は、望ましくない重量をスパーに加える。
【発明の概要】
【0006】
本発明の第1態様では、繊維強化複合材料の一連の層から形成された、硬化せしめられた複合材部品と、複合材部品に部分的に侵入する鋭利な突起の配列によって複合材部品に取り付けられたダブラープレート(doubler plate)と、ダブラープレート及び複合材部品を通る孔とを具備する構造体が提供される。
【0007】
本発明の第2態様では、構造体を製造する方法が提供され、本方法は、
繊維強化複合材料の一連の層から複合材部品を形成するステップと、
複合材部品に部分的に侵入する鋭利な突起の配列で複合材部品に穴を開けることによって複合材部品にダブラープレートを取り付けるステップと、
突起の配列によって複合材部品に穴が開けられた後、複合材部品を硬化させるステップと、
ダブラープレート及び複合材部品を通して孔を形成するステップと
を含む。
【0008】
複合材部品において傾斜を付けることに対する要求を最小にすることによって、本発明は重量の減少及び製造速度の増加を提供することができる。このことは、大きな構成部品について、例えば、多くの孔が形成されなければならない航空機の翼カバー又はスパーについて、特に顕著である。
【0009】
鋭利な突起の配列は、ダブラープレートと複合材部品との間の接着が剥離損傷に対する高耐性を有することを確実なものとする。
【0010】
孔は、ダブラープレート及び複合材部品が取り付けられる前にダブラープレート及び複合材部品内に予めドリルで孔を開けることによって形成されうるが、より好ましくはダブラープレート及び複合材部品が取り付けられた後に形成される。
【0011】
突起は、木材のブロック(block of wood)を通る釘(nail)の態様において、ダブラープレートを通るピンの先端部でありうる。しかしながら、この構成は、ピンによって形成された穴がダブラープレートを弱くしうるという問題を有する。このため、より好ましくは、複合材部品に穴を開ける突起はダブラープレートも通ることなく、例えば、突起はダブラープレートと一体形成され又は継手は接合プレートを有してもよく、接合プレートは第1側部上において突起の配列を保持し且つ第2側部上においてダブラープレートに取り付けられる。接合プレートは、接着材の層によって又はダブラープレートに同時硬化せしめられることによって若しくはダブラープレートに溶接されることによってダブラープレートに接着されうる。代替的に、接合プレートはその第2側部上において第2の突起の配列を保持してもよく、第2の突起の配列はダブラープレートに部分的に又は完全に侵入する。
【0012】
典型的には、複合材部品は繊維の一連の層を含み、繊維の一連の層にはマトリックス(matrix)が含浸され、突起及びマトリックスは、異なる材料から形成される。
【0013】
ダブラープレートは、金属のみから成ることができ、又は繊維強化複合材料の一連の層から形成されてもよい。この場合、ダブラープレートは、熱可塑性マトリックス材料が含浸された繊維の一連の層から形成されることができ、突起は熱硬化性材料から形成される。
【0014】
複合材部品は「プリプレグ」複合材料の一連の層から形成されることができ、プリプレグの各層は、熱硬化性エポキシ樹脂のようなマトリックス材料が含浸された炭素繊維の層を含む。この場合、未硬化のマトリックス材料は突起によって穴が開けられる。代替的に、複合材部品がマット状の乾燥繊維(mat of dry-fibre)として載置され、突起によって乾燥繊維に穴が開けられ、次いで、マトリックス材料が、マット状の乾燥繊維に含浸すべく複合材部品内に注入されてもよい。両方の場合、突起は、複合材部品に穴を開けるとき、典型的には材料(すなわち繊維及び/又はマトリックス)を切断し且つ/又は押しのけることによって穴を形成するであろう。
【0015】
複合材部品における繊維は、一方向の、織物、編まれた(knitted)繊維、編み込まれた(braided)繊維、縫われた(stitched)繊維、又はその他適切な構造であってよい。
【0016】
好ましくは、複合材部品は、硬化される前に突起によって穴が開けられるように十分柔らかい材料から形成される。このため、複合材部品は熱硬化性複合材料から形成されうる。代替的に、複合材部品は熱可塑性複合材料から形成されることができ、この場合、複合材部品は、熱可塑性材料に穴を開けるべく十分柔らかくされるように加熱され、且つ、その後、複合材料を硬化すべく冷やされる必要があることがある。
【0017】
突起の配列は、欧州特許出願公開第0626228号明細書又は国際公開第2004/028731号において記述されるいわゆる「コメルド(Comeld)」プロセスによって形成されうる。代替的に、突起の配列は一連の層において成長せしめられてもよく、国際公開第2008/110835号において記述されるように、各層は、積み上げ面(build surface)の選択部分にヘッドからエネルギー及び/又は材料を向けることによって成長せしめられる。
【0018】
ダブラープレートは、突起を保持するダブラープレートを金型の凹部内に設置することと、金型の表面上に繊維強化複合材料の一連の層を一層ずつ載置することと、突起が最初の層に穴を開けるように、突起の配列上において最初の層を押圧することとによって複合材部品に取り付けられうる。代替的に、複合材部品が載置され、その後、完全に組み立てられた複合材部品内に突起を押圧することによって、完全に組み立てられた複合材部品がダブラープレートに連結されてもよい。この穴開け作用は、突起を移動させること、複合材部品を移動させること、又は両方の移動を組み合わせることによって実現されうる。
【0019】
突起は単純な三角形の外形を有することができ、突起のうちの少なくとも一つは、鋭利な頭部を形成すべく突起の先端から増加し且つその後アンダーカット面(undercut face)を形成すべく減少する横断面積を有することができる。突起は、複合材部品に穴を開けるときに複合材料内の繊維を押しのけることができ、その後、繊維はアンダーカット面の後方に跳ね返る(spring back)。このため、アンダーカット面によって継手の引張強度(pull-through strength)が高められうる。代替的に、突起は、複合材部品に穴を開けるときに繊維を切断してもよい。
【0020】
ダブラープレート及び複合材部品内の孔は開放孔であってよく、又は構造体は、ダブラープレート及び複合材部品内の孔を通る構成部品を有してもよい。構成部品は、例えば、水圧管、一束の電気ケーブル、又は燃料注入管である。代替的に、構造体は第2部品を更に具備することができ、構成部品は締結具を具備し、締結具はダブラープレート及び複合材部品内の孔を通り且つ第2部品も通る。締結具は、ボルト、リベット、その他の適切な締結具であってよい。
【0021】
本発明の更なる態様では、繊維強化複合材料の一連の層から形成された複合材部品を備えた継手を製造する方法が提供され、本方法は、複合材部品に部分的に侵入する鋭利な突起の配列で複合材部品に穴を開け、且つ、突起の配列によって複合材部品に穴が開けられた後に複合材部品を硬化させることによって複合材部品の外面にダブラープレートを取り付けることと、第2部品の内面と複合材部品の内面とを重ね合わせることと、ダブラープレート、複合材部品、及び第2部品に締結具を通すこととを含む。
【0022】
典型的には、第2部品も繊維強化複合材料の一連の層から形成され、継手は、第2部品に部分的に侵入する突起の配列によって第2部品の外面に取り付けられた第2ダブラープレートを更に具備し、締結具は第2ダブラープレートを通る。
【図面の簡単な説明】
【0023】
【図1】図1は、従来の単一の重ね継手の断面図である。
【図2】図2は、航空機の翼のスパーの一部の断面図である。
【図3】図3は、本発明の第1実施形態に係る、二つの複合材部品間の重ね継手の斜視図である。
【図4】図4は、図3の継手における接合プレートを製造する追加の方法を示す。
【図5a】図5aは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
【図5b】図5bは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
【図5c】図5cは、図4の方法によって生産された接合プレートを未硬化のダブラープレートに取り付ける方法を示す。
【図6】図6は、複合材部品への取付のための接合プレートを保持して金型内に挿入される、硬化せしめられたダブラープレートを示す。
【図7】図7は、複合材部品への取付のための接合プレートを保持して金型内に挿入される、硬化せしめられたダブラープレートを示す。
【図8】図8は、本発明の第2実施形態に係る二つの複合材部品間における重ね継手の断面図である。
【図9】図9は、本発明の第3実施形態に係る二つの複合材部品間における重ね継手の斜視図である。
【図10】図10は、本発明の第4実施形態に係る二つの複合材部品間における重ね継手の斜視図である。
【図11】図11は、図3、図9、及び図10において示される突起のうちの一つの拡大断面図である。
【図12】図12は、図11における線A−Aに沿った断面図である。
【図13】図13は、図11における線B−Bに沿った断面図である。
【図14】図14は、本発明の第3実施形態に係る構造体の断面図である。
【発明を実施するための形態】
【0024】
本発明の実施形態が、以下、添付の図面を参照して記述される。
図3において示される継手が第1部品10及び第2部品11を具備し、第1部品は内面10a及び外面10bを有し、第2部品は内面11a及び外面11bを有する。各部品は繊維強化複合材料の一連の層から形成される。内面10a、11aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート12、13がそれぞれの接合プレート14、15によって各部品の外面に取り付けられる。各接合プレートはその内側において鋭利な突起の配列16、17を保持し、鋭利な突起の配列16は部品10に部分的に侵入し、鋭利な突起の配列17は部品11に部分的に侵入する。各接合プレートはその外側においても鋭利な突起の配列18、19保持し、鋭利な突起の配列18はダブラープレート12に部分的に侵入し、鋭利な突起の配列19はダブラープレート13に部分的に侵入する。孔20が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔20に通される。
【0025】
図3の継手と同様の継手を製造する方法が、以下、図4〜図8を参照して記述される。
【0026】
接合プレート21が、図4において示される粉末ベッドシステム(powder-bed system)によって最初に製造される。図4において示される粉末ベッドプロセス(powder bed process)は国際公開第2008/110835号において記述され、この内容は参照によって本明細書の一部を構成する。接合プレート21は、粉末ベッドを横方向に横断してレーザヘッド34を走査させて粉末ベッドの選択部分にレーザを向けることによって形成される。より具体的には、システムは一対の供給容器30、31を具備し、一対の供給容器30、31は粉末チタンのような粉末金属材料を含む。ローラー32が供給容器のうちの一つから粉末を拾い上げて(図4の例では、ローラー32は右側の供給容器から粉末を拾い上げている)支持部材33上に粉末の連続的なベッド(continuous bed)を延ばす(roll)。その後、レーザヘッド34が粉末ベッド上を走査し、ヘッドからのレーザビームが、所望のパターンに粉末を溶かすべくスイッチがオンオフされる。その後、支持部材33が、次の層の成長の準備をすべく、短い距離(典型的には0.1mm程度)だけ下方に移動する。溶かされた粉末が凝固するための一時休止の後、ローラー32が、焼結に備えて、続けて支持部材33上に粉末の別の層を延ばす。このため、プロセスが続行すると、焼結部21が、構築され、且つ、統合されていない(unconsolidated)粉末部分36によって支持される。部品は、完成した後、支持部材33から取り外され、統合されていない粉末36は再利用されて供給容器30、31に戻される。
【0027】
図4の粉末ベッドシステムは、(突起を含む)接合プレート全体を単一品として構築するのに使用されることができる。レーザヘッド34の動作及びレーザビームの変調は、所望の外形のコンピュータ支援設計(CAD)モデル及び部品のレイアウトによって定められる。
【0028】
次に、図5aを参照すると、未硬化の「プリプレグ」複合材料の積層体22が載置される。プリプレグ複合材の各層は、熱硬化性エポキシ樹脂マトリックスが含浸された一方向炭素繊維の層を含む。
【0029】
その後、接合プレート21は、図5aにおいて示されるような未硬化の積層体22内に接合プレートの下側における鋭利な突起の配列を押し込むことによって未硬化の積層体22の内面に取り付けられる。未硬化エポキシ樹脂は、柔らかく、このため、突起で比較的容易に穴が開けられる。突起の長さがプリプレグ積層体の厚みよりも短いので、ダブラープレートが突起によって部分的にのみ侵入されることに留意されたい。その後、積層体が、図6において示される、硬化せしめられたダブラープレート23を形成すべく、約180°に加熱されることによって硬化せしめられる。
【0030】
図5cは、積層体22の平面と平行な、図5bにおける突起37のうちの一つを横断して得られる横断面図である。図5cにおいて示されるように、突起37は、積層体に穴を開けるときに複合材料内の繊維38を押しのける。
【0031】
次に、図6において示されるように、接合プレート21を保持する、硬化せしめられたダブラープレート23が、金型の凹部24内に設置される。その後、一連のプリプレグ層が金型の成形面25上に一層ずつ載置される。プリプレグの下層26が、突起がプリプレグに穴を開けるように、上向きに向けられた突起の配列上に押圧される。その後、プリプレグは、先行の層と係合するまで、下方に完全に押圧される。突起の長さがプリプレグ積層体の厚みよりも短いので、上側のプリプレグ層27には穴が開けられないことに留意されたい。すなわち、突起は、突起の先端が積層体内に埋め込まれるように、プリプレグ積層体に部分的にのみ侵入する。その後、積層体が、図8において示される硬化せしめられた部品28を形成すべく約180°に加熱されることによって硬化せしめられる。
【0032】
所要の場合、ダブラープレート23が図7のプロセスによって接合プレート21に取り付けられうることに留意されたい。
【0033】
最後に、図8において示されるように、組立体21、23、28に同様の組立体が重ね合わせられ、孔が継手を通してドリルで開けられ、締結ピン29が、継手を繋止すべく孔に通される。
【0034】
比較的薄い金属の接合プレート21を使用することによって、接合プレート21と複合材部品23、28との間の熱膨張の差によって引き起こされる歪みが最小となる。
【0035】
図9において示される継手が第1部品40及び第2部品41を具備し、第1部品は内面40a及び外面40bを有し、第2部品は内面41a及び外面41bを有する。内面40a、41aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート42、43がそれぞれの接合プレート44、45によって各部品の外面に取り付けられる。各接合プレートはその内側において鋭利な突起の配列46、47を保持し、鋭利な突起の配列46は部品40に部分的に侵入し、鋭利な突起の配列47は部品41に部分的に侵入する。孔50が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔50に通される。
【0036】
各ダブラープレート42、43は複合材料の積層体から形成される。各層は、ポリエーテルエーテルケトン(PEEK)のような熱可塑性マトリックス材料が含浸された炭素繊維の層を含む。ダブラープレート42、43は図4の粉末ベッドシステムの支持部材33上に設置され、接合プレート44、45は、ホッパー30、31内においてチタンの代わりに粉末PEEKを使用するが、上述された粉末ベッドプロセスによってダブラープレートの頂部上に積み上げられる。熱可塑性のダブラープレートの表面がPEEK粉末の第1層と共にレーザビームによって溶かされ、このため、ダブラープレートと接合プレートとの間に頑丈な接着が形成されることに留意されたい。
【0037】
熱可塑性のダブラープレート42、43とは対称的に、部品40、41は部品10、11と同様に熱硬化性のプリプレグから形成される。部品40、41は、図7において示されるプロセスを使用して金型の凹部内のダブラープレート42、43上に載置されることができる。
【0038】
図10において示される継手が第1複合材部品60及び第2複合材部品61を具備し、第1複合材部品は内面60a及び外面60bを有し、第2複合材部品は内面61a及び外面61bを有する。内面60a、61aは、単一の重ね継手を形成すべく部分的に重なり合う。ダブラープレート62、63が各部品の外面に取り付けられる。各ダブラープレートは、その内側において、一体形成された鋭利な突起の配列66、67を保持し、一体形成された鋭利な突起66は部品60に部分的に侵入し、一体形成された鋭利な突起67は部品61に部分的に侵入する。孔64が継手を通してドリルで開けられ、締結具(図示せず)が、継手を繋止すべく孔64に通される。
【0039】
ダブラープレート62及び突起66と、ダブラープレート63及び突起67とは、図4において示された粉末ベッドプロセスを使用して単一品として同時に形成される。ダブラープレート及び突起はチタンその他の適切な材料から形成されることができる。部品60、61は部品10、11と同様に熱硬化性のプリプレグから形成される。部品40、41は、図7において示されるプロセスを使用して金型の凹部内のダブラープレート62、63上に載置されることができる。
【0040】
図3、図9、及び図10において示される突起のうちの一つが図11において長手方向の断面において示される。突起は鋭利な頭部及びシャフト72を有し、鋭利な頭部は先端70からベース71にかけて外側に向かってテーパー状であり、シャフト72は頭部を面73に連結する。面73と平行に測定された、突起の横断面積は先端70から増加して頭部のベース71において最大となる。その後、横断面積は、アンダーカット面74を形成すべく減少する。
【0041】
図12及び図13において示されるように、突起が複合材料内に押圧されるとき、繊維は、テーパー状の頭部によって押しのけられ、その後、シャフト72と係合すべくテーパー状の頭部のベース71の後方に跳ね返る。跳ね返った繊維75、76は、アンダーカット面74と係合し、このため、接着の引張強度及び剥離耐性が高められる。
【0042】
図12及び図13において示される繊維の振舞が理想的なものであり、所定の数の繊維が、鋭利な頭部の穴開け作用によって切断され又は折られうる(snapped)ことに留意されたい。
【0043】
各層における繊維が典型的には別々の方向に延在するので、例として図12における繊維が図13における繊維に対して直角に示されていることに留意されたい。
【0044】
図14は、本発明の第3実施形態に係る構造体の断面図である。図14は航空機の翼についての複合材の前スパー80を示す。ブラケット81がボルト82によってスパーの前方側に取り付けられる。複合材のダブラープレート83が、鋭利な突起85の配列を備えた接合プレート84によってスパーに取り付けられ、鋭利な突起85の配列はスパー80に部分的に侵入する。孔がスパー80及びダブラープレートを通してドリルで開けられ、水圧管86が孔を通してスパーの後側における燃料タンク87内を通る。水圧管86はブラケット81によって支持される。同様の構成が、前スパーを通して燃料タンク内に電気ケーブル又は他のシステムを通すのに使用されてもよい。
【0045】
本発明が、一つ以上の好ましい実施形態に関して上述されてきたが、添付の特許請求の範囲において定義されるような発明の範囲を逸脱することなく種々の変更または修正がなされうることが理解されるであろう。
【特許請求の範囲】
【請求項1】
繊維強化複合材料の一連の層から形成された、硬化せしめられた複合材部品と、
該複合材部品に部分的に侵入する鋭利な突起の配列によって前記複合材部品に取り付けられたダブラープレートと、
該ダブラープレート及び複合材部品を通る孔と
を具備する、構造体。
【請求項2】
第1側部上において前記突起の配列を保持し且つ第2側部上において前記ダブラープレートに取り付けられる接合プレートを更に具備する、請求項1に記載の構造体。
【請求項3】
前記接合プレートが該接合プレートの第2側部上において第2の鋭利な突起の配列を保持し、該第2の鋭利な突起の配列が前記ダブラープレートに部分的に又は完全に侵入する、請求項2に記載の構造体。
【請求項4】
前記ダブラープレートが繊維強化複合材料の一連の層から形成される、請求項1〜3のいずれか1項に記載の構造体。
【請求項5】
前記突起のうちの少なくとも一つが、鋭利な頭部を形成すべく該突起の先端から増加し且つその後アンダーカット面を形成すべく減少する横断面積を有する、請求項1〜4のいずれか1項に記載の構造体。
【請求項6】
前記複合材部品が熱硬化性複合材料から形成される、請求項1〜5のいずれか1項に記載の構造体。
【請求項7】
前記ダブラープレート及び複合材部品内の孔を通る構成部品を更に具備する、請求項1〜6のいずれか1項に記載の構造体。
【請求項8】
当該構造体が第2部品を更に具備し、前記構成部品が、前記ダブラープレート及び複合材部品内の孔を通り且つ前記第2部品も通る締結具を具備する、請求項7に記載の構造体。
【請求項9】
前記第2部品が繊維強化複合材料の一連の層から形成され、当該構造体が、前記第2部品に部分的に侵入する突起の配列によって該第2部品に取り付けられる第2ダブラープレートを更に具備し、前記締結具が前記第2ダブラープレートを通る、請求項8に記載の構造体。
【請求項10】
前記複合材部品に穴を開ける前記突起が前記ダブラープレートを通らない、請求項1〜9のいずれか1項に記載の構造体。
【請求項11】
構造体を製造する方法において、
繊維強化複合材料の一連の層から複合材部品を形成するステップと、
該複合材部品に部分的に侵入する鋭利な突起の配列で前記複合材部品に穴を開けることによって該複合材部品にダブラープレートを取り付けるステップと、
前記突起の配列によって前記複合材部品に穴が開けられた後、該複合材部品を硬化させるステップと、
前記ダブラープレート及び複合材部品を通して孔を形成するステップと
を含む、方法。
【請求項12】
一連の層において前記突起の配列を成長させるステップであって、各層が、積み上げ面の選択部分にヘッドからエネルギー及び/又は材料を向けることによって成長せしめられる、ステップを更に含む、請求項11に記載の方法。
【請求項13】
前記突起が、前記複合材部品に穴を開けるとき、該複合材部品内に穴を形成する、請求項11又は12に記載の方法。
【請求項14】
前記突起が、前記ダブラープレートに穴を開けることなく該ダブラープレートを前記複合材部品に取り付ける、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
前記ダブラープレートが、
前記突起を保持する当該ダブラープレートを金型の凹部内に設置することと、
該金型の表面上に繊維強化複合材料の一連の層を一層ずつ載置することと、
前記突起が最初の層に穴を開けるように、前記突起の配列上に前記最初の層を押圧することと
によって前記複合材部品に取り付けられる、請求項10〜14のいずれか1項に記載の方法。
【請求項1】
繊維強化複合材料の一連の層から形成された、硬化せしめられた複合材部品と、
該複合材部品に部分的に侵入する鋭利な突起の配列によって前記複合材部品に取り付けられたダブラープレートと、
該ダブラープレート及び複合材部品を通る孔と
を具備する、構造体。
【請求項2】
第1側部上において前記突起の配列を保持し且つ第2側部上において前記ダブラープレートに取り付けられる接合プレートを更に具備する、請求項1に記載の構造体。
【請求項3】
前記接合プレートが該接合プレートの第2側部上において第2の鋭利な突起の配列を保持し、該第2の鋭利な突起の配列が前記ダブラープレートに部分的に又は完全に侵入する、請求項2に記載の構造体。
【請求項4】
前記ダブラープレートが繊維強化複合材料の一連の層から形成される、請求項1〜3のいずれか1項に記載の構造体。
【請求項5】
前記突起のうちの少なくとも一つが、鋭利な頭部を形成すべく該突起の先端から増加し且つその後アンダーカット面を形成すべく減少する横断面積を有する、請求項1〜4のいずれか1項に記載の構造体。
【請求項6】
前記複合材部品が熱硬化性複合材料から形成される、請求項1〜5のいずれか1項に記載の構造体。
【請求項7】
前記ダブラープレート及び複合材部品内の孔を通る構成部品を更に具備する、請求項1〜6のいずれか1項に記載の構造体。
【請求項8】
当該構造体が第2部品を更に具備し、前記構成部品が、前記ダブラープレート及び複合材部品内の孔を通り且つ前記第2部品も通る締結具を具備する、請求項7に記載の構造体。
【請求項9】
前記第2部品が繊維強化複合材料の一連の層から形成され、当該構造体が、前記第2部品に部分的に侵入する突起の配列によって該第2部品に取り付けられる第2ダブラープレートを更に具備し、前記締結具が前記第2ダブラープレートを通る、請求項8に記載の構造体。
【請求項10】
前記複合材部品に穴を開ける前記突起が前記ダブラープレートを通らない、請求項1〜9のいずれか1項に記載の構造体。
【請求項11】
構造体を製造する方法において、
繊維強化複合材料の一連の層から複合材部品を形成するステップと、
該複合材部品に部分的に侵入する鋭利な突起の配列で前記複合材部品に穴を開けることによって該複合材部品にダブラープレートを取り付けるステップと、
前記突起の配列によって前記複合材部品に穴が開けられた後、該複合材部品を硬化させるステップと、
前記ダブラープレート及び複合材部品を通して孔を形成するステップと
を含む、方法。
【請求項12】
一連の層において前記突起の配列を成長させるステップであって、各層が、積み上げ面の選択部分にヘッドからエネルギー及び/又は材料を向けることによって成長せしめられる、ステップを更に含む、請求項11に記載の方法。
【請求項13】
前記突起が、前記複合材部品に穴を開けるとき、該複合材部品内に穴を形成する、請求項11又は12に記載の方法。
【請求項14】
前記突起が、前記ダブラープレートに穴を開けることなく該ダブラープレートを前記複合材部品に取り付ける、請求項10〜13のいずれか1項に記載の方法。
【請求項15】
前記ダブラープレートが、
前記突起を保持する当該ダブラープレートを金型の凹部内に設置することと、
該金型の表面上に繊維強化複合材料の一連の層を一層ずつ載置することと、
前記突起が最初の層に穴を開けるように、前記突起の配列上に前記最初の層を押圧することと
によって前記複合材部品に取り付けられる、請求項10〜14のいずれか1項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5a】
【図5b】
【図5c】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5a】
【図5b】
【図5c】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2012−524680(P2012−524680A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−506572(P2012−506572)
【出願日】平成22年4月15日(2010.4.15)
【国際出願番号】PCT/GB2010/050627
【国際公開番号】WO2010/122325
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(508305926)エアバス オペレーションズ リミティド (38)
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月15日(2010.4.15)
【国際出願番号】PCT/GB2010/050627
【国際公開番号】WO2010/122325
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(508305926)エアバス オペレーションズ リミティド (38)
【Fターム(参考)】
[ Back to top ]