
複合材長尺部材用の複合材成形型の製作方法
【課題】プリプレグ材を使用した複合材の成形型を製作する方法を提供する。
【解決手段】まず、プリプレグシートを連続プルトルージョン成形して長尺の二次元形状の半硬化状態の成形型の素材200を製作する。
次に、この半硬化状態の素材200を成形装置100のベースプレート112上に立設した複数枚テンプレート131、132、133、134、135上に載置して三次元形状に塑性変形させ、成形装置100全体を加熱・加圧して完全硬化した成形用の型を製作する。
【解決手段】まず、プリプレグシートを連続プルトルージョン成形して長尺の二次元形状の半硬化状態の成形型の素材200を製作する。
次に、この半硬化状態の素材200を成形装置100のベースプレート112上に立設した複数枚テンプレート131、132、133、134、135上に載置して三次元形状に塑性変形させ、成形装置100全体を加熱・加圧して完全硬化した成形用の型を製作する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合材のプリプレグを使用して、航空機用のストリンガーのような真直又は曲率やねじれを有する二次元形状または三次元形状の長尺部材を成形する際の成形用の型の製作方法に関する。
【背景技術】
【0002】
炭素繊維等の複合材を材料とする航空機用の長尺構造部材を製作するための成形用の型は金属または複合材で製作するのが一般的である。
金属で製作する場合にはマスターモデルを製作し、マスターモデルから鋳型を製作し、鋳型に溶融金属を流し込み、鋳造型を製作した後に、機械加工により必要な形状、寸法、表面粗さを得る。このような複雑な工程を経て製作する必要があり、コスト、リードタイムが多く必要である。
または、必要な寸法を包含するような金属のブロックから直接機械加工を行う方法もあるが材料のムダが多く発生し、加工時間も多く必要である。金属であるので、複合材の型と比較して重いのも難点である。
【0003】
成形型を複合材で製作する場合には次のような手順で行う必要がある。
成形型に対応する反転型を機械加工により製作し、反転型上に型用プリプレグを積層し、バッギングしオートクレーブ等により加圧、加熱し硬化させる。
反転型の材料は石膏等の無機多孔質材料やエポキシ樹脂から製作されるが、これらの材料は強度が低く、脆性材料であり、長尺の反転型の場合はその取り扱いが困難である。また、素材寸法に限りがあり、長尺製品に対しては定尺寸法の素材の接着処理を行わなくてはならないという不便もある。
オートクレーブ成形の際にはプリプレグの硬化温度にさらされるが、石膏等の無機多孔質材料やエポキシ樹脂は強度が低下し、成形圧力や線膨張係数の差異による熱応力により反転型に割れが発生する可能性がある。
【0004】
または金属の成形型と同じように素材のブロックから機械加工により製作する方法もあるが、三次元形状を包含するだけの大きさの素材が必要であり、材料のムダ、長い加工時間、また長尺材を加工する場合には長い素材についての市場性が低いという問題がある。
二次元的な真直な型については、下記特許文献1に開示されている通常の連続プルトルージョン成形法で製作する。
曲がりやねじれを有する型については、下記特許文献2または特許文献3に開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平01−004315公報
【特許文献2】特開2005−186558公報
【特許文献3】特開2009−234046公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の背景技術は成形型を製作する前に金属型、複合材型いずれの場合も反転型を製作する必要がある。または成形品の寸法、形状を包含する素材を必要とする技術である。
金属型用の反転型(鋳型)を製作するには複雑な工程を経る必要がある。複合材型用の反転型は強度や加熱に対しての信頼性の低いものであり、いずれの場合にも型製作の期間、原価を引き上げている。
【0007】
本発明の目的は反転型を製作することなく、また成形品の寸法、形状を包含する素材を必要としない、長尺部材に対する複合材の型を安価に、短期間に製作する方法を提供するものである。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の長尺部材の成形用の型の製作方法は、基本的手段として、炭素繊維等に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の完全硬化状態の成形型の素材を成形する工程と、完全硬化した二次元形状の成形型の素材表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、を備える。
【0009】
また、炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、を備えることもできる。
【0010】
さらに、炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、完全硬化した成形用型材の表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、を備えることもできる。
【発明の効果】
【0011】
本発明によれば、二次元形状の真直な型および三次元形状の型については連続プルトルージョン成形により、反転型を製作することなく、安価に短期間で製作することが可能である。
10メートル以上の長尺の型に対しても、連続プルトルージョン成形を利用すれば、1メートル程度の長さの型で良いので初期投資を低く抑えることができる。
【図面の簡単な説明】
【0012】
【図1】二次元形状の真直な成形品を示す説明図。
【図2】本発明の適用例で、二次元形状の真直な型を示す説明図。
【図3】二次元形状の型にプリプレグが積層されたことを示す説明図。
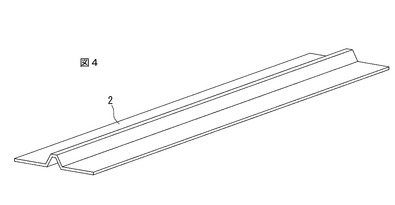
【図4】完全硬化した二次元形状の長尺の型を示す説明図。
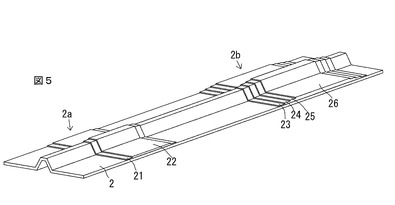
【図5】完全硬化した型にジョグル部を積層する説明図。
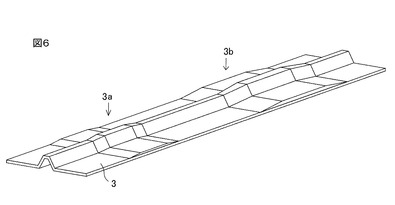
【図6】ジョグル部を積層した型を完全硬化させ、必要な寸法ならびにスム−ズな形状に機械加工によって仕上げた状態を示す説明図。
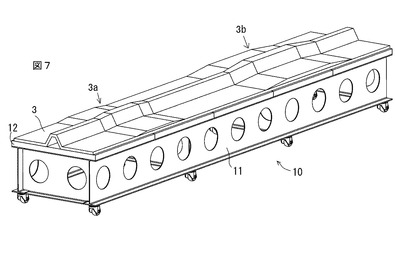
【図7】型を成形装置に載置した状態を示す説明図。
【図8】型の上面にプリプレグシートを積層した状態を示す説明図。
【図9】ジョグル部を有する成形品の斜視図。
【図10】三次元形状の型の素材となる二次元形状の半硬化素材の説明図。
【図11】半硬化状態の型素材を三次元形状のテンプレートを有する成形装置に載置した状態を示す説明図。
【図12】テンプレートの説明図。
【図13】テンプレートの説明図。
【図14】テンプレートの説明図。
【図15】テンプレートの説明図。
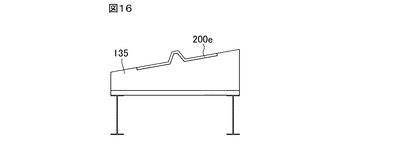
【図16】テンプレートの説明図。
【図17】三次元形状の型にプリプレグが積層されたことを示す説明図。
【図18】曲がりおよびねじれを有する三次元形状の成形品を示す説明図。
【図19】ジョグル形状を得るための部分的な追加積層を示す説明図。
【図20】ジョグル形状を得るための追加積層、オートクレーブによる硬化後に機械加工を行ったことを示す説明図。
【図21】ジョグル形状を有する型にプリプレグが積層されたことを示す説明図。
【図22】ジョグル形状を有する成形品を示す説明図。
【図23】断面がC形で横方向に曲がりが与えられた成形品を示す説明図。
【図24】断面がC形でたて方向に曲がりが与えられた成形品を示す説明図。
【図25】断面がHまたはI形で横方向に曲がりが与えられた成形品を示す説明図。
【図26】断面がJ形で横方向に曲がりが与えられた成形品を示す説明図。
【図27】断面が帽子形で横方向に曲がりが与えられた成形品を示す説明図。
【発明を実施するための形態】
【0013】
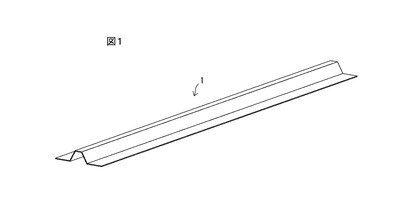
図1、図2、図3は、本発明により、二次元形状の真直な型を製作する場合の適用例を示す説明図である。
まず、プリプレグを積層した材料をプルトルージョンにより成形品1に対応する型材2を完全硬化状態で成形する。
【0014】
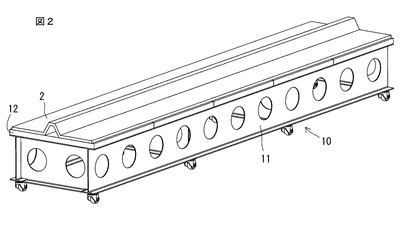
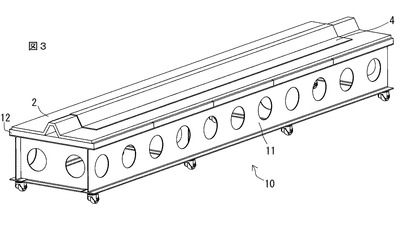
成形装置10は架台11上にベースプレート12を備える。このベースプレート12上に上述した工程で製作された型2を載置し、この型2にプリプレグ4を必要枚数積層してレイアップする。
その後に、成形装置10をオートクレーブ等で加圧、加熱して製品である成形品1を成形する。
上述した工程により、二次元形状を有する長尺の複合材の成形品1を得ることができる。
断面形状が全長にわたって同一形状の長尺の成形品1を製造する方法は、図1〜図3に示す二次元形状の型を用意しなくても、従来のプルトルージョン方法によっても製造することはできる。
【0015】
図4以下に断面形状が長手方向に沿って部分的に異なる長尺の成形品を製造できる型の製造方法を示す。
図4では、図2で説明したと同様のプルトルージョン製法により完全硬化した二次元形状の長尺の型2を製造する。
【0016】
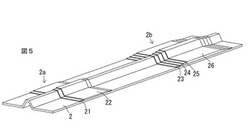
次に、図5に示すように完全硬化した型2の上面にプリプレグシート21,22をレイアップにより積層して第1のジョグル部2aを形成する。同様にプリプレグシート23、24、25、26をレイアップにより積層して第2のジョグル部26を形成する。
次に、ジョグル部2a、2bを有する型2をオートクレーブ等で加熱・加圧して、図6に示す完全硬化させて型3を製造する。
この型3は、レイアップにより形成したジョグル部3a、3bを有する。
【0017】
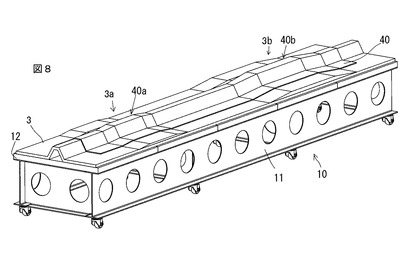
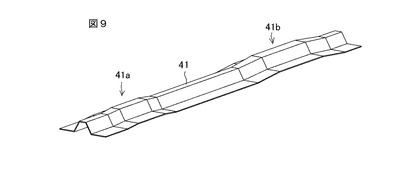
図7は、上述した工程で製造した型2を成形装置10上に載置した状態を示す。図8は、成形装置10の型2上にプリプレグシート40をレイアップした状態を示す。レイアップされたプリプレグシート40には、型2のジョグル部2a、2bに対応するジョグル部40a、40bが転写される。
このプリプレグ40がレイアップされた成形装置10をオートクレーブに送り、所定の加熱・加圧を施すことにより、図9に示すジョグル部41a、41bを有する成形品41を得ることができる。
【0018】
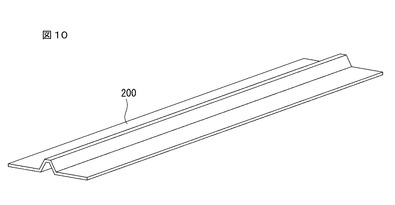
次に、図10以下により三次元形状を有する複合材製の型の製造方法を説明する。
まず、図10に示すプリプレグ材をプルトルージョン加工により二次元形状を有する半硬化状態の型素材200を製作する。型素材200は半硬化状態であるので、塑性変形させることができる。
【0019】
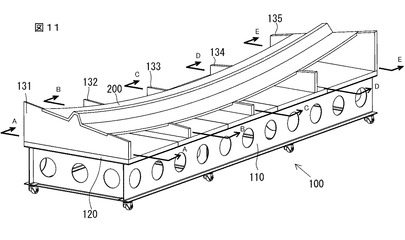
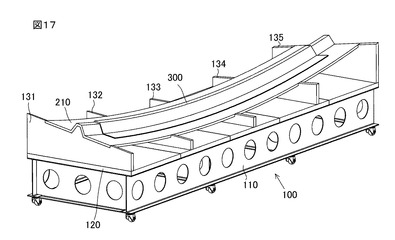
図11は、三次元形状の成形装置100を示す。
成形装置100は、架台110上にベースプレート120を有する。そして、このベースプレート上に5枚のテンプレート131、132,133、134、135が立設される。
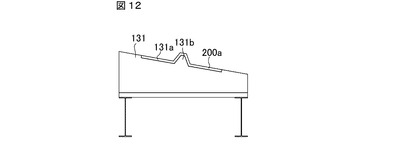
図12は、図11のA―A断面で示すテンプレート131の形状を示す。テンプレート131は、型素材200が嵌合される凹部131aと中央の凸部131bを有し、水平面に対して傾いた形状を有する。型素材はテンプレート131により20aの形状に変形する。
【0020】
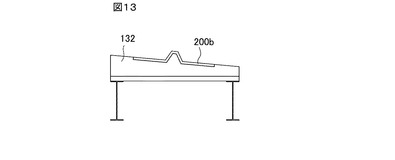
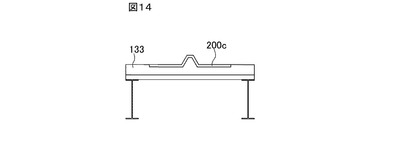
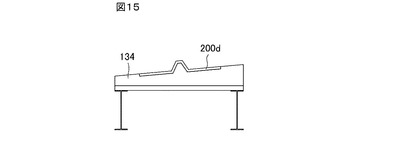
図13は、図11のB−B断面に配置されるテンプレート132の構成を示し、以下、図14〜図16に示すように、図11のC−C断面のテンプレート133、D−D断面のテンプレート134、E−E断面のテンプレート135も同様の構成を有する。
そして、これらのテンプレート131、132、133、134、135を連続してつないで形成される曲面は、三次元形状を有する。
【0021】
そこで、これらのテンプレート上に半硬化状の型素材200を載置すると、型素材200は三次元形状に変形する。この状態で成形装置100をオートクレーブやオーブンで加熱することにより、型素材200を完全硬化させることにより、三次元形状を有する成形用の型210を得ることができる。
【0022】
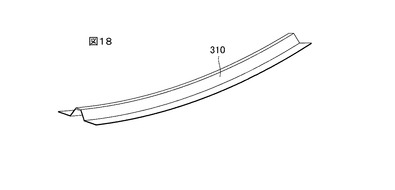
図17に示す次工程では、上述した手段で製作された型210を成形装置100上に載置し、型210上にプリプレグシート300をレイアップする。そして、成形装置100をオートクレーブやオーブンで加熱して型210に対応した形状を有する図18に示す複合材成形品300を得ることができる。
【0023】
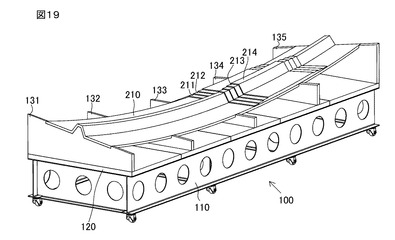
図19〜図24は、本発明の他の実施例を示す。
【0024】
図19に示すように、前述した実施例により製作した完全硬化した型210の一部に必要枚数のプリプレグシート211,212,213,214を追加して積層して必要なジョグル部を形成する。
そして、成形装置100全体をオートクレーブにより加圧、加熱することにより、型220を得ることができる。必要により追加積層したプリプレグ部周辺を機械加工を施して段差をなくしてスムーズなジョグル部220jを持つ型を得ることができる(図20)。
【0025】
図21に示すように、この型220上にプリプレグシート400をレイアップしてジョグル部400jを形成し、加圧、加熱することにより、図22に示すジョグル部410jを有する三次元形状の長尺の複合材成形品410を得ることができる。
【0026】
図23は、本発明により製作した型による断面がC形で横方向に曲がりが与えられた成形品510を示す説明図である。
【0027】
図24は、本発明により製作した型による断面がC形でたて方向に曲がりが与えられた成形品520を示す説明図である。
【0028】
図25は、本発明により製作した型による断面がHまたはI形で横方向に曲がりが与えられた成形品530を示す説明図である。
【0029】
図26は、本発明により製作した型による断面がJ形で横方向に曲がりが与えられた成形品540を示す説明図である。
【0030】
図27は、本発明により製作した型による断面が帽子形で横方向に曲がりが与えられた成形品550を示す説明図である。
【0031】
本発明によれば以上のように、プリプレグ材をプルトルージョン方法によって二次元形状の長尺部材を半硬化状態に加工する。
次に、この半硬化状態の部材をテンプレート等に載置して三次元形状の部材に塑性変形させる。そして、この半硬化状態の部材を加熱・加圧して完全硬化させる。
上述した工程で製作された部材を型として使用することによって、三次元形状の複合材成形品を容易に形成することができる。
【符号の説明】
【0032】
1 二次元形状部品
2 連続プルトルージョン成形による二次元複合材成形型
3 ジョグル部を有する成形型
4 二次元成形型上に積層された製品用プリプレグ
10 二次元形状部品用成形装置
11 架台
12 ベースプレ−ト
40 ジョグル部を有する成形品
100 三次元形状部品用成形装置
110 架台
120 ベースプレート
131 テンプレート
132 テンプレート
133 テンプレート
134 テンプレート
135 テンプレート
200 連続プルトルージョン成形により予備成形された複合材成形型素材
210 三次元形状の成形型
211〜215 追加積層プリプレグシート
220 ジョグル部を有する三次元成形型
300 三次元成形型上に積層されたプリプレグシート
310 三次元成形品
400 ジョグル部を有する三次元成形型上に積層されたプリプレグシート
410 ジョグル部を有する三次元成形品
510 本発明の型により成形された断面がC形で横方向に曲がりが与えられた成形品
520 本発明の型により成形された断面がC形でたて方向に曲がりが与えられた成形品
530 本発明の型により成形された断面がHまたはI形で横方向に曲がりが与えられた成形品
540 本発明の型により成形された断面がJ形で横方向に曲がりが与えられた成形品
550 本発明の型により成形された断面が帽子形で横方向に曲がりが与えられた成形品
【技術分野】
【0001】
本発明は、複合材のプリプレグを使用して、航空機用のストリンガーのような真直又は曲率やねじれを有する二次元形状または三次元形状の長尺部材を成形する際の成形用の型の製作方法に関する。
【背景技術】
【0002】
炭素繊維等の複合材を材料とする航空機用の長尺構造部材を製作するための成形用の型は金属または複合材で製作するのが一般的である。
金属で製作する場合にはマスターモデルを製作し、マスターモデルから鋳型を製作し、鋳型に溶融金属を流し込み、鋳造型を製作した後に、機械加工により必要な形状、寸法、表面粗さを得る。このような複雑な工程を経て製作する必要があり、コスト、リードタイムが多く必要である。
または、必要な寸法を包含するような金属のブロックから直接機械加工を行う方法もあるが材料のムダが多く発生し、加工時間も多く必要である。金属であるので、複合材の型と比較して重いのも難点である。
【0003】
成形型を複合材で製作する場合には次のような手順で行う必要がある。
成形型に対応する反転型を機械加工により製作し、反転型上に型用プリプレグを積層し、バッギングしオートクレーブ等により加圧、加熱し硬化させる。
反転型の材料は石膏等の無機多孔質材料やエポキシ樹脂から製作されるが、これらの材料は強度が低く、脆性材料であり、長尺の反転型の場合はその取り扱いが困難である。また、素材寸法に限りがあり、長尺製品に対しては定尺寸法の素材の接着処理を行わなくてはならないという不便もある。
オートクレーブ成形の際にはプリプレグの硬化温度にさらされるが、石膏等の無機多孔質材料やエポキシ樹脂は強度が低下し、成形圧力や線膨張係数の差異による熱応力により反転型に割れが発生する可能性がある。
【0004】
または金属の成形型と同じように素材のブロックから機械加工により製作する方法もあるが、三次元形状を包含するだけの大きさの素材が必要であり、材料のムダ、長い加工時間、また長尺材を加工する場合には長い素材についての市場性が低いという問題がある。
二次元的な真直な型については、下記特許文献1に開示されている通常の連続プルトルージョン成形法で製作する。
曲がりやねじれを有する型については、下記特許文献2または特許文献3に開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平01−004315公報
【特許文献2】特開2005−186558公報
【特許文献3】特開2009−234046公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の背景技術は成形型を製作する前に金属型、複合材型いずれの場合も反転型を製作する必要がある。または成形品の寸法、形状を包含する素材を必要とする技術である。
金属型用の反転型(鋳型)を製作するには複雑な工程を経る必要がある。複合材型用の反転型は強度や加熱に対しての信頼性の低いものであり、いずれの場合にも型製作の期間、原価を引き上げている。
【0007】
本発明の目的は反転型を製作することなく、また成形品の寸法、形状を包含する素材を必要としない、長尺部材に対する複合材の型を安価に、短期間に製作する方法を提供するものである。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の長尺部材の成形用の型の製作方法は、基本的手段として、炭素繊維等に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の完全硬化状態の成形型の素材を成形する工程と、完全硬化した二次元形状の成形型の素材表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、を備える。
【0009】
また、炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、を備えることもできる。
【0010】
さらに、炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、完全硬化した成形用型材の表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、を備えることもできる。
【発明の効果】
【0011】
本発明によれば、二次元形状の真直な型および三次元形状の型については連続プルトルージョン成形により、反転型を製作することなく、安価に短期間で製作することが可能である。
10メートル以上の長尺の型に対しても、連続プルトルージョン成形を利用すれば、1メートル程度の長さの型で良いので初期投資を低く抑えることができる。
【図面の簡単な説明】
【0012】
【図1】二次元形状の真直な成形品を示す説明図。
【図2】本発明の適用例で、二次元形状の真直な型を示す説明図。
【図3】二次元形状の型にプリプレグが積層されたことを示す説明図。
【図4】完全硬化した二次元形状の長尺の型を示す説明図。
【図5】完全硬化した型にジョグル部を積層する説明図。
【図6】ジョグル部を積層した型を完全硬化させ、必要な寸法ならびにスム−ズな形状に機械加工によって仕上げた状態を示す説明図。
【図7】型を成形装置に載置した状態を示す説明図。
【図8】型の上面にプリプレグシートを積層した状態を示す説明図。
【図9】ジョグル部を有する成形品の斜視図。
【図10】三次元形状の型の素材となる二次元形状の半硬化素材の説明図。
【図11】半硬化状態の型素材を三次元形状のテンプレートを有する成形装置に載置した状態を示す説明図。
【図12】テンプレートの説明図。
【図13】テンプレートの説明図。
【図14】テンプレートの説明図。
【図15】テンプレートの説明図。
【図16】テンプレートの説明図。
【図17】三次元形状の型にプリプレグが積層されたことを示す説明図。
【図18】曲がりおよびねじれを有する三次元形状の成形品を示す説明図。
【図19】ジョグル形状を得るための部分的な追加積層を示す説明図。
【図20】ジョグル形状を得るための追加積層、オートクレーブによる硬化後に機械加工を行ったことを示す説明図。
【図21】ジョグル形状を有する型にプリプレグが積層されたことを示す説明図。
【図22】ジョグル形状を有する成形品を示す説明図。
【図23】断面がC形で横方向に曲がりが与えられた成形品を示す説明図。
【図24】断面がC形でたて方向に曲がりが与えられた成形品を示す説明図。
【図25】断面がHまたはI形で横方向に曲がりが与えられた成形品を示す説明図。
【図26】断面がJ形で横方向に曲がりが与えられた成形品を示す説明図。
【図27】断面が帽子形で横方向に曲がりが与えられた成形品を示す説明図。
【発明を実施するための形態】
【0013】
図1、図2、図3は、本発明により、二次元形状の真直な型を製作する場合の適用例を示す説明図である。
まず、プリプレグを積層した材料をプルトルージョンにより成形品1に対応する型材2を完全硬化状態で成形する。
【0014】
成形装置10は架台11上にベースプレート12を備える。このベースプレート12上に上述した工程で製作された型2を載置し、この型2にプリプレグ4を必要枚数積層してレイアップする。
その後に、成形装置10をオートクレーブ等で加圧、加熱して製品である成形品1を成形する。
上述した工程により、二次元形状を有する長尺の複合材の成形品1を得ることができる。
断面形状が全長にわたって同一形状の長尺の成形品1を製造する方法は、図1〜図3に示す二次元形状の型を用意しなくても、従来のプルトルージョン方法によっても製造することはできる。
【0015】
図4以下に断面形状が長手方向に沿って部分的に異なる長尺の成形品を製造できる型の製造方法を示す。
図4では、図2で説明したと同様のプルトルージョン製法により完全硬化した二次元形状の長尺の型2を製造する。
【0016】
次に、図5に示すように完全硬化した型2の上面にプリプレグシート21,22をレイアップにより積層して第1のジョグル部2aを形成する。同様にプリプレグシート23、24、25、26をレイアップにより積層して第2のジョグル部26を形成する。
次に、ジョグル部2a、2bを有する型2をオートクレーブ等で加熱・加圧して、図6に示す完全硬化させて型3を製造する。
この型3は、レイアップにより形成したジョグル部3a、3bを有する。
【0017】
図7は、上述した工程で製造した型2を成形装置10上に載置した状態を示す。図8は、成形装置10の型2上にプリプレグシート40をレイアップした状態を示す。レイアップされたプリプレグシート40には、型2のジョグル部2a、2bに対応するジョグル部40a、40bが転写される。
このプリプレグ40がレイアップされた成形装置10をオートクレーブに送り、所定の加熱・加圧を施すことにより、図9に示すジョグル部41a、41bを有する成形品41を得ることができる。
【0018】
次に、図10以下により三次元形状を有する複合材製の型の製造方法を説明する。
まず、図10に示すプリプレグ材をプルトルージョン加工により二次元形状を有する半硬化状態の型素材200を製作する。型素材200は半硬化状態であるので、塑性変形させることができる。
【0019】
図11は、三次元形状の成形装置100を示す。
成形装置100は、架台110上にベースプレート120を有する。そして、このベースプレート上に5枚のテンプレート131、132,133、134、135が立設される。
図12は、図11のA―A断面で示すテンプレート131の形状を示す。テンプレート131は、型素材200が嵌合される凹部131aと中央の凸部131bを有し、水平面に対して傾いた形状を有する。型素材はテンプレート131により20aの形状に変形する。
【0020】
図13は、図11のB−B断面に配置されるテンプレート132の構成を示し、以下、図14〜図16に示すように、図11のC−C断面のテンプレート133、D−D断面のテンプレート134、E−E断面のテンプレート135も同様の構成を有する。
そして、これらのテンプレート131、132、133、134、135を連続してつないで形成される曲面は、三次元形状を有する。
【0021】
そこで、これらのテンプレート上に半硬化状の型素材200を載置すると、型素材200は三次元形状に変形する。この状態で成形装置100をオートクレーブやオーブンで加熱することにより、型素材200を完全硬化させることにより、三次元形状を有する成形用の型210を得ることができる。
【0022】
図17に示す次工程では、上述した手段で製作された型210を成形装置100上に載置し、型210上にプリプレグシート300をレイアップする。そして、成形装置100をオートクレーブやオーブンで加熱して型210に対応した形状を有する図18に示す複合材成形品300を得ることができる。
【0023】
図19〜図24は、本発明の他の実施例を示す。
【0024】
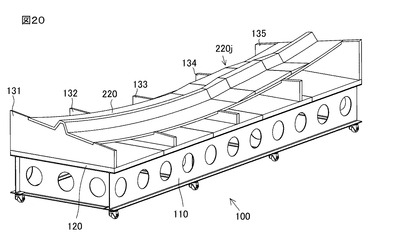
図19に示すように、前述した実施例により製作した完全硬化した型210の一部に必要枚数のプリプレグシート211,212,213,214を追加して積層して必要なジョグル部を形成する。
そして、成形装置100全体をオートクレーブにより加圧、加熱することにより、型220を得ることができる。必要により追加積層したプリプレグ部周辺を機械加工を施して段差をなくしてスムーズなジョグル部220jを持つ型を得ることができる(図20)。
【0025】
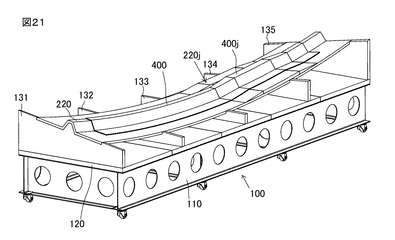
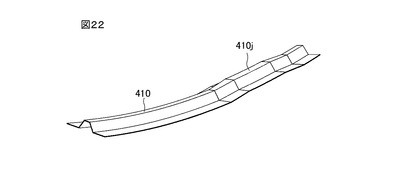
図21に示すように、この型220上にプリプレグシート400をレイアップしてジョグル部400jを形成し、加圧、加熱することにより、図22に示すジョグル部410jを有する三次元形状の長尺の複合材成形品410を得ることができる。
【0026】
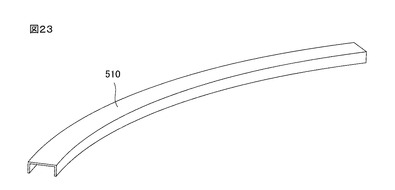
図23は、本発明により製作した型による断面がC形で横方向に曲がりが与えられた成形品510を示す説明図である。
【0027】
図24は、本発明により製作した型による断面がC形でたて方向に曲がりが与えられた成形品520を示す説明図である。
【0028】
図25は、本発明により製作した型による断面がHまたはI形で横方向に曲がりが与えられた成形品530を示す説明図である。
【0029】
図26は、本発明により製作した型による断面がJ形で横方向に曲がりが与えられた成形品540を示す説明図である。
【0030】
図27は、本発明により製作した型による断面が帽子形で横方向に曲がりが与えられた成形品550を示す説明図である。
【0031】
本発明によれば以上のように、プリプレグ材をプルトルージョン方法によって二次元形状の長尺部材を半硬化状態に加工する。
次に、この半硬化状態の部材をテンプレート等に載置して三次元形状の部材に塑性変形させる。そして、この半硬化状態の部材を加熱・加圧して完全硬化させる。
上述した工程で製作された部材を型として使用することによって、三次元形状の複合材成形品を容易に形成することができる。
【符号の説明】
【0032】
1 二次元形状部品
2 連続プルトルージョン成形による二次元複合材成形型
3 ジョグル部を有する成形型
4 二次元成形型上に積層された製品用プリプレグ
10 二次元形状部品用成形装置
11 架台
12 ベースプレ−ト
40 ジョグル部を有する成形品
100 三次元形状部品用成形装置
110 架台
120 ベースプレート
131 テンプレート
132 テンプレート
133 テンプレート
134 テンプレート
135 テンプレート
200 連続プルトルージョン成形により予備成形された複合材成形型素材
210 三次元形状の成形型
211〜215 追加積層プリプレグシート
220 ジョグル部を有する三次元成形型
300 三次元成形型上に積層されたプリプレグシート
310 三次元成形品
400 ジョグル部を有する三次元成形型上に積層されたプリプレグシート
410 ジョグル部を有する三次元成形品
510 本発明の型により成形された断面がC形で横方向に曲がりが与えられた成形品
520 本発明の型により成形された断面がC形でたて方向に曲がりが与えられた成形品
530 本発明の型により成形された断面がHまたはI形で横方向に曲がりが与えられた成形品
540 本発明の型により成形された断面がJ形で横方向に曲がりが与えられた成形品
550 本発明の型により成形された断面が帽子形で横方向に曲がりが与えられた成形品
【特許請求の範囲】
【請求項1】
長尺部材の成形用の型の製作方法であって、
炭素繊維等に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の完全硬化状態の成形型の素材を成形する工程と、
完全硬化した二次元形状の成形型の素材表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、
ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【請求項2】
長尺部材の成形用の型の製作方法であって、
炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、
半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、
三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【請求項3】
長尺部材の成形用の型の製作方法であって、
炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、
半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、
三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、
完全硬化した成形用型材の表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、
ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【請求項1】
長尺部材の成形用の型の製作方法であって、
炭素繊維等に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の完全硬化状態の成形型の素材を成形する工程と、
完全硬化した二次元形状の成形型の素材表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、
ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【請求項2】
長尺部材の成形用の型の製作方法であって、
炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、
半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、
三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【請求項3】
長尺部材の成形用の型の製作方法であって、
炭素繊維等の複合材に熱硬化樹脂を含浸させたプリプレグシートを必要枚数重ね合わせた材料に張力を与えながら連続してホットプレスと熱硬化炉を通過させて二次元形状の半硬化状態の成形型の素材を成形する工程と、
半硬化状態の成形型の素材を成形装置のベースプレート上に間隙を有して立設した複数個のテンプレート上に載置して成形型の素材を三次元形状に塑性変形させる工程と、
三次元形状に変形した成形型の素材を載置した成形装置を加熱・加圧して半硬化状態の成形型の素材を完全硬化させる工程と、
完全硬化した成形用型材の表面の一部に必要枚数のプリプレグシートを積層して断面形状が局部的に異なるジョグル部を形成する工程と、
ジョグル部が形成された成形用型材を加熱・加圧して完全硬化させる工程と、
を備える複合材長尺部材用の複合材成形型の製作方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2013−35148(P2013−35148A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−170903(P2011−170903)
【出願日】平成23年8月4日(2011.8.4)
【出願人】(000132013)株式会社ジャムコ (53)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月4日(2011.8.4)
【出願人】(000132013)株式会社ジャムコ (53)
【Fターム(参考)】
[ Back to top ]