
複合構造体
【課題】本発明は、優れた放熱特性と剛性とを兼ね備えた複合構造体を提供することにある。
【解決手段】本発明は次の構成を有する複合構造体であり、連続した強化繊維(a)、マトリックス樹脂(b)および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高いことを特徴とする複合構造体である。
【解決手段】本発明は次の構成を有する複合構造体であり、連続した強化繊維(a)、マトリックス樹脂(b)および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高いことを特徴とする複合構造体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化樹脂部材と金属部材からなり、優れた放熱特性と剛性とを兼ね備えた複合構造体に関するものである。
【背景技術】
【0002】
繊維強化樹脂部材を用いた複合構造体は、強度、剛性に優れていることから、OA機器、通信機器、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機などの構造材などに幅広く展開され、その需要は年々増加している。
【0003】
一方で、ノートパソコン、携帯電話、携帯情報端末などの電気・電子機器の筐体や内部部材などの分野においては、内部部品(CPU、トランジスタなど)の高集積高速化による消費電力の増加と発熱量の増大による素子寿命の低下が問題となっている。また、上述した機械的側面に加え、人的側面として、発熱を伴う部品による低温火傷や不快感なども重要視されている。さらに、半導体産業でも、半導体の高集積化、小型化、大容量化に加え、機器のモバイル化、軽量化、薄肉化が加速されており、その部材、筐体などへの強度、剛性を満足し、かつ、優れた熱伝導性(放熱特性)を有する構造体が一層強く求められるようになった。さらに、自動車産業においても、キャビンの放熱対策、ハイブリッド車における電池とモーターとの間のインバーターの放熱対策、さらには燃料電池におけるセパレーターなど、放熱特性に対する要求は益々高まる一方である。
【0004】
これら背景から、熱問題に対応することを目的とした繊維強化樹脂部材を用いた複合構造体を提供するために、種々の技術が提案されている。
【0005】
しかしながら、複合構造体を構成する繊維強化樹脂部材は、一般に、強化繊維群とマトリックス樹脂を必須の構成要素とする不均一な材料であり、そのため強化繊維群の配列方向の物性と強化繊維の径方向の物性には大きな差が存在する。例えば、熱伝導率においてはその傾向が顕著に現れ、繊維強化樹脂部材の強化繊維群の配列方向では複合則がほぼ成り立つことから、高い熱伝導率を有する強化繊維をもちいれば、強化繊維群の繊維方向では高い熱伝導性を有する繊維強化樹脂部材が得られる。しかしながら、強化繊維群の繊維径方向での熱伝導率は、強化繊維群を構成するフィラメント同士を含浸・固定してなるマトリックス樹脂の熱伝導率があまりにも低いために強化繊維群の配列方向における熱伝導率に対し、極端に低い値を示す。
【0006】
上述した繊維強化樹脂部材の強化繊維の繊維径方向の熱伝導性の改善を目的に提案されている技術の一つとして、炭素繊維を成形品の厚さ方向のみに配向させた一方向性複合材料の表裏表面に、高分子接着剤を介して金属部材を被覆せしめた半導体パッケージ用の熱伝プレートが提案されている(特許文献1)。しかし、この技術では厚み方向には熱伝導性は良好なものが得られたとしても、炭素繊維が成形品の面方向に連続して配列していないため成形品の力学特性、特に曲げ特性などに代表される実用特性に欠けてしまう。
【0007】
そこで、高い熱伝導率を有する炭素繊維に、熱伝導性充填剤を含有したマトリックス樹脂を含浸せしめた高熱伝導材料が提案されている(特許文献2)。しかしながら、この提案では、現実問題として、300W/m・K以上のピッチ系炭素繊維をもちいらなければならず、ピッチ系炭素繊維では、例えば、電子機器用の筐体など成形品とした場合、繊維強度と弾性率のバランスや繊維自体が脆いために成形品自体が脆く、実用に適さない。そこで、力学特性を補うために、引張強度・弾性率の優れたPAN系炭素繊維を用いた繊維強化樹脂部材を用いて上記の提案を実施したとしても、繊維方向の熱伝導率は10〜150W/m・K程度であるため、PAN系炭素繊維では、放熱特性については議論されることはなかった。
【0008】
また、金属層と繊維強化樹脂層との接着性を飛躍的に向上させた金属/繊維強化樹脂複合材料からなる電子機器筐体が提案されている(特許文献3)。この技術により、金属/繊維強化樹脂複合材料(構造体)を作製するにあたっての問題点であった金属層と繊維強化樹脂層との層間剥離などの問題が解決された。しかしながら、電子機器分野では、さらなる要求として力学特性に加え、熱特性についても要求されているのは前述の通りであり、この点については、上記提案された技術においては何ら触れられてはいなかった。
【特許文献1】特開平9−129793号公報
【特許文献2】特開2005−213459号公報
【特許文献3】特開2006−297929号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
そこで本発明の課題は、かかる従来技術に鑑み、連続した強化繊維群、マトリックス樹脂および熱伝導性添加材からなる繊維強化樹脂部材と、金属部材とを用いることにより、優れた放熱特性と剛性とを兼ねた複合構造体を提供することにある。
【課題を解決するための手段】
【0010】
かかる課題を解決するために、本発明の複合構造体は次の構成からなる。すなわち、
(1)連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高い複合構造体。
【0011】
(2)前記熱伝導性添加材(c)が平均粒子径が150μm以下の粒子状である、前記(1)に記載の複合構造体。
【0012】
(3)前記熱伝導性添加材(c)の平均粒子径が5μm以下である、前記(1)に記載の複合構造体。
【0013】
(4)前記有機材料の核が熱可塑性樹脂である、前記(1)〜(3)のいずれかに記載の複合構造体。
【0014】
(5)前記熱可塑性樹脂が、ポリアミド、ポリカーボナート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾールからなる群から選ばれた少なくとも1種である、前記(4)に記載の複合構造体。
【0015】
(6)前記熱伝導性物質が白金、金、銀、銅、錫、ニッケル、チタンおよび炭素からなる群から選ばれた少なくとも1種を含んでなる、前記(1)〜(5)のいずれかに記載の複合構造体。
【0016】
(7)前記無機材料の核が熱伝導性物質で被覆されてなる材料、または、前記有機材料の核が熱伝導性物質で被覆されてなる材料の比重が3.2以下である、前記(1)〜(6)のいずれかに記載の複合構造体。
【0017】
(8)前記熱伝導性添加材(c)が、表面処理を施されてなる、前記(1)〜(7)のいずれかに記載の複合構造体。
【0018】
(9)前記表面処理が、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理である、前記(8)に記載の複合構造体。
【0019】
(10)前記カップリング処理がシランカップリング処理である、前記(9)に記載の複合構造体。
【0020】
(11)前記酸化処理が、薬液酸化処理である、前記(9)に記載の複合構造体。
【0021】
(12)前記繊維強化樹脂部材(I)の厚み方向の熱伝導率が1W/m・K以上である、前記(1)〜前記(11)のいずれかに記載の複合構造体。
【0022】
(13)前記繊維強化樹脂部材(I)を構成する前記マトリックス樹脂(b)中に、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなる、前記(1)〜前記(12)のいずれかに記載の複合構造体。
【0023】
(14)前記熱伝導性添加材(c)の平均凝集ストラクチャー長が10〜500μmである、前記(1)〜(13)のいずれかに記載の複合構造体。
【0024】
(15)前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜100μmである、前記(1)〜(14)のいずれかに記載の複合構造体。
【0025】
(16)前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる、前記(1)〜(15)のいずれかに記載の複合構造体。
【0026】
(17)前記金属部材(II)の熱伝導率が100W/m・K以上である、前記(1)〜(16)のいずれかに記載の複合構造体。
【0027】
(18)前記金属部材(II)が、アルミニウム、チタン、銅、マグネシウム、およびその合金より選択される少なくとも1種である、前記(1)〜(17)のいずれかに記載の複合構造体。
【0028】
(19)前記熱伝導性添加材(c)の熱伝導率が前記金属部材(II)よりも高い、前記(1)〜(18)のいずれかに記載の複合構造体。
【0029】
(20)前記強化繊維(a)がポリアクリロニトリル系炭素繊維である、前記(1)〜(19)のいずれかに記載の複合構造体。
【0030】
(21)前記マトリックス樹脂(b)がエポキシ樹脂である、前記(1)〜(20)のいずれかに記載の複合構造体。
【0031】
(22)前記繊維強化樹脂部材(I)と、前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体である、前記(1)〜(21)のいずれかに記載の複合構造体。
【0032】
(23)前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体である、前記(22)に記載の複合構造体。
【0033】
(24)前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体であって、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満である、前記(22)に記載の複合構造体。
【0034】
(25)前記積層構造体の最大厚みが2mm以下である、前記(22)〜(24)のいずれかに記載の複合構造体。
【0035】
(26)電気・電子機器の筐体または部材、自動車、二輪車、航空機、もしくは建材用途の部品または部材に用いられる、前記(1)〜(25)のいずれかに記載の複合構造体。
【0036】
である。
【発明の効果】
【0037】
本発明によれば、従来技術では困難であった優れた放熱特性と剛性とを兼ね備えた複合構造体を得ることができる。したがって、本発明の複合構造体は、特に、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機、建材用途などの放熱部品、部材に好適に用いられる。
【発明を実施するための最良の形態】
【0038】
以下に、本発明の複合構造体について、望ましい実施の形態とともに詳細に説明する。
【0039】
本発明は、連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の平均粒子径が150μm以下、かつ熱伝導率が該強化繊維(a)よりも高い複合構造体である。
【0040】
連続した強化繊維(a)とは、繊維方向における熱伝導率が10W/m・K以上である連続した強化繊維である。ここで、前記強化繊維(a)における連続とは、少なくとも一方向に10mm以上の長さにわたり連続した多数本の強化繊維から構成されていることである。ここで、該連続した強化繊維は、複合構造体を構成する繊維強化樹脂部材の長さ方向の全長さにわたりあるいは、繊維強化樹脂部材の幅方向の全幅にわたり、連続している必要はなく、途中で分断されていても良い。
【0041】
前記強化繊維(a)の形態としては特に限定されず、多数本の強化繊維からなる強化繊維束、該強化繊維束から構成されたクロス、多数本の強化繊維が一方向に配列された強化繊維束(一方向性繊維束)、該一方向性繊維束から構成された一方向性クロスなど、それらを組み合わせたもの、複数層配置したものなどである。なかでも基材の生産性の観点から、クロス、一方向性繊維束が好ましい。前記連続した強化繊維は、同一の形態の複数本の繊維束から構成されていても、あるいは、異なる形態の複数本の繊維束から構成されていても良い。一つの強化繊維束を構成する強化繊維数は、通常、300〜48,000であるが、基材の製造を考慮すると、好ましくは、300〜24,000であり、より好ましくは、1,000〜12,000である。
【0042】
前記強化繊維(a)の繊維種としては、炭素繊維や金属繊維等の中から繊維方向に10W/m・K以上の熱伝導率を有する繊維が挙げられる。このうち、炭素繊維は、アクリロニトリル、ピッチおよびレーヨン等を原料とすることができ、例えば、ポリアクリロニトリル系(以下PAN系と称する)炭素繊維は、アクリロニトリルを主成分として重合、紡糸して得られたPAN系繊維を200〜400℃の空気雰囲気中で加熱して酸化繊維に転換する耐炎化工程と、窒素、ヘリウムおよびアルゴン等の不活性雰囲気中でさらに1000〜2000℃で加熱して炭化する炭化工程を経ることで得られる(耐炎化工程と炭化工程をあわせて焼成工程と呼ぶことがある。)。本発明では、炭化する温度としては1300〜1800℃を採用することが、繊維方向に10W/m・K以上の熱伝導率を有する炭素繊維得ることができるため好ましい。さらに必要に応じ、炭化工程後に炭化工程と同様に不活性雰囲気中で、2000〜3300℃で加熱して黒鉛化する黒鉛化工程を経て黒鉛化されたPAN系炭素繊維を得ることもできる。かかる強化繊維の熱伝導性を向上させるためには、黒鉛化せしめる工程を採用することが好ましく、その黒鉛化工程における温度は、2000〜3000℃を採用することが、PAN系炭素繊維の熱伝導率と力学特性のバランスの観点から好ましい。
【0043】
該PAN系繊維は、耐炎化反応を促進するモノマー成分を含むものであれば特に限定されるものではなく、イタコン酸、アクリル酸、メタクリル酸およびそれらのメチルエステル、エチルエステル、プロピルエステル、アルカリ金属塩、アンモニウム塩、あるいはアリルスルホン酸、メタリルスルホン酸、スチレンスルホン酸、およびそれらのアルカリ金属塩等を挙げることができる。紡糸方法は、湿式紡糸法や乾湿式紡糸法などの公知の方法を適用することができる。
【0044】
また、ピッチを原料としたピッチ系炭素繊維は、石炭系ピッチ、石油系ピッチ、ナフタレンやポリ塩化ビニルなどからの合成ピッチなどから選択されるピッチを主成分として紡糸して得られたピッチ系繊維を200〜420℃の空気雰囲気中で加熱する不融化工程と、窒素、ヘリウムおよびアルゴン等の不活性雰囲気中でさらに1000〜1500℃で加熱して炭化する炭化工程を経ることで得られる。また、必要に応じ、炭化工程後に炭化工程と同様に不活性雰囲気中で、2000〜3000℃で加熱して黒鉛化する黒鉛化工程を経て黒鉛化されたピッチ系炭素繊維を得ることもできる。かかる強化繊維の熱伝導性を向上させるためには、黒鉛化せしめる工程を採用することが好ましく、その黒鉛化工程における温度は、2000〜3000℃を採用することが好ましい。また、紡糸方法は、遠心紡糸法やフラッシュ紡糸法、加圧押出紡糸法などの公知の方法を適用することができる。
【0045】
かかるPAN系炭素繊維、ピッチ系炭素繊維は必要に応じて表面処理を行うことがマトリックス樹脂との接着性の向上による、繊維強化樹脂部材とした際の、力学特性の向上の観点から好ましく、表面処理は液相酸化、電解酸化、気相酸化などの酸化処理やエッチング処理、有機化合物のグラフト、無機化合物のコーティング、ウィスカライジング等の公知方法を用いることができる。生産性、処理の容易さなどから液相酸化、電解酸化、気相酸化などの酸化処理が好ましく用いることができる。
【0046】
また、金属繊維については、金属を溶湯から伸線加工を行った線材をダイスに通して引延する線引加工法、金属素地を溶融状態にせしめ、細線化する溶融紡糸法、押出法、金属箔板をコイル状に巻き、その端面を切削するコイル切削法など公知の方法により得ることができる。金属としてはアルミニウム、タングステン、銅、銀、チタン、マグネシウム、ニッケル、ニオブ、ステンレス鋼、炭素鋼および/またはその合金などが熱伝導率の観点から好ましく用いることができ、なかでもコストと熱伝導率の観点からアルミニウム、銅、ステンレス鋼および/またはその合金を用いた金属が好ましく用いることができる。
【0047】
また、これらを単独または2種を併用して用いることができる。さらに、ガラス繊維、アラミド繊維、ボロン繊維、アルミナ繊維、炭化ケイ素繊維などに金属被覆したものも本発明の効果を損なわない範囲内であれば、単独あるいは2種以上併用して用いてもかまわない。これらの強化繊維は、表面処理が施されているものであっても良い。表面処理としては、金属の被着処理、カップリング剤による処理、サイジング剤による処理、添加剤の付着処理などがある。
【0048】
これら強化繊維の中では、得られる繊維強化樹脂部材(I)が力学特性に優れ、高い比強度および比弾性率を有する点、および高い熱伝導性を実現でき、しかも軽量な材料が得られる点から、炭素繊維が最も好ましい。
【0049】
かかる炭素繊維としては、ポリアクリロニトリル系、ピッチ系、レーヨン系、リグニン系などの炭素繊維を用いることができる。これらの中でも、PAN系炭素繊維が強度、弾性率ともに高いことから、繊維強化樹脂部材(I)の力学特性も高くできる点で好ましい。
【0050】
また、使用される強化繊維としては、繊維方向における熱伝導率が10W/m・K以上である。繊維方向における熱伝導率が10W/m・K以上であるということは、繊維強化樹脂部材(I)を用いた本発明の複合構造体とした場合に、優れた放熱特性を得ることができるためである。また、繊維方向における熱伝導率が10W/m・Kを下まわる場合は、所望の放熱特性を得るために、本発明における熱伝導性添加材(c)、または、熱伝導率の高いフィラー等を大量に添加しなければ放熱特性を得ることができず、このような、充填剤の大量添加は、繊維強化樹脂部材の力学特性の低下を招くことになる。
【0051】
本発明における前記強化繊維(a)の繊維方向における熱伝導率については、現在上市されている強化繊維、特にピッチ系炭素繊維では、1000W/m・K程度のものが上限としてあるが、熱伝導率および引張弾性率が優れている反面、引張強度が低いことが知られている。さらに、引張弾性率が高すぎるために、繊維強化樹脂部材(I)としたときに、耐衝撃性が低下する場合がある。かかる繊維強化樹脂部材(I)の放熱特性および力学特性のバランスの観点から、前記強化繊維(a)の繊維方向における熱伝導率は、より好ましくは10〜250W/m・K、とりわけ、10〜150W/m・Kの範囲内のであることが好ましく、前記理由により強化繊維としては、力学特性と熱伝導性のバランスに優れたPAN系炭素繊維が好ましく用いることができる。
【0052】
さらに、該繊維強化樹脂部材(I)の耐衝撃性の観点から、炭素繊維の弾性率は800GPa、好ましくは700GPa以下、より好ましくは600GPa以下とするのが良い。また、引張強度としては、該繊維強化樹脂部材の曲げ強度などの実用特性の観点から、3000MPa以上が好ましく、4000MPa以上がより好ましい。ここでいう炭素繊維の引張強度、弾性率は、JIS R7601−1986にしたがって測定されるストランド引張強度、ストランド引張弾性率である。上記より、PAN系炭素繊維は熱伝導率と引張強度・弾性率のバランスに優れており、さらに安価であるため好ましく用いることができる。
【0053】
本発明を構成するマトリックス樹脂(b)とは、熱可塑性樹脂および/または熱硬化性樹脂であり、本発明の効果を損なわない範囲であれば、熱可塑性樹脂あるいはその組成物、熱硬化性樹脂あるいはその組成物のいずれであってもよい。
【0054】
かかる熱可塑性樹脂としては、その種類に特に制限はないが、ポリオレフィン、ポリアミド、ポリエステル、ポリカーボネート、ポリアリーレンオキシド、ポリアリーレンスルフィド、ポリスルホン、ポリイミドから選ばれることが好ましい。なかでも経済性の観点からはポリオレフィン、強化繊維との接着性の観点からは、ポリアミドが好ましい。
【0055】
かかる熱硬化性樹脂としては、その種類に特に制限はないが、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ジアリルフタレート樹脂、フェノール樹脂、マレイミド樹脂、シアン酸エステル樹脂から選ばれることが好ましい。
【0056】
中でも、力学特性の優れた繊維強化樹脂部材を得るためには、熱硬化性樹脂と、前記強化繊維(a)、熱伝導性添加材(c)の配合が容易であること、成形が容易であることから、エポキシ樹脂が好ましい。エポキシ樹脂としては、分子内に複数のエポキシ基を有する化合物が用いられる。例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ジグリシジルレゾルシノール、テトラキス(グリシジルオキシフェニル)エタン、トリス(グリシジルオキシフェニル)メタンのようなグリシジルエーテル型エポキシ樹脂、テトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂、フタル酸ジグリシジルエステルなどのグリシジルエステル型エポキシ樹脂、脂環式エポキシ樹脂、あるいはこれらの樹脂の組み合わせが用いられる。なかでも、ビスフェノールA型エポキシ樹脂を主成分としたエポキシ樹脂が経済性、力学特性のバランスの観点から好ましく用いることができる。
【0057】
さらに、かかる繊維強化樹脂部材を構成するマトリックス樹脂には、要求される特性に応じ、本発明の目的を損なわない範囲で他の充填材や添加剤を含有しても良い。例えば、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。導電性付与剤としては、例えばカーボンブラック、アモルファスカーボン粉末、天然黒鉛粉末、人造黒鉛粉末、膨張黒鉛粉末、ピッチマイクロビーズ、気相成長炭素繊維、カーボンナノチューブなどが例示できる。
【0058】
ここで本発明における熱伝導性添加材(c)とは、熱伝導率が前記強化繊維(a)以上である、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および金属の群から選択される少なくとも1種類の添加材である。
【0059】
また、前記熱伝導性添加材(c)の形態については特に限定されないが、安価に入手可能な形態であることから、粒子状または繊維状であることが好ましく、加工時の分散性や折損などによる品質変化を考慮した場合、粒子状であることがさらに好ましい。ここで熱伝導性添加材が粒子状とは、該熱伝導性添加材のアスペクト比である長軸/短軸の比が10未満のものを意味する。また、熱伝導性添加材が繊維状とは、該熱伝導性添加材のアスペクト比である長軸/短軸の比が10以上のものを意味する。
【0060】
かかる前記熱伝導性添加材(c)については、熱伝導率が前記強化繊維(a)以上であることが、複合構造体としたときの放熱特性に優れるといった観点から重要である。具体的には、例えば、熱伝導性に優れている炭素短繊維、黒鉛化炭素、カーボンナノチューブ、ダイヤモンド、ガラス状炭素などの炭素材料が挙げられる。具体的には例えば、“ベルパール”(登録商標)C−600、C−800、C−2000(鐘紡(株)製)、“NICABEADS”(登録商標)ICB、PC、MC(日本カーボン(株)製)などが挙げられる。
【0061】
また、無機材料の核が熱伝導性物質で被覆されてなる材料の無機材料としては、シリカ、アルミナ、ジルコニア、チタニア、シリカ・アルミナ、シリカ・ジルコニア等、単一の無機酸化物、および2種以上の複合無機酸化物や金属アルコキシドおよび/または金属アルキルアルコキシドを加水分解して得られるポリオルガノシロキサン等の無機有機複合物が挙げられる。
【0062】
有機材料の核が熱伝導性物質で被覆されてなる材料の有機材料としては、ポリアミド、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾール、フェノール樹脂、アミノ樹脂、アクリル樹脂、尿素樹脂、メラミン樹脂、アルキド樹脂、ポリイミド樹脂、ウレタン樹脂、ジビニルベンゼン樹脂、エポキシ樹脂等の熱可塑性樹脂、熱硬化性樹脂および有機無機ハイブリッド共重合体等が挙げられる。また、ここで挙げた材料を2種類以上複合して用いても良い。なかでも、優れた耐熱性を有するアクリル樹脂やジビニルベンゼン樹脂、および優れた耐衝撃性を有するポリアミド樹脂が好ましく用いられる。
【0063】
ここで、前記熱伝導性物質としては、金属または炭素を挙げることができる。また、熱伝導性物質で被覆されてなる材料において、熱伝導性物質により熱伝導性層が構成されているが、熱伝導性層は金属や炭素の連続した膜状であっても良いし、熱伝導性繊維、カーボンブラック、金属微粒子など、繊維状または粒子状の材料が集合したものであっても良い。
【0064】
前記熱伝導性繊維としては、炭素で構成された熱伝導性繊維が好ましい。より好ましい熱伝導性繊維は、中空カーボンファイバーである。この中空カーボンファイバーの外径は、好ましくは0.1〜1000nmであり、より好ましくは1〜100nmのものである。中空カーボンファイバーの外径が小さすぎても、大きすぎても、そのような中空カーボンファイバーを製造することが困難であることが多い。
【0065】
上記の中空カーボンファイバーは、表面にグラファイト層を形成したものでもよい。その際、構成するグラファイト層の総数は、好ましくは1〜100層であり、より好ましくは1〜10層であり、さらに好ましくは、1〜4層であり、特に好ましいものは、1〜2層のものである。
【0066】
また、炭素で構成されたチャネルブラック、サーマルブラック、およびファーネスブラックなどのカーボンブラックも熱伝導性層を構成する材料として好ましく用いられる。
【0067】
金属としては、メッキして使用される金属であることが好ましい。好ましい金属としては、連続した強化繊維に炭素繊維を用いた場合に該炭素繊維との電位差による腐蝕を防ぐことから、白金、金、銀、銅、錫、ニッケル、チタン、コバルト、亜鉛、鉄、クロム、アルミニウム、マグネシウム等が用いられ、これらの中でも、高い熱伝導性および安定性を示すことから、白金、金、銀、銅、錫、ニッケル、またはチタンが特に好ましく用いられる。なお、これら金属は単独で用いられても良いし、これら金属を主成分とする合金として用いられても良い。
【0068】
上記の金属を用いて金属メッキを施す方法としては、湿式メッキと乾式メッキが好ましく用いられる。湿式メッキとしては、無電解メッキ、置換メッキおよび電気メッキ等の方法を採用することができるが、なかでも不導体にもメッキを施すことが可能であることから、無電解メッキによる方法が好ましく用いられる。乾式メッキとしては、真空蒸着、プラズマCVD(chemical vapor deposition)、光CVD、イオンプレーティング、スパッタリング等の方法を採用することができるが、低温においても優れた密着性が得られることからスパッタリングによる方法が好ましく用いられる。
【0069】
また、金属メッキは、単一の金属の被膜であっても複数の金属からなる複数層の被膜であってもよい。金属メッキをする場合は、最表面を金、ニッケル、銅、またはチタンからなる層とするメッキ被膜が形成されてなることが好ましい。最表面を上記の金属とすることにより、熱伝導の効率化や表面の安定化を図ることができる。例えば、金層を形成する際は、無電解ニッケルメッキによりニッケル層を形成し、その後、置換金メッキにより金層を形成する方法が好ましく用いられる。
【0070】
セラミックス材料としては窒化硼素、窒化珪素、炭化珪素などが挙げられる。
【0071】
熱伝導性添加材(c)に用いられる金属としては、前記無機材料の核が熱伝導性物質で被覆されてなる材料、または有機材料の核が熱伝導性物質で被覆されてなる材料の熱伝導性物質に用いられる金属と同様の考えで選定することができる。
【0072】
本発明で用いられる無機材料の核が熱伝導性物質で被覆されてなる材料、または有機材料の核が熱伝導性物質で被覆されてなる材料の比重は3.2以下であることが好ましい。該材料の比重が大きすぎると得られる炭素繊維強化複合材料の重量が増加する。好ましくは比重が1〜2.2である。該材料の比重は小さすぎると、樹脂調合中に均一に分散できない場合がある。
【0073】
さらに、前記好ましい形態である粒子状の熱伝導性添加材(c)の平均粒子径は150μm以下が好ましく、後述する繊維強化樹脂部材(I)中での凝集ストラクチャー長の形成の容易さの観点から、0.1〜5μmであることがより好ましい。0.1μm未満の場合には前記熱伝導性添加材(c)自体の経済性に劣り、150μmを超える場合には、繊維強化樹脂部材中への分散性が悪化してしまったり、大きな凝集体を形成したりすることで、複合構造体の一部分に局在して存在してしまい、均一な放熱特性を得られないといったような好ましくない状態を形成する場合がある。
【0074】
熱伝導性添加材(c)の中には、マトリックス樹脂との接着性に劣るものもあるが、熱伝導性添加材(c)に表面処理を施せば、マトリックス樹脂との強い接着を実現することができ、複合構造体の剛性などの力学特性を向上させることが可能となり好ましい。表面処理の方法としては、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理であることが好ましい。なかでもマトリックス樹脂と化学結合、水素結合を形成しうるカップリング処理、酸化処理、プラズマ処理による表面処理は、マトリックス樹脂との強い接着が実現できることからより好ましく用いられる。
【0075】
また、表面処理時間の短縮や熱伝導性添加材(c)の分散を助けるため、加熱および超音波を用いながら表面処理を行うことができる。加熱温度は、高くとも200℃、好ましくは30〜120℃がよい。すなわち温度が高いと臭気が強くなり環境が悪化したり、運転コストが高くなったりする場合がある。
【0076】
カップリング処理に用いるカップリング剤としては、シラン系、チタン系、アルミニウム系のものが用いられ、これらカップリング剤は、単独で使用しても併用してもよい。カップリング剤が適当でないと、熱伝導性添加材(c)とマトリックス樹脂との接着が不十分となるため、耐衝撃性が低下する場合がある。このような問題を避けるためには、用いるマトリックス樹脂と強い親和性をもつか、化学結合し、強い接着を実現できるカップリング剤を用いるのが良い。マトリックス樹脂との親和性を高めるためには、分子構造や極性が、用いるマトリックス樹脂の分子構造や極性と近い置換基をもつカップリング剤を選択するのが良い。
【0077】
さらに確実に接着性を高めるためには、マトリックス樹脂と化学結合を形成し得るカップリング剤を用いる。不飽和ポリエステル樹脂、ジアリルフタレート樹脂、マレイミド樹脂の如くラジカル重合を行う樹脂がマトリックス樹脂である場合には、二重結合を有するビニル基、アリル基、アクリロイル基、メタクロイル基、シクロヘキセニル基などの置換基を有するカップリング剤、エポキシ樹脂がマトリックス樹脂である場合には、エポキシ基、フェノール性水酸基、カルボキシル基、メルカプト基、アミノ基あるいは一置換アミノ基を有するカップリング剤、フェノール樹脂がマトリックス樹脂である場合には、エポキシ基、フェノール性水酸基を有するカップリング剤、ウレタン樹脂がマトリックス樹脂である場合には、水酸基、アミノ基あるいは一置換アミノ基を有するカップリング剤、メラミン樹脂や尿素樹脂がマトリックス樹脂である場合には、アミド基、ウレイド基、アミノ基あるいは一置換アミノ基を有するカップリング剤、マレイミド樹脂がマトリックス樹脂である場合には、2重結合を有するカップリング剤の他にアミノ基あるいは一置換アミノ基を有するカップリング剤、シアネート樹脂がマトリックス樹脂である場合には、カルボキシル基、エポキシ基、水酸基、アミノ基あるいは一置換アミノ基を有するカップリング剤が好ましく用いることができる。
【0078】
カップリング処理としては、シランカップリング処理が各種官能基を有するカップリング剤を入手しやすいため好ましい。シランカップリング剤の具体例としては、アミノシランは3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−( フェニルアミノ) プロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルメチルジメトキシシラン等であり、エポキシシランは3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−メタクリルオキシプロピルトリメトキシシラン等であり、ビニルシランはビニルトリクロルシラン、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリス(2−メトキシエトキシ)シラン、ビニルトリアセトキシシラン等を挙げることができる。特に分子内にエポキシ基、アミノ基あるいは一置換アミノ基を有するシランカップリング剤は、広範囲な樹脂に適用可能で、反応性も高いため、特に好ましく用いられる。
【0079】
本発明において、熱伝導性添加材(c)をカップリング処理する場合、熱伝導性添加材(c)100重量部に対して、カップリング剤を、好ましくは0.01〜30重量部、より好ましくは0.1〜10重量部含むようにするのが良い。カップリング剤の配合量が少なすぎるとマトリックス樹脂との接着性が十分発揮しない場合があり、逆に多すぎると複合構造体の機械物性が低下する場合がある。
【0080】
本発明において、熱伝導性添加材(c)にカップリング剤を付着し直接熱処理して、熱伝導性添加材(c)をカップリング処理しても良いし、あらかじめマトリックス樹脂にカップリング剤、熱伝導性添加材(c)を加えておき、成形する際の熱処理によって、熱伝導性添加材(c)をカップリング処理しても良い。
【0081】
酸化処理としては、熱伝導性添加材(c)の表面を酸化することができれば特に制限はないが、薬液酸化処理および電解酸化処理を用いることができる。なかでも、薬液酸化処理が好ましく用いられる。
【0082】
薬液酸化処理とは、pH<7である酸性水溶液中で酸化処理する方法である。酸性水溶液としては、例えば、硫酸、発煙硫酸、硝酸、発煙硝酸、塩酸、燐酸、炭酸、ホウ酸、シュウ酸、フッ酸、蟻酸、酪酸、酢酸、ホウ硫酸、クロロ硫酸、クロロ酢酸、スルホサリチル酸、スルホ酢酸、マレイン酸、無水クロム酸、次亜塩素酸、アクリル酸、スルホン酸、フルオロ硫酸、トリフルオロメタン硫酸、トリフルオロメタンスルホン酸、硫酸ナトリウム、硝酸ナトリウム、硝酸カリウム、硫酸アンモニウム、蟻酸アンモニウム、リン酸二水素アンモニウム、シュウ酸アンモニウム、シュウ酸ナトリウム、硫酸水素アンモニウム等からなる水溶液を単独で使用しても併用してもよい。熱伝導性添加材(c)に酸化処理することで、水酸基やカルボキシル基等の官能基を化学修飾させ、マトリックス樹脂と化学結合および/あるいは水素結合することで強い接着が実現できる。なかでも、強酸性を示す硫酸、硝酸、あるいはそれらの混酸が好ましく用いられる。
【0083】
酸性水溶液の濃度としては、好ましくは0.01重量%以上、より好ましくは10重量%以上であり、さらに好ましくは50重量%以上がよい。濃度が高いほど処理時間が短時間となったり、熱伝導性添加材(c)の凝集をほぐす効果がある。酸性水溶液中に、オゾン、過酸化水素、二酸化鉛等の酸化剤を加えれば、より酸化力が増し好ましい。
【0084】
オゾンによる表面処理は、一般に加熱器を有するチャンバー内にオゾンを導入し、熱伝導性添加材(c)を加熱処理する方法が好ましく用いられる。この場合、前記添加材の表面が活性化された表面へと改質し、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。さらに、熱伝導性添加材(c)をオゾン雰囲気下に紫外線照射して光酸化処理する方法も好ましく用いられる。
【0085】
プラズマによる表面処理としては、チャンバー内に反応性ガスを導入し、減圧下でプラズマ処理を施す方法が好ましく用いられる。反応性ガスとしては、ヘリウム、ネオン、アルゴン、窒素、アンモニア、酸素、亜酸化窒素、一酸化窒素、二酸化窒素、一酸化炭素、二酸化炭素、シアン化臭素、シアン化水素、水素、水蒸気、空気、亜硫酸ガス、硫化水素等を単独で使用しても併用してもよい。熱伝導性添加材(c)にプラズマ処理を施すことで、活性化された表面に改質され、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。
【0086】
放電周波数(交流)は、高周波、低周波、マイクロ波を用いることができ、また直流を用いることもできる。処理装置としては、電極を真空装置内に設置する内部電極方式と真空装置の外側に設置する外部電極方式があるが、本発明ではどちらの方式でも使用することができる。電極の形状は、平板状、棒状、シリンダー状などを目的に応じて組み合わせて使用することができるが、放電電極として金属棒の表面にガラスを被覆したもの、アース電極として金属、例えばステンレス製の板あるいはドラム状のものを、好ましくは0.5〜30cm、さらに好ましくは2〜10cmの電極間距離で用いると、放電に斑がなく、均一な処理ができるので好ましい。電極は必要に応じて水などで冷却するのが好ましい。
【0087】
コロナ処理による表面処理としては、例えば特公昭48−5043号公報、特公昭47−51905号公報、特開昭47−28067号公報、特開昭49−83767号公報、特開昭51−41770号公報、特開昭51−131576号公報等に開示された方法を用いることができる。熱伝導性添加材(c)にコロナ処理を施すことで、活性化された表面に改質され、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。
【0088】
ブラスト処理による表面処理としては、湿式法と乾式法があり、水または圧縮空気流に混入させた細粒状の投射材を熱伝導性添加材(c)表面に吹付けることで行われる。これにより、その表面に細かい凹凸を形成することで表面積が拡張され、マトリックス樹脂と熱伝導性添加材(c)との接着力を増加させることができる。投射材の種類としては、例えば、ガラスビーズ、無水ケイ酸、アルミナ、ダイヤモンド、ベンガラ等が挙げられる。また、投射材の粒径としては、100〜5000μm程度で用いられることが多い。一般的には、投射材の種類、粒径、投射材の噴射圧を目的に応じて設定する事で、最適な表面粗さに表面処理することが可能である。
【0089】
また、本発明の複合構造体においては、前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる形態をとることが放熱特性の観点から好ましい。前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる形態をとっているか否かは、後述する平均凝集ストラクチャー長測定の際に、前記金属部材(II)と前記繊維強化樹脂部材(I)の境界面を1000倍に拡大することで観察することができ、前記金属部材(II)と前記熱伝導性添加材(c)のもっとも近接している距離が0.1μm以下の場合に「接してなる形態」であると判定する。前記もっとも近接している距離が0.1μm以下であれば、複合構造体における、金属部材(II)/前記繊維強化樹脂部材(I)間の熱移動に支障をきたさないため好ましい。
【0090】
本発明における好ましい粒子状の形態である熱伝導性添加材(c)の平均粒子径については、例えば、走査型電子顕微鏡などの顕微鏡にて添加材を1000倍以上に拡大し写真撮影し、無作為に添加材の像を選び、その添加材の像のもっとも長い直線を直径とした円の直径を粒子径とし、その粒子径の平均値(n=50)を添加材の平均粒子径とすることができる。
【0091】
また、前記熱伝導性添加材(c)は、複合構造体の放熱特性の観点から、熱伝導率が前記金属部材(II)以上であることが好ましい。該熱伝導性添加材(c)の熱伝導率が、前記金属部材(II)のそれ以上であるということは、前記金属部材(II)の熱伝導効果を充分に活用でき、本発明の複合構造体の放熱特性をより満足するものとできるため好ましい。
【0092】
本発明の複合構造体は、以下に定義される前記(c)の平均凝集ストラクチャー長が10〜500μmであることが好ましい。より好ましくは10〜100μm、さらに好ましくは10〜80μmである。
【0093】
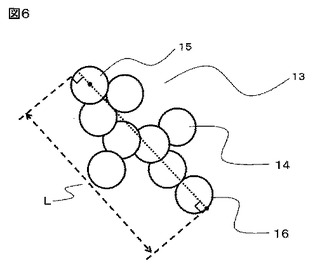
ここで、前記熱伝導性添加材(c)のストラクチャーとは、前記熱伝導性添加材(c)が凝集により、鎖状や塊状の様態を形成したもののことをいう。そして、本発明で規定する平均凝集ストラクチャー長とは、以下のようにして測定することができる。すなわち、走査型電子顕微鏡などの顕微鏡にて複合構造体の繊維強化樹脂部材部分を厚み方向断面に切り出し、それを1000倍以上に拡大し、写真撮影し、無作為に凝集体をなしている粒子(図6に例示する様態に観察される)を選び、その最外位置(例えば、15および16)に存在する粒子間を通る直線を引き、その直線の両端の長さのもっとも長い個所を計測し、凝集ストラクチャー長とする。ここで、測定数を50(n=50)以上とし、その平均値を平均凝集ストラクチャー長とする。
【0094】
さらに、複合構造体を構成する前記繊維強化樹脂部材(I)の構成要素である前記マトリックス樹脂(b)中の、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなることが、本発明の構成要素である複合構造体としたときの繊維強化樹脂部材の放熱特性と力学特性のバランスに優れるため好ましい。好ましくは5〜45体積%、とりわけ好ましくは10〜40体積%の範囲内で添加されていることある。
【0095】
さらに、前記繊維強化樹脂部材(I)に対する前記強化繊維(a)の体積含有量は40〜80%の範囲内であることが好ましい。体積含有量が40〜80%の範囲内であることにより、繊維強化樹脂部材の放熱特性と力学特性のバランスに優れるため好ましい。とりわけ50〜70%の範囲内であることが生産性の観点からも好ましい。
【0096】
本発明の複合構造体における、前記繊維強化樹脂部材(I)は、厚み方向の熱伝導率が1W/m・K以上であることが好ましい。これは、前記繊維強化樹脂部材(I)を本発明の複合構造体としたときに放熱特性が良好となるためである。該熱伝導率は3〜100W/m・K、とりわけ5〜50W/m・Kの範囲内であることが、前記金属部材(II)の熱伝導率を活かした放熱特性を有し、かつ安価な複合構造体とすることができるため好ましい。
【0097】
ここで、前記繊維強化樹脂部材(I)の成形方法としては、特に限定されるものではなく、ハンドレイアップ成形法、スプレーアップ成形法、真空バック成形法、加圧成形法、オートクレーブ成形法、プレス成形法、トランスファー成形法などの熱硬化樹脂を使用した方法が挙げられる。とりわけ、プロセス性、力学特性の観点から真空バック成形法、プレス成形法、トランスファー成形法などが好適に用いられる。
【0098】
本発明の前記繊維強化樹脂部材(I)を成形する際に使用する成形基材の製造方法は、特に制限はないが、連続した強化繊維(a)とマトリックス樹脂(b)である熱硬化性樹脂からなる繊維強化樹脂の中間体(プリプレグ)の表面に、前記熱伝導性添加材(c)を塗布する方法、前記マトリックス樹脂(b)である熱硬化性樹脂中に前記熱伝導性添加材(c)を均一に混合した混合物を調整し、この混合物を強化繊維(a)に含浸させる過程を含む方法、または予め前記マトリックス樹脂(b)を前記強化繊維(a)に含浸させてプリプレグを作製しておき、プリプレグ表面に、これらの粒子を高濃度で含有する熱硬化性樹脂のフィルムを貼付する方法がコスト・プロセス性の観点より好ましい。
【0099】
また、本発明の構成要素である、金属部材(II)とは、厚み方向の熱伝導率が100W/m・K以上の金属部材であることが好ましい。さらに、好ましくは、製造コスト面で有利な100〜400W/m・Kの範囲内である。前記金属部材としては100W/m・K以上であれば、本発明の複合構造体としたときに、優れた放熱特性を有するためであり、これを満たす種々の金属を採用し得るが、複合構造体の剛性の観点から、アルミニウム、チタン、銅、マグネシウムおよび/またはその合金が好ましく用いられる。なかでも、アルミニウムは比強度、比弾性率が高く、力学特性に優れるとともに熱伝導性とのバランスも良いため好ましい。熱伝導性の観点からは銅も好ましく用いることができる。
【0100】
ここで、前記繊維強化樹脂部材(I)、繊維強化樹脂部材(III)、強化繊維(a)および熱伝導性添加材(c)、金属部材(II)の熱伝導率の測定方法は、例えば、前記繊維強化樹脂部材(I)、繊維強化樹脂部材(III)、金属部材(II)は、レーザーフラッシュ法により、比熱と熱拡散率を測定し、次式によって算出される。
【0101】
K=Cp・α・ρ
ここで、Kは試料の熱伝導率、Cpは試料の比熱、αは試料の熱拡散率、ρは試料の比重を表す。
【0102】
また、強化繊維(a)および熱伝導性添加材(c)の熱伝導率の測定方法は、例えば、前記強化繊維(a)の場合は、前記強化繊維(a)を熱伝導率が既知な樹脂材料(例えばエポキシ樹脂)などで、一方向性の強化繊維(a)含有複合材料を作製し、これをレーザーフラッシュ法によって、比熱と熱拡散率を測定し、次式によって算出される。
【0103】
Kf=Cpf・αf・ρf/Vf
ここで、Kfは前記強化繊維(a)の熱伝導率、Cpfは前記強化繊維(a)含有複合材料の比熱、αfは強化繊維(a)含有複合材料の熱拡散率、ρfは強化繊維(a)含有複合材料の比重、Vfは強化繊維(a)含有複合材料中に含まれる強化繊維(a)の体積含有量を表す。また、前記熱伝導性添加材(c)の場合においても、前記強化繊維(a)の測定方法と同様に熱伝導率が既知な樹脂材料(例えばエポキシ樹脂)などで、前記熱伝導性添加材(c)を含有した複合材料を作製し、これを前記レーザーフラッシュ法によって、比熱と熱拡散率を測定し、次式によって算出される。
【0104】
Kc=Cpc・αc・ρc/Vc
ここで、Kcは前記前記熱伝導性添加材(c)の熱伝導率、Cpcは前記熱伝導性添加材(c)含有複合材料の比熱、αcは前記熱伝導性添加材(c)含有複合材料の熱拡散率、ρcは前記熱伝導性添加材(c)含有複合材料の比重、Vcは前記熱伝導性添加材(c)含有複合材料中に含まれる前記熱伝導性添加材(c)含有の体積含有量を表す。
【0105】
本発明の複合構造体は、繊維強化樹脂部材(I)と、金属部材(II)とを接合してなる構造体である。ここで、接合とは上述より得られた繊維強化樹脂部材(I)を金属部材(II)と機械接合、熱融着、硬化特性を有する接着層による接着、熱溶着、振動溶着、超音波溶着、レーザー溶着、インサート射出成形、アウトサート射出成形の少なくとも1種の方法を用いて接合することで完成するが、これら方法は2種以上を併用しても良い。
【0106】
前記接合の具体的形式として、嵌合や嵌め込み、ネジ、リベットによる接合などの機械接合と接着層を用いた接合方法と併用することもできる。
【0107】
本発明の複合構造体は、前記繊維強化樹脂部材(I)からなる層と、前記金属材料(II)からなる層を接合してなるものであるが、前記繊維強化樹脂部材(I)と前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体(例えば、(I)/(II)/(I),(I)/(II)/(II) ,(I)/(II) /第三層,(II)/(I)/(I),(II)/(I)/(II) ,(II)/(I)/第三層,(I)/(II)/(I)/(II) ,(II)/(I)/(II)/(I)など)であっても良い。これは、前記繊維強化樹脂部材(I)の力学特性、主に剛性や衝撃特性などの実用特性と、前記金属部材(II)の熱伝導率、放熱特性がバランス良く発現されるためである。
【0108】
これらの中でも、とりわけ、前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体(すなわち、(I)/(II)/(I))であることが、本発明の効果を充分に発揮し、かつ、生産性、成形性などの観点から好ましい。
【0109】
また、前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体(すなわち、(I)/(II)/(III))であっても好ましく、さらに、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満であることが、後述する放熱特性の観点から好ましい。
【0110】
かかる繊維強化樹脂部材(III)とは、該繊維強化部材(I)とは厚み方向の熱伝導率が異なることが特徴である。かかる繊維強化樹脂部材(III)は、前記繊維強化樹脂部材(I)と同様の構成要素からなり、前記強化繊維(a)や前記熱伝導性添加材(c)のなかでも熱伝導性の低いものを用いて、厚み方向の熱伝導率が1W/m・K未満に設計したものが好ましい。
【0111】
これは本発明の複合構造体を、内部に発熱部材を持つ構造体に用いた場合により好ましい。発熱部材側に熱伝導性の高い前記繊維強化樹脂部材(I)を配置し、発熱部材から遠いもう一方の側に繊維強化樹脂部材(I)より熱伝導率の低い繊維強化樹脂部材(III)を配置することで、前記繊維強化樹脂部材(I)から前記金属部材(II)に熱が伝達された後、熱伝導率の低い繊維強化樹脂部材(III)への熱伝達よりも、金属部材(II)の面方向に選択的に熱移動を行わせることができるため、外部側、すなわち、人が触れる可能性のある部分に熱を伝えにくいといった効果を有する放熱設計が可能となるため好ましい。
【0112】
さらに、本発明の複合構造体は、最大厚みが2mm以下として用いることが、軽量性、薄肉性の観点から好ましい。とりわけ好ましくは、かかる最大厚みが1.5mm以下である。ここで言う最大厚みとは、複合構造体の厚みのなかで最も厚い部位の厚みのことである。複合構造体がその形状において厚み変化を伴う場合など、最大厚みを2mm以下とすることで、該複合構造体を用いた構造設計に幅を持たせることができるため好ましい。
【0113】
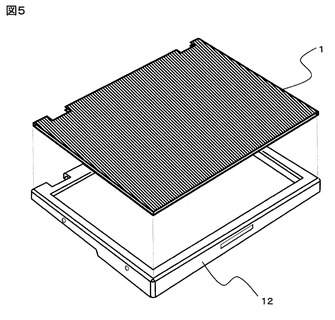
上記の特性により、本発明の複合構造体は、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機、建材用途の部品、部材として好ましく用いることができる。特に、放熱特性、剛性のバランスが要求される分野の製品に好適に用いることができ、図5には本発明の複合構造体を電気・電子機器用途であるノートパソコン用筐体とした一例を例示している。
【0114】
また、上記以外にも、本発明の複合構造体の特性から、例えば、パラボラアンテナ、携帯電話、デジタルスチルカメラ、PDA、ポータブルMD、プラズマディスプレー、LEDランプ、コネクター、ソケット、抵抗器、コンデンサー、光ピックアップ、発振子、変成器、プラグ、プリント配線板などの各種素子および基板、チューナー、スピーカー、マイクロフォン、ヘッドフォン、小型モーター、磁気ヘッドベース、パワーモジュール、半導体、ディスプレー、FDDキャリッジ、シャーシ、HDD、MO、モーターブラッシュホルダーなどの電気・電子機器の筐体や内部部材、モーター部品、オルタネーターターミナル、オルタネーターコネクター、ICレギュレーター、ライトディヤー用ポテンショメーターベース、排気ガスバルブなどの各種バルブ、燃料関係、排気系または吸気系各種パイプ、エアーインテークノズルスノーケル、インテークマニホールド、各種アーム、各種フレーム、各種軸受、燃料ポンプ、ガソリンタンク、CNGタンク、エンジン冷却水ジョイント、キャブレターメインボディー、エアコン用サーモスタットベース、暖房温風フローコントロールバルブ、ラジエーターモーター用ブラッシュホルダー、ウォーターポンプインペラー、スターターリレー、トランスミッション用ワイヤーハーネス、ウィンドウオッシャーノズル、エアコンパネルスィッチ基板、燃料関係電磁気弁用コイル、ヒューズ用コネクター、バッテリートレイ、ATブラケット、ヘッドランプサポート、ペダルハウジング、ハンドル、ドアビーム、プロテクター、シャーシ、フレーム、アームレスト、ホーンターミナル、ステップモーターローター、ランプソケット、ランプリフレクター、ランプハウジング、ラジエターサポート、ソレノイドボビン、エンジンオイルフィルター、点火装置ケース、アンダーカバー、スカッフプレート、プロペラシャフト、ホイール、フェンダー、フェイシャー、バンパー、バンパービーム、ボンネット、エアロパーツ、プラットフォーム、カウルルーバー、ルーフ、インストルメントパネル、外板、スポイラーおよび各種モジュールなどの自動車、二輪車関連部品、部材、ランディングギアポッド、ウィングレット、スポイラー、エッジ、ラダー、エレベーター、フェイリング、リブ、外板などの航空機関連部品、部材などの各種用途に有用である。さらには、人工衛星関連部品、屋根材、パネルなどの建材用途の部品、部材、電話、ファクシミリ、VTR、コピー機、テレビ、アイロン、ヘアードライヤー、炊飯器、電子レンジ、音響機器、掃除機、コンパクトディスク、照明、冷蔵庫、エアコン、タイプライター、ワードプロセッサーなどに代表される家庭または事務製品部品、部材および筐体、パチンコ、スロットマシン、ゲーム機などの遊技または娯楽製品の筐体や内部部材、顕微鏡、双眼鏡、カメラ、時計などの光学機器、精密機械関連の筐体や内部部材、X線カセッテなどの医療用途の筐体や内部部材、などの各種用途にも好適に用いることができる。
【実施例】
【0115】
以下、実施例により、本発明について、さらに具体的に説明する。
【0116】
1.各種特性評価法
本実施例では、各種特性を以下の方法で測定した。評価結果は表1にまとめて記す。
【0117】
[1]熱伝導率の測定
(1)繊維強化樹脂部材(I)および(III)
まず、繊維強化樹脂部材(I)を直径10mm、厚さ3〜6mmの円板状に試料を作製した。また、繊維強化樹脂部材(III)の場合は、直径10mm、厚さ2mmの円板状に試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該繊維強化樹脂部材(I)および(III)の比熱と熱拡散率を測定し、次式によって算出される。
【0118】
K=Cp・α・ρ
ここで、Kは繊維強化樹脂部材(I)、(III)の熱伝導率、Cpは繊維強化樹脂部材(I)、(III)の比熱、αは繊維強化樹脂部材(I)、(III)の熱拡散率、ρは繊維強化樹脂部材(I)、(III)の比重を表す。
【0119】
(2)強化繊維(a)
上記(1)より求めた、Cp、α、ρを用い、さらに、下式に繊維強化樹脂部材(I)および(III)中に含まれる強化繊維の体積分率(Vf)を代入することにより、強化繊維(a)の熱伝導率を算出する。
【0120】
K=Cp・α・ρ/Vf。
【0121】
(3)熱伝導性添加材(c)
まず、熱伝導性添加材(c)を熱伝導率が既知な樹脂材料に混合し、直径10mm、厚さ1〜6mmの円板状に試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該試料の比熱と熱拡散率を測定し、次式によって算出される。
【0122】
Kc=Cpc・αc・ρc/Vc
ここで、Kcは前記前記熱伝導性添加材(c)の熱伝導率、Cpcは前記熱伝導性添加材(c)含有複合材料の比熱、αcは前記熱伝導性添加材(c)含有複合材料の熱拡散率、ρcは前記熱伝導性添加材(c)含有複合材料の比重、Vcは前記熱伝導性添加材(c)含有複合材料中に含まれる前記熱伝導性添加材(c)含有の体積含有量を表す。
【0123】
また、前記金属部材(II)の場合においては、直径10mm、厚さ2〜6mmの円板状の試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該試料の比熱と熱拡散率を測定し、次式によって算出される。
【0124】
Km=Cpm・αm・ρm
ここで、Kmは前記金属部材(II)の熱伝導率、Cpmは前記金属部材(II)の比熱、αmは前記金属部材(II)の熱拡散率、ρmは前記金属部材(II)の比重を表す。
【0125】
また、(1)〜(3)の測定における試料の厚さは、試料の熱伝導率に応じて変え、熱伝導率の大きい試料は厚く、小さい試料は薄くした。具体的には、レーザー照射後、試料背面の温度が上昇し、最高温度に到達するには数10msecを要するが、その際の温度上昇幅ΔTmの1/2だけ温度が上昇するまでの時間t1/2が10msec以上(最高15msec)となるように試料の厚さを調節した。
【0126】
比熱は、試料前面に受光板としてグラッシーカーボンを貼付け、レーザー照射後の温度上昇を試料背面中央に接着したR熱電対によって測定することにより求めた。また、測定値は、サファイアを標準試料として校正した。熱拡散率は、試料の両面にカーボンスプレーによってちょうど表面が見えなくなるまで皮膜を付け、赤外線検出器によって、レーザー照射後の試料背面の温度変化を測定し求めた。熱伝導率が異方性を示す場合は、測定値の最大値を代表値とする。
【0127】
[放熱特性]
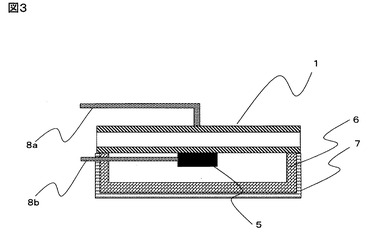
表面の繊維方向が短辺と平行方向となるように100×150mmに切り出した複合構造体を試験片とした。室温23℃、湿度55%の雰囲気下に調整された部屋において、該試験片の中央部分に、発熱部材を接着剤により固定した試験片を、該放熱特性評価装置に図3に示すように配置した。
【0128】
この後、自然冷却状態において、発熱部材に8Wの電力を20分間通電させ、20分後の発熱部材の温度と、該発熱部材が配置された試験片の裏面(外気側)の温度を熱電対により計測し、その計測値を放熱特性の判断基準とした。ちなみに、発熱部材のみに8Wの電力を20分間通電させた場合の発熱部材温度は、室温(23℃)から約140℃まで上昇した。
【0129】
評価結果は、発熱部材の温度が70℃未満を優(○○)、70〜80℃を可(○)とし、80℃を越える場合を不可(×)とした。さらに、試験片の裏面(外気側)の温度が60℃以下を優良(○○)、80℃以下を可(○)、80℃を越える場合を不可(×)として表した。
【0130】
[剛性]
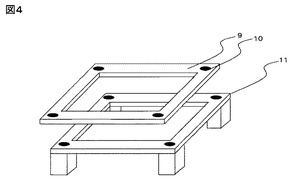
表面の繊維方向が短辺と平行方向となるように100×150mmに切り出した複合構造体を試験片とした。該試験片を図4に示す剛性評価用の試験片固定治具9と試験片固定治具11の間に挟み込み、4辺に設けられたネジ穴にボルト、ナットをもちいて固定した。このとき、ネジ止めをおこなうに際し、各ネジ部による応力の偏りを除去するために、固定にはトルクレンチをもちいて一定荷重でネジ止めをおこなった。
【0131】
前記固定治具に固定された複合構造体の中央部分を、半径5mmの円柱状圧子により、一定速度で圧縮することで求められる試験片の、50N荷重時のたわみ量を剛性評価の判断基準とした。
【0132】
評価装置は、ロードセルに半径5mmの円柱状圧子を取り付けた“インストロン”(登録商標)5565型万能材料試験機(インストロン・ジャパン(株)製)をもちい、試験速度5.0mm/分で圧縮方向に荷重を加える条件で評価をおこなった。いずれも測定数はn=5とした。
【0133】
評価結果は、50N荷重時のたわみ量が0.55mm未満の場合を優(○○)、0.55〜0.6mmの場合を可(○)、0.6mmを越える場合を不可(×)として表した。
【0134】
[繊維強化樹脂部材および各種材料の比重]
<A.繊維重量含有量>
JIS K7075−1991の記載に従い、硫酸分解法により繊維強化樹脂部材中の強化繊維重量含有量を求めた。
【0135】
<B.繊維強化樹脂部材および金属部材の比重>
JIS K7112−1999記載の方法に基づき、25℃で水中置換法により比重を測定した。
<C.強化繊維の比重>
JIS R 7601−1986の記載に基づき測定した。炭素繊維ストランドを直径5cm程度のリング状にし、25℃においてその空気中での質量、およびo−ジクロロベンゼン中での質量を測定し、強化繊維の比重を求めた。
【0136】
<D.繊維体積含有量>
前記Aで測定した強化繊維の重量含有量、Bで測定した繊維強化樹脂部材の比重、およびCで測定した強化繊維の比重から、繊維体積含有量を求めた。
【0137】
[熱伝導性添加材の平均粒子径]
走査型電子顕微鏡(日立製作所(株)製S−4000)で粒子を1000倍に拡大して写真撮影し、無作為に粒子を選び、粒子の像のもっとも長い直線を直径とし、描写した円を粒子径とし、その粒子径の平均値(n=50)を粒子の平均粒子径とした。
【0138】
[熱伝導性添加材の平均凝集ストラクチャー長]
走査型電子顕微鏡(日立製作所(株)製S−4000)にて、複合構造体の繊維強化樹脂部材部分の厚み方向の断面を1000倍以上に拡大し写真撮影し、無作為に凝集体をなしている粒子(図6に例示する様態に観察される)を選び、直線距離で最大となる部位を該粒子凝集体のストラクチャー長として測定した。測定数を50(n=50)以上とし、その平均値を平均凝集ストラクチャー長とした。
【0139】
2.実施例および比較例に用いた原料
実施例および比較例の複合構造体を得るために、下記の原料を用いた。
【0140】
<繊維強化樹脂部材(I)、(III)>
(強化繊維(a))
・ポリアクリロニトリル系炭素繊維、“トレカ”(登録商標)T700S−24K−50C(繊維数12,000本、引張強度4.9GPa、引張弾性率230GPa、比重1.80、繊維方向の熱伝導率:10W/m・K、東レ(株)製)
・ポリアクリロニトリル系炭素繊維、“トレカ”(登録商標)M60J−6K−50B(繊維数6,000本、引張強度3.9GPa、引張弾性率588GPa、比重1.92、繊維方向の熱伝導率:155W/m・K、東レ(株)製)。
【0141】
(マトリックス樹脂(b))
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)828(ジャパンエポキシレジン(株)製)
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)1002(ジャパンエポキシレジン(株)製)
・フェノールノボラック型エポキシ樹脂、“エピコート”(登録商標)154(ジャパンエポキシレジン(株)製)。
【0142】
硬化剤として以下を用いた。
・ジシアンジアミド(DICY)(ジャパンエポキシレジン(株)製)。
【0143】
硬化促進剤として以下を用いた。
・3,4−ジクロロフェニル−1,1−ジメチルウレア(DCMU)(保土谷化学工業(株)製)。
【0144】
(熱伝導性添加材(c))
・銀粒子、silver Powder(アルドリッチ社製、比重:10.5、平均粒子径:3μm、熱伝導率:427W/m・K)
・銀粒子、silver Powder(アルドリッチ社製、比重:10.5、平均粒子径:8μm、熱伝導率:427W/m・K)
・銅粒子、Copper Powder(アルドリッチ社製、比重:8.8、平均粒子径:3μm、熱伝導率:398W/m・K)
・シリカ粒子、“シーホスターKE”(登録商標)P250((株)日本触媒製、比重:2.0、平均粒子径:2.5μm、熱伝導率:1.3W/m・K)
・ジビニルベンゼンポリマー粒子にニッケルをメッキし、さらにその上に金をメッキした粒子“ミクロパール”(登録商標)AU215(積水化学(株)製、比重:1.8g/cm3。
【0145】
・下記の製造方法で得られた熱伝導性添加材A(比重:1.3g/cm3)
酢酸第1鉄(アルドリッチ社製)0.01gと酢酸コバルト4水和物(ナカライテスク社製)0.21gとをエタノール(ナカライテスク社製)40mLに加え、超音波洗浄機で10分間懸濁した。この懸濁液に、結晶性チタノシリケート粉末(エヌイーケムキャット社製“チタノシリケート”(登録商標))(TS−1)2.0gを加え、超音波洗浄機で10分間処理し、60℃の恒温下でメタノールを除去することにより、TS−1の結晶表面に上記酢酸金属塩を担持した固体触媒を得た。
【0146】
内径32mmの石英管中央部の石英ボート上に、上記で調製した固体触媒1.0gをとり、アルゴンガスを600cc/分で供給した。石英管を電気炉中に設置して、中心温度を800℃の温度に加熱した(昇温時間30分)。温度が800℃になったところで、高純度アセチレンガス(高圧ガス工業(株)製)を5cc/分で30分間供給した後、アセチレンガスの供給をやめ、温度を室温まで冷却し、中空カーボンナノファイバーを含有する組成物を取り出した。得られた中空カーボンナノファイバーを含有する組成物0.4gを電気炉に入れ大気雰囲気で400℃(昇温時間40分)に加熱した。400℃の温度で60分保持した後、室温まで冷却した。さらに、この中空カーボンナノファイバーを含有する組成物を濃度2.5mol/Lの水酸化ナトリウム水溶液200mL中に投入後、80℃の温度に保持しながら5時間撹拌した。その後、孔径10μmのメンブレンフィルターで吸引濾過し、固液分離した。得られた固形物を蒸留水1Lで洗浄後、濃度5.1mol/Lの硫酸50mL中に投入し、80℃の温度に保持しながら2時間撹拌した。その後、濾紙(東洋濾紙(株)製)、フィルターペーパー2号、125mmを用いて固形物を分離した。濾紙上の固形物を、蒸留水500mLで洗浄後、60℃の温度で乾燥して中空カーボンナノファイバーを回収率90%で得た。
【0147】
次いで、エポキシ変性ナイロン粒子Aを以下の要領で作成した。透明ポリアミド(商品名“グリルアミド”(登録商標)−TR55、エムザベルケ社製)90重量部、エポキシ樹脂(商品名“エピコート”(登録商標)828、油化シェル(株)社製)7.5重量部および硬化剤(商品名“トーマイド”(登録商標)#296、富士化成工業(株)社製)2.5重量部を、クロロホルム300重量部とメタノール100重量部の混合溶媒中に添加して均一溶液を得た。次に、得られた均一溶液を塗装用のスプレーガンを用いて霧状にして、良く撹拌して3000重量部のn−ヘキサンの液面に向かって吹き付けて溶質を析出させた。析出した固体を濾別し、n−ヘキサンで良く洗浄した後に、100℃の温度で24時間の真空乾燥を行い、エポキシ変性ナイロン粒子Aを得た。
【0148】
エタノール100ml中に、上記で得られた中空カーボンファイバー5gおよび上記熱可塑性樹脂粒子の項で得られたエポキシ変性ナイロン粒子A23g入れ、1時間撹拌を行ない懸濁液を得た。得られた懸濁液を、減圧下濃縮した。引き続き、アルゴン雰囲気下200℃の温度で加熱し、硬化させることにより、熱伝導性添加材Aを25gを得た。
【0149】
・下記の製造方法で得られた熱伝導性添加材B
スパッタリング装置CFS−4ES−231(芝浦メカトロニクス(株)製)にエポキシ変成ナイロン粒子Aを10g基板に乗せ、ターゲットが銅、ガス成分がアルゴン、ガス圧が2.0×10−1Pa、基板の温度が80℃、電力が500Wの条件にて行い熱伝導性添加材Bを作製した。比重は、1.4g/cm3であった。
【0150】
・下記の製造方法で得られた熱伝導性添加材C
スパッタリング装置CFS−4ES−231(芝浦メカトロニクス(株)製)にエポキシ変成ナイロン粒子Aを10g基板に乗せ、ターゲットがチタン、ガス成分がアルゴン、ガス圧が3.0×10−1Pa、基板の温度が80℃、電力が500Wの条件にて行い熱伝導性添加材Cを作製した。比重は1.3g/cm3であった。
【0151】
・下記の製造方法で得られた熱伝導性添加材D
1000mlの無電解銅メッキ液MK−430(室町ケミカル(株)製)にエポキシ変性ナイロン粒子Aを100g添加し、次いで50℃で45分間メッキ処理を行い、熱伝導性添加材Dを作製した。比重は1.4g/cm3であった。
【0152】
・下記の製造方法で得られた熱伝導性添加材E
1000mlの無電解ニッケルメッキ液NLT−PLA(日鉱メタルプレーティング(株)製)にエポキシ変性ナイロン粒子Aを100g添加し、次いで50℃で60分間メッキ処理を行い、熱伝導性添加材Eを作製した。比重は1.4g/cm3であった。
【0153】
・下記の製造方法で得られた“ミクロパール”AU215表面処理品F
“ミクロパール”AU215 100重量部に、3−(フェニルアミノ)プロピルトリメトキシシラン 2重量部をミキサーで攪拌しながら噴霧し、次いで100℃で12時間熱処理し、“ミクロパール”AU215表面処理品Fを得た。
【0154】
<金属部材(II)>
・アルミニウム(JIS H4000−2006記載の呼称:A1N30P、日本軽金属(株)製、比重:2.7、厚さ:0.1mm、熱伝導率:237W/m・K)
・マグネシウム(ASTM記載の呼称:AZ31、大阪富士工業(株)製、比重1.8、厚さ0.1mm、熱伝導率:39W/m・K)。
【0155】
<接着層>
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)1002(ジャパンエポキシレジン(株)製)
・4官能グリシジルアミン型エポキシ樹脂、“スミ−エポキシ”(登録商標)ELM−434(住友化学工業(株)製)
・4,4’−ジアミノジフェニルスルホン、“スミキュア”(登録商標)”S(住友化学工業(株)製)
・イミダゾールシラン、(日鉱マテリアルズ(株)製)。
【0156】
<繊維強化樹脂部材(I)用マトリックス樹脂組成物の調整>
(参考例1)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:30重量部、“エピコート”(登録商標)1002:30重量部、“エピコート”(登録商標)154:40重量部を投入し、混合しながら170℃まで加熱し、さらに1時間混合して混合エポキシ樹脂作製した。これを100℃まで冷却してから熱伝導性添加材:所望量を混合し、さらに60℃まで冷却してから硬化剤:4重量部、および硬化促進剤:5重量部を混合した。さらに60℃で30分混合を続けた後、取り出した。上記で作製した混合エポキシ樹脂をリバースロールコータをもちいて離型紙上に塗布して樹脂フィルムを作製した。混合エポキシ樹脂フィルムの目付(単位面積あたりの樹脂量)は強化繊維の体積含有量が60%となるよう、単位面積あたりの樹脂重量を調整した。
【0157】
<繊維強化樹脂部材(III)用マトリックス樹脂組成物の調整>
(参考例2)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:30重量部、“エピコート”(登録商標)1002:30重量部、“エピコート”(登録商標)154:40重量部を投入し、混合しながら170℃まで加熱し、さらに1時間混合して混合エポキシ樹脂作製した。これを60℃まで冷却してから硬化剤:4重量部、および硬化促進剤:5重量部を混合した。さらに60℃で30分混合を続けた後、取り出した。上記で作製した混合エポキシ樹脂をリバースロールコータをもちいて離型紙上に塗布して樹脂フィルムを作製した。混合エポキシ樹脂フィルムの目付(単位面積あたりの樹脂量)は強化繊維の体積含有量が60%となるよう、単位面積あたりの樹脂重量を調整した。
【0158】
<接着用樹脂組成物の作製>
(参考例3)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:40重量部、“スミ−エポキシ”(登録商標)ELM−434:60重量部を投入し、混合しながら100℃まで加熱し、さらに1時間混合し、混合エポキシ樹脂を作製した。さらに混合しながら30℃まで冷却してから前記混合エポキシ樹脂100重量部に対し、硬化剤として“スミキュア(登録商標)”S:40重量部、イミダゾールシラン:1重量部を混合し、さらに30℃で30分混合を続けた後、取り出した。
【0159】
上記より得られた接着用樹脂組成物を、リバースロールコータを用いて、離型紙上に塗布して接着層フィルムを作製した。接着層フィルムの目付(単位面積あたりの樹脂量)は50g/m2とした。
【0160】
<繊維強化樹脂部材用プリプレグの作製>
(参考例4)
シート状に一方向に配列させた炭素繊維に、上記(参考例1)で作製した混合エポキシ樹脂フィルム2枚を炭素繊維の両面から重ね、加熱加圧により樹脂を含浸させ、炭素繊維の目付が125g/m2で、強化繊維の体積含有量が60%の一方向プリプレグを作製した。
【0161】
このとき繊維強化樹脂部材の構成要素となる強化繊維(a)、熱伝導性添加材(c)およびその配合量を変更したもの、および熱伝導性添加材(c)を使用しないものを、それぞれ作製し、該プリプレグを(I)−1、(I)−2、(I)−3、(I)−4、(I)−5、(I)−6、(III)とした。各構成要素の配合量に関しては、表2にまとめて記す。
【0162】
(実施例1)
上記プリプレグ(I)−1から、所定の形状となるように350×350mmのサイズでプリプレグシートを切り出した。また、接着層フィルムについても同様に所定の形状に切り出し、以下の積層する工程において、離型紙を除去して接着層として使用した。
【0163】
プリプレグを用いた積層は、繊維方向を基準に、0度/90度/0度/90度/フィルム/金属部材/フィルム/90度/0度/90度/0度となるように、順次積層した。金属部材にはアルミニウムを用いた。次に、離型フィルムとして“テドラー”(登録商標)フィルム(東レデュポン(株)製)を、積層体の上下に配置して、SUS製のプレス成形用の平板にセットし、180℃で2時間、0.5MPaの面圧をかけてエポキシ樹脂を硬化させた。硬化終了後、室温で冷却した後、“テドラー”(登録商標)フィルムを除去して、複合構造体を成型した。この後、この複合構造体から、所定サイズとして繊維方向を長手方向に100×150mmを切り出し、評価に供した。
【0164】
(実施例2、4〜13、比較例2〜4)
繊維強化樹脂部材および繊維強化樹脂部材を構成する熱伝導性添加材(c)の種類や配合量を表2および表4に記すように変更した以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0165】
(実施例3)
複合構造体の外気側に相当する部材に繊維強化樹脂部材(III)を用いた以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0166】
(比較例1)
金属部材(II)を使用しないで、繊維強化樹脂部材のみを用いて複合構造体を得た。それ以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0167】
(比較例5)
金属部材(II)のみを所定サイズとして100×150mmを切り出し、評価に供した。
【0168】
【表1】

【0169】
【表2】
【0170】
【表3】
【0171】
【表4】
【0172】
実施例1〜13と比較例1〜5との対比により、本発明の複合構造体は、優れた放熱特性と力学特性(剛性)を兼ね備えていることが分かる。また、実施例1〜3においては熱伝導性添加材(c)が含有されてなる繊維強化部材(I)と金属部材(II)の境界面にストラクチャーを形成した前記(c)が前記(II)に接触した様態を形成していた。また、実施例7〜12は低比重の熱伝導性添加材(c)を使用しているため、軽量性に優れた複合構造体となる。さらに実施例13では熱伝導性添加材(c)に表面処理を施すことで、剛性を向上することも可能であった。
【0173】
さらに、実施例3においては、放熱特性の観点から鑑みると、複合構造体の表面となる外気側(人体に触れる可能性のある個所)の温度が低い。このことから、電子機器筐体などで問題となる低温火傷などの熱問題を防ぐことでき、電気・電子機器用途の筐体に好適に用いることができる。
【産業上の利用可能性】
【0174】
本発明の繊維強化樹脂部材構造体は、力学特性に加え、放熱特性に優れていることから、OA機器、通信機器、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機などの構造材などの放熱部品、部材用途に広く展開でき、有用である。
【図面の簡単な説明】
【0175】
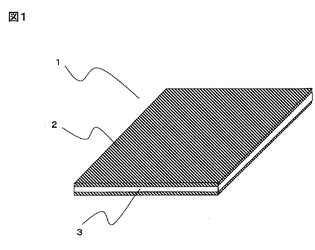
【図1】本発明の一実施態様にかかる複合構造体の斜視図である。
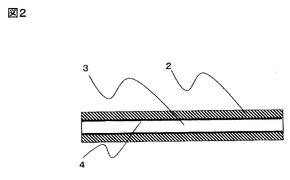
【図2】本発明の一実施態様にかかる複合構造体の断面図である。
【図3】本発明の一実施態様にかかる複合構造体の斜視図である。
【図4】放熱評価方法および放熱評価装置に関する断面図である。
【図5】本発明の複合構造体をもちいてなる電気・電子機器用筐体の一例である。
【図6】本発明の複合構造体内部における熱伝導性添加材の凝集体の模式図の一例である。
【符号の説明】
【0176】
1 複合構造体
2 繊維強化樹脂部材(I)
3 金属部材(II)
4 接着層
5 発熱部分
6 アルミテープ
7 断熱板
8a、8b 熱電対
9 剛性評価用の試験片固定治具1
10 ネジ穴
11 剛性評価用の試験片固定治具2
12 枠体部分
13 熱伝導性添加材凝集体
14 熱伝導性添加材(c)
15,16 凝集体の最外位置に存在する熱伝導性添加材
L 熱伝導性添加材凝集体の凝集ストラクチャー長
【技術分野】
【0001】
本発明は、繊維強化樹脂部材と金属部材からなり、優れた放熱特性と剛性とを兼ね備えた複合構造体に関するものである。
【背景技術】
【0002】
繊維強化樹脂部材を用いた複合構造体は、強度、剛性に優れていることから、OA機器、通信機器、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機などの構造材などに幅広く展開され、その需要は年々増加している。
【0003】
一方で、ノートパソコン、携帯電話、携帯情報端末などの電気・電子機器の筐体や内部部材などの分野においては、内部部品(CPU、トランジスタなど)の高集積高速化による消費電力の増加と発熱量の増大による素子寿命の低下が問題となっている。また、上述した機械的側面に加え、人的側面として、発熱を伴う部品による低温火傷や不快感なども重要視されている。さらに、半導体産業でも、半導体の高集積化、小型化、大容量化に加え、機器のモバイル化、軽量化、薄肉化が加速されており、その部材、筐体などへの強度、剛性を満足し、かつ、優れた熱伝導性(放熱特性)を有する構造体が一層強く求められるようになった。さらに、自動車産業においても、キャビンの放熱対策、ハイブリッド車における電池とモーターとの間のインバーターの放熱対策、さらには燃料電池におけるセパレーターなど、放熱特性に対する要求は益々高まる一方である。
【0004】
これら背景から、熱問題に対応することを目的とした繊維強化樹脂部材を用いた複合構造体を提供するために、種々の技術が提案されている。
【0005】
しかしながら、複合構造体を構成する繊維強化樹脂部材は、一般に、強化繊維群とマトリックス樹脂を必須の構成要素とする不均一な材料であり、そのため強化繊維群の配列方向の物性と強化繊維の径方向の物性には大きな差が存在する。例えば、熱伝導率においてはその傾向が顕著に現れ、繊維強化樹脂部材の強化繊維群の配列方向では複合則がほぼ成り立つことから、高い熱伝導率を有する強化繊維をもちいれば、強化繊維群の繊維方向では高い熱伝導性を有する繊維強化樹脂部材が得られる。しかしながら、強化繊維群の繊維径方向での熱伝導率は、強化繊維群を構成するフィラメント同士を含浸・固定してなるマトリックス樹脂の熱伝導率があまりにも低いために強化繊維群の配列方向における熱伝導率に対し、極端に低い値を示す。
【0006】
上述した繊維強化樹脂部材の強化繊維の繊維径方向の熱伝導性の改善を目的に提案されている技術の一つとして、炭素繊維を成形品の厚さ方向のみに配向させた一方向性複合材料の表裏表面に、高分子接着剤を介して金属部材を被覆せしめた半導体パッケージ用の熱伝プレートが提案されている(特許文献1)。しかし、この技術では厚み方向には熱伝導性は良好なものが得られたとしても、炭素繊維が成形品の面方向に連続して配列していないため成形品の力学特性、特に曲げ特性などに代表される実用特性に欠けてしまう。
【0007】
そこで、高い熱伝導率を有する炭素繊維に、熱伝導性充填剤を含有したマトリックス樹脂を含浸せしめた高熱伝導材料が提案されている(特許文献2)。しかしながら、この提案では、現実問題として、300W/m・K以上のピッチ系炭素繊維をもちいらなければならず、ピッチ系炭素繊維では、例えば、電子機器用の筐体など成形品とした場合、繊維強度と弾性率のバランスや繊維自体が脆いために成形品自体が脆く、実用に適さない。そこで、力学特性を補うために、引張強度・弾性率の優れたPAN系炭素繊維を用いた繊維強化樹脂部材を用いて上記の提案を実施したとしても、繊維方向の熱伝導率は10〜150W/m・K程度であるため、PAN系炭素繊維では、放熱特性については議論されることはなかった。
【0008】
また、金属層と繊維強化樹脂層との接着性を飛躍的に向上させた金属/繊維強化樹脂複合材料からなる電子機器筐体が提案されている(特許文献3)。この技術により、金属/繊維強化樹脂複合材料(構造体)を作製するにあたっての問題点であった金属層と繊維強化樹脂層との層間剥離などの問題が解決された。しかしながら、電子機器分野では、さらなる要求として力学特性に加え、熱特性についても要求されているのは前述の通りであり、この点については、上記提案された技術においては何ら触れられてはいなかった。
【特許文献1】特開平9−129793号公報
【特許文献2】特開2005−213459号公報
【特許文献3】特開2006−297929号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
そこで本発明の課題は、かかる従来技術に鑑み、連続した強化繊維群、マトリックス樹脂および熱伝導性添加材からなる繊維強化樹脂部材と、金属部材とを用いることにより、優れた放熱特性と剛性とを兼ねた複合構造体を提供することにある。
【課題を解決するための手段】
【0010】
かかる課題を解決するために、本発明の複合構造体は次の構成からなる。すなわち、
(1)連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高い複合構造体。
【0011】
(2)前記熱伝導性添加材(c)が平均粒子径が150μm以下の粒子状である、前記(1)に記載の複合構造体。
【0012】
(3)前記熱伝導性添加材(c)の平均粒子径が5μm以下である、前記(1)に記載の複合構造体。
【0013】
(4)前記有機材料の核が熱可塑性樹脂である、前記(1)〜(3)のいずれかに記載の複合構造体。
【0014】
(5)前記熱可塑性樹脂が、ポリアミド、ポリカーボナート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾールからなる群から選ばれた少なくとも1種である、前記(4)に記載の複合構造体。
【0015】
(6)前記熱伝導性物質が白金、金、銀、銅、錫、ニッケル、チタンおよび炭素からなる群から選ばれた少なくとも1種を含んでなる、前記(1)〜(5)のいずれかに記載の複合構造体。
【0016】
(7)前記無機材料の核が熱伝導性物質で被覆されてなる材料、または、前記有機材料の核が熱伝導性物質で被覆されてなる材料の比重が3.2以下である、前記(1)〜(6)のいずれかに記載の複合構造体。
【0017】
(8)前記熱伝導性添加材(c)が、表面処理を施されてなる、前記(1)〜(7)のいずれかに記載の複合構造体。
【0018】
(9)前記表面処理が、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理である、前記(8)に記載の複合構造体。
【0019】
(10)前記カップリング処理がシランカップリング処理である、前記(9)に記載の複合構造体。
【0020】
(11)前記酸化処理が、薬液酸化処理である、前記(9)に記載の複合構造体。
【0021】
(12)前記繊維強化樹脂部材(I)の厚み方向の熱伝導率が1W/m・K以上である、前記(1)〜前記(11)のいずれかに記載の複合構造体。
【0022】
(13)前記繊維強化樹脂部材(I)を構成する前記マトリックス樹脂(b)中に、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなる、前記(1)〜前記(12)のいずれかに記載の複合構造体。
【0023】
(14)前記熱伝導性添加材(c)の平均凝集ストラクチャー長が10〜500μmである、前記(1)〜(13)のいずれかに記載の複合構造体。
【0024】
(15)前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜100μmである、前記(1)〜(14)のいずれかに記載の複合構造体。
【0025】
(16)前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる、前記(1)〜(15)のいずれかに記載の複合構造体。
【0026】
(17)前記金属部材(II)の熱伝導率が100W/m・K以上である、前記(1)〜(16)のいずれかに記載の複合構造体。
【0027】
(18)前記金属部材(II)が、アルミニウム、チタン、銅、マグネシウム、およびその合金より選択される少なくとも1種である、前記(1)〜(17)のいずれかに記載の複合構造体。
【0028】
(19)前記熱伝導性添加材(c)の熱伝導率が前記金属部材(II)よりも高い、前記(1)〜(18)のいずれかに記載の複合構造体。
【0029】
(20)前記強化繊維(a)がポリアクリロニトリル系炭素繊維である、前記(1)〜(19)のいずれかに記載の複合構造体。
【0030】
(21)前記マトリックス樹脂(b)がエポキシ樹脂である、前記(1)〜(20)のいずれかに記載の複合構造体。
【0031】
(22)前記繊維強化樹脂部材(I)と、前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体である、前記(1)〜(21)のいずれかに記載の複合構造体。
【0032】
(23)前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体である、前記(22)に記載の複合構造体。
【0033】
(24)前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体であって、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満である、前記(22)に記載の複合構造体。
【0034】
(25)前記積層構造体の最大厚みが2mm以下である、前記(22)〜(24)のいずれかに記載の複合構造体。
【0035】
(26)電気・電子機器の筐体または部材、自動車、二輪車、航空機、もしくは建材用途の部品または部材に用いられる、前記(1)〜(25)のいずれかに記載の複合構造体。
【0036】
である。
【発明の効果】
【0037】
本発明によれば、従来技術では困難であった優れた放熱特性と剛性とを兼ね備えた複合構造体を得ることができる。したがって、本発明の複合構造体は、特に、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機、建材用途などの放熱部品、部材に好適に用いられる。
【発明を実施するための最良の形態】
【0038】
以下に、本発明の複合構造体について、望ましい実施の形態とともに詳細に説明する。
【0039】
本発明は、連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の平均粒子径が150μm以下、かつ熱伝導率が該強化繊維(a)よりも高い複合構造体である。
【0040】
連続した強化繊維(a)とは、繊維方向における熱伝導率が10W/m・K以上である連続した強化繊維である。ここで、前記強化繊維(a)における連続とは、少なくとも一方向に10mm以上の長さにわたり連続した多数本の強化繊維から構成されていることである。ここで、該連続した強化繊維は、複合構造体を構成する繊維強化樹脂部材の長さ方向の全長さにわたりあるいは、繊維強化樹脂部材の幅方向の全幅にわたり、連続している必要はなく、途中で分断されていても良い。
【0041】
前記強化繊維(a)の形態としては特に限定されず、多数本の強化繊維からなる強化繊維束、該強化繊維束から構成されたクロス、多数本の強化繊維が一方向に配列された強化繊維束(一方向性繊維束)、該一方向性繊維束から構成された一方向性クロスなど、それらを組み合わせたもの、複数層配置したものなどである。なかでも基材の生産性の観点から、クロス、一方向性繊維束が好ましい。前記連続した強化繊維は、同一の形態の複数本の繊維束から構成されていても、あるいは、異なる形態の複数本の繊維束から構成されていても良い。一つの強化繊維束を構成する強化繊維数は、通常、300〜48,000であるが、基材の製造を考慮すると、好ましくは、300〜24,000であり、より好ましくは、1,000〜12,000である。
【0042】
前記強化繊維(a)の繊維種としては、炭素繊維や金属繊維等の中から繊維方向に10W/m・K以上の熱伝導率を有する繊維が挙げられる。このうち、炭素繊維は、アクリロニトリル、ピッチおよびレーヨン等を原料とすることができ、例えば、ポリアクリロニトリル系(以下PAN系と称する)炭素繊維は、アクリロニトリルを主成分として重合、紡糸して得られたPAN系繊維を200〜400℃の空気雰囲気中で加熱して酸化繊維に転換する耐炎化工程と、窒素、ヘリウムおよびアルゴン等の不活性雰囲気中でさらに1000〜2000℃で加熱して炭化する炭化工程を経ることで得られる(耐炎化工程と炭化工程をあわせて焼成工程と呼ぶことがある。)。本発明では、炭化する温度としては1300〜1800℃を採用することが、繊維方向に10W/m・K以上の熱伝導率を有する炭素繊維得ることができるため好ましい。さらに必要に応じ、炭化工程後に炭化工程と同様に不活性雰囲気中で、2000〜3300℃で加熱して黒鉛化する黒鉛化工程を経て黒鉛化されたPAN系炭素繊維を得ることもできる。かかる強化繊維の熱伝導性を向上させるためには、黒鉛化せしめる工程を採用することが好ましく、その黒鉛化工程における温度は、2000〜3000℃を採用することが、PAN系炭素繊維の熱伝導率と力学特性のバランスの観点から好ましい。
【0043】
該PAN系繊維は、耐炎化反応を促進するモノマー成分を含むものであれば特に限定されるものではなく、イタコン酸、アクリル酸、メタクリル酸およびそれらのメチルエステル、エチルエステル、プロピルエステル、アルカリ金属塩、アンモニウム塩、あるいはアリルスルホン酸、メタリルスルホン酸、スチレンスルホン酸、およびそれらのアルカリ金属塩等を挙げることができる。紡糸方法は、湿式紡糸法や乾湿式紡糸法などの公知の方法を適用することができる。
【0044】
また、ピッチを原料としたピッチ系炭素繊維は、石炭系ピッチ、石油系ピッチ、ナフタレンやポリ塩化ビニルなどからの合成ピッチなどから選択されるピッチを主成分として紡糸して得られたピッチ系繊維を200〜420℃の空気雰囲気中で加熱する不融化工程と、窒素、ヘリウムおよびアルゴン等の不活性雰囲気中でさらに1000〜1500℃で加熱して炭化する炭化工程を経ることで得られる。また、必要に応じ、炭化工程後に炭化工程と同様に不活性雰囲気中で、2000〜3000℃で加熱して黒鉛化する黒鉛化工程を経て黒鉛化されたピッチ系炭素繊維を得ることもできる。かかる強化繊維の熱伝導性を向上させるためには、黒鉛化せしめる工程を採用することが好ましく、その黒鉛化工程における温度は、2000〜3000℃を採用することが好ましい。また、紡糸方法は、遠心紡糸法やフラッシュ紡糸法、加圧押出紡糸法などの公知の方法を適用することができる。
【0045】
かかるPAN系炭素繊維、ピッチ系炭素繊維は必要に応じて表面処理を行うことがマトリックス樹脂との接着性の向上による、繊維強化樹脂部材とした際の、力学特性の向上の観点から好ましく、表面処理は液相酸化、電解酸化、気相酸化などの酸化処理やエッチング処理、有機化合物のグラフト、無機化合物のコーティング、ウィスカライジング等の公知方法を用いることができる。生産性、処理の容易さなどから液相酸化、電解酸化、気相酸化などの酸化処理が好ましく用いることができる。
【0046】
また、金属繊維については、金属を溶湯から伸線加工を行った線材をダイスに通して引延する線引加工法、金属素地を溶融状態にせしめ、細線化する溶融紡糸法、押出法、金属箔板をコイル状に巻き、その端面を切削するコイル切削法など公知の方法により得ることができる。金属としてはアルミニウム、タングステン、銅、銀、チタン、マグネシウム、ニッケル、ニオブ、ステンレス鋼、炭素鋼および/またはその合金などが熱伝導率の観点から好ましく用いることができ、なかでもコストと熱伝導率の観点からアルミニウム、銅、ステンレス鋼および/またはその合金を用いた金属が好ましく用いることができる。
【0047】
また、これらを単独または2種を併用して用いることができる。さらに、ガラス繊維、アラミド繊維、ボロン繊維、アルミナ繊維、炭化ケイ素繊維などに金属被覆したものも本発明の効果を損なわない範囲内であれば、単独あるいは2種以上併用して用いてもかまわない。これらの強化繊維は、表面処理が施されているものであっても良い。表面処理としては、金属の被着処理、カップリング剤による処理、サイジング剤による処理、添加剤の付着処理などがある。
【0048】
これら強化繊維の中では、得られる繊維強化樹脂部材(I)が力学特性に優れ、高い比強度および比弾性率を有する点、および高い熱伝導性を実現でき、しかも軽量な材料が得られる点から、炭素繊維が最も好ましい。
【0049】
かかる炭素繊維としては、ポリアクリロニトリル系、ピッチ系、レーヨン系、リグニン系などの炭素繊維を用いることができる。これらの中でも、PAN系炭素繊維が強度、弾性率ともに高いことから、繊維強化樹脂部材(I)の力学特性も高くできる点で好ましい。
【0050】
また、使用される強化繊維としては、繊維方向における熱伝導率が10W/m・K以上である。繊維方向における熱伝導率が10W/m・K以上であるということは、繊維強化樹脂部材(I)を用いた本発明の複合構造体とした場合に、優れた放熱特性を得ることができるためである。また、繊維方向における熱伝導率が10W/m・Kを下まわる場合は、所望の放熱特性を得るために、本発明における熱伝導性添加材(c)、または、熱伝導率の高いフィラー等を大量に添加しなければ放熱特性を得ることができず、このような、充填剤の大量添加は、繊維強化樹脂部材の力学特性の低下を招くことになる。
【0051】
本発明における前記強化繊維(a)の繊維方向における熱伝導率については、現在上市されている強化繊維、特にピッチ系炭素繊維では、1000W/m・K程度のものが上限としてあるが、熱伝導率および引張弾性率が優れている反面、引張強度が低いことが知られている。さらに、引張弾性率が高すぎるために、繊維強化樹脂部材(I)としたときに、耐衝撃性が低下する場合がある。かかる繊維強化樹脂部材(I)の放熱特性および力学特性のバランスの観点から、前記強化繊維(a)の繊維方向における熱伝導率は、より好ましくは10〜250W/m・K、とりわけ、10〜150W/m・Kの範囲内のであることが好ましく、前記理由により強化繊維としては、力学特性と熱伝導性のバランスに優れたPAN系炭素繊維が好ましく用いることができる。
【0052】
さらに、該繊維強化樹脂部材(I)の耐衝撃性の観点から、炭素繊維の弾性率は800GPa、好ましくは700GPa以下、より好ましくは600GPa以下とするのが良い。また、引張強度としては、該繊維強化樹脂部材の曲げ強度などの実用特性の観点から、3000MPa以上が好ましく、4000MPa以上がより好ましい。ここでいう炭素繊維の引張強度、弾性率は、JIS R7601−1986にしたがって測定されるストランド引張強度、ストランド引張弾性率である。上記より、PAN系炭素繊維は熱伝導率と引張強度・弾性率のバランスに優れており、さらに安価であるため好ましく用いることができる。
【0053】
本発明を構成するマトリックス樹脂(b)とは、熱可塑性樹脂および/または熱硬化性樹脂であり、本発明の効果を損なわない範囲であれば、熱可塑性樹脂あるいはその組成物、熱硬化性樹脂あるいはその組成物のいずれであってもよい。
【0054】
かかる熱可塑性樹脂としては、その種類に特に制限はないが、ポリオレフィン、ポリアミド、ポリエステル、ポリカーボネート、ポリアリーレンオキシド、ポリアリーレンスルフィド、ポリスルホン、ポリイミドから選ばれることが好ましい。なかでも経済性の観点からはポリオレフィン、強化繊維との接着性の観点からは、ポリアミドが好ましい。
【0055】
かかる熱硬化性樹脂としては、その種類に特に制限はないが、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ジアリルフタレート樹脂、フェノール樹脂、マレイミド樹脂、シアン酸エステル樹脂から選ばれることが好ましい。
【0056】
中でも、力学特性の優れた繊維強化樹脂部材を得るためには、熱硬化性樹脂と、前記強化繊維(a)、熱伝導性添加材(c)の配合が容易であること、成形が容易であることから、エポキシ樹脂が好ましい。エポキシ樹脂としては、分子内に複数のエポキシ基を有する化合物が用いられる。例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ナフタレン型エポキシ樹脂、ノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、フェノール化合物とジシクロペンタジエンの共重合体を原料とするエポキシ樹脂、ジグリシジルレゾルシノール、テトラキス(グリシジルオキシフェニル)エタン、トリス(グリシジルオキシフェニル)メタンのようなグリシジルエーテル型エポキシ樹脂、テトラグリシジルジアミノジフェニルメタン、トリグリシジルアミノフェノール、トリグリシジルアミノクレゾール、テトラグリシジルキシレンジアミンのようなグリシジルアミン型エポキシ樹脂、フタル酸ジグリシジルエステルなどのグリシジルエステル型エポキシ樹脂、脂環式エポキシ樹脂、あるいはこれらの樹脂の組み合わせが用いられる。なかでも、ビスフェノールA型エポキシ樹脂を主成分としたエポキシ樹脂が経済性、力学特性のバランスの観点から好ましく用いることができる。
【0057】
さらに、かかる繊維強化樹脂部材を構成するマトリックス樹脂には、要求される特性に応じ、本発明の目的を損なわない範囲で他の充填材や添加剤を含有しても良い。例えば、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、カップリング剤などが挙げられる。導電性付与剤としては、例えばカーボンブラック、アモルファスカーボン粉末、天然黒鉛粉末、人造黒鉛粉末、膨張黒鉛粉末、ピッチマイクロビーズ、気相成長炭素繊維、カーボンナノチューブなどが例示できる。
【0058】
ここで本発明における熱伝導性添加材(c)とは、熱伝導率が前記強化繊維(a)以上である、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および金属の群から選択される少なくとも1種類の添加材である。
【0059】
また、前記熱伝導性添加材(c)の形態については特に限定されないが、安価に入手可能な形態であることから、粒子状または繊維状であることが好ましく、加工時の分散性や折損などによる品質変化を考慮した場合、粒子状であることがさらに好ましい。ここで熱伝導性添加材が粒子状とは、該熱伝導性添加材のアスペクト比である長軸/短軸の比が10未満のものを意味する。また、熱伝導性添加材が繊維状とは、該熱伝導性添加材のアスペクト比である長軸/短軸の比が10以上のものを意味する。
【0060】
かかる前記熱伝導性添加材(c)については、熱伝導率が前記強化繊維(a)以上であることが、複合構造体としたときの放熱特性に優れるといった観点から重要である。具体的には、例えば、熱伝導性に優れている炭素短繊維、黒鉛化炭素、カーボンナノチューブ、ダイヤモンド、ガラス状炭素などの炭素材料が挙げられる。具体的には例えば、“ベルパール”(登録商標)C−600、C−800、C−2000(鐘紡(株)製)、“NICABEADS”(登録商標)ICB、PC、MC(日本カーボン(株)製)などが挙げられる。
【0061】
また、無機材料の核が熱伝導性物質で被覆されてなる材料の無機材料としては、シリカ、アルミナ、ジルコニア、チタニア、シリカ・アルミナ、シリカ・ジルコニア等、単一の無機酸化物、および2種以上の複合無機酸化物や金属アルコキシドおよび/または金属アルキルアルコキシドを加水分解して得られるポリオルガノシロキサン等の無機有機複合物が挙げられる。
【0062】
有機材料の核が熱伝導性物質で被覆されてなる材料の有機材料としては、ポリアミド、ポリカーボネート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾール、フェノール樹脂、アミノ樹脂、アクリル樹脂、尿素樹脂、メラミン樹脂、アルキド樹脂、ポリイミド樹脂、ウレタン樹脂、ジビニルベンゼン樹脂、エポキシ樹脂等の熱可塑性樹脂、熱硬化性樹脂および有機無機ハイブリッド共重合体等が挙げられる。また、ここで挙げた材料を2種類以上複合して用いても良い。なかでも、優れた耐熱性を有するアクリル樹脂やジビニルベンゼン樹脂、および優れた耐衝撃性を有するポリアミド樹脂が好ましく用いられる。
【0063】
ここで、前記熱伝導性物質としては、金属または炭素を挙げることができる。また、熱伝導性物質で被覆されてなる材料において、熱伝導性物質により熱伝導性層が構成されているが、熱伝導性層は金属や炭素の連続した膜状であっても良いし、熱伝導性繊維、カーボンブラック、金属微粒子など、繊維状または粒子状の材料が集合したものであっても良い。
【0064】
前記熱伝導性繊維としては、炭素で構成された熱伝導性繊維が好ましい。より好ましい熱伝導性繊維は、中空カーボンファイバーである。この中空カーボンファイバーの外径は、好ましくは0.1〜1000nmであり、より好ましくは1〜100nmのものである。中空カーボンファイバーの外径が小さすぎても、大きすぎても、そのような中空カーボンファイバーを製造することが困難であることが多い。
【0065】
上記の中空カーボンファイバーは、表面にグラファイト層を形成したものでもよい。その際、構成するグラファイト層の総数は、好ましくは1〜100層であり、より好ましくは1〜10層であり、さらに好ましくは、1〜4層であり、特に好ましいものは、1〜2層のものである。
【0066】
また、炭素で構成されたチャネルブラック、サーマルブラック、およびファーネスブラックなどのカーボンブラックも熱伝導性層を構成する材料として好ましく用いられる。
【0067】
金属としては、メッキして使用される金属であることが好ましい。好ましい金属としては、連続した強化繊維に炭素繊維を用いた場合に該炭素繊維との電位差による腐蝕を防ぐことから、白金、金、銀、銅、錫、ニッケル、チタン、コバルト、亜鉛、鉄、クロム、アルミニウム、マグネシウム等が用いられ、これらの中でも、高い熱伝導性および安定性を示すことから、白金、金、銀、銅、錫、ニッケル、またはチタンが特に好ましく用いられる。なお、これら金属は単独で用いられても良いし、これら金属を主成分とする合金として用いられても良い。
【0068】
上記の金属を用いて金属メッキを施す方法としては、湿式メッキと乾式メッキが好ましく用いられる。湿式メッキとしては、無電解メッキ、置換メッキおよび電気メッキ等の方法を採用することができるが、なかでも不導体にもメッキを施すことが可能であることから、無電解メッキによる方法が好ましく用いられる。乾式メッキとしては、真空蒸着、プラズマCVD(chemical vapor deposition)、光CVD、イオンプレーティング、スパッタリング等の方法を採用することができるが、低温においても優れた密着性が得られることからスパッタリングによる方法が好ましく用いられる。
【0069】
また、金属メッキは、単一の金属の被膜であっても複数の金属からなる複数層の被膜であってもよい。金属メッキをする場合は、最表面を金、ニッケル、銅、またはチタンからなる層とするメッキ被膜が形成されてなることが好ましい。最表面を上記の金属とすることにより、熱伝導の効率化や表面の安定化を図ることができる。例えば、金層を形成する際は、無電解ニッケルメッキによりニッケル層を形成し、その後、置換金メッキにより金層を形成する方法が好ましく用いられる。
【0070】
セラミックス材料としては窒化硼素、窒化珪素、炭化珪素などが挙げられる。
【0071】
熱伝導性添加材(c)に用いられる金属としては、前記無機材料の核が熱伝導性物質で被覆されてなる材料、または有機材料の核が熱伝導性物質で被覆されてなる材料の熱伝導性物質に用いられる金属と同様の考えで選定することができる。
【0072】
本発明で用いられる無機材料の核が熱伝導性物質で被覆されてなる材料、または有機材料の核が熱伝導性物質で被覆されてなる材料の比重は3.2以下であることが好ましい。該材料の比重が大きすぎると得られる炭素繊維強化複合材料の重量が増加する。好ましくは比重が1〜2.2である。該材料の比重は小さすぎると、樹脂調合中に均一に分散できない場合がある。
【0073】
さらに、前記好ましい形態である粒子状の熱伝導性添加材(c)の平均粒子径は150μm以下が好ましく、後述する繊維強化樹脂部材(I)中での凝集ストラクチャー長の形成の容易さの観点から、0.1〜5μmであることがより好ましい。0.1μm未満の場合には前記熱伝導性添加材(c)自体の経済性に劣り、150μmを超える場合には、繊維強化樹脂部材中への分散性が悪化してしまったり、大きな凝集体を形成したりすることで、複合構造体の一部分に局在して存在してしまい、均一な放熱特性を得られないといったような好ましくない状態を形成する場合がある。
【0074】
熱伝導性添加材(c)の中には、マトリックス樹脂との接着性に劣るものもあるが、熱伝導性添加材(c)に表面処理を施せば、マトリックス樹脂との強い接着を実現することができ、複合構造体の剛性などの力学特性を向上させることが可能となり好ましい。表面処理の方法としては、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理であることが好ましい。なかでもマトリックス樹脂と化学結合、水素結合を形成しうるカップリング処理、酸化処理、プラズマ処理による表面処理は、マトリックス樹脂との強い接着が実現できることからより好ましく用いられる。
【0075】
また、表面処理時間の短縮や熱伝導性添加材(c)の分散を助けるため、加熱および超音波を用いながら表面処理を行うことができる。加熱温度は、高くとも200℃、好ましくは30〜120℃がよい。すなわち温度が高いと臭気が強くなり環境が悪化したり、運転コストが高くなったりする場合がある。
【0076】
カップリング処理に用いるカップリング剤としては、シラン系、チタン系、アルミニウム系のものが用いられ、これらカップリング剤は、単独で使用しても併用してもよい。カップリング剤が適当でないと、熱伝導性添加材(c)とマトリックス樹脂との接着が不十分となるため、耐衝撃性が低下する場合がある。このような問題を避けるためには、用いるマトリックス樹脂と強い親和性をもつか、化学結合し、強い接着を実現できるカップリング剤を用いるのが良い。マトリックス樹脂との親和性を高めるためには、分子構造や極性が、用いるマトリックス樹脂の分子構造や極性と近い置換基をもつカップリング剤を選択するのが良い。
【0077】
さらに確実に接着性を高めるためには、マトリックス樹脂と化学結合を形成し得るカップリング剤を用いる。不飽和ポリエステル樹脂、ジアリルフタレート樹脂、マレイミド樹脂の如くラジカル重合を行う樹脂がマトリックス樹脂である場合には、二重結合を有するビニル基、アリル基、アクリロイル基、メタクロイル基、シクロヘキセニル基などの置換基を有するカップリング剤、エポキシ樹脂がマトリックス樹脂である場合には、エポキシ基、フェノール性水酸基、カルボキシル基、メルカプト基、アミノ基あるいは一置換アミノ基を有するカップリング剤、フェノール樹脂がマトリックス樹脂である場合には、エポキシ基、フェノール性水酸基を有するカップリング剤、ウレタン樹脂がマトリックス樹脂である場合には、水酸基、アミノ基あるいは一置換アミノ基を有するカップリング剤、メラミン樹脂や尿素樹脂がマトリックス樹脂である場合には、アミド基、ウレイド基、アミノ基あるいは一置換アミノ基を有するカップリング剤、マレイミド樹脂がマトリックス樹脂である場合には、2重結合を有するカップリング剤の他にアミノ基あるいは一置換アミノ基を有するカップリング剤、シアネート樹脂がマトリックス樹脂である場合には、カルボキシル基、エポキシ基、水酸基、アミノ基あるいは一置換アミノ基を有するカップリング剤が好ましく用いることができる。
【0078】
カップリング処理としては、シランカップリング処理が各種官能基を有するカップリング剤を入手しやすいため好ましい。シランカップリング剤の具体例としては、アミノシランは3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシラン、3−( フェニルアミノ) プロピルトリメトキシシラン、3−(2−アミノエチル)アミノプロピルメチルジメトキシシラン等であり、エポキシシランは3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−メタクリルオキシプロピルトリメトキシシラン等であり、ビニルシランはビニルトリクロルシラン、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリス(2−メトキシエトキシ)シラン、ビニルトリアセトキシシラン等を挙げることができる。特に分子内にエポキシ基、アミノ基あるいは一置換アミノ基を有するシランカップリング剤は、広範囲な樹脂に適用可能で、反応性も高いため、特に好ましく用いられる。
【0079】
本発明において、熱伝導性添加材(c)をカップリング処理する場合、熱伝導性添加材(c)100重量部に対して、カップリング剤を、好ましくは0.01〜30重量部、より好ましくは0.1〜10重量部含むようにするのが良い。カップリング剤の配合量が少なすぎるとマトリックス樹脂との接着性が十分発揮しない場合があり、逆に多すぎると複合構造体の機械物性が低下する場合がある。
【0080】
本発明において、熱伝導性添加材(c)にカップリング剤を付着し直接熱処理して、熱伝導性添加材(c)をカップリング処理しても良いし、あらかじめマトリックス樹脂にカップリング剤、熱伝導性添加材(c)を加えておき、成形する際の熱処理によって、熱伝導性添加材(c)をカップリング処理しても良い。
【0081】
酸化処理としては、熱伝導性添加材(c)の表面を酸化することができれば特に制限はないが、薬液酸化処理および電解酸化処理を用いることができる。なかでも、薬液酸化処理が好ましく用いられる。
【0082】
薬液酸化処理とは、pH<7である酸性水溶液中で酸化処理する方法である。酸性水溶液としては、例えば、硫酸、発煙硫酸、硝酸、発煙硝酸、塩酸、燐酸、炭酸、ホウ酸、シュウ酸、フッ酸、蟻酸、酪酸、酢酸、ホウ硫酸、クロロ硫酸、クロロ酢酸、スルホサリチル酸、スルホ酢酸、マレイン酸、無水クロム酸、次亜塩素酸、アクリル酸、スルホン酸、フルオロ硫酸、トリフルオロメタン硫酸、トリフルオロメタンスルホン酸、硫酸ナトリウム、硝酸ナトリウム、硝酸カリウム、硫酸アンモニウム、蟻酸アンモニウム、リン酸二水素アンモニウム、シュウ酸アンモニウム、シュウ酸ナトリウム、硫酸水素アンモニウム等からなる水溶液を単独で使用しても併用してもよい。熱伝導性添加材(c)に酸化処理することで、水酸基やカルボキシル基等の官能基を化学修飾させ、マトリックス樹脂と化学結合および/あるいは水素結合することで強い接着が実現できる。なかでも、強酸性を示す硫酸、硝酸、あるいはそれらの混酸が好ましく用いられる。
【0083】
酸性水溶液の濃度としては、好ましくは0.01重量%以上、より好ましくは10重量%以上であり、さらに好ましくは50重量%以上がよい。濃度が高いほど処理時間が短時間となったり、熱伝導性添加材(c)の凝集をほぐす効果がある。酸性水溶液中に、オゾン、過酸化水素、二酸化鉛等の酸化剤を加えれば、より酸化力が増し好ましい。
【0084】
オゾンによる表面処理は、一般に加熱器を有するチャンバー内にオゾンを導入し、熱伝導性添加材(c)を加熱処理する方法が好ましく用いられる。この場合、前記添加材の表面が活性化された表面へと改質し、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。さらに、熱伝導性添加材(c)をオゾン雰囲気下に紫外線照射して光酸化処理する方法も好ましく用いられる。
【0085】
プラズマによる表面処理としては、チャンバー内に反応性ガスを導入し、減圧下でプラズマ処理を施す方法が好ましく用いられる。反応性ガスとしては、ヘリウム、ネオン、アルゴン、窒素、アンモニア、酸素、亜酸化窒素、一酸化窒素、二酸化窒素、一酸化炭素、二酸化炭素、シアン化臭素、シアン化水素、水素、水蒸気、空気、亜硫酸ガス、硫化水素等を単独で使用しても併用してもよい。熱伝導性添加材(c)にプラズマ処理を施すことで、活性化された表面に改質され、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。
【0086】
放電周波数(交流)は、高周波、低周波、マイクロ波を用いることができ、また直流を用いることもできる。処理装置としては、電極を真空装置内に設置する内部電極方式と真空装置の外側に設置する外部電極方式があるが、本発明ではどちらの方式でも使用することができる。電極の形状は、平板状、棒状、シリンダー状などを目的に応じて組み合わせて使用することができるが、放電電極として金属棒の表面にガラスを被覆したもの、アース電極として金属、例えばステンレス製の板あるいはドラム状のものを、好ましくは0.5〜30cm、さらに好ましくは2〜10cmの電極間距離で用いると、放電に斑がなく、均一な処理ができるので好ましい。電極は必要に応じて水などで冷却するのが好ましい。
【0087】
コロナ処理による表面処理としては、例えば特公昭48−5043号公報、特公昭47−51905号公報、特開昭47−28067号公報、特開昭49−83767号公報、特開昭51−41770号公報、特開昭51−131576号公報等に開示された方法を用いることができる。熱伝導性添加材(c)にコロナ処理を施すことで、活性化された表面に改質され、マトリックス樹脂との表面濡れ性が大きく向上し、強い接着が実現できる。
【0088】
ブラスト処理による表面処理としては、湿式法と乾式法があり、水または圧縮空気流に混入させた細粒状の投射材を熱伝導性添加材(c)表面に吹付けることで行われる。これにより、その表面に細かい凹凸を形成することで表面積が拡張され、マトリックス樹脂と熱伝導性添加材(c)との接着力を増加させることができる。投射材の種類としては、例えば、ガラスビーズ、無水ケイ酸、アルミナ、ダイヤモンド、ベンガラ等が挙げられる。また、投射材の粒径としては、100〜5000μm程度で用いられることが多い。一般的には、投射材の種類、粒径、投射材の噴射圧を目的に応じて設定する事で、最適な表面粗さに表面処理することが可能である。
【0089】
また、本発明の複合構造体においては、前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる形態をとることが放熱特性の観点から好ましい。前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる形態をとっているか否かは、後述する平均凝集ストラクチャー長測定の際に、前記金属部材(II)と前記繊維強化樹脂部材(I)の境界面を1000倍に拡大することで観察することができ、前記金属部材(II)と前記熱伝導性添加材(c)のもっとも近接している距離が0.1μm以下の場合に「接してなる形態」であると判定する。前記もっとも近接している距離が0.1μm以下であれば、複合構造体における、金属部材(II)/前記繊維強化樹脂部材(I)間の熱移動に支障をきたさないため好ましい。
【0090】
本発明における好ましい粒子状の形態である熱伝導性添加材(c)の平均粒子径については、例えば、走査型電子顕微鏡などの顕微鏡にて添加材を1000倍以上に拡大し写真撮影し、無作為に添加材の像を選び、その添加材の像のもっとも長い直線を直径とした円の直径を粒子径とし、その粒子径の平均値(n=50)を添加材の平均粒子径とすることができる。
【0091】
また、前記熱伝導性添加材(c)は、複合構造体の放熱特性の観点から、熱伝導率が前記金属部材(II)以上であることが好ましい。該熱伝導性添加材(c)の熱伝導率が、前記金属部材(II)のそれ以上であるということは、前記金属部材(II)の熱伝導効果を充分に活用でき、本発明の複合構造体の放熱特性をより満足するものとできるため好ましい。
【0092】
本発明の複合構造体は、以下に定義される前記(c)の平均凝集ストラクチャー長が10〜500μmであることが好ましい。より好ましくは10〜100μm、さらに好ましくは10〜80μmである。
【0093】
ここで、前記熱伝導性添加材(c)のストラクチャーとは、前記熱伝導性添加材(c)が凝集により、鎖状や塊状の様態を形成したもののことをいう。そして、本発明で規定する平均凝集ストラクチャー長とは、以下のようにして測定することができる。すなわち、走査型電子顕微鏡などの顕微鏡にて複合構造体の繊維強化樹脂部材部分を厚み方向断面に切り出し、それを1000倍以上に拡大し、写真撮影し、無作為に凝集体をなしている粒子(図6に例示する様態に観察される)を選び、その最外位置(例えば、15および16)に存在する粒子間を通る直線を引き、その直線の両端の長さのもっとも長い個所を計測し、凝集ストラクチャー長とする。ここで、測定数を50(n=50)以上とし、その平均値を平均凝集ストラクチャー長とする。
【0094】
さらに、複合構造体を構成する前記繊維強化樹脂部材(I)の構成要素である前記マトリックス樹脂(b)中の、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなることが、本発明の構成要素である複合構造体としたときの繊維強化樹脂部材の放熱特性と力学特性のバランスに優れるため好ましい。好ましくは5〜45体積%、とりわけ好ましくは10〜40体積%の範囲内で添加されていることある。
【0095】
さらに、前記繊維強化樹脂部材(I)に対する前記強化繊維(a)の体積含有量は40〜80%の範囲内であることが好ましい。体積含有量が40〜80%の範囲内であることにより、繊維強化樹脂部材の放熱特性と力学特性のバランスに優れるため好ましい。とりわけ50〜70%の範囲内であることが生産性の観点からも好ましい。
【0096】
本発明の複合構造体における、前記繊維強化樹脂部材(I)は、厚み方向の熱伝導率が1W/m・K以上であることが好ましい。これは、前記繊維強化樹脂部材(I)を本発明の複合構造体としたときに放熱特性が良好となるためである。該熱伝導率は3〜100W/m・K、とりわけ5〜50W/m・Kの範囲内であることが、前記金属部材(II)の熱伝導率を活かした放熱特性を有し、かつ安価な複合構造体とすることができるため好ましい。
【0097】
ここで、前記繊維強化樹脂部材(I)の成形方法としては、特に限定されるものではなく、ハンドレイアップ成形法、スプレーアップ成形法、真空バック成形法、加圧成形法、オートクレーブ成形法、プレス成形法、トランスファー成形法などの熱硬化樹脂を使用した方法が挙げられる。とりわけ、プロセス性、力学特性の観点から真空バック成形法、プレス成形法、トランスファー成形法などが好適に用いられる。
【0098】
本発明の前記繊維強化樹脂部材(I)を成形する際に使用する成形基材の製造方法は、特に制限はないが、連続した強化繊維(a)とマトリックス樹脂(b)である熱硬化性樹脂からなる繊維強化樹脂の中間体(プリプレグ)の表面に、前記熱伝導性添加材(c)を塗布する方法、前記マトリックス樹脂(b)である熱硬化性樹脂中に前記熱伝導性添加材(c)を均一に混合した混合物を調整し、この混合物を強化繊維(a)に含浸させる過程を含む方法、または予め前記マトリックス樹脂(b)を前記強化繊維(a)に含浸させてプリプレグを作製しておき、プリプレグ表面に、これらの粒子を高濃度で含有する熱硬化性樹脂のフィルムを貼付する方法がコスト・プロセス性の観点より好ましい。
【0099】
また、本発明の構成要素である、金属部材(II)とは、厚み方向の熱伝導率が100W/m・K以上の金属部材であることが好ましい。さらに、好ましくは、製造コスト面で有利な100〜400W/m・Kの範囲内である。前記金属部材としては100W/m・K以上であれば、本発明の複合構造体としたときに、優れた放熱特性を有するためであり、これを満たす種々の金属を採用し得るが、複合構造体の剛性の観点から、アルミニウム、チタン、銅、マグネシウムおよび/またはその合金が好ましく用いられる。なかでも、アルミニウムは比強度、比弾性率が高く、力学特性に優れるとともに熱伝導性とのバランスも良いため好ましい。熱伝導性の観点からは銅も好ましく用いることができる。
【0100】
ここで、前記繊維強化樹脂部材(I)、繊維強化樹脂部材(III)、強化繊維(a)および熱伝導性添加材(c)、金属部材(II)の熱伝導率の測定方法は、例えば、前記繊維強化樹脂部材(I)、繊維強化樹脂部材(III)、金属部材(II)は、レーザーフラッシュ法により、比熱と熱拡散率を測定し、次式によって算出される。
【0101】
K=Cp・α・ρ
ここで、Kは試料の熱伝導率、Cpは試料の比熱、αは試料の熱拡散率、ρは試料の比重を表す。
【0102】
また、強化繊維(a)および熱伝導性添加材(c)の熱伝導率の測定方法は、例えば、前記強化繊維(a)の場合は、前記強化繊維(a)を熱伝導率が既知な樹脂材料(例えばエポキシ樹脂)などで、一方向性の強化繊維(a)含有複合材料を作製し、これをレーザーフラッシュ法によって、比熱と熱拡散率を測定し、次式によって算出される。
【0103】
Kf=Cpf・αf・ρf/Vf
ここで、Kfは前記強化繊維(a)の熱伝導率、Cpfは前記強化繊維(a)含有複合材料の比熱、αfは強化繊維(a)含有複合材料の熱拡散率、ρfは強化繊維(a)含有複合材料の比重、Vfは強化繊維(a)含有複合材料中に含まれる強化繊維(a)の体積含有量を表す。また、前記熱伝導性添加材(c)の場合においても、前記強化繊維(a)の測定方法と同様に熱伝導率が既知な樹脂材料(例えばエポキシ樹脂)などで、前記熱伝導性添加材(c)を含有した複合材料を作製し、これを前記レーザーフラッシュ法によって、比熱と熱拡散率を測定し、次式によって算出される。
【0104】
Kc=Cpc・αc・ρc/Vc
ここで、Kcは前記前記熱伝導性添加材(c)の熱伝導率、Cpcは前記熱伝導性添加材(c)含有複合材料の比熱、αcは前記熱伝導性添加材(c)含有複合材料の熱拡散率、ρcは前記熱伝導性添加材(c)含有複合材料の比重、Vcは前記熱伝導性添加材(c)含有複合材料中に含まれる前記熱伝導性添加材(c)含有の体積含有量を表す。
【0105】
本発明の複合構造体は、繊維強化樹脂部材(I)と、金属部材(II)とを接合してなる構造体である。ここで、接合とは上述より得られた繊維強化樹脂部材(I)を金属部材(II)と機械接合、熱融着、硬化特性を有する接着層による接着、熱溶着、振動溶着、超音波溶着、レーザー溶着、インサート射出成形、アウトサート射出成形の少なくとも1種の方法を用いて接合することで完成するが、これら方法は2種以上を併用しても良い。
【0106】
前記接合の具体的形式として、嵌合や嵌め込み、ネジ、リベットによる接合などの機械接合と接着層を用いた接合方法と併用することもできる。
【0107】
本発明の複合構造体は、前記繊維強化樹脂部材(I)からなる層と、前記金属材料(II)からなる層を接合してなるものであるが、前記繊維強化樹脂部材(I)と前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体(例えば、(I)/(II)/(I),(I)/(II)/(II) ,(I)/(II) /第三層,(II)/(I)/(I),(II)/(I)/(II) ,(II)/(I)/第三層,(I)/(II)/(I)/(II) ,(II)/(I)/(II)/(I)など)であっても良い。これは、前記繊維強化樹脂部材(I)の力学特性、主に剛性や衝撃特性などの実用特性と、前記金属部材(II)の熱伝導率、放熱特性がバランス良く発現されるためである。
【0108】
これらの中でも、とりわけ、前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体(すなわち、(I)/(II)/(I))であることが、本発明の効果を充分に発揮し、かつ、生産性、成形性などの観点から好ましい。
【0109】
また、前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体(すなわち、(I)/(II)/(III))であっても好ましく、さらに、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満であることが、後述する放熱特性の観点から好ましい。
【0110】
かかる繊維強化樹脂部材(III)とは、該繊維強化部材(I)とは厚み方向の熱伝導率が異なることが特徴である。かかる繊維強化樹脂部材(III)は、前記繊維強化樹脂部材(I)と同様の構成要素からなり、前記強化繊維(a)や前記熱伝導性添加材(c)のなかでも熱伝導性の低いものを用いて、厚み方向の熱伝導率が1W/m・K未満に設計したものが好ましい。
【0111】
これは本発明の複合構造体を、内部に発熱部材を持つ構造体に用いた場合により好ましい。発熱部材側に熱伝導性の高い前記繊維強化樹脂部材(I)を配置し、発熱部材から遠いもう一方の側に繊維強化樹脂部材(I)より熱伝導率の低い繊維強化樹脂部材(III)を配置することで、前記繊維強化樹脂部材(I)から前記金属部材(II)に熱が伝達された後、熱伝導率の低い繊維強化樹脂部材(III)への熱伝達よりも、金属部材(II)の面方向に選択的に熱移動を行わせることができるため、外部側、すなわち、人が触れる可能性のある部分に熱を伝えにくいといった効果を有する放熱設計が可能となるため好ましい。
【0112】
さらに、本発明の複合構造体は、最大厚みが2mm以下として用いることが、軽量性、薄肉性の観点から好ましい。とりわけ好ましくは、かかる最大厚みが1.5mm以下である。ここで言う最大厚みとは、複合構造体の厚みのなかで最も厚い部位の厚みのことである。複合構造体がその形状において厚み変化を伴う場合など、最大厚みを2mm以下とすることで、該複合構造体を用いた構造設計に幅を持たせることができるため好ましい。
【0113】
上記の特性により、本発明の複合構造体は、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機、建材用途の部品、部材として好ましく用いることができる。特に、放熱特性、剛性のバランスが要求される分野の製品に好適に用いることができ、図5には本発明の複合構造体を電気・電子機器用途であるノートパソコン用筐体とした一例を例示している。
【0114】
また、上記以外にも、本発明の複合構造体の特性から、例えば、パラボラアンテナ、携帯電話、デジタルスチルカメラ、PDA、ポータブルMD、プラズマディスプレー、LEDランプ、コネクター、ソケット、抵抗器、コンデンサー、光ピックアップ、発振子、変成器、プラグ、プリント配線板などの各種素子および基板、チューナー、スピーカー、マイクロフォン、ヘッドフォン、小型モーター、磁気ヘッドベース、パワーモジュール、半導体、ディスプレー、FDDキャリッジ、シャーシ、HDD、MO、モーターブラッシュホルダーなどの電気・電子機器の筐体や内部部材、モーター部品、オルタネーターターミナル、オルタネーターコネクター、ICレギュレーター、ライトディヤー用ポテンショメーターベース、排気ガスバルブなどの各種バルブ、燃料関係、排気系または吸気系各種パイプ、エアーインテークノズルスノーケル、インテークマニホールド、各種アーム、各種フレーム、各種軸受、燃料ポンプ、ガソリンタンク、CNGタンク、エンジン冷却水ジョイント、キャブレターメインボディー、エアコン用サーモスタットベース、暖房温風フローコントロールバルブ、ラジエーターモーター用ブラッシュホルダー、ウォーターポンプインペラー、スターターリレー、トランスミッション用ワイヤーハーネス、ウィンドウオッシャーノズル、エアコンパネルスィッチ基板、燃料関係電磁気弁用コイル、ヒューズ用コネクター、バッテリートレイ、ATブラケット、ヘッドランプサポート、ペダルハウジング、ハンドル、ドアビーム、プロテクター、シャーシ、フレーム、アームレスト、ホーンターミナル、ステップモーターローター、ランプソケット、ランプリフレクター、ランプハウジング、ラジエターサポート、ソレノイドボビン、エンジンオイルフィルター、点火装置ケース、アンダーカバー、スカッフプレート、プロペラシャフト、ホイール、フェンダー、フェイシャー、バンパー、バンパービーム、ボンネット、エアロパーツ、プラットフォーム、カウルルーバー、ルーフ、インストルメントパネル、外板、スポイラーおよび各種モジュールなどの自動車、二輪車関連部品、部材、ランディングギアポッド、ウィングレット、スポイラー、エッジ、ラダー、エレベーター、フェイリング、リブ、外板などの航空機関連部品、部材などの各種用途に有用である。さらには、人工衛星関連部品、屋根材、パネルなどの建材用途の部品、部材、電話、ファクシミリ、VTR、コピー機、テレビ、アイロン、ヘアードライヤー、炊飯器、電子レンジ、音響機器、掃除機、コンパクトディスク、照明、冷蔵庫、エアコン、タイプライター、ワードプロセッサーなどに代表される家庭または事務製品部品、部材および筐体、パチンコ、スロットマシン、ゲーム機などの遊技または娯楽製品の筐体や内部部材、顕微鏡、双眼鏡、カメラ、時計などの光学機器、精密機械関連の筐体や内部部材、X線カセッテなどの医療用途の筐体や内部部材、などの各種用途にも好適に用いることができる。
【実施例】
【0115】
以下、実施例により、本発明について、さらに具体的に説明する。
【0116】
1.各種特性評価法
本実施例では、各種特性を以下の方法で測定した。評価結果は表1にまとめて記す。
【0117】
[1]熱伝導率の測定
(1)繊維強化樹脂部材(I)および(III)
まず、繊維強化樹脂部材(I)を直径10mm、厚さ3〜6mmの円板状に試料を作製した。また、繊維強化樹脂部材(III)の場合は、直径10mm、厚さ2mmの円板状に試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該繊維強化樹脂部材(I)および(III)の比熱と熱拡散率を測定し、次式によって算出される。
【0118】
K=Cp・α・ρ
ここで、Kは繊維強化樹脂部材(I)、(III)の熱伝導率、Cpは繊維強化樹脂部材(I)、(III)の比熱、αは繊維強化樹脂部材(I)、(III)の熱拡散率、ρは繊維強化樹脂部材(I)、(III)の比重を表す。
【0119】
(2)強化繊維(a)
上記(1)より求めた、Cp、α、ρを用い、さらに、下式に繊維強化樹脂部材(I)および(III)中に含まれる強化繊維の体積分率(Vf)を代入することにより、強化繊維(a)の熱伝導率を算出する。
【0120】
K=Cp・α・ρ/Vf。
【0121】
(3)熱伝導性添加材(c)
まず、熱伝導性添加材(c)を熱伝導率が既知な樹脂材料に混合し、直径10mm、厚さ1〜6mmの円板状に試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該試料の比熱と熱拡散率を測定し、次式によって算出される。
【0122】
Kc=Cpc・αc・ρc/Vc
ここで、Kcは前記前記熱伝導性添加材(c)の熱伝導率、Cpcは前記熱伝導性添加材(c)含有複合材料の比熱、αcは前記熱伝導性添加材(c)含有複合材料の熱拡散率、ρcは前記熱伝導性添加材(c)含有複合材料の比重、Vcは前記熱伝導性添加材(c)含有複合材料中に含まれる前記熱伝導性添加材(c)含有の体積含有量を表す。
【0123】
また、前記金属部材(II)の場合においては、直径10mm、厚さ2〜6mmの円板状の試料を作製した。ついで、真空理工(株)製レーザーフラッシュ法熱定数測定装置TC−3000によって、該試料の比熱と熱拡散率を測定し、次式によって算出される。
【0124】
Km=Cpm・αm・ρm
ここで、Kmは前記金属部材(II)の熱伝導率、Cpmは前記金属部材(II)の比熱、αmは前記金属部材(II)の熱拡散率、ρmは前記金属部材(II)の比重を表す。
【0125】
また、(1)〜(3)の測定における試料の厚さは、試料の熱伝導率に応じて変え、熱伝導率の大きい試料は厚く、小さい試料は薄くした。具体的には、レーザー照射後、試料背面の温度が上昇し、最高温度に到達するには数10msecを要するが、その際の温度上昇幅ΔTmの1/2だけ温度が上昇するまでの時間t1/2が10msec以上(最高15msec)となるように試料の厚さを調節した。
【0126】
比熱は、試料前面に受光板としてグラッシーカーボンを貼付け、レーザー照射後の温度上昇を試料背面中央に接着したR熱電対によって測定することにより求めた。また、測定値は、サファイアを標準試料として校正した。熱拡散率は、試料の両面にカーボンスプレーによってちょうど表面が見えなくなるまで皮膜を付け、赤外線検出器によって、レーザー照射後の試料背面の温度変化を測定し求めた。熱伝導率が異方性を示す場合は、測定値の最大値を代表値とする。
【0127】
[放熱特性]
表面の繊維方向が短辺と平行方向となるように100×150mmに切り出した複合構造体を試験片とした。室温23℃、湿度55%の雰囲気下に調整された部屋において、該試験片の中央部分に、発熱部材を接着剤により固定した試験片を、該放熱特性評価装置に図3に示すように配置した。
【0128】
この後、自然冷却状態において、発熱部材に8Wの電力を20分間通電させ、20分後の発熱部材の温度と、該発熱部材が配置された試験片の裏面(外気側)の温度を熱電対により計測し、その計測値を放熱特性の判断基準とした。ちなみに、発熱部材のみに8Wの電力を20分間通電させた場合の発熱部材温度は、室温(23℃)から約140℃まで上昇した。
【0129】
評価結果は、発熱部材の温度が70℃未満を優(○○)、70〜80℃を可(○)とし、80℃を越える場合を不可(×)とした。さらに、試験片の裏面(外気側)の温度が60℃以下を優良(○○)、80℃以下を可(○)、80℃を越える場合を不可(×)として表した。
【0130】
[剛性]
表面の繊維方向が短辺と平行方向となるように100×150mmに切り出した複合構造体を試験片とした。該試験片を図4に示す剛性評価用の試験片固定治具9と試験片固定治具11の間に挟み込み、4辺に設けられたネジ穴にボルト、ナットをもちいて固定した。このとき、ネジ止めをおこなうに際し、各ネジ部による応力の偏りを除去するために、固定にはトルクレンチをもちいて一定荷重でネジ止めをおこなった。
【0131】
前記固定治具に固定された複合構造体の中央部分を、半径5mmの円柱状圧子により、一定速度で圧縮することで求められる試験片の、50N荷重時のたわみ量を剛性評価の判断基準とした。
【0132】
評価装置は、ロードセルに半径5mmの円柱状圧子を取り付けた“インストロン”(登録商標)5565型万能材料試験機(インストロン・ジャパン(株)製)をもちい、試験速度5.0mm/分で圧縮方向に荷重を加える条件で評価をおこなった。いずれも測定数はn=5とした。
【0133】
評価結果は、50N荷重時のたわみ量が0.55mm未満の場合を優(○○)、0.55〜0.6mmの場合を可(○)、0.6mmを越える場合を不可(×)として表した。
【0134】
[繊維強化樹脂部材および各種材料の比重]
<A.繊維重量含有量>
JIS K7075−1991の記載に従い、硫酸分解法により繊維強化樹脂部材中の強化繊維重量含有量を求めた。
【0135】
<B.繊維強化樹脂部材および金属部材の比重>
JIS K7112−1999記載の方法に基づき、25℃で水中置換法により比重を測定した。
<C.強化繊維の比重>
JIS R 7601−1986の記載に基づき測定した。炭素繊維ストランドを直径5cm程度のリング状にし、25℃においてその空気中での質量、およびo−ジクロロベンゼン中での質量を測定し、強化繊維の比重を求めた。
【0136】
<D.繊維体積含有量>
前記Aで測定した強化繊維の重量含有量、Bで測定した繊維強化樹脂部材の比重、およびCで測定した強化繊維の比重から、繊維体積含有量を求めた。
【0137】
[熱伝導性添加材の平均粒子径]
走査型電子顕微鏡(日立製作所(株)製S−4000)で粒子を1000倍に拡大して写真撮影し、無作為に粒子を選び、粒子の像のもっとも長い直線を直径とし、描写した円を粒子径とし、その粒子径の平均値(n=50)を粒子の平均粒子径とした。
【0138】
[熱伝導性添加材の平均凝集ストラクチャー長]
走査型電子顕微鏡(日立製作所(株)製S−4000)にて、複合構造体の繊維強化樹脂部材部分の厚み方向の断面を1000倍以上に拡大し写真撮影し、無作為に凝集体をなしている粒子(図6に例示する様態に観察される)を選び、直線距離で最大となる部位を該粒子凝集体のストラクチャー長として測定した。測定数を50(n=50)以上とし、その平均値を平均凝集ストラクチャー長とした。
【0139】
2.実施例および比較例に用いた原料
実施例および比較例の複合構造体を得るために、下記の原料を用いた。
【0140】
<繊維強化樹脂部材(I)、(III)>
(強化繊維(a))
・ポリアクリロニトリル系炭素繊維、“トレカ”(登録商標)T700S−24K−50C(繊維数12,000本、引張強度4.9GPa、引張弾性率230GPa、比重1.80、繊維方向の熱伝導率:10W/m・K、東レ(株)製)
・ポリアクリロニトリル系炭素繊維、“トレカ”(登録商標)M60J−6K−50B(繊維数6,000本、引張強度3.9GPa、引張弾性率588GPa、比重1.92、繊維方向の熱伝導率:155W/m・K、東レ(株)製)。
【0141】
(マトリックス樹脂(b))
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)828(ジャパンエポキシレジン(株)製)
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)1002(ジャパンエポキシレジン(株)製)
・フェノールノボラック型エポキシ樹脂、“エピコート”(登録商標)154(ジャパンエポキシレジン(株)製)。
【0142】
硬化剤として以下を用いた。
・ジシアンジアミド(DICY)(ジャパンエポキシレジン(株)製)。
【0143】
硬化促進剤として以下を用いた。
・3,4−ジクロロフェニル−1,1−ジメチルウレア(DCMU)(保土谷化学工業(株)製)。
【0144】
(熱伝導性添加材(c))
・銀粒子、silver Powder(アルドリッチ社製、比重:10.5、平均粒子径:3μm、熱伝導率:427W/m・K)
・銀粒子、silver Powder(アルドリッチ社製、比重:10.5、平均粒子径:8μm、熱伝導率:427W/m・K)
・銅粒子、Copper Powder(アルドリッチ社製、比重:8.8、平均粒子径:3μm、熱伝導率:398W/m・K)
・シリカ粒子、“シーホスターKE”(登録商標)P250((株)日本触媒製、比重:2.0、平均粒子径:2.5μm、熱伝導率:1.3W/m・K)
・ジビニルベンゼンポリマー粒子にニッケルをメッキし、さらにその上に金をメッキした粒子“ミクロパール”(登録商標)AU215(積水化学(株)製、比重:1.8g/cm3。
【0145】
・下記の製造方法で得られた熱伝導性添加材A(比重:1.3g/cm3)
酢酸第1鉄(アルドリッチ社製)0.01gと酢酸コバルト4水和物(ナカライテスク社製)0.21gとをエタノール(ナカライテスク社製)40mLに加え、超音波洗浄機で10分間懸濁した。この懸濁液に、結晶性チタノシリケート粉末(エヌイーケムキャット社製“チタノシリケート”(登録商標))(TS−1)2.0gを加え、超音波洗浄機で10分間処理し、60℃の恒温下でメタノールを除去することにより、TS−1の結晶表面に上記酢酸金属塩を担持した固体触媒を得た。
【0146】
内径32mmの石英管中央部の石英ボート上に、上記で調製した固体触媒1.0gをとり、アルゴンガスを600cc/分で供給した。石英管を電気炉中に設置して、中心温度を800℃の温度に加熱した(昇温時間30分)。温度が800℃になったところで、高純度アセチレンガス(高圧ガス工業(株)製)を5cc/分で30分間供給した後、アセチレンガスの供給をやめ、温度を室温まで冷却し、中空カーボンナノファイバーを含有する組成物を取り出した。得られた中空カーボンナノファイバーを含有する組成物0.4gを電気炉に入れ大気雰囲気で400℃(昇温時間40分)に加熱した。400℃の温度で60分保持した後、室温まで冷却した。さらに、この中空カーボンナノファイバーを含有する組成物を濃度2.5mol/Lの水酸化ナトリウム水溶液200mL中に投入後、80℃の温度に保持しながら5時間撹拌した。その後、孔径10μmのメンブレンフィルターで吸引濾過し、固液分離した。得られた固形物を蒸留水1Lで洗浄後、濃度5.1mol/Lの硫酸50mL中に投入し、80℃の温度に保持しながら2時間撹拌した。その後、濾紙(東洋濾紙(株)製)、フィルターペーパー2号、125mmを用いて固形物を分離した。濾紙上の固形物を、蒸留水500mLで洗浄後、60℃の温度で乾燥して中空カーボンナノファイバーを回収率90%で得た。
【0147】
次いで、エポキシ変性ナイロン粒子Aを以下の要領で作成した。透明ポリアミド(商品名“グリルアミド”(登録商標)−TR55、エムザベルケ社製)90重量部、エポキシ樹脂(商品名“エピコート”(登録商標)828、油化シェル(株)社製)7.5重量部および硬化剤(商品名“トーマイド”(登録商標)#296、富士化成工業(株)社製)2.5重量部を、クロロホルム300重量部とメタノール100重量部の混合溶媒中に添加して均一溶液を得た。次に、得られた均一溶液を塗装用のスプレーガンを用いて霧状にして、良く撹拌して3000重量部のn−ヘキサンの液面に向かって吹き付けて溶質を析出させた。析出した固体を濾別し、n−ヘキサンで良く洗浄した後に、100℃の温度で24時間の真空乾燥を行い、エポキシ変性ナイロン粒子Aを得た。
【0148】
エタノール100ml中に、上記で得られた中空カーボンファイバー5gおよび上記熱可塑性樹脂粒子の項で得られたエポキシ変性ナイロン粒子A23g入れ、1時間撹拌を行ない懸濁液を得た。得られた懸濁液を、減圧下濃縮した。引き続き、アルゴン雰囲気下200℃の温度で加熱し、硬化させることにより、熱伝導性添加材Aを25gを得た。
【0149】
・下記の製造方法で得られた熱伝導性添加材B
スパッタリング装置CFS−4ES−231(芝浦メカトロニクス(株)製)にエポキシ変成ナイロン粒子Aを10g基板に乗せ、ターゲットが銅、ガス成分がアルゴン、ガス圧が2.0×10−1Pa、基板の温度が80℃、電力が500Wの条件にて行い熱伝導性添加材Bを作製した。比重は、1.4g/cm3であった。
【0150】
・下記の製造方法で得られた熱伝導性添加材C
スパッタリング装置CFS−4ES−231(芝浦メカトロニクス(株)製)にエポキシ変成ナイロン粒子Aを10g基板に乗せ、ターゲットがチタン、ガス成分がアルゴン、ガス圧が3.0×10−1Pa、基板の温度が80℃、電力が500Wの条件にて行い熱伝導性添加材Cを作製した。比重は1.3g/cm3であった。
【0151】
・下記の製造方法で得られた熱伝導性添加材D
1000mlの無電解銅メッキ液MK−430(室町ケミカル(株)製)にエポキシ変性ナイロン粒子Aを100g添加し、次いで50℃で45分間メッキ処理を行い、熱伝導性添加材Dを作製した。比重は1.4g/cm3であった。
【0152】
・下記の製造方法で得られた熱伝導性添加材E
1000mlの無電解ニッケルメッキ液NLT−PLA(日鉱メタルプレーティング(株)製)にエポキシ変性ナイロン粒子Aを100g添加し、次いで50℃で60分間メッキ処理を行い、熱伝導性添加材Eを作製した。比重は1.4g/cm3であった。
【0153】
・下記の製造方法で得られた“ミクロパール”AU215表面処理品F
“ミクロパール”AU215 100重量部に、3−(フェニルアミノ)プロピルトリメトキシシラン 2重量部をミキサーで攪拌しながら噴霧し、次いで100℃で12時間熱処理し、“ミクロパール”AU215表面処理品Fを得た。
【0154】
<金属部材(II)>
・アルミニウム(JIS H4000−2006記載の呼称:A1N30P、日本軽金属(株)製、比重:2.7、厚さ:0.1mm、熱伝導率:237W/m・K)
・マグネシウム(ASTM記載の呼称:AZ31、大阪富士工業(株)製、比重1.8、厚さ0.1mm、熱伝導率:39W/m・K)。
【0155】
<接着層>
・ビスフェノールA型エポキシ樹脂、“エピコート”(登録商標)1002(ジャパンエポキシレジン(株)製)
・4官能グリシジルアミン型エポキシ樹脂、“スミ−エポキシ”(登録商標)ELM−434(住友化学工業(株)製)
・4,4’−ジアミノジフェニルスルホン、“スミキュア”(登録商標)”S(住友化学工業(株)製)
・イミダゾールシラン、(日鉱マテリアルズ(株)製)。
【0156】
<繊維強化樹脂部材(I)用マトリックス樹脂組成物の調整>
(参考例1)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:30重量部、“エピコート”(登録商標)1002:30重量部、“エピコート”(登録商標)154:40重量部を投入し、混合しながら170℃まで加熱し、さらに1時間混合して混合エポキシ樹脂作製した。これを100℃まで冷却してから熱伝導性添加材:所望量を混合し、さらに60℃まで冷却してから硬化剤:4重量部、および硬化促進剤:5重量部を混合した。さらに60℃で30分混合を続けた後、取り出した。上記で作製した混合エポキシ樹脂をリバースロールコータをもちいて離型紙上に塗布して樹脂フィルムを作製した。混合エポキシ樹脂フィルムの目付(単位面積あたりの樹脂量)は強化繊維の体積含有量が60%となるよう、単位面積あたりの樹脂重量を調整した。
【0157】
<繊維強化樹脂部材(III)用マトリックス樹脂組成物の調整>
(参考例2)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:30重量部、“エピコート”(登録商標)1002:30重量部、“エピコート”(登録商標)154:40重量部を投入し、混合しながら170℃まで加熱し、さらに1時間混合して混合エポキシ樹脂作製した。これを60℃まで冷却してから硬化剤:4重量部、および硬化促進剤:5重量部を混合した。さらに60℃で30分混合を続けた後、取り出した。上記で作製した混合エポキシ樹脂をリバースロールコータをもちいて離型紙上に塗布して樹脂フィルムを作製した。混合エポキシ樹脂フィルムの目付(単位面積あたりの樹脂量)は強化繊維の体積含有量が60%となるよう、単位面積あたりの樹脂重量を調整した。
【0158】
<接着用樹脂組成物の作製>
(参考例3)
ニーダーにてエポキシ樹脂、“エピコート”(登録商標)828:40重量部、“スミ−エポキシ”(登録商標)ELM−434:60重量部を投入し、混合しながら100℃まで加熱し、さらに1時間混合し、混合エポキシ樹脂を作製した。さらに混合しながら30℃まで冷却してから前記混合エポキシ樹脂100重量部に対し、硬化剤として“スミキュア(登録商標)”S:40重量部、イミダゾールシラン:1重量部を混合し、さらに30℃で30分混合を続けた後、取り出した。
【0159】
上記より得られた接着用樹脂組成物を、リバースロールコータを用いて、離型紙上に塗布して接着層フィルムを作製した。接着層フィルムの目付(単位面積あたりの樹脂量)は50g/m2とした。
【0160】
<繊維強化樹脂部材用プリプレグの作製>
(参考例4)
シート状に一方向に配列させた炭素繊維に、上記(参考例1)で作製した混合エポキシ樹脂フィルム2枚を炭素繊維の両面から重ね、加熱加圧により樹脂を含浸させ、炭素繊維の目付が125g/m2で、強化繊維の体積含有量が60%の一方向プリプレグを作製した。
【0161】
このとき繊維強化樹脂部材の構成要素となる強化繊維(a)、熱伝導性添加材(c)およびその配合量を変更したもの、および熱伝導性添加材(c)を使用しないものを、それぞれ作製し、該プリプレグを(I)−1、(I)−2、(I)−3、(I)−4、(I)−5、(I)−6、(III)とした。各構成要素の配合量に関しては、表2にまとめて記す。
【0162】
(実施例1)
上記プリプレグ(I)−1から、所定の形状となるように350×350mmのサイズでプリプレグシートを切り出した。また、接着層フィルムについても同様に所定の形状に切り出し、以下の積層する工程において、離型紙を除去して接着層として使用した。
【0163】
プリプレグを用いた積層は、繊維方向を基準に、0度/90度/0度/90度/フィルム/金属部材/フィルム/90度/0度/90度/0度となるように、順次積層した。金属部材にはアルミニウムを用いた。次に、離型フィルムとして“テドラー”(登録商標)フィルム(東レデュポン(株)製)を、積層体の上下に配置して、SUS製のプレス成形用の平板にセットし、180℃で2時間、0.5MPaの面圧をかけてエポキシ樹脂を硬化させた。硬化終了後、室温で冷却した後、“テドラー”(登録商標)フィルムを除去して、複合構造体を成型した。この後、この複合構造体から、所定サイズとして繊維方向を長手方向に100×150mmを切り出し、評価に供した。
【0164】
(実施例2、4〜13、比較例2〜4)
繊維強化樹脂部材および繊維強化樹脂部材を構成する熱伝導性添加材(c)の種類や配合量を表2および表4に記すように変更した以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0165】
(実施例3)
複合構造体の外気側に相当する部材に繊維強化樹脂部材(III)を用いた以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0166】
(比較例1)
金属部材(II)を使用しないで、繊維強化樹脂部材のみを用いて複合構造体を得た。それ以外は、実施例1と同様にして複合構造体を作製、切り出しを行い評価に供した。
【0167】
(比較例5)
金属部材(II)のみを所定サイズとして100×150mmを切り出し、評価に供した。
【0168】
【表1】
【0169】
【表2】
【0170】
【表3】
【0171】
【表4】
【0172】
実施例1〜13と比較例1〜5との対比により、本発明の複合構造体は、優れた放熱特性と力学特性(剛性)を兼ね備えていることが分かる。また、実施例1〜3においては熱伝導性添加材(c)が含有されてなる繊維強化部材(I)と金属部材(II)の境界面にストラクチャーを形成した前記(c)が前記(II)に接触した様態を形成していた。また、実施例7〜12は低比重の熱伝導性添加材(c)を使用しているため、軽量性に優れた複合構造体となる。さらに実施例13では熱伝導性添加材(c)に表面処理を施すことで、剛性を向上することも可能であった。
【0173】
さらに、実施例3においては、放熱特性の観点から鑑みると、複合構造体の表面となる外気側(人体に触れる可能性のある個所)の温度が低い。このことから、電子機器筐体などで問題となる低温火傷などの熱問題を防ぐことでき、電気・電子機器用途の筐体に好適に用いることができる。
【産業上の利用可能性】
【0174】
本発明の繊維強化樹脂部材構造体は、力学特性に加え、放熱特性に優れていることから、OA機器、通信機器、電気・電子機器の筐体や内部部材、自動車、二輪車、航空機などの構造材などの放熱部品、部材用途に広く展開でき、有用である。
【図面の簡単な説明】
【0175】
【図1】本発明の一実施態様にかかる複合構造体の斜視図である。
【図2】本発明の一実施態様にかかる複合構造体の断面図である。
【図3】本発明の一実施態様にかかる複合構造体の斜視図である。
【図4】放熱評価方法および放熱評価装置に関する断面図である。
【図5】本発明の複合構造体をもちいてなる電気・電子機器用筐体の一例である。
【図6】本発明の複合構造体内部における熱伝導性添加材の凝集体の模式図の一例である。
【符号の説明】
【0176】
1 複合構造体
2 繊維強化樹脂部材(I)
3 金属部材(II)
4 接着層
5 発熱部分
6 アルミテープ
7 断熱板
8a、8b 熱電対
9 剛性評価用の試験片固定治具1
10 ネジ穴
11 剛性評価用の試験片固定治具2
12 枠体部分
13 熱伝導性添加材凝集体
14 熱伝導性添加材(c)
15,16 凝集体の最外位置に存在する熱伝導性添加材
L 熱伝導性添加材凝集体の凝集ストラクチャー長
【特許請求の範囲】
【請求項1】
連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高い複合構造体。
【請求項2】
前記熱伝導性添加材(c)が平均粒子径が150μm以下の粒子状である、請求項1に記載の複合構造体。
【請求項3】
前記熱伝導性添加材(c)の平均粒子径が5μm以下の粒子状である、請求項1に記載の複合構造体。
【請求項4】
前記有機材料の核が熱可塑性樹脂である、請求項1〜3のいずれかに記載の複合構造体。
【請求項5】
前記熱可塑性樹脂が、ポリアミド、ポリカーボナート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾールからなる群から選ばれた少なくとも1種である、請求項4に記載の複合構造体。
【請求項6】
前記熱伝導性物質が白金、金、銀、銅、錫、ニッケル、チタンおよび炭素からなる群から選ばれた少なくとも1種を含んでなる、請求項1〜5のいずれかに記載の複合構造体。
【請求項7】
前記無機材料の核が熱伝導性物質で被覆されてなる材料、または、前記有機材料の核が熱伝導性物質で被覆されてなる材料の比重が3.2以下である、請求項1〜6のいずれかに記載の複合構造体。
【請求項8】
前記熱伝導性添加材(c)が、表面処理を施されてなる、請求項1〜7のいずれかに記載の複合構造体。
【請求項9】
前記表面処理が、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理である、請求項8に記載の複合構造体。
【請求項10】
前記カップリング処理がシランカップリング処理である、請求項9に記載の複合構造体。
【請求項11】
前記酸化処理が、薬液酸化処理である、請求項9に記載の複合構造体。
【請求項12】
前記繊維強化樹脂部材(I)の厚み方向の熱伝導率が1W/m・K以上である、請求項1〜11のいずれかに記載の複合構造体。
【請求項13】
前記繊維強化樹脂部材(I)を構成する前記マトリックス樹脂(b)中に、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなる、請求項1〜12のいずれかに記載の複合構造体。
【請求項14】
前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜500μmである、請求項1〜13のいずれかに記載の複合構造体。
【請求項15】
前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜100μmである、請求項1〜14のいずれかに記載の複合構造体。
【請求項16】
前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる、請求項1〜15のいずれかに記載の複合構造体。
【請求項17】
前記金属部材(II)の熱伝導率が100W/m・K以上である、請求項1〜16のいずれかに記載の複合構造体。
【請求項18】
前記金属部材(II)が、アルミニウム、チタン、銅、マグネシウム、およびその合金より選択される少なくとも1種である、請求項1〜17のいずれかに記載の複合構造体。
【請求項19】
前記熱伝導性添加材(c)の熱伝導率が前記金属部材(II)よりも高い、請求項1〜18のいずれかに記載の複合構造体。
【請求項20】
前記強化繊維(a)がポリアクリロニトリル系炭素繊維である、請求項1〜19のいずれかに記載の複合構造体。
【請求項21】
前記マトリックス樹脂(b)がエポキシ樹脂である、請求項1〜20のいずれかに記載の複合構造体。
【請求項22】
前記繊維強化樹脂部材(I)と、前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体である、請求項1〜21のいずれかに記載の複合構造体。
【請求項23】
前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体である、請求項22に記載の複合構造体。
【請求項24】
前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体であって、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満である、請求項22に記載の複合構造体。
【請求項25】
前記積層構造体の最大厚みが2mm以下である、請求項22〜24のいずれかに記載の複合構造体。
【請求項26】
電気・電子機器の筐体または部材、自動車、二輪車、航空機、建材用途の部品または部材に用いられる、請求項1〜25のいずれかに記載の複合構造体。
【請求項1】
連続した強化繊維(a)、マトリックス樹脂(b)、および、炭素、セラミックス、無機材料の核が熱伝導性物質で被覆されてなる材料、有機材料の核が熱伝導性物質で被覆されてなる材料、および、金属の群から選択される少なくとも1種の熱伝導性添加材(c)からなる繊維強化樹脂部材(I)と、金属部材(II)とを接合した複合構造体において、該繊維強化樹脂部材(I)を構成する強化繊維(a)の繊維方向における熱伝導率が10W/m・K以上であり、該熱伝導性添加材(c)の熱伝導率が該強化繊維(a)よりも高い複合構造体。
【請求項2】
前記熱伝導性添加材(c)が平均粒子径が150μm以下の粒子状である、請求項1に記載の複合構造体。
【請求項3】
前記熱伝導性添加材(c)の平均粒子径が5μm以下の粒子状である、請求項1に記載の複合構造体。
【請求項4】
前記有機材料の核が熱可塑性樹脂である、請求項1〜3のいずれかに記載の複合構造体。
【請求項5】
前記熱可塑性樹脂が、ポリアミド、ポリカーボナート、ポリアセタール、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリアリレート、ポリエステル、ポリアミドイミド、ポリイミド、ポリエーテルイミド、フェニルトリメチルインダン構造を有するポリイミド、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリアラミド、ポリエーテルニトリルおよびポリベンズイミダゾールからなる群から選ばれた少なくとも1種である、請求項4に記載の複合構造体。
【請求項6】
前記熱伝導性物質が白金、金、銀、銅、錫、ニッケル、チタンおよび炭素からなる群から選ばれた少なくとも1種を含んでなる、請求項1〜5のいずれかに記載の複合構造体。
【請求項7】
前記無機材料の核が熱伝導性物質で被覆されてなる材料、または、前記有機材料の核が熱伝導性物質で被覆されてなる材料の比重が3.2以下である、請求項1〜6のいずれかに記載の複合構造体。
【請求項8】
前記熱伝導性添加材(c)が、表面処理を施されてなる、請求項1〜7のいずれかに記載の複合構造体。
【請求項9】
前記表面処理が、カップリング処理、酸化処理、オゾン処理、プラズマ処理、コロナ処理、およびブラスト処理からなる群から選ばれた少なくとも一種の処理である、請求項8に記載の複合構造体。
【請求項10】
前記カップリング処理がシランカップリング処理である、請求項9に記載の複合構造体。
【請求項11】
前記酸化処理が、薬液酸化処理である、請求項9に記載の複合構造体。
【請求項12】
前記繊維強化樹脂部材(I)の厚み方向の熱伝導率が1W/m・K以上である、請求項1〜11のいずれかに記載の複合構造体。
【請求項13】
前記繊維強化樹脂部材(I)を構成する前記マトリックス樹脂(b)中に、前記熱伝導性添加材(c)が1〜50体積%の範囲内で添加されてなる、請求項1〜12のいずれかに記載の複合構造体。
【請求項14】
前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜500μmである、請求項1〜13のいずれかに記載の複合構造体。
【請求項15】
前記熱伝導性添加材(c)の、平均凝集ストラクチャー長が10〜100μmである、請求項1〜14のいずれかに記載の複合構造体。
【請求項16】
前記熱伝導性添加材(c)が、前記金属部材(II)と接してなる、請求項1〜15のいずれかに記載の複合構造体。
【請求項17】
前記金属部材(II)の熱伝導率が100W/m・K以上である、請求項1〜16のいずれかに記載の複合構造体。
【請求項18】
前記金属部材(II)が、アルミニウム、チタン、銅、マグネシウム、およびその合金より選択される少なくとも1種である、請求項1〜17のいずれかに記載の複合構造体。
【請求項19】
前記熱伝導性添加材(c)の熱伝導率が前記金属部材(II)よりも高い、請求項1〜18のいずれかに記載の複合構造体。
【請求項20】
前記強化繊維(a)がポリアクリロニトリル系炭素繊維である、請求項1〜19のいずれかに記載の複合構造体。
【請求項21】
前記マトリックス樹脂(b)がエポキシ樹脂である、請求項1〜20のいずれかに記載の複合構造体。
【請求項22】
前記繊維強化樹脂部材(I)と、前記金属材料(II)とを、少なくとも2層以上に積層した積層構造体である、請求項1〜21のいずれかに記載の複合構造体。
【請求項23】
前記金属材料(II)を芯材とし、該芯材の両面に、前記繊維強化樹脂部材(I)を配置したサンドイッチ構造体である、請求項22に記載の複合構造体。
【請求項24】
前記金属材料(II)を芯材とし、該芯材の片面に、前記繊維強化樹脂部材(I)を配置し、該芯材の残る片面に、繊維強化樹脂部材(III)を配置したサンドイッチ構造体であって、該繊維強化樹脂部材(III)の厚み方向の熱伝導率が1W/m・K未満である、請求項22に記載の複合構造体。
【請求項25】
前記積層構造体の最大厚みが2mm以下である、請求項22〜24のいずれかに記載の複合構造体。
【請求項26】
電気・電子機器の筐体または部材、自動車、二輪車、航空機、建材用途の部品または部材に用いられる、請求項1〜25のいずれかに記載の複合構造体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−230237(P2008−230237A)
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願番号】特願2008−37045(P2008−37045)
【出願日】平成20年2月19日(2008.2.19)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願日】平成20年2月19日(2008.2.19)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]