
複合構造物のための多方向に補強された形の織られたプレフォーム
本発明は、複合タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠及びエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングのような、複雑な湾曲に容易に合致する多方向に補強された繊維プレフォームに関する。本発明は、本質的に軸対称であると同様に非軸対称である複合構造物のための強度が改良された多方向に補強された形状の織られたプレフォームを提供する。本発明は、輪郭織りファブリック、二軸編み、三軸編み、或いはバイアスファブリック部分、及び/又は中枢織りファブリック部分を含む強化された複合構造物を用いるプレフォーム、及びその製造方法である。プレフォームは、三次元的に織られた部分を任意に含むことができる。ファブリックの異なる形の組合せにより、個々の層の切断や掬い縫いなしにプレフォームを生成することができる。これらの切断や掬い縫いの排除は結果として得られる構造物の強度及び性能を改善する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、補強された複合材料のための織られたプレフォームに係り、特に、複合構造物のための多方向に補強された形の織られたプレフォームに関する。
【背景技術】
【0002】
(参照による引用)
本願明細書において言及される如何なる製品のための全ての特許、特許出願、文書、引例、使用説明書、説明、製品仕様及び製品書は、参照により本願明細書に引用したものとし、本発明の実施において用いることができる。
【0003】
(従来技術の説明)
構造部品を生産するために補強された合成材料を使用することは、特に、それらの望ましい特徴が、軽量、強固、堅牢、耐熱、自立、及び形成並びに成型への対応性に求められる応用において、現在広く普及している。この種の部品は、例えば、航空、航空宇宙、衛星、(レーシングボートや自動車のような)娯楽、及び他の応用において用いられる。
【0004】
概して、この種の構成部品は、マトリクス材料に埋め込まれた補強材から成る。補強部品は、最も重要なのはストレス不全に対する十分な強度であるが、所望の物理的、熱的、化学的、及び/又は他の特性を示す、ガラス、カーボン、セラミック、アラミド、ポリエチレン及び/又は他の材料のような材料で製造することができる。最終的に完成部品の構成要素となるこの種の補強材の使用を通して、非常に高い強度といった補強剤の所望の特徴が完成した複合部品に与えられる。その構成補強剤は、概して、織られ、編まれ、不織成型され、また、さもなければ補強プレフォームのための所望の構成及び形状に指向されてもよい。通常は、上記の構成補強剤が選ばれた理由である特徴の最適利用が確保されるように特別な注意が払われる。通常、この種の補強プレフォームは、所望の仕上がり構成要素を形成するため、或いは、仕上がり構成要素の最終製品の通常在庫を生成するため、マトリクス材料と結合される。
【0005】
所望の補強プレフォームが構成されたあと、典型的には、補強プレフォームがマトリクス材料に覆われ、かつ、補強プレフォームの構成要素間の裂け目領域がマトリクス材料で埋まるように、マトリクス材料が上記プレフォームに、また、その中に導入される。マトリクス材料は、エポキシ、フェノール、ポリエステル、ビニルエステル、セラミック、カーボン及び/又はその他の材料など、所望の物理的、熱的、化学的及び/又は他の特性を呈する多種多様な材料の何れであってもよい。上記マトリクスとして使用するために選択される材料は、補強プレフォームの材料と同じでも同じでなくても良く、かつ、物理的、化学的、熱的又は他の特徴が同等であってもなくてもよい。しかしながら、第1の場所で複合材を用いる通常の目的は、一つの構成材料だけを用いたのでは達成することのできない仕上がり製品における特徴の組み合わせを達成することであるから、概して、それらは同一材料ではなく、或いは、同等の物理的、化学的、熱的又は他の特性を有しない。そのように結合され、補強プレフォームとマトリクス材料は、次いで熱硬化又は他の周知の方法による同一処理において硬化され、かつ安定化され、それから、所望部品の生産に向けて他の処理に付される。そのような硬化の後に、上記の次いで凝固されたマトリクス材料の固まりが通常は非常に強く補強材料(例えば、補強プレフォーム)に接着されていることに現時点で留意することは重要である。その結果、仕上がり部品に対するストレス、特に、繊維間の接着剤として機能しているそのマトリクス材料を介するものは、補強プレフォームの構成材料に、効果的に伝達され、かつ、負担される。
【0006】
(本質的に)プレート、シート、長方形、又は正方形の固体等のようなシンプルな幾何学的形状以外の形を持つ部品の製造がしばしば求められる。これを行う方法は、この種の基本的な形状を所望の複雑な形状に組み合せることである。この種の典型的組み合せの一つは、上記説明のように作られた補強プレフォームを、ある角度(典型的には直角)で互いにに結合することにより実現される。補強プレフォームをこの種の角度配列に結合することの通常の目的は、一つ以上の端壁を含む補強プレフォームを形成するための所望形状を生成すること、或いは、圧力や張力のような外力にそれが晒されることによる偏位や欠陥に対してそれが生成する、結果的に生ずる補強プレフォームと複合構造物との組み合せを強化することである。何れにせよ、関連する検討は、構成部品間の各連結点を可能な限り強くすることである。補強プレフォーム構成要素それ自身に所望される非常に高い強度が与えられると、接続点の弱さは、事実上、構造的な「チェーン」における「弱いリンク」となる。
【0007】
関連技術において、米国特許4,847,063は、所望の内側表面構造を提供するために熱耐火性心棒が形成され、かつ、一つ以上の熱的に安定なカーボンフィラメントが上記心棒の表面に渡って編まれている、対称軸の周囲を取り巻く中空のカーボン/カーボン複合品の教示を受けている。上記の層は、次いで、炭化可能な液体含浸材で充填され、充填された層と心棒の組み立て体は、上記含心材が炭化されるように熱処理される。
【0008】
米国特許番号5,070,914は、複合材料のための補強織物ファブリックとして用いられる3軸織物ファブリックであって、弾性係数が等方性とされ、かつ、そのファブリックが方向角を変えることなく三次元構造に変化するものに関する。上記ファブリックは、織物ファブリックの中心から放射方向に伸びる多数の傾斜編み糸と、傾斜編み糸の間で周辺方向に螺旋状に織られた周辺編み糸とを備えている。隣接する傾斜編み糸の各々はそれぞれ互い違いに織られ、かつ、周辺編み糸は、そのような互い違いの織りが螺旋状に織られた周辺編み糸の隣接する各コイル間に表れるように、上記互い違いに編まれた傾斜編み糸の間で織られる。上記互い違いに織るステップは、上記周辺編み糸の挿入後、交互の傾斜編み糸が上方及び下方に移動する前に行われる。
【0009】
米国特許5,619,903は、長手方向の軸と、構造繊維の複数の編まれた索とを有する、複合構造物のための編まれたプレフォームを教示する。伸ばされた部材、引き抜き加工されたロッドは、構造繊維の索のそれより大きな剛性を有しており、3軸の編まれた筒である編まれた部材の長手軸と平行な編まれた索に拠り合わされる。
【発明の概要】
【発明が解決しようとする課題】
【0010】
先行技術が補強複合材の構造的完全性を改善しようとして、成功を収めた一方、その上での改善、或いは上述されたものとは異なるアプローチによる課題の方向付けを求める願望が存在する。この点に関しては、専用機により織られた三次元(「3D」)構造を作成することが一つのアプローチになり得る。他の方法は、2次元(「2D」)建造を織って、それを形状に折り畳むことである。しかしながら、これは、概して、プレフォームが折り畳まれるときに各部に歪みが生ずる結果となる。その歪みは、織られた繊維の長さが、プレフォームが折り畳まれたときにそれらがあるべき長さと異なることにより生ずる。これは、織られた繊維の長さが不足する領域においては窪みや波紋を、繊維長が長すぎる領域においてはよじれを生じさせる。これらの歪みは、望ましくない表層異常を生じさせ、また、部品の強度および剛性を低下させる。これは切断やつまみ縫いによって軽減され得る一方、それは労働集約的であるか、さもなければプレフォームの完全性を危うくすることがあるため、この種の手順は望ましくない。軸対称3Dプレフォームは、2D積層複合材と比較して増大した強度を提供するため、従って望ましい。これらのプレフォームは、航空宇宙における応用のように、複合材に面外荷重を伝えることが求められるような応用において特に有用である。
【0011】
他の技術は、繊維が心棒の周囲を包む連続繊維配置の技術であるフィラメントワインディングを含む。この製造技術は、全ての幾何学的な形状に適用できるものではない。例えば、凹形状を有する表面には、そこに沿って繊維ブリッジが生ずる。更にまた、フィラメントワインディングを用いて、曲線領域において材料の均一な被覆を得ることは困難である。フィラメントワインディングは非常に自動化された技術であるが、複雑な形状の多層積層体にフィラメントを巻くには、低い材料の分配率に起因して相当な時間が必要とされ得る。
【0012】
トウ配置 (Tow placement) は、材料の単一/複数のトウ又はリボンが心棒上に分配されるという点で、フィラメントワインディングと類似の技術である。フィラメントワインディングとは異なり、トウは長さにおいて不連続であることができ、また、トウは凹面に沿って配置されることができる。不連続なトウを使用すれば、曲線部分に沿う凡そ均一な材料の被覆を得ることができ、かつ、所望の繊維角度を維持することが可能である。しかしながら、その処理は、遅くなり得るし、また、予備含浸材料に限定され得るため、高価である。
【0013】
米国特許5,394,906(以下に単に、「‘906特許」)は、複合構造物への製造のための、直線又は曲線平面、或いは三次元のファブリックを製造するための装置に関する。充填編み糸は、縦糸の層の間に挿入され、また、充填編み糸の方向によって、傾斜した、或いは曲線のリードが上記充填網糸を圧縮(compact)する或いは「打ち込む」(beat-up)ために用いられる。‘906の特許は、更に、縦糸の一定の曲率半径を得るための縦糸の差動ファブリック巻上げを遂行するために、円錐の、又は、円錐と円筒を組合せたローラを用いて、ファブリックの縦糸を曲げることができることを開示している。更なる実施形態において、‘906特許は、まっすぐな縦編み糸、一定の曲率半径を有する曲がった縦編み糸、一定でない曲率半径を有する曲がった縦編み糸、又はまっすぐな及び曲がった縦編み糸の幾らかの組合せを得るための縦糸の差動ファブリック巻上げを遂行するために用いられるクランピングバーファブリック巻上げ装置を開示する。更にもう一つの実施形体では、曲がった「C形状」のためのフランジが、そのフランジの垂直織りが許されるために隣接するリードのへこみ導線を通して縦編み糸を交互に嵌入することにより、形成される。これらの特徴は、しかしながら、縦編み糸の間に充填編み糸を挿入するために傾斜した、又は曲がったリードを用いる専用設計された織機を必要とする。その装置はまた、その「打ち込み」メカニズムのための特別な設計を必要とし、それは再び、上記構成における充填編み糸の方向次第である。特定の設計構造を生産するためだけの特別な織機の生産は、高価であるだけでなく、また、その特定の設計への限定をも伴う。加えて、これらの機械は、充填編み糸の挿入が、傾斜した、或いは曲がった経路を辿り、それが大幅に織機速度を低下させるため、従来の織機に対して相対的にゆっくりとした速度で動く。
【0014】
米国特許6,086,968(以下に単に「‘968の特許」)は、様々な2次元又は三次元形状を有する織られた生地を提供する。上記生地は、機械織りプロセスの間に縦編み糸及び/又は横編み糸の密度及び/又は方向を自由に変化させることによって構成される。これらの生地は、目的物の周辺で織られて、その後マトリクス材料で含浸される。
【0015】
‘906及び‘968特許は、現実的には軸対称ではない数多くの構造的応用につき、上述した他の先行技術に勝る利点を提供する一方、構造を補強し、かつ、全方向に機械的安定度を提供するためには追加の構造的特徴を加えることを必要とする。従って、従来の2D又は3Dの織られたプレフォームを単に使用するだけでは、全方向への所望強度が適切に提供されることはない。従って、軸対称並びに非軸対称の構成の双方において強度を改善した複合構造物のための多方向に補強された形の織られたプレフォームを形成する構造及び方法を提供することは、技術状態における前進である。
【課題を解決するための手段】
【0016】
本発明は、例えば、複合タービンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、及びエンジン室を航空機用エンジンに取り付けるためのフランジ化されたリングのような多方向に補強され、かつ、複雑な湾曲に容易に従う積層物を形成するために、例えば、二軸編み、三軸編み、中枢機織り(polar weaving)、縦糸操舵機織り(warp steering weaving)、輪郭機織り(contour weaving)、及び三次元機織り織物のような技術を用いて形成されるファブリックを結合する方法に関する。本発明は、本質において非軸対称であるのと同様に軸対称である複合構造物のための改善された強度を有する、多方向に補強された形にされた織式のプレフォームを提供する。
【0017】
ファブリックの異なる形を組合せることにより、個々の層を切断したりすくい縫いしたりすることなくプレフォームを製造することができる。これらの切断及びすくい縫いを除去すると、結果として得られる構造物の強さ及び性能が高められる。
【0018】
従って、本発明は、主に軸対称であるが、幾らかの非軸対称補強を含むことができる構造を生産するために、例えば、輪郭機織り、中枢機織り、二軸編み、三軸編み、縦糸操舵機織り、及び三次元機織りのような織物製造技術の組合せを使用するファブリックプレフォームを目的とする。補強は、フープ(0°)及び軸(90°)方向において、そのフープ方向に対して±45°の補強と共に提供される。これらのプレフォームは、複合タービンファンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、及びエンジン室を航空機用エンジンに取り付けるためのフランジ化されたリングのような応用において用いられる。
【0019】
一実施形態による発明は、2軸編み、中枢織りファブリック、輪郭織りファブリック、及びそれら3つの要素の層状構造間のギャップを埋める三次元的に織られた3角形の要素を備える多要素プレフォームから形成された航空機窓枠である。
【0020】
一実施形態による発明は、2軸編み、輪郭織りファブリック、及び三次元的に織られた形の要素を備える多要素プレフォームから形成された航空機胴体フレームである。
【0021】
より詳しくは、本発明の一実施形態は、輪郭織りファブリックとバイアスファブリックの複数の交互層を含む第1部分を含む複合構造物を補強するために用いられるプレフォームであり、上記輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の立て編み糸の層を含み、上記バイアスファブリックは、縦及び横編み糸の一つ以上の層に傾斜した角度で交互に織られた複数の編み糸を含む。プレフォームは、更に、三次元的に織られたファブリックを備える第2部分を含み、その第2部分は上記第1部分に取り付けられる。プレフォームは、更に、中枢織りファブリックとバイアスファブリックの複数の交互層を備える第3部分を含み、その中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0022】
本発明の更にもう一つの実施形態は、輪郭織りファブリック及びバイアスファブリックの複数の交互層を有する第1部分を含むプレフォームで補強された複合構造物であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、上記縦編み糸の一つ以上の層は、輪郭織りファブリックの輪郭形状を維持し、そこにおいて、上記バイアスファブリックは、上記縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に織られた複数の編み糸を含むものと、マトリクス材料である。プレフォームは、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、第2部分は上記第1部分に取り付けられる。プレフォームは、中枢織りファブリックとバイアスファブリックが交互に織られた複数の層を備える第3部分を更に含み、そこにおいて、上記中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0023】
本発明の更にもう一つの実施形態は、輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることによって第1部分を形成するステップを含み、そこにおいて、輪郭織りファブリックは、一つ以上の縦糸編み糸の層と一つ以上の横糸編み糸の層を交互に織ることによって形成され、そこにおいて、縦編み糸の一つ以上の層は編まれた後に輪郭織りファブリックの輪郭形状を維持し、そこにおいて、バイアスファブリックは縦及び横編み糸の一つ以上の層に対して斜めの角度で複数の編み糸を交互に織ることにより形成される、複合構造物を補強するために用いられるプレフォームの製造方法である。上記の方法は、三次元的にファブリックを織ることにより第2部分を形成するステップと、第2部分を第1部分に取り付けるステップとを更に含む。上記の方法は、中枢織りファブリックとバイアスファブリックの複数の交互層を層にすることによって第3部分を形成するステップもまた含むことができ、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0024】
本発明の更にもう一つの実施形態は、プレフォームによって補強された三次元複合構造物の製造方法であり、輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることで上記プレフォームの第1部分を形成するステップを含み、そこにおいて、輪郭織りファブリックは、一つ以上の縦編み糸の層と一つ以上の横編み糸の層を交互に織ることにより形成され、そこにおいて、一つ以上の縦編み糸の層は編まれた後に輪郭織りファブリックの輪郭形状を維持し、そこにおいて、バイアスファブリックは縦及び横編み糸の一つ以上の層に対して斜めの角度で複数の編み糸を交互に織ることにより形成され、かつ、マトリクス材料をプレフォームに含浸させるステップを含む。上記の方法は、三次元的にファブリックを織ることによってプレフォームの第2部分を形成するステップと、その第2部分を上記第1部分に取り付けるステップとを更に含む。上記方法は、また、中枢織りファブリックとバイアスファブリックの複数の交互層を層にすることによってプレフォームの第3部分を形成するステップを含むことができ、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0025】
従って、本発明の目的は、三次元構造物のための補強ファブリック又は層の個々を切断し、また、掬い縫いする必要を排除することである。
【0026】
この種の構造の製造を単純化して、労働要求を減らすことは、これの一部としての更なる目的である。
【0027】
本発明の更にもう一つの目的は、既存のプレフォーム及び/又はこれまでに利用可能であった補強された複合構造物の変形及び/又は改良の設計である三次元プレフォームを提供することである。
【0028】
本発明の更にもう一つの目的は、プレフォームを構成する繊維の歪曲を伴うことなく形作られることのできるこの種の三次元プレフォームを提供することである。
【0029】
なお更なる目的は、多種多様な異なる三次元構造を作成するのに容易に適合することのできる補強ファブリックを生成する方法を提供することである。
【0030】
本発明の他の目的は、適切な繊維の指向、全体的な形状、及び層厚の均一性を維持するファブリック又は繊維プレフォームを生成するための方法を提供することである。提案する発明は、しかしながら、この特別な断面形状、或いは0、90及び+/−45度の繊維指向に限定されるものではない。事実、その繊維角度は構造に沿った位置の関数として特定されることができ、かつ、ファブリックの幅は構造の長さに沿って変化することができる。
【0031】
本発明の別の目的は、従前は、高価であり、構造的に非効率であり、或いは製造不可能であった複合構造部品を安価で構造的に効率のよいものとするために用いることができる広範なプレフォームの製造を容易にすることである。
【0032】
これらの、そしてまた他の目的及び利点は、本発明から明らかである。本発明は、三次元複合構造物のための補強として適切な特別に設計されたプレフォームを提供する方向に向けられている。繊維補強は、従来の製織機械で編まれることができて、かつ、その後、繊維に望ましくない歪みをもたらすことなく、樹脂の含浸前にその最終形状に折り畳まれることができるものである。これは、機織の間に、繊維の長さを、幾つかの領域では幾つかが短く、他の領域では長くなるように調整することにより達成される。繊維は、次いで、プレフォームが折り目で滑らかな遷移を提供する形状に折り畳まれた際に均等化される。例えば、参照によりその開示が本願明細書に引用されている米国特許6,446,675を参照されたい。また、織られたプレフォームが参照される一方、例えば、組み編み又は縫いつけ結合のような不織物への適用は当業者にとって明らかである。
【0033】
本発明、その動作効果、及びその使用によって達成される特別な目的がより良く理解できるように、好ましいが、それに限定されるものではない本発明の実施形態が示されている添付の記述事項を参照する。
【0034】
この開示における「備えている(comprising)」及び「備える(comprises)」は、「含んでいる」及び「含む」を意味することができ、或いは米国特許法において「備えている(comprising)」又は「備える(comprises)」の用語に通常与えられる意味を有することができる。「基本的に成っている」又は「基本的に成る」の用語は、請求項において使用される場合は、米国特許法においてそれらのものとみなされている意味を有する。本発明の他の態様は、以下の開示(及び本発明の範囲の中)に記載されているか、或いは、それらから明らかである。
【図面の簡単な説明】
【0035】
本発明の更なる理解を提供するために含まれる添付図面は、この明細書中に組み込まれて、その一部を構成する。本願明細書において与えられる図面は、本発明の異なる実施形態を例示して、説明と共に本発明の原則を説明するのに役立つ。図面の説明は以下の通りである。
【図1】図l(a)及びl(b)は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法における複数ステップを示す。
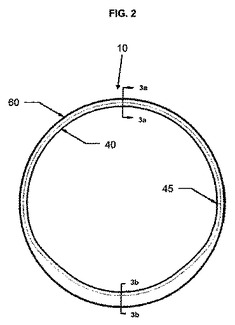
【図2】図2は、本発明の一態様に係る多方向に補強されたプレフォームを示す。
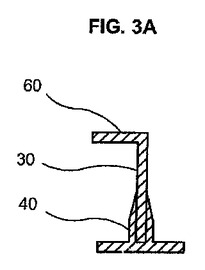
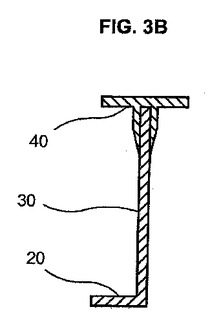
【図3】図3(a)及び3(b)は、図2に示される多方向に補強されたプレフォームの横断面図を示す。
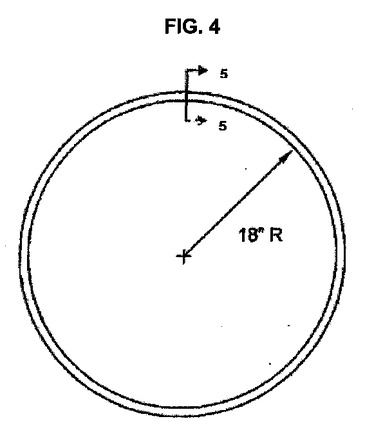
【図4】図4は、本発明の一実施形態に係る多方向に補強されたフランジ付きリングを示す。
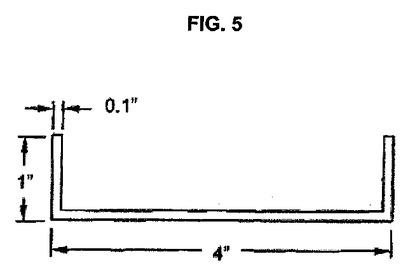
【図5】図5は、図4に示される多方向に補強されたプレフォームの横断面図を示す。
【図6】図6aおよび図6bは本発明の一実施形態に係る多方向に補強されたプレフォームの写真を示す。
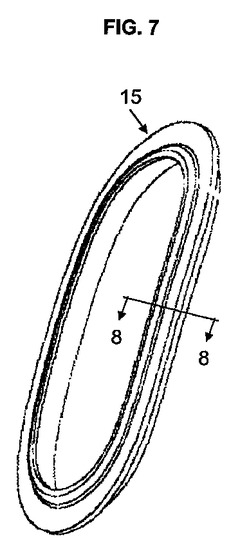
【図7】図7は、本発明の一態様に係る多方向に補強されたプレフォームを示す。
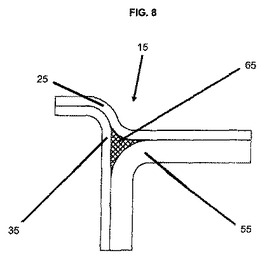
【図8】図8は、図7に示される多方向に補強されたプレフォームの横断面図を示す。
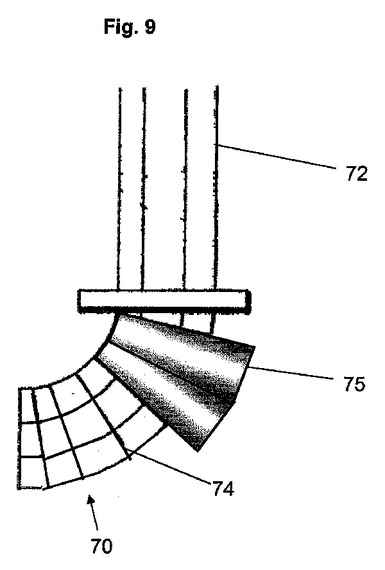
【図9】図9は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法におけるステップを示す。
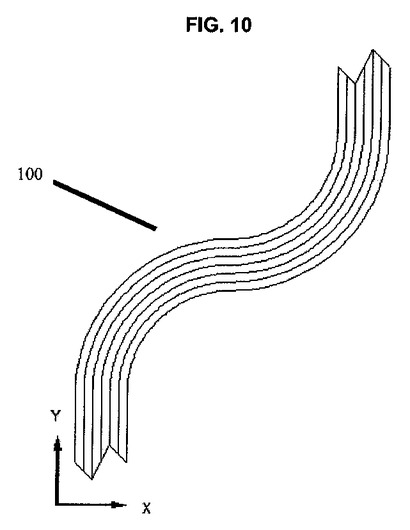
【図10】図10は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法におけるステップを示す。
【発明を実施するための形態】
【0036】
本発明は、以下、本発明の好ましい実施形態が示されている添付図面を参照してより完全に説明される。本発明は、しかしながら、多くの異なる形で実施されることができ、本願明細書において記載される例示の実施形態に限定されるものとして解釈されてはならない。むしろ、これらの例示の実施形態は、開示が完全及び完結するように、かつ、本発明の範囲が当業者に完全に伝わるように設けられている。
【0037】
以下の説明において、同様の参照符号は、全ての図面に亘って、同様の又は対応する部分を指定している。加えて、以下の説明において、「上方」「下方」「最上」及び「最下」などの用語は、便宜上のものであり、限定的な用語として解釈されるものではない。
【0038】
図に戻って、本発明の一実施形態は、例えば、複合タービンファンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングのような高強度な応用において用いるための多方向に強化された繊維プレフォームを製造する方法である。
【0039】
この実施形態による方法は、主に軸対称であるが、幾らかの非軸対称補強を含むこともできる、例えば、輪郭機織り、中枢機織り、二軸編み、三軸編み、縦糸操舵機織り、バイアス機織り、及び構造物を製造するための三次元機織りのような2つ以上の織物製造技術の組合せを使用する。「縦糸操舵」及び「中枢機織り」の用語は、このセクションの後の部分において更に詳細に記載されている。
【0040】
本発明の一実施形態に係る輪郭機織りは、心棒周辺でファブリックを形成することにより軸対称プレフォームを製造するために用いられる。プレフォームを形成するためには、例えば、特別な形状のために特別に設計された一連のローラが用いられ得る。輪郭機織りは、長さの異なる縦糸繊維を有するプレフォームを製造するために特別な巻上げシステムを使用する。縦糸長の違いにより、結果物であるファブリックには、ファブリックの面の外に幾らかの湾曲が与えられる。輪郭機織り場合、例えば図1(a)に示されるように、ファブリックは、それが特別な断面形状を取るように設計される。本発明の一実施形態に従って形成された多方向に補強された構造物又は繊維プレフォームの例を図2に示す。図は胴体フレーム10を表し、フレーム10の最上部及び最下部を画いているその断面図を図3(a)及び図3(b)に示す。胴体フレームは、典型的な航空機設計の構造用部材である。胴体には、典型的に、この種のフレームが多数存在し、それらは、航空機構造において周回りの補強を提供する。
【0041】
フレーム10は、その最上部及び最下部に所望の幅及び厚みを有する円状構造を有している。フレーム10の主部分の製作は、連続ファブリックの輪郭機織りから始まる。輪郭機織りの処理は、織機上で生成されたファブリックが、織機から取り外された後においても輪郭形状を維持するように、成形された心棒等を用いて縦糸を輪郭形状に送り出す工程を含む。縦糸及び充填(又は横)編み糸は、ファブリックにおいて0°及び90°の方向を維持し、それにより、0°及び90°方向の補強を提供し、ここで、0°は(放射方向に対して垂直な)輪方向であり、また、90°は、最終構造又はフレーム10における放射方向である。輪郭機織りは、結果として、心棒上で包まれた際にファブリックが特定の軸対称形状を取るように事前処理されるために長さの異なる縦糸繊維を含むファブリックを生み出す。心棒は、実用上は、所望の最終構造に応じて如何なる所望の形状又はサイズにも成り得る。心棒は、連続的なフランジ付きリングが最終製品において必要とされるか否かに応じて、リングの一方又は両方の側におけるフランジのための特徴を有していても、また、有していなくてもよい。これによって、構造の円筒状、環状、及び/又は、円錐状の部分を単一のプレフォームに結合させることが可能となる。例えば、図2に示される胴体フレーム上では、外フランジ20を形成する円柱状部分と脚30(図3(b)に示す)を形成する環状部分が存在している。同様に、図6a及び図6bに示す一般的な2重フランジ付きのリングは、両端上にフランジを有している。この種の2重フランジ付きリングの正面及び横断面図をそれぞれ図4及び図5に示す。
【0042】
輪郭機織りの欠点のうちの1つは、構造内にバイアスが無く、或いは輪又は放射補強がないことである。この補強は、プレフォームが複合物に処理される際に、せん断及び又は耐性強度を改善するために、典型的に必要とされる。本発明において、この特徴は、図l(b)に示すように、心棒の上でへ包まれるように、一層以上のバイアスファブリック42を一層以上の輪郭ファブリック44の間に散在させることによって提供されている。バイアスファブリック42は、連続的でも不連続的でもよく、例えば、±45°で従来の2Dファブリックをカットしたり、±45°で編組管にスリットを入れたりするような、如何なる便利な方法を用いても製造されることができる。
【0043】
輪郭織りファブリックとは対照的に、バイアスファブリック42は、所望の断面形状を得るために事前処理はされない。しかしながら、このファブリックの繊維は、フランジのような特徴を形成するために角周りで包まれた際に『挟む』ために自由である。これは、真の±45°補強であることから繊維を取り去るが、この効果は、大部分の現実的な応用に対して比較的小さく、かつ、非常に大きな直径構造物においては無視できる程度である。
【0044】
挿入されたバイアス層42を有する輪郭織りファブリック44は、このように、結果として、積層複合材に似た横断面を有する軸対称な構造50になる。この積層複合構造物は、このように等方性の(すなわち、0°、90°+45°及び−45°の方向において繊維量が等しい)構成を有する。しかしながら、本発明はこの構成に限定されるものではない。
【0045】
真に軸対称である応用のために、先に述べた内側フランジ60、周囲補強材、又は装着リングのような付加的な特徴は、輪郭織りファブリック44及び/又はバイアスファブリック42を用いて形成してもよい。多くの構造的応用は、しかしながら、真の軸対称ではなく、そのような場合は、図3(a)及び図3(b)に示されるPiプレフォーム40のような三次元織りのプレフォームを用いてプレフォームに付加的構造的特徴を加えてもよい。対称性を持つPiプレフォーム40の使用は単に例として示されるだけであるが、実際的には、三次元機織りによって可能な如何なる形状もこの目的のために用いることができる。付加的な三次元織りプレフォームを取り付けることにより形成される特徴は、輪方向の重ね継ぎを必要とするが、重大な強度不利益が回避されるように、この重ね継ぎは、通常、構造物におけるより負荷の軽い部分45に位置することができる。Piプレフォーム40は、ここまでに参照した米国特許番号6,446,675号に開示される方法に従って形成することができる。
【0046】
輪郭織りファブリック、バイアスファブリック及びPiプレフォームは、例えば、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンのような材料、或いは、従来技術において共通に知られているあらゆる他の材料から作ることができる。最終構造は、樹脂フィルム注入(RFI)、樹脂トランスファ成形又は化学蒸気濾過のような樹脂含浸方法を用いて、例えば、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンのようなマトリクス材料により含浸されてもよく、それにより三次元複合構造物が形成される。
【0047】
したがって、本発明の一実施形態は、織られたプレフォームで補強された三次元複合構造物、及び輪郭織りファブリックとバイアスファブリックの複数の交互層を有する第1部分を含むそれの成形方法であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、バイアスファブリックは、縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に編まれるか編まれた複数の編み糸と、マトリクス材料とを含む。その複合構造物は、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、その第2部分は上記第1部分に取り付けられる。
【0048】
本発明の主たる効果は、1)円筒座標系と関連して、本発明によるプレフォームは、輪方向及び軸方向において連続的な補強を有すると共に、その輪方向に関して±45°の補強を有する。これは、結果として得られる複合構成部品の強度と剛性の双方を改善する。2)プレフォームは、切断や掬い縫いを必要とすることなく所望の形状を取るために工作され、それにより、輪方向繊維の不連続性が除去される。これは、プレフォームを構成するのに必要な労働を減らすと共に強度改善の結果をもたらす。他の効果は、3)曲線部分に沿う所望の繊維志向性の維持、4)曲線部分に沿って内側から外側放射点までの均一な材料被覆、5)所望断面幾何の生成、及び6)コスト効率、である。
【0049】
本発明の更なる実施形態は、航空機窓枠のような複雑な湾曲に容易に整合する層を生成するために、縦糸操舵、中枢機織り、輪郭機織り、二軸編み、三軸編み、及び/又は三次元機織りを結合するための方法である。
【0050】
「縦糸操舵」の用語は、縦糸のための差動巻上げシステムを指し、これは、それらを所望の形に「操舵」し、かつ、ファブリック又はプレフォームのX−Y平面において実用的に如何なる形状をも取り得るプレフォームを生成するために、直線機織り、軸機織り、或いはそれらの組み合わせを許容する。この種の縦糸が操舵されたファブリックの例を図10に示すが、ここで、ファブリック100は、一つの平面において平坦であり、かつ、X−Y平面において湾曲形状を有している。この種の構成では、各縦糸は、異なる道程距離を有することができる。縦糸操舵及び輪郭機織りの双方は、長さの異なる縦糸繊維を有するファブリックを精製するために特別な巻上げシステムを用いる。異なる縦糸長は、(縦糸操舵のためのファブリックの面において、及び輪郭機織りのための面の外において)結果として生じるファブリックに若干の湾曲を与える。縦糸操舵の場合、ファブリックは、平坦さを維持するように織られ、一方、輪郭機織りの場合、ファブリックは、特定の断面形状を取るように設計される。
【0051】
本発明の一実施形態は、図7に示す航空機窓枠15である。この多要素構造又は窓枠15を作り上げる要素を描いた横断面図を図8に示す。構造15は、4つの異なる織られた形を備え、それらは、その製造において用いられる。これらの形が組み合わされることにより、個々の層の切断や掬い縫いを伴わないプレフォームの生成が可能とされている。これらの切断や掬い縫いの排除は、結果として得られる構造物の性能と共に強度を改善する。
【0052】
その構造又はフレーム15は、上部ラップ25、内側ラップ35、外部ラップ55及びギャップ充填材65を含んでいる。上部ラップ25は、バイアスファブリックと中枢織り又は輪郭織りファブリックの層の交互積み重ねである。バイアスファブリックは、連続的でも不連続的でもよく、かつ、従来の二次元ファブリックを±45°で切断したり、或いは2軸編組管に±45°にスリットを入れたりするような如何なる便利な方法も使用して製造されることができる。放射方向に志向された縦糸繊維又は編み糸72を伴う中枢織りファブリック70、及び輪方向における充填繊維又は編み糸74は、図9に示すように、上部ラップ25の面内幾何に整合する曲面の半径で織られる。特に、中枢機織りは、適切な充填編み糸の志向を維持しつつ、構造物の縦編み糸を湾曲させる方法である。これは、ファブリック巻上げシステムを修正することにより達成される。特に、ファブリック70は、図9に示す円錐状及び/又は円筒状ローラ75を使用するような差動ファブリック巻上げシステムを用いて織られる。円錐状ローラの小径部分は、そのローラの大径部分より、ローラの回転当たりに縦編み糸(即ちファブリック)を少量だけ引く。縦編み糸72のこの差動巻上げは、ファブリックを曲げることとなり、これにより、ファブリック70に中枢形状を与え、その長手方向端部は、縦編み糸を一緒に交互に編むことによっても、公知の他の端部接合技術を用いることによっても結合され得る。中枢ファブリック70は、円形状に織られ、かつ、所望の最終構造の形に従って、楕円や競技トラックの形状のような環状の形に成形されることができる。縦糸操舵が用いられる場合、環状の形状は直接編まれることができ、如何なる付加的な成形も必要とされない。
【0053】
二軸組紐を中枢編みファブリック上に横たえること、或いはその逆により、多方向繊維志向に起因する0、90及び±45°補強の均等な配分を達成することができ、これにより2層以上の積層体が形成される。組紐は、その組紐の挟み動作によって、既に記載した通り、表面の湾曲と合致する絶縁チューブ(sleeving)から成っている。
【0054】
ここで図8に戻り、外部ラップ55と内側ラップ35は、先の実施形態において記述した通り、両者がバイアスファブリックと輪郭織りファブリックの交互層から造られるという点で互いに類似している。バイアスファブリックは連続的でも不連続的でもよく、かつ、従来の二次元ファブリックを±45°で切断したり、或いは2軸編組管に±45°にスリットを入れたりするような如何なる便利な方法も使用して製造されることができる。この場合、輪郭機織りは、切断され、或いは掬い縫いされることなく構成要素の形状に合致することができる。中枢ファブリックと同様に、輪郭ファブリックは、上記0、90°の補強を提供し、また、組紐は+/−45°の補強を提供する。上記構造又はフレーム15は、ギャップ充填材65を含んでもよく、それは、図8に示すように、上部ラップ25、内側ラップ35及び外部ラップ55の間のギャップを埋める三次元的に編まれた三角形状の要素でもよい。不織ファブリックのような媒体の他のフォームは、この目的のギャップ充填材として用いることができ、しかしながら、本発明は、三次元的に織られたファブリック及び/又は不織ファブリックだけの使用に限定されるものではない。
【0055】
輪郭織りファブリック、バイアス織物、編まれた物、中枢織りファブリック、縦糸操舵ファブリック及び三次元的に織られたファブリックは、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレン、或いは従来技術において共通に知られている他のいかなる材料のような材料からも作られることができる。最終構造物は、樹脂膜注入(RFI)、樹脂トランスファ成形又は化学蒸気濾過のような樹脂含浸法を用いて、エポキシ、ポリエステル、ビニルエステル、セラミックおよびカーボンのようなマトリクス材料で含浸されてもよく、それにより三次元複合構造物が形成される。
【0056】
従って、本発明の一実施形態は、プレフォームによって補強された三次元複合構造物、及び輪郭織りファブリックとバイアスファブリックの複数の交互層を有する第1部分を含むそれの成形方法であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、一つ以上の縦編み糸の層は輪郭織りファブリックにおいて輪郭形状を維持し、そこにおいて、バイアスファブリックは、縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に編まれるか編まれた複数の編み糸と、マトリクス材料とを含む。その複合構造物は、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、その第2部分は上記第1部分に取り付けられる。その複合構造物は、更に、中枢織りファブリックとバイアスファブリックの複数の交互層を備える第3部分を含み、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ、又は縦糸操舵を行うことにより形成される。
【0057】
従って、本発明に記載されている技術を用いることで、以下の複合構造物が生成できる。
1.完全に輪郭織りされ、かつ、例えば、収納リングのような中枢織りされたプレフォームの一つ以上の層を含む軸対称構造物;
2.一つ以上の輪郭織りファブリックと、例えばフランジ加工されたリングのような輪郭織りファブリックの層の間に散在する一つ以上のバイアス層とを備える軸対称構造;
及び
3.付加的なバイアス層を伴う、或いは伴わない、一つ以上の輪郭織りファブリックの層と、例えば窓枠または胴体フレームのような付加的要素とから成る軸対称又は非軸対称構造物。上記の付加的要素は、三次元機織り、中枢機織り、及び/又は組み編みを用いて作成されたフランジ、補強材、及び/又はバイアス層を含むことができる。このように本発明によって、その目的及び効果が実現され、また、好ましい実施形態を本明細書に詳細に開示し、かつ記載してきたが、その範囲及び目的はこれにより限定されるべきではなく、むしろ、その範囲は添付の請求の範囲のそれで決定されなければならない。
【図1(a)】
【図1(b)】
【技術分野】
【0001】
本発明は、補強された複合材料のための織られたプレフォームに係り、特に、複合構造物のための多方向に補強された形の織られたプレフォームに関する。
【背景技術】
【0002】
(参照による引用)
本願明細書において言及される如何なる製品のための全ての特許、特許出願、文書、引例、使用説明書、説明、製品仕様及び製品書は、参照により本願明細書に引用したものとし、本発明の実施において用いることができる。
【0003】
(従来技術の説明)
構造部品を生産するために補強された合成材料を使用することは、特に、それらの望ましい特徴が、軽量、強固、堅牢、耐熱、自立、及び形成並びに成型への対応性に求められる応用において、現在広く普及している。この種の部品は、例えば、航空、航空宇宙、衛星、(レーシングボートや自動車のような)娯楽、及び他の応用において用いられる。
【0004】
概して、この種の構成部品は、マトリクス材料に埋め込まれた補強材から成る。補強部品は、最も重要なのはストレス不全に対する十分な強度であるが、所望の物理的、熱的、化学的、及び/又は他の特性を示す、ガラス、カーボン、セラミック、アラミド、ポリエチレン及び/又は他の材料のような材料で製造することができる。最終的に完成部品の構成要素となるこの種の補強材の使用を通して、非常に高い強度といった補強剤の所望の特徴が完成した複合部品に与えられる。その構成補強剤は、概して、織られ、編まれ、不織成型され、また、さもなければ補強プレフォームのための所望の構成及び形状に指向されてもよい。通常は、上記の構成補強剤が選ばれた理由である特徴の最適利用が確保されるように特別な注意が払われる。通常、この種の補強プレフォームは、所望の仕上がり構成要素を形成するため、或いは、仕上がり構成要素の最終製品の通常在庫を生成するため、マトリクス材料と結合される。
【0005】
所望の補強プレフォームが構成されたあと、典型的には、補強プレフォームがマトリクス材料に覆われ、かつ、補強プレフォームの構成要素間の裂け目領域がマトリクス材料で埋まるように、マトリクス材料が上記プレフォームに、また、その中に導入される。マトリクス材料は、エポキシ、フェノール、ポリエステル、ビニルエステル、セラミック、カーボン及び/又はその他の材料など、所望の物理的、熱的、化学的及び/又は他の特性を呈する多種多様な材料の何れであってもよい。上記マトリクスとして使用するために選択される材料は、補強プレフォームの材料と同じでも同じでなくても良く、かつ、物理的、化学的、熱的又は他の特徴が同等であってもなくてもよい。しかしながら、第1の場所で複合材を用いる通常の目的は、一つの構成材料だけを用いたのでは達成することのできない仕上がり製品における特徴の組み合わせを達成することであるから、概して、それらは同一材料ではなく、或いは、同等の物理的、化学的、熱的又は他の特性を有しない。そのように結合され、補強プレフォームとマトリクス材料は、次いで熱硬化又は他の周知の方法による同一処理において硬化され、かつ安定化され、それから、所望部品の生産に向けて他の処理に付される。そのような硬化の後に、上記の次いで凝固されたマトリクス材料の固まりが通常は非常に強く補強材料(例えば、補強プレフォーム)に接着されていることに現時点で留意することは重要である。その結果、仕上がり部品に対するストレス、特に、繊維間の接着剤として機能しているそのマトリクス材料を介するものは、補強プレフォームの構成材料に、効果的に伝達され、かつ、負担される。
【0006】
(本質的に)プレート、シート、長方形、又は正方形の固体等のようなシンプルな幾何学的形状以外の形を持つ部品の製造がしばしば求められる。これを行う方法は、この種の基本的な形状を所望の複雑な形状に組み合せることである。この種の典型的組み合せの一つは、上記説明のように作られた補強プレフォームを、ある角度(典型的には直角)で互いにに結合することにより実現される。補強プレフォームをこの種の角度配列に結合することの通常の目的は、一つ以上の端壁を含む補強プレフォームを形成するための所望形状を生成すること、或いは、圧力や張力のような外力にそれが晒されることによる偏位や欠陥に対してそれが生成する、結果的に生ずる補強プレフォームと複合構造物との組み合せを強化することである。何れにせよ、関連する検討は、構成部品間の各連結点を可能な限り強くすることである。補強プレフォーム構成要素それ自身に所望される非常に高い強度が与えられると、接続点の弱さは、事実上、構造的な「チェーン」における「弱いリンク」となる。
【0007】
関連技術において、米国特許4,847,063は、所望の内側表面構造を提供するために熱耐火性心棒が形成され、かつ、一つ以上の熱的に安定なカーボンフィラメントが上記心棒の表面に渡って編まれている、対称軸の周囲を取り巻く中空のカーボン/カーボン複合品の教示を受けている。上記の層は、次いで、炭化可能な液体含浸材で充填され、充填された層と心棒の組み立て体は、上記含心材が炭化されるように熱処理される。
【0008】
米国特許番号5,070,914は、複合材料のための補強織物ファブリックとして用いられる3軸織物ファブリックであって、弾性係数が等方性とされ、かつ、そのファブリックが方向角を変えることなく三次元構造に変化するものに関する。上記ファブリックは、織物ファブリックの中心から放射方向に伸びる多数の傾斜編み糸と、傾斜編み糸の間で周辺方向に螺旋状に織られた周辺編み糸とを備えている。隣接する傾斜編み糸の各々はそれぞれ互い違いに織られ、かつ、周辺編み糸は、そのような互い違いの織りが螺旋状に織られた周辺編み糸の隣接する各コイル間に表れるように、上記互い違いに編まれた傾斜編み糸の間で織られる。上記互い違いに織るステップは、上記周辺編み糸の挿入後、交互の傾斜編み糸が上方及び下方に移動する前に行われる。
【0009】
米国特許5,619,903は、長手方向の軸と、構造繊維の複数の編まれた索とを有する、複合構造物のための編まれたプレフォームを教示する。伸ばされた部材、引き抜き加工されたロッドは、構造繊維の索のそれより大きな剛性を有しており、3軸の編まれた筒である編まれた部材の長手軸と平行な編まれた索に拠り合わされる。
【発明の概要】
【発明が解決しようとする課題】
【0010】
先行技術が補強複合材の構造的完全性を改善しようとして、成功を収めた一方、その上での改善、或いは上述されたものとは異なるアプローチによる課題の方向付けを求める願望が存在する。この点に関しては、専用機により織られた三次元(「3D」)構造を作成することが一つのアプローチになり得る。他の方法は、2次元(「2D」)建造を織って、それを形状に折り畳むことである。しかしながら、これは、概して、プレフォームが折り畳まれるときに各部に歪みが生ずる結果となる。その歪みは、織られた繊維の長さが、プレフォームが折り畳まれたときにそれらがあるべき長さと異なることにより生ずる。これは、織られた繊維の長さが不足する領域においては窪みや波紋を、繊維長が長すぎる領域においてはよじれを生じさせる。これらの歪みは、望ましくない表層異常を生じさせ、また、部品の強度および剛性を低下させる。これは切断やつまみ縫いによって軽減され得る一方、それは労働集約的であるか、さもなければプレフォームの完全性を危うくすることがあるため、この種の手順は望ましくない。軸対称3Dプレフォームは、2D積層複合材と比較して増大した強度を提供するため、従って望ましい。これらのプレフォームは、航空宇宙における応用のように、複合材に面外荷重を伝えることが求められるような応用において特に有用である。
【0011】
他の技術は、繊維が心棒の周囲を包む連続繊維配置の技術であるフィラメントワインディングを含む。この製造技術は、全ての幾何学的な形状に適用できるものではない。例えば、凹形状を有する表面には、そこに沿って繊維ブリッジが生ずる。更にまた、フィラメントワインディングを用いて、曲線領域において材料の均一な被覆を得ることは困難である。フィラメントワインディングは非常に自動化された技術であるが、複雑な形状の多層積層体にフィラメントを巻くには、低い材料の分配率に起因して相当な時間が必要とされ得る。
【0012】
トウ配置 (Tow placement) は、材料の単一/複数のトウ又はリボンが心棒上に分配されるという点で、フィラメントワインディングと類似の技術である。フィラメントワインディングとは異なり、トウは長さにおいて不連続であることができ、また、トウは凹面に沿って配置されることができる。不連続なトウを使用すれば、曲線部分に沿う凡そ均一な材料の被覆を得ることができ、かつ、所望の繊維角度を維持することが可能である。しかしながら、その処理は、遅くなり得るし、また、予備含浸材料に限定され得るため、高価である。
【0013】
米国特許5,394,906(以下に単に、「‘906特許」)は、複合構造物への製造のための、直線又は曲線平面、或いは三次元のファブリックを製造するための装置に関する。充填編み糸は、縦糸の層の間に挿入され、また、充填編み糸の方向によって、傾斜した、或いは曲線のリードが上記充填網糸を圧縮(compact)する或いは「打ち込む」(beat-up)ために用いられる。‘906の特許は、更に、縦糸の一定の曲率半径を得るための縦糸の差動ファブリック巻上げを遂行するために、円錐の、又は、円錐と円筒を組合せたローラを用いて、ファブリックの縦糸を曲げることができることを開示している。更なる実施形態において、‘906特許は、まっすぐな縦編み糸、一定の曲率半径を有する曲がった縦編み糸、一定でない曲率半径を有する曲がった縦編み糸、又はまっすぐな及び曲がった縦編み糸の幾らかの組合せを得るための縦糸の差動ファブリック巻上げを遂行するために用いられるクランピングバーファブリック巻上げ装置を開示する。更にもう一つの実施形体では、曲がった「C形状」のためのフランジが、そのフランジの垂直織りが許されるために隣接するリードのへこみ導線を通して縦編み糸を交互に嵌入することにより、形成される。これらの特徴は、しかしながら、縦編み糸の間に充填編み糸を挿入するために傾斜した、又は曲がったリードを用いる専用設計された織機を必要とする。その装置はまた、その「打ち込み」メカニズムのための特別な設計を必要とし、それは再び、上記構成における充填編み糸の方向次第である。特定の設計構造を生産するためだけの特別な織機の生産は、高価であるだけでなく、また、その特定の設計への限定をも伴う。加えて、これらの機械は、充填編み糸の挿入が、傾斜した、或いは曲がった経路を辿り、それが大幅に織機速度を低下させるため、従来の織機に対して相対的にゆっくりとした速度で動く。
【0014】
米国特許6,086,968(以下に単に「‘968の特許」)は、様々な2次元又は三次元形状を有する織られた生地を提供する。上記生地は、機械織りプロセスの間に縦編み糸及び/又は横編み糸の密度及び/又は方向を自由に変化させることによって構成される。これらの生地は、目的物の周辺で織られて、その後マトリクス材料で含浸される。
【0015】
‘906及び‘968特許は、現実的には軸対称ではない数多くの構造的応用につき、上述した他の先行技術に勝る利点を提供する一方、構造を補強し、かつ、全方向に機械的安定度を提供するためには追加の構造的特徴を加えることを必要とする。従って、従来の2D又は3Dの織られたプレフォームを単に使用するだけでは、全方向への所望強度が適切に提供されることはない。従って、軸対称並びに非軸対称の構成の双方において強度を改善した複合構造物のための多方向に補強された形の織られたプレフォームを形成する構造及び方法を提供することは、技術状態における前進である。
【課題を解決するための手段】
【0016】
本発明は、例えば、複合タービンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、及びエンジン室を航空機用エンジンに取り付けるためのフランジ化されたリングのような多方向に補強され、かつ、複雑な湾曲に容易に従う積層物を形成するために、例えば、二軸編み、三軸編み、中枢機織り(polar weaving)、縦糸操舵機織り(warp steering weaving)、輪郭機織り(contour weaving)、及び三次元機織り織物のような技術を用いて形成されるファブリックを結合する方法に関する。本発明は、本質において非軸対称であるのと同様に軸対称である複合構造物のための改善された強度を有する、多方向に補強された形にされた織式のプレフォームを提供する。
【0017】
ファブリックの異なる形を組合せることにより、個々の層を切断したりすくい縫いしたりすることなくプレフォームを製造することができる。これらの切断及びすくい縫いを除去すると、結果として得られる構造物の強さ及び性能が高められる。
【0018】
従って、本発明は、主に軸対称であるが、幾らかの非軸対称補強を含むことができる構造を生産するために、例えば、輪郭機織り、中枢機織り、二軸編み、三軸編み、縦糸操舵機織り、及び三次元機織りのような織物製造技術の組合せを使用するファブリックプレフォームを目的とする。補強は、フープ(0°)及び軸(90°)方向において、そのフープ方向に対して±45°の補強と共に提供される。これらのプレフォームは、複合タービンファンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、及びエンジン室を航空機用エンジンに取り付けるためのフランジ化されたリングのような応用において用いられる。
【0019】
一実施形態による発明は、2軸編み、中枢織りファブリック、輪郭織りファブリック、及びそれら3つの要素の層状構造間のギャップを埋める三次元的に織られた3角形の要素を備える多要素プレフォームから形成された航空機窓枠である。
【0020】
一実施形態による発明は、2軸編み、輪郭織りファブリック、及び三次元的に織られた形の要素を備える多要素プレフォームから形成された航空機胴体フレームである。
【0021】
より詳しくは、本発明の一実施形態は、輪郭織りファブリックとバイアスファブリックの複数の交互層を含む第1部分を含む複合構造物を補強するために用いられるプレフォームであり、上記輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の立て編み糸の層を含み、上記バイアスファブリックは、縦及び横編み糸の一つ以上の層に傾斜した角度で交互に織られた複数の編み糸を含む。プレフォームは、更に、三次元的に織られたファブリックを備える第2部分を含み、その第2部分は上記第1部分に取り付けられる。プレフォームは、更に、中枢織りファブリックとバイアスファブリックの複数の交互層を備える第3部分を含み、その中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0022】
本発明の更にもう一つの実施形態は、輪郭織りファブリック及びバイアスファブリックの複数の交互層を有する第1部分を含むプレフォームで補強された複合構造物であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、上記縦編み糸の一つ以上の層は、輪郭織りファブリックの輪郭形状を維持し、そこにおいて、上記バイアスファブリックは、上記縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に織られた複数の編み糸を含むものと、マトリクス材料である。プレフォームは、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、第2部分は上記第1部分に取り付けられる。プレフォームは、中枢織りファブリックとバイアスファブリックが交互に織られた複数の層を備える第3部分を更に含み、そこにおいて、上記中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0023】
本発明の更にもう一つの実施形態は、輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることによって第1部分を形成するステップを含み、そこにおいて、輪郭織りファブリックは、一つ以上の縦糸編み糸の層と一つ以上の横糸編み糸の層を交互に織ることによって形成され、そこにおいて、縦編み糸の一つ以上の層は編まれた後に輪郭織りファブリックの輪郭形状を維持し、そこにおいて、バイアスファブリックは縦及び横編み糸の一つ以上の層に対して斜めの角度で複数の編み糸を交互に織ることにより形成される、複合構造物を補強するために用いられるプレフォームの製造方法である。上記の方法は、三次元的にファブリックを織ることにより第2部分を形成するステップと、第2部分を第1部分に取り付けるステップとを更に含む。上記の方法は、中枢織りファブリックとバイアスファブリックの複数の交互層を層にすることによって第3部分を形成するステップもまた含むことができ、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0024】
本発明の更にもう一つの実施形態は、プレフォームによって補強された三次元複合構造物の製造方法であり、輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることで上記プレフォームの第1部分を形成するステップを含み、そこにおいて、輪郭織りファブリックは、一つ以上の縦編み糸の層と一つ以上の横編み糸の層を交互に織ることにより形成され、そこにおいて、一つ以上の縦編み糸の層は編まれた後に輪郭織りファブリックの輪郭形状を維持し、そこにおいて、バイアスファブリックは縦及び横編み糸の一つ以上の層に対して斜めの角度で複数の編み糸を交互に織ることにより形成され、かつ、マトリクス材料をプレフォームに含浸させるステップを含む。上記の方法は、三次元的にファブリックを織ることによってプレフォームの第2部分を形成するステップと、その第2部分を上記第1部分に取り付けるステップとを更に含む。上記方法は、また、中枢織りファブリックとバイアスファブリックの複数の交互層を層にすることによってプレフォームの第3部分を形成するステップを含むことができ、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げを行うことにより形成される。
【0025】
従って、本発明の目的は、三次元構造物のための補強ファブリック又は層の個々を切断し、また、掬い縫いする必要を排除することである。
【0026】
この種の構造の製造を単純化して、労働要求を減らすことは、これの一部としての更なる目的である。
【0027】
本発明の更にもう一つの目的は、既存のプレフォーム及び/又はこれまでに利用可能であった補強された複合構造物の変形及び/又は改良の設計である三次元プレフォームを提供することである。
【0028】
本発明の更にもう一つの目的は、プレフォームを構成する繊維の歪曲を伴うことなく形作られることのできるこの種の三次元プレフォームを提供することである。
【0029】
なお更なる目的は、多種多様な異なる三次元構造を作成するのに容易に適合することのできる補強ファブリックを生成する方法を提供することである。
【0030】
本発明の他の目的は、適切な繊維の指向、全体的な形状、及び層厚の均一性を維持するファブリック又は繊維プレフォームを生成するための方法を提供することである。提案する発明は、しかしながら、この特別な断面形状、或いは0、90及び+/−45度の繊維指向に限定されるものではない。事実、その繊維角度は構造に沿った位置の関数として特定されることができ、かつ、ファブリックの幅は構造の長さに沿って変化することができる。
【0031】
本発明の別の目的は、従前は、高価であり、構造的に非効率であり、或いは製造不可能であった複合構造部品を安価で構造的に効率のよいものとするために用いることができる広範なプレフォームの製造を容易にすることである。
【0032】
これらの、そしてまた他の目的及び利点は、本発明から明らかである。本発明は、三次元複合構造物のための補強として適切な特別に設計されたプレフォームを提供する方向に向けられている。繊維補強は、従来の製織機械で編まれることができて、かつ、その後、繊維に望ましくない歪みをもたらすことなく、樹脂の含浸前にその最終形状に折り畳まれることができるものである。これは、機織の間に、繊維の長さを、幾つかの領域では幾つかが短く、他の領域では長くなるように調整することにより達成される。繊維は、次いで、プレフォームが折り目で滑らかな遷移を提供する形状に折り畳まれた際に均等化される。例えば、参照によりその開示が本願明細書に引用されている米国特許6,446,675を参照されたい。また、織られたプレフォームが参照される一方、例えば、組み編み又は縫いつけ結合のような不織物への適用は当業者にとって明らかである。
【0033】
本発明、その動作効果、及びその使用によって達成される特別な目的がより良く理解できるように、好ましいが、それに限定されるものではない本発明の実施形態が示されている添付の記述事項を参照する。
【0034】
この開示における「備えている(comprising)」及び「備える(comprises)」は、「含んでいる」及び「含む」を意味することができ、或いは米国特許法において「備えている(comprising)」又は「備える(comprises)」の用語に通常与えられる意味を有することができる。「基本的に成っている」又は「基本的に成る」の用語は、請求項において使用される場合は、米国特許法においてそれらのものとみなされている意味を有する。本発明の他の態様は、以下の開示(及び本発明の範囲の中)に記載されているか、或いは、それらから明らかである。
【図面の簡単な説明】
【0035】
本発明の更なる理解を提供するために含まれる添付図面は、この明細書中に組み込まれて、その一部を構成する。本願明細書において与えられる図面は、本発明の異なる実施形態を例示して、説明と共に本発明の原則を説明するのに役立つ。図面の説明は以下の通りである。
【図1】図l(a)及びl(b)は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法における複数ステップを示す。
【図2】図2は、本発明の一態様に係る多方向に補強されたプレフォームを示す。
【図3】図3(a)及び3(b)は、図2に示される多方向に補強されたプレフォームの横断面図を示す。
【図4】図4は、本発明の一実施形態に係る多方向に補強されたフランジ付きリングを示す。
【図5】図5は、図4に示される多方向に補強されたプレフォームの横断面図を示す。
【図6】図6aおよび図6bは本発明の一実施形態に係る多方向に補強されたプレフォームの写真を示す。
【図7】図7は、本発明の一態様に係る多方向に補強されたプレフォームを示す。
【図8】図8は、図7に示される多方向に補強されたプレフォームの横断面図を示す。
【図9】図9は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法におけるステップを示す。
【図10】図10は、本発明の一実施形態に係る多方向に補強されたプレフォームの準備方法におけるステップを示す。
【発明を実施するための形態】
【0036】
本発明は、以下、本発明の好ましい実施形態が示されている添付図面を参照してより完全に説明される。本発明は、しかしながら、多くの異なる形で実施されることができ、本願明細書において記載される例示の実施形態に限定されるものとして解釈されてはならない。むしろ、これらの例示の実施形態は、開示が完全及び完結するように、かつ、本発明の範囲が当業者に完全に伝わるように設けられている。
【0037】
以下の説明において、同様の参照符号は、全ての図面に亘って、同様の又は対応する部分を指定している。加えて、以下の説明において、「上方」「下方」「最上」及び「最下」などの用語は、便宜上のものであり、限定的な用語として解釈されるものではない。
【0038】
図に戻って、本発明の一実施形態は、例えば、複合タービンファンケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングのような高強度な応用において用いるための多方向に強化された繊維プレフォームを製造する方法である。
【0039】
この実施形態による方法は、主に軸対称であるが、幾らかの非軸対称補強を含むこともできる、例えば、輪郭機織り、中枢機織り、二軸編み、三軸編み、縦糸操舵機織り、バイアス機織り、及び構造物を製造するための三次元機織りのような2つ以上の織物製造技術の組合せを使用する。「縦糸操舵」及び「中枢機織り」の用語は、このセクションの後の部分において更に詳細に記載されている。
【0040】
本発明の一実施形態に係る輪郭機織りは、心棒周辺でファブリックを形成することにより軸対称プレフォームを製造するために用いられる。プレフォームを形成するためには、例えば、特別な形状のために特別に設計された一連のローラが用いられ得る。輪郭機織りは、長さの異なる縦糸繊維を有するプレフォームを製造するために特別な巻上げシステムを使用する。縦糸長の違いにより、結果物であるファブリックには、ファブリックの面の外に幾らかの湾曲が与えられる。輪郭機織り場合、例えば図1(a)に示されるように、ファブリックは、それが特別な断面形状を取るように設計される。本発明の一実施形態に従って形成された多方向に補強された構造物又は繊維プレフォームの例を図2に示す。図は胴体フレーム10を表し、フレーム10の最上部及び最下部を画いているその断面図を図3(a)及び図3(b)に示す。胴体フレームは、典型的な航空機設計の構造用部材である。胴体には、典型的に、この種のフレームが多数存在し、それらは、航空機構造において周回りの補強を提供する。
【0041】
フレーム10は、その最上部及び最下部に所望の幅及び厚みを有する円状構造を有している。フレーム10の主部分の製作は、連続ファブリックの輪郭機織りから始まる。輪郭機織りの処理は、織機上で生成されたファブリックが、織機から取り外された後においても輪郭形状を維持するように、成形された心棒等を用いて縦糸を輪郭形状に送り出す工程を含む。縦糸及び充填(又は横)編み糸は、ファブリックにおいて0°及び90°の方向を維持し、それにより、0°及び90°方向の補強を提供し、ここで、0°は(放射方向に対して垂直な)輪方向であり、また、90°は、最終構造又はフレーム10における放射方向である。輪郭機織りは、結果として、心棒上で包まれた際にファブリックが特定の軸対称形状を取るように事前処理されるために長さの異なる縦糸繊維を含むファブリックを生み出す。心棒は、実用上は、所望の最終構造に応じて如何なる所望の形状又はサイズにも成り得る。心棒は、連続的なフランジ付きリングが最終製品において必要とされるか否かに応じて、リングの一方又は両方の側におけるフランジのための特徴を有していても、また、有していなくてもよい。これによって、構造の円筒状、環状、及び/又は、円錐状の部分を単一のプレフォームに結合させることが可能となる。例えば、図2に示される胴体フレーム上では、外フランジ20を形成する円柱状部分と脚30(図3(b)に示す)を形成する環状部分が存在している。同様に、図6a及び図6bに示す一般的な2重フランジ付きのリングは、両端上にフランジを有している。この種の2重フランジ付きリングの正面及び横断面図をそれぞれ図4及び図5に示す。
【0042】
輪郭機織りの欠点のうちの1つは、構造内にバイアスが無く、或いは輪又は放射補強がないことである。この補強は、プレフォームが複合物に処理される際に、せん断及び又は耐性強度を改善するために、典型的に必要とされる。本発明において、この特徴は、図l(b)に示すように、心棒の上でへ包まれるように、一層以上のバイアスファブリック42を一層以上の輪郭ファブリック44の間に散在させることによって提供されている。バイアスファブリック42は、連続的でも不連続的でもよく、例えば、±45°で従来の2Dファブリックをカットしたり、±45°で編組管にスリットを入れたりするような、如何なる便利な方法を用いても製造されることができる。
【0043】
輪郭織りファブリックとは対照的に、バイアスファブリック42は、所望の断面形状を得るために事前処理はされない。しかしながら、このファブリックの繊維は、フランジのような特徴を形成するために角周りで包まれた際に『挟む』ために自由である。これは、真の±45°補強であることから繊維を取り去るが、この効果は、大部分の現実的な応用に対して比較的小さく、かつ、非常に大きな直径構造物においては無視できる程度である。
【0044】
挿入されたバイアス層42を有する輪郭織りファブリック44は、このように、結果として、積層複合材に似た横断面を有する軸対称な構造50になる。この積層複合構造物は、このように等方性の(すなわち、0°、90°+45°及び−45°の方向において繊維量が等しい)構成を有する。しかしながら、本発明はこの構成に限定されるものではない。
【0045】
真に軸対称である応用のために、先に述べた内側フランジ60、周囲補強材、又は装着リングのような付加的な特徴は、輪郭織りファブリック44及び/又はバイアスファブリック42を用いて形成してもよい。多くの構造的応用は、しかしながら、真の軸対称ではなく、そのような場合は、図3(a)及び図3(b)に示されるPiプレフォーム40のような三次元織りのプレフォームを用いてプレフォームに付加的構造的特徴を加えてもよい。対称性を持つPiプレフォーム40の使用は単に例として示されるだけであるが、実際的には、三次元機織りによって可能な如何なる形状もこの目的のために用いることができる。付加的な三次元織りプレフォームを取り付けることにより形成される特徴は、輪方向の重ね継ぎを必要とするが、重大な強度不利益が回避されるように、この重ね継ぎは、通常、構造物におけるより負荷の軽い部分45に位置することができる。Piプレフォーム40は、ここまでに参照した米国特許番号6,446,675号に開示される方法に従って形成することができる。
【0046】
輪郭織りファブリック、バイアスファブリック及びPiプレフォームは、例えば、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンのような材料、或いは、従来技術において共通に知られているあらゆる他の材料から作ることができる。最終構造は、樹脂フィルム注入(RFI)、樹脂トランスファ成形又は化学蒸気濾過のような樹脂含浸方法を用いて、例えば、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンのようなマトリクス材料により含浸されてもよく、それにより三次元複合構造物が形成される。
【0047】
したがって、本発明の一実施形態は、織られたプレフォームで補強された三次元複合構造物、及び輪郭織りファブリックとバイアスファブリックの複数の交互層を有する第1部分を含むそれの成形方法であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、バイアスファブリックは、縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に編まれるか編まれた複数の編み糸と、マトリクス材料とを含む。その複合構造物は、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、その第2部分は上記第1部分に取り付けられる。
【0048】
本発明の主たる効果は、1)円筒座標系と関連して、本発明によるプレフォームは、輪方向及び軸方向において連続的な補強を有すると共に、その輪方向に関して±45°の補強を有する。これは、結果として得られる複合構成部品の強度と剛性の双方を改善する。2)プレフォームは、切断や掬い縫いを必要とすることなく所望の形状を取るために工作され、それにより、輪方向繊維の不連続性が除去される。これは、プレフォームを構成するのに必要な労働を減らすと共に強度改善の結果をもたらす。他の効果は、3)曲線部分に沿う所望の繊維志向性の維持、4)曲線部分に沿って内側から外側放射点までの均一な材料被覆、5)所望断面幾何の生成、及び6)コスト効率、である。
【0049】
本発明の更なる実施形態は、航空機窓枠のような複雑な湾曲に容易に整合する層を生成するために、縦糸操舵、中枢機織り、輪郭機織り、二軸編み、三軸編み、及び/又は三次元機織りを結合するための方法である。
【0050】
「縦糸操舵」の用語は、縦糸のための差動巻上げシステムを指し、これは、それらを所望の形に「操舵」し、かつ、ファブリック又はプレフォームのX−Y平面において実用的に如何なる形状をも取り得るプレフォームを生成するために、直線機織り、軸機織り、或いはそれらの組み合わせを許容する。この種の縦糸が操舵されたファブリックの例を図10に示すが、ここで、ファブリック100は、一つの平面において平坦であり、かつ、X−Y平面において湾曲形状を有している。この種の構成では、各縦糸は、異なる道程距離を有することができる。縦糸操舵及び輪郭機織りの双方は、長さの異なる縦糸繊維を有するファブリックを精製するために特別な巻上げシステムを用いる。異なる縦糸長は、(縦糸操舵のためのファブリックの面において、及び輪郭機織りのための面の外において)結果として生じるファブリックに若干の湾曲を与える。縦糸操舵の場合、ファブリックは、平坦さを維持するように織られ、一方、輪郭機織りの場合、ファブリックは、特定の断面形状を取るように設計される。
【0051】
本発明の一実施形態は、図7に示す航空機窓枠15である。この多要素構造又は窓枠15を作り上げる要素を描いた横断面図を図8に示す。構造15は、4つの異なる織られた形を備え、それらは、その製造において用いられる。これらの形が組み合わされることにより、個々の層の切断や掬い縫いを伴わないプレフォームの生成が可能とされている。これらの切断や掬い縫いの排除は、結果として得られる構造物の性能と共に強度を改善する。
【0052】
その構造又はフレーム15は、上部ラップ25、内側ラップ35、外部ラップ55及びギャップ充填材65を含んでいる。上部ラップ25は、バイアスファブリックと中枢織り又は輪郭織りファブリックの層の交互積み重ねである。バイアスファブリックは、連続的でも不連続的でもよく、かつ、従来の二次元ファブリックを±45°で切断したり、或いは2軸編組管に±45°にスリットを入れたりするような如何なる便利な方法も使用して製造されることができる。放射方向に志向された縦糸繊維又は編み糸72を伴う中枢織りファブリック70、及び輪方向における充填繊維又は編み糸74は、図9に示すように、上部ラップ25の面内幾何に整合する曲面の半径で織られる。特に、中枢機織りは、適切な充填編み糸の志向を維持しつつ、構造物の縦編み糸を湾曲させる方法である。これは、ファブリック巻上げシステムを修正することにより達成される。特に、ファブリック70は、図9に示す円錐状及び/又は円筒状ローラ75を使用するような差動ファブリック巻上げシステムを用いて織られる。円錐状ローラの小径部分は、そのローラの大径部分より、ローラの回転当たりに縦編み糸(即ちファブリック)を少量だけ引く。縦編み糸72のこの差動巻上げは、ファブリックを曲げることとなり、これにより、ファブリック70に中枢形状を与え、その長手方向端部は、縦編み糸を一緒に交互に編むことによっても、公知の他の端部接合技術を用いることによっても結合され得る。中枢ファブリック70は、円形状に織られ、かつ、所望の最終構造の形に従って、楕円や競技トラックの形状のような環状の形に成形されることができる。縦糸操舵が用いられる場合、環状の形状は直接編まれることができ、如何なる付加的な成形も必要とされない。
【0053】
二軸組紐を中枢編みファブリック上に横たえること、或いはその逆により、多方向繊維志向に起因する0、90及び±45°補強の均等な配分を達成することができ、これにより2層以上の積層体が形成される。組紐は、その組紐の挟み動作によって、既に記載した通り、表面の湾曲と合致する絶縁チューブ(sleeving)から成っている。
【0054】
ここで図8に戻り、外部ラップ55と内側ラップ35は、先の実施形態において記述した通り、両者がバイアスファブリックと輪郭織りファブリックの交互層から造られるという点で互いに類似している。バイアスファブリックは連続的でも不連続的でもよく、かつ、従来の二次元ファブリックを±45°で切断したり、或いは2軸編組管に±45°にスリットを入れたりするような如何なる便利な方法も使用して製造されることができる。この場合、輪郭機織りは、切断され、或いは掬い縫いされることなく構成要素の形状に合致することができる。中枢ファブリックと同様に、輪郭ファブリックは、上記0、90°の補強を提供し、また、組紐は+/−45°の補強を提供する。上記構造又はフレーム15は、ギャップ充填材65を含んでもよく、それは、図8に示すように、上部ラップ25、内側ラップ35及び外部ラップ55の間のギャップを埋める三次元的に編まれた三角形状の要素でもよい。不織ファブリックのような媒体の他のフォームは、この目的のギャップ充填材として用いることができ、しかしながら、本発明は、三次元的に織られたファブリック及び/又は不織ファブリックだけの使用に限定されるものではない。
【0055】
輪郭織りファブリック、バイアス織物、編まれた物、中枢織りファブリック、縦糸操舵ファブリック及び三次元的に織られたファブリックは、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレン、或いは従来技術において共通に知られている他のいかなる材料のような材料からも作られることができる。最終構造物は、樹脂膜注入(RFI)、樹脂トランスファ成形又は化学蒸気濾過のような樹脂含浸法を用いて、エポキシ、ポリエステル、ビニルエステル、セラミックおよびカーボンのようなマトリクス材料で含浸されてもよく、それにより三次元複合構造物が形成される。
【0056】
従って、本発明の一実施形態は、プレフォームによって補強された三次元複合構造物、及び輪郭織りファブリックとバイアスファブリックの複数の交互層を有する第1部分を含むそれの成形方法であり、そこにおいて、輪郭織りファブリックは、一つ以上の横編み糸の層と交互に織られた一つ以上の縦編み糸の層を含み、そこにおいて、一つ以上の縦編み糸の層は輪郭織りファブリックにおいて輪郭形状を維持し、そこにおいて、バイアスファブリックは、縦及び横編み糸の一つ以上の層に対して斜めの角度で交互に編まれるか編まれた複数の編み糸と、マトリクス材料とを含む。その複合構造物は、三次元的に織られたファブリックを備える第2部分を更に含み、そこにおいて、その第2部分は上記第1部分に取り付けられる。その複合構造物は、更に、中枢織りファブリックとバイアスファブリックの複数の交互層を備える第3部分を含み、そこにおいて、中枢織りファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ、又は縦糸操舵を行うことにより形成される。
【0057】
従って、本発明に記載されている技術を用いることで、以下の複合構造物が生成できる。
1.完全に輪郭織りされ、かつ、例えば、収納リングのような中枢織りされたプレフォームの一つ以上の層を含む軸対称構造物;
2.一つ以上の輪郭織りファブリックと、例えばフランジ加工されたリングのような輪郭織りファブリックの層の間に散在する一つ以上のバイアス層とを備える軸対称構造;
及び
3.付加的なバイアス層を伴う、或いは伴わない、一つ以上の輪郭織りファブリックの層と、例えば窓枠または胴体フレームのような付加的要素とから成る軸対称又は非軸対称構造物。上記の付加的要素は、三次元機織り、中枢機織り、及び/又は組み編みを用いて作成されたフランジ、補強材、及び/又はバイアス層を含むことができる。このように本発明によって、その目的及び効果が実現され、また、好ましい実施形態を本明細書に詳細に開示し、かつ記載してきたが、その範囲及び目的はこれにより限定されるべきではなく、むしろ、その範囲は添付の請求の範囲のそれで決定されなければならない。
【図1(a)】
【図1(b)】
【特許請求の範囲】
【請求項1】
複合構造物を補強するために用いられるプレフォームであって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を備える第1部分を備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と交互に織られる縦編み糸の一つ以上の層を備え、
前記縦編み糸の一つ以上の層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層と傾斜した角度で交互に織られ、或いは組み編みされる複数の編み糸を備えるプレフォーム。
【請求項2】
三次元的に織られたファブリックを備える第2部分を更に備え、
前記第2部分は、前記第1部分に取り付けられる請求項1に記載のプレフォーム。
【請求項3】
中枢ファブリックと前記バイアスファブリックの複数の交互層を備える第3部分を更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項2に記載のプレフォーム。
【請求項4】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項1に記載のプレフォーム。
【請求項5】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項1に記載のプレフォーム。
【請求項6】
前記プレフォームが軸対称及び/又は非軸対称である請求項1に記載のプレフォーム。
【請求項7】
前記バイアスファブリックが連続的或いは不連続的である請求項1に記載のプレフォーム。
【請求項8】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項3に記載のプレフォーム。
【請求項9】
プレフォームで補強された三次元複合構造物であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を備える第1部分と、
マトリクス材料とを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と交互に織られる縦編み糸の一つ以上の層を備え、
前記縦編み糸の一つ以上の層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層と傾斜した角度で交互に織られ、或いは組み編みされる複数の編み糸を備える三次元複合構造物。
【請求項10】
三次元的に織られたファブリックを備える第2部分を更に備え、
前記第2部分は、前記第1部分に取り付けられる請求項9に記載の複合構造物。
【請求項11】
中枢ファブリックと前記バイアスファブリックの複数の交互層を備える第3部分を更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項10に記載の複合構造物。
【請求項12】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項9に記載の複合構造物。
【請求項13】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項9に記載の複合構造物。
【請求項14】
前記プレフォームが軸対称及び/又は非軸対称である請求項9に記載の複合構造物。
【請求項15】
前記バイアスファブリックが連続的或いは不連続的である請求項9に記載の複合構造物。
【請求項16】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項11に記載の複合構造物。
【請求項17】
前記複合構造物が、樹脂膜注入(RFI)、樹脂トランスファ成形、及び化学蒸気濾過からなるグループから選択された方法で形成される請求項9に記載の複合構造物。
【請求項18】
前記マトリクス材料が、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンから成るグループより選択される請求項9に記載の複合構造物。
【請求項19】
複合構造物を補強するために用いられるプレフォームの製造方法であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることにより第1部分を形成するステップを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と縦編み糸の一つ以上の層を交互織りすることにより形成され、
前記縦編み糸の一つ以上層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層に対して傾斜した角度で複数の編み糸を交互織り、或いは組み編みすることで形成される製造方法。
【請求項20】
ファブリックを三次元的に織ることにより第2部分を形成するステップと、
前記第2部分を前記第1部分に取り付けるステップと、
を更に備える請求項19に記載の方法。
【請求項21】
中枢ファブリックと前記バイアスファブリックの複数の交互層を層にすることにより第3部分を形成するステップを更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項20に記載の方法。
【請求項22】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項19に記載の方法。
【請求項23】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項19に記載の方法。
【請求項24】
前記プレフォームが軸対称及び/又は非軸対称の形状を有する請求項19に記載の方法。
【請求項25】
前記バイアスファブリックが連続的或いは不連続的に作られている請求項19に記載の方法。
【請求項26】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項21に記載の方法。
【請求項27】
プレフォームで補強された三次元複合構造物の製造方法であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることによりプレフォームの第1部分を形成するステップを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と縦編み糸の一つ以上の層を交互織りすることにより形成され、
前記縦編み糸の一つ以上の層は、織られた後に前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層に対して傾斜した角度で複数の編み糸を交互織りすることで形成され、
織られたプレフォームにマトリクス材を含浸させるステップを備える製造方法。
【請求項28】
ファブリックを三次元的に織ることにより織られたプレフォームの第2部分を形成するステップと、
前記第2部分を前記第1部分に取り付けるステップと、
を更に備える請求項27に記載の方法。
【請求項29】
中枢ファブリックと前記バイアスファブリックの複数の交互層を層にすることにより織られたプレフォームの第3部分を形成するステップを更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項28に記載の方法。
【請求項30】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項27に記載の方法。
【請求項31】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項27に記載の方法。
【請求項32】
前記プレフォームが軸対称及び/又は非軸対称の形状を有する請求項27に記載の方法。
【請求項33】
前記バイアスファブリックが連続的或いは不連続的に作られている請求項27に記載の方法。
【請求項34】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項29に記載の方法。
【請求項35】
前記含浸が、樹脂膜注入(RFI)、樹脂トランスファ成形、及び化学蒸気濾過からなるグループから選択される請求項27に記載の複合構造物。
【請求項36】
前記マトリクス材料が、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンから成るグループより選択される請求項27に記載の複合構造物。
【請求項37】
材料の織られたフォームの三以上の異なるタイプを備えるプレフォームで補強された三次元複合構造物。
【請求項1】
複合構造物を補強するために用いられるプレフォームであって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を備える第1部分を備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と交互に織られる縦編み糸の一つ以上の層を備え、
前記縦編み糸の一つ以上の層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層と傾斜した角度で交互に織られ、或いは組み編みされる複数の編み糸を備えるプレフォーム。
【請求項2】
三次元的に織られたファブリックを備える第2部分を更に備え、
前記第2部分は、前記第1部分に取り付けられる請求項1に記載のプレフォーム。
【請求項3】
中枢ファブリックと前記バイアスファブリックの複数の交互層を備える第3部分を更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項2に記載のプレフォーム。
【請求項4】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項1に記載のプレフォーム。
【請求項5】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項1に記載のプレフォーム。
【請求項6】
前記プレフォームが軸対称及び/又は非軸対称である請求項1に記載のプレフォーム。
【請求項7】
前記バイアスファブリックが連続的或いは不連続的である請求項1に記載のプレフォーム。
【請求項8】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項3に記載のプレフォーム。
【請求項9】
プレフォームで補強された三次元複合構造物であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を備える第1部分と、
マトリクス材料とを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と交互に織られる縦編み糸の一つ以上の層を備え、
前記縦編み糸の一つ以上の層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層と傾斜した角度で交互に織られ、或いは組み編みされる複数の編み糸を備える三次元複合構造物。
【請求項10】
三次元的に織られたファブリックを備える第2部分を更に備え、
前記第2部分は、前記第1部分に取り付けられる請求項9に記載の複合構造物。
【請求項11】
中枢ファブリックと前記バイアスファブリックの複数の交互層を備える第3部分を更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項10に記載の複合構造物。
【請求項12】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項9に記載の複合構造物。
【請求項13】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項9に記載の複合構造物。
【請求項14】
前記プレフォームが軸対称及び/又は非軸対称である請求項9に記載の複合構造物。
【請求項15】
前記バイアスファブリックが連続的或いは不連続的である請求項9に記載の複合構造物。
【請求項16】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項11に記載の複合構造物。
【請求項17】
前記複合構造物が、樹脂膜注入(RFI)、樹脂トランスファ成形、及び化学蒸気濾過からなるグループから選択された方法で形成される請求項9に記載の複合構造物。
【請求項18】
前記マトリクス材料が、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンから成るグループより選択される請求項9に記載の複合構造物。
【請求項19】
複合構造物を補強するために用いられるプレフォームの製造方法であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることにより第1部分を形成するステップを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と縦編み糸の一つ以上の層を交互織りすることにより形成され、
前記縦編み糸の一つ以上層は、前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層に対して傾斜した角度で複数の編み糸を交互織り、或いは組み編みすることで形成される製造方法。
【請求項20】
ファブリックを三次元的に織ることにより第2部分を形成するステップと、
前記第2部分を前記第1部分に取り付けるステップと、
を更に備える請求項19に記載の方法。
【請求項21】
中枢ファブリックと前記バイアスファブリックの複数の交互層を層にすることにより第3部分を形成するステップを更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項20に記載の方法。
【請求項22】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項19に記載の方法。
【請求項23】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項19に記載の方法。
【請求項24】
前記プレフォームが軸対称及び/又は非軸対称の形状を有する請求項19に記載の方法。
【請求項25】
前記バイアスファブリックが連続的或いは不連続的に作られている請求項19に記載の方法。
【請求項26】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項21に記載の方法。
【請求項27】
プレフォームで補強された三次元複合構造物の製造方法であって、
輪郭織りファブリックとバイアスファブリックの複数の交互層を層にすることによりプレフォームの第1部分を形成するステップを備え、
前記輪郭織りファブリックは、横編み糸の一つ以上の層と縦編み糸の一つ以上の層を交互織りすることにより形成され、
前記縦編み糸の一つ以上の層は、織られた後に前記輪郭織りファブリックにおいて輪郭形状を維持しており、
前記バイアスファブリックは、前記縦及び横編み糸の一つ以上の層に対して傾斜した角度で複数の編み糸を交互織りすることで形成され、
織られたプレフォームにマトリクス材を含浸させるステップを備える製造方法。
【請求項28】
ファブリックを三次元的に織ることにより織られたプレフォームの第2部分を形成するステップと、
前記第2部分を前記第1部分に取り付けるステップと、
を更に備える請求項27に記載の方法。
【請求項29】
中枢ファブリックと前記バイアスファブリックの複数の交互層を層にすることにより織られたプレフォームの第3部分を形成するステップを更に備え、
前記中枢ファブリックは、当該中枢織りファブリックに平坦な曲面構成を与えるための曲がった縦編み糸を生成するために中枢織りファブリックの一側端から他方の側端まで複数の縦編み糸の差動ファブリック巻上げ又は縦糸操舵を行うことにより形成される請求項28に記載の方法。
【請求項30】
前記バイアスファブリックが、+/−45°で織られた平坦なファブリック、或いはスリット組編み管である請求項27に記載の方法。
【請求項31】
前記複合構造物が、タービン送風機ケース、ジェットエンジン収納リング、航空機胴体フレーム、航空機窓枠、又はエンジン室を航空機用エンジンに取り付けるためのフランジ付きリングである請求項27に記載の方法。
【請求項32】
前記プレフォームが軸対称及び/又は非軸対称の形状を有する請求項27に記載の方法。
【請求項33】
前記バイアスファブリックが連続的或いは不連続的に作られている請求項27に記載の方法。
【請求項34】
前記第1、第2及び第3部分が、カーボン、ナイロン、レーヨン、ポリエステル、ガラス繊維、綿、ガラス、セラミック、アラミド及びポリエチレンからなるグループから選択された材料で作られている請求項29に記載の方法。
【請求項35】
前記含浸が、樹脂膜注入(RFI)、樹脂トランスファ成形、及び化学蒸気濾過からなるグループから選択される請求項27に記載の複合構造物。
【請求項36】
前記マトリクス材料が、エポキシ、ポリエステル、ビニルエステル、セラミック及びカーボンから成るグループより選択される請求項27に記載の複合構造物。
【請求項37】
材料の織られたフォームの三以上の異なるタイプを備えるプレフォームで補強された三次元複合構造物。
【図2】

【図3A】
【図3B】
【図4】
【図5】
【図6(a)】
【図6(b)】
【図7】
【図8】
【図9】
【図10】
【図3A】
【図3B】
【図4】
【図5】
【図6(a)】
【図6(b)】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2011−516294(P2011−516294A)
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願番号】特願2010−546843(P2010−546843)
【出願日】平成21年2月9日(2009.2.9)
【国際出願番号】PCT/US2009/033521
【国際公開番号】WO2009/102650
【国際公開日】平成21年8月20日(2009.8.20)
【出願人】(508135080)アルバニー エンジニアード コンポジッツ インコーポレイテッド (16)
【Fターム(参考)】
【公表日】平成23年5月26日(2011.5.26)
【国際特許分類】
【出願日】平成21年2月9日(2009.2.9)
【国際出願番号】PCT/US2009/033521
【国際公開番号】WO2009/102650
【国際公開日】平成21年8月20日(2009.8.20)
【出願人】(508135080)アルバニー エンジニアード コンポジッツ インコーポレイテッド (16)
【Fターム(参考)】
[ Back to top ]