
複合樹脂シート及び複合樹脂シートの成型方法
【課題】金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、金属蒸着層の上にさらに二軸延伸PETを積層したもので、金属蒸着フィルムの基材となる樹脂部分が伸びにくいことから、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくく意匠性に優れた複合樹脂シート及び複合樹脂シートの成型方法及び該複合樹脂を用いてなる加飾部材を提供する。
【解決手段】金属蒸着フィルム10を接着層20を介して透明の樹脂シート22に積層した複合樹脂シート1で、金属蒸着フィルムが、二軸延伸PET12aに金属蒸着層14を設け、金属蒸着層14の上にさらに二軸延伸PET12bを積層したもの。
【解決手段】金属蒸着フィルム10を接着層20を介して透明の樹脂シート22に積層した複合樹脂シート1で、金属蒸着フィルムが、二軸延伸PET12aに金属蒸着層14を設け、金属蒸着層14の上にさらに二軸延伸PET12bを積層したもの。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加飾用のシートとして好適に使用される複合樹脂シート及び複合樹脂シートの成型方法に関する。
【背景技術】
【0002】
従来より、自動車部品、電子機器、建材等の加飾部材の加飾用のシートとして、金属蒸着フィルムと樹脂シートが複合化された複合樹脂シートが用いられている。この複合樹脂シートとしては、例えば特許文献1に示されるようなものがある。この特許文献1に示される複合樹脂シートの金属蒸着フィルムは、樹脂製のベールフィルムの片面に金属蒸着層が形成されたものである。また、特許文献1の金属蒸着フィルムの基材となるベースフィルムには、延伸性に優れた材料が選択的に用いられている。また、金属蒸着層を形成する金属としては、アルミニウムやクロムのような単一の金属、これらの合金又は化合物が用いられ、単一層となっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−735号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の複合樹脂シートに用いられている金属蒸着フィルムは、延伸性を有していることから、立体成型時に基材が伸びやすく金属蒸着層にクラックが入りやすいために、均一な意匠面を維持しにくく、意匠性に劣る。
【0005】
本発明は、このような事情に鑑みてなされたもので、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくく意匠性に優れた複合樹脂シート、複合樹脂シートの成型方法及び該複合樹脂を用いてなる加飾部材を提供することにある。
【課題を解決するための手段】
【0006】
請求項1記載の複合樹脂シートは、金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートで、金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、金属蒸着層の上にさらに二軸延伸PETを積層したものであることを特徴とする。
【0007】
請求項2記載の複合樹脂シートは、金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることを特徴とする。
【0008】
請求項3記載の複合樹脂シートは、樹脂シートの金属蒸着フィルムとは反対の面に加飾フィルムを備えることを特徴とする。
【0009】
請求項4記載の複合樹脂シートは、加飾フィルムが、ホログラムフィルムであることを特徴とする。
【0010】
請求項5記載の複合樹脂シートの成型方法は、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを、接着層を介して透明の樹脂シートに積層した複合樹脂シートを、真空成型することを特徴とする。
【0011】
請求項6記載の複合樹脂シートの成型方法は、真空成型として、圧空成型又はプラグアシスト成型することを特徴とする。
【0012】
請求項7記載の複合樹脂シートの成型方法は、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することを特徴とする。
【0013】
請求項8記載の加飾部材は、請求項1〜請求項8のいずれかに記載の複合樹脂シートを用いてなる。
【発明の効果】
【0014】
請求項1の発明によれば、金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、金属蒸着層の上にさらに二軸延伸PETを積層したもので、金属蒸着フィルムの基材となる樹脂部分が伸びにくいことから、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくい、優れた意匠性を確保することが容易である。
【0015】
請求項2の発明によれば、金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることから、従来の金属蒸着層に用いられる金属とは異なった特殊な発色の外観を形成することができると共に、多層蒸着することにより立体成型時の金属蒸着フィルムの金属蒸着層のクラックを抑え、優れた意匠性を確保することが容易である。
【0016】
請求項3及び請求項4の発明によれば、樹脂シートの金属蒸着フィルムとは反対の面に加飾フィルムを備えることから、より自由度に富む意匠性を形成させることが可能である。
【0017】
請求項5の発明によれば、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートを、真空成型することから、複合樹脂シートを容易に立体成型することができる。
【0018】
請求項6の発明によれば、真空成型として、圧空成型又はプラグアシスト成型することから、金属蒸着フィルムが延伸性に優れなくても、複合樹脂シートを容易に立体成型することができる。
【0019】
請求項7の発明によれば、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することから、金属蒸着フィルムが延伸性に優れなくても、複合樹脂シートを容易に立体成型することができる。
【0020】
請求項8の発明によれば、意匠性に優れた加飾部材を提供することが可能である。
【図面の簡単な説明】
【0021】
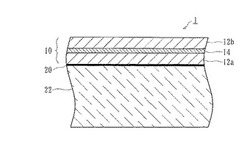
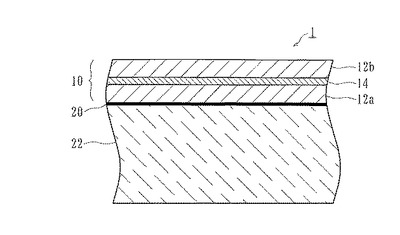
【図1】本発明に係る複合樹脂シートの実施例を示す断面図である。
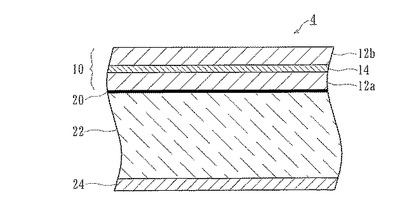
【図2】本発明に係る複合樹脂シートの他の実施例を示す断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の形態について図面を参照しながら具体的に説明する。図1は、本発明に係る複合樹脂シートの実施例を示す断面図である。図2は、本発明に係る複合樹脂シートの他の実施例を示す断面図である。本発明の形態における複合樹脂シート1は、金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートで、平板を所望の形状にカットする他、成型加工を施すことにより立体形状とするものである。
【0023】
図1における複合樹脂シート1は、金属蒸着フィルム10、接着層20及び樹脂シート22で構成されている。金属蒸着フィルム10は、30μm程度の厚みのフィルムで、約15μmの二軸延伸PET(polyethylene terephthalate)12aに金属蒸着層14を設け、金属蒸着層14の上にさらに約15μmの二軸延伸PET12bを積層したものである。金属蒸着層14は、チタン及び又はジルコニウム等の金属を多層蒸着したもので、金色(金属色)に輝くような条件で蒸着している。
【0024】
樹脂シート22は、透明な樹脂板で、PET、PMMA(Polymethylmethacrylate)、PC(Polycarbonate)等の樹脂製である。樹脂シート22の厚みは、0.3〜5mm程度である。接着層20は、透明性を有し、金属蒸着フィルム10と樹脂シート22とを接着可能な接着剤である。尚、接着層20を構成する接着剤は、後述する成型を考慮すると、熱可塑性を有することが望ましい。
【0025】
次に、複合樹脂シート1の製造及び成型の一例を説明する。まず、樹脂シート22に接着層20を介して金属蒸着フィルム10を貼付して、複合樹脂シート1を作る。当初、複合樹脂シート1は平板であるが、平板のままで所望のサイズや形状にカットして、そのまま用いることも可能である。立体形状に成型したい場合には、予め所望のサイズや形状にカットした複合樹脂シート1に成型を施す。金属蒸着フィルム10が二軸延伸PET12aを用いているために伸びにくいため、通常の成型方法ではなく、真空成型するようにする。真空成型とは、具体的には、高圧成型である圧空成型やプラグアシスト成型等である。圧空成型では、加熱軟化させた複合樹脂シート1を真空状態で型に吸引しつつ、圧縮空気により複合樹脂シート1を型に押しつけるようにする。また、プラグアシスト成型では、加熱軟化させた複合樹脂シート1を真空状態で型に吸引しつつ、補助型(プラグ)で複合樹脂シート1を型に押しつけるようにする。
【0026】
以上のように、本実施の形態の複合樹脂シート1は、金属蒸着フィルム10が、二軸延伸PET12aに金属蒸着層14を設け、金属蒸着層14の上にさらに二軸延伸PET12bを積層したものであることから、金属蒸着フィルム10の基材となる樹脂部分の二軸延伸PET12a,12bが伸びにくいことから、立体成型時に金属蒸着フィルム10の金属蒸着層14にクラックが入りにくい、優れた意匠性を確保することが容易である。
【0027】
また、金属蒸着フィルム10の金属蒸着層14が、チタン及び又はジルコニウムを多層蒸着したもので、従来の金属蒸着層に用いられる金属とは異なった特殊な発色の外観を形成することができると共に、多層蒸着することにより立体成型時の金属蒸着フィルム10の金属蒸着層14のクラックを抑え、優れた意匠性を確保することが容易である。従来にない特殊な発色の外観としては、例えば、ハーフミラー状がある。
【0028】
さらに、複合樹脂シート1を、真空成型することから、複合樹脂シート1を容易に立体成型することができる。また、真空成型として、圧空成型又はプラグアシスト成型することで、金属蒸着フィルム10が延伸性に優れなくても、複合樹脂シート1を容易に立体成型することができる。
【0029】
上述の複合樹脂シート1の製造及び成型の例では、予め複合樹脂シート1を製造しておき、その後に複合樹脂シート1を成型する方法を説明したが、他の方法により成型された複合樹脂シート1を得るようにしてもよい。具体的には、例えば、必要に応じて予め予備成型を施した金属蒸着フィルム10に対して樹脂シート22を形成する樹脂を射出成型するようにする。この場合の接着層20は、塗布された接着剤によってもよいし、樹脂シート22の一部が接着剤として機能して形成されてもよい。透明樹脂を射出成型することから、金属蒸着フィルム10が延伸性に優れなくても、複合樹脂シート1を容易に立体成型することができる。
【0030】
また、複合樹脂シート1の裏面に図2に示すように加飾フィルムであるホログラムフィルム24を貼付する又は積層させて複合樹脂シート4を作ることも可能である。加飾フィルムとしては、ホログラムフィルム24の他、カラーフイルムや写真印刷フィルムや各種の色彩・図柄等をあしらった物等がある。このように、樹脂シート22の金属蒸着フィルム10とは反対の面にホログラムフィルム24等の加飾フィルムを設けることで、より自由度に富む意匠性を形成させることが可能である。尚、複合樹脂シート4の成型方法に関しては、複合樹脂シート1の場合と同様である。
【0031】
また、上述の複合樹脂シート1,4を成型した加飾部材としては、自動車部品、電子機器、建材等がある。しかしながら、加飾部材は、これらに限られるものではなく、薄板状の樹脂材によって成形されるものであればよい。本実施の形態の複合樹脂シート1,4を用いれば、意匠性に優れた加飾部材を提供することが可能である。
【産業上の利用可能性】
【0032】
以上のように、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくく意匠性に優れた複合樹脂シート、複合樹脂シートの成型方法及び該複合樹脂を用いてなる加飾部材を提供することができる。
【符号の説明】
【0033】
1・・・・・複合樹脂シート
4・・・・・複合樹脂シート
10・・・・金属蒸着フィルム
12a・・・二軸延伸PET
12b・・・二軸延伸PET
14・・・・金属蒸着層
20・・・・接着層
22・・・・樹脂シート
24・・・・ホログラムフィルム
【技術分野】
【0001】
本発明は、加飾用のシートとして好適に使用される複合樹脂シート及び複合樹脂シートの成型方法に関する。
【背景技術】
【0002】
従来より、自動車部品、電子機器、建材等の加飾部材の加飾用のシートとして、金属蒸着フィルムと樹脂シートが複合化された複合樹脂シートが用いられている。この複合樹脂シートとしては、例えば特許文献1に示されるようなものがある。この特許文献1に示される複合樹脂シートの金属蒸着フィルムは、樹脂製のベールフィルムの片面に金属蒸着層が形成されたものである。また、特許文献1の金属蒸着フィルムの基材となるベースフィルムには、延伸性に優れた材料が選択的に用いられている。また、金属蒸着層を形成する金属としては、アルミニウムやクロムのような単一の金属、これらの合金又は化合物が用いられ、単一層となっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10−735号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の複合樹脂シートに用いられている金属蒸着フィルムは、延伸性を有していることから、立体成型時に基材が伸びやすく金属蒸着層にクラックが入りやすいために、均一な意匠面を維持しにくく、意匠性に劣る。
【0005】
本発明は、このような事情に鑑みてなされたもので、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくく意匠性に優れた複合樹脂シート、複合樹脂シートの成型方法及び該複合樹脂を用いてなる加飾部材を提供することにある。
【課題を解決するための手段】
【0006】
請求項1記載の複合樹脂シートは、金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートで、金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、金属蒸着層の上にさらに二軸延伸PETを積層したものであることを特徴とする。
【0007】
請求項2記載の複合樹脂シートは、金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることを特徴とする。
【0008】
請求項3記載の複合樹脂シートは、樹脂シートの金属蒸着フィルムとは反対の面に加飾フィルムを備えることを特徴とする。
【0009】
請求項4記載の複合樹脂シートは、加飾フィルムが、ホログラムフィルムであることを特徴とする。
【0010】
請求項5記載の複合樹脂シートの成型方法は、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを、接着層を介して透明の樹脂シートに積層した複合樹脂シートを、真空成型することを特徴とする。
【0011】
請求項6記載の複合樹脂シートの成型方法は、真空成型として、圧空成型又はプラグアシスト成型することを特徴とする。
【0012】
請求項7記載の複合樹脂シートの成型方法は、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することを特徴とする。
【0013】
請求項8記載の加飾部材は、請求項1〜請求項8のいずれかに記載の複合樹脂シートを用いてなる。
【発明の効果】
【0014】
請求項1の発明によれば、金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、金属蒸着層の上にさらに二軸延伸PETを積層したもので、金属蒸着フィルムの基材となる樹脂部分が伸びにくいことから、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくい、優れた意匠性を確保することが容易である。
【0015】
請求項2の発明によれば、金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることから、従来の金属蒸着層に用いられる金属とは異なった特殊な発色の外観を形成することができると共に、多層蒸着することにより立体成型時の金属蒸着フィルムの金属蒸着層のクラックを抑え、優れた意匠性を確保することが容易である。
【0016】
請求項3及び請求項4の発明によれば、樹脂シートの金属蒸着フィルムとは反対の面に加飾フィルムを備えることから、より自由度に富む意匠性を形成させることが可能である。
【0017】
請求項5の発明によれば、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートを、真空成型することから、複合樹脂シートを容易に立体成型することができる。
【0018】
請求項6の発明によれば、真空成型として、圧空成型又はプラグアシスト成型することから、金属蒸着フィルムが延伸性に優れなくても、複合樹脂シートを容易に立体成型することができる。
【0019】
請求項7の発明によれば、二軸延伸PETに金属蒸着層を設けると共に金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することから、金属蒸着フィルムが延伸性に優れなくても、複合樹脂シートを容易に立体成型することができる。
【0020】
請求項8の発明によれば、意匠性に優れた加飾部材を提供することが可能である。
【図面の簡単な説明】
【0021】
【図1】本発明に係る複合樹脂シートの実施例を示す断面図である。
【図2】本発明に係る複合樹脂シートの他の実施例を示す断面図である。
【発明を実施するための形態】
【0022】
以下、本発明の形態について図面を参照しながら具体的に説明する。図1は、本発明に係る複合樹脂シートの実施例を示す断面図である。図2は、本発明に係る複合樹脂シートの他の実施例を示す断面図である。本発明の形態における複合樹脂シート1は、金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートで、平板を所望の形状にカットする他、成型加工を施すことにより立体形状とするものである。
【0023】
図1における複合樹脂シート1は、金属蒸着フィルム10、接着層20及び樹脂シート22で構成されている。金属蒸着フィルム10は、30μm程度の厚みのフィルムで、約15μmの二軸延伸PET(polyethylene terephthalate)12aに金属蒸着層14を設け、金属蒸着層14の上にさらに約15μmの二軸延伸PET12bを積層したものである。金属蒸着層14は、チタン及び又はジルコニウム等の金属を多層蒸着したもので、金色(金属色)に輝くような条件で蒸着している。
【0024】
樹脂シート22は、透明な樹脂板で、PET、PMMA(Polymethylmethacrylate)、PC(Polycarbonate)等の樹脂製である。樹脂シート22の厚みは、0.3〜5mm程度である。接着層20は、透明性を有し、金属蒸着フィルム10と樹脂シート22とを接着可能な接着剤である。尚、接着層20を構成する接着剤は、後述する成型を考慮すると、熱可塑性を有することが望ましい。
【0025】
次に、複合樹脂シート1の製造及び成型の一例を説明する。まず、樹脂シート22に接着層20を介して金属蒸着フィルム10を貼付して、複合樹脂シート1を作る。当初、複合樹脂シート1は平板であるが、平板のままで所望のサイズや形状にカットして、そのまま用いることも可能である。立体形状に成型したい場合には、予め所望のサイズや形状にカットした複合樹脂シート1に成型を施す。金属蒸着フィルム10が二軸延伸PET12aを用いているために伸びにくいため、通常の成型方法ではなく、真空成型するようにする。真空成型とは、具体的には、高圧成型である圧空成型やプラグアシスト成型等である。圧空成型では、加熱軟化させた複合樹脂シート1を真空状態で型に吸引しつつ、圧縮空気により複合樹脂シート1を型に押しつけるようにする。また、プラグアシスト成型では、加熱軟化させた複合樹脂シート1を真空状態で型に吸引しつつ、補助型(プラグ)で複合樹脂シート1を型に押しつけるようにする。
【0026】
以上のように、本実施の形態の複合樹脂シート1は、金属蒸着フィルム10が、二軸延伸PET12aに金属蒸着層14を設け、金属蒸着層14の上にさらに二軸延伸PET12bを積層したものであることから、金属蒸着フィルム10の基材となる樹脂部分の二軸延伸PET12a,12bが伸びにくいことから、立体成型時に金属蒸着フィルム10の金属蒸着層14にクラックが入りにくい、優れた意匠性を確保することが容易である。
【0027】
また、金属蒸着フィルム10の金属蒸着層14が、チタン及び又はジルコニウムを多層蒸着したもので、従来の金属蒸着層に用いられる金属とは異なった特殊な発色の外観を形成することができると共に、多層蒸着することにより立体成型時の金属蒸着フィルム10の金属蒸着層14のクラックを抑え、優れた意匠性を確保することが容易である。従来にない特殊な発色の外観としては、例えば、ハーフミラー状がある。
【0028】
さらに、複合樹脂シート1を、真空成型することから、複合樹脂シート1を容易に立体成型することができる。また、真空成型として、圧空成型又はプラグアシスト成型することで、金属蒸着フィルム10が延伸性に優れなくても、複合樹脂シート1を容易に立体成型することができる。
【0029】
上述の複合樹脂シート1の製造及び成型の例では、予め複合樹脂シート1を製造しておき、その後に複合樹脂シート1を成型する方法を説明したが、他の方法により成型された複合樹脂シート1を得るようにしてもよい。具体的には、例えば、必要に応じて予め予備成型を施した金属蒸着フィルム10に対して樹脂シート22を形成する樹脂を射出成型するようにする。この場合の接着層20は、塗布された接着剤によってもよいし、樹脂シート22の一部が接着剤として機能して形成されてもよい。透明樹脂を射出成型することから、金属蒸着フィルム10が延伸性に優れなくても、複合樹脂シート1を容易に立体成型することができる。
【0030】
また、複合樹脂シート1の裏面に図2に示すように加飾フィルムであるホログラムフィルム24を貼付する又は積層させて複合樹脂シート4を作ることも可能である。加飾フィルムとしては、ホログラムフィルム24の他、カラーフイルムや写真印刷フィルムや各種の色彩・図柄等をあしらった物等がある。このように、樹脂シート22の金属蒸着フィルム10とは反対の面にホログラムフィルム24等の加飾フィルムを設けることで、より自由度に富む意匠性を形成させることが可能である。尚、複合樹脂シート4の成型方法に関しては、複合樹脂シート1の場合と同様である。
【0031】
また、上述の複合樹脂シート1,4を成型した加飾部材としては、自動車部品、電子機器、建材等がある。しかしながら、加飾部材は、これらに限られるものではなく、薄板状の樹脂材によって成形されるものであればよい。本実施の形態の複合樹脂シート1,4を用いれば、意匠性に優れた加飾部材を提供することが可能である。
【産業上の利用可能性】
【0032】
以上のように、立体成型時に金属蒸着フィルムの金属蒸着層にクラックが入りにくく意匠性に優れた複合樹脂シート、複合樹脂シートの成型方法及び該複合樹脂を用いてなる加飾部材を提供することができる。
【符号の説明】
【0033】
1・・・・・複合樹脂シート
4・・・・・複合樹脂シート
10・・・・金属蒸着フィルム
12a・・・二軸延伸PET
12b・・・二軸延伸PET
14・・・・金属蒸着層
20・・・・接着層
22・・・・樹脂シート
24・・・・ホログラムフィルム
【特許請求の範囲】
【請求項1】
金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートにおいて、
該金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、該金属蒸着層の上にさらに二軸延伸PETを積層したものであることを特徴とする複合樹脂シート。
【請求項2】
前記金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることを特徴とする請求項1記載の複合樹脂シート。
【請求項3】
前記樹脂シートの前記金属蒸着フィルムとは反対の面に加飾フィルムを備えることを特徴とする請求項1又は請求項2記載の複合樹脂シート。
【請求項4】
前記加飾フィルムが、ホログラムフィルムであることを特徴とする請求項3記載の複合樹脂シート。
【請求項5】
二軸延伸PETに金属蒸着層を設けると共に該金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを、接着層を介して透明の樹脂シートに積層した複合樹脂シートを、
真空成型することを特徴とする複合樹脂シートの成型方法。
【請求項6】
前記真空成型として、圧空成型又はプラグアシスト成型することを特徴とする請求項5記載の複合樹脂シートの成型方法。
【請求項7】
二軸延伸PETに金属蒸着層を設けると共に該金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することを特徴とする複合樹脂シートの成型方法。
【請求項8】
請求項1〜請求項7のいずれかに記載の複合樹脂シートを用いてなる加飾部材。
【請求項1】
金属蒸着フィルムを接着層を介して透明の樹脂シートに積層した複合樹脂シートにおいて、
該金属蒸着フィルムが、二軸延伸PETに金属蒸着層を設け、該金属蒸着層の上にさらに二軸延伸PETを積層したものであることを特徴とする複合樹脂シート。
【請求項2】
前記金属蒸着フィルムの金属蒸着層が、チタン及び又はジルコニウムを多層蒸着したものであることを特徴とする請求項1記載の複合樹脂シート。
【請求項3】
前記樹脂シートの前記金属蒸着フィルムとは反対の面に加飾フィルムを備えることを特徴とする請求項1又は請求項2記載の複合樹脂シート。
【請求項4】
前記加飾フィルムが、ホログラムフィルムであることを特徴とする請求項3記載の複合樹脂シート。
【請求項5】
二軸延伸PETに金属蒸着層を設けると共に該金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムを、接着層を介して透明の樹脂シートに積層した複合樹脂シートを、
真空成型することを特徴とする複合樹脂シートの成型方法。
【請求項6】
前記真空成型として、圧空成型又はプラグアシスト成型することを特徴とする請求項5記載の複合樹脂シートの成型方法。
【請求項7】
二軸延伸PETに金属蒸着層を設けると共に該金属蒸着層の上にさらに二軸延伸PETを積層した金属蒸着フィルムに対し、透明樹脂を射出成型することを特徴とする複合樹脂シートの成型方法。
【請求項8】
請求項1〜請求項7のいずれかに記載の複合樹脂シートを用いてなる加飾部材。
【図1】


【図2】
【図2】
【公開番号】特開2011−56675(P2011−56675A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−205681(P2009−205681)
【出願日】平成21年9月7日(2009.9.7)
【出願人】(509251556)不二化成品株式会社 (2)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月7日(2009.9.7)
【出願人】(509251556)不二化成品株式会社 (2)
【Fターム(参考)】
[ Back to top ]