
複合物品の製造方法
【課題】飛行機部品又はボート部品のような複合物品の製造方法が提供される。
【解決手段】この方法では、S1複数のプリプレグ30及び1以上のミクロポーラス通気膜55を含むプリプレグレイアップ80を調製し、S2プリプレグレイアップ80をガス不透過性真空バッグ65で包囲し、S3ガス不透過性真空バッグ65で包囲された体積を排気して複数のプリプレグ30を予備圧密化し、S4複数のプリプレグ30を圧密化し、S5排気を停止する。
【解決手段】この方法では、S1複数のプリプレグ30及び1以上のミクロポーラス通気膜55を含むプリプレグレイアップ80を調製し、S2プリプレグレイアップ80をガス不透過性真空バッグ65で包囲し、S3ガス不透過性真空バッグ65で包囲された体積を排気して複数のプリプレグ30を予備圧密化し、S4複数のプリプレグ30を圧密化し、S5排気を停止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に複合物品の製造方法に関する。より詳細には、本発明は、特に限定されないが、自動車部品、飛行機部品、ボート部品、ヘリコプター部品、スポーツ及びレジャー用品などを始めとする複合物品の製造方法に関する。
【先行技術文献】
【特許文献】
【0002】
【特許文献1】米国特許第6228477号
【発明の概要】
【発明が解決しようとする課題】
【0003】
複合材料及びこれを含む物品の利益に対する関心、また産業、並びにスポーツ及びレジャーから高性能の航空宇宙用部品までの多岐にわたる複合物品の応用に対する関心がある。
【課題を解決するための手段】
【0004】
本開示の第1の態様は複合物品の製造方法を提供し、この方法は、複数のプリプレグ及び1以上のミクロポーラス通気膜を含むプリプレグレイアップを調製し、プリプレグレイアップをガス不透過性真空バッグで包囲し、ガス不透過性真空バッグで包囲された体積を排気して複数のプリプレグを予備圧密化し、複数のプリプレグを圧密化し、排気を停止することを含む。
【0005】
本開示の第2の態様は、複合物品の製造方法であって、複合物品の形状を有する型(モールド)上で複数のプリプレグをレイアップし、複数のプリプレグをブリーダーファブリックで被覆し、ブリーダーファブリックを1以上のミクロポーラス通気膜で被覆し、複数のプリプレグ、ブリーダーファブリック、及び1以上のミクロポーラス通気膜を有する型をガス不透過性真空バッグで包囲し、ガス不透過性真空バッグで包囲された体積を排気して複数のプリプレグを予備圧密化し、複数のプリプレグを圧密化し、排気を停止することを含む方法を提供する。
【0006】
本発明の上記及びその他の特徴は、本発明の様々な実施形態を示す添付の図面を参照した本発明の様々な態様に関する以下の詳細な説明からより容易に理解されるであろう。
【図面の簡単な説明】
【0007】
【図1】図1は、本発明に係る複合物品の製造方法の一実施形態のフローチャートを示す。
【図2】図2は、本発明に係る複合物品の製造方法の一実施形態の真空バッグレイアップの部分断面図を示す。
【図3】図3は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の部分断面図を示す。
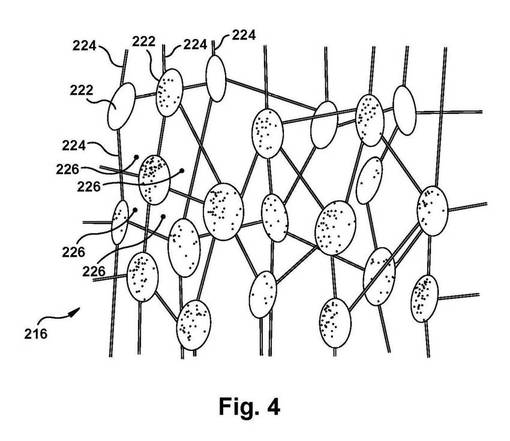
【図4】図4は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の拡大部分断面図を示す。
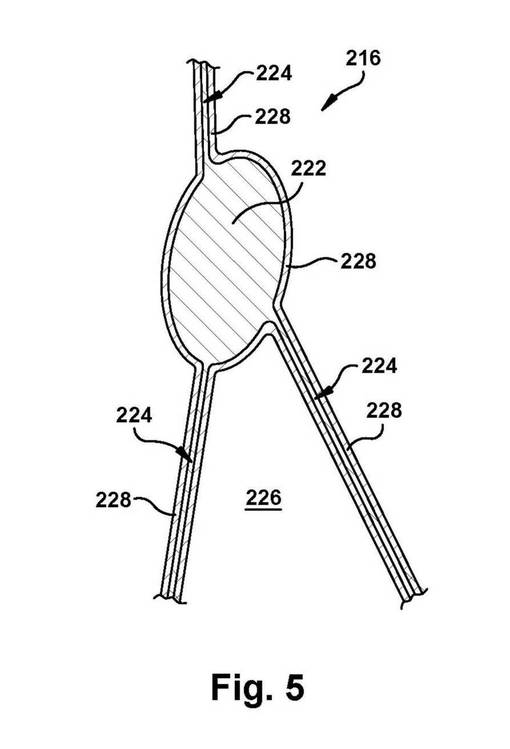
【図5】図5は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の一部分の大きく拡大した断面図を示す。
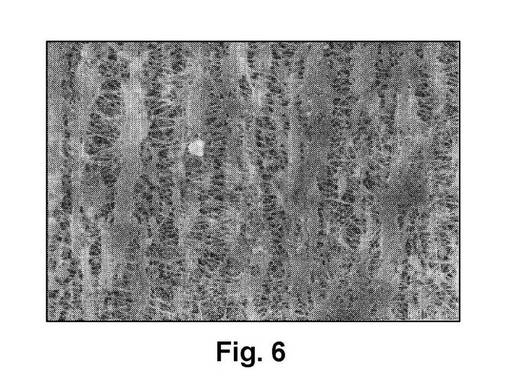
【図6】図6は、本発明による、疎油性処理の前の延伸フルオロポリマー膜の一実施形態の走査型電子顕微鏡(SEM)画像を示す。
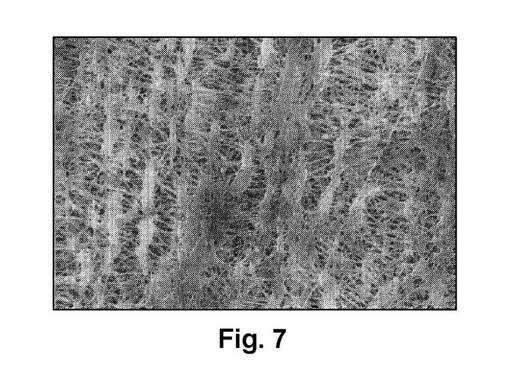
【図7】図7は、本発明による、疎油性処理の後の延伸フルオロポリマー膜の一実施形態のSEM画像を示す。
【発明を実施するための形態】
【0008】
プリプレグを使用して複合物品を製造する現在の方法では、一般に、各々のプリプレグが未硬化の樹脂に封入された強化用フィラメントを含む複数のプリプレグを適切な型上にレイアップし、このプリプレグ層を製織通気性布(通気性織布)で被覆し、レイアップしたプリプレグと製織通気性布をガス不透過性真空バッグで包囲し、真空バッグで包囲された体積を排気すると共に、プリプレグを予備圧密化するのに充分な時間プリプレグを室温に維持し、プリプレグ中の樹脂が充分に流動性になってプリプレグの融合と成形が起こりその後樹脂がゲル化できるように十分高い温度までプリプレグの温度を徐々に上昇させ(この工程は通常プリプレグを圧密化させるようにオートクレーブ内で行う)、温度を低下させた後、排気を中止し、こうして形成された複合物品を型から取り出す。
【0009】
以上の方法は高品質の複合物品の生産及び高性能用途では完全に有効ではないことがある。通例、製造プロセス中に、製織通気性布が樹脂に浸されるようになり、樹脂の揮発性成分が脱出するための通路を提供することができなくなる。揮発性成分やオフガスが存在すると、複合物品中に不必要な気孔が生成する可能性がある。
【0010】
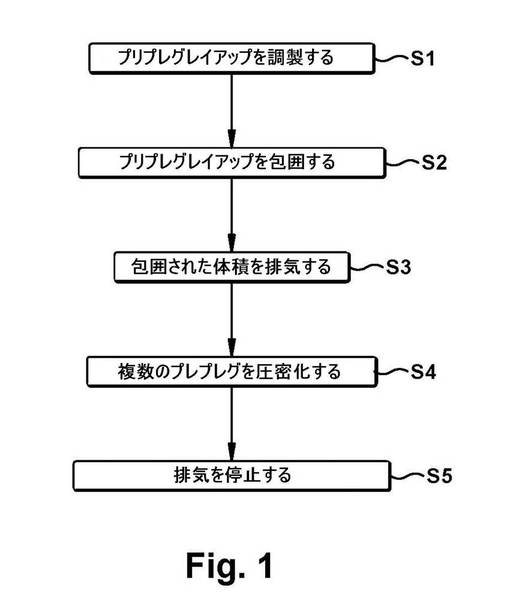
図1を参照すると、複合物品の製造方法の一実施形態が示されている。この方法では、工程S1で、複数のプリプレグと1以上のミクロポーラス通気膜を含むプリプレグレイアップを調製し、工程S2で、プリプレグレイアップをガス不透過性真空バッグで包囲し、工程S3で、ガス不透過性真空バッグで包囲された体積を排気して、複数のプリプレグを予備(的に)圧密化し、工程S4で、複数のプリプレグを圧密化し、工程S5で排気を停止する。
【0011】
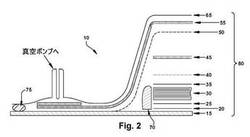
図2を参照すると、複合物品の製造方法の一実施形態の真空バッグレイアップ10の部分断面図が示されている。真空バッグレイアップ10は簡明にするためにその全体が示されてはいないが、当業者には本明細書に記載の真空バッグレイアップ10全体の構造が認識されるであろう。
【0012】
一実施形態では、真空バッグレイアップ10は、第1の剥離フィルム40、ブリーダーファブリック45、第2の剥離フィルム50、ミクロポーラス通気膜55、真空バッグ65、エッジダム70、及びシール75を含み得る。離型剤20、第1の剥離層25、複数のプリプレグ30、第2の剥離層35、第1の剥離フィルム40、ブリーダーファブリック45、第2の剥離フィルム50、及びミクロポーラス通気膜55は一緒になって、プリプレグレイアップ80とも呼ばれる部分を形成する。プリプレグレイアップ80及び型15を覆って密封された真空バッグ65は真空バッグレイアップ10とも呼ばれる。
【0013】
図1と図2を参照すると、複合物品の製造方法の一実施形態が示されている。プリプレグレイアップを調製する工程S1で、型15は、製造される複合物品の形状で準備し選択することができる。一実施形態では、型15は、自動車部品、飛行機部品、ヘリコプター部品、鉄道列車部品、風車部品、ボート部品、海底油田基盤の部品、航空宇宙部品、並びにスポーツ及びレジャー用品からなる群から選択される形状を有することができる。別の実施形態では、型は、ノーズコーン、着陸装置フラップ、エンジンケーシング、スラット、補助翼、昇降舵、方向舵、水平尾翼、垂直安定板、及びスポイラーのような飛行機部品の群から選択される形状を有し得る。さらに別の実施形態では、型は、甲板及び船体のようなボート部品の群から選択される形状を有していてもよい。当業者には、複合物品を製造するために複数のプリプレグをレイアップする方法と適合するあらゆる部品形状の型が本発明の方法に包含されるということが分かるであろう。本明細書に記載の型上に複数のプリプレグをレイアップする方法は当技術分野で周知である。
【0014】
次に、製造方法が完了した後に複合物品を型15から容易に取り外すことができるように、型15に離型剤20を塗布することができる。一実施形態では、離型剤20は蒸着用に設計された特別に準備された部屋でブラシ、セルロースパッド、又はエアゾールにより塗布することができる。離型剤20は第1の剥離層25で被覆することができる。第1の剥離層25は、本明細書に記載の硬化プロセス中揮発性物質及び過剰の樹脂の自由な通過を可能にすることができる。第1の剥離層25はまた、複合物品の接合可能及び/又は塗装可能な表面を得るために除去してもよい。複合物品の製造プロセスにおける離型剤、剥離層、及びそれらの使用は当技術分野で周知である。
【0015】
型15、離型剤20、及び第1の剥離層25を複数のプリプレグ30で被覆することができる。本明細書に記載の複数のプリプレグ30は樹脂(又はマトリックス)と繊維強化材の組合せからなることができる。一実施形態では、複数のプリプレグ30はエポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含み得る。
【0016】
別の実施形態では、複数のプリプレグ30はテトラグリシジルジアミノジフェニルメタン、ビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペート、ノボラック樹脂、及びビスマレイミドからなる群から選択される1種以上の樹脂を含むことができる。エポキシ樹脂としては、例えば、ビスフェノールAとエピクロロヒドリンから得られるビスフェノールA型の樹脂、ノボラック樹脂(フェノールとホルムアルデヒドから製造される)のエピクロロヒドリンによるエポキシド化により得られる樹脂、テトラグリシジルジアミノジフェニルメタンなどの多官能性エポキシ樹脂、及びビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペートなどの脂環式エポキシ樹脂を挙げることができる。
【0017】
複数のプリプレグ30はまた、不飽和ポリエステル樹脂、例えば、オルトフタル酸又はイソフタル酸のような飽和二塩基酸と、マレイン酸無水物又はフマル酸のような不飽和二塩基酸の混合物を、プロピレングリコールのようなジオールと反応させることにより得られる樹脂、及びビスフェノール型又はノボラック型エポキシ樹脂をメタクリル酸と反応させることにより製造される樹脂なども含み得る。フェノール樹脂としては、例えば、フェノールとホルムアルデヒドから製造されるノボラック樹脂などを挙げることができ、ポリイミド樹脂としては、例えば、ビスマレイミドをジアミンと反応させることにより得られる樹脂などを挙げることができる。
【0018】
本発明の方法で使用する本明細書に記載の複数のプリプレグは当技術分野で周知である。当業者には、使用するプリプレグの正確な数が、製造される複合物品の所望の特性に依存し得、当業者が過度の実験をすることなく決定することができるということが認識されるであろう。
【0019】
次に、硬化段階中揮発性物質と過剰の樹脂の自由な通過を可能にするように、複数のプリプレグ30を第2の剥離層35で被覆することができる。剥離層の様々な実施形態と特性を本明細書に記載する。第1の剥離フィルム40を第2の剥離層35に貼付することができる。第1の剥離フィルム40は、複数のプリプレグ30からの樹脂の流れを防止するのに役立ち得、かつ空気と揮発性物質の通過を可能にするためにやや多孔性であり得る。複合物品の製造プロセスにおける剥離フィルム及びこれらの使用は当技術分野で周知である。
【0020】
次に、第1の剥離フィルム40の上にブリーダーファブリック45を載せることができ、これは型15に既に設けられている全ての層を覆うことができる。ブリーダーファブリック40は過剰の樹脂を吸収することができ、既知の繊維体積を有する複合物品が生成するように樹脂の流れを調節するのを補助し得る。一実施形態では、樹脂の流れは、既知の繊維体積の複合物品を製造するために使用するブリーダーファブリックの量によって調節することができる。別の実施形態では、本明細書に記載のブリーダーファブリック40はガラス織物のフェルトであってもよい。本明細書に記載のブリーダーファブリック40は当技術分野で周知である。
【0021】
次に、第2の剥離フィルム50をブリーダーファブリック40上に載せることができる。剥離フィルムの様々な実施形態と特性を本明細書に記載する。
【0022】
本明細書に記載の基礎をなす層を有する第2の剥離フィルム50上にミクロポーラス通気膜55を載せることができる。プリプレグを用いた複合物品の製造方法において様々な層又は膜を互いの上に載せて被覆する方法は当技術分野で周知であり、従って当業者には本明細書に記載のミクロポーラス通気膜55の被覆方法が分かるであろう。当業者には、本明細書に記載の方法において本明細書に記載のミクロポーラス通気膜55を1以上使用してもよいことが認識されるであろう。一実施形態では、ミクロポーラス通気膜55は0.5インチH2Oで0.005立方フィート/分/平方フィートという最小の通気性値を有することができる。別の実施形態では、ミクロポーラス通気膜55は織物を積層して製造プロセス中のミクロポーラス通気膜55の取扱いを改良することができる。
【0023】
ミクロポーラス通気膜55は、特に限定されないが、延伸(e)ポリ(テトラフルオロエチレン)を始めとする延伸(e)フルオロポリマーからなり得る。一実施形態では、eポリ(テトラフルオロエチレン)は疎油処理されていてもよい。疎油処理されたeポリ(テトラフルオロエチレン)膜の様々な特性、実施形態、及びその形成方法は米国特許第6228477号(‘477)(援用によりその全体が本明細書の内容の一部をなす)に記載されている。簡明にするために、そして便宜上、‘477の一部の内容を本明細書に記載する。今後、ミクロポーラス通気膜55は、特に他のものを明記しない限り疎油処理されたeフルオロポリマー膜55を指していう。
【0024】
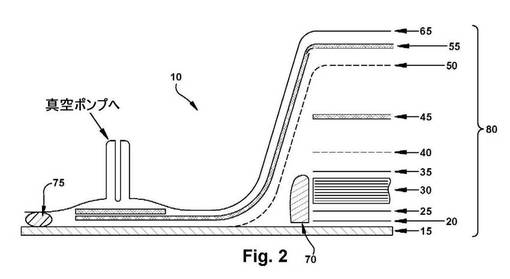
図3、4、及び5を参照すると、疎油処理されたeフルオロポリマー通気性膜55は膜216とコーティング228を含んでいる。膜216はまた対向する主要な面218と220を含んでいる。膜216は多孔性であることができ、多数のフィブリル224により相互に連結された多数の節222を有する三次元マトリックス又は格子型の構造を有することができる。一実施形態では、膜216はミクロポーラスであり得る。別の実施形態では、膜216は延伸(e)ポリ(テトラフルオロエチレン)(ePTFE)からなり得る。
【0025】
当業者は、疎油性材料又は疎油処理した材料から作成されるあらゆる膜が本発明の方法に包含されることを認識するであろう。当業者はまた、疎油性であり得るか又はそのように処理され得るあらゆるフルオロポリマー膜が本発明の方法に包含されることも認識するであろう。節222とフィブリル224の表面は、主要な対向する面218と220との間で膜216を貫通して延在する多数の相互連絡気孔226を画成し得る。膜216は、通気性を損なうことなく高まった疎油性と疎水性の特性が得られるようにして疎油性フルオロポリマー材料を塗布することができる。
【0026】
コーティング228は膜216内の気孔226を画成する節222及びフィブリル224に接着することができる。コーティング228はまた節222及びフィブリル224の殆どの表面に一致することもできる。コーティング228は、油、汗中の体油、脂肪質物質、洗剤様界面活性剤、樹脂、及びその他の汚染性物質のような汚染物質の吸収による汚染に抵抗することにより膜216の疎油性を改良することができる。
【0027】
「濡れ性」の物理的定義は表面エネルギー及び表面張力の概念に基づいている。液体分子はその表面でお互いに引き付け合っている。この引力はこれらの液体分子を互いに引き寄せる傾向がある。表面張力の比較的高い値は、これらの分子が互いに対して強い引力を有しており、これらの分子を引き離すのが比較的困難であることを意味している。この引力は分子のタイプに応じて変わる。例えば、水は、水分子中の引力が水素結合のために比較的高いので、比較的高い表面張力値を有している。フッ素化されたポリマーすなわちフルオロポリマーはフッ素原子の強い電気陰性度のために比較的低い表面張力値を有している。
【0028】
ePTFEから作成された膜216は、膜226の対向する主要な面218及び220に隣接する環境と流体連通する多くの小さい相互に連絡した毛細管様気孔226を含有し得る。従って、膜216のePTFE材料が対象の液体を吸着する性向、並びに対象の液体が気孔226中に吸着されるか否かは、固体の表面エネルギー、液体の表面張力、液体と固体との間の相対接触角、及び毛細管様気孔の大きさすなわち流れ面積の関数である。
【0029】
膜216内の気孔226を画成する表面、並びに主要な対向する面218及び220に疎油性フルオロポリマーを塗布すれば、膜216の実質的に改良された疎油特性を実現することができる。疎油性フルオロポリマー樹脂又は固体の水分散液は、水−混和性湿潤剤、例えばイソプロピルアルコール(IPA)で希釈すると、膜216を濡らし膜216内の気孔226中に入ることができる。疎油性のフルオロポリマーの希釈された分散液は、この希釈された分散液が膜216の気孔226を濡らしその中に吸い込まれるのを可能にする表面張力と相対接触角を有する。ブレンドが膜216内の気孔226に入るのに必要とされ得る湿潤剤の最小の量は希釈された分散液の表面張力及び希釈された分散液と膜216の材料との間の相対接触角に依存する。湿潤剤の最小の量は、異なるブレンド比の液滴を膜216の表面に加え、どの濃度が膜216の気孔226中に即座に吸い込まれるかを観察することにより、過度の実験をすることなく決定することができる。
【0030】
ePTFE膜216における液体の透過に対する抵抗の損失を防止又は最小にするために、膜216の表面エネルギーの値は対象の液体の表面張力の値より低く、相対接触角は90°より大きいであろう。
【0031】
フルオロカーボン側鎖を有するアクリル系ポリマーのような融合した疎油性のフルオロポリマーを使用して膜216に塗布すると膜216の表面エネルギーを低下させることができるので、より少ない液体が膜216を濡らし気孔226に入ることができる。膜216に塗布するのに使用できるフルオロカーボン側鎖を有するアクリル系ポリマーは主として水に分散したペルフルオロアルキルアクリルコポリマーの水−混和性分散液の形態であり得るが、比較的少量のアセトン及びエチレングリコール又はその他の水−混和性溶媒を含有していてもよい。コーティング228は、膜216を貫通して延在する相互連絡気孔226を画成する節222及びフィブリル224の表面上及びその周りに配置することができる。コーティング228は膜216により良好な疎油特性を付与することに加えて膜216の疎水特性を高めることができる。
【0032】
疎油処理されたeフルオロポリマー膜55は比較的高い水蒸気透過速度(MVTR)及び通気性を有し得る。一実施形態では、疎油処理されたeフルオロポリマー膜55は少なくとも1000g/m2/24hrsの水蒸気透過速度(MVTR)を有し得る。別の実施形態では、疎油処理されたeフルオロポリマー膜55は少なくとも1500g/m2/24hrsのMVTRを有し得る。
【0033】
膜216は、PTFE(du PontからTEFLON(登録商標)の名称で入手可能)粒子と潤滑剤の混合物を押し出すことにより作成することができる。次に押出物をカレンダー掛けすることができる。次いで、カレンダー掛けした押出物を引き伸ばし(expanded)、又は延伸して、三次元マトリックス又は格子構造内の粒子又は節を連結するフィブリルを形成する。引き伸ばす(延伸)とは、材料の弾性限界を超えて充分に延伸して延伸される材料のフィブリルに永久歪み又は伸びを導入することを意味する。
【0034】
他の材料及び方法を使用して、膜216を貫通して延在する気孔226を有する適切な多孔性膜216を形成してもよい。例えば、他の適切な材料としては、ポリオレフィン、ポリアミド、ポリエステル、ポリスルホン、ポリエーテル、アクリル及びメタクリルポリマー、ポリスチレン、ポリウレタン、ポリプロピレン、ポリエチレン、セルロース系ポリマー、並びにこれらの組合せがある。
【0035】
節222及びフィブリル224の表面は、互いに流体連通することができ、かつ膜216の対向する面218と220との間で膜216を貫通して延在することができる複数の相互連絡気孔226を画成する。一実施形態では、気孔226の適切な大きさはほぼ0.3ミクロン〜ほぼ10ミクロンの範囲であり得る。別の実施形態では、気孔226の大きさはほぼ1.0ミクロン〜ほぼ5.0ミクロンの範囲であり得る。次に、膜216を加熱して残留応力を低減し最小にすることができる。一実施形態では、膜216は未焼結であっても、部分的に焼結されていても、又は十分に焼結されていてもよい。
【0036】
ePTFE膜216を製造した後、疎油性フルオロポリマーの希釈した分散液を膜216に付けて、気孔226を画成する節222及びフィブリル224の表面を濡らすことができる。疎油性フルオロポリマーコーティング228の厚さ、並びにコーティング228中のフルオロポリマー固体の量及び型は幾つかの要因に依存し得る。これらの要因の中には、節222及びフィブリル224の表面に接着し一致するフルオロポリマー固体の親和性がある。濡れ操作の後、節222及びフィブリル224の表面の実質的に全てが少なくとも部分的に濡れていてもよいし、別の実施形態では全ての節222及びフィブリル224の表面全てが膜216内の気孔226を完全にブロックすることなく完全に濡れていてもよい。
【0037】
膜216の疎油性を増大するためにコーティング228が節222又はフィブリル224の全表面を完全に包む、又は連続である必要はない。一実施形態では、コーティング228は節222又はフィブリル224の全表面を完全に包んでいてもよいし、又は連続であってもよい。完成したコーティング228は、例えば水−混和性湿潤剤中に希釈されたフルオロカーボン側鎖を有するアクリル系ポリマーの水性分散液内の疎油性フルオロポリマー固体を、膜216のできるだけ多くの表面上で融合させた結果として得ることができる。
【0038】
希釈された分散液の疎油性フルオロポリマー固体は噛み合って結合することができ、湿潤剤物質が除去された後に気孔226を画成する節222及びフィブリル224の表面に接着することができる。疎油性フルオロポリマー固体を膜216上で加熱して融合させることにより、疎油処理したeフルオロポリマー膜216は、油や汚染性物質を吸収することによる汚染に対して抵抗性となることができる。加熱操作中、疎油性フルオロポリマー固体の熱運動性により、これらの固体が節222及びフィブリル224の回りで流れ、コーティング228を形成することが可能である。フルオロカーボン側鎖は配向して、節222又はフィブリル224の塗布された表面から離れる方向に延在することができる。こうして融合した疎油性フルオロポリマーにより、疎油処理されたeフルオロポリマー膜55内の気孔226を完全にブロックするか又は遮蔽することがない比較的薄い保護コーティング228を膜216上に得ることができる。疎油処理されたeフルオロポリマー膜55はまた改良されたZ−強度も有し得、すなわち、疎油処理されたeフルオロポリマー膜55は、主要な面18及び20に対して垂直な方向に力がかかったとき、別個の層に分離することに抵抗し得る。
【0039】
フルオロカーボン側鎖を有するアクリル系ポリマーの水性分散液は水、ペルフルオロアルキルアクリルコポリマー、水溶性共溶媒、及びグリコールを含み得る。当業者には、過度の実験をすることなく、同様に水性分散液に含まれ得る他の溶媒、共溶媒、及び界面活性剤が認識されよう。一実施形態では、水性分散液中に使用し得るフルオロカーボン側鎖を有するアクリル系ポリマーの一群は、Zonyl(登録商標)類のフッ素含有分散ポリマー(du Pont製でCIBA Specialty Chemicalsから入手可能)である。別の実施形態では、Zonyl(登録商標)7040を水性分散液中に使用し得る。水性分散液中に使用し得る他の市販されている化学品はMillikenのMillguard(登録商標)、Elf Atochem Foraperle(登録商標)、Asahi Glass and ChemicalのAsahi guard(登録商標)、RepearlTM8040(Mistubishiから入手可能)、並びに3MのScotchgard(登録商標)及びScotchban(登録商標)製品である。
【0040】
フルオロカーボン側鎖を有するアクリル系ポリマーの分散液は、エタノール、イソプロピルアルコール、メタノール、n−プロパノール、n−ブタノール、N−N−ジメチルホルムアミド、メチルエチルケトン、並びに水溶性のe及びp−シリーズグリコールエーテルのような湿潤剤又は溶媒中に希釈することができる。分散液を希釈して、湿潤剤対分散液の重量比をほぼ1:5〜ほぼ20:1の範囲とすることができる。別の実施形態では、この比はほぼ3:1〜ほぼ9:1の範囲であり得る。Zonyl(登録商標)7040水性分散液中の疎油性フルオロポリマー固体の量は20重量(wt)%以下であり得、別の実施形態ではほぼ14wt%〜ほぼ18wt%の範囲であり得る。
【0041】
希釈された分散液は疎油性フルオロポリマー固体をほぼ1.0wt%〜ほぼ10.0wt%の範囲で含有することができる。一実施形態では、この範囲はほぼ2.0wt%〜ほぼ6.0wt%であり得る。得られる希釈された分散液は、この希釈された分散液が膜216内の気孔226を濡らし、最終的には疎油性フルオロポリマー固体で塗布することができるような表面張力・相対接触角特性を有している。疎油性フルオロポリマー固体の平均粒径はほぼ0.15ミクロンであり得る。
【0042】
膜216の処理方法の一実施形態について述べる。この方法では、膜216を貫通して延在する複数の気孔226を画成する表面を有する膜216を準備する。一実施形態では、膜216内の気孔226はミクロポーラスであり得る。別の実施形態では、膜216はePTFEから作成され得る。膜216はロールから巻き戻し、ローラーに載せ、浸漬ローラーの上の保持タンク又はリザーバー中に送ることができる。フルオロカーボン側鎖を有する水−混和性アクリル系ポリマーの希釈された分散液をリザーバーに入れることができる。
【0043】
次に、フルオロカーボン側鎖を有するアクリル系ポリマーの分散液をイソプロピルアルコール又はアセトンのような適切な湿潤剤で希釈することができる。フルオロカーボン側鎖を有するアクリル系ポリマーの分散液は、水−混和性湿潤剤と、フルオロカーボン側鎖を有するアクリル系ポリマーの分散液との比をほぼ1:5〜ほぼ20:1の範囲として希釈することができる。一実施形態では、この比はほぼ3:1〜ほぼ9:1であり得る。次に、この希釈された分散液を、当技術分野で公知の何らかの適切な方法、例えば、ロールコーティング、浸漬(浸し塗り)、噴霧などにより膜216に付けることができる。希釈された分散液は膜216に含浸し、気孔226を画成する節222及びフィブリル224の表面、並びに主要な面18及び20の表面を濡らすことができる。
【0044】
未希釈の分散液は、気孔226を濡らすことができない表面張力と相対接触角を有し得る。希釈された分散液は、イソプロピルアルコールのような湿潤剤中に希釈されたエチレングリコール及び水の中にペルフルオロアルキルアクリルコポリマー固体を所定の比で含有し得る。希釈された分散液は、この希釈された分散液が膜216の全ての表面を濡らすことができるような表面張力と相対接触角を有することができる。膜216が希釈された分散液に浸されると、気孔226を画成する膜216の表面は希釈された分散液により結合され、濡れ、塗布され得る。その後、濡れた膜216をリザーバーから送り出すことができる。
【0045】
一対のスキージー又はドクターブレードのような機構を濡れた膜216の対向する主要な面218及び220と係合させることができる。この機構のドクターブレードは希釈された分散液を拡げることができ、過剰の希釈された分散液を濡れた膜216から除去して膜216内の気孔をブロックする機会を最小にすることができる。過剰の希釈された分散液を除去するためにエアナイフのようなその他のあらゆる適切な手段を使用し得る。
【0046】
濡れた膜216はドクターブレード機構を出ることができる。次いで、濡れた膜216をローラーに載せて送り出すことができる。その後、希釈された分散液中の湿潤剤及び水、アセトン及びエチレングリコールのような他のあらゆる逸散性(fugitive)物質を、空気乾燥又はその他の乾燥方法によって除去することができる。湿潤剤は通例自然に蒸発するが、この蒸発は、比較的弱い熱を加えることにより、例えば、イソプロピルアルコールが湿潤剤のときにはほぼ100℃に熱することにより、促進することができる。湿潤剤蒸気は濡れた膜216から逃がすことができる。
【0047】
次に、濡れた膜216を熱したオーブンに導くことができる。リザーバー及び熱源をフードで包囲するか又は脱気する必要があり得る。フードは導管を介して所望の位置に通気することができる。このフードを除去し、濡れた膜216から出た逸散性湿潤剤及び乳化剤のような蒸気を捕獲することができ、この捕獲された物質を貯蔵又は廃棄の位置に送ることができる。熱源は各々が2つの加熱ゾーンを有し得る。第1のゾーンは、濡れた膜216に比較的弱い熱を加え、例えば100℃にして、まだ蒸発していなかったあらゆる逸散性湿潤剤を蒸発させるための「乾燥ゾーン」であり得る。第2のゾーンは、疎油性フルオロポリマー固体を融合させるための「硬化ゾーン」であり得る。
【0048】
熱源は、少なくとも140℃の温度の熱を少なくともほぼ30秒間濡れた膜216に加えることができる。加えた熱は、フルオロカーボン側鎖を有するアクリル系ポリマー中の疎油性フルオロポリマー固体を、節222及びフィブリル226の表面上及びその周りで融合させて、疎油処理したeフルオロポリマー膜55を油や汚染性物質に対して抵抗性にすることができる。膜216を処理するのに加える熱の量と持続時間により、固体が融合し流れることが可能になる一方で、フルオロカーボン側鎖が配向し、塗布される節222及びフィブリル226の表面から離れる方向に延在する。次に、この疎油処理したeフルオロポリマー膜55を熱源が出すことができ、次いでローラーに載せて巻き取りリール上に送ることができる。
【0049】
図6を参照すると、塗布されてない膜216の一実施形態の走査型電子顕微鏡(SEM)写真が示されている。比較のために、疎油処理したePTFE膜55の一実施形態を図7に示す。図6と7で、疎油処理したePTFE膜55は同じ塗布されてない膜216を含み、コーティング228が設けられている。膜216(図6)及び55(図7)は同じ生産工程で得られたものである。これらのSEMは同じ倍率であり、図7の塗布されたフィブリル224がフィブリル224上のコーティング228の層のためにより太い外観を有しているが、疎油処理したePTFE膜55内の気孔226が完全にはブロックされていないのが分かる。図7に示した疎油処理したePTFE膜55の通気性は、Frazier Permeability Testerで測定して1.21立方フィート/分(CFM)/平方フィートであった。
【0050】
疎油処理されたeポリフルオロポリマー膜55は、この疎油処理されたeポリフルオロポリマー膜55が200℃を超える高温硬化プロセスで使用できるという点で、通例使用されるポリ(プロピレン)膜より優れた利点を有し得る。また、疎油処理されたeポリフルオロポリマー膜55は、疎油処理されたeポリフルオロポリマー膜55の特性が300℃までの温度で製造することが可能であるという利点も示し得る。さらに、疎油処理されたeポリフルオロポリマー膜55はほぼ80℃〜ほぼ300℃の範囲及びこの中に入る全てのより狭い範囲の温度で製造することが可能である。
【0051】
疎油処理されたeポリフルオロポリマー膜55は複数のプリプレグ30の樹脂からの架橋剤の濡れ/漏れに抵抗するという利点を有し得る。架橋剤は15ダイン/cmという低い表面張力を有し得る。一実施形態では、疎油処理されたeフルオロポリマー膜55は使い捨て可能であり得る。
【0052】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施の際に実現し得る1つの利点は、疎油処理された延伸(e)フルオロポリマー膜55を使用すると、疎油処理されたeフルオロポリマー膜55が生成した揮発性物質が逃げ出すための連続通気通路を維持することができ、その結果製造される複合物品中の気孔率が低減するということであることが発見された。
【0053】
ミクロポーラス通気膜55という用語に関して、これは上述の方法により、又は特に限定されないが、超臨界流体、気相蒸着などの使用を始めとする当技術分野で公知の他の技術により製造することができる。
【0054】
本発明の方法の一実施形態では、この方法は、当技術分野で公知の製織通気性布を疎油処理されたeポリフルオロポリマー膜55上に載せて被覆することをさらに含んでいてもよい。製織通気性布は、真空にするのをさらに可能にすることができ、空気、揮発性物質、及びオフガスをアセンブリ全体から除去するのをさらに補助することができる。当業者には、本明細書に記載の製造方法で使用するのに必要とされる通気性布の厚さが用途、すなわち製造される複合物品に依存することが過度の実験をすることなく認識されるであろう。プリプレグを用いた複合物品の製造プロセスで既に設けられている層上に通気性布を載せる方法は当技術分野で周知である。
【0055】
図1と2に戻って、工程S1でプリプレグレイアップ80を調製した後、次にこれを工程S2においてガス不透過性真空バッグ65で包囲することができる。真空バッグ65はシール75で密封することができる。次いで、工程S3で、空気を排気して、真空バッグ65をプリプレグレイアップ80上で押しつぶし、プリプレグレイアップ80を予備圧密化することができる。複数のプリプレグ及び様々な層をその上に有する型をガス不透過性真空バッグで包囲し、不透過性真空バッグで包囲された中の気体を排気する方法は当技術分野で周知である。
【0056】
工程S4で、複数のプリプレグ30を圧密化することができる。まだ真空になっている真空バッグレイアップ10をオーブン(図示してない)内に入れることができ、プリプレグレイアップ80の複数のプリプレグ30が融合し複合物品の形状に成形されるように制御された様式で熱を加えることができる。制御された様式で加熱することにより、空気温度と複数のプリプレグ30との大きい温度差を回避することができる。一実施形態では、まだ真空になっている真空バッグレイアップ10はオートクレーブ内に入れることができる。
【0057】
圧密化はさらに、融合し成形された複数のプリプレグを硬化することを含み得る。一実施形態では、硬化はオーブン内で行い得る。別の実施形態では、硬化はオートクレーブ内で行い得る。融合し成形された複数のプリプレグの硬化方法は当技術分野で周知である。一実施形態では、複数のプリプレグ30の圧密化と硬化はオートクレーブ内で行う必要はなく、又は減圧のオートクレーブ内で行うことができる。これは、ミクロポーラス通気膜55又は複数のミクロポーラス通気膜を使用するため、かけられた真空自体により幾らかの垂直方向の圧縮が得られるからである。
【0058】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施に際して実現され得る1つの利点は、ミクロポーラス通気膜55を使用すると、樹脂の硬化工程中にプリプレグの全表面にわたる連続的な垂直方向の圧縮が可能になり、その後複合物品の非工具面上で改良された寸法公差が得られることであるということが発見された。
【0059】
圧密化は、さらに、硬化した複数のプリプレグ30を、高い熱応力を誘発し得る突然の温度降下を回避するように制御された様式で冷却することも含み得る。一実施形態では、冷却はオーブン内で行い得る。別の実施形態では、冷却はオートクレーブ内で行い得る。冷却期間を通じて圧力及び/又は真空を維持することができる。複数のプリプレグ30を制御された様式で冷却する方法は当技術分野で周知である。
【0060】
圧密化後、工程S5で、真空を停止することができ、その後型15から複合物品を取り外すことができる。
【0061】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施に際して実現され得る1つの利点は、ミクロポーラス通気膜55を使用すると、揮発性物質成分とオフガスが連続的に除去されるため、複合物品の気孔率の低下を達成し得ることであるということが発見された。
【0062】
本明細書に記載の複合物品の製造方法の幾つかの実施形態を実施して実現され得る別の利点は、ミクロポーラス通気膜55を使用すると、複合物品の低下した気孔率のため複合物品のより良好な均一の厚さを達成し得ることであるということが発見された。
【0063】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施の際に実現し得るさらに別の利点は、ミクロポーラス通気膜55を使用すると、樹脂がミクロポーラス通気膜55を濡らさないため樹脂の使用量の低減と樹脂廃棄物の低下が達成し得ることであるということが発見された。
【0064】
本明細書に記載のミクロポーラス通気膜55を使用することの利益と利点は、ミクロポーラス通気膜55を本明細書に記載した従来の製織通気性布と共に使用したとき、又は製織通気性布がないときにも同様であり得る。
【0065】
本明細書中の用語「第1の」、「第2の」などは順序、量、又は重要性を意味するものではなく、1つの要素を別の要素から区別するために使用されており、単数形態の用語は量の限定を意味するものではなく、参照されたものが少なくとも1つ存在することを意味している。量に関連して使用する修飾語「ほぼ」は表示された値を含み、状況によって示される意味を有する(例えば、特定の量の測定に関連する程度の誤差を含む)。本明細書で使用する「(複数も含む)」とは単数も複数も含むことを意味しており、1以上を意味する(例えば、金属(複数も含む)とは1種以上の金属を含む)。本明細書に開示された範囲は包括的であり、独立に組み合わせることができる(例えば、「25wt%以下、又は、より特定的には、ほぼ5wt%〜ほぼ20wt%」の範囲は、終点を含み、「ほぼ5wt%〜ほぼ25wt%」の範囲の全ての中間の値を含むなど々)。
【0066】
様々な実施形態を本明細書に記載したが、明細書から明らかなように、当業者は様々な組合せの要素、変形又は改良をなすことができ、それらは本発明の範囲内にはいる。加えて、本発明の本質的な範囲から逸脱することなく、特定の状況又は材料を本発明の教示に適合させるために多くの修正をなすことができる。従って、本発明は、本発明を実施するために考えられる最良の態様として開示された特定の実施形態に限定されることはなく、特許請求の範囲に入る全ての実施形態を包含する。
【符号の説明】
【0067】
10 真空バッグレイアップ
15 型(モールド)
20 離型剤
25 第1の剥離層
30 複数のプリプレグ
35 第2の剥離層
40 第1の剥離フィルム
45 ブリーダーファブリック
50 第2の剥離フィルム
55 ミクロポーラス通気膜
65 真空バッグ
70 エッジダム
75 シール
216 膜
218、220 対向する主要な面
222 節
224 フィブリル
226 相互連絡気孔
228 コーティング
【技術分野】
【0001】
本発明は、一般に複合物品の製造方法に関する。より詳細には、本発明は、特に限定されないが、自動車部品、飛行機部品、ボート部品、ヘリコプター部品、スポーツ及びレジャー用品などを始めとする複合物品の製造方法に関する。
【先行技術文献】
【特許文献】
【0002】
【特許文献1】米国特許第6228477号
【発明の概要】
【発明が解決しようとする課題】
【0003】
複合材料及びこれを含む物品の利益に対する関心、また産業、並びにスポーツ及びレジャーから高性能の航空宇宙用部品までの多岐にわたる複合物品の応用に対する関心がある。
【課題を解決するための手段】
【0004】
本開示の第1の態様は複合物品の製造方法を提供し、この方法は、複数のプリプレグ及び1以上のミクロポーラス通気膜を含むプリプレグレイアップを調製し、プリプレグレイアップをガス不透過性真空バッグで包囲し、ガス不透過性真空バッグで包囲された体積を排気して複数のプリプレグを予備圧密化し、複数のプリプレグを圧密化し、排気を停止することを含む。
【0005】
本開示の第2の態様は、複合物品の製造方法であって、複合物品の形状を有する型(モールド)上で複数のプリプレグをレイアップし、複数のプリプレグをブリーダーファブリックで被覆し、ブリーダーファブリックを1以上のミクロポーラス通気膜で被覆し、複数のプリプレグ、ブリーダーファブリック、及び1以上のミクロポーラス通気膜を有する型をガス不透過性真空バッグで包囲し、ガス不透過性真空バッグで包囲された体積を排気して複数のプリプレグを予備圧密化し、複数のプリプレグを圧密化し、排気を停止することを含む方法を提供する。
【0006】
本発明の上記及びその他の特徴は、本発明の様々な実施形態を示す添付の図面を参照した本発明の様々な態様に関する以下の詳細な説明からより容易に理解されるであろう。
【図面の簡単な説明】
【0007】
【図1】図1は、本発明に係る複合物品の製造方法の一実施形態のフローチャートを示す。
【図2】図2は、本発明に係る複合物品の製造方法の一実施形態の真空バッグレイアップの部分断面図を示す。
【図3】図3は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の部分断面図を示す。
【図4】図4は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の拡大部分断面図を示す。
【図5】図5は、本発明による、疎油処理した延伸フルオロポリマーの一実施形態の一部分の大きく拡大した断面図を示す。
【図6】図6は、本発明による、疎油性処理の前の延伸フルオロポリマー膜の一実施形態の走査型電子顕微鏡(SEM)画像を示す。
【図7】図7は、本発明による、疎油性処理の後の延伸フルオロポリマー膜の一実施形態のSEM画像を示す。
【発明を実施するための形態】
【0008】
プリプレグを使用して複合物品を製造する現在の方法では、一般に、各々のプリプレグが未硬化の樹脂に封入された強化用フィラメントを含む複数のプリプレグを適切な型上にレイアップし、このプリプレグ層を製織通気性布(通気性織布)で被覆し、レイアップしたプリプレグと製織通気性布をガス不透過性真空バッグで包囲し、真空バッグで包囲された体積を排気すると共に、プリプレグを予備圧密化するのに充分な時間プリプレグを室温に維持し、プリプレグ中の樹脂が充分に流動性になってプリプレグの融合と成形が起こりその後樹脂がゲル化できるように十分高い温度までプリプレグの温度を徐々に上昇させ(この工程は通常プリプレグを圧密化させるようにオートクレーブ内で行う)、温度を低下させた後、排気を中止し、こうして形成された複合物品を型から取り出す。
【0009】
以上の方法は高品質の複合物品の生産及び高性能用途では完全に有効ではないことがある。通例、製造プロセス中に、製織通気性布が樹脂に浸されるようになり、樹脂の揮発性成分が脱出するための通路を提供することができなくなる。揮発性成分やオフガスが存在すると、複合物品中に不必要な気孔が生成する可能性がある。
【0010】
図1を参照すると、複合物品の製造方法の一実施形態が示されている。この方法では、工程S1で、複数のプリプレグと1以上のミクロポーラス通気膜を含むプリプレグレイアップを調製し、工程S2で、プリプレグレイアップをガス不透過性真空バッグで包囲し、工程S3で、ガス不透過性真空バッグで包囲された体積を排気して、複数のプリプレグを予備(的に)圧密化し、工程S4で、複数のプリプレグを圧密化し、工程S5で排気を停止する。
【0011】
図2を参照すると、複合物品の製造方法の一実施形態の真空バッグレイアップ10の部分断面図が示されている。真空バッグレイアップ10は簡明にするためにその全体が示されてはいないが、当業者には本明細書に記載の真空バッグレイアップ10全体の構造が認識されるであろう。
【0012】
一実施形態では、真空バッグレイアップ10は、第1の剥離フィルム40、ブリーダーファブリック45、第2の剥離フィルム50、ミクロポーラス通気膜55、真空バッグ65、エッジダム70、及びシール75を含み得る。離型剤20、第1の剥離層25、複数のプリプレグ30、第2の剥離層35、第1の剥離フィルム40、ブリーダーファブリック45、第2の剥離フィルム50、及びミクロポーラス通気膜55は一緒になって、プリプレグレイアップ80とも呼ばれる部分を形成する。プリプレグレイアップ80及び型15を覆って密封された真空バッグ65は真空バッグレイアップ10とも呼ばれる。
【0013】
図1と図2を参照すると、複合物品の製造方法の一実施形態が示されている。プリプレグレイアップを調製する工程S1で、型15は、製造される複合物品の形状で準備し選択することができる。一実施形態では、型15は、自動車部品、飛行機部品、ヘリコプター部品、鉄道列車部品、風車部品、ボート部品、海底油田基盤の部品、航空宇宙部品、並びにスポーツ及びレジャー用品からなる群から選択される形状を有することができる。別の実施形態では、型は、ノーズコーン、着陸装置フラップ、エンジンケーシング、スラット、補助翼、昇降舵、方向舵、水平尾翼、垂直安定板、及びスポイラーのような飛行機部品の群から選択される形状を有し得る。さらに別の実施形態では、型は、甲板及び船体のようなボート部品の群から選択される形状を有していてもよい。当業者には、複合物品を製造するために複数のプリプレグをレイアップする方法と適合するあらゆる部品形状の型が本発明の方法に包含されるということが分かるであろう。本明細書に記載の型上に複数のプリプレグをレイアップする方法は当技術分野で周知である。
【0014】
次に、製造方法が完了した後に複合物品を型15から容易に取り外すことができるように、型15に離型剤20を塗布することができる。一実施形態では、離型剤20は蒸着用に設計された特別に準備された部屋でブラシ、セルロースパッド、又はエアゾールにより塗布することができる。離型剤20は第1の剥離層25で被覆することができる。第1の剥離層25は、本明細書に記載の硬化プロセス中揮発性物質及び過剰の樹脂の自由な通過を可能にすることができる。第1の剥離層25はまた、複合物品の接合可能及び/又は塗装可能な表面を得るために除去してもよい。複合物品の製造プロセスにおける離型剤、剥離層、及びそれらの使用は当技術分野で周知である。
【0015】
型15、離型剤20、及び第1の剥離層25を複数のプリプレグ30で被覆することができる。本明細書に記載の複数のプリプレグ30は樹脂(又はマトリックス)と繊維強化材の組合せからなることができる。一実施形態では、複数のプリプレグ30はエポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含み得る。
【0016】
別の実施形態では、複数のプリプレグ30はテトラグリシジルジアミノジフェニルメタン、ビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペート、ノボラック樹脂、及びビスマレイミドからなる群から選択される1種以上の樹脂を含むことができる。エポキシ樹脂としては、例えば、ビスフェノールAとエピクロロヒドリンから得られるビスフェノールA型の樹脂、ノボラック樹脂(フェノールとホルムアルデヒドから製造される)のエピクロロヒドリンによるエポキシド化により得られる樹脂、テトラグリシジルジアミノジフェニルメタンなどの多官能性エポキシ樹脂、及びビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペートなどの脂環式エポキシ樹脂を挙げることができる。
【0017】
複数のプリプレグ30はまた、不飽和ポリエステル樹脂、例えば、オルトフタル酸又はイソフタル酸のような飽和二塩基酸と、マレイン酸無水物又はフマル酸のような不飽和二塩基酸の混合物を、プロピレングリコールのようなジオールと反応させることにより得られる樹脂、及びビスフェノール型又はノボラック型エポキシ樹脂をメタクリル酸と反応させることにより製造される樹脂なども含み得る。フェノール樹脂としては、例えば、フェノールとホルムアルデヒドから製造されるノボラック樹脂などを挙げることができ、ポリイミド樹脂としては、例えば、ビスマレイミドをジアミンと反応させることにより得られる樹脂などを挙げることができる。
【0018】
本発明の方法で使用する本明細書に記載の複数のプリプレグは当技術分野で周知である。当業者には、使用するプリプレグの正確な数が、製造される複合物品の所望の特性に依存し得、当業者が過度の実験をすることなく決定することができるということが認識されるであろう。
【0019】
次に、硬化段階中揮発性物質と過剰の樹脂の自由な通過を可能にするように、複数のプリプレグ30を第2の剥離層35で被覆することができる。剥離層の様々な実施形態と特性を本明細書に記載する。第1の剥離フィルム40を第2の剥離層35に貼付することができる。第1の剥離フィルム40は、複数のプリプレグ30からの樹脂の流れを防止するのに役立ち得、かつ空気と揮発性物質の通過を可能にするためにやや多孔性であり得る。複合物品の製造プロセスにおける剥離フィルム及びこれらの使用は当技術分野で周知である。
【0020】
次に、第1の剥離フィルム40の上にブリーダーファブリック45を載せることができ、これは型15に既に設けられている全ての層を覆うことができる。ブリーダーファブリック40は過剰の樹脂を吸収することができ、既知の繊維体積を有する複合物品が生成するように樹脂の流れを調節するのを補助し得る。一実施形態では、樹脂の流れは、既知の繊維体積の複合物品を製造するために使用するブリーダーファブリックの量によって調節することができる。別の実施形態では、本明細書に記載のブリーダーファブリック40はガラス織物のフェルトであってもよい。本明細書に記載のブリーダーファブリック40は当技術分野で周知である。
【0021】
次に、第2の剥離フィルム50をブリーダーファブリック40上に載せることができる。剥離フィルムの様々な実施形態と特性を本明細書に記載する。
【0022】
本明細書に記載の基礎をなす層を有する第2の剥離フィルム50上にミクロポーラス通気膜55を載せることができる。プリプレグを用いた複合物品の製造方法において様々な層又は膜を互いの上に載せて被覆する方法は当技術分野で周知であり、従って当業者には本明細書に記載のミクロポーラス通気膜55の被覆方法が分かるであろう。当業者には、本明細書に記載の方法において本明細書に記載のミクロポーラス通気膜55を1以上使用してもよいことが認識されるであろう。一実施形態では、ミクロポーラス通気膜55は0.5インチH2Oで0.005立方フィート/分/平方フィートという最小の通気性値を有することができる。別の実施形態では、ミクロポーラス通気膜55は織物を積層して製造プロセス中のミクロポーラス通気膜55の取扱いを改良することができる。
【0023】
ミクロポーラス通気膜55は、特に限定されないが、延伸(e)ポリ(テトラフルオロエチレン)を始めとする延伸(e)フルオロポリマーからなり得る。一実施形態では、eポリ(テトラフルオロエチレン)は疎油処理されていてもよい。疎油処理されたeポリ(テトラフルオロエチレン)膜の様々な特性、実施形態、及びその形成方法は米国特許第6228477号(‘477)(援用によりその全体が本明細書の内容の一部をなす)に記載されている。簡明にするために、そして便宜上、‘477の一部の内容を本明細書に記載する。今後、ミクロポーラス通気膜55は、特に他のものを明記しない限り疎油処理されたeフルオロポリマー膜55を指していう。
【0024】
図3、4、及び5を参照すると、疎油処理されたeフルオロポリマー通気性膜55は膜216とコーティング228を含んでいる。膜216はまた対向する主要な面218と220を含んでいる。膜216は多孔性であることができ、多数のフィブリル224により相互に連結された多数の節222を有する三次元マトリックス又は格子型の構造を有することができる。一実施形態では、膜216はミクロポーラスであり得る。別の実施形態では、膜216は延伸(e)ポリ(テトラフルオロエチレン)(ePTFE)からなり得る。
【0025】
当業者は、疎油性材料又は疎油処理した材料から作成されるあらゆる膜が本発明の方法に包含されることを認識するであろう。当業者はまた、疎油性であり得るか又はそのように処理され得るあらゆるフルオロポリマー膜が本発明の方法に包含されることも認識するであろう。節222とフィブリル224の表面は、主要な対向する面218と220との間で膜216を貫通して延在する多数の相互連絡気孔226を画成し得る。膜216は、通気性を損なうことなく高まった疎油性と疎水性の特性が得られるようにして疎油性フルオロポリマー材料を塗布することができる。
【0026】
コーティング228は膜216内の気孔226を画成する節222及びフィブリル224に接着することができる。コーティング228はまた節222及びフィブリル224の殆どの表面に一致することもできる。コーティング228は、油、汗中の体油、脂肪質物質、洗剤様界面活性剤、樹脂、及びその他の汚染性物質のような汚染物質の吸収による汚染に抵抗することにより膜216の疎油性を改良することができる。
【0027】
「濡れ性」の物理的定義は表面エネルギー及び表面張力の概念に基づいている。液体分子はその表面でお互いに引き付け合っている。この引力はこれらの液体分子を互いに引き寄せる傾向がある。表面張力の比較的高い値は、これらの分子が互いに対して強い引力を有しており、これらの分子を引き離すのが比較的困難であることを意味している。この引力は分子のタイプに応じて変わる。例えば、水は、水分子中の引力が水素結合のために比較的高いので、比較的高い表面張力値を有している。フッ素化されたポリマーすなわちフルオロポリマーはフッ素原子の強い電気陰性度のために比較的低い表面張力値を有している。
【0028】
ePTFEから作成された膜216は、膜226の対向する主要な面218及び220に隣接する環境と流体連通する多くの小さい相互に連絡した毛細管様気孔226を含有し得る。従って、膜216のePTFE材料が対象の液体を吸着する性向、並びに対象の液体が気孔226中に吸着されるか否かは、固体の表面エネルギー、液体の表面張力、液体と固体との間の相対接触角、及び毛細管様気孔の大きさすなわち流れ面積の関数である。
【0029】
膜216内の気孔226を画成する表面、並びに主要な対向する面218及び220に疎油性フルオロポリマーを塗布すれば、膜216の実質的に改良された疎油特性を実現することができる。疎油性フルオロポリマー樹脂又は固体の水分散液は、水−混和性湿潤剤、例えばイソプロピルアルコール(IPA)で希釈すると、膜216を濡らし膜216内の気孔226中に入ることができる。疎油性のフルオロポリマーの希釈された分散液は、この希釈された分散液が膜216の気孔226を濡らしその中に吸い込まれるのを可能にする表面張力と相対接触角を有する。ブレンドが膜216内の気孔226に入るのに必要とされ得る湿潤剤の最小の量は希釈された分散液の表面張力及び希釈された分散液と膜216の材料との間の相対接触角に依存する。湿潤剤の最小の量は、異なるブレンド比の液滴を膜216の表面に加え、どの濃度が膜216の気孔226中に即座に吸い込まれるかを観察することにより、過度の実験をすることなく決定することができる。
【0030】
ePTFE膜216における液体の透過に対する抵抗の損失を防止又は最小にするために、膜216の表面エネルギーの値は対象の液体の表面張力の値より低く、相対接触角は90°より大きいであろう。
【0031】
フルオロカーボン側鎖を有するアクリル系ポリマーのような融合した疎油性のフルオロポリマーを使用して膜216に塗布すると膜216の表面エネルギーを低下させることができるので、より少ない液体が膜216を濡らし気孔226に入ることができる。膜216に塗布するのに使用できるフルオロカーボン側鎖を有するアクリル系ポリマーは主として水に分散したペルフルオロアルキルアクリルコポリマーの水−混和性分散液の形態であり得るが、比較的少量のアセトン及びエチレングリコール又はその他の水−混和性溶媒を含有していてもよい。コーティング228は、膜216を貫通して延在する相互連絡気孔226を画成する節222及びフィブリル224の表面上及びその周りに配置することができる。コーティング228は膜216により良好な疎油特性を付与することに加えて膜216の疎水特性を高めることができる。
【0032】
疎油処理されたeフルオロポリマー膜55は比較的高い水蒸気透過速度(MVTR)及び通気性を有し得る。一実施形態では、疎油処理されたeフルオロポリマー膜55は少なくとも1000g/m2/24hrsの水蒸気透過速度(MVTR)を有し得る。別の実施形態では、疎油処理されたeフルオロポリマー膜55は少なくとも1500g/m2/24hrsのMVTRを有し得る。
【0033】
膜216は、PTFE(du PontからTEFLON(登録商標)の名称で入手可能)粒子と潤滑剤の混合物を押し出すことにより作成することができる。次に押出物をカレンダー掛けすることができる。次いで、カレンダー掛けした押出物を引き伸ばし(expanded)、又は延伸して、三次元マトリックス又は格子構造内の粒子又は節を連結するフィブリルを形成する。引き伸ばす(延伸)とは、材料の弾性限界を超えて充分に延伸して延伸される材料のフィブリルに永久歪み又は伸びを導入することを意味する。
【0034】
他の材料及び方法を使用して、膜216を貫通して延在する気孔226を有する適切な多孔性膜216を形成してもよい。例えば、他の適切な材料としては、ポリオレフィン、ポリアミド、ポリエステル、ポリスルホン、ポリエーテル、アクリル及びメタクリルポリマー、ポリスチレン、ポリウレタン、ポリプロピレン、ポリエチレン、セルロース系ポリマー、並びにこれらの組合せがある。
【0035】
節222及びフィブリル224の表面は、互いに流体連通することができ、かつ膜216の対向する面218と220との間で膜216を貫通して延在することができる複数の相互連絡気孔226を画成する。一実施形態では、気孔226の適切な大きさはほぼ0.3ミクロン〜ほぼ10ミクロンの範囲であり得る。別の実施形態では、気孔226の大きさはほぼ1.0ミクロン〜ほぼ5.0ミクロンの範囲であり得る。次に、膜216を加熱して残留応力を低減し最小にすることができる。一実施形態では、膜216は未焼結であっても、部分的に焼結されていても、又は十分に焼結されていてもよい。
【0036】
ePTFE膜216を製造した後、疎油性フルオロポリマーの希釈した分散液を膜216に付けて、気孔226を画成する節222及びフィブリル224の表面を濡らすことができる。疎油性フルオロポリマーコーティング228の厚さ、並びにコーティング228中のフルオロポリマー固体の量及び型は幾つかの要因に依存し得る。これらの要因の中には、節222及びフィブリル224の表面に接着し一致するフルオロポリマー固体の親和性がある。濡れ操作の後、節222及びフィブリル224の表面の実質的に全てが少なくとも部分的に濡れていてもよいし、別の実施形態では全ての節222及びフィブリル224の表面全てが膜216内の気孔226を完全にブロックすることなく完全に濡れていてもよい。
【0037】
膜216の疎油性を増大するためにコーティング228が節222又はフィブリル224の全表面を完全に包む、又は連続である必要はない。一実施形態では、コーティング228は節222又はフィブリル224の全表面を完全に包んでいてもよいし、又は連続であってもよい。完成したコーティング228は、例えば水−混和性湿潤剤中に希釈されたフルオロカーボン側鎖を有するアクリル系ポリマーの水性分散液内の疎油性フルオロポリマー固体を、膜216のできるだけ多くの表面上で融合させた結果として得ることができる。
【0038】
希釈された分散液の疎油性フルオロポリマー固体は噛み合って結合することができ、湿潤剤物質が除去された後に気孔226を画成する節222及びフィブリル224の表面に接着することができる。疎油性フルオロポリマー固体を膜216上で加熱して融合させることにより、疎油処理したeフルオロポリマー膜216は、油や汚染性物質を吸収することによる汚染に対して抵抗性となることができる。加熱操作中、疎油性フルオロポリマー固体の熱運動性により、これらの固体が節222及びフィブリル224の回りで流れ、コーティング228を形成することが可能である。フルオロカーボン側鎖は配向して、節222又はフィブリル224の塗布された表面から離れる方向に延在することができる。こうして融合した疎油性フルオロポリマーにより、疎油処理されたeフルオロポリマー膜55内の気孔226を完全にブロックするか又は遮蔽することがない比較的薄い保護コーティング228を膜216上に得ることができる。疎油処理されたeフルオロポリマー膜55はまた改良されたZ−強度も有し得、すなわち、疎油処理されたeフルオロポリマー膜55は、主要な面18及び20に対して垂直な方向に力がかかったとき、別個の層に分離することに抵抗し得る。
【0039】
フルオロカーボン側鎖を有するアクリル系ポリマーの水性分散液は水、ペルフルオロアルキルアクリルコポリマー、水溶性共溶媒、及びグリコールを含み得る。当業者には、過度の実験をすることなく、同様に水性分散液に含まれ得る他の溶媒、共溶媒、及び界面活性剤が認識されよう。一実施形態では、水性分散液中に使用し得るフルオロカーボン側鎖を有するアクリル系ポリマーの一群は、Zonyl(登録商標)類のフッ素含有分散ポリマー(du Pont製でCIBA Specialty Chemicalsから入手可能)である。別の実施形態では、Zonyl(登録商標)7040を水性分散液中に使用し得る。水性分散液中に使用し得る他の市販されている化学品はMillikenのMillguard(登録商標)、Elf Atochem Foraperle(登録商標)、Asahi Glass and ChemicalのAsahi guard(登録商標)、RepearlTM8040(Mistubishiから入手可能)、並びに3MのScotchgard(登録商標)及びScotchban(登録商標)製品である。
【0040】
フルオロカーボン側鎖を有するアクリル系ポリマーの分散液は、エタノール、イソプロピルアルコール、メタノール、n−プロパノール、n−ブタノール、N−N−ジメチルホルムアミド、メチルエチルケトン、並びに水溶性のe及びp−シリーズグリコールエーテルのような湿潤剤又は溶媒中に希釈することができる。分散液を希釈して、湿潤剤対分散液の重量比をほぼ1:5〜ほぼ20:1の範囲とすることができる。別の実施形態では、この比はほぼ3:1〜ほぼ9:1の範囲であり得る。Zonyl(登録商標)7040水性分散液中の疎油性フルオロポリマー固体の量は20重量(wt)%以下であり得、別の実施形態ではほぼ14wt%〜ほぼ18wt%の範囲であり得る。
【0041】
希釈された分散液は疎油性フルオロポリマー固体をほぼ1.0wt%〜ほぼ10.0wt%の範囲で含有することができる。一実施形態では、この範囲はほぼ2.0wt%〜ほぼ6.0wt%であり得る。得られる希釈された分散液は、この希釈された分散液が膜216内の気孔226を濡らし、最終的には疎油性フルオロポリマー固体で塗布することができるような表面張力・相対接触角特性を有している。疎油性フルオロポリマー固体の平均粒径はほぼ0.15ミクロンであり得る。
【0042】
膜216の処理方法の一実施形態について述べる。この方法では、膜216を貫通して延在する複数の気孔226を画成する表面を有する膜216を準備する。一実施形態では、膜216内の気孔226はミクロポーラスであり得る。別の実施形態では、膜216はePTFEから作成され得る。膜216はロールから巻き戻し、ローラーに載せ、浸漬ローラーの上の保持タンク又はリザーバー中に送ることができる。フルオロカーボン側鎖を有する水−混和性アクリル系ポリマーの希釈された分散液をリザーバーに入れることができる。
【0043】
次に、フルオロカーボン側鎖を有するアクリル系ポリマーの分散液をイソプロピルアルコール又はアセトンのような適切な湿潤剤で希釈することができる。フルオロカーボン側鎖を有するアクリル系ポリマーの分散液は、水−混和性湿潤剤と、フルオロカーボン側鎖を有するアクリル系ポリマーの分散液との比をほぼ1:5〜ほぼ20:1の範囲として希釈することができる。一実施形態では、この比はほぼ3:1〜ほぼ9:1であり得る。次に、この希釈された分散液を、当技術分野で公知の何らかの適切な方法、例えば、ロールコーティング、浸漬(浸し塗り)、噴霧などにより膜216に付けることができる。希釈された分散液は膜216に含浸し、気孔226を画成する節222及びフィブリル224の表面、並びに主要な面18及び20の表面を濡らすことができる。
【0044】
未希釈の分散液は、気孔226を濡らすことができない表面張力と相対接触角を有し得る。希釈された分散液は、イソプロピルアルコールのような湿潤剤中に希釈されたエチレングリコール及び水の中にペルフルオロアルキルアクリルコポリマー固体を所定の比で含有し得る。希釈された分散液は、この希釈された分散液が膜216の全ての表面を濡らすことができるような表面張力と相対接触角を有することができる。膜216が希釈された分散液に浸されると、気孔226を画成する膜216の表面は希釈された分散液により結合され、濡れ、塗布され得る。その後、濡れた膜216をリザーバーから送り出すことができる。
【0045】
一対のスキージー又はドクターブレードのような機構を濡れた膜216の対向する主要な面218及び220と係合させることができる。この機構のドクターブレードは希釈された分散液を拡げることができ、過剰の希釈された分散液を濡れた膜216から除去して膜216内の気孔をブロックする機会を最小にすることができる。過剰の希釈された分散液を除去するためにエアナイフのようなその他のあらゆる適切な手段を使用し得る。
【0046】
濡れた膜216はドクターブレード機構を出ることができる。次いで、濡れた膜216をローラーに載せて送り出すことができる。その後、希釈された分散液中の湿潤剤及び水、アセトン及びエチレングリコールのような他のあらゆる逸散性(fugitive)物質を、空気乾燥又はその他の乾燥方法によって除去することができる。湿潤剤は通例自然に蒸発するが、この蒸発は、比較的弱い熱を加えることにより、例えば、イソプロピルアルコールが湿潤剤のときにはほぼ100℃に熱することにより、促進することができる。湿潤剤蒸気は濡れた膜216から逃がすことができる。
【0047】
次に、濡れた膜216を熱したオーブンに導くことができる。リザーバー及び熱源をフードで包囲するか又は脱気する必要があり得る。フードは導管を介して所望の位置に通気することができる。このフードを除去し、濡れた膜216から出た逸散性湿潤剤及び乳化剤のような蒸気を捕獲することができ、この捕獲された物質を貯蔵又は廃棄の位置に送ることができる。熱源は各々が2つの加熱ゾーンを有し得る。第1のゾーンは、濡れた膜216に比較的弱い熱を加え、例えば100℃にして、まだ蒸発していなかったあらゆる逸散性湿潤剤を蒸発させるための「乾燥ゾーン」であり得る。第2のゾーンは、疎油性フルオロポリマー固体を融合させるための「硬化ゾーン」であり得る。
【0048】
熱源は、少なくとも140℃の温度の熱を少なくともほぼ30秒間濡れた膜216に加えることができる。加えた熱は、フルオロカーボン側鎖を有するアクリル系ポリマー中の疎油性フルオロポリマー固体を、節222及びフィブリル226の表面上及びその周りで融合させて、疎油処理したeフルオロポリマー膜55を油や汚染性物質に対して抵抗性にすることができる。膜216を処理するのに加える熱の量と持続時間により、固体が融合し流れることが可能になる一方で、フルオロカーボン側鎖が配向し、塗布される節222及びフィブリル226の表面から離れる方向に延在する。次に、この疎油処理したeフルオロポリマー膜55を熱源が出すことができ、次いでローラーに載せて巻き取りリール上に送ることができる。
【0049】
図6を参照すると、塗布されてない膜216の一実施形態の走査型電子顕微鏡(SEM)写真が示されている。比較のために、疎油処理したePTFE膜55の一実施形態を図7に示す。図6と7で、疎油処理したePTFE膜55は同じ塗布されてない膜216を含み、コーティング228が設けられている。膜216(図6)及び55(図7)は同じ生産工程で得られたものである。これらのSEMは同じ倍率であり、図7の塗布されたフィブリル224がフィブリル224上のコーティング228の層のためにより太い外観を有しているが、疎油処理したePTFE膜55内の気孔226が完全にはブロックされていないのが分かる。図7に示した疎油処理したePTFE膜55の通気性は、Frazier Permeability Testerで測定して1.21立方フィート/分(CFM)/平方フィートであった。
【0050】
疎油処理されたeポリフルオロポリマー膜55は、この疎油処理されたeポリフルオロポリマー膜55が200℃を超える高温硬化プロセスで使用できるという点で、通例使用されるポリ(プロピレン)膜より優れた利点を有し得る。また、疎油処理されたeポリフルオロポリマー膜55は、疎油処理されたeポリフルオロポリマー膜55の特性が300℃までの温度で製造することが可能であるという利点も示し得る。さらに、疎油処理されたeポリフルオロポリマー膜55はほぼ80℃〜ほぼ300℃の範囲及びこの中に入る全てのより狭い範囲の温度で製造することが可能である。
【0051】
疎油処理されたeポリフルオロポリマー膜55は複数のプリプレグ30の樹脂からの架橋剤の濡れ/漏れに抵抗するという利点を有し得る。架橋剤は15ダイン/cmという低い表面張力を有し得る。一実施形態では、疎油処理されたeフルオロポリマー膜55は使い捨て可能であり得る。
【0052】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施の際に実現し得る1つの利点は、疎油処理された延伸(e)フルオロポリマー膜55を使用すると、疎油処理されたeフルオロポリマー膜55が生成した揮発性物質が逃げ出すための連続通気通路を維持することができ、その結果製造される複合物品中の気孔率が低減するということであることが発見された。
【0053】
ミクロポーラス通気膜55という用語に関して、これは上述の方法により、又は特に限定されないが、超臨界流体、気相蒸着などの使用を始めとする当技術分野で公知の他の技術により製造することができる。
【0054】
本発明の方法の一実施形態では、この方法は、当技術分野で公知の製織通気性布を疎油処理されたeポリフルオロポリマー膜55上に載せて被覆することをさらに含んでいてもよい。製織通気性布は、真空にするのをさらに可能にすることができ、空気、揮発性物質、及びオフガスをアセンブリ全体から除去するのをさらに補助することができる。当業者には、本明細書に記載の製造方法で使用するのに必要とされる通気性布の厚さが用途、すなわち製造される複合物品に依存することが過度の実験をすることなく認識されるであろう。プリプレグを用いた複合物品の製造プロセスで既に設けられている層上に通気性布を載せる方法は当技術分野で周知である。
【0055】
図1と2に戻って、工程S1でプリプレグレイアップ80を調製した後、次にこれを工程S2においてガス不透過性真空バッグ65で包囲することができる。真空バッグ65はシール75で密封することができる。次いで、工程S3で、空気を排気して、真空バッグ65をプリプレグレイアップ80上で押しつぶし、プリプレグレイアップ80を予備圧密化することができる。複数のプリプレグ及び様々な層をその上に有する型をガス不透過性真空バッグで包囲し、不透過性真空バッグで包囲された中の気体を排気する方法は当技術分野で周知である。
【0056】
工程S4で、複数のプリプレグ30を圧密化することができる。まだ真空になっている真空バッグレイアップ10をオーブン(図示してない)内に入れることができ、プリプレグレイアップ80の複数のプリプレグ30が融合し複合物品の形状に成形されるように制御された様式で熱を加えることができる。制御された様式で加熱することにより、空気温度と複数のプリプレグ30との大きい温度差を回避することができる。一実施形態では、まだ真空になっている真空バッグレイアップ10はオートクレーブ内に入れることができる。
【0057】
圧密化はさらに、融合し成形された複数のプリプレグを硬化することを含み得る。一実施形態では、硬化はオーブン内で行い得る。別の実施形態では、硬化はオートクレーブ内で行い得る。融合し成形された複数のプリプレグの硬化方法は当技術分野で周知である。一実施形態では、複数のプリプレグ30の圧密化と硬化はオートクレーブ内で行う必要はなく、又は減圧のオートクレーブ内で行うことができる。これは、ミクロポーラス通気膜55又は複数のミクロポーラス通気膜を使用するため、かけられた真空自体により幾らかの垂直方向の圧縮が得られるからである。
【0058】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施に際して実現され得る1つの利点は、ミクロポーラス通気膜55を使用すると、樹脂の硬化工程中にプリプレグの全表面にわたる連続的な垂直方向の圧縮が可能になり、その後複合物品の非工具面上で改良された寸法公差が得られることであるということが発見された。
【0059】
圧密化は、さらに、硬化した複数のプリプレグ30を、高い熱応力を誘発し得る突然の温度降下を回避するように制御された様式で冷却することも含み得る。一実施形態では、冷却はオーブン内で行い得る。別の実施形態では、冷却はオートクレーブ内で行い得る。冷却期間を通じて圧力及び/又は真空を維持することができる。複数のプリプレグ30を制御された様式で冷却する方法は当技術分野で周知である。
【0060】
圧密化後、工程S5で、真空を停止することができ、その後型15から複合物品を取り外すことができる。
【0061】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施に際して実現され得る1つの利点は、ミクロポーラス通気膜55を使用すると、揮発性物質成分とオフガスが連続的に除去されるため、複合物品の気孔率の低下を達成し得ることであるということが発見された。
【0062】
本明細書に記載の複合物品の製造方法の幾つかの実施形態を実施して実現され得る別の利点は、ミクロポーラス通気膜55を使用すると、複合物品の低下した気孔率のため複合物品のより良好な均一の厚さを達成し得ることであるということが発見された。
【0063】
本明細書に記載の複合物品の製造方法の幾つかの実施形態の実施の際に実現し得るさらに別の利点は、ミクロポーラス通気膜55を使用すると、樹脂がミクロポーラス通気膜55を濡らさないため樹脂の使用量の低減と樹脂廃棄物の低下が達成し得ることであるということが発見された。
【0064】
本明細書に記載のミクロポーラス通気膜55を使用することの利益と利点は、ミクロポーラス通気膜55を本明細書に記載した従来の製織通気性布と共に使用したとき、又は製織通気性布がないときにも同様であり得る。
【0065】
本明細書中の用語「第1の」、「第2の」などは順序、量、又は重要性を意味するものではなく、1つの要素を別の要素から区別するために使用されており、単数形態の用語は量の限定を意味するものではなく、参照されたものが少なくとも1つ存在することを意味している。量に関連して使用する修飾語「ほぼ」は表示された値を含み、状況によって示される意味を有する(例えば、特定の量の測定に関連する程度の誤差を含む)。本明細書で使用する「(複数も含む)」とは単数も複数も含むことを意味しており、1以上を意味する(例えば、金属(複数も含む)とは1種以上の金属を含む)。本明細書に開示された範囲は包括的であり、独立に組み合わせることができる(例えば、「25wt%以下、又は、より特定的には、ほぼ5wt%〜ほぼ20wt%」の範囲は、終点を含み、「ほぼ5wt%〜ほぼ25wt%」の範囲の全ての中間の値を含むなど々)。
【0066】
様々な実施形態を本明細書に記載したが、明細書から明らかなように、当業者は様々な組合せの要素、変形又は改良をなすことができ、それらは本発明の範囲内にはいる。加えて、本発明の本質的な範囲から逸脱することなく、特定の状況又は材料を本発明の教示に適合させるために多くの修正をなすことができる。従って、本発明は、本発明を実施するために考えられる最良の態様として開示された特定の実施形態に限定されることはなく、特許請求の範囲に入る全ての実施形態を包含する。
【符号の説明】
【0067】
10 真空バッグレイアップ
15 型(モールド)
20 離型剤
25 第1の剥離層
30 複数のプリプレグ
35 第2の剥離層
40 第1の剥離フィルム
45 ブリーダーファブリック
50 第2の剥離フィルム
55 ミクロポーラス通気膜
65 真空バッグ
70 エッジダム
75 シール
216 膜
218、220 対向する主要な面
222 節
224 フィブリル
226 相互連絡気孔
228 コーティング
【特許請求の範囲】
【請求項1】
(S1)複数のプリプレグ(30)及び1以上のミクロポーラス通気膜(55)を含むプリプレグレイアップ(80)を調製し、
(S2)プリプレグレイアップ(80)をガス不透過性真空バッグ(65)で包囲し、
(S3)ガス不透過性真空バッグ(65)で包囲された体積を排気して複数のプリプレグ(30)を予備圧密化し、
(S4)複数のプリプレグ(30)を圧密化し、
(S5)排気を停止する
ことを含んでなる、複合物品の製造方法。
【請求項2】
複数のプリプレグ(30)が、エポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含む、請求項1記載の複合物品の製造方法。
【請求項3】
1種以上の樹脂が、テトラグリシジルジアミノジフェニルメタン、ビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペート、ノボラック樹脂、及びビスマレイミドからなる群から選択される、請求項2記載の複合物品の製造方法。
【請求項4】
1以上のミクロポーラス通気膜(55)が疎油処理された延伸ポリ(テトラフルオロエチレン)を含む、請求項1記載の複合物品の製造方法。
【請求項5】
1以上のミクロポーラス膜(55)が、フルオロカーボン側鎖を有するアクリル系ポリマーからなるコーティングを有する延伸ポリ(テトラフルオロエチレン)を含む、請求項1記載の複合物品の製造方法。
【請求項6】
1以上のミクロポーラス通気膜(55)が0.5インチH2Oで0.005立方フィート/分/フィート2の最小の通気性値を有する、請求項1記載の複合物品の製造方法。
【請求項7】
1以上のミクロポーラス通気膜(55)が織物に積層されている、請求項1記載の複合物品の製造方法。
【請求項8】
複合物品の製造方法であって、
複合物品の形状を有する型(15)上に複数のプリプレグ(30)をレイアップし、
複数のプリプレグ(30)をブリーダーファブリック(45)で被覆し、
ブリーダーファブリック(45)を1以上のミクロポーラス通気膜(55)で被覆し、
複数のプリプレグ(30)、ブリーダーファブリック(45)、及び1以上のミクロポーラス通気膜(55)を有する型(15)をガス不透過性真空バッグ(65)で包囲し、
ガス不透過性真空バッグ(65)で包囲された体積を排気して複数のプリプレグ(30)を予備圧密化し、
複数のプリプレグ(30)を圧密化し、
排気を停止する
ことを含む方法。
【請求項9】
複数のプリプレグ(30)が、エポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含む、請求項8記載の複合物品の製造方法。
【請求項10】
1以上のミクロポーラス通気膜(55)が疎油処理された延伸ポリ(テトラフルオロエチレン)を含む、請求項9記載の複合物品の製造方法。
【請求項1】
(S1)複数のプリプレグ(30)及び1以上のミクロポーラス通気膜(55)を含むプリプレグレイアップ(80)を調製し、
(S2)プリプレグレイアップ(80)をガス不透過性真空バッグ(65)で包囲し、
(S3)ガス不透過性真空バッグ(65)で包囲された体積を排気して複数のプリプレグ(30)を予備圧密化し、
(S4)複数のプリプレグ(30)を圧密化し、
(S5)排気を停止する
ことを含んでなる、複合物品の製造方法。
【請求項2】
複数のプリプレグ(30)が、エポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含む、請求項1記載の複合物品の製造方法。
【請求項3】
1種以上の樹脂が、テトラグリシジルジアミノジフェニルメタン、ビス(3,4−エポキシ−6−メチル−シクロヘキシルメチル)アジペート、ノボラック樹脂、及びビスマレイミドからなる群から選択される、請求項2記載の複合物品の製造方法。
【請求項4】
1以上のミクロポーラス通気膜(55)が疎油処理された延伸ポリ(テトラフルオロエチレン)を含む、請求項1記載の複合物品の製造方法。
【請求項5】
1以上のミクロポーラス膜(55)が、フルオロカーボン側鎖を有するアクリル系ポリマーからなるコーティングを有する延伸ポリ(テトラフルオロエチレン)を含む、請求項1記載の複合物品の製造方法。
【請求項6】
1以上のミクロポーラス通気膜(55)が0.5インチH2Oで0.005立方フィート/分/フィート2の最小の通気性値を有する、請求項1記載の複合物品の製造方法。
【請求項7】
1以上のミクロポーラス通気膜(55)が織物に積層されている、請求項1記載の複合物品の製造方法。
【請求項8】
複合物品の製造方法であって、
複合物品の形状を有する型(15)上に複数のプリプレグ(30)をレイアップし、
複数のプリプレグ(30)をブリーダーファブリック(45)で被覆し、
ブリーダーファブリック(45)を1以上のミクロポーラス通気膜(55)で被覆し、
複数のプリプレグ(30)、ブリーダーファブリック(45)、及び1以上のミクロポーラス通気膜(55)を有する型(15)をガス不透過性真空バッグ(65)で包囲し、
ガス不透過性真空バッグ(65)で包囲された体積を排気して複数のプリプレグ(30)を予備圧密化し、
複数のプリプレグ(30)を圧密化し、
排気を停止する
ことを含む方法。
【請求項9】
複数のプリプレグ(30)が、エポキシ樹脂、フェノール樹脂、及びポリイミド樹脂からなる群から選択される1種以上の樹脂を含む、請求項8記載の複合物品の製造方法。
【請求項10】
1以上のミクロポーラス通気膜(55)が疎油処理された延伸ポリ(テトラフルオロエチレン)を含む、請求項9記載の複合物品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−178165(P2011−178165A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2011−37749(P2011−37749)
【出願日】平成23年2月24日(2011.2.24)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成23年2月24日(2011.2.24)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【Fターム(参考)】
[ Back to top ]