
複合糸
【課題】織編加工性に優れると共に、耐切創性、強靭性、軽量性、意匠性に優れた繊維構造物を与える複合糸を提供する。
【解決手段】
芯成分には直径10μmから100μmの範囲である引張切断強度が2800N/mm2以上のステンレス鋼繊維が少なくとも1本以上で構成され、高強度合成繊維でカバリング加工された複合糸とする。高強度合成繊維としては超高分子量ポリエチレン繊維および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリベンズイミダゾール繊維、ポリアミドイミド繊維などが好ましく使用される。これは、1種類からなっていても良いし、任意の2種類からなっても良い。
【解決手段】
芯成分には直径10μmから100μmの範囲である引張切断強度が2800N/mm2以上のステンレス鋼繊維が少なくとも1本以上で構成され、高強度合成繊維でカバリング加工された複合糸とする。高強度合成繊維としては超高分子量ポリエチレン繊維および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維、ポリパラフェニレンベンゾビスオキサゾール繊維、ポリベンズイミダゾール繊維、ポリアミドイミド繊維などが好ましく使用される。これは、1種類からなっていても良いし、任意の2種類からなっても良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、防護用の物品に使用されるステンレス複合糸、及びそれを用いて防護衣料や防護手袋などの高性能テキスタイルの素材としてまた産業用または民生用のロープ類やネット類産業上、広範囲に応用可能な繊維です。
【背景技術】
【0002】
金属繊維と高強度合成繊維から構成される糸や織編物は、危険な作業において作業者の身体を保護するために使用する防護衣や防護手袋などとして幅広く使用されている。
【0003】
金属繊維と高強度合成繊維から構成される糸や織編物の金属繊維として一般的にステンレス鋼がよく使用されている。ステンレス鋼繊維の直径は25μmから100μmの範囲が幅広く使用されている。
【0004】
ステンレス鋼繊維としては、SUS304、SUS316などの引張切断力が600−1400N/mm2の製品が安価であることと、製織製や製編製〔編み立て)が良いことで採用されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ステンレス鋼繊維はその直径が大きくなるほど刃物に対する抵抗力を増す傾向にある。またステンレス鋼繊維の本数を増やすことに刃物に対する抵抗力を増すこともできる。反面、ステンレス鋼繊維の直径が大きくなるほど、使用本数が増えるほど製織製や製編製(編み立て)が難しくなる。さらに織物が硬くなり柔軟性や風合いおよびフィット感が低下する。
【0006】
細いステンレス鋼繊維を複数本にして、織物機での加工の容易さを保ちながら刃物に対する切断抵抗を向上させる方法もあるが、細い直径のステンレス鋼繊維の重量単価は高価である。
【課題を解決するための手段】
【0007】
本発明は、過度に冷間圧延加工を施す事により、ステンレス鋼繊維の引張切断強度が2800N/mm2以上(直径10μmから100μm)に加工したものを、高強度合成繊維と構成されたことを特徴とする複合糸を提供する。また、本発明は、その複合糸を用いて作製されたことを特徴とする織編物、手袋、ロープ、釣り糸を提供する。
【0008】
本発明は上記の課題を解決するために、例えば本発明の実施の形態を示す図1と図2に基づいて説明すると、次のように構成したものである。ステンレス鋼繊維(1)に、高強度合成繊維(2)を付加することにより織編物に柔軟性と耐切創性が付与される。 また高強度合成繊維のフィラメント糸の加工糸を用いることによって、糸のカバリング性や合撚性が向上し、その結果、製織性および製編性(編み立て性)が向上して高密度の織編物が容易に製造できる。また製織性および高強度合成繊維で十分な製編性(編み立て性)が得られない場合や、ステンレス鋼ワイヤーの露出を防げない場合は、非高強度繊維(3)にて被服(カバーリング)加工を行う。
【0009】
複合糸を構成するステンレス鋼繊維(1)は少なくとも1本以上で構成され、その引張切断強度が2800N/mm2以上であり、芯(コア)として使用します。
【0010】
ステンレス鋼繊維の直径は10μm以上100μm以下の物が用いられる。10μm未満の場合は耐切創性が不十分となり一方直径が100μmを超える製品は、糸の製織性・製編性(編み立て性)や織物の風合いおよび柔軟性に劣る。高張力切断ステンレス鋼繊維の直径としては、20μm以上80μmが好ましく。その直径が60μm以下の場合は5本以下、また80μmの場合は2本以下での構成が望ましい。
【0011】
少なくとも1本以上の高強度合成繊維(2)でステンレス鋼繊維である芯を被服(カバーリング)加工します。
【0012】
高強度合成繊維としては、JISL 1013に基づいて測定される引張強度が10cN/dtex以上、好ましくは15cN/dtex以上であるという高引張特性と、JISL 1013に基づいて測定される引張り弾性率が400cN/dtex以上であるという高弾性率とを満たす繊維が好ましく使用する。引張強度が10cN/dtex以上、かつ、引張り弾性率が400cN/dtexの高機能フィラメント糸を用いることにより、ステンレス鋼繊維の強度補完とステンレス鋼繊維の金属の露出を防ぐために使用される。
【0013】
高強度合成繊維を構成する素材としては、超高分子量ポリエチレン繊維(例えば米国ハネウエル社「スペクトラ」オランダDSM社製、商品名「ダイニーマ」)および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名「ベクトラン」)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名「ザイロン」)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名「ケルメル」)、LCP(液晶ポリマー)繊維などが好ましく使用される。本発明は、上記高強度合成繊維の1種類からなっていても良いし、任意の2種類からなっても良い。
【0014】
ステンレス鋼繊維を芯(コア)として高強度合成繊維を1本以上を、包むようにカバーリングする。高強度合成繊維を1本の場合は、そのカバーリングのピッチ左右のどちらか回転方向に1cmに5−20回の範囲にする。高強度合成繊維を2本の場合は、そのカバーリングのピッチ左右別々の回転方向には1cmに5−20回の範囲にする。
【0015】
高強度合成繊維により十分な被覆が得られず、製織製・製編製に支障が発生したり、ステンレス鋼繊維の露出などを防ぐために、組み合わせにより非高強度繊維(3)で、上記の(1)(2)の複合糸を2本以上の繊維で再度の被覆(カバーリング)加工します。そのカバーリングのピッチ左右別々の回転方向には1cmに5−20回の範囲にする。
【0016】
非高強度繊維としては柔らかく一般的に安価で流通しているポリエステル、ナイロン、アステート、レイヨン、コットン、コットンーポリエステル、防臭コットンなどが好まれる。
【0017】
非高強度繊維のデニール太さは、織機や編み機のゲージ数やステンレス鋼繊維から手の保護や柔らかさ風合いの観点と高強度合成繊維のカバリング状態から決められる。ステンレス鋼繊維の直径が10μm以上40μm以下でなおかつ高強度合成繊維の太さが200−500デニールの場合は50デニール以上の非高度繊維が望ましい。またステンレス鋼繊維の直径が50μm以下でなおかつ高強度合成繊維の太さが200−500デニールの場合は、70デニール以上の非高度繊維が望ましい。ステンレス鋼繊維の直径が60μm以下で、なおかつ高強度合成繊維の太さが200−600デニールの場合の場合は150デニール以上の非高度繊維が望ましい。ステンレス鋼繊維の直径が80μm以下で、なおかつ高強度合成繊維の太さが200−1000デニールの場合の場合は200デニール以上の非高度繊維が望ましい。
【発明の効果】
【0018】
本発明によれば、引張切断強度の高いステンレス鋼繊維を高強度合成繊維に混和させることにより従来なく優れた耐切創性のある、防護衣、防護手袋、ロープ、ネット、釣り糸を提供することが可能になる。
【図面の簡単な説明】
【0019】
【図1】図1は本発明の実施方法を示した説明図である。
【図2】図2は本発明の実施方法を示した説明図である。
【図3】図3は本発明の切断抵抗の測定方法を示す図である。
【図4】図4は本発明の切断抵抗の測定方法を示す図である。
【発明を実施するための形態】
【0020】
本発明の、実施形態を図面に基づき説明する。
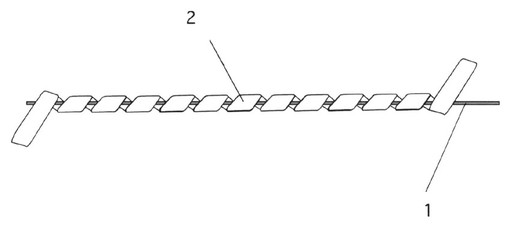
図1に示すようにステンレス複合繊維は、高張力ステンレス鋼繊維(1)を芯(コア)として高強度合成繊維(2)で被覆したものである。
【0021】
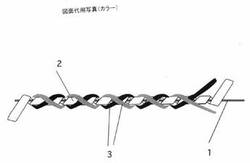
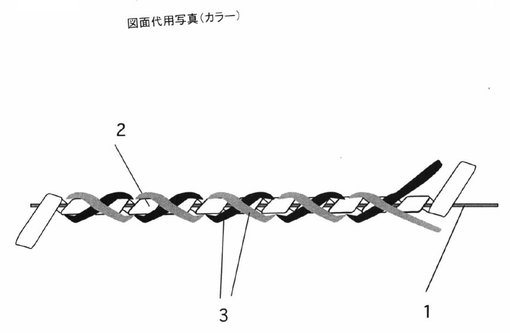
また図2に示すようにステンレス複合繊維は、高張力ステンレス鋼繊維(1)を芯(コア)として高強度合成繊維(2)で被覆したものをさらに非高強度繊維(3)により被覆したものである。
【0022】
実施例1:高張力ステンレス鋼繊維 (1)30μmを単体1本(引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス300デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をスパンディクス90デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0023】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPGで13ゲージ手袋を加工する。手袋は上記の1本の糸のみで編み立てを行う。
【0024】
実施例2:高張力ステンレス鋼繊維 (1)40μmを単体1本(引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0025】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋型式SPGで10ゲージ手袋を加工する。手袋は2本編みで、内側糸は10番手の綿を使用。外側糸は上記実施例2を使用する。
【0026】
実施例3:高張力ステンレス鋼繊維 (1)50μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0027】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側糸は上記実施例3を使用する。
【0028】
実施例4:高張力ステンレス鋼繊維 (1)60μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル150デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0029】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側糸は10番手の綿を使用。外側糸に上記実施例4を使用する。
【0030】
実施例5:高張力ステンレス鋼繊維 (1)80μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス200デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル200デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0031】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で7ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記実施例4を使用する。
【0032】
比較例1:ステンレス鋼繊維 (1)40μmを単体1本 (引張切断強度1400N/mm2 SUS316 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0033】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記比較例1を使用する。
【0034】
比較例2:ステンレス鋼繊維 (1)40μmを単体1本 (引張切断強度2000N/mm2 SUS316 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0035】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記比較例2を使用する。
【0036】
実施例および比較例の手袋および織物を表1に示す。それぞれの物性および測定は下記のようにした。
【0037】
編み物の厚さは、JIS L 1018に基づき測定。測定加重は0.7KPAで測定する。
【0038】
編み物の目付けは、JIS L 1018に基づき測定。
【0039】
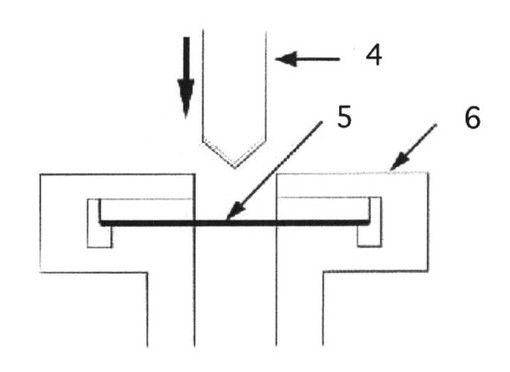
耐切創試験貫通強さは財団法人日本化学繊維協会で行われているカケン法にて、財団法人日本化学繊維検査協会にて行った。定速伸張形破裂試験機を用いて、図3のように試験片(5)の表を上にして、しわ及びたるみが生じないように均一な張力を加えてから内径4.4cmの試料取付台(6)のクランプに取り付け、50cm/分の加圧速度でナイフ(4)の刃が突き破る強さを測定した。ナイフはOLFA社の型番XB−45を使用して、3回測定した平均値を出す。
【0040】
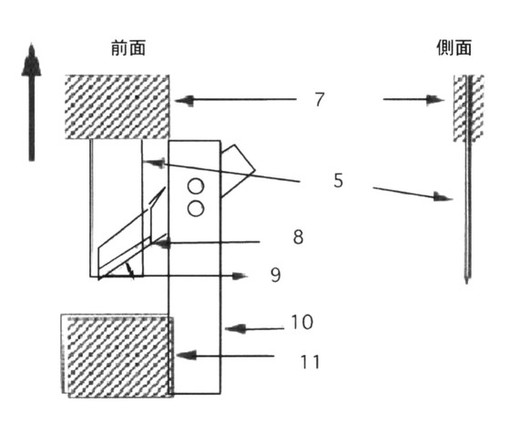
耐切創試験切断強さは財団法人日本化学繊維協会で行われているカケン法にて、財団法人日本化学繊維検査協会にて行った。定速伸張形破裂試験機を用いて、図4のように試験片(5)およびナイフ(8)を取り付け、50cm/分の引張り試験を行い強さを測定した。ナイフはOLFA社の型番LB−10Kを使用して、ウエールおよびコース方向にそれぞれ3回測定した平均値を出す。
【0041】
【表1】

【0042】
表1から明らかなように、本発明にかかわる編物の耐切創性における貫通および切断強度が高い結果が得られることがわかった。
【産業上の利用の可能性】
【0043】
本発明は、引張切断強度が2800N/mm2以上であり、その直径が10μmから100μm以下であるステンレス鋼繊維フィラメントを、高強度合成繊維で被覆することにより強靭で耐切創性が優れた織編物、手袋、ロープ、釣り糸などが提供できる。
【符号の説明】
【0044】
1 高張力ステンレス鋼繊維
2 高強度合成繊維
3 非高強度繊維
4 ナイフ OLFA社 型番XB−45
5 テスト試料
6 試料取付台
7 上部つかみ
8 OLFA社 型番LB−10K
9 角度45度
10 ナイフ保持台
11 下部つかみ
【技術分野】
【0001】
本発明は、防護用の物品に使用されるステンレス複合糸、及びそれを用いて防護衣料や防護手袋などの高性能テキスタイルの素材としてまた産業用または民生用のロープ類やネット類産業上、広範囲に応用可能な繊維です。
【背景技術】
【0002】
金属繊維と高強度合成繊維から構成される糸や織編物は、危険な作業において作業者の身体を保護するために使用する防護衣や防護手袋などとして幅広く使用されている。
【0003】
金属繊維と高強度合成繊維から構成される糸や織編物の金属繊維として一般的にステンレス鋼がよく使用されている。ステンレス鋼繊維の直径は25μmから100μmの範囲が幅広く使用されている。
【0004】
ステンレス鋼繊維としては、SUS304、SUS316などの引張切断力が600−1400N/mm2の製品が安価であることと、製織製や製編製〔編み立て)が良いことで採用されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
ステンレス鋼繊維はその直径が大きくなるほど刃物に対する抵抗力を増す傾向にある。またステンレス鋼繊維の本数を増やすことに刃物に対する抵抗力を増すこともできる。反面、ステンレス鋼繊維の直径が大きくなるほど、使用本数が増えるほど製織製や製編製(編み立て)が難しくなる。さらに織物が硬くなり柔軟性や風合いおよびフィット感が低下する。
【0006】
細いステンレス鋼繊維を複数本にして、織物機での加工の容易さを保ちながら刃物に対する切断抵抗を向上させる方法もあるが、細い直径のステンレス鋼繊維の重量単価は高価である。
【課題を解決するための手段】
【0007】
本発明は、過度に冷間圧延加工を施す事により、ステンレス鋼繊維の引張切断強度が2800N/mm2以上(直径10μmから100μm)に加工したものを、高強度合成繊維と構成されたことを特徴とする複合糸を提供する。また、本発明は、その複合糸を用いて作製されたことを特徴とする織編物、手袋、ロープ、釣り糸を提供する。
【0008】
本発明は上記の課題を解決するために、例えば本発明の実施の形態を示す図1と図2に基づいて説明すると、次のように構成したものである。ステンレス鋼繊維(1)に、高強度合成繊維(2)を付加することにより織編物に柔軟性と耐切創性が付与される。 また高強度合成繊維のフィラメント糸の加工糸を用いることによって、糸のカバリング性や合撚性が向上し、その結果、製織性および製編性(編み立て性)が向上して高密度の織編物が容易に製造できる。また製織性および高強度合成繊維で十分な製編性(編み立て性)が得られない場合や、ステンレス鋼ワイヤーの露出を防げない場合は、非高強度繊維(3)にて被服(カバーリング)加工を行う。
【0009】
複合糸を構成するステンレス鋼繊維(1)は少なくとも1本以上で構成され、その引張切断強度が2800N/mm2以上であり、芯(コア)として使用します。
【0010】
ステンレス鋼繊維の直径は10μm以上100μm以下の物が用いられる。10μm未満の場合は耐切創性が不十分となり一方直径が100μmを超える製品は、糸の製織性・製編性(編み立て性)や織物の風合いおよび柔軟性に劣る。高張力切断ステンレス鋼繊維の直径としては、20μm以上80μmが好ましく。その直径が60μm以下の場合は5本以下、また80μmの場合は2本以下での構成が望ましい。
【0011】
少なくとも1本以上の高強度合成繊維(2)でステンレス鋼繊維である芯を被服(カバーリング)加工します。
【0012】
高強度合成繊維としては、JISL 1013に基づいて測定される引張強度が10cN/dtex以上、好ましくは15cN/dtex以上であるという高引張特性と、JISL 1013に基づいて測定される引張り弾性率が400cN/dtex以上であるという高弾性率とを満たす繊維が好ましく使用する。引張強度が10cN/dtex以上、かつ、引張り弾性率が400cN/dtexの高機能フィラメント糸を用いることにより、ステンレス鋼繊維の強度補完とステンレス鋼繊維の金属の露出を防ぐために使用される。
【0013】
高強度合成繊維を構成する素材としては、超高分子量ポリエチレン繊維(例えば米国ハネウエル社「スペクトラ」オランダDSM社製、商品名「ダイニーマ」)および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名「ベクトラン」)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名「ザイロン」)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名「ケルメル」)、LCP(液晶ポリマー)繊維などが好ましく使用される。本発明は、上記高強度合成繊維の1種類からなっていても良いし、任意の2種類からなっても良い。
【0014】
ステンレス鋼繊維を芯(コア)として高強度合成繊維を1本以上を、包むようにカバーリングする。高強度合成繊維を1本の場合は、そのカバーリングのピッチ左右のどちらか回転方向に1cmに5−20回の範囲にする。高強度合成繊維を2本の場合は、そのカバーリングのピッチ左右別々の回転方向には1cmに5−20回の範囲にする。
【0015】
高強度合成繊維により十分な被覆が得られず、製織製・製編製に支障が発生したり、ステンレス鋼繊維の露出などを防ぐために、組み合わせにより非高強度繊維(3)で、上記の(1)(2)の複合糸を2本以上の繊維で再度の被覆(カバーリング)加工します。そのカバーリングのピッチ左右別々の回転方向には1cmに5−20回の範囲にする。
【0016】
非高強度繊維としては柔らかく一般的に安価で流通しているポリエステル、ナイロン、アステート、レイヨン、コットン、コットンーポリエステル、防臭コットンなどが好まれる。
【0017】
非高強度繊維のデニール太さは、織機や編み機のゲージ数やステンレス鋼繊維から手の保護や柔らかさ風合いの観点と高強度合成繊維のカバリング状態から決められる。ステンレス鋼繊維の直径が10μm以上40μm以下でなおかつ高強度合成繊維の太さが200−500デニールの場合は50デニール以上の非高度繊維が望ましい。またステンレス鋼繊維の直径が50μm以下でなおかつ高強度合成繊維の太さが200−500デニールの場合は、70デニール以上の非高度繊維が望ましい。ステンレス鋼繊維の直径が60μm以下で、なおかつ高強度合成繊維の太さが200−600デニールの場合の場合は150デニール以上の非高度繊維が望ましい。ステンレス鋼繊維の直径が80μm以下で、なおかつ高強度合成繊維の太さが200−1000デニールの場合の場合は200デニール以上の非高度繊維が望ましい。
【発明の効果】
【0018】
本発明によれば、引張切断強度の高いステンレス鋼繊維を高強度合成繊維に混和させることにより従来なく優れた耐切創性のある、防護衣、防護手袋、ロープ、ネット、釣り糸を提供することが可能になる。
【図面の簡単な説明】
【0019】
【図1】図1は本発明の実施方法を示した説明図である。
【図2】図2は本発明の実施方法を示した説明図である。
【図3】図3は本発明の切断抵抗の測定方法を示す図である。
【図4】図4は本発明の切断抵抗の測定方法を示す図である。
【発明を実施するための形態】
【0020】
本発明の、実施形態を図面に基づき説明する。
図1に示すようにステンレス複合繊維は、高張力ステンレス鋼繊維(1)を芯(コア)として高強度合成繊維(2)で被覆したものである。
【0021】
また図2に示すようにステンレス複合繊維は、高張力ステンレス鋼繊維(1)を芯(コア)として高強度合成繊維(2)で被覆したものをさらに非高強度繊維(3)により被覆したものである。
【0022】
実施例1:高張力ステンレス鋼繊維 (1)30μmを単体1本(引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス300デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をスパンディクス90デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0023】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPGで13ゲージ手袋を加工する。手袋は上記の1本の糸のみで編み立てを行う。
【0024】
実施例2:高張力ステンレス鋼繊維 (1)40μmを単体1本(引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0025】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋型式SPGで10ゲージ手袋を加工する。手袋は2本編みで、内側糸は10番手の綿を使用。外側糸は上記実施例2を使用する。
【0026】
実施例3:高張力ステンレス鋼繊維 (1)50μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0027】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側糸は上記実施例3を使用する。
【0028】
実施例4:高張力ステンレス鋼繊維 (1)60μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル150デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0029】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側糸は10番手の綿を使用。外側糸に上記実施例4を使用する。
【0030】
実施例5:高張力ステンレス鋼繊維 (1)80μmを単体1本 (引張切断強度2800N/mm2SUS304 比重7.9)、ファイバーグラス200デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル200デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0031】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で7ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記実施例4を使用する。
【0032】
比較例1:ステンレス鋼繊維 (1)40μmを単体1本 (引張切断強度1400N/mm2 SUS316 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0033】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記比較例1を使用する。
【0034】
比較例2:ステンレス鋼繊維 (1)40μmを単体1本 (引張切断強度2000N/mm2 SUS316 比重7.9)、ファイバーグラス100デニールと高強度ポリエチレン(2)375デニール(米国ハネウエル社製 スペクトラ)でステンレス鋼繊維をカバーリング、(1)(2)をポリエステル70デニール2本で被覆(カバーリング)する。このときの撚り数は800回/mとした。
【0035】
上記複合糸を利用して島精機株式会社製 全自動シームレス手袋 型式SPG で10ゲージ手袋を加工する。手袋は2本編みで、内側は10番手の綿を使用。外側に上記比較例2を使用する。
【0036】
実施例および比較例の手袋および織物を表1に示す。それぞれの物性および測定は下記のようにした。
【0037】
編み物の厚さは、JIS L 1018に基づき測定。測定加重は0.7KPAで測定する。
【0038】
編み物の目付けは、JIS L 1018に基づき測定。
【0039】
耐切創試験貫通強さは財団法人日本化学繊維協会で行われているカケン法にて、財団法人日本化学繊維検査協会にて行った。定速伸張形破裂試験機を用いて、図3のように試験片(5)の表を上にして、しわ及びたるみが生じないように均一な張力を加えてから内径4.4cmの試料取付台(6)のクランプに取り付け、50cm/分の加圧速度でナイフ(4)の刃が突き破る強さを測定した。ナイフはOLFA社の型番XB−45を使用して、3回測定した平均値を出す。
【0040】
耐切創試験切断強さは財団法人日本化学繊維協会で行われているカケン法にて、財団法人日本化学繊維検査協会にて行った。定速伸張形破裂試験機を用いて、図4のように試験片(5)およびナイフ(8)を取り付け、50cm/分の引張り試験を行い強さを測定した。ナイフはOLFA社の型番LB−10Kを使用して、ウエールおよびコース方向にそれぞれ3回測定した平均値を出す。
【0041】
【表1】
【0042】
表1から明らかなように、本発明にかかわる編物の耐切創性における貫通および切断強度が高い結果が得られることがわかった。
【産業上の利用の可能性】
【0043】
本発明は、引張切断強度が2800N/mm2以上であり、その直径が10μmから100μm以下であるステンレス鋼繊維フィラメントを、高強度合成繊維で被覆することにより強靭で耐切創性が優れた織編物、手袋、ロープ、釣り糸などが提供できる。
【符号の説明】
【0044】
1 高張力ステンレス鋼繊維
2 高強度合成繊維
3 非高強度繊維
4 ナイフ OLFA社 型番XB−45
5 テスト試料
6 試料取付台
7 上部つかみ
8 OLFA社 型番LB−10K
9 角度45度
10 ナイフ保持台
11 下部つかみ
【特許請求の範囲】
【請求項1】
芯成分には直径10μmから100μmの範囲である引張切断強度が2800N/mm2以上のステンレス鋼繊維が少なくとも1本以上で構成され、高強度合成繊維でカバリング加工された複合糸。
【請求項2】
芯(コア)をカバリングする繊維としては、JISL 1013に基づいて測定される引張強度が10cN/dtex以上、好ましくは15cN/dtex以上であるという高引張特性と、JISL 1013に基づいて測定される引張り弾性率が400cN/dtex以上であるという高弾性率とを満たす繊維が好ましく使用する。引張強度が10cN/dtex以上、かつ、引張り弾性率が400cN/dtexの高強度合成繊維を使用した複合糸。
【請求項3】
高強度合成繊維を構成する素材としては、超高分子量ポリエチレン繊維(例えば米国ハネウエル社「スペクトラ」オランダDSM社製、商品名「ダイニーマ」)および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名「ベクトラン」)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名「ザイロン」)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名「ケルメル」)、LCP(液晶ポリマー)繊維などを1種類もしくは任意の2種類からなる複合糸。
【請求項4】
上記の撚糸カバリングさせた複合糸にさらに、非高強度繊維であるポリエステル、ナイロン、アステート、レイヨン、コットン、コットンーポリエステル、防臭コットンまどで被覆(カバーリング)した複合糸。
【請求項1】
芯成分には直径10μmから100μmの範囲である引張切断強度が2800N/mm2以上のステンレス鋼繊維が少なくとも1本以上で構成され、高強度合成繊維でカバリング加工された複合糸。
【請求項2】
芯(コア)をカバリングする繊維としては、JISL 1013に基づいて測定される引張強度が10cN/dtex以上、好ましくは15cN/dtex以上であるという高引張特性と、JISL 1013に基づいて測定される引張り弾性率が400cN/dtex以上であるという高弾性率とを満たす繊維が好ましく使用する。引張強度が10cN/dtex以上、かつ、引張り弾性率が400cN/dtexの高強度合成繊維を使用した複合糸。
【請求項3】
高強度合成繊維を構成する素材としては、超高分子量ポリエチレン繊維(例えば米国ハネウエル社「スペクトラ」オランダDSM社製、商品名「ダイニーマ」)および超強度ポリエチレンにグラスファイバーを複合した繊維、アラミド繊維、全芳香族ポリエステル繊維(例えば株式会社クラレ製、商品名「ベクトラン」)、ポリパラフェニレンベンゾビスオキサゾール繊維(例えば東洋紡株式会社製、商品名「ザイロン」)、ポリベンズイミダゾール繊維、ポリアミドイミド繊維(例えばローヌプーラン社製、商品名「ケルメル」)、LCP(液晶ポリマー)繊維などを1種類もしくは任意の2種類からなる複合糸。
【請求項4】
上記の撚糸カバリングさせた複合糸にさらに、非高強度繊維であるポリエステル、ナイロン、アステート、レイヨン、コットン、コットンーポリエステル、防臭コットンまどで被覆(カバーリング)した複合糸。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−74550(P2011−74550A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−243877(P2009−243877)
【出願日】平成21年10月1日(2009.10.1)
【出願人】(504203413)有限会社ジェイショップスドットコム (9)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年10月1日(2009.10.1)
【出願人】(504203413)有限会社ジェイショップスドットコム (9)
【Fターム(参考)】
[ Back to top ]