
複合紡績糸及びそれを用いてなる布帛
【課題】新規な複合糸を提供する。
【解決手段】複合紡績糸は、複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、前記短繊維の中に分散して配置されるフィラメントまたは紡績糸の繊維とからなる。
【解決手段】複合紡績糸は、複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、前記短繊維の中に分散して配置されるフィラメントまたは紡績糸の繊維とからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、短繊維束とマルチフィラメントまたは紡績糸からなる新規な複合紡績糸に関する。
【背景技術】
【0002】
従来、短繊維束とフィラメントとを複合する方法としては、短繊維束で集束状態のマルチフィラメントを包み込みながら加撚したうえ、巻き取る方法や短繊維束と電気により解繊されたマルチフィラメントを重ね合わせながら加撚したうえ、巻き取る方法が知られている。しかし、これらの方法は短繊維とマルチフィラメントの絡合性を良くするために、通常の短繊維のみからなる紡績糸の撚数よりも多くの撚数を加えなければならないため、柔軟性や膨らみが損なわれるという欠点があった。
【0003】
また、特開2006−506558号公報などに記載されたセルフツイスト方式の紡績機では、最下流のローラ対を、糸の流れに直交する方向(回転軸の方向)に移動する往復回転ローラとする。この往復回転ローラの回転速度、往復範囲、往復速度を制御することおよび加撚ローラ後に設ける合糸ガイドの位置を変更することにより、糸に加えられる撚形状(外観)を制御できる。
【0004】
また、特開2006−506558号公報の図9および図10に示される別の例では、ドラフト装置を通った毛糸の短繊維スライバは、ナイロンなどのフィラメントとともにフィラメント挿入用のガイドを通る。このとき、合成フィラメントは短繊維からなるスライバの中央部に押し込まれる。その後、スライバは加撚ローラを通る。合成フィラメントはスライバの糸強力を増しているので、加撚ローラを用いて、ストランドスライバの撚りをゆるめて、嵩をより高くできる。これにより、引っ張り強度を失わずに、毛糸の所定量に対して嵩がより高い糸が得られる。また、フェルトしやすくできる。
【特許文献1】特開2006−506558号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的はセルフツイスト紡績にて、短繊維と、マルチフィラメントまたは紡績糸からなる新規な複合糸を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る複合紡績糸は、複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中に、分散して配置されるマルチフィラメントまたは紡績糸の繊維とからなる。この複合糸において、たとえば、番手が単糸換算で1/48Nm以上である。
【0007】
前記複合糸において、たとえば、前記短繊維はウールであり、前記マルチフィラメントまたは紡績糸は、ポリエステルまたはナイロンまたは綿である。
【0008】
前記複合糸において、たとえば、前記短繊維はウールであり、前記マルチフィラメントまたは紡績糸は吸水速乾性能をもつものである。
【0009】
前記複合糸において、たとえば、前記短繊維は綿または麻であり、前記マルチフィラメントまたは紡績糸はポリエステルまたはナイロンまたはウールである。
【0010】
前記複合糸において、たとえば、前記マルチフィラメントまたは紡績糸は弾性繊維または弾性繊維混である。
【0011】
前記複合糸において、たとえば、前記マルチフィラメントまたは紡績糸は、紡績糸であって、撚り構造が2重である。
【0012】
前記複合糸において、たとえば、前記少なくとも一部は、撚りが実質的にない状態である。
【0013】
前記複合糸において、たとえば、撚り状態が一様でない。
【0014】
また、本発明に係る布帛は、上述の複合紡績糸を用いて製造される。
【発明の効果】
【0015】
複合糸の構成繊維の本数が少なくて済み、通常のリング式紡績では不可能であった、超細番手の紡績が可能になる。
【0016】
複合糸の糸強力が従来の短繊維のみを使用した糸に比べて低くならない。
【0017】
また実撚がかからないことからニットでの斜行が発生しない。さらにマルチフィラメントが開繊され、鞘に位置する短繊維が芯に位置するモノフィラメント間に挟み込まれるため、フィラメント複合紡績糸特有のコシがなく、ナチュラルな風合いが得られる。また毛玉の発生も抑制できる。
【0018】
また同様に、単独で用いるとチクチクする短繊維を鞘側に用いると、繊維端がモノフィラメントの間に挟みこまれるため、この問題が解消できる。
【発明を実施するための最良の形態】
【0019】
以下、添付の図面を参照して発明の実施の形態を説明する。なお、図は実施の形態の説明のために用いられており、本発明はこれに限定されるものではない。
図1と図2に示すように、3本のスライバ2a,2b,2cがローラ対4と1以上のローラ対7の間を通され、ガイド8a,8b、8cを通って1本の糸に撚り合わされる。ローラ対4,6およびその間に設けられるドラフト装置10により、スライバの太さを所定の太さにまで細くする。最下流のローラ対7を加撚ローラ対とし、ローラ対4と6間でドラフトされたスライバ2が流れる方向に直交する方向に(回転軸の方向に)往復運動させる。図示しないが、特開2006−506558号公報に記載された機構と同様に、加撚ローラ7の回転軸に、回転軸を回転させるサーボモータと、その回転軸を往復動させるサーボモータを接続する。一方の加撚ローラ7を一方の往復動方向に移動させるときには、もう1つの加撚ローラ7を、異なる方向に移動させる。加撚ローラ7の移動速度や移動範囲は、図示しない制御装置によりプログラムで制御される。ここで、加撚ローラ7の往復動の方向の変化に合わせて、スライバの撚りの状態は、一方の方向に撚られた領域、撚りのない領域(非撚り領域)、他方の方向に撚られた領域、撚りのない領域(非撚り領域)というように、変化していく。撚りのある領域や撚りのない領域の長さは、加撚ローラ7の回転速度、往復動の範囲、往復速度などにより制御できる。加撚ローラ対7を出た3本のスライバ2a,2b,2cは、それぞれ、小さい穴のガイド8a,8b、8cを通る。ガイド8a,8b,8cは、取り付けバー12により支持されていて、その位置は取り付けバー12の位置を加撚ローラに対して相対的に移動することにより調整できる。ここで、3つのガイドのうち左側と中央の2つ8a,8bのガイドを通ったスライバ2a,2bは、第3の右側のガイド8cに導かれ、第3のガイド8cを通るとき、3本のスライバ2a,2b,2cは合わされて1本の糸となる。加燃ローラ7からガイド8cまでの距離はスライバごとに異なるので、撚りのない領域(非撚り領域)が重ならない糸が得られ、ボビンに巻き取られる。得られた複合糸は、撚り状態が一様でない。
【0020】
次に、図1と図2に示した紡績機を用いた複合糸の製造について説明する。たとえば、3本の羊毛、綿などのスライバにドラフトを終了するローラ6の直前でマルチフィラメントを挿入することで長短繊維複合糸が得られる。ここで、マルチフィラメントを張力が弱い状態で挿入すると、加撚ローラ7によりマルチフィラメントが揉まれることで開繊され、図3に図式的に示すように、モノフィラメント14(黒丸であらわす)が短繊維12(白丸であわらす)の中に拡散されて配置される。モノフィラメント14の位置は、糸の中心ではなく、中心と外面との中間である。このように、得られた複合糸の少なくとも一部は、短繊維12と、この短繊維の中にモノフィラメント14が分散して配置されるマルチフィラメントからなる。この状態の複合糸は、実質的に撚りがない状態にできる。拡散されたマルチフィラメントに短繊維12が絡みつくので、拡散されない場合に比べて、複合糸の糸強力は大きくなる。
【0021】
この複合糸は、短繊維がマルチフィラメントにからみつくため、構成繊維本数が少なくて済み(たとえば20本)、通常のリング紡績では不可能であった超細番手(たとえば150番や200番)の紡績が可能になる。また、通常のリング紡績に比べ、フィラメントのカバー率が高い。また、短繊維とマルチフィラメントがともに糸方向に平行であり撚トルクがないため、ニットでの斜行が起こらない。また、糸強力が低いというセルフツイスト方式特有の問題も発生しない。
【0022】
また、芯となるフィラメントが短繊維の中に拡散されて配置されているため、次のような特徴がある。(1)ナチュラルな風合いが得られる。(2)繊維端がモノフィラメントの間に挟まれることで小さなパイルを形成し、膨らみがある。(3)短繊維端がモノフィラメントの間に挟まれるため、製織・編、加工工程時に毛羽立ち、着用時の毛玉が発生しにくい。また同様に、(4)短繊維端がモノフィラメントの間に挟まれるためチクチクしない。
【0023】
この複合糸は、少なくとも一部が、短繊維と、この短繊維の中にモノフィラメントが分散して配置されるマルチフィラメントからなっている。フィラメントとして弾性繊維を用いてもよい。たとえば以下のような組み合わせが用いられる。
(1)短繊維はウールであり、マルチマルチフィラメントはポリエステルまたはナイロンである。
(2)短繊維は綿または麻であり、マルチフィラメントはポリエステルまたはナイロンである。
(3)短繊維はウールであり、マルチフィラメントは吸水速乾性能をもつ。
【0024】
なお、マルチフィラメントの代わりに紡績糸を用いてもよい。この場合、複合糸において、少なくとも一部が、短繊維と、この短繊維の中に配置される紡績糸からなる。短繊維と紡績糸を組みあわせて撚り構造が2重の糸が得られる。紡績糸は弾性繊維または弾性繊維混であってもよい。紡績糸を用いる場合も、複合される短繊維は、実質的に撚りがない状態にできる。たとえば以下のような組み合わせが用いられる。
(1)短繊維はウールであり、紡績糸はポリエステルまたはナイロンである。
(2)短繊維は綿または麻であり、紡績糸はポリエステルまたはナイロンである。
(3)短繊維はウールであり、紡績糸は綿である。
(4)短繊維は綿であり、紡績糸はウールである。
(5)短繊維はウールであり、紡績糸は吸水速乾性能をもつ。
【0025】
以上に説明した複合糸の製造法を用いると、たとえば以下のような性質の糸が製造できる。
(1)鞘側に位置する短繊維にウールを使用し、芯側に吸水速乾フィラメントを使用した、吸水性と吸湿性を両立しチクチクしない糸。
(2)鞘側に位置する短繊維に麻を使用し、芯側にポリエステルまたはナイロンフィラメントを使用した、チクチクせず、膨らみがありながら清涼感のある糸。
(3)鞘側に位置する短繊維に綿を使用し、芯側にポリエステルまたはナイロンのマルチフィラメントを使用した、肌触りが良く弾力性のある糸。
(4)鞘側に位置する短繊維に綿を使用し、芯側にウールの紡績糸を使用した、肌触りが良く、吸湿発熱性に優れた糸。
(5)芯側に弾性繊維(たとえばポリウレタン)を用いた伸縮性のある糸。
(6)芯側に紡績糸を使用した、二重の撚構造を持つ糸。
また、そのような複合糸を用いた布帛を製造できる。
【実施例】
【0026】
次に本発明の複合紡績糸の製造例を比較例とともに記載し、その効果を具体的に示す。
実施例1
図1に示す装置にオゾン処理された繊度が18.5μからなるウールの粗糸0.15g/mを2本供給し、ローラ4と6間で40.5倍でドラフトした。また2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントをローラ6の直前でウール粗糸に挿入し、加撚ローラ7の往復範囲を146mm、往復速度を4780mm/sec、回転速度を3.33m/secとした際に、リング式紡績では紡績不可能である番手2/200Nmの複合紡績糸を製造した。
【0027】
実施例2
また同様に、オゾン処理された繊度が18.5μからなるウールの粗糸0.22g/mを2本供給し、ローラ4と6間で24.1倍でドラフトした。また2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントをローラ6の直前でウール粗糸に挿入し、番手2/96Nmを紡績した。なお、この際の加撚ローラ7の設定は、往復範囲を146mm、往復速度を4780mm/sec、回転速度を3.33m/secであった。
【0028】
この複合紡績糸の断面を顕微鏡にて観察したところ、図3に示すようにナイロンマルチフィラメントが開繊され、ウール繊維間に拡散して配置されていた。またこの複合紡績糸を使用して12Gの天竺組織にて編み立てを行い染色し、編目曲り(斜行)、ピリング性能、曲げ剛性およびチクチク感を調査した。その結果を表1に示す。
【0029】
比較例1
オゾン処理された繊度が18.5μからなるウールの粗糸0.35g/mと実施例2で用いた2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントを用い、ドラフト20.0倍、撚数700T/m(Z)にてリング式紡績により番手1/48を紡績した。この複合糸の断面を顕微鏡で観察したところ、ナイロンマルチフィラメントは糸の中心付近で集束していた。一般的に、短繊維の中にマルチフィラメントまたは紡績糸の繊維を分散して配置した複合糸において、番手が単糸換算で1/48Nm以上である複合糸を製造できる。
【0030】
上記比較例で得られた糸を用いて、実施例2と同様に天竺編地を編み立て染色し、実施例と同じ調査を行った。その結果を合わせて表1に示す。
【0031】
【表1】

【0032】
表1に示す結果から明らかなように、本発明の実施例2で得られた複合紡績糸は、比較例1で得られた複合紡績糸に比べ、斜行が発生せず、毛玉の発生が抑制され、ソフトな風合いを有し、チクチク感を感じにくい編地が得られた。
【0033】
なお、上記実施例2および比較例1の評価に用いた測定方法は以下のとおりである。
(編目曲り)
JIS L−1018に基づき測定した。
(ピリング)
JIS L−1076 A法(ICI形5時間)に基づき測定した。
(曲げ剛性)
川端式風合い試験機KES−F2により測定した。
(チクチク感)
ランダムに選んだ10人のテスターにより、試料を二の腕に当てた状態でチクチクする方を選択することにより評価した。
【図面の簡単な説明】
【0034】
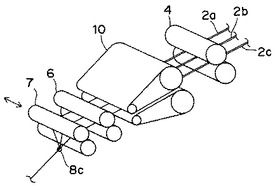
【図1】セルフツイスト方式の紡績機の斜視図
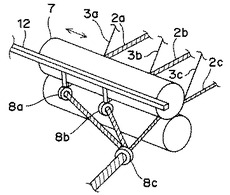
【図2】加撚ローラの近傍の図
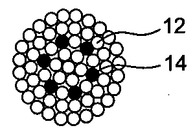
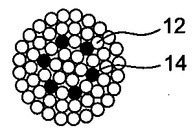
【図3】複合糸の図式的な断面図
【符号の説明】
【0035】
2 スライバ、 4 ローラ対、 6 ローラ対 7加撚ローラ対、 8 ガイド、 12 短繊維、 14 モノフィラメント。
【技術分野】
【0001】
本発明は、短繊維束とマルチフィラメントまたは紡績糸からなる新規な複合紡績糸に関する。
【背景技術】
【0002】
従来、短繊維束とフィラメントとを複合する方法としては、短繊維束で集束状態のマルチフィラメントを包み込みながら加撚したうえ、巻き取る方法や短繊維束と電気により解繊されたマルチフィラメントを重ね合わせながら加撚したうえ、巻き取る方法が知られている。しかし、これらの方法は短繊維とマルチフィラメントの絡合性を良くするために、通常の短繊維のみからなる紡績糸の撚数よりも多くの撚数を加えなければならないため、柔軟性や膨らみが損なわれるという欠点があった。
【0003】
また、特開2006−506558号公報などに記載されたセルフツイスト方式の紡績機では、最下流のローラ対を、糸の流れに直交する方向(回転軸の方向)に移動する往復回転ローラとする。この往復回転ローラの回転速度、往復範囲、往復速度を制御することおよび加撚ローラ後に設ける合糸ガイドの位置を変更することにより、糸に加えられる撚形状(外観)を制御できる。
【0004】
また、特開2006−506558号公報の図9および図10に示される別の例では、ドラフト装置を通った毛糸の短繊維スライバは、ナイロンなどのフィラメントとともにフィラメント挿入用のガイドを通る。このとき、合成フィラメントは短繊維からなるスライバの中央部に押し込まれる。その後、スライバは加撚ローラを通る。合成フィラメントはスライバの糸強力を増しているので、加撚ローラを用いて、ストランドスライバの撚りをゆるめて、嵩をより高くできる。これにより、引っ張り強度を失わずに、毛糸の所定量に対して嵩がより高い糸が得られる。また、フェルトしやすくできる。
【特許文献1】特開2006−506558号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的はセルフツイスト紡績にて、短繊維と、マルチフィラメントまたは紡績糸からなる新規な複合糸を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る複合紡績糸は、複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中に、分散して配置されるマルチフィラメントまたは紡績糸の繊維とからなる。この複合糸において、たとえば、番手が単糸換算で1/48Nm以上である。
【0007】
前記複合糸において、たとえば、前記短繊維はウールであり、前記マルチフィラメントまたは紡績糸は、ポリエステルまたはナイロンまたは綿である。
【0008】
前記複合糸において、たとえば、前記短繊維はウールであり、前記マルチフィラメントまたは紡績糸は吸水速乾性能をもつものである。
【0009】
前記複合糸において、たとえば、前記短繊維は綿または麻であり、前記マルチフィラメントまたは紡績糸はポリエステルまたはナイロンまたはウールである。
【0010】
前記複合糸において、たとえば、前記マルチフィラメントまたは紡績糸は弾性繊維または弾性繊維混である。
【0011】
前記複合糸において、たとえば、前記マルチフィラメントまたは紡績糸は、紡績糸であって、撚り構造が2重である。
【0012】
前記複合糸において、たとえば、前記少なくとも一部は、撚りが実質的にない状態である。
【0013】
前記複合糸において、たとえば、撚り状態が一様でない。
【0014】
また、本発明に係る布帛は、上述の複合紡績糸を用いて製造される。
【発明の効果】
【0015】
複合糸の構成繊維の本数が少なくて済み、通常のリング式紡績では不可能であった、超細番手の紡績が可能になる。
【0016】
複合糸の糸強力が従来の短繊維のみを使用した糸に比べて低くならない。
【0017】
また実撚がかからないことからニットでの斜行が発生しない。さらにマルチフィラメントが開繊され、鞘に位置する短繊維が芯に位置するモノフィラメント間に挟み込まれるため、フィラメント複合紡績糸特有のコシがなく、ナチュラルな風合いが得られる。また毛玉の発生も抑制できる。
【0018】
また同様に、単独で用いるとチクチクする短繊維を鞘側に用いると、繊維端がモノフィラメントの間に挟みこまれるため、この問題が解消できる。
【発明を実施するための最良の形態】
【0019】
以下、添付の図面を参照して発明の実施の形態を説明する。なお、図は実施の形態の説明のために用いられており、本発明はこれに限定されるものではない。
図1と図2に示すように、3本のスライバ2a,2b,2cがローラ対4と1以上のローラ対7の間を通され、ガイド8a,8b、8cを通って1本の糸に撚り合わされる。ローラ対4,6およびその間に設けられるドラフト装置10により、スライバの太さを所定の太さにまで細くする。最下流のローラ対7を加撚ローラ対とし、ローラ対4と6間でドラフトされたスライバ2が流れる方向に直交する方向に(回転軸の方向に)往復運動させる。図示しないが、特開2006−506558号公報に記載された機構と同様に、加撚ローラ7の回転軸に、回転軸を回転させるサーボモータと、その回転軸を往復動させるサーボモータを接続する。一方の加撚ローラ7を一方の往復動方向に移動させるときには、もう1つの加撚ローラ7を、異なる方向に移動させる。加撚ローラ7の移動速度や移動範囲は、図示しない制御装置によりプログラムで制御される。ここで、加撚ローラ7の往復動の方向の変化に合わせて、スライバの撚りの状態は、一方の方向に撚られた領域、撚りのない領域(非撚り領域)、他方の方向に撚られた領域、撚りのない領域(非撚り領域)というように、変化していく。撚りのある領域や撚りのない領域の長さは、加撚ローラ7の回転速度、往復動の範囲、往復速度などにより制御できる。加撚ローラ対7を出た3本のスライバ2a,2b,2cは、それぞれ、小さい穴のガイド8a,8b、8cを通る。ガイド8a,8b,8cは、取り付けバー12により支持されていて、その位置は取り付けバー12の位置を加撚ローラに対して相対的に移動することにより調整できる。ここで、3つのガイドのうち左側と中央の2つ8a,8bのガイドを通ったスライバ2a,2bは、第3の右側のガイド8cに導かれ、第3のガイド8cを通るとき、3本のスライバ2a,2b,2cは合わされて1本の糸となる。加燃ローラ7からガイド8cまでの距離はスライバごとに異なるので、撚りのない領域(非撚り領域)が重ならない糸が得られ、ボビンに巻き取られる。得られた複合糸は、撚り状態が一様でない。
【0020】
次に、図1と図2に示した紡績機を用いた複合糸の製造について説明する。たとえば、3本の羊毛、綿などのスライバにドラフトを終了するローラ6の直前でマルチフィラメントを挿入することで長短繊維複合糸が得られる。ここで、マルチフィラメントを張力が弱い状態で挿入すると、加撚ローラ7によりマルチフィラメントが揉まれることで開繊され、図3に図式的に示すように、モノフィラメント14(黒丸であらわす)が短繊維12(白丸であわらす)の中に拡散されて配置される。モノフィラメント14の位置は、糸の中心ではなく、中心と外面との中間である。このように、得られた複合糸の少なくとも一部は、短繊維12と、この短繊維の中にモノフィラメント14が分散して配置されるマルチフィラメントからなる。この状態の複合糸は、実質的に撚りがない状態にできる。拡散されたマルチフィラメントに短繊維12が絡みつくので、拡散されない場合に比べて、複合糸の糸強力は大きくなる。
【0021】
この複合糸は、短繊維がマルチフィラメントにからみつくため、構成繊維本数が少なくて済み(たとえば20本)、通常のリング紡績では不可能であった超細番手(たとえば150番や200番)の紡績が可能になる。また、通常のリング紡績に比べ、フィラメントのカバー率が高い。また、短繊維とマルチフィラメントがともに糸方向に平行であり撚トルクがないため、ニットでの斜行が起こらない。また、糸強力が低いというセルフツイスト方式特有の問題も発生しない。
【0022】
また、芯となるフィラメントが短繊維の中に拡散されて配置されているため、次のような特徴がある。(1)ナチュラルな風合いが得られる。(2)繊維端がモノフィラメントの間に挟まれることで小さなパイルを形成し、膨らみがある。(3)短繊維端がモノフィラメントの間に挟まれるため、製織・編、加工工程時に毛羽立ち、着用時の毛玉が発生しにくい。また同様に、(4)短繊維端がモノフィラメントの間に挟まれるためチクチクしない。
【0023】
この複合糸は、少なくとも一部が、短繊維と、この短繊維の中にモノフィラメントが分散して配置されるマルチフィラメントからなっている。フィラメントとして弾性繊維を用いてもよい。たとえば以下のような組み合わせが用いられる。
(1)短繊維はウールであり、マルチマルチフィラメントはポリエステルまたはナイロンである。
(2)短繊維は綿または麻であり、マルチフィラメントはポリエステルまたはナイロンである。
(3)短繊維はウールであり、マルチフィラメントは吸水速乾性能をもつ。
【0024】
なお、マルチフィラメントの代わりに紡績糸を用いてもよい。この場合、複合糸において、少なくとも一部が、短繊維と、この短繊維の中に配置される紡績糸からなる。短繊維と紡績糸を組みあわせて撚り構造が2重の糸が得られる。紡績糸は弾性繊維または弾性繊維混であってもよい。紡績糸を用いる場合も、複合される短繊維は、実質的に撚りがない状態にできる。たとえば以下のような組み合わせが用いられる。
(1)短繊維はウールであり、紡績糸はポリエステルまたはナイロンである。
(2)短繊維は綿または麻であり、紡績糸はポリエステルまたはナイロンである。
(3)短繊維はウールであり、紡績糸は綿である。
(4)短繊維は綿であり、紡績糸はウールである。
(5)短繊維はウールであり、紡績糸は吸水速乾性能をもつ。
【0025】
以上に説明した複合糸の製造法を用いると、たとえば以下のような性質の糸が製造できる。
(1)鞘側に位置する短繊維にウールを使用し、芯側に吸水速乾フィラメントを使用した、吸水性と吸湿性を両立しチクチクしない糸。
(2)鞘側に位置する短繊維に麻を使用し、芯側にポリエステルまたはナイロンフィラメントを使用した、チクチクせず、膨らみがありながら清涼感のある糸。
(3)鞘側に位置する短繊維に綿を使用し、芯側にポリエステルまたはナイロンのマルチフィラメントを使用した、肌触りが良く弾力性のある糸。
(4)鞘側に位置する短繊維に綿を使用し、芯側にウールの紡績糸を使用した、肌触りが良く、吸湿発熱性に優れた糸。
(5)芯側に弾性繊維(たとえばポリウレタン)を用いた伸縮性のある糸。
(6)芯側に紡績糸を使用した、二重の撚構造を持つ糸。
また、そのような複合糸を用いた布帛を製造できる。
【実施例】
【0026】
次に本発明の複合紡績糸の製造例を比較例とともに記載し、その効果を具体的に示す。
実施例1
図1に示す装置にオゾン処理された繊度が18.5μからなるウールの粗糸0.15g/mを2本供給し、ローラ4と6間で40.5倍でドラフトした。また2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントをローラ6の直前でウール粗糸に挿入し、加撚ローラ7の往復範囲を146mm、往復速度を4780mm/sec、回転速度を3.33m/secとした際に、リング式紡績では紡績不可能である番手2/200Nmの複合紡績糸を製造した。
【0027】
実施例2
また同様に、オゾン処理された繊度が18.5μからなるウールの粗糸0.22g/mを2本供給し、ローラ4と6間で24.1倍でドラフトした。また2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントをローラ6の直前でウール粗糸に挿入し、番手2/96Nmを紡績した。なお、この際の加撚ローラ7の設定は、往復範囲を146mm、往復速度を4780mm/sec、回転速度を3.33m/secであった。
【0028】
この複合紡績糸の断面を顕微鏡にて観察したところ、図3に示すようにナイロンマルチフィラメントが開繊され、ウール繊維間に拡散して配置されていた。またこの複合紡績糸を使用して12Gの天竺組織にて編み立てを行い染色し、編目曲り(斜行)、ピリング性能、曲げ剛性およびチクチク感を調査した。その結果を表1に示す。
【0029】
比較例1
オゾン処理された繊度が18.5μからなるウールの粗糸0.35g/mと実施例2で用いた2.6dtexのモノフィラメント5本からなる13dtexのナイロンマルチフィラメントを用い、ドラフト20.0倍、撚数700T/m(Z)にてリング式紡績により番手1/48を紡績した。この複合糸の断面を顕微鏡で観察したところ、ナイロンマルチフィラメントは糸の中心付近で集束していた。一般的に、短繊維の中にマルチフィラメントまたは紡績糸の繊維を分散して配置した複合糸において、番手が単糸換算で1/48Nm以上である複合糸を製造できる。
【0030】
上記比較例で得られた糸を用いて、実施例2と同様に天竺編地を編み立て染色し、実施例と同じ調査を行った。その結果を合わせて表1に示す。
【0031】
【表1】
【0032】
表1に示す結果から明らかなように、本発明の実施例2で得られた複合紡績糸は、比較例1で得られた複合紡績糸に比べ、斜行が発生せず、毛玉の発生が抑制され、ソフトな風合いを有し、チクチク感を感じにくい編地が得られた。
【0033】
なお、上記実施例2および比較例1の評価に用いた測定方法は以下のとおりである。
(編目曲り)
JIS L−1018に基づき測定した。
(ピリング)
JIS L−1076 A法(ICI形5時間)に基づき測定した。
(曲げ剛性)
川端式風合い試験機KES−F2により測定した。
(チクチク感)
ランダムに選んだ10人のテスターにより、試料を二の腕に当てた状態でチクチクする方を選択することにより評価した。
【図面の簡単な説明】
【0034】
【図1】セルフツイスト方式の紡績機の斜視図
【図2】加撚ローラの近傍の図
【図3】複合糸の図式的な断面図
【符号の説明】
【0035】
2 スライバ、 4 ローラ対、 6 ローラ対 7加撚ローラ対、 8 ガイド、 12 短繊維、 14 モノフィラメント。
【特許請求の範囲】
【請求項1】
複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中にモノフィラメントが分散して配置されるマルチフィラメントからなる複合紡績糸。
【請求項2】
前記短繊維はウールであり、前記マルチマルチフィラメントはポリエステルまたはナイロンであることを特徴とする、請求項1に記載された複合紡績糸。
【請求項3】
前記短繊維はウールであり、前記マルチフィラメントは吸水速乾性能をもつことを特徴とする、請求項1に記載された複合紡績糸。
【請求項4】
前記短繊維は綿または麻であり、前記マルチフィラメントはポリエステルまたはナイロンであることを特徴とする、請求項1に記載された複合紡績糸。
【請求項5】
前記フィラメントは弾性繊維であることを特徴とする、請求項1に記載された複合紡績糸。
【請求項6】
複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中に配置される紡績糸からなる複合紡績糸。
【請求項7】
前記短繊維はウールであり、前記紡績糸はポリエステルまたはナイロンであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項8】
前記短繊維は綿または麻であり、前記紡績糸はポリエステルまたはナイロンであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項9】
前記短繊維はウールであり、前記紡績糸は綿であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項10】
前記短繊維は綿であり、前記紡績糸はウールであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項11】
前記紡績糸は弾性繊維混であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項12】
前記短繊維と組みあわされる繊維が紡績糸であって、撚り構造が2重であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項13】
前記短繊維はウールであり、前記紡績糸は吸水速乾性能をもつことを特徴とする、請求項6に記載された複合紡績糸。
【請求項14】
前記少なくとも一部は、実質的に撚りがない状態であることを特徴とする、請求項1から13のいずれかに記載された複合紡績糸。
【請求項15】
撚り状態が一様でないことを特徴とする、請求項1から13のいずれかに記載された複合紡績糸。
【請求項16】
番手が単糸換算で1/48Nm以上であることを特徴とする、請求項1から14のいずれかに記載された複合紡績糸。
【請求項17】
短繊維端がモノフィラメントの間に挟まれていることを特徴とする、請求項1から5のいずれかに記載された複合紡績糸。
【請求項18】
請求項1〜17のいずれかに記載された複合紡績糸を用いてなることを特徴とする布帛。
【請求項1】
複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中にモノフィラメントが分散して配置されるマルチフィラメントからなる複合紡績糸。
【請求項2】
前記短繊維はウールであり、前記マルチマルチフィラメントはポリエステルまたはナイロンであることを特徴とする、請求項1に記載された複合紡績糸。
【請求項3】
前記短繊維はウールであり、前記マルチフィラメントは吸水速乾性能をもつことを特徴とする、請求項1に記載された複合紡績糸。
【請求項4】
前記短繊維は綿または麻であり、前記マルチフィラメントはポリエステルまたはナイロンであることを特徴とする、請求項1に記載された複合紡績糸。
【請求項5】
前記フィラメントは弾性繊維であることを特徴とする、請求項1に記載された複合紡績糸。
【請求項6】
複数種の繊維からなる複合糸であって、少なくとも一部が、短繊維と、この短繊維の中に配置される紡績糸からなる複合紡績糸。
【請求項7】
前記短繊維はウールであり、前記紡績糸はポリエステルまたはナイロンであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項8】
前記短繊維は綿または麻であり、前記紡績糸はポリエステルまたはナイロンであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項9】
前記短繊維はウールであり、前記紡績糸は綿であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項10】
前記短繊維は綿であり、前記紡績糸はウールであることを特徴とする、請求項6に記載された複合紡績糸。
【請求項11】
前記紡績糸は弾性繊維混であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項12】
前記短繊維と組みあわされる繊維が紡績糸であって、撚り構造が2重であることを特徴とする、請求項6に記載された複合紡績糸。
【請求項13】
前記短繊維はウールであり、前記紡績糸は吸水速乾性能をもつことを特徴とする、請求項6に記載された複合紡績糸。
【請求項14】
前記少なくとも一部は、実質的に撚りがない状態であることを特徴とする、請求項1から13のいずれかに記載された複合紡績糸。
【請求項15】
撚り状態が一様でないことを特徴とする、請求項1から13のいずれかに記載された複合紡績糸。
【請求項16】
番手が単糸換算で1/48Nm以上であることを特徴とする、請求項1から14のいずれかに記載された複合紡績糸。
【請求項17】
短繊維端がモノフィラメントの間に挟まれていることを特徴とする、請求項1から5のいずれかに記載された複合紡績糸。
【請求項18】
請求項1〜17のいずれかに記載された複合紡績糸を用いてなることを特徴とする布帛。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−308793(P2008−308793A)
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願番号】特願2007−158864(P2007−158864)
【出願日】平成19年6月15日(2007.6.15)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願日】平成19年6月15日(2007.6.15)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]