
複合繊維とその製造方法及びこれを用いた繊維構造物

【課題】温調機能が高く、繊維製造時、布帛加工時の工程性がよく、さらに安価に製造できる遅効性熱伝導を有する繊維とその製造方法及びこれを用いた繊維構造物を提供する。
【解決手段】遅効性熱伝導機能を備えたポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンは、JISK7121で規定される、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である複合繊維及びその繊維を用いた繊維構造物。
【解決手段】遅効性熱伝導機能を備えたポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンは、JISK7121で規定される、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である複合繊維及びその繊維を用いた繊維構造物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衛生材料、衣料品、家具用表面材、合成皮革基布、自動車内装材等、肌に触れる繊維製品に使用され、遅効性熱伝導を有する複合繊維とその製造方法及びこれを用いた繊維構造物に関する。
【背景技術】
【0002】
衛生材料、衣料用等肌に触れる繊維製品は、着用後に直線的に温度が上昇し、ムレ感や暑さ感を感じやすく、特に夏場は不快である。そこで、この暑さ感やムレ感を低減させるため、いわゆる温度調節機能を有する繊維製品が提案されている。例えば、特許文献1には、蓄熱材料をミクロカプセルに封じ込めた蓄熱材を中空繊維内へ封入したり、高分子材料に塗布することが提案されている。特許文献2には、温度安定化剤をマイクロカプセルに封じ込め、たて布地に加工することが提案されている。特許文献3〜4には、パラフィンワックス組成物を熱可塑性重合体に混合させた混合体を芯材とした複合繊維が提案されている。特許文献5には、特定の蓄熱材料を選択しこれに合成樹脂を混合した混合体を芯成分とする複合繊維、及びパラフィンの繊維製造時の飛散やブリードアウトを改良した練り込み型複合繊維が提案されている。
【特許文献1】特開昭58−55699号公報
【特許文献2】特開平1−85374号公報
【特許文献3】特開平8−311716号公報
【特許文献4】特開2004−11032号公報
【特許文献5】特開2004−3087号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1〜2は、マイクロカプセルの粒径を小さくすることが困難であり、溶融紡糸時に押出機内の温度や剪断によりマイクロカプセルが破壊しやすく、練り込みによる繊維化は困難であった。また、マイクロカプセル自体高価であり経済的にも不利であった。さらに後加工にて布帛に付着させると布帛が硬くなる問題があった。特許文献3〜4は、使用するパラフィンワックスが加温すると低粘度液体となるため、繊維製造時に飛散しやすい問題があった。また、繊維表面へブリードアウトしてべたつきを生じ、布帛加工性が悪く、得られる布帛の風合いが悪いという問題があった。特許文献5では、蓄熱材料が高価であるため経済的に十分ではなかった。
【0004】
本発明は、前記従来の問題を解決するため、温調機能が高く、繊維製造時、布帛加工時の工程性がよく、さらに安価に製造できる遅効性熱伝導を有する繊維とその製造方法及びこれを用いた繊維構造物を提供する。
【課題を解決するための手段】
【0005】
本発明の複合繊維は、遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定される、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である、複合繊維とすることにより、上記課題を解決したものである。
【0006】
本発明の繊維構造物は、前記の複合繊維を少なくとも30質量%含有することを特徴とする。
【0007】
本発明の複合繊維の製造方法は、芯成分にJIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸することを特徴とする。
【0008】
本発明の別の複合繊維の製造方法は、芯成分にJIS−K7121で規定される、DSC測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし複合紡糸することを特徴とする。
【発明の効果】
【0009】
本発明の遅効性熱伝導を有する繊維、及びこれを用いた繊維構造物は、従来の温度調節機能繊維と比較して、芯成分の遅効性熱伝導機能を備えたポリオレフィンの補外融解開始温度や数平均分子量、およびその含有率、そして鞘成分の融解ピーク温度を特定の範囲にすることによって、温度調節機能が最大限発揮される。そのほかにも、温調成分の飛散やブリードアウトが無く、また温調成分そのものが使用できたり、他のポリオレフィン系樹脂との相溶性も良好であるため、工程性や繊維均質性に優れた繊維が得られる。さらにワックスやマイクロカプセル等高価な材料を用いる必要がないため安価な繊維が得られる。
【発明を実施するための最良の形態】
【0010】
本発明において、遅効性熱伝導とは温度調節機能、すなわち外部からの熱エネルギーの影響を樹脂中に相転移させ、移行したエネルギーを再度外部に除放することが出来る作用のことを言う。
【0011】
本発明の複合繊維における芯の遅効性熱伝導樹脂であるポリオレフィンは、熱の授受による樹脂の相変化により、ダイレクトに熱を肌に伝導せず、一時的に吸熱反応により熱エネルギーを芯に蓄えることができ、蓄えた熱エネルギーを樹脂の再結晶化により放出するとき、徐放性があり、熱エネルギーを比較的ゆっくりと放出することが出来る。これらの、熱エネルギー授受を最適の条件で行わせるため、以下のようにすると良い。すなわち、複合繊維を測定したとき、芯成分が示差走査熱量計(DSC)測定時において、補外融解開始温度が20℃以上45℃以下である。また、遅効性熱伝導樹脂であるポリオレフィン樹脂を測定したときのビカット軟化点が20℃以上45℃以下、または補外融解開始温度が20℃以上45℃以下である。この条件を満たすと、熱エネルギー授受が最適の条件で行われ、遅効性熱伝導機能を有効に発揮できる。
【0012】
前記において補外融解開始温度とは、JIS K−7121で規定される、低温側のベースラインを高温側に延長した直線と、融解ピークの低温側の曲線に勾配が最大となる点で引いた接線の交点の温度であり、いわゆる、融解ピーク温度に至る吸熱が開始される温度をいう。そして、ビカット軟化点とは、JIS−K7206で規定される、針状圧子が試験片に1mm進入したときの浴槽の温度をいい、熱可塑性樹脂が軟化を始める温度を言う。
【0013】
以下、本発明をさらに詳しく説明する。
【0014】
芯成分は遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含んだポリオレフィンから構成され、鞘成分が融解ピーク温度100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンはJIS K−7121で規定される、DSC測定法より測定される、補外融解開始温度が20℃以上45℃以下であり、鞘成分がJIS−K7121で規定されるDSC測定法より測定される融解ピーク温度100℃以上の熱可塑性重合体であり、かつ芯成分の遅効性熱伝導機能を備えたポリオレフィンは、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である。
【0015】
遅効性熱伝導樹脂であるポリオレフィンは、芯成分に対し好ましくは60質量%以上含むことである。より好ましくは70質量%以上である。50質量%未満となると温調効果が感じられなくなる傾向がある。もちろん、遅効性熱伝導樹脂であるポリオレフィンを100質量%使用しても良い。
【0016】
複合繊維で測定したとき、遅効性熱伝導を有するポリオレフィンの補外融解開始温度は22℃以上44℃以下が好ましい。さらに好ましい補外融解開始温度は25℃以上43℃以下である。補外融解開始温度が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0017】
鞘成分の融解ピーク温度は100℃以上である。好ましい温度は140℃以上であり、最も好ましい温度は155℃以上である。鞘成分の融解ピーク温度が100℃未満であると繊維の強力及びコシが乏しくなり、ステープル繊維とする場合のクリンパー通過性や捲縮性が悪くなりカード通過性の乏しい繊維となる傾向がある。そして、鞘成分の好ましい融解ピーク温度の上限は280℃未満、より好ましい融解ピーク温度の上限は240℃未満、さらに好ましくは220℃未満、最も好ましい融解ピーク温度の上限は180℃未満である。鞘成分の融解ピーク温度が280℃を超えると、芯成分と鞘成分の融解ピーク温度の差が大きくなりすぎて、紡糸時芯成分の樹脂が鞘成分の樹脂温度に影響されて、繊維製造工程性及び性能に問題がある。
【0018】
芯の遅効性熱伝導樹脂であるポリオレフィンは、数平均分子量(Mn)が15000以上200000以下であることが必要である。好ましくは17000以上150000以下、さらに好ましくは、18000以上100000以下、最も好ましくは20000以上60000以下である。Mnが15000未満であると得られた繊維のコシが乏しくカード通過性に劣る傾向がある。Mnが200000を超えると紡糸延伸性が悪くなったり工程性に劣る傾向がある。
【0019】
芯の遅効性熱伝導樹脂であるポリオレフィンの融解ピーク温度は25℃以上100℃以下が好ましい。さらに好ましい融解ピーク温度は30℃以上80℃以下である、最も好ましい融解ピーク温度は、39℃以上60℃以下である。融解ピーク温度が25℃未満であると、紡糸時ホッパー下部押し出し機入り口で溶融しやすくなり、安定した押し出しが難しくなる傾向がある。一方、融解ピーク温度が100℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0020】
芯の遅効性熱伝導樹脂であるポリオレフィン樹脂に混合するのに適した樹脂は、低密度ポリエチレン、高密度ポリエチレン、エチレンと他の炭化水素との共重合体であるエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレンーヘキセン共重合体等、エチレンと酢酸ビニル、アクリル酸、アクリル酸メチル、マレイン酸等の極性基を有する成分との共重合体、或いはシンジオタクチックポリプロピレン等、ポリオレフィン系樹脂であれば、相溶性が良いため均質な繊維を得ることができる。ただし、これら挙げたオレフィン系樹脂に限定するものではない。
【0021】
芯の遅効性熱伝導樹脂は、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリブテン系樹脂等ポリオレフィンであれば何れでもかまわず、また、補外融解開始温度、及びMnが所定のものであれば何れでも良いが、特にエチレン系重合体、又はエチレン系共重合体であることが好ましい。前記エチレン系重合体、エチレン系共重合体としては、低密度ポリエチレン、エチレンと他の炭化水素との共重合体であるエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレンーヘキセン共重合体等、エチレンと酢酸ビニル、アクリル酸、アクリル酸メチル、マレイン酸等の極性基を有する成分との共重合体等が挙げられる。中でも経済性や繊維製造性から、低密度ポリエチレン、エチレン−ヘキセン共重合体、エチレン−酢酸ビニル共重合体がより好ましい。
【0022】
前記遅効性熱伝導機能を備えたポリオレフィン樹脂は、メタロセン触媒により重合されたものが好ましい。メタロセン触媒により得られる樹脂は分子量が均一であるため、温度上昇による軟化及び溶融が比較的急激であり、固体から溶融体へと相変化が瞬時に行われるため、温調効果を最も大きく発現する傾向があるため好ましい。メタロセン触媒によって重合された樹脂の内、最も好ましい樹脂は、ポリエチレン樹脂(共重合を含む)である。なお、該ポリエチレン樹脂はQ値が2以上3以下、もしくはJIS−K7215規定される測定法で測定されるデュロメーター硬さが25HDD以上30HDD以下、もしくはJIS−K7112で規定される測定法で測定される密度が0.800以上0.950以下であるとなお好ましい。
【0023】
複合繊維の複合比は、芯リッチになると、温調効果は良くなるが、クリンパー及びカード通過性に劣る傾向がある。一方、鞘リッチになるとその逆の傾向である。複合比(芯/鞘)は、70/30〜30/70が好ましい、更に好ましくは65/35〜65/35、最も好ましくは60/40〜40/60である。
【0024】
芯成分の配置は任意のものとすることができ、中央に配置されていてもよいし、偏心されていてもよい、また、芯成分が複数本あっても、異形断面であっても、芯成分の中に空隙があっても、それらが複数組み合わされた構成の、いずれであってもかまわない。ただし、芯成分が表面に露出しないように鞘成分で覆われていることが好ましい。芯成分が繊維表面に露出していると、クリンパー及びカード通過性に劣る傾向があり、芯成分が相変化した際べたつき感がでる恐れがある。
好ましい繊度は、0.5dtex〜30dtexである。より好ましい繊度は1dtex〜20dtexである。
【0025】
芯及び鞘成分へはクリンパー及びカード通過性向上のため核剤を添加することが好ましい。核剤を添加することによって結晶性が向上しコシがでる。核剤としてはフィラーに代表される無機系及びソルビトールなどに代表される有機系等核剤効果を発揮するものであればいずれであっても構わない。添加量もその特性を損なわない範囲で構わない。
【0026】
本発明において、繊維構造物とは、不織布、織物、編物、繊維ウェブ等をいう。これらは、おむつ、ナプキンなどを含む衛生材料、衣料品、家具用表面材、合成皮革基布、自動車内装材等、肌に触れる繊維製品に使用される。
【0027】
温調効果を効果的に発揮するためには、遅効性熱伝導機能を有する複合繊維を少なくとも30質量%繊維構造物に入れることが好ましい。より好ましくは50質量%以上、さらに好ましくは70質量%以上、最も好ましくは90質量%以上である。もちろん、繊維構造物が100質量%該複合繊維で構成されていても問題がない。
【0028】
さらに、該繊維構造物に温調機能を損なわない程度であれば、コアヤーン糸に代表されるように異種の繊維と混紡したり、別の繊維構造物やフィルムなど樹脂製品と貼り合わせたり、繊維構造物の中に別の繊維構造物を挿入したり、繊維構造物を後加工により、染色やメッキ、機能材料を付着させる工程などを付加してもかまわない。
【0029】
繊維構造物の製造方法は特に限定されるものではないが、カード通過性が良好なためにカードを使用する製造方法があげられる、たとえば、紡績糸・紡績糸を使用した織布やニット、編物、水流交絡法・ニードルパンチ法・ケミカルボンド法・ステッチボンド法・サーマルボンド法などによる不織布である。
【0030】
次に、本発明の遅効性熱伝導機能を有する複合繊維の製造方法について説明する。
【0031】
遅効性熱伝導を有する複合繊維の製造方法としては、JIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、JIS− K7121で規定される測定法で測定される融解ピーク温度が100℃以上の熱可塑性重合体を鞘成分として、それぞれの樹脂を用いて複合紡糸される。
【0032】
芯成分の遅効性熱伝導を有する樹脂の好ましいビカット軟化点は25℃以上42℃以下である。さらに好ましいビカット軟化点は30℃以上40℃以下である。ビカット軟化点が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0033】
鞘成分の樹脂の融解ピーク温度は100℃以上である。好ましい温度は140℃以上であり、最も好ましい温度は155℃以上である。鞘成分の樹脂の融解ピーク温度が100℃未満であると繊維の強力及びコシが乏しくなり、ステープル繊維とする場合のクリンパー通過性や捲縮性が悪くなりカード通過性の乏しい繊維となる傾向がある。そして、鞘成分の樹脂の好ましい融解ピーク温度の上限は280℃未満、より好ましい融解ピーク温度の上限は240℃未満、さらに好ましくは220℃未満、最も好ましい融解ピーク温度の上限は180℃未満である。鞘成分の樹脂の融解ピーク温度が280℃を超えると、芯成分と鞘成分の融解ピーク温度の差が大きくなりすぎて、紡糸時芯成分の樹脂が鞘成分の樹脂温度に影響されて、繊維製造工程性及び性能に問題がある。鞘成分の樹脂はポリエステル、ナイロン、ポリオレフィン等何れでも良いが、中でも工程性などによりポリオレフィンが好ましい。
【0034】
芯の遅効性熱伝導樹脂であるポリオレフィンは、数平均分子量(Mn)が15000以上200000以下であることが必要である。好ましくは17000以上150000以下、さらに好ましくは、18000以上100000以下、最も好ましくは20000以上60000以下である。Mnが15000未満であると得られた繊維のコシが乏しくカード通過性に劣る傾向がある。Mnが200000を超えると紡糸延伸性が悪くなったり工程性に劣る傾向がある。
【0035】
次の、遅効性熱伝導を有する複合繊維の製造方法としては、JIS−K7121で規定される測定法で測定される補外融解開始温度が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、JIS−K7121で規定される測定法で測定される融解ピーク温度が100℃以上の熱可塑性重合体を鞘成分として、それぞれの樹脂を用いて複合紡糸される。
【0036】
補外融解開始温度は22℃以上44℃以下が好ましい。さらに好ましい補外融解開始温度は25℃以上43℃以下である。補外融解開始温度が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0037】
鞘成分のJIS−K7210で規定される測定法で測定差される230℃でのMFR(鞘)は、芯成分の190℃でのMFR(芯)×0.8倍以上3倍以下とすることが好ましい。より好ましくはMFR(芯)×0.9倍以上2.5倍以下である。このMFRとすることによって、短繊維(ステープル繊維)とする場合の捲縮付与装置(以下、クリンパーという)の通過性に優れ、高速カード通過性にも優れる複合繊維を得ることができる。鞘成分のMFRが芯成分のMFR×0.8倍未満であると捲縮付与の際芯成分が押しつぶされやすくなるため捲縮固定性が悪くなる傾向である。一方鞘成分のMFRが芯成分のMFR×3倍を超えると芯とのMFR差が大きくなりすぎ、ノズル吐出樹脂が安定せず紡糸引き取りが困難になる傾向がある。
【0038】
前記工程で得られた未延伸糸は、必要に応じて延伸、油剤付与、捲縮、アニ―リング処理、乾燥、カットされて複合繊維を得る。
【実施例】
【0039】
以下実施例によりさらに具体的に説明する。なお、本発明は下記の実施例に限定されない。
1.使用した樹脂
(1)樹脂A:ポリプロピレン(日本ポリプロ社製「SA03B」、融解ピーク温度160.0℃、MFR 30)
(2)樹脂B:ポリプロピレン(日本ポリプロ社製「SA03E」、融解ピーク温度160.0℃、MFR 24)
(3)樹脂C:ポリプロピレン(日本ポリプロ社製「FY4」、融解ピーク温度160.0℃、MFR5)
(4)樹脂D:高密度ポリエチレン(日本ポリエチレン社製「HE481」、DSC補外融解開始温度122.5℃、融解ピーク温度128.1℃、MFR 12)(Mn=50、000)
(5)樹脂E:メタロセン触媒により重合された直鎖状低密度ポリエチレン(日本ポリエチレン社製「KJ640T」、DSC補外融解開始温度40.2℃、融解ピーク温度55.0℃、ビカット軟化点39℃、MFR 30)(Mn=39、000)、デュコメーター硬さ27HDD、密度0.880、Q値2.5
(6)樹脂F:エチレン酢酸ビニル共重合体(東ソー社製「ウルトラセン750」、DSC補外融解開始温度41.9℃、融解ピーク温度52.7℃、ビカット軟化点35℃、MFR 36)(Mn=26、000)
(7)樹脂G:エチレン酢酸ビニル共重合体(三井デュポン社製「EV150」、DSC補外融解開始温度36.9℃、融解ピーク温度47.7℃、ビカット軟化点32℃、MFR30)(Mn=28、000)
(8)樹脂H:エチレン酢酸ビニル共重合体(三井デュポン社製「EV40LX」、DSC補外融解開始温度32.1℃、融解ピーク温度39.2℃、ビカット軟化点30℃、MFR2)(Mn=47、500)
2.各測定方法
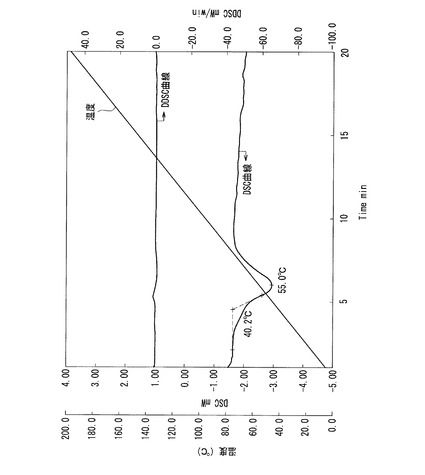
(1)融解ピーク温度と補外融解開始温度:JIS K7121に準ずる。入力補償型示差走査熱量計(DSC)を用いて0℃から220℃まで昇温速度10℃/minで昇温したときの、融解ピークの頂点の温度を融解ピーク温度とした。また、低温側のベースラインを高温側に延長した直線と、融解ピークの低温側の曲線に勾配が最大となる点で引いた接線の交点の温度を補外融解開始温度とした。参考までに、樹脂EのDSCチャート図を図2に示す。なお、図2中のDSC曲線とは、たて軸を試料及び基準物質の温度が等しくなるように、両者を加えた単位時間当たりの熱エネルギーの入力差、よこ軸を時間とし、示差走査熱量測定において得られる曲線である。また、DDSC曲線とは、前記得られたDSC曲線を時間で微分を行って得られる曲線であり、変化率を示すものである。
(2)MFR(鞘):JIS K 7210に準じ、加熱温度230℃、荷重2.16kgfでの樹脂吐出量を測定した。
(3)MFR(芯):JIS K 7210に準じ加熱温度190℃、荷重2.16kgfでの樹脂吐出量を測定した。
(4)繊度:JIS L 1015に準じて測定した。
(5)捲縮率:JIS L 1015に準じて測定した。
(6)ビカット軟化点 JIS K 7206 A50法に準じて測定した。
(7)数平均分子量 ASTM D 4001に準じて測定した。
(8)紡糸性 紡糸時問題がないものを良好とし、融着や錘切れ等繊維化が出来ないものを不良とした。
(9)カード通過性 パラレル型ローラーカードを用い、原綿40gをハンドカードで予備開繊し、予備開繊した綿をカードに投入し、ウェブのつながり具合及びネップの発生度合いを確認し、次の基準とした。
【0040】
良好:全く問題がない
普通:ややネップが出るし、ウェブもややムラがあるが基本的に問題なし。
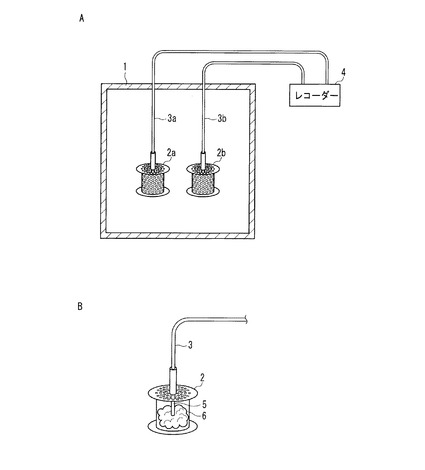
(10)温調測定方法:図1A−Bに示すように、直径40mm、高さ50mmの穴の開いた鉄製円柱容器2,2a,2bに、カード等で開繊した綿6を10gを詰めた。ブランクとしてPP単一繊維(繊度:2.2dtex)を詰めた容器も用意した。次に、詰めた綿の中心部にJ型熱電対5を挿入した。次に、円柱容器2,2a,2bを温度:20℃、相対湿度:60%の雰囲気にさらし、熱電対温度が20℃を示した後、温度:50℃、相対湿度:10%以下の恒温乾燥機1に容器2,2a,2bを入れた。3,3a,3bは熱電対5からレコーダー4に接続する電線である。
(a)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延した時点の温度を記録した。これを「遅延開始温度」とした。
(b)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延したのち平衡に達しブランクと同等な温度となった時点の温度を記録した。これを「遅延終了温度とした」
(c)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延した時点から平衡に達しブランクと同等な温度になるまでの時間を記録した。これを「遅延時間」とした。
(d)ブランク綿との温度差の最大値を記録した。これを「温調温度」とした。
(11)温調感:実施例1〜6及び比較例1・2における繊維を100%使用した繊維ウェブ40gを10名の被験者の腋に挟んでもらい、30℃の部屋に入り10分後被験者の7名以上が腋下にムレ感を感じなければ「効果有り」、6名以下の場合は「効果なし」とした。なお、実施例7〜10、比較例3については後述する方法で不織布を作製し、同様の試験を行った。
【0041】
(実施例1〜10、比較例1〜3)
前記の各樹脂を使用して、ノズル孔数600Hで、繊度8dtexの同心円型未延伸糸を製造し、90℃温水湿式一段延伸で約3倍に延伸し、できたトウをスタッフィング型クリンパで捲縮を与え、110℃で乾燥し繊度3.3dtexカット長51mmの繊維を得た。
【0042】
実施例1のDSCチャート図を図3に示し、熱電対を用いた図1A−Bに示す温調測定方法の結果を図4に示す。点線(ブランク)に比較して、実線(実施例1)の繊維は7〜26分経過間での間の温度が低く、この分冷感として人体に感じられることがわかる。
【0043】
以上の条件と結果を表1〜2に示す。
【0044】
【表1】

【0045】
【表2】
【0046】
実施例1の繊維および、芯ポリプロピレン鞘高密度ポリエチレンの芯鞘型複合繊維(大和紡績製 NBF(H)3.3dtex×51mm)をそれぞれを用い、および混綿してパラレル型ローラーカードを使用し繊維ウェブを作製し、140℃の熱風加工を行い目付40g/m2のエアスルー型サーマルボンド不織布を作製した。
【0047】
以上の条件と結果を表3に示す。
【0048】
【表3】
【0049】
以上の実施例及び比較例から明らかなとおり、本発明の実施例品は比較例品に比べて温調温度が高く、かつ遅延時間が長く、実際に肌に当てたところ温調感が優れていることが確認できた。
【図面の簡単な説明】
【0050】
【図1】図1Aは本発明の一実施例の温調測定方法を示す説明図、図1Bは図1Aの綿を充填する容器部分の要部斜視図である。
【図2】図2は本発明の一実施例で使用する樹脂EのDSCチャート図。
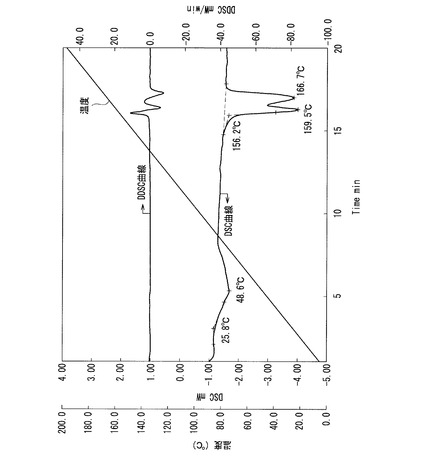
【図3】図3は本発明の実施例1の芯成分と鞘成分の繊維の融解ピーク温度を示すDSCチャート図。
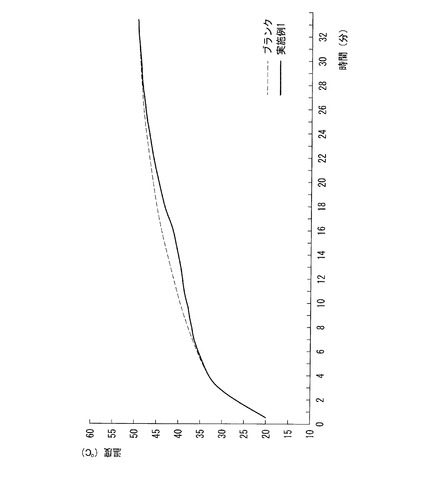
【図4】図4は本発明の実施例1とブランクの温調測定方法の結果を示すグラフ。
【符号の説明】
【0051】
1 恒温乾燥機
2,2a,2b 鉄製円柱容器
3,3a,3b 電線
4 レコーダー
5 熱電対
6 綿
【技術分野】
【0001】
本発明は、衛生材料、衣料品、家具用表面材、合成皮革基布、自動車内装材等、肌に触れる繊維製品に使用され、遅効性熱伝導を有する複合繊維とその製造方法及びこれを用いた繊維構造物に関する。
【背景技術】
【0002】
衛生材料、衣料用等肌に触れる繊維製品は、着用後に直線的に温度が上昇し、ムレ感や暑さ感を感じやすく、特に夏場は不快である。そこで、この暑さ感やムレ感を低減させるため、いわゆる温度調節機能を有する繊維製品が提案されている。例えば、特許文献1には、蓄熱材料をミクロカプセルに封じ込めた蓄熱材を中空繊維内へ封入したり、高分子材料に塗布することが提案されている。特許文献2には、温度安定化剤をマイクロカプセルに封じ込め、たて布地に加工することが提案されている。特許文献3〜4には、パラフィンワックス組成物を熱可塑性重合体に混合させた混合体を芯材とした複合繊維が提案されている。特許文献5には、特定の蓄熱材料を選択しこれに合成樹脂を混合した混合体を芯成分とする複合繊維、及びパラフィンの繊維製造時の飛散やブリードアウトを改良した練り込み型複合繊維が提案されている。
【特許文献1】特開昭58−55699号公報
【特許文献2】特開平1−85374号公報
【特許文献3】特開平8−311716号公報
【特許文献4】特開2004−11032号公報
【特許文献5】特開2004−3087号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
特許文献1〜2は、マイクロカプセルの粒径を小さくすることが困難であり、溶融紡糸時に押出機内の温度や剪断によりマイクロカプセルが破壊しやすく、練り込みによる繊維化は困難であった。また、マイクロカプセル自体高価であり経済的にも不利であった。さらに後加工にて布帛に付着させると布帛が硬くなる問題があった。特許文献3〜4は、使用するパラフィンワックスが加温すると低粘度液体となるため、繊維製造時に飛散しやすい問題があった。また、繊維表面へブリードアウトしてべたつきを生じ、布帛加工性が悪く、得られる布帛の風合いが悪いという問題があった。特許文献5では、蓄熱材料が高価であるため経済的に十分ではなかった。
【0004】
本発明は、前記従来の問題を解決するため、温調機能が高く、繊維製造時、布帛加工時の工程性がよく、さらに安価に製造できる遅効性熱伝導を有する繊維とその製造方法及びこれを用いた繊維構造物を提供する。
【課題を解決するための手段】
【0005】
本発明の複合繊維は、遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定される、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である、複合繊維とすることにより、上記課題を解決したものである。
【0006】
本発明の繊維構造物は、前記の複合繊維を少なくとも30質量%含有することを特徴とする。
【0007】
本発明の複合繊維の製造方法は、芯成分にJIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸することを特徴とする。
【0008】
本発明の別の複合繊維の製造方法は、芯成分にJIS−K7121で規定される、DSC測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし複合紡糸することを特徴とする。
【発明の効果】
【0009】
本発明の遅効性熱伝導を有する繊維、及びこれを用いた繊維構造物は、従来の温度調節機能繊維と比較して、芯成分の遅効性熱伝導機能を備えたポリオレフィンの補外融解開始温度や数平均分子量、およびその含有率、そして鞘成分の融解ピーク温度を特定の範囲にすることによって、温度調節機能が最大限発揮される。そのほかにも、温調成分の飛散やブリードアウトが無く、また温調成分そのものが使用できたり、他のポリオレフィン系樹脂との相溶性も良好であるため、工程性や繊維均質性に優れた繊維が得られる。さらにワックスやマイクロカプセル等高価な材料を用いる必要がないため安価な繊維が得られる。
【発明を実施するための最良の形態】
【0010】
本発明において、遅効性熱伝導とは温度調節機能、すなわち外部からの熱エネルギーの影響を樹脂中に相転移させ、移行したエネルギーを再度外部に除放することが出来る作用のことを言う。
【0011】
本発明の複合繊維における芯の遅効性熱伝導樹脂であるポリオレフィンは、熱の授受による樹脂の相変化により、ダイレクトに熱を肌に伝導せず、一時的に吸熱反応により熱エネルギーを芯に蓄えることができ、蓄えた熱エネルギーを樹脂の再結晶化により放出するとき、徐放性があり、熱エネルギーを比較的ゆっくりと放出することが出来る。これらの、熱エネルギー授受を最適の条件で行わせるため、以下のようにすると良い。すなわち、複合繊維を測定したとき、芯成分が示差走査熱量計(DSC)測定時において、補外融解開始温度が20℃以上45℃以下である。また、遅効性熱伝導樹脂であるポリオレフィン樹脂を測定したときのビカット軟化点が20℃以上45℃以下、または補外融解開始温度が20℃以上45℃以下である。この条件を満たすと、熱エネルギー授受が最適の条件で行われ、遅効性熱伝導機能を有効に発揮できる。
【0012】
前記において補外融解開始温度とは、JIS K−7121で規定される、低温側のベースラインを高温側に延長した直線と、融解ピークの低温側の曲線に勾配が最大となる点で引いた接線の交点の温度であり、いわゆる、融解ピーク温度に至る吸熱が開始される温度をいう。そして、ビカット軟化点とは、JIS−K7206で規定される、針状圧子が試験片に1mm進入したときの浴槽の温度をいい、熱可塑性樹脂が軟化を始める温度を言う。
【0013】
以下、本発明をさらに詳しく説明する。
【0014】
芯成分は遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含んだポリオレフィンから構成され、鞘成分が融解ピーク温度100℃以上の熱可塑性重合体である複合繊維であって、前記遅効性熱伝導機能を備えたポリオレフィンはJIS K−7121で規定される、DSC測定法より測定される、補外融解開始温度が20℃以上45℃以下であり、鞘成分がJIS−K7121で規定されるDSC測定法より測定される融解ピーク温度100℃以上の熱可塑性重合体であり、かつ芯成分の遅効性熱伝導機能を備えたポリオレフィンは、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下である。
【0015】
遅効性熱伝導樹脂であるポリオレフィンは、芯成分に対し好ましくは60質量%以上含むことである。より好ましくは70質量%以上である。50質量%未満となると温調効果が感じられなくなる傾向がある。もちろん、遅効性熱伝導樹脂であるポリオレフィンを100質量%使用しても良い。
【0016】
複合繊維で測定したとき、遅効性熱伝導を有するポリオレフィンの補外融解開始温度は22℃以上44℃以下が好ましい。さらに好ましい補外融解開始温度は25℃以上43℃以下である。補外融解開始温度が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0017】
鞘成分の融解ピーク温度は100℃以上である。好ましい温度は140℃以上であり、最も好ましい温度は155℃以上である。鞘成分の融解ピーク温度が100℃未満であると繊維の強力及びコシが乏しくなり、ステープル繊維とする場合のクリンパー通過性や捲縮性が悪くなりカード通過性の乏しい繊維となる傾向がある。そして、鞘成分の好ましい融解ピーク温度の上限は280℃未満、より好ましい融解ピーク温度の上限は240℃未満、さらに好ましくは220℃未満、最も好ましい融解ピーク温度の上限は180℃未満である。鞘成分の融解ピーク温度が280℃を超えると、芯成分と鞘成分の融解ピーク温度の差が大きくなりすぎて、紡糸時芯成分の樹脂が鞘成分の樹脂温度に影響されて、繊維製造工程性及び性能に問題がある。
【0018】
芯の遅効性熱伝導樹脂であるポリオレフィンは、数平均分子量(Mn)が15000以上200000以下であることが必要である。好ましくは17000以上150000以下、さらに好ましくは、18000以上100000以下、最も好ましくは20000以上60000以下である。Mnが15000未満であると得られた繊維のコシが乏しくカード通過性に劣る傾向がある。Mnが200000を超えると紡糸延伸性が悪くなったり工程性に劣る傾向がある。
【0019】
芯の遅効性熱伝導樹脂であるポリオレフィンの融解ピーク温度は25℃以上100℃以下が好ましい。さらに好ましい融解ピーク温度は30℃以上80℃以下である、最も好ましい融解ピーク温度は、39℃以上60℃以下である。融解ピーク温度が25℃未満であると、紡糸時ホッパー下部押し出し機入り口で溶融しやすくなり、安定した押し出しが難しくなる傾向がある。一方、融解ピーク温度が100℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0020】
芯の遅効性熱伝導樹脂であるポリオレフィン樹脂に混合するのに適した樹脂は、低密度ポリエチレン、高密度ポリエチレン、エチレンと他の炭化水素との共重合体であるエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレンーヘキセン共重合体等、エチレンと酢酸ビニル、アクリル酸、アクリル酸メチル、マレイン酸等の極性基を有する成分との共重合体、或いはシンジオタクチックポリプロピレン等、ポリオレフィン系樹脂であれば、相溶性が良いため均質な繊維を得ることができる。ただし、これら挙げたオレフィン系樹脂に限定するものではない。
【0021】
芯の遅効性熱伝導樹脂は、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリブテン系樹脂等ポリオレフィンであれば何れでもかまわず、また、補外融解開始温度、及びMnが所定のものであれば何れでも良いが、特にエチレン系重合体、又はエチレン系共重合体であることが好ましい。前記エチレン系重合体、エチレン系共重合体としては、低密度ポリエチレン、エチレンと他の炭化水素との共重合体であるエチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレンーヘキセン共重合体等、エチレンと酢酸ビニル、アクリル酸、アクリル酸メチル、マレイン酸等の極性基を有する成分との共重合体等が挙げられる。中でも経済性や繊維製造性から、低密度ポリエチレン、エチレン−ヘキセン共重合体、エチレン−酢酸ビニル共重合体がより好ましい。
【0022】
前記遅効性熱伝導機能を備えたポリオレフィン樹脂は、メタロセン触媒により重合されたものが好ましい。メタロセン触媒により得られる樹脂は分子量が均一であるため、温度上昇による軟化及び溶融が比較的急激であり、固体から溶融体へと相変化が瞬時に行われるため、温調効果を最も大きく発現する傾向があるため好ましい。メタロセン触媒によって重合された樹脂の内、最も好ましい樹脂は、ポリエチレン樹脂(共重合を含む)である。なお、該ポリエチレン樹脂はQ値が2以上3以下、もしくはJIS−K7215規定される測定法で測定されるデュロメーター硬さが25HDD以上30HDD以下、もしくはJIS−K7112で規定される測定法で測定される密度が0.800以上0.950以下であるとなお好ましい。
【0023】
複合繊維の複合比は、芯リッチになると、温調効果は良くなるが、クリンパー及びカード通過性に劣る傾向がある。一方、鞘リッチになるとその逆の傾向である。複合比(芯/鞘)は、70/30〜30/70が好ましい、更に好ましくは65/35〜65/35、最も好ましくは60/40〜40/60である。
【0024】
芯成分の配置は任意のものとすることができ、中央に配置されていてもよいし、偏心されていてもよい、また、芯成分が複数本あっても、異形断面であっても、芯成分の中に空隙があっても、それらが複数組み合わされた構成の、いずれであってもかまわない。ただし、芯成分が表面に露出しないように鞘成分で覆われていることが好ましい。芯成分が繊維表面に露出していると、クリンパー及びカード通過性に劣る傾向があり、芯成分が相変化した際べたつき感がでる恐れがある。
好ましい繊度は、0.5dtex〜30dtexである。より好ましい繊度は1dtex〜20dtexである。
【0025】
芯及び鞘成分へはクリンパー及びカード通過性向上のため核剤を添加することが好ましい。核剤を添加することによって結晶性が向上しコシがでる。核剤としてはフィラーに代表される無機系及びソルビトールなどに代表される有機系等核剤効果を発揮するものであればいずれであっても構わない。添加量もその特性を損なわない範囲で構わない。
【0026】
本発明において、繊維構造物とは、不織布、織物、編物、繊維ウェブ等をいう。これらは、おむつ、ナプキンなどを含む衛生材料、衣料品、家具用表面材、合成皮革基布、自動車内装材等、肌に触れる繊維製品に使用される。
【0027】
温調効果を効果的に発揮するためには、遅効性熱伝導機能を有する複合繊維を少なくとも30質量%繊維構造物に入れることが好ましい。より好ましくは50質量%以上、さらに好ましくは70質量%以上、最も好ましくは90質量%以上である。もちろん、繊維構造物が100質量%該複合繊維で構成されていても問題がない。
【0028】
さらに、該繊維構造物に温調機能を損なわない程度であれば、コアヤーン糸に代表されるように異種の繊維と混紡したり、別の繊維構造物やフィルムなど樹脂製品と貼り合わせたり、繊維構造物の中に別の繊維構造物を挿入したり、繊維構造物を後加工により、染色やメッキ、機能材料を付着させる工程などを付加してもかまわない。
【0029】
繊維構造物の製造方法は特に限定されるものではないが、カード通過性が良好なためにカードを使用する製造方法があげられる、たとえば、紡績糸・紡績糸を使用した織布やニット、編物、水流交絡法・ニードルパンチ法・ケミカルボンド法・ステッチボンド法・サーマルボンド法などによる不織布である。
【0030】
次に、本発明の遅効性熱伝導機能を有する複合繊維の製造方法について説明する。
【0031】
遅効性熱伝導を有する複合繊維の製造方法としては、JIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、JIS− K7121で規定される測定法で測定される融解ピーク温度が100℃以上の熱可塑性重合体を鞘成分として、それぞれの樹脂を用いて複合紡糸される。
【0032】
芯成分の遅効性熱伝導を有する樹脂の好ましいビカット軟化点は25℃以上42℃以下である。さらに好ましいビカット軟化点は30℃以上40℃以下である。ビカット軟化点が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0033】
鞘成分の樹脂の融解ピーク温度は100℃以上である。好ましい温度は140℃以上であり、最も好ましい温度は155℃以上である。鞘成分の樹脂の融解ピーク温度が100℃未満であると繊維の強力及びコシが乏しくなり、ステープル繊維とする場合のクリンパー通過性や捲縮性が悪くなりカード通過性の乏しい繊維となる傾向がある。そして、鞘成分の樹脂の好ましい融解ピーク温度の上限は280℃未満、より好ましい融解ピーク温度の上限は240℃未満、さらに好ましくは220℃未満、最も好ましい融解ピーク温度の上限は180℃未満である。鞘成分の樹脂の融解ピーク温度が280℃を超えると、芯成分と鞘成分の融解ピーク温度の差が大きくなりすぎて、紡糸時芯成分の樹脂が鞘成分の樹脂温度に影響されて、繊維製造工程性及び性能に問題がある。鞘成分の樹脂はポリエステル、ナイロン、ポリオレフィン等何れでも良いが、中でも工程性などによりポリオレフィンが好ましい。
【0034】
芯の遅効性熱伝導樹脂であるポリオレフィンは、数平均分子量(Mn)が15000以上200000以下であることが必要である。好ましくは17000以上150000以下、さらに好ましくは、18000以上100000以下、最も好ましくは20000以上60000以下である。Mnが15000未満であると得られた繊維のコシが乏しくカード通過性に劣る傾向がある。Mnが200000を超えると紡糸延伸性が悪くなったり工程性に劣る傾向がある。
【0035】
次の、遅効性熱伝導を有する複合繊維の製造方法としては、JIS−K7121で規定される測定法で測定される補外融解開始温度が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィンを芯成分とし、JIS−K7121で規定される測定法で測定される融解ピーク温度が100℃以上の熱可塑性重合体を鞘成分として、それぞれの樹脂を用いて複合紡糸される。
【0036】
補外融解開始温度は22℃以上44℃以下が好ましい。さらに好ましい補外融解開始温度は25℃以上43℃以下である。補外融解開始温度が20℃未満であると夏期には室温に於いて樹脂が軟化し、ブロック状に固まり、紡糸時ホッパーに挿入されていかない等、工程性に問題があり45℃を超えると遅効性熱伝導効果を発揮する温度が高くなりすぎ、温調効果を感じにくくなる傾向がある。
【0037】
鞘成分のJIS−K7210で規定される測定法で測定差される230℃でのMFR(鞘)は、芯成分の190℃でのMFR(芯)×0.8倍以上3倍以下とすることが好ましい。より好ましくはMFR(芯)×0.9倍以上2.5倍以下である。このMFRとすることによって、短繊維(ステープル繊維)とする場合の捲縮付与装置(以下、クリンパーという)の通過性に優れ、高速カード通過性にも優れる複合繊維を得ることができる。鞘成分のMFRが芯成分のMFR×0.8倍未満であると捲縮付与の際芯成分が押しつぶされやすくなるため捲縮固定性が悪くなる傾向である。一方鞘成分のMFRが芯成分のMFR×3倍を超えると芯とのMFR差が大きくなりすぎ、ノズル吐出樹脂が安定せず紡糸引き取りが困難になる傾向がある。
【0038】
前記工程で得られた未延伸糸は、必要に応じて延伸、油剤付与、捲縮、アニ―リング処理、乾燥、カットされて複合繊維を得る。
【実施例】
【0039】
以下実施例によりさらに具体的に説明する。なお、本発明は下記の実施例に限定されない。
1.使用した樹脂
(1)樹脂A:ポリプロピレン(日本ポリプロ社製「SA03B」、融解ピーク温度160.0℃、MFR 30)
(2)樹脂B:ポリプロピレン(日本ポリプロ社製「SA03E」、融解ピーク温度160.0℃、MFR 24)
(3)樹脂C:ポリプロピレン(日本ポリプロ社製「FY4」、融解ピーク温度160.0℃、MFR5)
(4)樹脂D:高密度ポリエチレン(日本ポリエチレン社製「HE481」、DSC補外融解開始温度122.5℃、融解ピーク温度128.1℃、MFR 12)(Mn=50、000)
(5)樹脂E:メタロセン触媒により重合された直鎖状低密度ポリエチレン(日本ポリエチレン社製「KJ640T」、DSC補外融解開始温度40.2℃、融解ピーク温度55.0℃、ビカット軟化点39℃、MFR 30)(Mn=39、000)、デュコメーター硬さ27HDD、密度0.880、Q値2.5
(6)樹脂F:エチレン酢酸ビニル共重合体(東ソー社製「ウルトラセン750」、DSC補外融解開始温度41.9℃、融解ピーク温度52.7℃、ビカット軟化点35℃、MFR 36)(Mn=26、000)
(7)樹脂G:エチレン酢酸ビニル共重合体(三井デュポン社製「EV150」、DSC補外融解開始温度36.9℃、融解ピーク温度47.7℃、ビカット軟化点32℃、MFR30)(Mn=28、000)
(8)樹脂H:エチレン酢酸ビニル共重合体(三井デュポン社製「EV40LX」、DSC補外融解開始温度32.1℃、融解ピーク温度39.2℃、ビカット軟化点30℃、MFR2)(Mn=47、500)
2.各測定方法
(1)融解ピーク温度と補外融解開始温度:JIS K7121に準ずる。入力補償型示差走査熱量計(DSC)を用いて0℃から220℃まで昇温速度10℃/minで昇温したときの、融解ピークの頂点の温度を融解ピーク温度とした。また、低温側のベースラインを高温側に延長した直線と、融解ピークの低温側の曲線に勾配が最大となる点で引いた接線の交点の温度を補外融解開始温度とした。参考までに、樹脂EのDSCチャート図を図2に示す。なお、図2中のDSC曲線とは、たて軸を試料及び基準物質の温度が等しくなるように、両者を加えた単位時間当たりの熱エネルギーの入力差、よこ軸を時間とし、示差走査熱量測定において得られる曲線である。また、DDSC曲線とは、前記得られたDSC曲線を時間で微分を行って得られる曲線であり、変化率を示すものである。
(2)MFR(鞘):JIS K 7210に準じ、加熱温度230℃、荷重2.16kgfでの樹脂吐出量を測定した。
(3)MFR(芯):JIS K 7210に準じ加熱温度190℃、荷重2.16kgfでの樹脂吐出量を測定した。
(4)繊度:JIS L 1015に準じて測定した。
(5)捲縮率:JIS L 1015に準じて測定した。
(6)ビカット軟化点 JIS K 7206 A50法に準じて測定した。
(7)数平均分子量 ASTM D 4001に準じて測定した。
(8)紡糸性 紡糸時問題がないものを良好とし、融着や錘切れ等繊維化が出来ないものを不良とした。
(9)カード通過性 パラレル型ローラーカードを用い、原綿40gをハンドカードで予備開繊し、予備開繊した綿をカードに投入し、ウェブのつながり具合及びネップの発生度合いを確認し、次の基準とした。
【0040】
良好:全く問題がない
普通:ややネップが出るし、ウェブもややムラがあるが基本的に問題なし。
(10)温調測定方法:図1A−Bに示すように、直径40mm、高さ50mmの穴の開いた鉄製円柱容器2,2a,2bに、カード等で開繊した綿6を10gを詰めた。ブランクとしてPP単一繊維(繊度:2.2dtex)を詰めた容器も用意した。次に、詰めた綿の中心部にJ型熱電対5を挿入した。次に、円柱容器2,2a,2bを温度:20℃、相対湿度:60%の雰囲気にさらし、熱電対温度が20℃を示した後、温度:50℃、相対湿度:10%以下の恒温乾燥機1に容器2,2a,2bを入れた。3,3a,3bは熱電対5からレコーダー4に接続する電線である。
(a)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延した時点の温度を記録した。これを「遅延開始温度」とした。
(b)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延したのち平衡に達しブランクと同等な温度となった時点の温度を記録した。これを「遅延終了温度とした」
(c)温度上昇を記録し試験綿がブランクに対し温度上昇が0.5℃遅延した時点から平衡に達しブランクと同等な温度になるまでの時間を記録した。これを「遅延時間」とした。
(d)ブランク綿との温度差の最大値を記録した。これを「温調温度」とした。
(11)温調感:実施例1〜6及び比較例1・2における繊維を100%使用した繊維ウェブ40gを10名の被験者の腋に挟んでもらい、30℃の部屋に入り10分後被験者の7名以上が腋下にムレ感を感じなければ「効果有り」、6名以下の場合は「効果なし」とした。なお、実施例7〜10、比較例3については後述する方法で不織布を作製し、同様の試験を行った。
【0041】
(実施例1〜10、比較例1〜3)
前記の各樹脂を使用して、ノズル孔数600Hで、繊度8dtexの同心円型未延伸糸を製造し、90℃温水湿式一段延伸で約3倍に延伸し、できたトウをスタッフィング型クリンパで捲縮を与え、110℃で乾燥し繊度3.3dtexカット長51mmの繊維を得た。
【0042】
実施例1のDSCチャート図を図3に示し、熱電対を用いた図1A−Bに示す温調測定方法の結果を図4に示す。点線(ブランク)に比較して、実線(実施例1)の繊維は7〜26分経過間での間の温度が低く、この分冷感として人体に感じられることがわかる。
【0043】
以上の条件と結果を表1〜2に示す。
【0044】
【表1】
【0045】
【表2】
【0046】
実施例1の繊維および、芯ポリプロピレン鞘高密度ポリエチレンの芯鞘型複合繊維(大和紡績製 NBF(H)3.3dtex×51mm)をそれぞれを用い、および混綿してパラレル型ローラーカードを使用し繊維ウェブを作製し、140℃の熱風加工を行い目付40g/m2のエアスルー型サーマルボンド不織布を作製した。
【0047】
以上の条件と結果を表3に示す。
【0048】
【表3】
【0049】
以上の実施例及び比較例から明らかなとおり、本発明の実施例品は比較例品に比べて温調温度が高く、かつ遅延時間が長く、実際に肌に当てたところ温調感が優れていることが確認できた。
【図面の簡単な説明】
【0050】
【図1】図1Aは本発明の一実施例の温調測定方法を示す説明図、図1Bは図1Aの綿を充填する容器部分の要部斜視図である。
【図2】図2は本発明の一実施例で使用する樹脂EのDSCチャート図。
【図3】図3は本発明の実施例1の芯成分と鞘成分の繊維の融解ピーク温度を示すDSCチャート図。
【図4】図4は本発明の実施例1とブランクの温調測定方法の結果を示すグラフ。
【符号の説明】
【0051】
1 恒温乾燥機
2,2a,2b 鉄製円柱容器
3,3a,3b 電線
4 レコーダー
5 熱電対
6 綿
【特許請求の範囲】
【請求項1】
遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、
前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定され、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、
ASTM D4001規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下である複合繊維。
【請求項2】
前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定されるDSC測定法より測定される、融解ピーク温度が25℃以上100℃以下である請求項1に記載の複合繊維。
【請求項3】
前記遅効性熱伝導機能を備えたポリオレフィンは、エチレン系重合体、又はエチレン系共重合体である請求項1又は2に記載の複合繊維。
【請求項4】
前記ポリオレフィンは、メタロセン触媒によって重合された樹脂である請求項3に記載の複合繊維。
【請求項5】
請求項1〜4いずれかに記載の複合繊維を少なくとも30質量%含有する繊維構造物。
【請求項6】
芯成分にJIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸する複合繊維の製造方法。
【請求項7】
芯成分にJIS−K7121で規定される、DSC測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸する複合繊維の製造方法。
【請求項8】
JIS−K7210で規定される測定法で測定される、鞘成分の樹脂において230℃でのメルトフローレート(MFR)をMFR(鞘)とし、芯成分の樹脂における190℃でのMFRをMFR(芯)としたとき0.8×MFR(芯)≦MFR(鞘)≦3.0×MFR(芯)を満足する請求項6又は7に記載の複合繊維の製造方法。
【請求項1】
遅効性熱伝導機能を備えたポリオレフィンを50質量%以上含むポリオレフィンを芯成分とし、鞘成分が融解ピーク温度(Tpm)100℃以上の熱可塑性重合体である複合繊維であって、
前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定され、示差走査熱量(DSC)測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、
ASTM D4001規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下である複合繊維。
【請求項2】
前記遅効性熱伝導機能を備えたポリオレフィンは、JIS−K7121で規定されるDSC測定法より測定される、融解ピーク温度が25℃以上100℃以下である請求項1に記載の複合繊維。
【請求項3】
前記遅効性熱伝導機能を備えたポリオレフィンは、エチレン系重合体、又はエチレン系共重合体である請求項1又は2に記載の複合繊維。
【請求項4】
前記ポリオレフィンは、メタロセン触媒によって重合された樹脂である請求項3に記載の複合繊維。
【請求項5】
請求項1〜4いずれかに記載の複合繊維を少なくとも30質量%含有する繊維構造物。
【請求項6】
芯成分にJIS−K7206で規定される測定法で測定されるビカット軟化点が20℃以上45℃以下であり、ASTM D4001で規定される測定法で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸する複合繊維の製造方法。
【請求項7】
芯成分にJIS−K7121で規定される、DSC測定法より測定される、補外融解開始温度(Tim)が20℃以上45℃以下であり、ASTM D4001で測定される数平均分子量(Mn)が15000以上200000以下であるポリオレフィン樹脂を50質量%以上含むポリオレフィン樹脂とし、鞘成分をJIS−K7121で規定されるDSC測定法で測定される融解ピーク温度(Tpm)が100℃以上の熱可塑性重合体樹脂とし、複合紡糸する複合繊維の製造方法。
【請求項8】
JIS−K7210で規定される測定法で測定される、鞘成分の樹脂において230℃でのメルトフローレート(MFR)をMFR(鞘)とし、芯成分の樹脂における190℃でのMFRをMFR(芯)としたとき0.8×MFR(芯)≦MFR(鞘)≦3.0×MFR(芯)を満足する請求項6又は7に記載の複合繊維の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−277750(P2007−277750A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2006−104504(P2006−104504)
【出願日】平成18年4月5日(2006.4.5)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成18年4月5日(2006.4.5)
【出願人】(000002923)大和紡績株式会社 (173)
【出願人】(300049578)ダイワボウポリテック株式会社 (120)
【Fターム(参考)】
[ Back to top ]