
複合繊維シートおよびその製造方法、ならびに繊維製品
【課題】クッション性だけでなく立体感にも優れる複合繊維シートおよびその製造方法、さらにこの複合繊維シートを用いた繊維製品を提供する。
【解決手段】非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートにエンボス加工を施す。
【解決手段】非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートにエンボス加工を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品に関するものである。
【背景技術】
【0002】
従来、乗物用椅子などの分野で、ポリエステル繊維からなる織編物にポリウレタンフォームを接合し、さらにスパンボンド不織布などが接合された複合繊維シートや、低融点のポリエステルバインダーと捲縮性ポリエステル繊維とで構成されたポリエステル不織布にポリエステル繊維からなる表皮部材をポリエステル樹脂層によって接着させた複合繊維シート(例えば、特許文献1参照)などが提案されている。
しかしながら、ポリウレタンフォームを用いた複合繊維シートにおいては、通気性の点で十分とはいえず、さらには黄変等の問題点もあった。一方、ポリエステル不織布を用いた複合繊維シートにおいては、素材がすべてポリエステルであるためリサイクル性には優れるものの、クッション性の点で十分とは言えなかった。
また、近年では、リサイクル性、通気性、クッション性、成形追従性を高めるために、非弾性ポリエステル捲縮短繊維をマトリックスとし、熱可塑性エラストマーが繊維表面に露出した弾性複合繊維が分散、混入された弾性繊維構造体に布帛を貼り合わせた複合繊維構造体(例えば特許文献2、特許文献3、特許文献4、特許文献5参照)が提案されている。
しかしながら、昨今、高級志向に関するさらなる要求があり、まだ満足なものとはいえなかった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−270341号公報
【特許文献2】特開平8−230084号公報
【特許文献3】特開平9−201481号公報
【特許文献4】特開平8−318066号公報
【特許文献5】特許公開2006−103128号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、上記の背景に鑑みなされたものであり、その目的は、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品を提供することにある。
【課題を解決するための手段】
【0005】
かくして、本発明によれば「非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートであって、エンボス加工が施されてなることを特徴とする複合繊維シート。」が提供される。
その際、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列していることが好ましい。また、熱接着性複合短繊維が120℃以上の融点を有する熱可塑性エラストマーと、非弾性ポリエステルとからなり、前者が少なくとも繊維表面に露出した熱接着性複合短繊維であることが好ましい。また、該非弾性捲縮短繊維が、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が発現してなるミクロクリンプを有することが好ましい。また、前記繊維構造体において、その平均密度が0.010〜0.10g/cm3の範囲内であることが好ましい。また、前記布帛が、ポリエステル繊維からなることが好ましい。
また、本発明によれば、前記繊維構造体と布帛とを加熱した状態でエンボス加工を施す、前記の複合繊維シートの製造方法が提供される。
また、本発明によれば、前記の複合繊維シートを用いてなる、車両用座席の表皮材、車両用天井材、バストパッド、肩パッド、ヒップパッド、事務椅子、パーテーション、およびサポーターからなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0006】
本発明によれば、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品が得られる。
【図面の簡単な説明】
【0007】
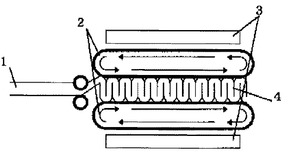
【図1】本発明で使用する繊維構造体を得るための熱処理機の一例を示す側面図である。
【図2】エンボス加工後の複合繊維シートの側面図である。
【図3】繊維構造体の中で、熱接着性複合短繊維または非弾性短繊維の配列の方向を説明するための図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について詳細に説明する。
まず、本発明に用いられる繊維造体は、非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体である。
【0009】
ここで、前記非弾性捲縮短繊維としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレレート(PEN)、ポリトリメチレンテレフタレート(PTT)、ポリ乳酸(PLA)などのポリエステルやこれらの共重合体からなる短繊維ないしそれら短繊維の混綿体、または上記ポリマー成分のうちの2種類以上からなる複合短繊維等を挙げることができる。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、特開2009−091694号公報に記載された、バイオマスすなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。さらに、ナイロン6、ナイロン66等のポリアミド、その他のポリアミド、ポリオレフィン、アクリル、モダクリル等の合成繊維やレーヨン、および絹、綿、麻、羊毛等の天然繊維が挙げられる。さらに、衣料や車両用シート等の布帛による反毛繊維等も使用することができる。
これらのうち、繊維形成性等の観点から、好ましくはポリエチレンテレフタレートからなる短繊維、および上記ポリマー成分のうち2種類以上からなる複合短繊維等をあげることができる。
【0010】
なかでも、前記非弾性捲縮短繊維としては、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が顕在化してなる30〜70個/25mm(好ましくは40〜65個/25mm)のミクロクリンプを有する複合短繊維が好ましい。かかるミクロクリンプにより、あたかもバネのように伸縮性・弾力性に富んだ構造を持つようになる。また、繊維同士が複雑に絡みあうため、繊維構造体は特に優れたソフト性と弾力性とを有するものとなる。さらには、後記のように繊維を厚み方向に林立させる場合は、繊維が緻密に絡みあいウエッブの山同士の割れを防止することができ、また、スライス工程の際、繊維構造体の切断を防止することができ好ましい。
【0011】
ここで、前記ミクロクリンプの個数が30個/25mmよりも少ないと、十分なソフト性、弾力性が得られず好ましくない。逆に、前記ミクロクリンプの個数が60個/25mmよりも多いと、熱成型加工をする際の熱収縮が大きいため、シワ入りや寸法変動などのトラブルが発生しやすく成型が困難となるおそれがある。
【0012】
前記の固有粘度において互いに異なる2種のポリエステルとしては、前記のミクロクリンプが得られるものであれば特に限定されないが、固有粘度の差としては、0.1〜0.4の範囲が好ましい。前記固有粘度差が0.1よりも小さいと、ミクロクリンプが十分に発現せず、ミクロクリンプの個数が前記範囲よりも小さくなるおそれがある。逆に、前記固有粘度差が0.4よりも大きいと、ミクロクリンプの個数が前記範囲よりも大きくなるおそれがある。
【0013】
かかる固有粘度において、互いに異なる2種のポリエステルとしては、ポリエチレンテレフタレート系ポリエステル、ポリブチレンテレフタレート系ポリエステル、ポリトリメチレン系ポリエステルなどが好適に例示される。ここで、ポリエチレン系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、エチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)、ポリトリメチレンテレフタレート系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、トリメチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)、ポリブチレンテレフタレート系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、ブチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)を占めるポリエステルをいう。
【0014】
固有粘度において互いに異なる2種のポリエステルを選択するには、同種ポリエステルにおいては重合度の異なるもの、異種ポリエステルにおいては、その酸成分およびジオール成分の少なくとも1方において異なるものから選択すればよい。
【0015】
前記ポリエステルには、必要に応じて、そのテレフタル酸成分やエチレングリコール成分に、5モル%以下の範囲で第3成分を共重合していてもよく、例えば、イソフタル酸、5−ナトリウムスルホイソフタル酸、ナフタレンジカルボン酸、オルトフタル酸、ジフェニルジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルホンジカルボン酸、ベンゾフェノンジカルボン酸、フェニルインダンジカルボン酸、5−スルホキシイソフタル酸金属塩、5−スルホキシイソフタル酸ホスホニウム塩等の芳香族ジカルボン酸、アジピン酸、ヘプタン二酸、オクタン二酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸、ジクロヘキサンジメチレンジカルボン酸等の脂環式ジカルボン、トリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ネオペンチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリテトラメチレングリコール等の脂肪族グリコール、シクロヘキサンジオール、シクロヘキサンジメタノール等の脂環式グリコール、o−キシリレングリコール、m−キシリレングリコール、p−キシリレングリコール、1,4−ビス(2−ヒドロキシエトキシ)ベンゼン、1,4−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、4,4’−ビス(2−ヒドロキシエトキシ)ビフェニル、4,4’−ビス(2−ヒドロキシエトキシエトキシ)ビフェニル、2,2−ビス[4−(2−ヒドロキシエトキシ)フェニル]プロパン、2,2−ビス[4−(2−ヒドロキシエトキシエトキシ)フェニル]プロパン、1,3−ビス(2−ヒドロキシエトキシ)ベンゼン、1,3−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、1,2−ビス(2−ヒドロキシエトキシ)ベンゼン、1,2−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、4,4’−ビス(2−ヒドロキシエトキシ)ジフェニルスルホン、4,4’−ビス(2−ヒドロキシエトキシエトキシ)ジフェニルスルホン等の芳香族グリコール、ヒドロキノン、2,2−ビス(4−ヒドロキシフェニル)プロパン、レゾルシン、カテコール、ジヒドロキシナフタレン、ジヒドロキシビフェニル、ジヒドロキシジフェニルスルホン等のジフェノール類等が挙げられる。これらは、1種を単独で用いても2種以上を併用してもよい。
【0016】
また、前記ポリエステル中には、必要に応じて少量の添加剤、例えば滑剤、顔料、染料、酸化防止剤、固相重合促進剤、蛍光増白剤、帯電防止剤、抗菌剤、紫外線吸収剤、光安定剤、熱安定剤、遮光剤、艶消剤等を含んでいてもよく、特に艶消剤として酸化チタンなどは好ましく添加される。
【0017】
前記複合短繊維は、サイドバイサイド複合形態または偏心芯鞘型複合形態を有していることが好ましい。なかでも、サイドバイサイド複合形態が特に好ましく用いられ、固有粘度において互いに異なる2種のポリエステルを適宜選択して接合させることにより潜在捲縮を有することとなり、かかる複合短繊維に熱処理を施すと、潜在捲縮が発現してミクロクリンプが得られる。
ここで、2種のポリエステルの重量比としては、20:80〜80:20(より好ましくは40:60〜60:40)であることが好ましい。
【0018】
前記非弾性捲縮短繊維において、捲縮付与方法としては、熱収縮率の異なるポリマーをサイドバイサイド型に貼り合わせた複合繊維を用いてスパイラル状捲縮を付与、異方冷却によりスパイラル状捲縮を付与、捲縮数が3〜40個/2.54cm(好ましくは7〜15個/2.54cm)となるように通常の押し込みクリンパー方式による機械捲縮を付与など、種々の方法を用いればよいが、嵩高性、製造コスト等の面から機械捲縮を付与するのが最適である。
【0019】
前記非弾性捲縮短繊維において、単繊維径が10〜100μmの範囲内であることが好ましい。前記単繊維径が10μmよりも小さいと、充分な剛性が得られず取扱いが難しくなるおそれがある。逆に、前記単繊維径100μmよりも大きいと、外観の均一性が不十分となるおそれがある。ポリエチレンテレフタレートの場合、単繊維繊度としては1.3〜90dtexの範囲内であることが好ましい。
【0020】
前記非弾性捲縮短繊維の単繊維横断面形状は、通常の丸断面でもよいし、三角、四角、扁平などの異型断面であってもよい。なお、単繊維横断面形状が異型の場合、前記単繊維径は丸断面に換算した値を使用するものとする。さらに、丸中空断面の場合は、外径寸法を測定するものとする。
【0021】
また、前記非弾性捲縮短繊維の繊維長としては、3〜100mmの範囲内であることが好ましい。前記繊維長が3mmよりも小さいと、充分な剛性が得られないおそれがある。逆に、前記繊維長が100mmよりも大きいと、工程安定性が損なわれる恐れがある。
【0022】
前記繊維構造体には、前記非弾性捲縮短繊維と熱接着性複合短繊維とが含まれる。その際、非弾性捲縮短繊維は、前記のような潜在捲縮が発現したミクロクリンプを有する繊維および/または他の繊維で構成されていてもよい。
【0023】
次に、熱接着性複合短繊維の熱融着成分は、上記の非弾性捲縮短繊維を構成するポリマー成分より、40℃以上(好ましくは70℃以上)低い融点を有することが必要である。この温度差が40℃未満では、接着が不十分となる上、腰のない取り扱いにくい繊維構造体となり、本発明の目的が達せられないおそれがある。
【0024】
ここで、熱融着成分として配されるポリマーとしては、ポリウレタン系エラストマー、ポリエステル系エラストマー、非弾性ポリエステル系ポリマーの共重合物、ポリオレフィン系ポリマー及びその共重合物、ポリビニルアルコール系ポリマー等を挙げることができる。
【0025】
このうち、ポリウレタン系エラストマーとしては、分子量が500〜6,000程度の低融点ポリオール、例えばジヒドロキシポリエーテル、ジヒドロキシポリエステル、ジヒドロキシポリカーボネート、ジヒドロキシポリエステルアミド等と、分子量500以下の有機ジイソシアネート、例えばp,p’−ジフェニールメタンジイソシアネート、トリレンジイソシアネート、イソホロンジイソシアネート、水素化ジフェニールメタンイソシアネート、キシリレンイソシアネート、2,6−ジイソシアネートメチルカプロエート、ヘキサメチレンジイソシアネート等と、分子量500以下の鎖伸長剤、例えばグリコールアミノアルコールあるいはトリオールとの反応により得られるポリマーである。
【0026】
これらのポリマーのうちで、特に好ましいのはポリオールとしてはポリテトラメチレングリコール、またはポリ−ε−カプロラクタムあるいはポリブチレンアジペートを用いたポリウレタンである。この場合の有機ジイソシアネートとしてはp,p’−ビスヒドロキシエトキシベンゼンおよび1,4−ブタンジオールを挙げることができる。
【0027】
また、ポリエステル系エラストマーとしては、熱可塑性ポリエステルをハードセグメントとし、ポリ(アルキレンオキシド)グリコールをソフトセグメントとして共重合してなるポリエーテルエステル共重合体、より具体的にはテレフタル酸、イソフタル酸、フタル酸、ナフタレン−2,6−ジカルボン酸、ナフタレン−2,7−ジカルボン酸、ジフェニル−4,4’−ジカルボン酸、1,4−シクロヘキサンジカルボン酸等の脂環式ジカルボン酸、コハク酸、シュウ酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸等の脂肪族ジカルボン酸またはこれらのエステル形成性誘導体などから選ばれたジカルボン酸の少なくとも1種と、1,4−ブタンジオール、エチレングリコールトリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール、デカメチレングリコール等の脂肪族ジオールあるいは1,1−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、トリシクロデカンメタノール等の脂環式ジオール、またはこれらのエステル形成性誘導体などから選ばれたジオール成分の少なくとも1種、および平均分子量が約400〜5,000程度のポリエチレングリコール、ポリ(1,2−および1,3−ポリプロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドとの共重合体、エチレンオキシドとテトラヒドロフランとの共重合体等のポリ(アルキレンオキサイド)クリコールのうち少なくとも1種から構成される三元共重合体を挙げることができる。
【0028】
特に、接着性や温度特性、強度の面からすれば、ポリブチレン系テレフタレートをハード成分とし、ポリオキシブチレングリコールをソフトセグメントとするブロック共重合ポリエーテルエステルが好ましい。この場合、ハードセグメントを構成するポリエステル部分は、主たる酸成分がテレフタル酸、主たるジオール成分がブチレングリコール成分であるポリブチレンテレフタレートである。むろん、この酸成分の一部(通常、30モル%以下)は他のジカルボン酸成分やオキシカルボン酸成分で置換されていても良く、同様にグリコール成分の一部(通常、30モル%以下)はブチレングリコール成分以外のジオキシ成分で置換されていても良い。また、ソフトセグメントを構成するポリエーテル部分はブチレングリコール以外のジオキシ成分で置換されたポリエーテルであってよい。
【0029】
共重合ポリエステル系ポリマー(非弾性ポリエステル系ポリマーの共重合物)としては、アジピン酸、セバシン酸などの脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂環式ジカルボン酸類と、ジエチレングリコール、ポリエチレングリコール、プロピレングリコール、パラキシレングリコールなどの脂肪族や脂環式ジオール類とを所定数含有し、所望に応じてパラヒドロキシ安息香酸などのオキシ酸類を添加した共重合エステル等を挙げることができ、例えばテレフタル酸とエチレングリコールとにおいてイソフタル酸および1,6−ヘキサンジオールを添加共重合させたポリエステル等が使用できる。
【0030】
また、ポリオレフィンポリマーとしては、例えば低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、さらにはそれらを変性したポリマー等を挙げることができる。
上記の熱融着成分の中でも、クッション性、耐久性の点よりエラストマー系ポリマーが特に好ましい。
【0031】
なお、上述のポリマー中には、各種安定剤、紫外線吸収剤、増粘分岐剤、艶消し剤、着色材その他各種の改良剤等も必要に応じて配合されていても良い。
【0032】
熱接着性複合短繊維において、熱融着成分の相手側成分としては、前記のような非弾性のポリエステルが好ましく例示される。その際、熱融着成分が、少なくとも1/2の表面積を占めるものが好ましい。重量割合は、熱融着成分と相手側成分が、複合比率で10/90〜70/30の範囲にあるのが適当である。熱接着性複合短繊維の形態としては、特に限定されないが、熱融着成分と相手側成分とが、サイドバイサイド、芯鞘型であるのが好ましく、より好ましくは芯鞘型である。この芯鞘型の熱接着性複合短繊維では、熱融着成分が鞘部となり、相手側成分が芯部となるが、この芯部は同心円状、または偏心状にあってもよい。
【0033】
かかる熱接着性複合短繊維において、単繊維径としては10〜70μmの範囲内であることが好ましい。単糸繊度としては、2〜40dtexの範囲内であることが好ましい。かかる熱接着性複合短繊維は、繊維長が3〜100mmに裁断されていることが好ましい。
【0034】
本発明においては、前記非弾性捲縮短繊維と熱接着性複合短繊維とを混綿させ、加熱処理することにより、熱接着性複合短繊維同士が交差した状態で熱融着された固着点、および熱接着性複合短繊維と非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体が形成される。
【0035】
この際、非弾性捲縮短繊維と熱接着複合短繊維との重量比率は90/10〜10/90である必要がある。なお、好ましくは重量比率が60/40〜20/80である。熱接着複合短繊維の比率がこの範囲より少ない場合は、固着点が極端に少なくなり、繊維構造体の腰がなく、成型性が不良となる。一方、熱接着複合短繊維の比率がこの範囲より多い場合は、接着点が多くなり過ぎ、熱処理工程での取扱い性、成型性などが低下する。
【0036】
前記繊維構造体において、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列していることが好ましい。繊維が繊維構造体の厚さ方向に配列していると、エンボス加工の際、エンボス柄が一般に繊維の厚み方向に押し込まれるため、繊維がエンボスの凸部分のみ変形して柄が入りやすく、繊維がエンボスの凸部分のみ変形して形状のきれいな柄が入りやすく、かつエンボスの凹部分は、繊維が厚み方向に配列しているため、逆に繊維が凹部を押し上げることとなり、凹凸の差が明確となるため立体感が発現し、好ましい。クロスレイ不織布や、ウレタン品では、エンボス部の周りの繊維、ウレタンの反発性に影響されエンボスが入りにくい。
なお、ここで、「厚さ方向に配列している」とは、繊維構造体の厚さ方向に対して平行に配列されている繊維の総本数を(T)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維の総本数を(W)とするとき、T/Wが1.5以上であることである。
【0037】
このような繊維構造体を製造する方法には特に限定はなく、従来公知の方法を任意に採用すれば良いが、例えば非弾性捲縮短繊維と熱接着性複合短繊維とを混綿し、ローラーカードにより均一なウエブとして紡出した後、ウエブをクロスレイ等を使用し厚み方向に平行に折畳んだ後、必要に応じニードルパンチを施した後、加熱処理をする方法や、図1に見られるようなStruto社のStruto設備を使用しローラーカード後のウエブをアコーディオン状に折りたたんだ後、加熱処理し繊維間を接着処理することで作製できる。さらに、短カット長の繊維については、Dow−Web社のエアレイド設備を使用し、ウエブを作成した後、熱処理を施して作成することもできる。
なお、図1において、符号1はウエブ、符号2はコンベア、符号3はヒーター、符号4は繊維構造体である。
【0038】
かくして得られる繊維構造体の平均密度は0.010〜0.10g/cm3の範囲にあることが好ましい。前記密度が0.010g/cm3未満では、複合繊維シートが柔らかくなり過ぎて取り扱いが難しくなるおそれがある。一方、0.10g/cm3を超えると、板状となりソフト性が損なわれるおそれがある。なお、密度は、プレス加工等により調整することも可能である。さらに必要に応じ、この繊維構造体を、厚み方向に対してほぼ垂直にスライサー設備等により裁断して使用することも可能である。
【0039】
さらに、必要に応じ、前記繊維構造体の表面に、粉体又はシート状、ネット状等で、熱により初めて溶融接着されるホットメルトタイプの樹脂バインダーを付与しても良い。樹脂バインダーの組成としては、ウレタン系、アクリル系等の樹脂でもよいが、リサイクル性の点より繊維構造体と同じ、ポリエステル系の接着剤または接着シートが好ましい。また、布帛との接着面とは反対側に織物、不織布等の他の布帛を必要に応じ貼り合せることも可能である。樹脂バインダーの使用量は、通常、10〜80g/m2、好ましくは20〜40g/m2程度である。
【0040】
本発明の複合繊維シートにおいて、貼り合せる布帛は、樹脂バインダーより高い融点を有するポリエステル系繊維からなる布帛が好ましいが、特に限定されない。また、布帛の組成は、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、またはその複合体からなることが好ましい。かかる布帛としては織編物が好ましいが、不織布等であってもよい。なお、接着面をバフィング等の加工を施しても良い。また、布帛は、通常の染色加工や起毛加工が施されていてもよい。さらには、撥水加工、防炎加工、難燃加工、マイナスイオン発生加工など公知の機能加工が付加されていてもさしつかえない。
なお、布帛の目付けは、通常、100〜600g/m2、好ましくは200〜400g/m2程度である。
【0041】
次に、前記繊維構造体と前記布帛とを準備し、繊維構造体と布帛とを貼り合わせエンボス加工を行なう。その際、繊維構造体及び布帛を併せて予備加熱、またはそれぞれ予備加熱した状態で、エンボス加工を行なうことが好ましい。
ここで、予備加熱方法は特に限定されないが、熱ロールによる加熱、遠赤外線による加熱、ガスバーナー等による加熱等が可能である、また、加熱後、直ぐにエンボス加工をすることが好ましい。
なお、予備加熱温度は、160〜230℃が好ましく、時間は10〜60秒が好ましい。さらに、エンボスは、熱エンボスが好ましく。エンボスロール温度は190〜230℃、時間は10〜60秒、線圧は50〜170kg/cmが好ましい。また、柄面積比率としては、5%以上が好ましい。その時にロールのクリアランスや加圧は、目標の厚みにより変更できる。その後、巻き取る。
【0042】
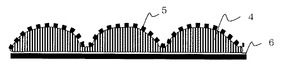
なお、繊維構造体と布帛との貼り合わせに先立ち、貼り合わせと同時に、または貼り合わせ後、貼り合わせ布帛との反対側、例えば図2に見られるように、繊維構造体の下面に、不織布、織物、編物などの他の布帛を貼り合わせてもよい。このようにすると、繊維構造体を構成する繊維のほつれを生じることながなく、また、表側の布帛と裏側の不織布、織物、編物の熱収縮のバランスを変えると凹凸感に変化をつけることができるというメリットもある。なお、この他の布帛の目付は、通常、15〜50g/m2程度である。
なお、繊維構造体の下面と他の布帛との貼りあわせの方法は、前記と同様の方法、又は、かるく接着している状態であれば、接着剤でなしでも良い。
【0043】
図2に本発明の一実施態様である複合繊維シートの側面図を示す。この実施態様では、繊維構造体4と布帛5との貼り合わせと同時にエンボス加工されており、さらに繊維構造体4の下面に、別途、不織布6が貼り合わされている。
【0044】
かくして得られた複合繊維シートは、前記の繊維構造体と布帛とを含み、かつエンボス加工が施されているので、クッション性だけでなく立体感にも優れる。特に、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列している場合は、熱エンボスの柄に対して変形しやいため、エンボスが容易に可能であり、かつ、布帛と繊維構造体の接着性が向上する。さらに、エンボス後は、厚さ方向に繊維が配列しているため、エンボス柄の低い部分の布帛を押し上げるため、立体感のある外観を得ることができる。
【0045】
かかる複合繊維シートは、シート状のまま縫製し、車輌のウレタンパッドの表皮材(ワデイング)としての使用や、さらに金型を使用し成形品に利用できる。例えば、車の天井材やバストパッド、肩パッド、ヒップパッド等のパッドのようなもの、事務椅子や電車、飛行機等の座席、さらには、クッション性の要求されるパーテーションやサポーター等、内部に繊維構造体を有し表面が布で覆われているものにも利用可能である。
【実施例】
【0046】
次に、本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
(1)融点
Du Pont社製の熱示差分析計990型を使用し、昇温20℃/分で測定し、融解ピークを求めた。融解温度が明確に観測されない場合には、微量融点測定装置(柳本製作所製)を用い、ポリマーが軟化して流動を始めた温度(軟化点)を融点とした。なお、n数5でその平均値を求めた。
(2)ミクロクリンプ、捲縮数
JIS L 1015 7.12に記載の方法により測定した。なお、n数5でその平均値を求めた。
【0047】
(3)T/W
繊維構造体を厚さ方向に切断し、その断面において、厚さ方向に対して平行に配列されている、熱接着性複合短繊維Aおよびマトリックス繊維B(図3において0°≦θ≦45°)の総本数を(T)とし、繊維構造体の厚さ方向に対して垂直に配列されている熱接着性複合短繊維Aおよびマトリックス繊維B(図3において45°<θ≦90°)の総本数をWとしてT/Wを算出した。なお、本数の測定は、任意の10ヶ所について各々30本の繊維を透過型光学顕微鏡で観察し、その数を数えた。
なお、図3において、符号Fは熱接着性複合短繊維または非弾性捲縮短繊維、符号DTは繊維構造体の厚さ方向、符号DFは熱接着性複合短繊維または非弾性捲縮短繊維の配列方向を示す。
【0048】
(4)固有粘度
オルトクロルフェノールを溶媒として35℃で測定した。なお、n数5でその平均値を求めた。
(5)密度
JIS K−6401により測定した。なお、n数5でその平均値を求めた。
(6)布帛表面の外観
複合繊維シートの布帛表面の外観を、表面の平坦さの点で○、△、×の3段階判定を目視判断で行った。
○:表面が非常に立体感がある。
△:表面にやや立体感がある。
×:表面に立体感が無い。
【0049】
[実施例1]
融点154℃の熱可塑性ポリエーテルエステル型エラストマーを鞘成分に用い、融点230℃ポリブチレンテレフタレートを芯成分に用いた単糸繊度6.6dtex、繊維長51mmの芯/鞘型熱接着性複合短繊維(芯/鞘比=60/40:重量比)と、異方冷却により立体捲縮を有する単糸繊度13.3dtex、繊維長64mmの中空ポリエチレンテレフタレート繊維(非弾性捲縮短繊維)を70:30の重量比率で混綿し、ローラーカード、クロスレイ、ローラーカードの順に通し、次に図1に示すStruto社製のStruto設備を使用し、図1のようにウエッブをヒダ折りし大部分の繊維を厚み方向に配列(T/W=4.7、図3も参照)させた後、温度200℃の熱処理炉にて繊維間を熱接着処理することで繊維構造体を得た。
得られた繊維構造体は、厚さ10mm、密度20kg/m3であった。さらに、2.2dtexのポリエステル短繊維100%を開繊し、ローラーカードを通して、薄いシートとし、ウォータジェットニードルにて繊維を絡合させて目付20g/m2の低目付不織布を作成し、ラミネート設備にて繊維構造体に接着した。この場合の接着は、ポリエステルバウダー(散布量:20g/m2)を使用した。
【0050】
一方、常法により得られた自動車用表皮材(目付300g/m2、厚み1.5mm、ポリエチレンテレフタレート繊維のみからなる織物)と、前記繊維構造体とを重ね合わせ、基材の予熱として温度225℃の加熱ロールに40秒間接した後、直ぐに温度210℃、線圧130kg/cmの加熱エンボスロールに30秒間エンボス加工し冷却した。なお、エンボス柄面積比率としては6.5%である。得られた複合繊維シートの物性を表1に示す。
次いで、前記複合繊維シートを自動車用表皮材(ワデイング)および鉄道車両用表皮材(ワデイング)として使用したところ、クッション性だけでなく立体感にも優れるものであった。
【0051】
[実施例2]
熱接着性複合短繊維は実施例1と同様なものを使用し、非弾性捲縮短繊維として、高粘度側ポリエステルとして固有粘度が0.65のポリエチレンテレフタレート(融点256℃)、低粘度側ポリエステルとして固有粘度が0.45のポリエチレンテレフタレート(融点256℃)を用いて(固有粘度差0.20)、重量比50/50となるように、常法によりサイドバイサイド型複合繊維糸を紡糸した。このサイドバイサイド型複合繊維糸を約2倍に延伸し表面処理剤(油剤)を付与したのち、通常のクリンパー装置を用いて機械捲縮を10個/25mm付与し、さらに51mmに切断し、マトリックス繊維Bとして、単糸繊度5.0dtexの潜在捲縮性能を有する非弾性捲縮短繊維を得た。
【0052】
前記熱接着性複合短繊維50%(重量)と、前記非弾性捲縮短繊維50%(重量)とを混綿し、実施例1と同様な工程を経て繊維構造体(T/W=3.9、厚み9mm、密度25kg/m3)を得た。また、実施例1と同様に薄で不織布を貼り合せた。さらに、表地としてポリエステル製仮撚捲縮加工糸使いの天竺、裏地としてポリエステル製トリコット編地(布帛としての目付300g/m2、厚み1.5mm)を使い、繊維構造体と布帛の間にポリエステル系のネット状熱接着溶融シート(倉敷紡績株式会社製、スパンファブ、目付25g/m2)を挿入し3層とし、基材の予熱として温度225℃の加熱ロールに40秒間接した後、直ぐに温度210℃、線圧130kg/cmの加熱エンボスロールに30秒間エンボス加工し冷却した。得られた複合繊維シートの物性を表1に示す。
次いで、前記複合繊維シートを自動車用表皮材(ワデイング)および鉄道車両用表皮材(ワデイング)として使用したところ、クッション性だけでなく立体感にも優れるものであった。
【0053】
[比較例1]
実施例2において、繊維構造体の代わりにウレタンフォームのシート物(アキレス社製、厚み5mm、目付110g/m2)を使用し、実施例と同様にしてエンボス加工を実施した。得られた複合繊維シートの物性を表1に示す。
【0054】
[実施例3]
実施例1において、自動車表皮材の代わりに、2.2dtexの黒原着ポリエステル短繊維100%を開繊し、ローラーカード、クロスレイ、ニードルパンチにより薄いウエブを積層してなる不織布(目付け:150g/m2)を作成し、実施例1と同様の加工を実施した。得られた複合繊維シートの物性を表1に示す。
【0055】
【表1】

【産業上の利用可能性】
【0056】
本発明により得られる複合繊維シートは、車の天井材やバストパッド、肩パッド、ヒップパッド等のパッドのようなもの、事務椅子や電車、飛行機等の座席、さらには、クッション性の要求されるパーテーションやサポーター等、内部に繊維構造体を有し表面が布で覆われているものに利用可能である。
【符号の説明】
【0057】
1 ウエブ
2 コンベア
3 ヒーター
4 繊維構造体
5 布帛
6 不織布
F 熱接着性複合短繊維または非弾性捲縮短繊維
DT 繊維構造体の厚さ方向
DF 熱接着性複合短繊維または非弾性捲縮短繊維の配列方向
【技術分野】
【0001】
本発明は、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品に関するものである。
【背景技術】
【0002】
従来、乗物用椅子などの分野で、ポリエステル繊維からなる織編物にポリウレタンフォームを接合し、さらにスパンボンド不織布などが接合された複合繊維シートや、低融点のポリエステルバインダーと捲縮性ポリエステル繊維とで構成されたポリエステル不織布にポリエステル繊維からなる表皮部材をポリエステル樹脂層によって接着させた複合繊維シート(例えば、特許文献1参照)などが提案されている。
しかしながら、ポリウレタンフォームを用いた複合繊維シートにおいては、通気性の点で十分とはいえず、さらには黄変等の問題点もあった。一方、ポリエステル不織布を用いた複合繊維シートにおいては、素材がすべてポリエステルであるためリサイクル性には優れるものの、クッション性の点で十分とは言えなかった。
また、近年では、リサイクル性、通気性、クッション性、成形追従性を高めるために、非弾性ポリエステル捲縮短繊維をマトリックスとし、熱可塑性エラストマーが繊維表面に露出した弾性複合繊維が分散、混入された弾性繊維構造体に布帛を貼り合わせた複合繊維構造体(例えば特許文献2、特許文献3、特許文献4、特許文献5参照)が提案されている。
しかしながら、昨今、高級志向に関するさらなる要求があり、まだ満足なものとはいえなかった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−270341号公報
【特許文献2】特開平8−230084号公報
【特許文献3】特開平9−201481号公報
【特許文献4】特開平8−318066号公報
【特許文献5】特許公開2006−103128号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、上記の背景に鑑みなされたものであり、その目的は、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品を提供することにある。
【課題を解決するための手段】
【0005】
かくして、本発明によれば「非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートであって、エンボス加工が施されてなることを特徴とする複合繊維シート。」が提供される。
その際、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列していることが好ましい。また、熱接着性複合短繊維が120℃以上の融点を有する熱可塑性エラストマーと、非弾性ポリエステルとからなり、前者が少なくとも繊維表面に露出した熱接着性複合短繊維であることが好ましい。また、該非弾性捲縮短繊維が、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が発現してなるミクロクリンプを有することが好ましい。また、前記繊維構造体において、その平均密度が0.010〜0.10g/cm3の範囲内であることが好ましい。また、前記布帛が、ポリエステル繊維からなることが好ましい。
また、本発明によれば、前記繊維構造体と布帛とを加熱した状態でエンボス加工を施す、前記の複合繊維シートの製造方法が提供される。
また、本発明によれば、前記の複合繊維シートを用いてなる、車両用座席の表皮材、車両用天井材、バストパッド、肩パッド、ヒップパッド、事務椅子、パーテーション、およびサポーターからなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0006】
本発明によれば、クッション性だけでなく、立体感にも優れる複合繊維シートおよびその製造方法、ならびにこの複合繊維シートを用いた繊維製品が得られる。
【図面の簡単な説明】
【0007】
【図1】本発明で使用する繊維構造体を得るための熱処理機の一例を示す側面図である。
【図2】エンボス加工後の複合繊維シートの側面図である。
【図3】繊維構造体の中で、熱接着性複合短繊維または非弾性短繊維の配列の方向を説明するための図である。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態について詳細に説明する。
まず、本発明に用いられる繊維造体は、非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体である。
【0009】
ここで、前記非弾性捲縮短繊維としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレレート(PEN)、ポリトリメチレンテレフタレート(PTT)、ポリ乳酸(PLA)などのポリエステルやこれらの共重合体からなる短繊維ないしそれら短繊維の混綿体、または上記ポリマー成分のうちの2種類以上からなる複合短繊維等を挙げることができる。かかるポリエステルとしては、マテリアルリサイクルまたはケミカルリサイクルされたポリエステルや、特開2009−091694号公報に記載された、バイオマスすなわち生物由来の物質を原材料として得られたモノマー成分を使用してなるポリエチレンテレフタレートであってもよい。さらには、特開2004−270097号公報や特開2004−211268号公報に記載されているような、特定のリン化合物およびチタン化合物を含む触媒を用いて得られたポリエステルでもよい。さらに、ナイロン6、ナイロン66等のポリアミド、その他のポリアミド、ポリオレフィン、アクリル、モダクリル等の合成繊維やレーヨン、および絹、綿、麻、羊毛等の天然繊維が挙げられる。さらに、衣料や車両用シート等の布帛による反毛繊維等も使用することができる。
これらのうち、繊維形成性等の観点から、好ましくはポリエチレンテレフタレートからなる短繊維、および上記ポリマー成分のうち2種類以上からなる複合短繊維等をあげることができる。
【0010】
なかでも、前記非弾性捲縮短繊維としては、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が顕在化してなる30〜70個/25mm(好ましくは40〜65個/25mm)のミクロクリンプを有する複合短繊維が好ましい。かかるミクロクリンプにより、あたかもバネのように伸縮性・弾力性に富んだ構造を持つようになる。また、繊維同士が複雑に絡みあうため、繊維構造体は特に優れたソフト性と弾力性とを有するものとなる。さらには、後記のように繊維を厚み方向に林立させる場合は、繊維が緻密に絡みあいウエッブの山同士の割れを防止することができ、また、スライス工程の際、繊維構造体の切断を防止することができ好ましい。
【0011】
ここで、前記ミクロクリンプの個数が30個/25mmよりも少ないと、十分なソフト性、弾力性が得られず好ましくない。逆に、前記ミクロクリンプの個数が60個/25mmよりも多いと、熱成型加工をする際の熱収縮が大きいため、シワ入りや寸法変動などのトラブルが発生しやすく成型が困難となるおそれがある。
【0012】
前記の固有粘度において互いに異なる2種のポリエステルとしては、前記のミクロクリンプが得られるものであれば特に限定されないが、固有粘度の差としては、0.1〜0.4の範囲が好ましい。前記固有粘度差が0.1よりも小さいと、ミクロクリンプが十分に発現せず、ミクロクリンプの個数が前記範囲よりも小さくなるおそれがある。逆に、前記固有粘度差が0.4よりも大きいと、ミクロクリンプの個数が前記範囲よりも大きくなるおそれがある。
【0013】
かかる固有粘度において、互いに異なる2種のポリエステルとしては、ポリエチレンテレフタレート系ポリエステル、ポリブチレンテレフタレート系ポリエステル、ポリトリメチレン系ポリエステルなどが好適に例示される。ここで、ポリエチレン系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、エチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)、ポリトリメチレンテレフタレート系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、トリメチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)、ポリブチレンテレフタレート系ポリエステルとは、ポリエステルの全繰り返し単位を基準として、ブチレンテレフタレート繰り返し単位が90モル%以上(好ましくは95モル%以上)を占めるポリエステルをいう。
【0014】
固有粘度において互いに異なる2種のポリエステルを選択するには、同種ポリエステルにおいては重合度の異なるもの、異種ポリエステルにおいては、その酸成分およびジオール成分の少なくとも1方において異なるものから選択すればよい。
【0015】
前記ポリエステルには、必要に応じて、そのテレフタル酸成分やエチレングリコール成分に、5モル%以下の範囲で第3成分を共重合していてもよく、例えば、イソフタル酸、5−ナトリウムスルホイソフタル酸、ナフタレンジカルボン酸、オルトフタル酸、ジフェニルジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルホンジカルボン酸、ベンゾフェノンジカルボン酸、フェニルインダンジカルボン酸、5−スルホキシイソフタル酸金属塩、5−スルホキシイソフタル酸ホスホニウム塩等の芳香族ジカルボン酸、アジピン酸、ヘプタン二酸、オクタン二酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸、ジクロヘキサンジメチレンジカルボン酸等の脂環式ジカルボン、トリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ネオペンチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、ポリテトラメチレングリコール等の脂肪族グリコール、シクロヘキサンジオール、シクロヘキサンジメタノール等の脂環式グリコール、o−キシリレングリコール、m−キシリレングリコール、p−キシリレングリコール、1,4−ビス(2−ヒドロキシエトキシ)ベンゼン、1,4−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、4,4’−ビス(2−ヒドロキシエトキシ)ビフェニル、4,4’−ビス(2−ヒドロキシエトキシエトキシ)ビフェニル、2,2−ビス[4−(2−ヒドロキシエトキシ)フェニル]プロパン、2,2−ビス[4−(2−ヒドロキシエトキシエトキシ)フェニル]プロパン、1,3−ビス(2−ヒドロキシエトキシ)ベンゼン、1,3−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、1,2−ビス(2−ヒドロキシエトキシ)ベンゼン、1,2−ビス(2−ヒドロキシエトキシエトキシ)ベンゼン、4,4’−ビス(2−ヒドロキシエトキシ)ジフェニルスルホン、4,4’−ビス(2−ヒドロキシエトキシエトキシ)ジフェニルスルホン等の芳香族グリコール、ヒドロキノン、2,2−ビス(4−ヒドロキシフェニル)プロパン、レゾルシン、カテコール、ジヒドロキシナフタレン、ジヒドロキシビフェニル、ジヒドロキシジフェニルスルホン等のジフェノール類等が挙げられる。これらは、1種を単独で用いても2種以上を併用してもよい。
【0016】
また、前記ポリエステル中には、必要に応じて少量の添加剤、例えば滑剤、顔料、染料、酸化防止剤、固相重合促進剤、蛍光増白剤、帯電防止剤、抗菌剤、紫外線吸収剤、光安定剤、熱安定剤、遮光剤、艶消剤等を含んでいてもよく、特に艶消剤として酸化チタンなどは好ましく添加される。
【0017】
前記複合短繊維は、サイドバイサイド複合形態または偏心芯鞘型複合形態を有していることが好ましい。なかでも、サイドバイサイド複合形態が特に好ましく用いられ、固有粘度において互いに異なる2種のポリエステルを適宜選択して接合させることにより潜在捲縮を有することとなり、かかる複合短繊維に熱処理を施すと、潜在捲縮が発現してミクロクリンプが得られる。
ここで、2種のポリエステルの重量比としては、20:80〜80:20(より好ましくは40:60〜60:40)であることが好ましい。
【0018】
前記非弾性捲縮短繊維において、捲縮付与方法としては、熱収縮率の異なるポリマーをサイドバイサイド型に貼り合わせた複合繊維を用いてスパイラル状捲縮を付与、異方冷却によりスパイラル状捲縮を付与、捲縮数が3〜40個/2.54cm(好ましくは7〜15個/2.54cm)となるように通常の押し込みクリンパー方式による機械捲縮を付与など、種々の方法を用いればよいが、嵩高性、製造コスト等の面から機械捲縮を付与するのが最適である。
【0019】
前記非弾性捲縮短繊維において、単繊維径が10〜100μmの範囲内であることが好ましい。前記単繊維径が10μmよりも小さいと、充分な剛性が得られず取扱いが難しくなるおそれがある。逆に、前記単繊維径100μmよりも大きいと、外観の均一性が不十分となるおそれがある。ポリエチレンテレフタレートの場合、単繊維繊度としては1.3〜90dtexの範囲内であることが好ましい。
【0020】
前記非弾性捲縮短繊維の単繊維横断面形状は、通常の丸断面でもよいし、三角、四角、扁平などの異型断面であってもよい。なお、単繊維横断面形状が異型の場合、前記単繊維径は丸断面に換算した値を使用するものとする。さらに、丸中空断面の場合は、外径寸法を測定するものとする。
【0021】
また、前記非弾性捲縮短繊維の繊維長としては、3〜100mmの範囲内であることが好ましい。前記繊維長が3mmよりも小さいと、充分な剛性が得られないおそれがある。逆に、前記繊維長が100mmよりも大きいと、工程安定性が損なわれる恐れがある。
【0022】
前記繊維構造体には、前記非弾性捲縮短繊維と熱接着性複合短繊維とが含まれる。その際、非弾性捲縮短繊維は、前記のような潜在捲縮が発現したミクロクリンプを有する繊維および/または他の繊維で構成されていてもよい。
【0023】
次に、熱接着性複合短繊維の熱融着成分は、上記の非弾性捲縮短繊維を構成するポリマー成分より、40℃以上(好ましくは70℃以上)低い融点を有することが必要である。この温度差が40℃未満では、接着が不十分となる上、腰のない取り扱いにくい繊維構造体となり、本発明の目的が達せられないおそれがある。
【0024】
ここで、熱融着成分として配されるポリマーとしては、ポリウレタン系エラストマー、ポリエステル系エラストマー、非弾性ポリエステル系ポリマーの共重合物、ポリオレフィン系ポリマー及びその共重合物、ポリビニルアルコール系ポリマー等を挙げることができる。
【0025】
このうち、ポリウレタン系エラストマーとしては、分子量が500〜6,000程度の低融点ポリオール、例えばジヒドロキシポリエーテル、ジヒドロキシポリエステル、ジヒドロキシポリカーボネート、ジヒドロキシポリエステルアミド等と、分子量500以下の有機ジイソシアネート、例えばp,p’−ジフェニールメタンジイソシアネート、トリレンジイソシアネート、イソホロンジイソシアネート、水素化ジフェニールメタンイソシアネート、キシリレンイソシアネート、2,6−ジイソシアネートメチルカプロエート、ヘキサメチレンジイソシアネート等と、分子量500以下の鎖伸長剤、例えばグリコールアミノアルコールあるいはトリオールとの反応により得られるポリマーである。
【0026】
これらのポリマーのうちで、特に好ましいのはポリオールとしてはポリテトラメチレングリコール、またはポリ−ε−カプロラクタムあるいはポリブチレンアジペートを用いたポリウレタンである。この場合の有機ジイソシアネートとしてはp,p’−ビスヒドロキシエトキシベンゼンおよび1,4−ブタンジオールを挙げることができる。
【0027】
また、ポリエステル系エラストマーとしては、熱可塑性ポリエステルをハードセグメントとし、ポリ(アルキレンオキシド)グリコールをソフトセグメントとして共重合してなるポリエーテルエステル共重合体、より具体的にはテレフタル酸、イソフタル酸、フタル酸、ナフタレン−2,6−ジカルボン酸、ナフタレン−2,7−ジカルボン酸、ジフェニル−4,4’−ジカルボン酸、1,4−シクロヘキサンジカルボン酸等の脂環式ジカルボン酸、コハク酸、シュウ酸、アジピン酸、セバシン酸、ドデカンジ酸、ダイマー酸等の脂肪族ジカルボン酸またはこれらのエステル形成性誘導体などから選ばれたジカルボン酸の少なくとも1種と、1,4−ブタンジオール、エチレングリコールトリメチレングリコール、テトラメチレングリコール、ペンタメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール、デカメチレングリコール等の脂肪族ジオールあるいは1,1−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、トリシクロデカンメタノール等の脂環式ジオール、またはこれらのエステル形成性誘導体などから選ばれたジオール成分の少なくとも1種、および平均分子量が約400〜5,000程度のポリエチレングリコール、ポリ(1,2−および1,3−ポリプロピレンオキシド)グリコール、ポリ(テトラメチレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドとの共重合体、エチレンオキシドとテトラヒドロフランとの共重合体等のポリ(アルキレンオキサイド)クリコールのうち少なくとも1種から構成される三元共重合体を挙げることができる。
【0028】
特に、接着性や温度特性、強度の面からすれば、ポリブチレン系テレフタレートをハード成分とし、ポリオキシブチレングリコールをソフトセグメントとするブロック共重合ポリエーテルエステルが好ましい。この場合、ハードセグメントを構成するポリエステル部分は、主たる酸成分がテレフタル酸、主たるジオール成分がブチレングリコール成分であるポリブチレンテレフタレートである。むろん、この酸成分の一部(通常、30モル%以下)は他のジカルボン酸成分やオキシカルボン酸成分で置換されていても良く、同様にグリコール成分の一部(通常、30モル%以下)はブチレングリコール成分以外のジオキシ成分で置換されていても良い。また、ソフトセグメントを構成するポリエーテル部分はブチレングリコール以外のジオキシ成分で置換されたポリエーテルであってよい。
【0029】
共重合ポリエステル系ポリマー(非弾性ポリエステル系ポリマーの共重合物)としては、アジピン酸、セバシン酸などの脂肪族ジカルボン酸、フタル酸、イソフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸類および/またはヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂環式ジカルボン酸類と、ジエチレングリコール、ポリエチレングリコール、プロピレングリコール、パラキシレングリコールなどの脂肪族や脂環式ジオール類とを所定数含有し、所望に応じてパラヒドロキシ安息香酸などのオキシ酸類を添加した共重合エステル等を挙げることができ、例えばテレフタル酸とエチレングリコールとにおいてイソフタル酸および1,6−ヘキサンジオールを添加共重合させたポリエステル等が使用できる。
【0030】
また、ポリオレフィンポリマーとしては、例えば低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、さらにはそれらを変性したポリマー等を挙げることができる。
上記の熱融着成分の中でも、クッション性、耐久性の点よりエラストマー系ポリマーが特に好ましい。
【0031】
なお、上述のポリマー中には、各種安定剤、紫外線吸収剤、増粘分岐剤、艶消し剤、着色材その他各種の改良剤等も必要に応じて配合されていても良い。
【0032】
熱接着性複合短繊維において、熱融着成分の相手側成分としては、前記のような非弾性のポリエステルが好ましく例示される。その際、熱融着成分が、少なくとも1/2の表面積を占めるものが好ましい。重量割合は、熱融着成分と相手側成分が、複合比率で10/90〜70/30の範囲にあるのが適当である。熱接着性複合短繊維の形態としては、特に限定されないが、熱融着成分と相手側成分とが、サイドバイサイド、芯鞘型であるのが好ましく、より好ましくは芯鞘型である。この芯鞘型の熱接着性複合短繊維では、熱融着成分が鞘部となり、相手側成分が芯部となるが、この芯部は同心円状、または偏心状にあってもよい。
【0033】
かかる熱接着性複合短繊維において、単繊維径としては10〜70μmの範囲内であることが好ましい。単糸繊度としては、2〜40dtexの範囲内であることが好ましい。かかる熱接着性複合短繊維は、繊維長が3〜100mmに裁断されていることが好ましい。
【0034】
本発明においては、前記非弾性捲縮短繊維と熱接着性複合短繊維とを混綿させ、加熱処理することにより、熱接着性複合短繊維同士が交差した状態で熱融着された固着点、および熱接着性複合短繊維と非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体が形成される。
【0035】
この際、非弾性捲縮短繊維と熱接着複合短繊維との重量比率は90/10〜10/90である必要がある。なお、好ましくは重量比率が60/40〜20/80である。熱接着複合短繊維の比率がこの範囲より少ない場合は、固着点が極端に少なくなり、繊維構造体の腰がなく、成型性が不良となる。一方、熱接着複合短繊維の比率がこの範囲より多い場合は、接着点が多くなり過ぎ、熱処理工程での取扱い性、成型性などが低下する。
【0036】
前記繊維構造体において、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列していることが好ましい。繊維が繊維構造体の厚さ方向に配列していると、エンボス加工の際、エンボス柄が一般に繊維の厚み方向に押し込まれるため、繊維がエンボスの凸部分のみ変形して柄が入りやすく、繊維がエンボスの凸部分のみ変形して形状のきれいな柄が入りやすく、かつエンボスの凹部分は、繊維が厚み方向に配列しているため、逆に繊維が凹部を押し上げることとなり、凹凸の差が明確となるため立体感が発現し、好ましい。クロスレイ不織布や、ウレタン品では、エンボス部の周りの繊維、ウレタンの反発性に影響されエンボスが入りにくい。
なお、ここで、「厚さ方向に配列している」とは、繊維構造体の厚さ方向に対して平行に配列されている繊維の総本数を(T)とし、繊維構造体の厚さ方向に対して垂直に配列されている繊維の総本数を(W)とするとき、T/Wが1.5以上であることである。
【0037】
このような繊維構造体を製造する方法には特に限定はなく、従来公知の方法を任意に採用すれば良いが、例えば非弾性捲縮短繊維と熱接着性複合短繊維とを混綿し、ローラーカードにより均一なウエブとして紡出した後、ウエブをクロスレイ等を使用し厚み方向に平行に折畳んだ後、必要に応じニードルパンチを施した後、加熱処理をする方法や、図1に見られるようなStruto社のStruto設備を使用しローラーカード後のウエブをアコーディオン状に折りたたんだ後、加熱処理し繊維間を接着処理することで作製できる。さらに、短カット長の繊維については、Dow−Web社のエアレイド設備を使用し、ウエブを作成した後、熱処理を施して作成することもできる。
なお、図1において、符号1はウエブ、符号2はコンベア、符号3はヒーター、符号4は繊維構造体である。
【0038】
かくして得られる繊維構造体の平均密度は0.010〜0.10g/cm3の範囲にあることが好ましい。前記密度が0.010g/cm3未満では、複合繊維シートが柔らかくなり過ぎて取り扱いが難しくなるおそれがある。一方、0.10g/cm3を超えると、板状となりソフト性が損なわれるおそれがある。なお、密度は、プレス加工等により調整することも可能である。さらに必要に応じ、この繊維構造体を、厚み方向に対してほぼ垂直にスライサー設備等により裁断して使用することも可能である。
【0039】
さらに、必要に応じ、前記繊維構造体の表面に、粉体又はシート状、ネット状等で、熱により初めて溶融接着されるホットメルトタイプの樹脂バインダーを付与しても良い。樹脂バインダーの組成としては、ウレタン系、アクリル系等の樹脂でもよいが、リサイクル性の点より繊維構造体と同じ、ポリエステル系の接着剤または接着シートが好ましい。また、布帛との接着面とは反対側に織物、不織布等の他の布帛を必要に応じ貼り合せることも可能である。樹脂バインダーの使用量は、通常、10〜80g/m2、好ましくは20〜40g/m2程度である。
【0040】
本発明の複合繊維シートにおいて、貼り合せる布帛は、樹脂バインダーより高い融点を有するポリエステル系繊維からなる布帛が好ましいが、特に限定されない。また、布帛の組成は、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、またはその複合体からなることが好ましい。かかる布帛としては織編物が好ましいが、不織布等であってもよい。なお、接着面をバフィング等の加工を施しても良い。また、布帛は、通常の染色加工や起毛加工が施されていてもよい。さらには、撥水加工、防炎加工、難燃加工、マイナスイオン発生加工など公知の機能加工が付加されていてもさしつかえない。
なお、布帛の目付けは、通常、100〜600g/m2、好ましくは200〜400g/m2程度である。
【0041】
次に、前記繊維構造体と前記布帛とを準備し、繊維構造体と布帛とを貼り合わせエンボス加工を行なう。その際、繊維構造体及び布帛を併せて予備加熱、またはそれぞれ予備加熱した状態で、エンボス加工を行なうことが好ましい。
ここで、予備加熱方法は特に限定されないが、熱ロールによる加熱、遠赤外線による加熱、ガスバーナー等による加熱等が可能である、また、加熱後、直ぐにエンボス加工をすることが好ましい。
なお、予備加熱温度は、160〜230℃が好ましく、時間は10〜60秒が好ましい。さらに、エンボスは、熱エンボスが好ましく。エンボスロール温度は190〜230℃、時間は10〜60秒、線圧は50〜170kg/cmが好ましい。また、柄面積比率としては、5%以上が好ましい。その時にロールのクリアランスや加圧は、目標の厚みにより変更できる。その後、巻き取る。
【0042】
なお、繊維構造体と布帛との貼り合わせに先立ち、貼り合わせと同時に、または貼り合わせ後、貼り合わせ布帛との反対側、例えば図2に見られるように、繊維構造体の下面に、不織布、織物、編物などの他の布帛を貼り合わせてもよい。このようにすると、繊維構造体を構成する繊維のほつれを生じることながなく、また、表側の布帛と裏側の不織布、織物、編物の熱収縮のバランスを変えると凹凸感に変化をつけることができるというメリットもある。なお、この他の布帛の目付は、通常、15〜50g/m2程度である。
なお、繊維構造体の下面と他の布帛との貼りあわせの方法は、前記と同様の方法、又は、かるく接着している状態であれば、接着剤でなしでも良い。
【0043】
図2に本発明の一実施態様である複合繊維シートの側面図を示す。この実施態様では、繊維構造体4と布帛5との貼り合わせと同時にエンボス加工されており、さらに繊維構造体4の下面に、別途、不織布6が貼り合わされている。
【0044】
かくして得られた複合繊維シートは、前記の繊維構造体と布帛とを含み、かつエンボス加工が施されているので、クッション性だけでなく立体感にも優れる。特に、前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列している場合は、熱エンボスの柄に対して変形しやいため、エンボスが容易に可能であり、かつ、布帛と繊維構造体の接着性が向上する。さらに、エンボス後は、厚さ方向に繊維が配列しているため、エンボス柄の低い部分の布帛を押し上げるため、立体感のある外観を得ることができる。
【0045】
かかる複合繊維シートは、シート状のまま縫製し、車輌のウレタンパッドの表皮材(ワデイング)としての使用や、さらに金型を使用し成形品に利用できる。例えば、車の天井材やバストパッド、肩パッド、ヒップパッド等のパッドのようなもの、事務椅子や電車、飛行機等の座席、さらには、クッション性の要求されるパーテーションやサポーター等、内部に繊維構造体を有し表面が布で覆われているものにも利用可能である。
【実施例】
【0046】
次に、本発明の実施例及び比較例を詳述するが、本発明はこれらによって限定されるものではない。なお、実施例中の各測定項目は下記の方法で測定した。
(1)融点
Du Pont社製の熱示差分析計990型を使用し、昇温20℃/分で測定し、融解ピークを求めた。融解温度が明確に観測されない場合には、微量融点測定装置(柳本製作所製)を用い、ポリマーが軟化して流動を始めた温度(軟化点)を融点とした。なお、n数5でその平均値を求めた。
(2)ミクロクリンプ、捲縮数
JIS L 1015 7.12に記載の方法により測定した。なお、n数5でその平均値を求めた。
【0047】
(3)T/W
繊維構造体を厚さ方向に切断し、その断面において、厚さ方向に対して平行に配列されている、熱接着性複合短繊維Aおよびマトリックス繊維B(図3において0°≦θ≦45°)の総本数を(T)とし、繊維構造体の厚さ方向に対して垂直に配列されている熱接着性複合短繊維Aおよびマトリックス繊維B(図3において45°<θ≦90°)の総本数をWとしてT/Wを算出した。なお、本数の測定は、任意の10ヶ所について各々30本の繊維を透過型光学顕微鏡で観察し、その数を数えた。
なお、図3において、符号Fは熱接着性複合短繊維または非弾性捲縮短繊維、符号DTは繊維構造体の厚さ方向、符号DFは熱接着性複合短繊維または非弾性捲縮短繊維の配列方向を示す。
【0048】
(4)固有粘度
オルトクロルフェノールを溶媒として35℃で測定した。なお、n数5でその平均値を求めた。
(5)密度
JIS K−6401により測定した。なお、n数5でその平均値を求めた。
(6)布帛表面の外観
複合繊維シートの布帛表面の外観を、表面の平坦さの点で○、△、×の3段階判定を目視判断で行った。
○:表面が非常に立体感がある。
△:表面にやや立体感がある。
×:表面に立体感が無い。
【0049】
[実施例1]
融点154℃の熱可塑性ポリエーテルエステル型エラストマーを鞘成分に用い、融点230℃ポリブチレンテレフタレートを芯成分に用いた単糸繊度6.6dtex、繊維長51mmの芯/鞘型熱接着性複合短繊維(芯/鞘比=60/40:重量比)と、異方冷却により立体捲縮を有する単糸繊度13.3dtex、繊維長64mmの中空ポリエチレンテレフタレート繊維(非弾性捲縮短繊維)を70:30の重量比率で混綿し、ローラーカード、クロスレイ、ローラーカードの順に通し、次に図1に示すStruto社製のStruto設備を使用し、図1のようにウエッブをヒダ折りし大部分の繊維を厚み方向に配列(T/W=4.7、図3も参照)させた後、温度200℃の熱処理炉にて繊維間を熱接着処理することで繊維構造体を得た。
得られた繊維構造体は、厚さ10mm、密度20kg/m3であった。さらに、2.2dtexのポリエステル短繊維100%を開繊し、ローラーカードを通して、薄いシートとし、ウォータジェットニードルにて繊維を絡合させて目付20g/m2の低目付不織布を作成し、ラミネート設備にて繊維構造体に接着した。この場合の接着は、ポリエステルバウダー(散布量:20g/m2)を使用した。
【0050】
一方、常法により得られた自動車用表皮材(目付300g/m2、厚み1.5mm、ポリエチレンテレフタレート繊維のみからなる織物)と、前記繊維構造体とを重ね合わせ、基材の予熱として温度225℃の加熱ロールに40秒間接した後、直ぐに温度210℃、線圧130kg/cmの加熱エンボスロールに30秒間エンボス加工し冷却した。なお、エンボス柄面積比率としては6.5%である。得られた複合繊維シートの物性を表1に示す。
次いで、前記複合繊維シートを自動車用表皮材(ワデイング)および鉄道車両用表皮材(ワデイング)として使用したところ、クッション性だけでなく立体感にも優れるものであった。
【0051】
[実施例2]
熱接着性複合短繊維は実施例1と同様なものを使用し、非弾性捲縮短繊維として、高粘度側ポリエステルとして固有粘度が0.65のポリエチレンテレフタレート(融点256℃)、低粘度側ポリエステルとして固有粘度が0.45のポリエチレンテレフタレート(融点256℃)を用いて(固有粘度差0.20)、重量比50/50となるように、常法によりサイドバイサイド型複合繊維糸を紡糸した。このサイドバイサイド型複合繊維糸を約2倍に延伸し表面処理剤(油剤)を付与したのち、通常のクリンパー装置を用いて機械捲縮を10個/25mm付与し、さらに51mmに切断し、マトリックス繊維Bとして、単糸繊度5.0dtexの潜在捲縮性能を有する非弾性捲縮短繊維を得た。
【0052】
前記熱接着性複合短繊維50%(重量)と、前記非弾性捲縮短繊維50%(重量)とを混綿し、実施例1と同様な工程を経て繊維構造体(T/W=3.9、厚み9mm、密度25kg/m3)を得た。また、実施例1と同様に薄で不織布を貼り合せた。さらに、表地としてポリエステル製仮撚捲縮加工糸使いの天竺、裏地としてポリエステル製トリコット編地(布帛としての目付300g/m2、厚み1.5mm)を使い、繊維構造体と布帛の間にポリエステル系のネット状熱接着溶融シート(倉敷紡績株式会社製、スパンファブ、目付25g/m2)を挿入し3層とし、基材の予熱として温度225℃の加熱ロールに40秒間接した後、直ぐに温度210℃、線圧130kg/cmの加熱エンボスロールに30秒間エンボス加工し冷却した。得られた複合繊維シートの物性を表1に示す。
次いで、前記複合繊維シートを自動車用表皮材(ワデイング)および鉄道車両用表皮材(ワデイング)として使用したところ、クッション性だけでなく立体感にも優れるものであった。
【0053】
[比較例1]
実施例2において、繊維構造体の代わりにウレタンフォームのシート物(アキレス社製、厚み5mm、目付110g/m2)を使用し、実施例と同様にしてエンボス加工を実施した。得られた複合繊維シートの物性を表1に示す。
【0054】
[実施例3]
実施例1において、自動車表皮材の代わりに、2.2dtexの黒原着ポリエステル短繊維100%を開繊し、ローラーカード、クロスレイ、ニードルパンチにより薄いウエブを積層してなる不織布(目付け:150g/m2)を作成し、実施例1と同様の加工を実施した。得られた複合繊維シートの物性を表1に示す。
【0055】
【表1】
【産業上の利用可能性】
【0056】
本発明により得られる複合繊維シートは、車の天井材やバストパッド、肩パッド、ヒップパッド等のパッドのようなもの、事務椅子や電車、飛行機等の座席、さらには、クッション性の要求されるパーテーションやサポーター等、内部に繊維構造体を有し表面が布で覆われているものに利用可能である。
【符号の説明】
【0057】
1 ウエブ
2 コンベア
3 ヒーター
4 繊維構造体
5 布帛
6 不織布
F 熱接着性複合短繊維または非弾性捲縮短繊維
DT 繊維構造体の厚さ方向
DF 熱接着性複合短繊維または非弾性捲縮短繊維の配列方向
【特許請求の範囲】
【請求項1】
非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートであって、エンボス加工が施されてなることを特徴とする複合繊維シート。
【請求項2】
前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列してなる、請求項1に記載の複合繊維シート。
【請求項3】
熱接着性複合短繊維が120℃以上の融点を有する熱可塑性エラストマーと、非弾性ポリエステルとからなり、前者が少なくとも繊維表面に露出した熱接着性複合短繊維である、請求項1または請求項2に記載の複合繊維シート。
【請求項4】
前記非弾性捲縮短繊維が、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が発現してなるミクロクリンプを有する、請求項1〜3のいずれかに記載の複合繊維シート。
【請求項5】
前記繊維構造体において、その平均密度が0.010〜0.10g/cm3の範囲内である、請求項1〜4のいずれかに記載の複合繊維シート。
【請求項6】
前記布帛が、ポリエステル繊維からなる、請求項1〜5のいずれかに記載の複合繊維シート。
【請求項7】
前記繊維構造体と布帛とを加熱した状態でエンボス加工を施す、請求項1〜6いずれかに記載の複合繊維シートの製造方法。
【請求項8】
請求項1〜6のいずれかに記載の複合繊維シートを用いてなる、車両用座席の表皮材、車両用天井材、バストパッド、肩パッド、ヒップパッド、事務椅子、パーテーション、およびサポーターからなる群より選択されるいずれかの繊維製品。
【請求項1】
非弾性捲縮短繊維と、該非弾性捲縮短繊維を構成するポリマーよりも40℃以上低い融点を有するポリマーが熱融着成分としてその表面に配された熱接着性複合短繊維とが重量比率で90/10〜10/90となるように混綿され、該熱接着性複合短繊維同士が交差した状態で熱融着された固着点および/または該熱接着性複合短繊維と前記非弾性捲縮短繊維とが交差した状態で熱融着された固着点とが散在してなる繊維構造体と、該繊維構造体に貼り合せてなる布帛とを含む複合繊維シートであって、エンボス加工が施されてなることを特徴とする複合繊維シート。
【請求項2】
前記非弾性捲縮短繊維と熱接着性複合短繊維とが繊維構造体の厚さ方向に配列してなる、請求項1に記載の複合繊維シート。
【請求項3】
熱接着性複合短繊維が120℃以上の融点を有する熱可塑性エラストマーと、非弾性ポリエステルとからなり、前者が少なくとも繊維表面に露出した熱接着性複合短繊維である、請求項1または請求項2に記載の複合繊維シート。
【請求項4】
前記非弾性捲縮短繊維が、固有粘度において互いに異なる2種のポリエステルからなり、潜在捲縮が発現してなるミクロクリンプを有する、請求項1〜3のいずれかに記載の複合繊維シート。
【請求項5】
前記繊維構造体において、その平均密度が0.010〜0.10g/cm3の範囲内である、請求項1〜4のいずれかに記載の複合繊維シート。
【請求項6】
前記布帛が、ポリエステル繊維からなる、請求項1〜5のいずれかに記載の複合繊維シート。
【請求項7】
前記繊維構造体と布帛とを加熱した状態でエンボス加工を施す、請求項1〜6いずれかに記載の複合繊維シートの製造方法。
【請求項8】
請求項1〜6のいずれかに記載の複合繊維シートを用いてなる、車両用座席の表皮材、車両用天井材、バストパッド、肩パッド、ヒップパッド、事務椅子、パーテーション、およびサポーターからなる群より選択されるいずれかの繊維製品。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−26068(P2012−26068A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−168997(P2010−168997)
【出願日】平成22年7月28日(2010.7.28)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【出願人】(510206039)スミノエテイジンテクノ株式会社 (1)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月28日(2010.7.28)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【出願人】(510206039)スミノエテイジンテクノ株式会社 (1)
【Fターム(参考)】
[ Back to top ]