
複合繊維
【課題】本発明の複合繊維は、鋭利な刃物を使用する食肉加工業等において、作業者保護のための安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に有用で、特に、該複合繊維からなる耐切創性手袋は、吸湿性が良好で、着用心地、使用感及び着用時の作業性に優れている。
【解決手段】芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸は金属の細線に巻きつけられていることを特徴とする複合繊維を提供する。
【解決手段】芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸は金属の細線に巻きつけられていることを特徴とする複合繊維を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合繊維に関し、更に詳しくは、例えば、鋭利な刃物を使用する食肉加工作業、端部の鋭利なガラスや金属板を取り扱うガラスの製造あるいは加工作業や金属加工作業等において、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に用いられる複合繊維に関する。
【背景技術】
【0002】
従来、この種の繊維として古くは鎧など金属繊維のみを用いることが特に西洋などでは主流であった。近年、軽量化、作業性、強度等の改善を目的として、金属繊維と綿糸や高強度フィラメントとの複合繊維が各種提案されている。
例えば、高強力繊維と針金とからなる芯材に合成繊維を巻き付けて被覆した芯鞘複合糸が提案され、実施例として具体的に、3,4′−ジアミノジフェニルエーテル共重合ポリパラフェニレンテレフタルアミド繊維とステンレスワイヤーとを芯材とし、これにナイロン繊維を上下二重に巻きつけた芯鞘複合糸で編成した手袋が開示されている(特許文献1参照)。
また、金属繊維の単線ワイヤー、フィラメント糸又は紡績糸からなる芯部を芳香族ポリアミド繊維のステープルにより被覆した芯鞘構造の複合紡績糸が提案されている(特許文献2参照)。
また、表面に高強度・高弾性率繊維と金属細線からなる複合糸を配し、裏面に嵩高加工糸又は天然繊維を配した耐切創性手袋が提案されている(特許文献3参照)。
更に、ガラス繊維を芯部とし、ポリエチレン繊維又はアラミド繊維を鞘部とし、更にポリエステル、ナイロン等の非金属で非高性能繊維からなる被覆繊維を互いに反対方向に巻きつけた耐切創性複合繊維が提案されている(特許文献4参照)。
更に、ステンレススチールワイヤーと抗菌性処理したアセテート系繊維からなる芯部にポリエステル繊維を互いに反対方向に巻きつけた耐切創性繊維及び該繊維からなる手袋等のアパレルが提案されている(特許文献5参照)。
更に、互いに平行に(parallel)置かれたワイヤストランドと延伸ポリエチレンファイバーストランドからなるコアと、このコアの周りに互いに反対方向に巻かれた少なくとも2 層のストランドで被覆された、アラミド繊維を使用しない耐切創性複合繊維が開示されている(特許文献6参照)。
しかしながら、上記のような従来の複合繊維は、耐切創性を有するものの、吸湿性が悪く、また、該複合繊維を用いて手袋等を編成する際にステンレスワイヤーやガラス繊維が切れる場合があるなど編み加工性が悪く、また、例えば、該複合繊維で編成した手袋は着用心地、使用感が悪く、特に、切断したステンレスワイヤーやガラス繊維が肌をチクチクと刺激し、手袋着用時の作業性も満足すべきものではない。特に、芯材として用いたステンレススチールワイヤーやガラス繊維が複合繊維の外部に露出し、手指を刺激するチクチク感が大きいという問題を含んでいる。
本発明はかかる実情に鑑み、上記のような従来技術の問題点を解消し、吸湿性が良好で、編み加工性に優れた複合繊維を提供することを目的とする。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−239104号公報
【特許文献2】特開昭63−303138号公報
【特許文献3】特開2000−178812号公報
【特許文献4】米国特許第6,467,251号公報
【特許文献5】米国特許第6,266,951号公報
【特許文献6】米国特許第5,644,907号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者はかかる問題点を解決するために鋭意研究の結果、金属の細線と、フィラメント糸からなる添糸とからなり、該添糸を金属の細線に特定回数巻きつけて芯材とするとともに、該芯材の周りに被覆繊維を巻きつけて被覆層を形成した複合繊維が上記目的を達成することを見い出した。
本発明は、かかる知見に基づいて完成されたものである。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の請求項1は、芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸が金属の細線に金属の細線1m当たり5〜60回巻きつけられていることを特徴とする複合繊維を内容とする。
本発明の請求項2は、金属の細線がステンレスからなることを特徴とする請求項1記載の複合繊維を内容とする。
本発明の請求項3は、添糸が、ポリエチレン、ポリエステル、ポリパラフェニレンテレフタルアミドから選ばれる少なくとも1種のフィラメント糸から選ばれることを特徴とする請求項1又は2記載の複合繊維を内容とする。
本発明の請求項4は、ポリエチレンが、超高分子量ポリエチレンであることを特徴とする請求項3記載の複合繊維を内容とする。
本発明の請求項5は、添糸が100〜1000のフィラメント数からなることを特徴とする請求項3記載の複合繊維。
本発明の請求項6は、被覆繊維が、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド、アクリル、綿、ウールから選ばれる少なくとも1種の繊維からなることを特徴とする請求項1〜5のいずれか1項に記載の複合繊維を内容とする。
本発明の請求項7は、ポリエステル又はポリアミドからなる繊維が、捲縮加工されたものであることを特徴とする請求項6記載の複合繊維を内容とする。
本発明の請求項8は、被覆層が、第1の被覆層とこれとは反対方向に巻きつけられた第2の被覆層とからなることを特徴とする請求項1〜7のいずれか1項に記載の複合繊維を内容とする。
【発明の効果】
【0006】
本発明の複合繊維は、金属の細線とフィラメント糸からなる添糸とからなり、該添糸を金属の細線に特定回数巻きつけて芯材とするとともに、該芯材の周りに被覆繊維を巻きつけて被覆層を形成したことにより、吸湿性及び編み加工性に優れ、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に好適に用いられ、特に、着用心地、伸縮性、使用感及び着用した状態での作業性の良好な耐切創性手袋を提供することができる。
上記複合繊維を用いて手袋を編成するに際し、特定の繊維でプレーティングを施し、このプレーティングした繊維を手袋の内側になるように編成することにより、伸縮性、吸湿性は一層高められ、また着用心地、使用感や着用した状態での作業性の一層改善された手袋を提供することができる。
【図面の簡単な説明】
【0007】
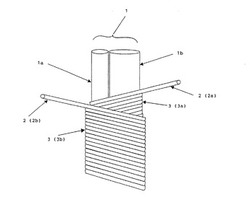
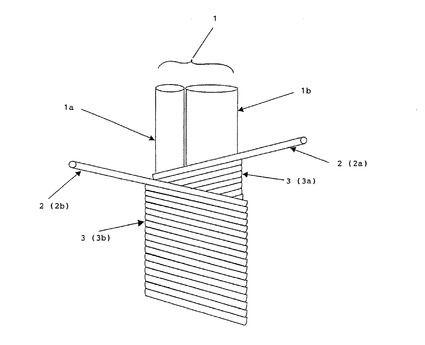
【図1】図1は、本発明の複合繊維の一例を示す概略図である。
【発明を実施するための形態】
【0008】
本発明は、図1に示すように、芯材1と、該芯材1の周りに被覆繊維2が巻きつけられた被覆層3とからなる。
前記芯材1は金属の細線1aと、フィラメント糸からなる添糸1bとからなる。
本発明において用いられる金属の細線1aは、高強度、高弾性率のステンレス、チタン、アルミニウム、銀、ニッケル、銅、ブロンズ等が好ましく、特に、低コスト、高強度である点及び化学的に安定で発錆しにくい点でステンレスが好ましい。ステンレスは正しくはステンレススチールであるが、国内では一般にステンレス又はステンと略称されるので、本発明においてもステンレスと略称する。
なお、金属の細線1aは撚ったものでは硬く、複合繊維を用いた製品、例えば手袋(以下、複合繊維を用いた製品の代表例として手袋を取りあげる)の風合いが悪くなるので、本発明では非加工の素線を使用する。
例えば、ステンレスの細線は、通常、かかる用途では40〜50μmの太さのもが多く使用されている。本発明における金属の細線1aは、複合繊維の編み加工性、手袋使用時の作業性の点で、10〜70μmが好ましく、更に15〜35μmが好ましい。ステンレスの材質としては、SUS304が柔らかく曲げに強い点で好ましい。金属の細線1aは1〜4本が好適である。4本を超えると手袋が硬くなり、手袋着用時の作業性が悪くなる点で好ましくない。
【0009】
芯材の金属の細線1aは、そのまま被覆繊維2で被覆しようとすると、被覆の工程で金属の細線1aの切断が発生するため、添糸1bが必要である。添糸1bは、撚糸等の加工をした糸では少なからず伸縮性を持っているので、非加工のフィラメント糸が使用される。伸縮性を持った糸を添糸1bとしてを使用すると、その後の被覆工程で被覆する糸も伸縮性を持つことになる。ところで、金属の細線1aはそれ自体ほとんど伸縮性を持っていないので、被覆繊維2で被覆した後、複合繊維が伸ばされたとき、その伸びに耐え切れず金属の細線1aが切断されてしまう。切断された金属の細線1aは、複合繊維2の被覆層3から外に飛び出し、例えば、手袋製品とされたとき手袋使用者の手の肌をチクチクと刺激し、着用心地、使用感が悪化することになる。上記とは反対に、添糸1bに収縮性があるときも同様である。即ち、添糸1bが収縮した場合、金属の細線1aは収縮しないので撓みが生じることになるが、この撓みは逃げ場がないため、複合繊維2の被覆層3から外に飛び出し手袋使用者の手の肌を刺激し不快感を与えることになる。
【0010】
従って、本発明に用いられる添糸1bは、力学的な伸縮だけでなく、熱、薬品の影響による伸縮の少ないフィラメント糸が好ましい。具体的には、ポリエチレン、強化ポリエチレンである超高分子量ポリエチレン(例えば、商品名:ダイニーマ、東洋紡績株式会社製)、ポリエステル、ポリパラフェニレンテレフタルアミド(例えば、商品名:ケブラー、デュポン社製)等のフィラメント糸が挙げられる。これらの中では、超高分子量ポリエチレン、ポリパラフェニレンテレフタルアミド、ポリエステルが物理的安定性が非常に高く、化学的にも安定性が高いの点で好ましい。これらは単独で又は必要に応じ2種以上組み合わせて用いられる。
これら添糸1bの太さは、複合繊維の用途等により適宜選択すればよいが、通常、50〜600デニールのものが好ましく、100〜450デニールのものがより好ましい。50デニール未満のものは、金属の細線1aの切断防止効果が弱くなる傾向がある。また600デニールを超える添糸を使用した場合、得られる複合繊維が太くなり、ごわごわ感が生じ、着用心地、使用感が低下する傾向がある。また、添糸1bを構成するフィラメント数は多い方が金属の細線を包み込み、金属の細線1aを表面に露出させにくい点で好ましく、通常、100フィラメント以上が好ましく、より好ましくは100〜1000フィラメント、更に好ましくは200〜1000フィラメントである。100フィラメント未満では金属の細線1aを包み込む効果が不十分となり、編み加工性が低下し、また着用心地、使用感が低下する傾向にあり、一方、1000フィラメントを超えると添糸の価格が高くなり利用しにくい傾向にある。
【0011】
また、添糸1bは、金属の細線1aに該金属の細線1m当たり5〜60回、好ましくは15〜50回、より好ましくは25〜45回巻きつけることが必要である。この巻きつけにより、複合糸に張力がかかったとき金属の細線の切断を防止できる上、たわみやひずみが生じた時の金属の細線の表面露出を防止することができる。巻きつけが5回未満では上記した効果が十分に発揮されず、例えば、手袋とした場合、金属の細線1aが切断して飛び出し、チクチク感があり触感、着用心地、使用感が悪いものとなり、一方、60回を越えると張力がかかったとき、真っ直ぐに伸びている金属の細線に対して巻かれている添糸は伸びやすく、張力を添糸に分散できず、その結果、金属の細線が切断される傾向にある。
添糸1bは1〜3本が適当である。3本を越えると添糸が太くなり編み加工性が劣るとともに、着用心地もゴワゴワしたものとなる傾向にある。
上記した如く、金属の細線1aとこれに巻きつけられた添糸1bとからなる芯材1の周りに、被覆繊維2を巻きつけて被覆層3を形成させる。
被覆繊維2は特に制限されないが、編み加工性、樹脂コーティング加工性、製品の触感、肌触り、フィット性等の着用心地、使用感、吸湿性等を勘案して決定される。このような点からは、被覆繊維2としては、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド(ナイロン)、アクリル、綿、ウール等が挙げられる。被覆繊維2はマルチフィラメントでもよく、また撚糸、紡績糸であってもよい。これらの中では、特に、ポリエステル、ポリアミド(ナイロン)、綿、ウールが好ましく、紡績糸では綿又はポリエステルが柔らかい点で好ましい。また、被覆繊維2はフィラメントでは捲縮加工されたものが好ましく、特に捲縮加工されたポリエステル繊維、ポリアミド繊維が風合いが良い点で好ましい。
【0012】
被覆繊維2の太さは、得られる複合繊維の用途等により適宜決定すればよいが、金属の細線1aの表面露出防止、編み加工品の着用心地、使用感の観点から、通常50〜500デニール(100〜10番手)程度が好ましく、50〜300デニール(100〜15番手)程度がより好ましい。フィラメントからなる被覆繊維の場合、フィラメント数は20〜500フィラメントが好ましい。20フィラメント未満ではフィラメントの太さが大きくなりゴワゴワしたものとなる傾向にあり、一方、500フィラメントを超えると高価になり好ましくない。
被覆繊維2は、芯材1の周りに巻きつけられる。被覆繊維2を巻きつける層数は、得られる複合繊維の用途により適宜選択すればよいが、層数が少ないと芯材1を被覆する効果が不十分となり、芯材が被覆層3の外に露出する場合があり、一方、層数が多いと複合繊維の編み加工性が低下し、また、ごわごわ感が生じ着用心地、使用感が低下する傾向がある。従って、2層が好ましい。複合繊維2を2層に巻きつける場合、図1に示すように、互いに反対方向、即ち、同図では1層目の被覆繊維2aは時計回りの方向に巻きつけられ、2層目の複合繊維2bは半時計回りの方向に巻きつけられ、それぞれ第1層目の被覆層3a、第2層目の被覆層3bを形成する。尚、図1中、添糸1bの金属の細線1aへの巻きつけは省略されている。
被覆繊維2の巻きつけ回数は、得られる被覆繊維の用途等により適宜決定すればよいが、好ましくは、芯材1の長さ1m当り300〜1200回、より好ましくは450〜1000回である。300回未満では金属の細線1aの表面露出を防ぐ目的が十分に達成されず、一方、1000回を超えると複合繊維が硬くなるので好ましくない。
被覆繊維2は一層当たり1〜6本が適当である。6本を超えると複合繊維作成時に工程が煩雑になる傾向があり、また、ゴワゴワ感が生じやすくなるため好ましくない。
【0013】
以上のようにして得られた複合繊維は、通常の編織機を用いて、安全防護布、防護服、防護エプロン、防護手袋等の各種安全防護製品とされるが、本発明の複合繊維は特に耐切創性手袋に好適である。
本発明の複合繊維を編成して耐切創性手袋を製造するに際し、触感や肌触りが良く、吸湿性に富む繊維を用いてプレーティングを施し、プレーティングした繊維が手袋の内側になるように編成することにより、触感や肌触り等の着用心地、使用感が良く、吸湿性に優れた耐切創性手袋を提供することができる。
【0014】
このようなプレーティング用繊維としては、ポリアミド、ポリエチレン、ポリエステル、ポリフェニレンテレフタルアミド、レーヨンから選ばれる少なくとも1種の合成繊維とポリウレタンとの複合繊維、ポリアミド、ポリエチレン、ポリエステル、ポリフェニレンテレフタルアミド、レーヨン等の合成繊維や、綿等の天然繊維が好適である。
プレーティング用繊維は用途により適宜決定すればよいが、複数種類の繊維を使用することもできる。プレーティング用繊維の太さは、着用心地、作業性の観点から1本あたり50〜700デニールが好ましく、50〜550デニールがより好ましい。50デニール未満ではプレーティングの効果が不十分な傾向があり、700デニールを超える場合はプレーティング糸の編み密度が高くなり編み作業性が低下する傾向がある。プレーティング用繊維の本数は適宜決定すればよいが、プレーティング加工のしやすさから1〜7本程度が好ましく、1〜5本がより好ましい。
【実施例】
【0015】
以下、実施例及び比較例を挙げて本発明を更に詳細に説明するが、本発明はこれらにより何ら制限されるものではない。
尚、以下の実施例及び比較例において、Dはデニール、Fはフィラメント数を示す。また、得られた各サンプル手袋の特性評価を下記の方法で行い、得られた結果を表1に示した。
(耐切創性)
Sodemat社製 CUT-TESTER “COUPETEST ”を使用し、手袋の掌部について評価した。綿織物を標準布としてサンプルの前後に切断し、円形刃(45mmφ)がサンプルの下部におかれた金属板に接触し、停止するまでの回転数から(1)式により測定データを計算した。5回連続測定し、5回の平均値からレベルを算出した。
(N+n)/n (1)
N:サンプル切断回数
n:標準布切断回数の平均
(レベル)
1.2以上2.5未満 レベル1
2.5以上5.0未満 レベル2
5.0以上10.0未満 レベル3
10.0以上20.0未満 レベル4
20.0以上 レベル5
(作業性、触感、吸湿性)
5人のパネラーにより下記の基準で判定しその平均とした。
A:非常に良い、B:良い、C:普通、D:悪い、E:非常に悪い
【0016】
実施例1
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0017】
実施例2
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を10回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0018】
実施例3
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を55回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとのウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0019】
比較例1
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を2回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が添糸、被覆繊維の隙間から飛び出して折れておりチクチク感があり触感が悪かった。
【0020】
比較例2
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を70回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が複合繊維作成時又は手袋編み工程時の張力に耐えきれず切れて飛び出しておりチクチク感があり触感が悪かった。
【0021】
実施例4
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と、70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸(1本のポリウレタン繊維に2本のウーリー加工ナイロン繊維を撚り合わせたもの。以下同じ)1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0022】
実施例5
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を10回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0023】
実施例6
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を55回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0024】
比較例3
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を2回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が添糸、被覆繊維の隙間から飛び出して折れておりチクチク感があり触感が悪かった。
【0025】
比較例4
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を70回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が複合繊維作成時又は手袋編み工程時の張力に耐えきれず切れて飛び出しておりチクチク感があり触感が悪かった。
【0026】
実施例7
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、75D/36Fからなる2本のポリエステルテクスチャード繊維(LEALEA ENTERPRISE CO.,LTD.製)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、手袋の厚さが薄く、伸縮性に優れ作業性も極めて良好なものであった。
【0027】
実施例8
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、75D/36Fからなる1本のポリエステルテクスチャード繊維(LEALEA ENTERPRISE CO.,LTD.製)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、手袋の厚さが薄く、伸縮性に優れ作業性も極めて良好なものであった。
【0028】
実施例9
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1 本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻きつけ、更に、その上に先のものと反対方向に、同じく1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、ポリエステル短繊維20番糸(商品名:ポリエステルスパン、MWE社製)を2本使用し、複合繊維糸が手袋外側になり、ポリエステル短繊維糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が良くしっかり感があり、吸汗性に優れ作業性の良好なものであった。
【0029】
実施例10
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、ポリエステル短繊維20番糸(商品名:ポリエステルスパン、MWE社製)を3本使用し、複合繊維糸が手袋外側になり、ポリエステル短繊維糸が手袋内側になるように10Gの編み機によって、手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が良くしっかり感があり、吸汗性に優れ作業性の良好なものであった。
【0030】
実施例11
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸をえた。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を2本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように、10Gの編み機によって手袋を編成し手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0031】
実施例12
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を3本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側で手の肌に当たる触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0032】
実施例13
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252Fフィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を同じく840回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリーナイロン繊維2本からなるFTY糸1本を使用して、複合繊維糸が手袋外側になり、FTY糸が手袋内側となるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は表面が滑らかで、耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ、手袋の厚さが薄く、作業性の極めて良好なものであった。
【0033】
実施例14
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/ 390Fの超高分子量ポリエチレンのフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を同じく840回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、140Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と400D/ 390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社製)2本からなるFTY糸1本を使用して、複合繊維糸が手袋外側になり、FTY糸が手袋内側となるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は表面が滑らかで、耐切創性がCEレベル5であり、手にはめると内側のFTY糸が手の肌に当たり触感が良く、伸縮性に優れ、手袋の厚さが薄く、作業性の極めて良好なものであった。
【0034】
実施例15
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と140D/ 432Fのポリエステルフィラメント糸(商品名:EC155-432-1SGZ71BT、東洋紡績株式会社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の30番糸(Colony textile mills ltd.社製)を840回/mで巻きつけ、更に、その上に先のものと反対方向に、同じく1本のポリエステル短繊維の32番糸(商品名:PT Ramagloria Sakti Tekstil Industri, 社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を1本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側で綿糸が手の肌に当たる触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0035】
比較例5
日本国特開平1−239104号公報の実施例1に準じて、ポリパラフェニレンテレフタルアミド繊維(商品名:テクノラート、帝人化成株式会社製)の3000デニール2000フィラメントの無捲縮トウを750mmの間隔で一対のローラー間、牽切比20倍で牽切した紡績糸(10.63番手)3本(1500デニール相当)と可撓性ステンレスワイヤー(25μm)2本とをパラレルに引きそろえたものを芯材として、これに420デニールのナイロン繊維を上下二重にそれぞれ反対方向に634回/mで巻きつけて複合繊維を得た。また、この複合繊維2本を引きそろえ5Gの編み機で手袋を編んで手袋サンプルを得た。
得られたサンプル手袋は、耐切創性がGEレベルで5であったが、添糸が紡績糸であるため加工時に添糸が伸張し、金属の細線が切断され、金属の細線の先端が複合繊維外に露出し、チクチク感があり、作業性が悪いものであった。
【0036】
【表1】

【産業上の利用可能性】
【0037】
叙上のとおり、本発明の複合繊維は、金属の細線とこれにフィラメント糸からなる添糸を巻きつけて芯材とするとともに、該芯材の周りに特定の被覆繊維を巻きつけて被覆層を形成したことにより、伸縮性、吸湿性及び編み加工性に優れている。本発明の複合繊維は、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に好適に用いられ、特に、着用心地、使用感及び着用した状態での作業性の良好な耐切創性手袋を提供することができる。
また、上記複合繊維を用いて手袋を編成するに際し、繊維でプレーティングを施し、このプレーティングした繊維を手袋の内側になるように編成することにより、伸縮性、吸湿性は一層高められ、また着用心地、使用感や着用した状態での作業性の一層改善された手袋を提供することができる。
【符号の説明】
【0038】
1 芯材
1a 金属の細線
1b 添糸
2 被覆繊維
2a 第1層目の被覆繊維
2b 第2層目の被覆繊維
3 被覆層
3a 第1層目の被覆層
3b 第2層目の被覆層
【技術分野】
【0001】
本発明は、複合繊維に関し、更に詳しくは、例えば、鋭利な刃物を使用する食肉加工作業、端部の鋭利なガラスや金属板を取り扱うガラスの製造あるいは加工作業や金属加工作業等において、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に用いられる複合繊維に関する。
【背景技術】
【0002】
従来、この種の繊維として古くは鎧など金属繊維のみを用いることが特に西洋などでは主流であった。近年、軽量化、作業性、強度等の改善を目的として、金属繊維と綿糸や高強度フィラメントとの複合繊維が各種提案されている。
例えば、高強力繊維と針金とからなる芯材に合成繊維を巻き付けて被覆した芯鞘複合糸が提案され、実施例として具体的に、3,4′−ジアミノジフェニルエーテル共重合ポリパラフェニレンテレフタルアミド繊維とステンレスワイヤーとを芯材とし、これにナイロン繊維を上下二重に巻きつけた芯鞘複合糸で編成した手袋が開示されている(特許文献1参照)。
また、金属繊維の単線ワイヤー、フィラメント糸又は紡績糸からなる芯部を芳香族ポリアミド繊維のステープルにより被覆した芯鞘構造の複合紡績糸が提案されている(特許文献2参照)。
また、表面に高強度・高弾性率繊維と金属細線からなる複合糸を配し、裏面に嵩高加工糸又は天然繊維を配した耐切創性手袋が提案されている(特許文献3参照)。
更に、ガラス繊維を芯部とし、ポリエチレン繊維又はアラミド繊維を鞘部とし、更にポリエステル、ナイロン等の非金属で非高性能繊維からなる被覆繊維を互いに反対方向に巻きつけた耐切創性複合繊維が提案されている(特許文献4参照)。
更に、ステンレススチールワイヤーと抗菌性処理したアセテート系繊維からなる芯部にポリエステル繊維を互いに反対方向に巻きつけた耐切創性繊維及び該繊維からなる手袋等のアパレルが提案されている(特許文献5参照)。
更に、互いに平行に(parallel)置かれたワイヤストランドと延伸ポリエチレンファイバーストランドからなるコアと、このコアの周りに互いに反対方向に巻かれた少なくとも2 層のストランドで被覆された、アラミド繊維を使用しない耐切創性複合繊維が開示されている(特許文献6参照)。
しかしながら、上記のような従来の複合繊維は、耐切創性を有するものの、吸湿性が悪く、また、該複合繊維を用いて手袋等を編成する際にステンレスワイヤーやガラス繊維が切れる場合があるなど編み加工性が悪く、また、例えば、該複合繊維で編成した手袋は着用心地、使用感が悪く、特に、切断したステンレスワイヤーやガラス繊維が肌をチクチクと刺激し、手袋着用時の作業性も満足すべきものではない。特に、芯材として用いたステンレススチールワイヤーやガラス繊維が複合繊維の外部に露出し、手指を刺激するチクチク感が大きいという問題を含んでいる。
本発明はかかる実情に鑑み、上記のような従来技術の問題点を解消し、吸湿性が良好で、編み加工性に優れた複合繊維を提供することを目的とする。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平1−239104号公報
【特許文献2】特開昭63−303138号公報
【特許文献3】特開2000−178812号公報
【特許文献4】米国特許第6,467,251号公報
【特許文献5】米国特許第6,266,951号公報
【特許文献6】米国特許第5,644,907号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者はかかる問題点を解決するために鋭意研究の結果、金属の細線と、フィラメント糸からなる添糸とからなり、該添糸を金属の細線に特定回数巻きつけて芯材とするとともに、該芯材の周りに被覆繊維を巻きつけて被覆層を形成した複合繊維が上記目的を達成することを見い出した。
本発明は、かかる知見に基づいて完成されたものである。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の請求項1は、芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸が金属の細線に金属の細線1m当たり5〜60回巻きつけられていることを特徴とする複合繊維を内容とする。
本発明の請求項2は、金属の細線がステンレスからなることを特徴とする請求項1記載の複合繊維を内容とする。
本発明の請求項3は、添糸が、ポリエチレン、ポリエステル、ポリパラフェニレンテレフタルアミドから選ばれる少なくとも1種のフィラメント糸から選ばれることを特徴とする請求項1又は2記載の複合繊維を内容とする。
本発明の請求項4は、ポリエチレンが、超高分子量ポリエチレンであることを特徴とする請求項3記載の複合繊維を内容とする。
本発明の請求項5は、添糸が100〜1000のフィラメント数からなることを特徴とする請求項3記載の複合繊維。
本発明の請求項6は、被覆繊維が、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド、アクリル、綿、ウールから選ばれる少なくとも1種の繊維からなることを特徴とする請求項1〜5のいずれか1項に記載の複合繊維を内容とする。
本発明の請求項7は、ポリエステル又はポリアミドからなる繊維が、捲縮加工されたものであることを特徴とする請求項6記載の複合繊維を内容とする。
本発明の請求項8は、被覆層が、第1の被覆層とこれとは反対方向に巻きつけられた第2の被覆層とからなることを特徴とする請求項1〜7のいずれか1項に記載の複合繊維を内容とする。
【発明の効果】
【0006】
本発明の複合繊維は、金属の細線とフィラメント糸からなる添糸とからなり、該添糸を金属の細線に特定回数巻きつけて芯材とするとともに、該芯材の周りに被覆繊維を巻きつけて被覆層を形成したことにより、吸湿性及び編み加工性に優れ、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に好適に用いられ、特に、着用心地、伸縮性、使用感及び着用した状態での作業性の良好な耐切創性手袋を提供することができる。
上記複合繊維を用いて手袋を編成するに際し、特定の繊維でプレーティングを施し、このプレーティングした繊維を手袋の内側になるように編成することにより、伸縮性、吸湿性は一層高められ、また着用心地、使用感や着用した状態での作業性の一層改善された手袋を提供することができる。
【図面の簡単な説明】
【0007】
【図1】図1は、本発明の複合繊維の一例を示す概略図である。
【発明を実施するための形態】
【0008】
本発明は、図1に示すように、芯材1と、該芯材1の周りに被覆繊維2が巻きつけられた被覆層3とからなる。
前記芯材1は金属の細線1aと、フィラメント糸からなる添糸1bとからなる。
本発明において用いられる金属の細線1aは、高強度、高弾性率のステンレス、チタン、アルミニウム、銀、ニッケル、銅、ブロンズ等が好ましく、特に、低コスト、高強度である点及び化学的に安定で発錆しにくい点でステンレスが好ましい。ステンレスは正しくはステンレススチールであるが、国内では一般にステンレス又はステンと略称されるので、本発明においてもステンレスと略称する。
なお、金属の細線1aは撚ったものでは硬く、複合繊維を用いた製品、例えば手袋(以下、複合繊維を用いた製品の代表例として手袋を取りあげる)の風合いが悪くなるので、本発明では非加工の素線を使用する。
例えば、ステンレスの細線は、通常、かかる用途では40〜50μmの太さのもが多く使用されている。本発明における金属の細線1aは、複合繊維の編み加工性、手袋使用時の作業性の点で、10〜70μmが好ましく、更に15〜35μmが好ましい。ステンレスの材質としては、SUS304が柔らかく曲げに強い点で好ましい。金属の細線1aは1〜4本が好適である。4本を超えると手袋が硬くなり、手袋着用時の作業性が悪くなる点で好ましくない。
【0009】
芯材の金属の細線1aは、そのまま被覆繊維2で被覆しようとすると、被覆の工程で金属の細線1aの切断が発生するため、添糸1bが必要である。添糸1bは、撚糸等の加工をした糸では少なからず伸縮性を持っているので、非加工のフィラメント糸が使用される。伸縮性を持った糸を添糸1bとしてを使用すると、その後の被覆工程で被覆する糸も伸縮性を持つことになる。ところで、金属の細線1aはそれ自体ほとんど伸縮性を持っていないので、被覆繊維2で被覆した後、複合繊維が伸ばされたとき、その伸びに耐え切れず金属の細線1aが切断されてしまう。切断された金属の細線1aは、複合繊維2の被覆層3から外に飛び出し、例えば、手袋製品とされたとき手袋使用者の手の肌をチクチクと刺激し、着用心地、使用感が悪化することになる。上記とは反対に、添糸1bに収縮性があるときも同様である。即ち、添糸1bが収縮した場合、金属の細線1aは収縮しないので撓みが生じることになるが、この撓みは逃げ場がないため、複合繊維2の被覆層3から外に飛び出し手袋使用者の手の肌を刺激し不快感を与えることになる。
【0010】
従って、本発明に用いられる添糸1bは、力学的な伸縮だけでなく、熱、薬品の影響による伸縮の少ないフィラメント糸が好ましい。具体的には、ポリエチレン、強化ポリエチレンである超高分子量ポリエチレン(例えば、商品名:ダイニーマ、東洋紡績株式会社製)、ポリエステル、ポリパラフェニレンテレフタルアミド(例えば、商品名:ケブラー、デュポン社製)等のフィラメント糸が挙げられる。これらの中では、超高分子量ポリエチレン、ポリパラフェニレンテレフタルアミド、ポリエステルが物理的安定性が非常に高く、化学的にも安定性が高いの点で好ましい。これらは単独で又は必要に応じ2種以上組み合わせて用いられる。
これら添糸1bの太さは、複合繊維の用途等により適宜選択すればよいが、通常、50〜600デニールのものが好ましく、100〜450デニールのものがより好ましい。50デニール未満のものは、金属の細線1aの切断防止効果が弱くなる傾向がある。また600デニールを超える添糸を使用した場合、得られる複合繊維が太くなり、ごわごわ感が生じ、着用心地、使用感が低下する傾向がある。また、添糸1bを構成するフィラメント数は多い方が金属の細線を包み込み、金属の細線1aを表面に露出させにくい点で好ましく、通常、100フィラメント以上が好ましく、より好ましくは100〜1000フィラメント、更に好ましくは200〜1000フィラメントである。100フィラメント未満では金属の細線1aを包み込む効果が不十分となり、編み加工性が低下し、また着用心地、使用感が低下する傾向にあり、一方、1000フィラメントを超えると添糸の価格が高くなり利用しにくい傾向にある。
【0011】
また、添糸1bは、金属の細線1aに該金属の細線1m当たり5〜60回、好ましくは15〜50回、より好ましくは25〜45回巻きつけることが必要である。この巻きつけにより、複合糸に張力がかかったとき金属の細線の切断を防止できる上、たわみやひずみが生じた時の金属の細線の表面露出を防止することができる。巻きつけが5回未満では上記した効果が十分に発揮されず、例えば、手袋とした場合、金属の細線1aが切断して飛び出し、チクチク感があり触感、着用心地、使用感が悪いものとなり、一方、60回を越えると張力がかかったとき、真っ直ぐに伸びている金属の細線に対して巻かれている添糸は伸びやすく、張力を添糸に分散できず、その結果、金属の細線が切断される傾向にある。
添糸1bは1〜3本が適当である。3本を越えると添糸が太くなり編み加工性が劣るとともに、着用心地もゴワゴワしたものとなる傾向にある。
上記した如く、金属の細線1aとこれに巻きつけられた添糸1bとからなる芯材1の周りに、被覆繊維2を巻きつけて被覆層3を形成させる。
被覆繊維2は特に制限されないが、編み加工性、樹脂コーティング加工性、製品の触感、肌触り、フィット性等の着用心地、使用感、吸湿性等を勘案して決定される。このような点からは、被覆繊維2としては、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド(ナイロン)、アクリル、綿、ウール等が挙げられる。被覆繊維2はマルチフィラメントでもよく、また撚糸、紡績糸であってもよい。これらの中では、特に、ポリエステル、ポリアミド(ナイロン)、綿、ウールが好ましく、紡績糸では綿又はポリエステルが柔らかい点で好ましい。また、被覆繊維2はフィラメントでは捲縮加工されたものが好ましく、特に捲縮加工されたポリエステル繊維、ポリアミド繊維が風合いが良い点で好ましい。
【0012】
被覆繊維2の太さは、得られる複合繊維の用途等により適宜決定すればよいが、金属の細線1aの表面露出防止、編み加工品の着用心地、使用感の観点から、通常50〜500デニール(100〜10番手)程度が好ましく、50〜300デニール(100〜15番手)程度がより好ましい。フィラメントからなる被覆繊維の場合、フィラメント数は20〜500フィラメントが好ましい。20フィラメント未満ではフィラメントの太さが大きくなりゴワゴワしたものとなる傾向にあり、一方、500フィラメントを超えると高価になり好ましくない。
被覆繊維2は、芯材1の周りに巻きつけられる。被覆繊維2を巻きつける層数は、得られる複合繊維の用途により適宜選択すればよいが、層数が少ないと芯材1を被覆する効果が不十分となり、芯材が被覆層3の外に露出する場合があり、一方、層数が多いと複合繊維の編み加工性が低下し、また、ごわごわ感が生じ着用心地、使用感が低下する傾向がある。従って、2層が好ましい。複合繊維2を2層に巻きつける場合、図1に示すように、互いに反対方向、即ち、同図では1層目の被覆繊維2aは時計回りの方向に巻きつけられ、2層目の複合繊維2bは半時計回りの方向に巻きつけられ、それぞれ第1層目の被覆層3a、第2層目の被覆層3bを形成する。尚、図1中、添糸1bの金属の細線1aへの巻きつけは省略されている。
被覆繊維2の巻きつけ回数は、得られる被覆繊維の用途等により適宜決定すればよいが、好ましくは、芯材1の長さ1m当り300〜1200回、より好ましくは450〜1000回である。300回未満では金属の細線1aの表面露出を防ぐ目的が十分に達成されず、一方、1000回を超えると複合繊維が硬くなるので好ましくない。
被覆繊維2は一層当たり1〜6本が適当である。6本を超えると複合繊維作成時に工程が煩雑になる傾向があり、また、ゴワゴワ感が生じやすくなるため好ましくない。
【0013】
以上のようにして得られた複合繊維は、通常の編織機を用いて、安全防護布、防護服、防護エプロン、防護手袋等の各種安全防護製品とされるが、本発明の複合繊維は特に耐切創性手袋に好適である。
本発明の複合繊維を編成して耐切創性手袋を製造するに際し、触感や肌触りが良く、吸湿性に富む繊維を用いてプレーティングを施し、プレーティングした繊維が手袋の内側になるように編成することにより、触感や肌触り等の着用心地、使用感が良く、吸湿性に優れた耐切創性手袋を提供することができる。
【0014】
このようなプレーティング用繊維としては、ポリアミド、ポリエチレン、ポリエステル、ポリフェニレンテレフタルアミド、レーヨンから選ばれる少なくとも1種の合成繊維とポリウレタンとの複合繊維、ポリアミド、ポリエチレン、ポリエステル、ポリフェニレンテレフタルアミド、レーヨン等の合成繊維や、綿等の天然繊維が好適である。
プレーティング用繊維は用途により適宜決定すればよいが、複数種類の繊維を使用することもできる。プレーティング用繊維の太さは、着用心地、作業性の観点から1本あたり50〜700デニールが好ましく、50〜550デニールがより好ましい。50デニール未満ではプレーティングの効果が不十分な傾向があり、700デニールを超える場合はプレーティング糸の編み密度が高くなり編み作業性が低下する傾向がある。プレーティング用繊維の本数は適宜決定すればよいが、プレーティング加工のしやすさから1〜7本程度が好ましく、1〜5本がより好ましい。
【実施例】
【0015】
以下、実施例及び比較例を挙げて本発明を更に詳細に説明するが、本発明はこれらにより何ら制限されるものではない。
尚、以下の実施例及び比較例において、Dはデニール、Fはフィラメント数を示す。また、得られた各サンプル手袋の特性評価を下記の方法で行い、得られた結果を表1に示した。
(耐切創性)
Sodemat社製 CUT-TESTER “COUPETEST ”を使用し、手袋の掌部について評価した。綿織物を標準布としてサンプルの前後に切断し、円形刃(45mmφ)がサンプルの下部におかれた金属板に接触し、停止するまでの回転数から(1)式により測定データを計算した。5回連続測定し、5回の平均値からレベルを算出した。
(N+n)/n (1)
N:サンプル切断回数
n:標準布切断回数の平均
(レベル)
1.2以上2.5未満 レベル1
2.5以上5.0未満 レベル2
5.0以上10.0未満 レベル3
10.0以上20.0未満 レベル4
20.0以上 レベル5
(作業性、触感、吸湿性)
5人のパネラーにより下記の基準で判定しその平均とした。
A:非常に良い、B:良い、C:普通、D:悪い、E:非常に悪い
【0016】
実施例1
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0017】
実施例2
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を10回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0018】
実施例3
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を55回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめるとのウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ作業性も極めて良好なものであった。
【0019】
比較例1
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を2回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が添糸、被覆繊維の隙間から飛び出して折れておりチクチク感があり触感が悪かった。
【0020】
比較例2
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を70回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が複合繊維作成時又は手袋編み工程時の張力に耐えきれず切れて飛び出しておりチクチク感があり触感が悪かった。
【0021】
実施例4
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と、70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸(1本のポリウレタン繊維に2本のウーリー加工ナイロン繊維を撚り合わせたもの。以下同じ)1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0022】
実施例5
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を10回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0023】
実施例6
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を55回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、伸縮性、吸湿性に優れ作業性も極めて良好なものであった。
【0024】
比較例3
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を2回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が添糸、被覆繊維の隙間から飛び出して折れておりチクチク感があり触感が悪かった。
【0025】
比較例4
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を70回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であったが、手にはめるとステンレス細線が複合繊維作成時又は手袋編み工程時の張力に耐えきれず切れて飛び出しておりチクチク感があり触感が悪かった。
【0026】
実施例7
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、75D/36Fからなる2本のポリエステルテクスチャード繊維(LEALEA ENTERPRISE CO.,LTD.製)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、手袋の厚さが薄く、伸縮性に優れ作業性も極めて良好なものであった。
【0027】
実施例8
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製ナイロン糸)を634回/mで巻きつけ、更に、その上に先のものと反対方向に、75D/36Fからなる1本のポリエステルテクスチャード繊維(LEALEA ENTERPRISE CO.,LTD.製)を634回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリー加工ナイロン繊維2本からなるFTY糸1本を使用し、複合繊維糸が手袋外側になり、FTY糸が手袋内側になるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が極めて良く、手袋の厚さが薄く、伸縮性に優れ作業性も極めて良好なものであった。
【0028】
実施例9
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1 本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻きつけ、更に、その上に先のものと反対方向に、同じく1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、ポリエステル短繊維20番糸(商品名:ポリエステルスパン、MWE社製)を2本使用し、複合繊維糸が手袋外側になり、ポリエステル短繊維糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が良くしっかり感があり、吸汗性に優れ作業性の良好なものであった。
【0029】
実施例10
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、ポリエステル短繊維20番糸(商品名:ポリエステルスパン、MWE社製)を3本使用し、複合繊維糸が手袋外側になり、ポリエステル短繊維糸が手袋内側になるように10Gの編み機によって、手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が良くしっかり感があり、吸汗性に優れ作業性の良好なものであった。
【0030】
実施例11
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸をえた。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を2本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように、10Gの編み機によって手袋を編成し手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめたときの触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0031】
実施例12
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252F フィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、同じく1本の綿糸の20番糸(商品名:コットンスパン、MWE社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を3本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側で手の肌に当たる触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0032】
実施例13
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本とポリパラフェニレンテレフタルアミドの400D/252Fフィラメント糸(商品名:ケブラー、デュポン社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を同じく840回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、40Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と70D/24Fのウーリーナイロン繊維2本からなるFTY糸1本を使用して、複合繊維糸が手袋外側になり、FTY糸が手袋内側となるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は表面が滑らかで、耐切創性がCEレベル5であり、手にはめると内側のウーリーナイロンが手の肌に当たり触感が良く、伸縮性に優れ、手袋の厚さが薄く、作業性の極めて良好なものであった。
【0033】
実施例14
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と400D/ 390Fの超高分子量ポリエチレンのフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに70D/24Fからなる1本のウーリー加工ナイロン繊維(ハンテックス社製)を840回/mで巻きつけ、更にその上に先のものと反対方向に、1本のポリエステル短繊維の20番糸(商品名:ポリエステルスパン、MWE社製)を同じく840回/mで巻きつけて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、140Dのポリウレタン繊維(商品名:スパンデックス、FURNIWEB社製)1本と400D/ 390Fの超高分子量ポリエチレンフィラメント糸(商品名:ダイニーマSK60、東洋紡績株式会社製)2本からなるFTY糸1本を使用して、複合繊維糸が手袋外側になり、FTY糸が手袋内側となるように13Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は表面が滑らかで、耐切創性がCEレベル5であり、手にはめると内側のFTY糸が手の肌に当たり触感が良く、伸縮性に優れ、手袋の厚さが薄く、作業性の極めて良好なものであった。
【0034】
実施例15
太さ25μmのステンレス細線(SUS304ステンレス細線、日本精線株式会社製)1本と140D/ 432Fのポリエステルフィラメント糸(商品名:EC155-432-1SGZ71BT、東洋紡績株式会社製)を33回/mでゆるやかにからませながら引きそろえて芯材とし、その周りに1本の綿糸の30番糸(Colony textile mills ltd.社製)を840回/mで巻きつけ、更に、その上に先のものと反対方向に、同じく1本のポリエステル短繊維の32番糸(商品名:PT Ramagloria Sakti Tekstil Industri, 社製)を840回/mで巻いて被覆層を形成して複合繊維糸を得た。
次に、得られた複合繊維糸を用い、編み工程で、綿糸の20番糸(商品名:コットンスパン、MWE社製)を1本使用して、複合繊維糸が手袋外側になり、綿糸が手袋内側になるように10Gの編み機によって手袋を編成し、手袋サンプルを得た。
得られたサンプル手袋は耐切創性がCEレベル5であり、手にはめると内側で綿糸が手の肌に当たる触感が極めて良く、吸汗性に優れ作業性の良好なものであった。
【0035】
比較例5
日本国特開平1−239104号公報の実施例1に準じて、ポリパラフェニレンテレフタルアミド繊維(商品名:テクノラート、帝人化成株式会社製)の3000デニール2000フィラメントの無捲縮トウを750mmの間隔で一対のローラー間、牽切比20倍で牽切した紡績糸(10.63番手)3本(1500デニール相当)と可撓性ステンレスワイヤー(25μm)2本とをパラレルに引きそろえたものを芯材として、これに420デニールのナイロン繊維を上下二重にそれぞれ反対方向に634回/mで巻きつけて複合繊維を得た。また、この複合繊維2本を引きそろえ5Gの編み機で手袋を編んで手袋サンプルを得た。
得られたサンプル手袋は、耐切創性がGEレベルで5であったが、添糸が紡績糸であるため加工時に添糸が伸張し、金属の細線が切断され、金属の細線の先端が複合繊維外に露出し、チクチク感があり、作業性が悪いものであった。
【0036】
【表1】
【産業上の利用可能性】
【0037】
叙上のとおり、本発明の複合繊維は、金属の細線とこれにフィラメント糸からなる添糸を巻きつけて芯材とするとともに、該芯材の周りに特定の被覆繊維を巻きつけて被覆層を形成したことにより、伸縮性、吸湿性及び編み加工性に優れている。本発明の複合繊維は、作業者保護のために用いられる安全防護布、防護服、防護エプロン、防護手袋等の安全防護製品に好適に用いられ、特に、着用心地、使用感及び着用した状態での作業性の良好な耐切創性手袋を提供することができる。
また、上記複合繊維を用いて手袋を編成するに際し、繊維でプレーティングを施し、このプレーティングした繊維を手袋の内側になるように編成することにより、伸縮性、吸湿性は一層高められ、また着用心地、使用感や着用した状態での作業性の一層改善された手袋を提供することができる。
【符号の説明】
【0038】
1 芯材
1a 金属の細線
1b 添糸
2 被覆繊維
2a 第1層目の被覆繊維
2b 第2層目の被覆繊維
3 被覆層
3a 第1層目の被覆層
3b 第2層目の被覆層
【特許請求の範囲】
【請求項1】
芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸が金属の細線に金属の細線1m当たり5〜60回巻きつけられていることを特徴とする複合繊維。
【請求項2】
金属の細線がステンレスからなることを特徴とする請求項1記載の複合繊維。
【請求項3】
添糸が、ポリエチレン、超高分子量ポリエチレン、ポリエステル、ポリパラフェニレンテレフタルアミドから選ばれる少なくとも1種のフィラメント糸から選ばれることを特徴とする請求項1又は2記載の複合繊維。
【請求項4】
添糸が超高分子量ポリエチレンであることを特徴とする請求項3記載の複合繊維。
【請求項5】
添糸が100〜1000のフィラメント数からなることを特徴とする請求項3記載の複合繊維。
【請求項6】
被覆繊維が、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド、アクリル、綿、ウールから選ばれる少なくとも1種の繊維からなることを特徴とする請求項1〜5のいずれか1項に記載の複合繊維。
【請求項7】
ポリエステル又はポリアミドからなる繊維が、捲縮加工されたものであることを特徴とする請求項6記載の複合繊維。
【請求項8】
被覆層が、第1の被覆層とこれとは反対方向に巻きつけられた第2の被覆層とからなることを特徴とする請求項1〜7のいずれか1項に記載の複合繊維。
【請求項1】
芯材と、該芯材の周りに被覆繊維が巻きつけられた被覆層とからなり、前記芯材が金属の細線と、フィラメント糸からなる添糸とからなり、該添糸が金属の細線に金属の細線1m当たり5〜60回巻きつけられていることを特徴とする複合繊維。
【請求項2】
金属の細線がステンレスからなることを特徴とする請求項1記載の複合繊維。
【請求項3】
添糸が、ポリエチレン、超高分子量ポリエチレン、ポリエステル、ポリパラフェニレンテレフタルアミドから選ばれる少なくとも1種のフィラメント糸から選ばれることを特徴とする請求項1又は2記載の複合繊維。
【請求項4】
添糸が超高分子量ポリエチレンであることを特徴とする請求項3記載の複合繊維。
【請求項5】
添糸が100〜1000のフィラメント数からなることを特徴とする請求項3記載の複合繊維。
【請求項6】
被覆繊維が、ポリエチレン、ポリアラミド、ポリエステル、ポリアミド、アクリル、綿、ウールから選ばれる少なくとも1種の繊維からなることを特徴とする請求項1〜5のいずれか1項に記載の複合繊維。
【請求項7】
ポリエステル又はポリアミドからなる繊維が、捲縮加工されたものであることを特徴とする請求項6記載の複合繊維。
【請求項8】
被覆層が、第1の被覆層とこれとは反対方向に巻きつけられた第2の被覆層とからなることを特徴とする請求項1〜7のいずれか1項に記載の複合繊維。
【図1】

【公開番号】特開2012−21258(P2012−21258A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2011−238679(P2011−238679)
【出願日】平成23年10月31日(2011.10.31)
【分割の表示】特願2007−529188(P2007−529188)の分割
【原出願日】平成18年5月25日(2006.5.25)
【出願人】(591161900)ショーワグローブ株式会社 (39)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【分割の表示】特願2007−529188(P2007−529188)の分割
【原出願日】平成18年5月25日(2006.5.25)
【出願人】(591161900)ショーワグローブ株式会社 (39)
【Fターム(参考)】
[ Back to top ]