
複合要素を製造するための装置および方法
【課題】本願発明の課題は、繊維複合要素を製造するための装置を提供することである。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
【解決手段】繊維複合要素を製造する装置であって、樹脂含浸繊維材料を配置するための表面を持つ多孔材料を有するフィルタープレートと、前記繊維材料に対向する前記フィルタープレートの表面を覆う空気に透過性を有し実質的に樹脂不透過である膜と、前記繊維材料から離れた側面において前記フィルタープレートを支持する成型道具と、
記繊維材料から離れた側面において負圧を発生させるための前記成型道具内に形成された吸引開口部と、を有する装置。また、該繊維複合要素を製造するための方法。繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレートを供給する工程と、前記フィルタープレートの表面の上に樹脂を含浸した繊維材料を配置する工程と、前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、前記成形道具内に構成された吸引開口部より前記繊維材料から離れた前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、特に航空機もしくは宇宙航空機のための繊維複合要素を製造するための装置に関する。本願発明は、繊維複合要素を製造する方法に関する。
【背景技術】
【0002】
本願発明およびそれに基づく課題は、いかなる繊維複合要素にも適用することができるが、航空機構造に使用するための繊維複合要素に関し詳細に説明する。
【0003】
このような繊維複合要素は、典型的には、熱硬化性ポリマーマトリクスに埋め込まれている、例えば、炭素、アラミドおよび/またはガラスの繊維を有する。従来の製造工程としては、プリプレグと言われる樹脂を含浸させた繊維を化合物に従い成形道具に注入し、例えば樹脂を熱により硬化させる。他の従来の方法としては、まず始めに、含浸していない繊維を成形道具の中に配置し、液体樹脂を成形道具の中に入れることにより樹脂を含浸させる。そして、樹脂は、成形道具の中で硬化させる。
【0004】
該繊維複合要素の中に空気が入るのを防いだり、さらに孔を防いだりするためには、繊維を硬化前の未硬化樹脂マトリクスと共に成形道具内で密封し、そして吸引する。吸引の質は、孔の形成に影響し、その後の化合物の質を左右する重要な要因の一つである。密封された部材の製造には、例えば、吸引フィルム、シリコーン膜、もしくは吸引バッグを使用する。
【0005】
しかしながら、このようなフィルムで密封された空間を好適な吸引ポイントから吸引すると、特に平面的に伸びる繊維複合要素の場合においては、フィルムが急速な吸引により化合物の表面に引き寄せられ、化合物表面から吸引ポイントへのさらなる空気の流通を阻害してしまうという影響があった。これが、化合物の表面の上で達成される吸引の質を制限し、そのため、孔の発達を十分に防ぐことができない。
【0006】
平らな吸引を可能にするには、吸引フィルムと繊維複合要素の間に別の補助布を通常配置し、吸引フィルムから吸引される。補助布は、増加する吸引圧力のもとでも空気の流通を可能にするように構築されていなければならない。純粋な布層だと表面の質を著しく低下させるため、穿孔圧力シートおよび穿孔フィルムを、特に布層と繊維複合要素の間に対応手段として配置する。全体としては、いくつもの層の複雑な構造が、繊維複合要素の各製造時に形成される。これは、繊維複合要素の質および高い製造コストと調和するように慎重に行われなければならない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本願発明の課題は、特に平面的に伸びる繊維複合要素を高い品質かつ低コストで製造することである。
【課題を解決するための手段】
【0008】
この課題は、請求項1に記載の特徴を有する繊維複合要素を製造する装置および請求項11に記載の特徴を有する繊維複合要素を製造する方法に係る本願発明により達成される。
【0009】
本願発明は、多孔材料を有するフィルタープレートを成形道具の成形表面の上に配置して、樹脂含浸繊維材料を成形する思想を基本としている。該装置は、繊維材料から離れていてフィルタープレートの横にあり負圧を発生させる手段も有している。
【0010】
フィルタープレートの材料が多孔質であることは、フィルターとして機能する表面全体を吸引することを可能にし、さらに繊維材料に対向するフィルタープレートの側面も吸引することを可能にし、もしくは反対方向における平面的な方法での吸引により空気を除くことを可能にし、それによりフィルタープレートに対向する繊維材料の全表面に対し高品質な吸引を可能にして繊維複合要素における孔の形成を効果的に防ぐ。この点に関し、プレートとして構成されている多孔材料に固有の低変形性は、吸引による影響で材料が圧迫されることを防ぎ、それにより、追加で挿入される穿孔シートもしくは類似の複合手段なしでも繊維複合要素の高い寸法正確性と表面品質を可能にしている。
【0011】
装置の使用時には、樹脂含浸繊維材料はフィルタープレートの上に配置され、繊維材料はフィルタープレートの上に密封して覆われ、そして吸引は、繊維材料から離れたフィルタープレートの側面から行われる。フィルタープレートの材料の低変形性により、繊維複合要素の寸法正確性を犠牲にすることなくフィルタープレートを成形道具内に配置できるため、それぞれの繊維複合要素の製造のために新たにフィルタープレートを配置する必要がない。吸引を繊維材料から離れた側面で行うことにより、対応する手段を永久的にセットしておくことを可能にし、それにより各製造工程のためにそれらを新たに構築しなくてもよいため経済的に有利である。
【0012】
好ましい形態によれば、多孔材料は焼結材料を有する。このような材料は、特に高い固有の安定性により特徴付けられており、それにより焼結材料に形成された孔は開いたままであり、特に繊維複合要素の高い寸法正確性を達成している。焼結材料は、好ましくは、0.2〜2mmの粒径を有しており、それにより、一方ではフィルタープレートを通る空気の流通を妨げず、さらにもう一方では、繊維材料の側面での十分な平面的な表面を可能にする。
【0013】
好ましい形態によれば、フィルタープレートは、異なる粒径を有する焼結材料の2つの層を有する。大きい粒径を有する層は、繊維材料から離れた側面に配置されている。結果的に、繊維材料の側面にあるさらに細かい多孔表面により、繊維複合要素の特に高い表面品質を達成し、同時に繊維材料から離れた層におけるより大きい孔は、フィルタープレートの最適な空気透過性を保証する。
【0014】
好ましい形態によれば、多孔材料は、装置を特に強くする金属材料を有する。好ましい金属材料は、それらの荷重容量により、例えば、銅および/または鋼材が好ましい。
【0015】
好ましい形態によれば、フィルタープレートは、1〜5mmの厚さを有する。これにより、良好な固有の安定性と共に良好な空気透過性を可能にする。
【0016】
好ましい形態によれば、樹脂に実質的に不透過性であり、さらに繊維材料に対向するフィルタープレートの側面を覆う膜が提供される。これは、樹脂が樹脂含浸繊維材料から出てフィルタープレートの孔に入り込むのを防ぐ。
【0017】
好ましい形態によれば、吸引フィルムもしくはシリコーン膜は、フィルタープレートの上で繊維材料を空気密閉に覆うためにも提供されている。これは、吸引接続ピースもしくはそれに類似するものを吸引フィルムまたはシリコーン膜に着けなくてもよいことから、特に容易に置くことができる。
【0018】
好ましい形態によれば、該装置は、第一供給ステーションにおいて繊維材料に樹脂を供給する第一供給手段と第二供給ステーションにおいて繊維材料に樹脂を供給する第二供給ステーションを有する。第二供給ステーションは、第一供給ステーションからフィルタープレートの伸長方向に離されている。さらに、第二供給ステーションの領域内の検知ステーションにおける樹脂検知器も提供され、これにより検知ステーションに樹脂が到達したかを検知し、さらに樹脂が検知ステーションに到達した時に第二供給ステーションを起動する制御手段も提供される。これにより、浸潤する際に樹脂は、化合物の大きさとは無関係に供給ステーションの間に相当する経路を覆うだけでよいため、特に大きい繊維複合要素を製造することが可能になる。検知ステーションは、好ましくは第一供給ステーションの方向に第二供給ステーションから離れて配置されている。これにより、制御手段が第二供給ステーションを起動した時には、樹脂が第二供給ステーションに到達していることを保証し、二つの供給ステーションにより供給される樹脂の量の間に空気が含まれるのを防ぐ。
【図面の簡単な説明】
【0019】
以下の図面を参照し本願発明の実施形態をより詳しく説明する。
【0020】
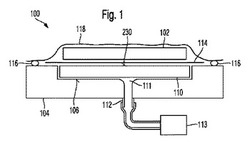
【図1】図1は、一実施形態に係る複合要素を製造するための装置の模式図である。
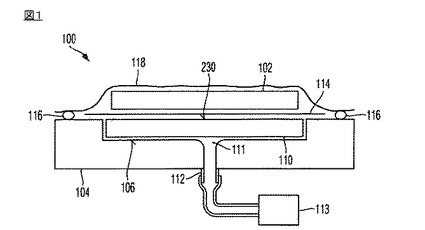
【図2】図2は、一実施形態に係る装置のフィルタープレートの詳細な断面図である。
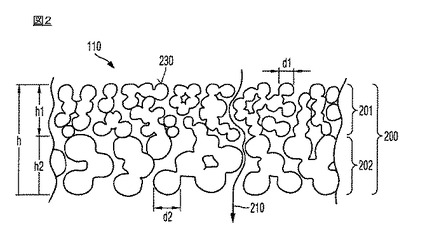
【図3】図3は、複合要素の実施例の断面図である。
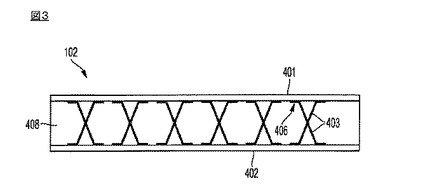
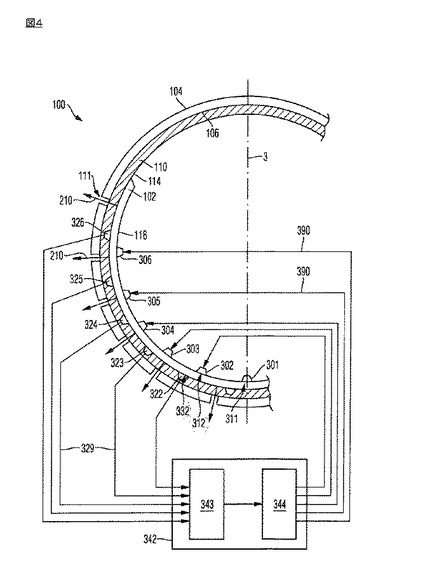
【図4】図4は、一実施形態に係る航空機胴体部分を製造するための方法および装置の模式図を示す。
【0021】
図面では、特段の記載がない限り、同じ符号は同一もしくは機能的に同一の部分を示す。
【0022】
図1は、複合要素102を製造するための装置100の模式的断面図である。装置100の成形道具104は、成形表面106に凹部を有する。凹部の底面に形成され、成形表面106には、成形道具104を通って成形表面106から離れていて成形道具104の背面側に構成されている吸引接続ピース112まで続く吸引開口部111が形成されている。吸引接続ピース112は、吸引ポンプ113と吸引チューブにより繋がっている。
【0023】
成形道具104の凹部には、例えば、成形表面106により平面的に支持されさらに成形道具104の凹部を完全に満たす焼結材料などの多孔材料からなるフィルタープレート110が配置されている。成形表面106から離れたフィルタープレート102の表面は、半透過性膜114により覆われており、この半透過性膜114は、樹脂に対しては不透過であり、空気に対しては透過性を示し、例えば、含浸された薄い織物布等が対応する。成形道具104の端部には、吸引フィルム118を成形道具104と共に空気密封に密閉するシール116がフィルタープレート110を囲むように配置されている。繊維複合要素102は、吸引フィルム118と膜114に覆われているフィルタープレート110の間に配置されている。
【0024】
装置100の使用時には、繊維複合要素102は、例えば、図示するような状態でフィルタープレート110の上にプリプレグの形態で配置され、さらに吸引フィルム118に覆われている。吸引ポンプ113は、その後、繊維複合要素102を囲む空間を吸引し、そして例えば加熱装置(図示していない)の手段の加熱により繊維複合要素102を硬化する。加えて、例えばオートクレーブなどにより外圧を加えることもできる。
【0025】
図2は、例えば図1のフィルタープレート110などのフィルタープレート110の詳細な断面図を示す。フィルタープレート110は、例えば銅、鋼材、もしくはセラミックスなどの焼結材料200の重なり合う第一および第二層201と202を有する。厚さh1の第一層201は、粒径d1(直径)が、厚さh2の第二層202の粒径d2よりも小さい。粒径d1、d2は、例えば0.2〜2mmの間の範囲であり、フィルター110の全体の厚さhは、おおよそ1〜5mmである。粒径d1、d2、および厚さh1、h2は、空気透過性孔210が残るように、フィルタープレート110が安定で、使用時には繊維複合要素と表面230が対向するように、それぞれ調製されている。
【0026】
図3は、図1に示す装置により製造することができる複合要素102の例を断面図にして示したものである。複合要素102は、泡状材料からなる平面伸長コア408を有し、繊維材料からなり対向する平行な側面に構成される第一被覆層401と第二被覆層402を有する。第一被覆層401と第二被覆層402の間に伸びているのは、コア408を通る繊維束からなるストラット403と、被覆層401および402に対してストラット403を支える端部406と、を有する。被覆層401および402とストラット403は、例えば図1に記載の装置の配置により除去された状態でも供給できる一般的なポリマーマトリクスで満たされている。
【0027】
図4は、例えば、図3に記載の内部構造を持つ繊維複合要素の形態で航空機胴体部分のための胴体シェル102を製造するための方法および装置を模式的に示している。
【0028】
該装置は、航空機胴体の外表面を形づける成形道具104を有する。内側成形表面106にくっついているのは、航空機の形状に対応する円柱状にカーブしたフィルタープレート110であり、成形表面106により支持されている。図3に示す構造を持つ含浸していない繊維材料102は、フィルタープレート110を覆う膜114の上に配置されており、吸引フィルム118により空気密封にフィルタープレートの上で密閉されている。
【0029】
成形道具104の最下端の第一供給ステーション311に配置されているのは、樹脂を繊維材料102に吸引フィルム118を介して供給する第一供給手段301である。さらなる供給手段302〜306は、胴体シェル102の曲線に沿って第一供給手段301の上流におおよそ定間隔に配置されている。
【0030】
フィルタープレート110には、供給手段302〜306のそれぞれの近距離に、関連する樹脂検知器332〜336が取り付けられており、これらはそれぞれ関連する供給手段に対して第一供給ステーション311から離れる方向にそれぞれ若干ずれて取り付けてある。樹脂検知器は、樹脂を検出すると対応する検出器ライン392を介して検出シグナルを発する。例えば、樹脂検出器332〜336は、貫通する樹脂を視覚的に記録する軽いバリアを有する好適な凹部を有する。
【0031】
検出ラインは、装置100の制御手段342の検出ユニット343へと導き、検出ユニット343は作業時に受信したシグナルを評価し、樹脂検出器332〜336の反応に際し、制御手段342の起動ユニット344に指示を出し対応するライン390の起動を介して供給ユニット302〜306をそれぞれ起動する。残りの供給手段302〜306への樹脂供給は、同時に便宜的に中断することもできる。
【0032】
上述のように好ましい実施形態を元に本願発明を記載したが、本願発明はこれに限定されるものではなく、多くの異なる形に変形することができる。
【0033】
例えば、多孔材料は同じ粒径の一層だけからなってもよく、もしくは多数の異なる粒径を混ぜてもよい。多孔材料は、例えば化学的処理等による異なる方法で焼結されてもよい。
【0034】
実施形態
1.繊維組成物を製造する装置であって、樹脂含浸繊維材料を成形するための成形表面を有する成形道具と、
成形表面に配置され、さらに多孔材料を有するフィルタープレートと、
繊維材料から離れたフィルタープレートの側面の成形表面にある負圧を発生させる手段と、を有する装置。
2.前記多孔材料は、焼結材料を含む実施形態1に記載の装置。
3.前記焼結材料は、0.2〜2mmの粒径を有する実施形態2に記載の装置。
4.前記フィルタープレートは、異なる粒径を有する焼結材料の2つの層を有し、大きい粒径を有する層は、繊維材料から離れた側に配置されている実施形態2もしくは3に記載の装置。
5.前記多孔材料は、金属材料、特に銅および/または鋼材である実施形態1〜4のいずれかに記載の装置。
6.前記フィルタープレートは、1〜5mmの厚さを有する実施形態1〜5のいずれかに記載の装置。
7.樹脂に対しては実質的に不透過であり、繊維材料に対向するフィルタープレートの側を覆う膜を有する実施形態1〜6のいずれかに記載の装置。
8.前記繊維材料を前記フィルタープレート上で空気密閉に覆う吸引フィルムもしくはシリコーン膜を有する実施形態1〜7のいずれかに記載の装置。
9.第一供給ステーションにおいて樹脂を前記繊維材料に供給する第一供給手段と、
前記フィルタープレートに沿って第一供給ステーションから離されている第二供給ステーションにおいて樹脂を前記繊維材料に供給する第二供給手段と、
前記第二供給ステーションの領域内にあり、樹脂が到達したか検出する検出ステーションにおける樹脂検出器と、
樹脂が前記検出ステーションに到達した時に前記第二供給ステーションを起動する制御手段と、を有する実施形態1〜8のいずれかに記載の装置。
10.前記検出ステーションが、前記第一供給ステーションの方向に第二供給ステーションから離されて配置されている実施形態9に記載の装置。
11.繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレート供給する工程と、
前記フィルタープレートの上に樹脂を含浸した繊維材料を配置する工程と、
前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、
前記繊維材料から離れている前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
12.樹脂に対して実質的に不透過な膜で繊維材料に対向する側面の上にあるフィルタープレートを覆う工程を有する実施形態11に記載の方法。
13.成形道具により繊維材料から離れた側面の上で前記フィルタープレートを支持する工程を有する実施形態11もしくは12に記載の方法。
14.前記吸引は、前記成形道具内に構成された吸引開口部より行われる実施形態13に記載の方法。
15樹脂を含浸した繊維材料を配置する前記工程が、前記繊維材料を前記フィルタープレートの上に配置する工程と、
第一供給ステーションにおいて前記樹脂を前記繊維材料に供給する工程と、
前記繊維材料の上の検知ステーションにおいて前記樹脂が前記検知ステーションに到達したかを検知する工程と、
前記検知ステーションに前記樹脂が到達した時には第二供給ステーションにおいて前記樹脂を前記繊維材料に供給する工程と、を有する実施形態11〜14のいずれかに記載の方法。
【符号の説明】
【0035】
100 製造装置
102 繊維複合要素
104 成形道具
106 成形表面
110 フィルタープレート
111 吸引開口部
112 吸引接続ピース
113 吸引ポンプ
114 膜
116 シール
118 吸引フィルム
200 焼結材料
201、202 層
210 空気の流れ
301〜306 供給手段
311、312 供給ステーション
322〜326 樹脂検出器
332 検出ステーション
342 制御手段
343 検出ユニット
344 起動ユニット
390 起動ライン
392 検出ライン
401、402 被覆層
403 ストラット
406 支柱
408 泡状材料
d1、d2 粒径
h1、h2 各層の厚さ
h 全体の厚さ
【技術分野】
【0001】
本願発明は、特に航空機もしくは宇宙航空機のための繊維複合要素を製造するための装置に関する。本願発明は、繊維複合要素を製造する方法に関する。
【背景技術】
【0002】
本願発明およびそれに基づく課題は、いかなる繊維複合要素にも適用することができるが、航空機構造に使用するための繊維複合要素に関し詳細に説明する。
【0003】
このような繊維複合要素は、典型的には、熱硬化性ポリマーマトリクスに埋め込まれている、例えば、炭素、アラミドおよび/またはガラスの繊維を有する。従来の製造工程としては、プリプレグと言われる樹脂を含浸させた繊維を化合物に従い成形道具に注入し、例えば樹脂を熱により硬化させる。他の従来の方法としては、まず始めに、含浸していない繊維を成形道具の中に配置し、液体樹脂を成形道具の中に入れることにより樹脂を含浸させる。そして、樹脂は、成形道具の中で硬化させる。
【0004】
該繊維複合要素の中に空気が入るのを防いだり、さらに孔を防いだりするためには、繊維を硬化前の未硬化樹脂マトリクスと共に成形道具内で密封し、そして吸引する。吸引の質は、孔の形成に影響し、その後の化合物の質を左右する重要な要因の一つである。密封された部材の製造には、例えば、吸引フィルム、シリコーン膜、もしくは吸引バッグを使用する。
【0005】
しかしながら、このようなフィルムで密封された空間を好適な吸引ポイントから吸引すると、特に平面的に伸びる繊維複合要素の場合においては、フィルムが急速な吸引により化合物の表面に引き寄せられ、化合物表面から吸引ポイントへのさらなる空気の流通を阻害してしまうという影響があった。これが、化合物の表面の上で達成される吸引の質を制限し、そのため、孔の発達を十分に防ぐことができない。
【0006】
平らな吸引を可能にするには、吸引フィルムと繊維複合要素の間に別の補助布を通常配置し、吸引フィルムから吸引される。補助布は、増加する吸引圧力のもとでも空気の流通を可能にするように構築されていなければならない。純粋な布層だと表面の質を著しく低下させるため、穿孔圧力シートおよび穿孔フィルムを、特に布層と繊維複合要素の間に対応手段として配置する。全体としては、いくつもの層の複雑な構造が、繊維複合要素の各製造時に形成される。これは、繊維複合要素の質および高い製造コストと調和するように慎重に行われなければならない。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本願発明の課題は、特に平面的に伸びる繊維複合要素を高い品質かつ低コストで製造することである。
【課題を解決するための手段】
【0008】
この課題は、請求項1に記載の特徴を有する繊維複合要素を製造する装置および請求項11に記載の特徴を有する繊維複合要素を製造する方法に係る本願発明により達成される。
【0009】
本願発明は、多孔材料を有するフィルタープレートを成形道具の成形表面の上に配置して、樹脂含浸繊維材料を成形する思想を基本としている。該装置は、繊維材料から離れていてフィルタープレートの横にあり負圧を発生させる手段も有している。
【0010】
フィルタープレートの材料が多孔質であることは、フィルターとして機能する表面全体を吸引することを可能にし、さらに繊維材料に対向するフィルタープレートの側面も吸引することを可能にし、もしくは反対方向における平面的な方法での吸引により空気を除くことを可能にし、それによりフィルタープレートに対向する繊維材料の全表面に対し高品質な吸引を可能にして繊維複合要素における孔の形成を効果的に防ぐ。この点に関し、プレートとして構成されている多孔材料に固有の低変形性は、吸引による影響で材料が圧迫されることを防ぎ、それにより、追加で挿入される穿孔シートもしくは類似の複合手段なしでも繊維複合要素の高い寸法正確性と表面品質を可能にしている。
【0011】
装置の使用時には、樹脂含浸繊維材料はフィルタープレートの上に配置され、繊維材料はフィルタープレートの上に密封して覆われ、そして吸引は、繊維材料から離れたフィルタープレートの側面から行われる。フィルタープレートの材料の低変形性により、繊維複合要素の寸法正確性を犠牲にすることなくフィルタープレートを成形道具内に配置できるため、それぞれの繊維複合要素の製造のために新たにフィルタープレートを配置する必要がない。吸引を繊維材料から離れた側面で行うことにより、対応する手段を永久的にセットしておくことを可能にし、それにより各製造工程のためにそれらを新たに構築しなくてもよいため経済的に有利である。
【0012】
好ましい形態によれば、多孔材料は焼結材料を有する。このような材料は、特に高い固有の安定性により特徴付けられており、それにより焼結材料に形成された孔は開いたままであり、特に繊維複合要素の高い寸法正確性を達成している。焼結材料は、好ましくは、0.2〜2mmの粒径を有しており、それにより、一方ではフィルタープレートを通る空気の流通を妨げず、さらにもう一方では、繊維材料の側面での十分な平面的な表面を可能にする。
【0013】
好ましい形態によれば、フィルタープレートは、異なる粒径を有する焼結材料の2つの層を有する。大きい粒径を有する層は、繊維材料から離れた側面に配置されている。結果的に、繊維材料の側面にあるさらに細かい多孔表面により、繊維複合要素の特に高い表面品質を達成し、同時に繊維材料から離れた層におけるより大きい孔は、フィルタープレートの最適な空気透過性を保証する。
【0014】
好ましい形態によれば、多孔材料は、装置を特に強くする金属材料を有する。好ましい金属材料は、それらの荷重容量により、例えば、銅および/または鋼材が好ましい。
【0015】
好ましい形態によれば、フィルタープレートは、1〜5mmの厚さを有する。これにより、良好な固有の安定性と共に良好な空気透過性を可能にする。
【0016】
好ましい形態によれば、樹脂に実質的に不透過性であり、さらに繊維材料に対向するフィルタープレートの側面を覆う膜が提供される。これは、樹脂が樹脂含浸繊維材料から出てフィルタープレートの孔に入り込むのを防ぐ。
【0017】
好ましい形態によれば、吸引フィルムもしくはシリコーン膜は、フィルタープレートの上で繊維材料を空気密閉に覆うためにも提供されている。これは、吸引接続ピースもしくはそれに類似するものを吸引フィルムまたはシリコーン膜に着けなくてもよいことから、特に容易に置くことができる。
【0018】
好ましい形態によれば、該装置は、第一供給ステーションにおいて繊維材料に樹脂を供給する第一供給手段と第二供給ステーションにおいて繊維材料に樹脂を供給する第二供給ステーションを有する。第二供給ステーションは、第一供給ステーションからフィルタープレートの伸長方向に離されている。さらに、第二供給ステーションの領域内の検知ステーションにおける樹脂検知器も提供され、これにより検知ステーションに樹脂が到達したかを検知し、さらに樹脂が検知ステーションに到達した時に第二供給ステーションを起動する制御手段も提供される。これにより、浸潤する際に樹脂は、化合物の大きさとは無関係に供給ステーションの間に相当する経路を覆うだけでよいため、特に大きい繊維複合要素を製造することが可能になる。検知ステーションは、好ましくは第一供給ステーションの方向に第二供給ステーションから離れて配置されている。これにより、制御手段が第二供給ステーションを起動した時には、樹脂が第二供給ステーションに到達していることを保証し、二つの供給ステーションにより供給される樹脂の量の間に空気が含まれるのを防ぐ。
【図面の簡単な説明】
【0019】
以下の図面を参照し本願発明の実施形態をより詳しく説明する。
【0020】
【図1】図1は、一実施形態に係る複合要素を製造するための装置の模式図である。
【図2】図2は、一実施形態に係る装置のフィルタープレートの詳細な断面図である。
【図3】図3は、複合要素の実施例の断面図である。
【図4】図4は、一実施形態に係る航空機胴体部分を製造するための方法および装置の模式図を示す。
【0021】
図面では、特段の記載がない限り、同じ符号は同一もしくは機能的に同一の部分を示す。
【0022】
図1は、複合要素102を製造するための装置100の模式的断面図である。装置100の成形道具104は、成形表面106に凹部を有する。凹部の底面に形成され、成形表面106には、成形道具104を通って成形表面106から離れていて成形道具104の背面側に構成されている吸引接続ピース112まで続く吸引開口部111が形成されている。吸引接続ピース112は、吸引ポンプ113と吸引チューブにより繋がっている。
【0023】
成形道具104の凹部には、例えば、成形表面106により平面的に支持されさらに成形道具104の凹部を完全に満たす焼結材料などの多孔材料からなるフィルタープレート110が配置されている。成形表面106から離れたフィルタープレート102の表面は、半透過性膜114により覆われており、この半透過性膜114は、樹脂に対しては不透過であり、空気に対しては透過性を示し、例えば、含浸された薄い織物布等が対応する。成形道具104の端部には、吸引フィルム118を成形道具104と共に空気密封に密閉するシール116がフィルタープレート110を囲むように配置されている。繊維複合要素102は、吸引フィルム118と膜114に覆われているフィルタープレート110の間に配置されている。
【0024】
装置100の使用時には、繊維複合要素102は、例えば、図示するような状態でフィルタープレート110の上にプリプレグの形態で配置され、さらに吸引フィルム118に覆われている。吸引ポンプ113は、その後、繊維複合要素102を囲む空間を吸引し、そして例えば加熱装置(図示していない)の手段の加熱により繊維複合要素102を硬化する。加えて、例えばオートクレーブなどにより外圧を加えることもできる。
【0025】
図2は、例えば図1のフィルタープレート110などのフィルタープレート110の詳細な断面図を示す。フィルタープレート110は、例えば銅、鋼材、もしくはセラミックスなどの焼結材料200の重なり合う第一および第二層201と202を有する。厚さh1の第一層201は、粒径d1(直径)が、厚さh2の第二層202の粒径d2よりも小さい。粒径d1、d2は、例えば0.2〜2mmの間の範囲であり、フィルター110の全体の厚さhは、おおよそ1〜5mmである。粒径d1、d2、および厚さh1、h2は、空気透過性孔210が残るように、フィルタープレート110が安定で、使用時には繊維複合要素と表面230が対向するように、それぞれ調製されている。
【0026】
図3は、図1に示す装置により製造することができる複合要素102の例を断面図にして示したものである。複合要素102は、泡状材料からなる平面伸長コア408を有し、繊維材料からなり対向する平行な側面に構成される第一被覆層401と第二被覆層402を有する。第一被覆層401と第二被覆層402の間に伸びているのは、コア408を通る繊維束からなるストラット403と、被覆層401および402に対してストラット403を支える端部406と、を有する。被覆層401および402とストラット403は、例えば図1に記載の装置の配置により除去された状態でも供給できる一般的なポリマーマトリクスで満たされている。
【0027】
図4は、例えば、図3に記載の内部構造を持つ繊維複合要素の形態で航空機胴体部分のための胴体シェル102を製造するための方法および装置を模式的に示している。
【0028】
該装置は、航空機胴体の外表面を形づける成形道具104を有する。内側成形表面106にくっついているのは、航空機の形状に対応する円柱状にカーブしたフィルタープレート110であり、成形表面106により支持されている。図3に示す構造を持つ含浸していない繊維材料102は、フィルタープレート110を覆う膜114の上に配置されており、吸引フィルム118により空気密封にフィルタープレートの上で密閉されている。
【0029】
成形道具104の最下端の第一供給ステーション311に配置されているのは、樹脂を繊維材料102に吸引フィルム118を介して供給する第一供給手段301である。さらなる供給手段302〜306は、胴体シェル102の曲線に沿って第一供給手段301の上流におおよそ定間隔に配置されている。
【0030】
フィルタープレート110には、供給手段302〜306のそれぞれの近距離に、関連する樹脂検知器332〜336が取り付けられており、これらはそれぞれ関連する供給手段に対して第一供給ステーション311から離れる方向にそれぞれ若干ずれて取り付けてある。樹脂検知器は、樹脂を検出すると対応する検出器ライン392を介して検出シグナルを発する。例えば、樹脂検出器332〜336は、貫通する樹脂を視覚的に記録する軽いバリアを有する好適な凹部を有する。
【0031】
検出ラインは、装置100の制御手段342の検出ユニット343へと導き、検出ユニット343は作業時に受信したシグナルを評価し、樹脂検出器332〜336の反応に際し、制御手段342の起動ユニット344に指示を出し対応するライン390の起動を介して供給ユニット302〜306をそれぞれ起動する。残りの供給手段302〜306への樹脂供給は、同時に便宜的に中断することもできる。
【0032】
上述のように好ましい実施形態を元に本願発明を記載したが、本願発明はこれに限定されるものではなく、多くの異なる形に変形することができる。
【0033】
例えば、多孔材料は同じ粒径の一層だけからなってもよく、もしくは多数の異なる粒径を混ぜてもよい。多孔材料は、例えば化学的処理等による異なる方法で焼結されてもよい。
【0034】
実施形態
1.繊維組成物を製造する装置であって、樹脂含浸繊維材料を成形するための成形表面を有する成形道具と、
成形表面に配置され、さらに多孔材料を有するフィルタープレートと、
繊維材料から離れたフィルタープレートの側面の成形表面にある負圧を発生させる手段と、を有する装置。
2.前記多孔材料は、焼結材料を含む実施形態1に記載の装置。
3.前記焼結材料は、0.2〜2mmの粒径を有する実施形態2に記載の装置。
4.前記フィルタープレートは、異なる粒径を有する焼結材料の2つの層を有し、大きい粒径を有する層は、繊維材料から離れた側に配置されている実施形態2もしくは3に記載の装置。
5.前記多孔材料は、金属材料、特に銅および/または鋼材である実施形態1〜4のいずれかに記載の装置。
6.前記フィルタープレートは、1〜5mmの厚さを有する実施形態1〜5のいずれかに記載の装置。
7.樹脂に対しては実質的に不透過であり、繊維材料に対向するフィルタープレートの側を覆う膜を有する実施形態1〜6のいずれかに記載の装置。
8.前記繊維材料を前記フィルタープレート上で空気密閉に覆う吸引フィルムもしくはシリコーン膜を有する実施形態1〜7のいずれかに記載の装置。
9.第一供給ステーションにおいて樹脂を前記繊維材料に供給する第一供給手段と、
前記フィルタープレートに沿って第一供給ステーションから離されている第二供給ステーションにおいて樹脂を前記繊維材料に供給する第二供給手段と、
前記第二供給ステーションの領域内にあり、樹脂が到達したか検出する検出ステーションにおける樹脂検出器と、
樹脂が前記検出ステーションに到達した時に前記第二供給ステーションを起動する制御手段と、を有する実施形態1〜8のいずれかに記載の装置。
10.前記検出ステーションが、前記第一供給ステーションの方向に第二供給ステーションから離されて配置されている実施形態9に記載の装置。
11.繊維複合要素を製造するための方法であって、多孔材料を有するフィルタープレート供給する工程と、
前記フィルタープレートの上に樹脂を含浸した繊維材料を配置する工程と、
前記フィルタープレートの上に前記繊維材料を空気密閉に覆う工程と、
前記繊維材料から離れている前記フィルタープレートの側面で負圧を発生させる工程と、を有する方法。
12.樹脂に対して実質的に不透過な膜で繊維材料に対向する側面の上にあるフィルタープレートを覆う工程を有する実施形態11に記載の方法。
13.成形道具により繊維材料から離れた側面の上で前記フィルタープレートを支持する工程を有する実施形態11もしくは12に記載の方法。
14.前記吸引は、前記成形道具内に構成された吸引開口部より行われる実施形態13に記載の方法。
15樹脂を含浸した繊維材料を配置する前記工程が、前記繊維材料を前記フィルタープレートの上に配置する工程と、
第一供給ステーションにおいて前記樹脂を前記繊維材料に供給する工程と、
前記繊維材料の上の検知ステーションにおいて前記樹脂が前記検知ステーションに到達したかを検知する工程と、
前記検知ステーションに前記樹脂が到達した時には第二供給ステーションにおいて前記樹脂を前記繊維材料に供給する工程と、を有する実施形態11〜14のいずれかに記載の方法。
【符号の説明】
【0035】
100 製造装置
102 繊維複合要素
104 成形道具
106 成形表面
110 フィルタープレート
111 吸引開口部
112 吸引接続ピース
113 吸引ポンプ
114 膜
116 シール
118 吸引フィルム
200 焼結材料
201、202 層
210 空気の流れ
301〜306 供給手段
311、312 供給ステーション
322〜326 樹脂検出器
332 検出ステーション
342 制御手段
343 検出ユニット
344 起動ユニット
390 起動ライン
392 検出ライン
401、402 被覆層
403 ストラット
406 支柱
408 泡状材料
d1、d2 粒径
h1、h2 各層の厚さ
h 全体の厚さ
【特許請求の範囲】
【請求項1】
繊維複合要素(102)を製造する装置(100)であって、
樹脂含浸繊維材料を配置するための表面(230)を持つ多孔材料を有するフィルタープレート(110)と、
前記繊維材料に対向する前記フィルタープレート(110)の表面(230)を覆い、空気透過性を有し実質的に樹脂不透過である膜(114)と、
前記繊維材料から離れた側で、前記フィルタープレート(110)を支持する成型道具(104)と、
前記繊維材料から離れた前記フィルタープレート(110)の側で負圧を発生させるために前記成型道具(104)内に形成された吸引開口部(112)と、を有する装置。
【請求項2】
前記膜(114)は、含浸された織物布を含む請求項1に記載の装置(100)。
【請求項3】
前記多孔材料は、焼結材料(200)を含む請求項1もしくは2に記載の装置(100)。
【請求項4】
前記焼結材料(200)は、0.2〜2mmの粒径(d1、d2)を有する請求項3に記載の装置(100)。
【請求項5】
前記フィルタープレート(110)は、異なる粒径(d1、d2)を有する焼結された2つの層(201、202)を有し、大きい粒径(d2)を有する層(202)は、前記繊維材料から離れた側に配置されている請求項3もしくは4に記載の装置(100)。
【請求項6】
前記多孔材料は、金属材料、特に銅および/または鋼材で構成してある請求項1〜5のいずれか一項に記載の装置(100)。
【請求項7】
前記フィルタープレート(110)は、1〜5mmの厚さ(h)有する請求項1〜6のいずれか一項に記載の装置(100)。
【請求項8】
前記繊維材料を前記フィルタープレート(110)上で空気密閉に覆う吸引フィルム(118)もしくはシリコーン膜を有する請求項1〜7のいずれか一項に記載の装置(100)。
【請求項9】
第一供給ステーション(311)において樹脂を前記繊維材料に供給する第一供給手段(301)と、
前記フィルタープレート(110)に沿って第一供給ステーション(311)から離されている第二供給ステーション(312)において樹脂を前記繊維材料に供給する第二供給手段(302)と、
前記第二供給ステーション(312)の領域内にあり、樹脂が検出ステーション(332)に到達したかを検出する検出ステーション(332)における樹脂検出器(322)と、
樹脂が前記検出ステーション(332)に到達した時に前記第二供給ステーション(302)を起動する制御手段(342)と、を有する請求項1〜8のいずれか一項に記載の装置(100)。
【請求項10】
前記検出ステーション(332)が、前記第一供給ステーション(311)とから離れる方向に第二供給ステーション(312)から離されて配置されている請求項9に記載の装置(100)。
【請求項11】
繊維複合要素(102)を製造するための方法であって、
多孔材料(200)を有するフィルタープレート(110)を供給する工程と、
前記フィルタープレート(110)の表面(230)の上に樹脂を含浸した繊維材料を配置する工程と、
空気透過性であり、実質的に樹脂に不透過である膜(114)を有する繊維材料に対向する前記フィルタープレート(110)の表面(230)を覆う工程と、
前記フィルタープレート(110)の上に前記繊維材料を空気密閉に覆う工程と、
成形道具(104)により繊維材料から離れた側面の上で前記フィルタープレート(110)を支持する工程と、
前記成形道具(104)内に構成された吸引開口部(112)を用いて、前記繊維材料から離れた前記フィルタープレート(110)の側面で負圧を発生させる工程と、を有する方法。
【請求項12】
樹脂を含浸した繊維材料を配置する前記工程は、
前記繊維材料を前記フィルタープレート(110)の上に配置する工程と、
第一供給ステーション(311)において前記樹脂を前記繊維材料に供給する工程と、
検知ステーション(332)において前記繊維材料上に前記樹脂が前記検知ステーション(332)に到達したかを検知する工程と、
前記検知ステーション(332)に前記樹脂が到達した時には前記第二供給ステーション(312)において前記樹脂を前記繊維材料に供給する工程と、を有する請求項11に記載の方法。
【請求項1】
繊維複合要素(102)を製造する装置(100)であって、
樹脂含浸繊維材料を配置するための表面(230)を持つ多孔材料を有するフィルタープレート(110)と、
前記繊維材料に対向する前記フィルタープレート(110)の表面(230)を覆い、空気透過性を有し実質的に樹脂不透過である膜(114)と、
前記繊維材料から離れた側で、前記フィルタープレート(110)を支持する成型道具(104)と、
前記繊維材料から離れた前記フィルタープレート(110)の側で負圧を発生させるために前記成型道具(104)内に形成された吸引開口部(112)と、を有する装置。
【請求項2】
前記膜(114)は、含浸された織物布を含む請求項1に記載の装置(100)。
【請求項3】
前記多孔材料は、焼結材料(200)を含む請求項1もしくは2に記載の装置(100)。
【請求項4】
前記焼結材料(200)は、0.2〜2mmの粒径(d1、d2)を有する請求項3に記載の装置(100)。
【請求項5】
前記フィルタープレート(110)は、異なる粒径(d1、d2)を有する焼結された2つの層(201、202)を有し、大きい粒径(d2)を有する層(202)は、前記繊維材料から離れた側に配置されている請求項3もしくは4に記載の装置(100)。
【請求項6】
前記多孔材料は、金属材料、特に銅および/または鋼材で構成してある請求項1〜5のいずれか一項に記載の装置(100)。
【請求項7】
前記フィルタープレート(110)は、1〜5mmの厚さ(h)有する請求項1〜6のいずれか一項に記載の装置(100)。
【請求項8】
前記繊維材料を前記フィルタープレート(110)上で空気密閉に覆う吸引フィルム(118)もしくはシリコーン膜を有する請求項1〜7のいずれか一項に記載の装置(100)。
【請求項9】
第一供給ステーション(311)において樹脂を前記繊維材料に供給する第一供給手段(301)と、
前記フィルタープレート(110)に沿って第一供給ステーション(311)から離されている第二供給ステーション(312)において樹脂を前記繊維材料に供給する第二供給手段(302)と、
前記第二供給ステーション(312)の領域内にあり、樹脂が検出ステーション(332)に到達したかを検出する検出ステーション(332)における樹脂検出器(322)と、
樹脂が前記検出ステーション(332)に到達した時に前記第二供給ステーション(302)を起動する制御手段(342)と、を有する請求項1〜8のいずれか一項に記載の装置(100)。
【請求項10】
前記検出ステーション(332)が、前記第一供給ステーション(311)とから離れる方向に第二供給ステーション(312)から離されて配置されている請求項9に記載の装置(100)。
【請求項11】
繊維複合要素(102)を製造するための方法であって、
多孔材料(200)を有するフィルタープレート(110)を供給する工程と、
前記フィルタープレート(110)の表面(230)の上に樹脂を含浸した繊維材料を配置する工程と、
空気透過性であり、実質的に樹脂に不透過である膜(114)を有する繊維材料に対向する前記フィルタープレート(110)の表面(230)を覆う工程と、
前記フィルタープレート(110)の上に前記繊維材料を空気密閉に覆う工程と、
成形道具(104)により繊維材料から離れた側面の上で前記フィルタープレート(110)を支持する工程と、
前記成形道具(104)内に構成された吸引開口部(112)を用いて、前記繊維材料から離れた前記フィルタープレート(110)の側面で負圧を発生させる工程と、を有する方法。
【請求項12】
樹脂を含浸した繊維材料を配置する前記工程は、
前記繊維材料を前記フィルタープレート(110)の上に配置する工程と、
第一供給ステーション(311)において前記樹脂を前記繊維材料に供給する工程と、
検知ステーション(332)において前記繊維材料上に前記樹脂が前記検知ステーション(332)に到達したかを検知する工程と、
前記検知ステーション(332)に前記樹脂が到達した時には前記第二供給ステーション(312)において前記樹脂を前記繊維材料に供給する工程と、を有する請求項11に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2012−528024(P2012−528024A)
【公表日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2012−512335(P2012−512335)
【出願日】平成22年5月25日(2010.5.25)
【国際出願番号】PCT/EP2010/057124
【国際公開番号】WO2010/136433
【国際公開日】平成22年12月2日(2010.12.2)
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
【公表日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成22年5月25日(2010.5.25)
【国際出願番号】PCT/EP2010/057124
【国際公開番号】WO2010/136433
【国際公開日】平成22年12月2日(2010.12.2)
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
[ Back to top ]