
複合部材、放熱部材、半導体装置、及び複合部材の製造方法
【課題】はんだとの密着性に優れる複合部材、この複合部材からなる放熱部材、この放熱部材を具える半導体装置、及び複合部材の製造方法を提供する。
【解決手段】複合部材1は、マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板20と、基板20の表面に形成された多層構造の金属被覆層10とを具える。金属被覆層10は、基材20側から順に、基板20のマトリクス金属と同組成である下地層11、ジンケート処理により形成された亜鉛層12、銅めっき層13、ニッケルめっき層14を具え、銅めっき層13の厚さが1μm超と比較的厚い。この構成により、複合部材1とはんだとの間の剥離強度が高く、複合部材1に半導体素子などを接合した場合に剥離し難い。
【解決手段】複合部材1は、マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板20と、基板20の表面に形成された多層構造の金属被覆層10とを具える。金属被覆層10は、基材20側から順に、基板20のマトリクス金属と同組成である下地層11、ジンケート処理により形成された亜鉛層12、銅めっき層13、ニッケルめっき層14を具え、銅めっき層13の厚さが1μm超と比較的厚い。この構成により、複合部材1とはんだとの間の剥離強度が高く、複合部材1に半導体素子などを接合した場合に剥離し難い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マグネシウム(いわゆる純マグネシウム)又はマグネシウム合金とSiCとが複合された複合部材、この複合部材から構成される放熱部材、この放熱部材を具える半導体装置、及び複合部材の製造方法に関するものである。特に、はんだとの密着性に優れる複合部材に関するものである。
【背景技術】
【0002】
半導体素子の放熱部材(ヒートスプレッダ)の構成材料として、Al-SiCといった、金属と非金属無機材料(代表的にはセラミックス)との複合材料が利用されている。近年、放熱部材の軽量化を主目的として、アルミニウム(Al)よりも軽量であるマグネシウム(Mg)やその合金をマトリクス金属とするマグネシウム基複合材料が検討されている(特許文献1参照)。
【0003】
半導体素子を十分に冷却することが望まれる場合、放熱部材と半導体素子同士をはんだにより接合することがある。特許文献1では、はんだとの濡れ性を高めるためにニッケルめっきを均一的に施すにあたり、複合材料からなる基板の表面にマグネシウムといった金属層を設けることを提案している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010-106362号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記放熱部材とはんだとの間の密着性を高めることが望まれる。上記密着性を高めることで、放熱部材とはんだとの接合箇所の信頼性を高められる。上記密着性を高めるためには、上述したニッケルめっきと基板との間の密着性を高めることが効果的である。上述したマグネシウム基複合材料からなる基板の上にマグネシウムといった金属層を形成することで、ニッケルめっきを均一的に施せるものの、当該金属層だけでは、ニッケルめっきと基板との間の密着性を更に高めることが難しい。その結果、放熱部材とはんだとの間の密着性を更に高めることが難しい。また、従来、上記密着性を更に高めるための構成について十分検討されていない。
【0006】
そこで、本発明の目的の一つは、はんだとの密着性に優れる複合部材を提供することにある。また、本発明の他の目的は、上記複合部材からなる放熱部材、この放熱部材を具える半導体装置を提供することにある。更に、本発明の他の目的は、上記複合部材の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、はんだとの密着性を高めるために、めっきの前処理として汎用されているジンケート処理をニッケルめっきの前に施すことを検討した。その結果、密着性の向上がみられたものの、十分とは言えなかった。そこで、ジンケート処理に加えて、銅めっきを施すことを検討したところ、密着性の向上がみられた。特に、詳しいメカニズムは定かでないが、一般的なストライクめっきのような厚さが薄いめっき、より具体的にはナノオーダーのめっきではなく、比較的厚い銅めっきとすることで、複合材料からなる基板とめっきとの密着性を非常に高められる、との知見を得た。本発明は、上記知見に基づくものである。
【0008】
本発明複合部材は、マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板を具え、上記複合材料がSiCを50体積%以上含有し、当該複合部材の熱膨張係数が4ppm/K以上15ppm/K以下である。上記基板の対向する一対の面のうちの少なくとも一面に、その少なくとも一部を覆う金属被覆層を具える。この金属被覆層は、上記基板側から順に、下地層、亜鉛層、銅めっき層、最表面層となるニッケルめっき層を具え、上記銅めっき層の厚さが1μm超である。
【0009】
本発明複合部材は、下地層を具えることでその表面が平滑である。ここで、上記複合部材の表面が平滑でなく凹凸が存在する場合、めっき後においても複合部材表面の凹凸が残存する。その結果、凹み部分に存在する気体(主として空気)がはんだ付け時に凹み部分から泡となって吹き出し、はんだ付け不良の原因となる。これに対し、本発明複合部材は、上述のように表面が平滑であることで、上記泡が吹き出し難く、はんだ付け不良が起こり難い上、表面性状や外観に優れる。また、上記下地層は金属で構成されていることで、上記めっき層の形成にあたり、下地層を導通箇所として電気めっきを利用でき、上記めっき層を生産性よく形成できる。
【0010】
そして、本発明複合部材は、詳しいメカニズムが不明であるが、銅めっき層が比較的厚いことで基板とニッケルめっき層とが強固に密着する。そのため、ニッケルめっき層の上にはんだを塗布し、所望の部材を接合した場合に当該部材がはんだやニッケルめっき層から剥離し難く、はんだとの接合箇所の信頼性を高められる。また、基板とニッケルめっき層との密着力が高いことで、当該めっき層がはんだを塗布することなく耐食層などに利用される場合でも、当該めっき層が剥離し難いことで、耐食性などにも優れる。
【0011】
その他、本発明複合部材は、半導体素子やその周辺部品の熱膨張係数(4ppm/K〜8ppm/K程度)と同等程度、或いは差が小さい熱膨張係数を有するため、半導体素子の放熱部材に利用した場合にヒートサイクルを受けても熱伸縮により半導体素子やその周辺部品が剥離し難い。従って、本発明複合部材を用いた放熱部材は、半導体素子の熱を効率よく放出でき、半導体素子の放熱部材に好適に利用できる。
【0012】
本発明の一形態として、上記下地層がマグネシウムから構成された形態が挙げられる。
【0013】
上記下地層の構成材料には、種々の金属を利用できるが、基板の金属成分の主成分と同じであるマグネシウムとすることで、下地層と基板との密着性に優れる。そのため、ひいては、基板とニッケルめっき層との剥離強度の向上に寄与すると期待される。
【0014】
本発明の一形態として、上記下地層の構成金属と、上記複合材料の金属成分とが連続する組織から構成された形態が挙げられる。
【0015】
上記形態の複合部材は、例えば、複合材料からなる基板を溶浸法で製造する場合に基板の製造と同時に下地層を形成することで得られる。即ち、上記形態によれば、基板の製造工程と下地層の製造工程とを一工程にでき、製造性に優れる上に、基板の構成材料と下地層の構成材料とが連続した組織であることで、両者の密着性にも優れる。そのため、ひいては、基板とニッケルめっき層との剥離強度の向上に寄与すると期待される。また、この形態において上記金属成分がマグネシウムの場合、マグネシウム合金である場合と比較して、(1)基板及び下地層の熱伝導性を高められる、(2)凝固時に晶析出物が不均一に生成され難いため、均一的な組織にし易い、といった利点を有する。
【0016】
本発明の一形態として、上記複合部材の熱伝導率が180W/m・K以上である形態が挙げられる。
【0017】
上記形態によれば、熱膨張係数が半導体素子及びその周辺機器の値と同等程度或いは近い値である上に熱伝導率が十分に高いことで、半導体素子の放熱部材に好適に利用できる。
【0018】
本発明複合部材の利用形態として、当該複合部材により構成された放熱部材、この放熱部材と、当該放熱部材に搭載される半導体素子とを具える半導体装置が挙げられる。
【0019】
上述のように本発明複合部材によれば、半導体素子やその周辺機器の熱膨張係数に適した熱膨張係数を有し、放熱性にも優れることで、放熱部材や半導体装置の構成部材に好適に利用できる。
【0020】
上記マグネシウム基複合材料からなる基板と、多層構造の金属被覆層とを具える本発明複合部材は、例えば、以下の本発明製造方法により製造することができる。本発明の複合部材の製造方法は、マグネシウム又はマグネシウム合金とSiCとを複合して、複合材料からなる板状の複合部材を製造する方法に係るものであり、以下の素材準備工程、ジンケート処理工程、銅めっき工程、及びニッケルめっき工程を具え、これらの工程を上記順番に経て、熱膨張係数が4ppm/K以上15ppm/K以下である複合部材を製造する。
素材準備工程:SiCの含有量が50体積%以上であるマグネシウム基複合材料からなる基板と、この基板の対向する一対の面のうち、少なくとも一面の少なくとも一部に金属からなる下地層とを具える素材を準備する工程。
ジンケート処理工程:上記下地層の上にジンケート処理を施して亜鉛層を形成する工程。
銅めっき工程:上記亜鉛層の上に銅めっきを施して、厚さが1μm超の銅めっき層を形成する工程。
ニッケルめっき工程:上記銅めっき層の上にニッケルめっきを施して、ニッケルめっき層を形成する工程。
【0021】
本発明製造方法の一形態として、上記ジンケート処理を施す前に、上記素材に加熱温度:200℃以上、上記基板中のマグネシウム又はマグネシウム合金の融点以下、加熱時間:5分以上の条件で熱処理を施す工程を具える形態が挙げられる。
【0022】
上述のように銅めっき層を比較的厚めにすることで、基板と金属被覆層(特にニッケルめっき層)との密着力が高い複合部材とすることができる。更に、本発明者らが調べたところ、はんだを塗布する際に金属被覆層に膨れ(局所的な剥離)が生じることがある、との知見を得た。この局所的な剥離を低減するために種々検討した結果、上述のようにジンケート処理前に熱処理を施すことが効果的である、との知見を得た。この詳細な理由は定かではないが、以下のように推測される。上記膨れは、ジンケート処理の前処理として下地層にエッチングを施した場合にエッチングによる浸食度合いにばらつきがあり、深く浸食された箇所が溝或いは孔(以下、単に溝と呼ぶ)となり、この溝部分を覆うようにジンケート処理やめっきが施されることで、はんだを塗布する際の熱により、上記溝部分の空気が膨張し、この膨張により下地層とジンケート処理による亜鉛層との界面で剥離が生じた、と考えられる。このエッチングによる浸食度合いのばらつきは、下地層に局所的に存在し得る欠陥などにより生じたと考えられる。そして、この欠陥が上記熱処理により是正されたことで、エッチング時の浸食度合いのばらつきを低減でき、上記溝の生成が抑制されたことで膨れを低減できた、と考えられる。この熱処理条件として、上記特定の条件を提案する。
【発明の効果】
【0023】
本発明複合部材、本発明放熱部材、及び本発明半導体装置は、ニッケルめっき層が剥離し難く、はんだとの密着性に優れる。
【図面の簡単な説明】
【0024】
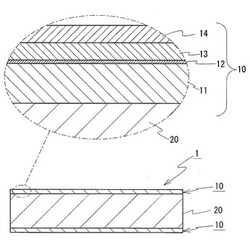
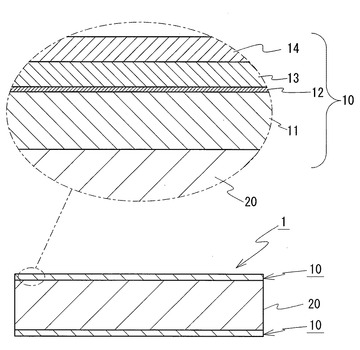
【図1】図1は、実施形態の複合部材の断面模式図である。
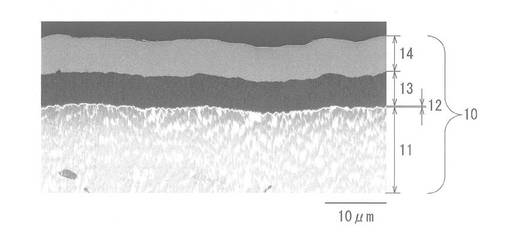
【図2】図2は、実施形態の複合部材(試料No.5)において、金属被覆層部分の顕微鏡写真である。
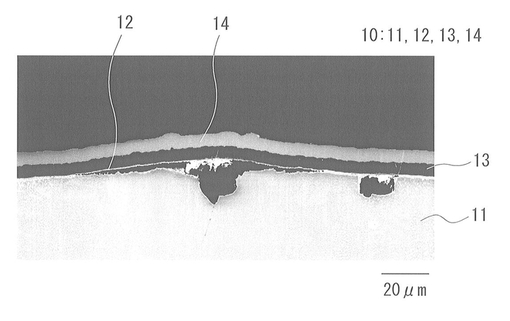
【図3】図3は、膨れが生じた複合部材において、金属被覆層部分の顕微鏡写真である。
【発明を実施するための形態】
【0025】
以下、本発明をより詳細に説明する。
≪複合部材≫
まず、複合部材の主たる構成要素である、マトリクス金属と非金属無機材料との複合材料からなる基板を説明する。
〔基板〕
[マトリクス金属:マグネシウム又はマグネシウム合金]
上記基板の金属成分は、99.8質量%以上のMg及び不純物からなるいわゆる純マグネシウム、又は添加元素と残部がMg及び不純物からなるマグネシウム合金とする。金属成分が純マグネシウムである場合、上述のように熱伝導性の向上、組織の均一性といった利点を有し、マグネシウム合金である場合、液相線温度の低下による溶融温度の低下、基板の耐食性や機械的特性(強度など)の向上といった利点を有する。添加元素は、Li,Ag,Ni,Ca,Al,Zn,Mn,Si,Cu,Zr,Be,Sr,Y,Sn,Ce,希土類元素(Y,Ceを除く)の少なくとも1種が挙げられる。これらの元素は、含有量が多くなると熱伝導率の低下を招くため、合計で20質量%以下(合金全体を100質量%とする。以下、添加元素の含有量について同様)が好ましい。特に、Alは3質量%以下、Znは5質量%以下、その他の元素はそれぞれ10質量%以下が好ましい。Liを添加すると、複合部材の軽量化、及び加工性の向上の効果がある。公知のマグネシウム合金、例えば、AZ系,AS系,AM系,ZK系,ZC系,LA系,WE系などでもよい。所望の組成となるようにマトリクス金属の原料を用意する。
【0026】
[非金属無機材料:SiC]
<組成>
SiCは、(1)熱膨張係数が3ppm/K〜4ppm/K程度であり半導体素子やその周辺部品の熱膨張係数に近い、(2)非金属無機材料の中でも熱伝導率が特に高い(単結晶:390W/m・K〜490W/m・K程度)、(3)種々の形状、大きさの粉末や焼結体が市販されている、(4)機械的強度が高い、といった優れた効果を奏する。従って、本発明複合部材では、SiCを構成要素とする。その他、熱膨張係数がMgよりも小さく、熱伝導性に優れ、かつMgと反応し難い非金属無機材料、例えば、Si3N4、Si、MgO、Mg2Si、MgB2、Al2O3、AlN、ダイヤモンド、グラファイトの少なくとも1種を含有することができる。
【0027】
<存在状態>
上記SiCの存在状態は、代表的には、マトリクス金属中にばらばらに分散した形態(以下、分散形態と呼ぶ)、SiC同士を結合するネットワーク部により連結された形態(以下、結合形態と呼ぶ)が挙げられる。分散形態では、代表的には粉末を利用することができ、上記ネットワーク部の形成が不要で生産性に優れ、コストの低減を図ることができる。結合形態では、SiCが連続することで、熱伝導の経路が連続することから、熱伝導率が高い基板となり易い。特に、SiCの全体がネットワーク部により連結され、SiC間にマトリクス金属が充填された形態や、この構成に加えて閉気孔が少ない形態(基板中のSiCの全体積に対して閉気孔が10体積%以下、好ましくは3体積%以下)であると、マトリクス金属が十分に存在することで、熱伝導性に更に優れる。ネットワーク部は、代表的には、SiCにより構成される形態が挙げられる。その他、ネットワーク部は、上述したSiC以外の非金属無機材料により構成される形態も有り得る。基板中のネットワーク部の存在や閉気孔の割合は、例えば、当該基板の断面を光学顕微鏡や走査型電子顕微鏡(SEM)で観察することで確認したり、測定したりすることができる。
【0028】
<含有量>
上記基板中のSiCの含有量は、基板を100体積%とするとき50体積%以上とする。SiCが50体積%以上であることで、基板の熱膨張係数が3.5ppm程度〜15ppm程度となり、後述する金属被覆層をも含めた複合部材の熱膨張係数が4ppm/K以上15ppm/K以下の複合部材とすることができる。SiCの含有量が多いほど熱伝導率が高まる上、熱膨張係数が小さくなり易く、熱特性を考慮すると、60体積%以上、更に65体積%以上が好ましい。特に、60体積%以上90体積%以下、更に65体積%以上85体積%以下であると、上述のように熱特性に優れる上に、基板の工業生産性にも優れる。
【0029】
[基板の厚さ]
上記基板の厚さは、適宜選択できるが、半導体素子の放熱部材として利用する場合、10mm以下、特に6mm以下が好ましい。
【0030】
[基板の熱特性]
上記基板は、SiCを50体積%以上含有することで、基板のみでは上述のように熱膨張係数が小さい。また、熱伝導率も高く、例えば、180W/m・K以上、更に200W/m・K以上、特に220W/m・K以上という基板とすることができる。
【0031】
〔金属被覆層〕
次に、基板の上に具える金属被覆層を説明する。
上記基板の対向する一対の面のうち、少なくとも一方の面の少なくとも一部に、特定の金属からなる多層構造の金属被覆層を具える点が、本発明複合部材の特徴の一つである。この金属被覆層を具えることで、はんだを塗布する場合に、はんだとの濡れ性を高められる。また、後述するように特定の組成及び厚さとすることで、基板と後述するニッケルめっき層との剥離強度が高く、その結果、本発明複合部材とはんだとが強固に密着することができる。その他、金属被覆層を具えることで、(1)外観や表面性状に優れる、(2)耐食性を向上できる、といった効果も期待できる。
【0032】
[下地層]
上記金属被覆層の最下層、即ち、上記基板の直上に具える下地層は、複合材料からなる基板の表面を平滑にして後述する銅めっき層やニッケルめっき層を均一的な厚さに形成し易くしたり、上記めっき層を電気めっきで形成する場合の導通箇所として利用したりすることができる。下地層は、このような機能を有することが可能な適宜な金属により構成される。例えば、マトリクス金属と同一組成から構成される形態、或いはマトリクス金属の主成分(マグネシウム)と同一組成から構成される形態とすることができる。特に、下地層は、マトリクス金属と連続する組織から構成された形態であると、生産性に優れて好ましい。下地層が上記連続する組織から構成される形態(この場合、下地層は、マトリクス金属と同様の鋳造組織を有する)は、上述のようにSiCとマトリクス金属との複合化と同時に下地層を形成することで得られる。従って、この形態は、複合材料からなる基板と下地層とを一つの工程で製造でき、生産性に優れる。或いは、下地層はマトリクス金属と異なる組成から構成される形態とすることができる。具体的には、例えば、純度が99%以上のAl,Cu,Ni、及びAl,Cu,Niを主成分とする合金(Al,Cu,Niを50質量%超含有する合金)からなる群から選択される1種の金属により下地層が構成される形態が挙げられる。
【0033】
上記下地層の厚さは、1μm以上が好ましく、厚過ぎると、金属被覆層を含む複合部材全体の熱膨張係数の増加や複合部材の熱伝導率の低下を招くことから、2.5mm以下、特に1mm以下、更に0.5mm(500μm)以下が好ましい。
【0034】
[亜鉛層]
上記下地層の上に具える亜鉛層は、後述するジンケート処理により形成された層であり、後述する銅めっき層を形成し易くする機能を有する。ジンケート処理により形成された亜鉛層は、1nm〜100nm程度といったナノオーダーの非常に薄い層である。このような薄い層であることが、ジンケート処理により形成されたことを示す指標の一つとなる。
【0035】
[銅めっき層]
上記亜鉛層の上に銅めっき層を具え、その厚さが1μm超と比較的厚いことが本発明複合部材の最大の特徴である。上述のように銅めっき層が比較的厚いことで、本発明複合部材は、特にニッケルめっき層の剥離強度を高め、はんだと接合した場合に亜鉛層や銅めっき層、ニッケルめっき層が剥離し難い。銅めっき層の厚さは、厚過ぎると、複合部材の熱膨張係数の増加や重量の増加、生産性の低下を招くことから、50μm以下、とりわけ10μm以下が好ましく、1μm以上10μm以下がより好ましい。なお、銅めっき層は、銅合金から構成される形態でも同様の効果が期待できる。また、厚さが上記範囲にあり、かつ上述のようにナノオーダーといった非常に薄い亜鉛層が下層に存在することが、当該亜鉛層の上の銅層がめっきにより形成されたことを示す指標の一つとなる。
【0036】
[ニッケルめっき層]
上記銅めっき層の上に具えるニッケルめっき層は、金属被覆層の最表面を形成する層であり、本発明複合部材の代表的な形態では、当該複合部材の少なくとも一部の最表面はニッケルめっき層により形成される。ニッケルめっき層は、主として、はんだとの濡れ性を高める機能を有する他、外観や耐食性の向上に寄与する。ニッケルめっき層の厚さは、厚過ぎると、複合部材の熱膨張係数の増加や熱伝導率の低下、生産性の低下を招くことから、50μm以下、とりわけ10μm以下が好ましく、1μm以上10μm以下がより好ましい。なお、ニッケルめっき層は、ニッケル合金から構成される形態でも同様の効果が期待できる。
【0037】
[金属被覆層の形成領域]
基板における上記金属被覆層の形成領域は適宜選択することができる。例えば、本発明複合部材を半導体素子の放熱部材に利用する場合、上記基板の対向する一対の面のうち、一面は半導体素子が実装される実装面、他面は冷却装置に接触する冷却面として利用される。通常、上記実装面にはんだが塗布されるため、実装面の少なくともはんだが塗布される領域に金属被覆層を具えることが好ましい。上記実装面の全体、上記実装面及び冷却面の双方の全体に金属被覆層を具えていてもよい。金属被覆層の合計厚さは、10μm以上1000μm以下が好ましい。
【0038】
〔放熱部材の熱特性〕
本発明複合部材は、上記金属被覆層を具えることで、熱膨張係数が、上記マグネシウム基複合材料からなる基板だけの状態に比べて大きくなる傾向にあるものの、4ppm/K以上15ppm/K以下を満たし、半導体素子及びその周辺機器との熱膨張係数の整合性に優れる。また、本発明複合部材は、SiCを特定量含有することで、熱伝導率が高く、例えば、180W/m・K以上を満たす。上述のようにSiCの充填率を高めたり、ネットワーク部を有したり、金属被覆層の厚さ(各層の厚さ)を薄めにしたりすることで、熱膨張係数がより小さく、熱伝導率がより高い複合部材とすることができる。例えば、200W/m・K以上、特に250W/m・K以上、更に300W/m・K以上の熱伝導率を有する複合部材とすることができる。このように熱伝導性に優れる複合部材を放熱部材に利用することで、放熱部材の信頼性を高められる上に、放熱部材を小型にでき、ひいては半導体装置の小型化にも寄与することができる。なお、金属被覆層を具える複合部材では、市販の装置により熱膨張係数や熱伝導率を測定できる他、当該複合部材を構成する各材料の剛性などを考慮して複合則により熱膨張係数を算出できる。
【0039】
≪放熱部材≫
上述のように半導体素子及びその周辺機器との熱膨張係数の整合性に優れる上に放熱性に優れる本発明複合部材は、そのままで半導体素子用の放熱部材に利用できる。その他、この放熱部材は、冷却装置に固定するためのボルトといった固定部材が挿通される貫通孔を適宜な箇所(代表的は基板の角部や周縁の近傍)に具えた形態とすることができる。貫通孔は、例えば、レーザーや放電加工を用いることで複合材料部分にも形成できるが、貫通孔部分が金属により構成された形態とすると、孔あけ加工が行い易い。例えば、基板の適宜な箇所に金属部分を具えるように基板の製造にあたり金属片を鋳型に配置して、複合時に金属片も同時に鋳ぐるみ、得られた基板の金属片部分に孔あけ加工を行ったり、適宜な金属管を用意して複合時に当該金属管も同時に鋳ぐるんだりすることで、貫通孔を具える複合部材が得られる。上記金属片は、基板の金属成分と同じ金属、即ち、マグネシウム又はマグネシウム合金でもよいし、少なくとも一部が異なる金属、例えば、ステンレス鋼や、カーボンなどの非金属高強度材料(繊維状のものも含む)を含むものでもよい。少なくとも一部が上記高強度材料で構成された貫通孔は、ヒートサイクルを受けても、ボルトの軸力の低下による固定状態の緩みが生じ難く、本発明放熱部材を固定対象に強固に固定した状態を安定して維持できる。貫通孔は、ねじ加工されたねじ孔でもねじ加工がなされていない形態のいずれでもよく、更に、皿もみ加工が施された形態とすることができる。
【0040】
≪製造方法≫
次に、上記金属被覆層を具える複合部材の製造方法を工程順に説明する。
〔素材準備工程〕
この工程では、SiCを含有するマグネシウム基複合材料からなる基板の上に下地層を具える素材を作製する。基板の製造には、溶浸法を好適に利用することができる。溶浸法は、鋳型に収納したSiC集合体に、溶融したマグネシウムまたはマグネシウム合金を溶浸させて複合させる方法である。その他、粉末冶金法や溶融法などを利用することができる。下地層は、基板の製造に溶浸法を利用する場合、上述のように複合時に同時に形成することができる。その他、蒸着、下地層を形成するための金属板を適宜用意し、この金属板を、ロウ付け、超音波接合、鋳ぐるみ、圧延(クラッド圧延)、ホットプレス、酸化物ソルダー法、無機接着剤による接合の少なくとも1つの手法を利用して基板に接合することで下地層を形成できる。下地層の組成をマトリクス金属と異なる組成とする場合、上記金属板を用いた手法を利用するとよい。
【0041】
[原料]
マトリクス金属には、純マグネシウム又はマグネシウム合金のインゴットを好適に利用できる。SiC集合体の原料には、代表的にはSiC粉末が利用できる。特に、粒子状や繊維状のSiC粉末であって、平均粒径(繊維状の場合、平均短径)が1μm以上3000μm以下、特に5μm以上200μm以下であると、粉末の集合体を製造し易い。平均粒径が異なる複数種の粉末を組み合わせて用いると、SiCの充填率を高め易い。
【0042】
原料に用いたSiCといった非金属無機材料は、複合材料からなる基板中にほぼそのままの状態で存在することから、基板中のSiCや気孔の体積割合、ネットワーク部の存在状態は、用いた原料に依存し、当該原料に実質的に等しい。従って、基板が所望の熱特性を有するように、原料の材質や量を適宜選択する。また、基板が所定の形状、大きさとなるように、原料の粉末を充填してSiC集合体を形成する金型の形状や大きさ、SiC集合体とマトリクス金属とを複合する鋳型の形状や大きさを適宜選択する。
【0043】
[SiC集合体]
上記SiC集合体の形態には、ハンドリングが困難な形態(例えば、タッピングにより形成したもの)と、ハンドリングが可能な形態(代表的には粉末成形体、更に粉末成形体を焼結した焼結体)とが挙げられる。粉末成形体は、例えば、スリップキャスト(原料の粉末と水及び分散材とを用いたスラリーを成形後、乾燥させる)、加圧成形(乾式プレス、湿式プレス、一軸加圧成形、CIP(静水圧プレス)、押出成形など)、及びドクターブレード法(原料の粉末と溶媒、消泡剤、樹脂などとを用いたスラリーをドクターブレードに流した後、溶媒を蒸発させる)のいずれか一つにより形成した形態、これらの形態或いはタッピングによる形態を更に焼結した焼結体(代表的にはネットワーク部を有するSiC多孔体)が挙げられる。基板中のSiCの含有量を例えば70体積%以上に高める場合、粉末成形体の形成には、スリップキャスト、加圧成形、ドクターブレード法が好適に利用できる。基板中のSiCの含有量が低い場合には、タッピングを利用すると容易にSiC集合体が得られる。この場合、複合に用いる鋳型に原料のSiCを直接充填する。
【0044】
上記焼結体は、(1)上記粉末成形体よりも強度が高く、鋳型に収納する際などで欠けなどが生じ難く扱い易い、(2)多孔体を容易に作製できる、(3)焼結温度や保持時間を調節することで、焼結体を緻密化させてSiCの充填率を向上し易い、といった利点がある。焼結条件は、例えば、(1)真空雰囲気、加熱温度:800℃〜1300℃未満、保持時間:10分〜2時間程度、(2)大気雰囲気、加熱温度:800℃〜1500℃、保持時間:10分〜2時間程度が挙げられる。条件(1),(2)では、ネットワーク部を有していないSiC集合体が得られる傾向にある。一方、真空雰囲気、加熱温度:1300℃以上2500℃以下、保持時間:2時間〜100時間の条件で焼結すると、SiC同士を直接結合させられ、ネットワーク部がSiCにより形成されたSiC多孔体が得られる。ネットワーク部を有するSiC集合体(代表的にはSiC多孔体)を原料に利用することで、ネットワーク部を有する基板が容易に得られる。上記SiC集合体として、市販のSiC焼結体(開気孔を有するもの)を利用してもよい。ネットワーク部を有するSiC集合体を利用する場合、閉気孔が少なく(SiC集合体の全体積に対して10体積%以下、好ましくは3体積%以下)かつ開気孔を有する多孔体を原料に用いると、多孔体にマトリクス金属の溶湯が十分に溶浸することができ、熱特性に優れる複合部材が得られる。
【0045】
[酸化膜の形成]
更に、上記SiC集合体として、その表面に酸化膜を具えるものを利用すると、SiC集合体とマトリクス金属との濡れ性が高められ、SiC間の隙間が非常に小さい場合であっても、毛管現象によりマトリクス金属の溶湯が浸透し易い。酸化膜は、SiC粉末に形成してもよいし、上述した粉末成形体や焼結体に形成してもよい。上記酸化膜の形成条件は、粉末の場合も焼結体などの場合も同様であり、加熱温度は、700℃以上、特に750℃以上、更に800℃以上が好ましく、とりわけ850℃以上、更に875℃以上1000℃以下が好ましい。
【0046】
[複合]
溶浸法を利用する場合、鋳型に上記SiC集合体を収納して、マトリクス金属溶湯を溶浸させた後、当該マトリクス金属を凝固させることで、マグネシウム基複合材料からなる基板が得られる。複合は、0.1×10-5MPa以上大気圧(概ね0.1MPa(1atm))以下の雰囲気で行うと、溶湯を取り扱い易い上に、雰囲気中のガスの取り込みによる気孔が生じ難い。また、複合は、Arといった不活性雰囲気で行うと、Mg成分と雰囲気ガスとの反応を防止でき、反応生成物の存在に伴う熱特性の劣化を抑制できる。溶浸温度は、マトリクス金属がマグネシウム(純Mg)の場合、650℃以上が好ましく、溶浸温度が高いほど濡れ性が高まるため、700℃以上、特に800℃以上、更に850℃以上が好ましい。但し、1000℃超とすると、引け巣やガスホールといった欠陥が生じたり、Mgが沸騰する恐れがあるため、溶浸温度は1000℃以下が好ましい。また、過剰な酸化や晶出物の生成を抑制するために900℃以下がより好ましい。更に、凝固時、複合物の冷却方向や冷却速度を制御することで、内部欠陥や表面欠陥の少ない基板や下地層が得られると期待される。具体的には、SiC集合体において溶湯が供給される側と反対側から一方向に冷却する、即ち、溶湯が既に供給された側から、これから供給される側に向かって冷却すると、既に凝固した部分の体積減少分を未凝固の溶湯が補填しながら冷却が進んでいくため、上記欠陥の発生を低減し易い。冷却速度は、例えば、0.1℃/mm以上、特に0.5℃/mm以上の温度勾配が設けられるように調整することが好ましい。或いは、冷却速度(複合物におけるある地点の温度THと所定の温度TL(<TH)との差:TH−TLを、温度THから温度TLに降下するまでに要した時間tで除した値:(TH−TL)/tとする)を0.5℃/min以上、より好ましくは3℃/min以上、特に10℃/min以上、更に50℃/min以上と高速で冷却することでも、上記欠陥をより低減し易い。
【0047】
上記複合時に下地層の形成を同時に行う場合、例えば、鋳型とSiC集合体との間に下地層を形成するための金属板を配置して鋳ぐるむことで、金属板を下地層とする複合部材が得られる。或いは、鋳型とSiC集合体との間に所定の隙間が設けられるようにスペーサなどを配置し、この隙間にマトリクス金属の溶湯が流入されるようにすると、当該流入された溶湯により、基板のマトリクス金属と同じ組成で、当該マトリクス金属と連続する組織を有する下地層を形成できる。上述した焼結体などのように鋳型内で自立可能な程度の強度を有するSiC集合体を利用する場合、上記スペーサを用いなくても所定の隙間を維持できる。但し、所定の隙間が設けられるようにSiC集合体や鋳型の大きさを選択する。
【0048】
上記スペーサは、ナフタレンなどのように複合時の熱で昇華により除去できるものや、カーボン、鉄、ステンレス鋼(例えば、SUS430)といった耐熱性に優れるものが利用できる。このスペーサは、下地層に埋設させたままにしてもよいし、スペーサ部分を切削などにより除去してもよい。スペーサの形状は特に問わないが、例えば、形成する下地層よりも若干細径の線状体や薄い板状体を利用できる。上述のように焼結体などを利用する場合、上記線状体によりSiC集合体を鋳型に固定するなどして、SiC集合体と鋳型との間に線状体の径に応じた隙間を設けると、当該線状体の大部分を下地層に埋設させることができる。上述したボルト孔を設けるための金属片や金属管の大きさを調整して(例えば、焼結体の厚さよりも下地層の厚さ分だけ長いものを用いる)、隙間が設けられるようにしてもよい。
【0049】
[前処理]
得られた下地層を具える基板(素材)に、ジンケート処理を施すにあたり、研磨やエッチングといった前処理を施して、下地層の表面の清浄化、平滑化を行うことが好ましい。下地層は、SiCといった高硬度材を実質的に含まず、金属から構成されることで研磨が行い易い。
【0050】
〔熱処理工程〕
上記素材に上述のように特定の熱処理を施すことで、基板と、特に、亜鉛層〜ニッケルめっき層との密着力を高められる。加熱温度は、上述のように200℃以上、基板のマトリクス金属が溶融しないように、マトリクス金属の融点以下が好ましく、300℃以上450℃以下がより好ましい。450℃以下とすると、マトリクス金属(マグネシウム成分)が燃焼し難いため、加熱雰囲気を大気雰囲気とすることができ、作業性、経済性に優れる。加熱時間は、上述のように5分以上が好ましく、60分以上3000分以下がより好ましい。この熱処理を行う場合、当該熱処理は、上記前処理の前に施すとよい。
【0051】
〔ジンケート処理工程〕
上記素材にジンケート処理を施し、亜鉛層を形成する。ジンケート処理には、市販のジンケート処理液を利用できる。このジンケート処理により、上記下地層の表面に亜鉛を析出させて、亜鉛層を形成する。
【0052】
〔銅めっき工程・ニッケルめっき工程〕
上記亜鉛層の上に銅めっきを施して銅めっき層を形成し、その上にニッケルめっきを施してニッケルめっき層を形成する。これらのめっき層の形成には、一般的な銅めっきやニッケルめっきに利用されているめっき法や条件を利用でき、電気めっき、無電解めっきのいずれも利用できる。銅めっき層及びニッケルめっき層の双方を電気めっきにより連続して形成すると、生産性に優れて好ましい。電気めっきを利用する場合、通電時間などを調整することで、各めっき層の厚さを調整できる。また、電気めっきを利用する場合、下地層を導通箇所に利用できる。
【0053】
〔その他の工程〕
その他、ニッケルめっき層を形成後に熱処理を施してもよい。この熱処理は、加熱温度:150℃〜450℃、加熱時間:5分〜240分が挙げられる。この熱処理によって、剥離強度および硬度を高められる。
【0054】
[試験例]
純マグネシウムとSiCとを複合した複合材料からなる基板の上に、多層構造の金属被覆層を具える複合部材を作製し、剥離強度及び熱特性を調べた。
【0055】
各試料は、以下のようにして作製した。
原料として、99.8質量%以上のMg及び不純物からなる純マグネシウムのインゴット(市販品)、及びSiC集合体として市販の板状のSiC焼結体(ネットワーク部がSiCから構成されたSiC多孔体。相対密度80%)を用意した。ここでは、用意したSiC集合体に875℃×2時間の酸化処理を施して酸化膜を形成した。
【0056】
上記SiC集合体を鋳型に収納して、溶融した純マグネシウムをSiC集合体に溶浸させた後、純マグネシウムを凝固する。
【0057】
上記鋳型は、ここでは、カーボン製で、一方が開口した直方体状の箱体とした。この鋳型の内部空間がSiC集合体の収納空間として利用される。鋳型は、一体成形されたものを利用してもよいが、複数の分割片を組み合わせて一体に形成されるものを利用すると、鋳物(ここでは下地層を具える基板(素材))が取り出し易い。また、ここでは、スペーサとして厚さ0.5mmの一対のカーボンシート(SiC集合体の対向する二面よりも面積が十分に小さいもの)を用意し、上記鋳型として、SiC集合体と鋳型との間に当該スペーサが配置可能な大きさの内部空間を有するものを用意した。
【0058】
そして、上記鋳型にSiC集合体を収納すると共に、板状のSiC集合体の対向する二面を挟むように上記カーボンシートを配置する。すると、SiC集合体の対向する一対の面のそれぞれにおいてカーボンシートが接触しない箇所と鋳型との間に当該カーボンシートの厚さに応じた隙間(ここでは0.5mmの隙間)が設けられる。なお、カーボンシートなどのスペーサを利用する場合、SiC集合体に対するスペーサの配置位置がずれることを防止するために、低融点ガラスや低融点塩、水ガラスなどでスペーサをSiC集合体に接着してもよい。
【0059】
なお、ここでは、鋳型の内周面においてSiC集合体が接触する箇所には、市販の離型剤を塗布してから上記SiC集合体を鋳型に収納した。離型剤を塗布することで、上記素材を取り出し易くすることができる。この離型剤の塗布工程は、省略してもよい。
【0060】
上記鋳型は、開口部の周縁に連結されるインゴット載置部を有しており、このインゴット載置部に用意した上記インゴットを配置し、この鋳型を所定の温度に加熱することで当該インゴットを溶融する。鋳型の加熱は、加熱可能な雰囲気炉に鋳型を装入することで行う。
【0061】
ここでは、溶浸温度:875℃、Ar雰囲気、雰囲気圧力:大気圧となるように上記雰囲気炉を調整する。溶融した純マグネシウムは、鋳型の開口部から鋳型の内部空間に流入して、当該内部空間に配置されたSiC集合体に溶浸されると共に、スペーサにより設けられた鋳型とSiC集合体との間の隙間に流れ込む。上記加熱状態を保持して(ここでは2時間)、SiC集合体と上記溶融した純マグネシウムとを複合化した後、Ar雰囲気下で冷却を行い(ここでは水冷)、純マグネシウムを凝固した。
【0062】
上記工程により、Mg-SiC複合材料からなる基板20の対向する二面のそれぞれに、純マグネシウムからなる下地層を具える素材(合計厚さ5mm)が得られる。なお、上記スペーサの配置によっては、基板の上記二面を連結する四つの側面の少なくとも一面も、基板のマトリクス金属と同様の金属(ここでは、マグネシウム)により覆われた形態とすることができる。
【0063】
得られた素材に対して、以下の各工程を順に行った。
試料No.1(熱処理せず、銅めっきせず)
研磨→エッチング→ジンケート処理→ニッケルめっき
試料No.2〜4(熱処理せず、銅めっき有り)
研磨→エッチング→ジンケート処理→銅めっき→ニッケルめっき
試料No.(熱処理有り、銅めっき有り)
熱処理→研磨→エッチング→ジンケート処理→銅めっき→ニッケルめっき
【0064】
上記熱処理は、450℃×540分(大気雰囲気)とした。上記研磨は、湿式研磨とし、エッチング・ジンケート処理は、市販のエッチング液及び市販のジンケート処理液を用いて行った。また、上記めっきはいずれも、マグネシウムからなる下地層を導通箇所に利用して、電気めっきにより施した。めっき条件は、一般的な銅めっき、ニッケルめっきに利用されている条件とした。電気めっきにあたり、通電時間や電流量を調整することで、銅めっき層の厚さを変化させた。
【0065】
上記工程により、図1に示すように、SiC-Mg複合材料からなる基板20と、基板20の対向する一対の面のそれぞれについて、各面全体を実質的に覆う多層構造の金属被覆層10とを具えるマグネシウム基複合部材1が得られる(試料No.3〜5)。金属被覆層10は、基板20側から順に下地層11・亜鉛層12・銅めっき層13・ニッケルめっき層14を具える。試料No.2の複合部材は、銅めっき層が試料No.3〜5よりも薄く、試料No.1の複合部材は、銅めっき層を有していない。
【0066】
得られた各試料No.1〜5の複合部材について、銅めっき層及びニッケルめっき層の厚さ、剥離強度(MPa)、熱膨張係数(ppm/K)、熱伝導率(W/m・K)を調べた。その結果を表1に示す。
【0067】
各めっき層の厚さは、各試料にCP(Cross-section Polisher)加工を施して厚さ方向の断面をとり、この断面を走査型電子顕微鏡(2000倍)により観察し、顕微鏡写真に画像処理を施して各めっき層を抽出し、当該写真中の複数点の厚さを測定し、その平均厚さを表1に示す。なお、同様にして下地層の厚さを測定したところ、概ね0.5mm(500μm)であり、上述したスペーサの厚さに実質的に一致していることが確認できた。
【0068】
剥離強度は、各試料のニッケルめっき層の上に溶融したはんだを塗布して固化した後、市販のバンププルテスト装置を用い、ツィーザーズによりはんだを垂直方向に引っ張り、はんだが剥離されたときの強度を測定し、この強度を表1に示す。
【0069】
熱膨張係数及び熱伝導率は、各試料から試験片を切り出し、市販の測定器を用いて測定した。熱膨張係数は、30℃〜150℃の範囲について測定した。
【0070】
【表1】

【0071】
表1に示すように、ジンケート処理を施した後、銅めっき層を形成することで、剥離強度が向上していることが分かる。特に、銅めっき層が1μm超である試料No.3〜5は、剥離強度が20MPa以上であり、実用上必要とされる10MPa以上よりも非常に高く、複合部材とはんだとの接合箇所の信頼性を高められると期待される。更に、ジンケート処理前に熱処理を施すことで、剥離強度をより高められることが分かる。また、試料No.3〜5はいずれも、熱膨張係数が4ppm/K以上15ppm/K以下を満たし、熱伝導率も250W/m・K以上と非常に高いことが分かる。
【0072】
図2は、試料No.5の顕微鏡写真である。図2に示すように試料No.5は、下地層11の表面に均一的に亜鉛層12が形成され、更にその上に形成された銅めっき層13、ニッケルめっき層14が均一的な厚さで形成されていることが分かる。また、試料No.5は、下地層11の表面が滑らかであり、欠陥が実質的に存在していないことが分かる。
【0073】
図3は、試料No.4と同様にして作製した試料の顕微鏡写真である。この試料は、図3に示すように、下地層11の表面に大きな溝が複数存在しており、各溝の上に形成された亜鉛層12が下地層11から剥離していることが分かる。このように下地層11の表面に欠陥が存在する場合、はんだを塗布する際の加熱などにより、亜鉛層12〜めっき層13,14が下地層11と亜鉛層12との界面で局所的に剥離する恐れがある。これに対して、ジンケート処理前に上記特定の熱処理を施すことで、図2に示すように下地層11の表面欠陥を是正できることが分かる。
【0074】
更に、得られた試料No.3〜5の複合部材の成分をEDX装置により調べたところ、基板20:Mg及びSiC、残部:不純物、金属被覆層10は、基板20側から順に、Mg及び不純物からなる層(下地層11)、Zn及び不純物からなる層(亜鉛層12)、Cu及び不純物からなる層(銅めっき層13)、Ni及び不純物からなる層(ニッケルめっき層14)であった。また、試料No.3〜5の複合部材にCP加工を施して厚さ方向の断面をとり、この断面をSEM観察により調べたところ、基板20中のSiCは網目状であり、SiC同士がSiCにより結合された多孔体、即ち、ネットワーク部がSiCにより構成された多孔体となっており、用いた原料の焼結体と同様であった。更に、上記断面を光学顕微鏡で観察したところ、SiC間の隙間に純マグネシウムが溶浸されていること、基板20の表面に形成された下地層11が基板20のマトリクス金属と連続した組織であることが確認できた。
【0075】
また、得られた試料No.3〜5の複合部材の基板20部分のSiCの含有量を測定したところ、80体積%であった。SiCの含有量は、上述のようにCP加工を施して複合部材の厚さ方向の断面をとり、この断面において基板部分を光学顕微鏡(50倍)で観察し、この観察像を市販の画像解析装置で画像処理して、この基板部分中のSiCの合計面積を求め、この合計面積を体積割合に換算した値をこの断面に基づく体積割合とし(面積割合≒体積割合)、n=3の断面の体積割合を求め、これらの平均値とした。
【0076】
以上から、得られた試料No.3〜5の複合部材は、熱膨張係数が4ppm/K程度の半導体素子やその周辺部品との整合性に優れる上に、熱伝導率も高く、熱特性に優れることが分かる。かつ、これらの複合部材は、ニッケルめっき層の上にはんだを塗布した場合、はんだとの密着性に優れる。従って、これらの複合部材を半導体素子の放熱部材に利用した場合、放熱性に優れる上に、はんだとの接合箇所の信頼性を高められると期待される。
【0077】
なお、この試験例では、SiC集合体として市販のSiC焼結体を利用したが、焼結しない粉末成形体(スリップキャストによる成形体など)や、タッピングなどにより鋳型にSiC粉末を充填したSiC集合体を利用することができる。
【0078】
また、この試験例では、基板の両面に金属被覆層を具える形態を説明したが、基板の片面のみに金属被覆層を具える形態とすることができる。
【0079】
SiCの含有量を50体積%〜78体積%の範囲で変化させて、上記試験例の試料No.5と同様にして、基材の両面に多層構造の金属被覆層を有するマグネシウム基複合部材を作製した。ここでは、SiC含有量、熱膨張係数、熱伝導率がそれぞれ(78%、6.0ppm/K、240W/mK)、(73%、7.0ppm/K、235W/mK)、(63%、8.0ppm/K、225W/mK)、(55%、9.0ppm/K、220W/mK)、(50%、9.3ppm/K、210W/mK)である複合部材を作製した。得られた各複合部材について、上記試験例と同様に剥離強度を調べたところ、いずれも20MPa以上であり、はんだとの密着性に優れていた。また、得られた各複合部材は熱伝導性にも優れていた。
【0080】
本発明は、上述の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、基板中のSiCの含有量、SiCの存在形態、マトリクス金属の組成(例えば、マグネシウム合金)、複合部材の大きさ・厚さ、金属被覆層を構成する各層の厚さ、下地層の材質・厚さ、金属被覆層の形成領域、複合時の条件を適宜変更することができる。
【産業上の利用可能性】
【0081】
本発明複合部材は、半導体素子のヒートスプレッダ(本発明放熱部材)に好適に利用することができる。本発明半導体装置は、各種の電子機器の部品に好適に利用することができる。本発明複合部材の製造方法は、上記本発明複合部材の製造に好適に利用することができる。
【符号の説明】
【0082】
1 複合部材 20 基板 10 金属被覆層
11 下地層 12 亜鉛層 13 銅めっき層 14 ニッケルめっき層
【技術分野】
【0001】
本発明は、マグネシウム(いわゆる純マグネシウム)又はマグネシウム合金とSiCとが複合された複合部材、この複合部材から構成される放熱部材、この放熱部材を具える半導体装置、及び複合部材の製造方法に関するものである。特に、はんだとの密着性に優れる複合部材に関するものである。
【背景技術】
【0002】
半導体素子の放熱部材(ヒートスプレッダ)の構成材料として、Al-SiCといった、金属と非金属無機材料(代表的にはセラミックス)との複合材料が利用されている。近年、放熱部材の軽量化を主目的として、アルミニウム(Al)よりも軽量であるマグネシウム(Mg)やその合金をマトリクス金属とするマグネシウム基複合材料が検討されている(特許文献1参照)。
【0003】
半導体素子を十分に冷却することが望まれる場合、放熱部材と半導体素子同士をはんだにより接合することがある。特許文献1では、はんだとの濡れ性を高めるためにニッケルめっきを均一的に施すにあたり、複合材料からなる基板の表面にマグネシウムといった金属層を設けることを提案している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010-106362号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記放熱部材とはんだとの間の密着性を高めることが望まれる。上記密着性を高めることで、放熱部材とはんだとの接合箇所の信頼性を高められる。上記密着性を高めるためには、上述したニッケルめっきと基板との間の密着性を高めることが効果的である。上述したマグネシウム基複合材料からなる基板の上にマグネシウムといった金属層を形成することで、ニッケルめっきを均一的に施せるものの、当該金属層だけでは、ニッケルめっきと基板との間の密着性を更に高めることが難しい。その結果、放熱部材とはんだとの間の密着性を更に高めることが難しい。また、従来、上記密着性を更に高めるための構成について十分検討されていない。
【0006】
そこで、本発明の目的の一つは、はんだとの密着性に優れる複合部材を提供することにある。また、本発明の他の目的は、上記複合部材からなる放熱部材、この放熱部材を具える半導体装置を提供することにある。更に、本発明の他の目的は、上記複合部材の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、はんだとの密着性を高めるために、めっきの前処理として汎用されているジンケート処理をニッケルめっきの前に施すことを検討した。その結果、密着性の向上がみられたものの、十分とは言えなかった。そこで、ジンケート処理に加えて、銅めっきを施すことを検討したところ、密着性の向上がみられた。特に、詳しいメカニズムは定かでないが、一般的なストライクめっきのような厚さが薄いめっき、より具体的にはナノオーダーのめっきではなく、比較的厚い銅めっきとすることで、複合材料からなる基板とめっきとの密着性を非常に高められる、との知見を得た。本発明は、上記知見に基づくものである。
【0008】
本発明複合部材は、マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板を具え、上記複合材料がSiCを50体積%以上含有し、当該複合部材の熱膨張係数が4ppm/K以上15ppm/K以下である。上記基板の対向する一対の面のうちの少なくとも一面に、その少なくとも一部を覆う金属被覆層を具える。この金属被覆層は、上記基板側から順に、下地層、亜鉛層、銅めっき層、最表面層となるニッケルめっき層を具え、上記銅めっき層の厚さが1μm超である。
【0009】
本発明複合部材は、下地層を具えることでその表面が平滑である。ここで、上記複合部材の表面が平滑でなく凹凸が存在する場合、めっき後においても複合部材表面の凹凸が残存する。その結果、凹み部分に存在する気体(主として空気)がはんだ付け時に凹み部分から泡となって吹き出し、はんだ付け不良の原因となる。これに対し、本発明複合部材は、上述のように表面が平滑であることで、上記泡が吹き出し難く、はんだ付け不良が起こり難い上、表面性状や外観に優れる。また、上記下地層は金属で構成されていることで、上記めっき層の形成にあたり、下地層を導通箇所として電気めっきを利用でき、上記めっき層を生産性よく形成できる。
【0010】
そして、本発明複合部材は、詳しいメカニズムが不明であるが、銅めっき層が比較的厚いことで基板とニッケルめっき層とが強固に密着する。そのため、ニッケルめっき層の上にはんだを塗布し、所望の部材を接合した場合に当該部材がはんだやニッケルめっき層から剥離し難く、はんだとの接合箇所の信頼性を高められる。また、基板とニッケルめっき層との密着力が高いことで、当該めっき層がはんだを塗布することなく耐食層などに利用される場合でも、当該めっき層が剥離し難いことで、耐食性などにも優れる。
【0011】
その他、本発明複合部材は、半導体素子やその周辺部品の熱膨張係数(4ppm/K〜8ppm/K程度)と同等程度、或いは差が小さい熱膨張係数を有するため、半導体素子の放熱部材に利用した場合にヒートサイクルを受けても熱伸縮により半導体素子やその周辺部品が剥離し難い。従って、本発明複合部材を用いた放熱部材は、半導体素子の熱を効率よく放出でき、半導体素子の放熱部材に好適に利用できる。
【0012】
本発明の一形態として、上記下地層がマグネシウムから構成された形態が挙げられる。
【0013】
上記下地層の構成材料には、種々の金属を利用できるが、基板の金属成分の主成分と同じであるマグネシウムとすることで、下地層と基板との密着性に優れる。そのため、ひいては、基板とニッケルめっき層との剥離強度の向上に寄与すると期待される。
【0014】
本発明の一形態として、上記下地層の構成金属と、上記複合材料の金属成分とが連続する組織から構成された形態が挙げられる。
【0015】
上記形態の複合部材は、例えば、複合材料からなる基板を溶浸法で製造する場合に基板の製造と同時に下地層を形成することで得られる。即ち、上記形態によれば、基板の製造工程と下地層の製造工程とを一工程にでき、製造性に優れる上に、基板の構成材料と下地層の構成材料とが連続した組織であることで、両者の密着性にも優れる。そのため、ひいては、基板とニッケルめっき層との剥離強度の向上に寄与すると期待される。また、この形態において上記金属成分がマグネシウムの場合、マグネシウム合金である場合と比較して、(1)基板及び下地層の熱伝導性を高められる、(2)凝固時に晶析出物が不均一に生成され難いため、均一的な組織にし易い、といった利点を有する。
【0016】
本発明の一形態として、上記複合部材の熱伝導率が180W/m・K以上である形態が挙げられる。
【0017】
上記形態によれば、熱膨張係数が半導体素子及びその周辺機器の値と同等程度或いは近い値である上に熱伝導率が十分に高いことで、半導体素子の放熱部材に好適に利用できる。
【0018】
本発明複合部材の利用形態として、当該複合部材により構成された放熱部材、この放熱部材と、当該放熱部材に搭載される半導体素子とを具える半導体装置が挙げられる。
【0019】
上述のように本発明複合部材によれば、半導体素子やその周辺機器の熱膨張係数に適した熱膨張係数を有し、放熱性にも優れることで、放熱部材や半導体装置の構成部材に好適に利用できる。
【0020】
上記マグネシウム基複合材料からなる基板と、多層構造の金属被覆層とを具える本発明複合部材は、例えば、以下の本発明製造方法により製造することができる。本発明の複合部材の製造方法は、マグネシウム又はマグネシウム合金とSiCとを複合して、複合材料からなる板状の複合部材を製造する方法に係るものであり、以下の素材準備工程、ジンケート処理工程、銅めっき工程、及びニッケルめっき工程を具え、これらの工程を上記順番に経て、熱膨張係数が4ppm/K以上15ppm/K以下である複合部材を製造する。
素材準備工程:SiCの含有量が50体積%以上であるマグネシウム基複合材料からなる基板と、この基板の対向する一対の面のうち、少なくとも一面の少なくとも一部に金属からなる下地層とを具える素材を準備する工程。
ジンケート処理工程:上記下地層の上にジンケート処理を施して亜鉛層を形成する工程。
銅めっき工程:上記亜鉛層の上に銅めっきを施して、厚さが1μm超の銅めっき層を形成する工程。
ニッケルめっき工程:上記銅めっき層の上にニッケルめっきを施して、ニッケルめっき層を形成する工程。
【0021】
本発明製造方法の一形態として、上記ジンケート処理を施す前に、上記素材に加熱温度:200℃以上、上記基板中のマグネシウム又はマグネシウム合金の融点以下、加熱時間:5分以上の条件で熱処理を施す工程を具える形態が挙げられる。
【0022】
上述のように銅めっき層を比較的厚めにすることで、基板と金属被覆層(特にニッケルめっき層)との密着力が高い複合部材とすることができる。更に、本発明者らが調べたところ、はんだを塗布する際に金属被覆層に膨れ(局所的な剥離)が生じることがある、との知見を得た。この局所的な剥離を低減するために種々検討した結果、上述のようにジンケート処理前に熱処理を施すことが効果的である、との知見を得た。この詳細な理由は定かではないが、以下のように推測される。上記膨れは、ジンケート処理の前処理として下地層にエッチングを施した場合にエッチングによる浸食度合いにばらつきがあり、深く浸食された箇所が溝或いは孔(以下、単に溝と呼ぶ)となり、この溝部分を覆うようにジンケート処理やめっきが施されることで、はんだを塗布する際の熱により、上記溝部分の空気が膨張し、この膨張により下地層とジンケート処理による亜鉛層との界面で剥離が生じた、と考えられる。このエッチングによる浸食度合いのばらつきは、下地層に局所的に存在し得る欠陥などにより生じたと考えられる。そして、この欠陥が上記熱処理により是正されたことで、エッチング時の浸食度合いのばらつきを低減でき、上記溝の生成が抑制されたことで膨れを低減できた、と考えられる。この熱処理条件として、上記特定の条件を提案する。
【発明の効果】
【0023】
本発明複合部材、本発明放熱部材、及び本発明半導体装置は、ニッケルめっき層が剥離し難く、はんだとの密着性に優れる。
【図面の簡単な説明】
【0024】
【図1】図1は、実施形態の複合部材の断面模式図である。
【図2】図2は、実施形態の複合部材(試料No.5)において、金属被覆層部分の顕微鏡写真である。
【図3】図3は、膨れが生じた複合部材において、金属被覆層部分の顕微鏡写真である。
【発明を実施するための形態】
【0025】
以下、本発明をより詳細に説明する。
≪複合部材≫
まず、複合部材の主たる構成要素である、マトリクス金属と非金属無機材料との複合材料からなる基板を説明する。
〔基板〕
[マトリクス金属:マグネシウム又はマグネシウム合金]
上記基板の金属成分は、99.8質量%以上のMg及び不純物からなるいわゆる純マグネシウム、又は添加元素と残部がMg及び不純物からなるマグネシウム合金とする。金属成分が純マグネシウムである場合、上述のように熱伝導性の向上、組織の均一性といった利点を有し、マグネシウム合金である場合、液相線温度の低下による溶融温度の低下、基板の耐食性や機械的特性(強度など)の向上といった利点を有する。添加元素は、Li,Ag,Ni,Ca,Al,Zn,Mn,Si,Cu,Zr,Be,Sr,Y,Sn,Ce,希土類元素(Y,Ceを除く)の少なくとも1種が挙げられる。これらの元素は、含有量が多くなると熱伝導率の低下を招くため、合計で20質量%以下(合金全体を100質量%とする。以下、添加元素の含有量について同様)が好ましい。特に、Alは3質量%以下、Znは5質量%以下、その他の元素はそれぞれ10質量%以下が好ましい。Liを添加すると、複合部材の軽量化、及び加工性の向上の効果がある。公知のマグネシウム合金、例えば、AZ系,AS系,AM系,ZK系,ZC系,LA系,WE系などでもよい。所望の組成となるようにマトリクス金属の原料を用意する。
【0026】
[非金属無機材料:SiC]
<組成>
SiCは、(1)熱膨張係数が3ppm/K〜4ppm/K程度であり半導体素子やその周辺部品の熱膨張係数に近い、(2)非金属無機材料の中でも熱伝導率が特に高い(単結晶:390W/m・K〜490W/m・K程度)、(3)種々の形状、大きさの粉末や焼結体が市販されている、(4)機械的強度が高い、といった優れた効果を奏する。従って、本発明複合部材では、SiCを構成要素とする。その他、熱膨張係数がMgよりも小さく、熱伝導性に優れ、かつMgと反応し難い非金属無機材料、例えば、Si3N4、Si、MgO、Mg2Si、MgB2、Al2O3、AlN、ダイヤモンド、グラファイトの少なくとも1種を含有することができる。
【0027】
<存在状態>
上記SiCの存在状態は、代表的には、マトリクス金属中にばらばらに分散した形態(以下、分散形態と呼ぶ)、SiC同士を結合するネットワーク部により連結された形態(以下、結合形態と呼ぶ)が挙げられる。分散形態では、代表的には粉末を利用することができ、上記ネットワーク部の形成が不要で生産性に優れ、コストの低減を図ることができる。結合形態では、SiCが連続することで、熱伝導の経路が連続することから、熱伝導率が高い基板となり易い。特に、SiCの全体がネットワーク部により連結され、SiC間にマトリクス金属が充填された形態や、この構成に加えて閉気孔が少ない形態(基板中のSiCの全体積に対して閉気孔が10体積%以下、好ましくは3体積%以下)であると、マトリクス金属が十分に存在することで、熱伝導性に更に優れる。ネットワーク部は、代表的には、SiCにより構成される形態が挙げられる。その他、ネットワーク部は、上述したSiC以外の非金属無機材料により構成される形態も有り得る。基板中のネットワーク部の存在や閉気孔の割合は、例えば、当該基板の断面を光学顕微鏡や走査型電子顕微鏡(SEM)で観察することで確認したり、測定したりすることができる。
【0028】
<含有量>
上記基板中のSiCの含有量は、基板を100体積%とするとき50体積%以上とする。SiCが50体積%以上であることで、基板の熱膨張係数が3.5ppm程度〜15ppm程度となり、後述する金属被覆層をも含めた複合部材の熱膨張係数が4ppm/K以上15ppm/K以下の複合部材とすることができる。SiCの含有量が多いほど熱伝導率が高まる上、熱膨張係数が小さくなり易く、熱特性を考慮すると、60体積%以上、更に65体積%以上が好ましい。特に、60体積%以上90体積%以下、更に65体積%以上85体積%以下であると、上述のように熱特性に優れる上に、基板の工業生産性にも優れる。
【0029】
[基板の厚さ]
上記基板の厚さは、適宜選択できるが、半導体素子の放熱部材として利用する場合、10mm以下、特に6mm以下が好ましい。
【0030】
[基板の熱特性]
上記基板は、SiCを50体積%以上含有することで、基板のみでは上述のように熱膨張係数が小さい。また、熱伝導率も高く、例えば、180W/m・K以上、更に200W/m・K以上、特に220W/m・K以上という基板とすることができる。
【0031】
〔金属被覆層〕
次に、基板の上に具える金属被覆層を説明する。
上記基板の対向する一対の面のうち、少なくとも一方の面の少なくとも一部に、特定の金属からなる多層構造の金属被覆層を具える点が、本発明複合部材の特徴の一つである。この金属被覆層を具えることで、はんだを塗布する場合に、はんだとの濡れ性を高められる。また、後述するように特定の組成及び厚さとすることで、基板と後述するニッケルめっき層との剥離強度が高く、その結果、本発明複合部材とはんだとが強固に密着することができる。その他、金属被覆層を具えることで、(1)外観や表面性状に優れる、(2)耐食性を向上できる、といった効果も期待できる。
【0032】
[下地層]
上記金属被覆層の最下層、即ち、上記基板の直上に具える下地層は、複合材料からなる基板の表面を平滑にして後述する銅めっき層やニッケルめっき層を均一的な厚さに形成し易くしたり、上記めっき層を電気めっきで形成する場合の導通箇所として利用したりすることができる。下地層は、このような機能を有することが可能な適宜な金属により構成される。例えば、マトリクス金属と同一組成から構成される形態、或いはマトリクス金属の主成分(マグネシウム)と同一組成から構成される形態とすることができる。特に、下地層は、マトリクス金属と連続する組織から構成された形態であると、生産性に優れて好ましい。下地層が上記連続する組織から構成される形態(この場合、下地層は、マトリクス金属と同様の鋳造組織を有する)は、上述のようにSiCとマトリクス金属との複合化と同時に下地層を形成することで得られる。従って、この形態は、複合材料からなる基板と下地層とを一つの工程で製造でき、生産性に優れる。或いは、下地層はマトリクス金属と異なる組成から構成される形態とすることができる。具体的には、例えば、純度が99%以上のAl,Cu,Ni、及びAl,Cu,Niを主成分とする合金(Al,Cu,Niを50質量%超含有する合金)からなる群から選択される1種の金属により下地層が構成される形態が挙げられる。
【0033】
上記下地層の厚さは、1μm以上が好ましく、厚過ぎると、金属被覆層を含む複合部材全体の熱膨張係数の増加や複合部材の熱伝導率の低下を招くことから、2.5mm以下、特に1mm以下、更に0.5mm(500μm)以下が好ましい。
【0034】
[亜鉛層]
上記下地層の上に具える亜鉛層は、後述するジンケート処理により形成された層であり、後述する銅めっき層を形成し易くする機能を有する。ジンケート処理により形成された亜鉛層は、1nm〜100nm程度といったナノオーダーの非常に薄い層である。このような薄い層であることが、ジンケート処理により形成されたことを示す指標の一つとなる。
【0035】
[銅めっき層]
上記亜鉛層の上に銅めっき層を具え、その厚さが1μm超と比較的厚いことが本発明複合部材の最大の特徴である。上述のように銅めっき層が比較的厚いことで、本発明複合部材は、特にニッケルめっき層の剥離強度を高め、はんだと接合した場合に亜鉛層や銅めっき層、ニッケルめっき層が剥離し難い。銅めっき層の厚さは、厚過ぎると、複合部材の熱膨張係数の増加や重量の増加、生産性の低下を招くことから、50μm以下、とりわけ10μm以下が好ましく、1μm以上10μm以下がより好ましい。なお、銅めっき層は、銅合金から構成される形態でも同様の効果が期待できる。また、厚さが上記範囲にあり、かつ上述のようにナノオーダーといった非常に薄い亜鉛層が下層に存在することが、当該亜鉛層の上の銅層がめっきにより形成されたことを示す指標の一つとなる。
【0036】
[ニッケルめっき層]
上記銅めっき層の上に具えるニッケルめっき層は、金属被覆層の最表面を形成する層であり、本発明複合部材の代表的な形態では、当該複合部材の少なくとも一部の最表面はニッケルめっき層により形成される。ニッケルめっき層は、主として、はんだとの濡れ性を高める機能を有する他、外観や耐食性の向上に寄与する。ニッケルめっき層の厚さは、厚過ぎると、複合部材の熱膨張係数の増加や熱伝導率の低下、生産性の低下を招くことから、50μm以下、とりわけ10μm以下が好ましく、1μm以上10μm以下がより好ましい。なお、ニッケルめっき層は、ニッケル合金から構成される形態でも同様の効果が期待できる。
【0037】
[金属被覆層の形成領域]
基板における上記金属被覆層の形成領域は適宜選択することができる。例えば、本発明複合部材を半導体素子の放熱部材に利用する場合、上記基板の対向する一対の面のうち、一面は半導体素子が実装される実装面、他面は冷却装置に接触する冷却面として利用される。通常、上記実装面にはんだが塗布されるため、実装面の少なくともはんだが塗布される領域に金属被覆層を具えることが好ましい。上記実装面の全体、上記実装面及び冷却面の双方の全体に金属被覆層を具えていてもよい。金属被覆層の合計厚さは、10μm以上1000μm以下が好ましい。
【0038】
〔放熱部材の熱特性〕
本発明複合部材は、上記金属被覆層を具えることで、熱膨張係数が、上記マグネシウム基複合材料からなる基板だけの状態に比べて大きくなる傾向にあるものの、4ppm/K以上15ppm/K以下を満たし、半導体素子及びその周辺機器との熱膨張係数の整合性に優れる。また、本発明複合部材は、SiCを特定量含有することで、熱伝導率が高く、例えば、180W/m・K以上を満たす。上述のようにSiCの充填率を高めたり、ネットワーク部を有したり、金属被覆層の厚さ(各層の厚さ)を薄めにしたりすることで、熱膨張係数がより小さく、熱伝導率がより高い複合部材とすることができる。例えば、200W/m・K以上、特に250W/m・K以上、更に300W/m・K以上の熱伝導率を有する複合部材とすることができる。このように熱伝導性に優れる複合部材を放熱部材に利用することで、放熱部材の信頼性を高められる上に、放熱部材を小型にでき、ひいては半導体装置の小型化にも寄与することができる。なお、金属被覆層を具える複合部材では、市販の装置により熱膨張係数や熱伝導率を測定できる他、当該複合部材を構成する各材料の剛性などを考慮して複合則により熱膨張係数を算出できる。
【0039】
≪放熱部材≫
上述のように半導体素子及びその周辺機器との熱膨張係数の整合性に優れる上に放熱性に優れる本発明複合部材は、そのままで半導体素子用の放熱部材に利用できる。その他、この放熱部材は、冷却装置に固定するためのボルトといった固定部材が挿通される貫通孔を適宜な箇所(代表的は基板の角部や周縁の近傍)に具えた形態とすることができる。貫通孔は、例えば、レーザーや放電加工を用いることで複合材料部分にも形成できるが、貫通孔部分が金属により構成された形態とすると、孔あけ加工が行い易い。例えば、基板の適宜な箇所に金属部分を具えるように基板の製造にあたり金属片を鋳型に配置して、複合時に金属片も同時に鋳ぐるみ、得られた基板の金属片部分に孔あけ加工を行ったり、適宜な金属管を用意して複合時に当該金属管も同時に鋳ぐるんだりすることで、貫通孔を具える複合部材が得られる。上記金属片は、基板の金属成分と同じ金属、即ち、マグネシウム又はマグネシウム合金でもよいし、少なくとも一部が異なる金属、例えば、ステンレス鋼や、カーボンなどの非金属高強度材料(繊維状のものも含む)を含むものでもよい。少なくとも一部が上記高強度材料で構成された貫通孔は、ヒートサイクルを受けても、ボルトの軸力の低下による固定状態の緩みが生じ難く、本発明放熱部材を固定対象に強固に固定した状態を安定して維持できる。貫通孔は、ねじ加工されたねじ孔でもねじ加工がなされていない形態のいずれでもよく、更に、皿もみ加工が施された形態とすることができる。
【0040】
≪製造方法≫
次に、上記金属被覆層を具える複合部材の製造方法を工程順に説明する。
〔素材準備工程〕
この工程では、SiCを含有するマグネシウム基複合材料からなる基板の上に下地層を具える素材を作製する。基板の製造には、溶浸法を好適に利用することができる。溶浸法は、鋳型に収納したSiC集合体に、溶融したマグネシウムまたはマグネシウム合金を溶浸させて複合させる方法である。その他、粉末冶金法や溶融法などを利用することができる。下地層は、基板の製造に溶浸法を利用する場合、上述のように複合時に同時に形成することができる。その他、蒸着、下地層を形成するための金属板を適宜用意し、この金属板を、ロウ付け、超音波接合、鋳ぐるみ、圧延(クラッド圧延)、ホットプレス、酸化物ソルダー法、無機接着剤による接合の少なくとも1つの手法を利用して基板に接合することで下地層を形成できる。下地層の組成をマトリクス金属と異なる組成とする場合、上記金属板を用いた手法を利用するとよい。
【0041】
[原料]
マトリクス金属には、純マグネシウム又はマグネシウム合金のインゴットを好適に利用できる。SiC集合体の原料には、代表的にはSiC粉末が利用できる。特に、粒子状や繊維状のSiC粉末であって、平均粒径(繊維状の場合、平均短径)が1μm以上3000μm以下、特に5μm以上200μm以下であると、粉末の集合体を製造し易い。平均粒径が異なる複数種の粉末を組み合わせて用いると、SiCの充填率を高め易い。
【0042】
原料に用いたSiCといった非金属無機材料は、複合材料からなる基板中にほぼそのままの状態で存在することから、基板中のSiCや気孔の体積割合、ネットワーク部の存在状態は、用いた原料に依存し、当該原料に実質的に等しい。従って、基板が所望の熱特性を有するように、原料の材質や量を適宜選択する。また、基板が所定の形状、大きさとなるように、原料の粉末を充填してSiC集合体を形成する金型の形状や大きさ、SiC集合体とマトリクス金属とを複合する鋳型の形状や大きさを適宜選択する。
【0043】
[SiC集合体]
上記SiC集合体の形態には、ハンドリングが困難な形態(例えば、タッピングにより形成したもの)と、ハンドリングが可能な形態(代表的には粉末成形体、更に粉末成形体を焼結した焼結体)とが挙げられる。粉末成形体は、例えば、スリップキャスト(原料の粉末と水及び分散材とを用いたスラリーを成形後、乾燥させる)、加圧成形(乾式プレス、湿式プレス、一軸加圧成形、CIP(静水圧プレス)、押出成形など)、及びドクターブレード法(原料の粉末と溶媒、消泡剤、樹脂などとを用いたスラリーをドクターブレードに流した後、溶媒を蒸発させる)のいずれか一つにより形成した形態、これらの形態或いはタッピングによる形態を更に焼結した焼結体(代表的にはネットワーク部を有するSiC多孔体)が挙げられる。基板中のSiCの含有量を例えば70体積%以上に高める場合、粉末成形体の形成には、スリップキャスト、加圧成形、ドクターブレード法が好適に利用できる。基板中のSiCの含有量が低い場合には、タッピングを利用すると容易にSiC集合体が得られる。この場合、複合に用いる鋳型に原料のSiCを直接充填する。
【0044】
上記焼結体は、(1)上記粉末成形体よりも強度が高く、鋳型に収納する際などで欠けなどが生じ難く扱い易い、(2)多孔体を容易に作製できる、(3)焼結温度や保持時間を調節することで、焼結体を緻密化させてSiCの充填率を向上し易い、といった利点がある。焼結条件は、例えば、(1)真空雰囲気、加熱温度:800℃〜1300℃未満、保持時間:10分〜2時間程度、(2)大気雰囲気、加熱温度:800℃〜1500℃、保持時間:10分〜2時間程度が挙げられる。条件(1),(2)では、ネットワーク部を有していないSiC集合体が得られる傾向にある。一方、真空雰囲気、加熱温度:1300℃以上2500℃以下、保持時間:2時間〜100時間の条件で焼結すると、SiC同士を直接結合させられ、ネットワーク部がSiCにより形成されたSiC多孔体が得られる。ネットワーク部を有するSiC集合体(代表的にはSiC多孔体)を原料に利用することで、ネットワーク部を有する基板が容易に得られる。上記SiC集合体として、市販のSiC焼結体(開気孔を有するもの)を利用してもよい。ネットワーク部を有するSiC集合体を利用する場合、閉気孔が少なく(SiC集合体の全体積に対して10体積%以下、好ましくは3体積%以下)かつ開気孔を有する多孔体を原料に用いると、多孔体にマトリクス金属の溶湯が十分に溶浸することができ、熱特性に優れる複合部材が得られる。
【0045】
[酸化膜の形成]
更に、上記SiC集合体として、その表面に酸化膜を具えるものを利用すると、SiC集合体とマトリクス金属との濡れ性が高められ、SiC間の隙間が非常に小さい場合であっても、毛管現象によりマトリクス金属の溶湯が浸透し易い。酸化膜は、SiC粉末に形成してもよいし、上述した粉末成形体や焼結体に形成してもよい。上記酸化膜の形成条件は、粉末の場合も焼結体などの場合も同様であり、加熱温度は、700℃以上、特に750℃以上、更に800℃以上が好ましく、とりわけ850℃以上、更に875℃以上1000℃以下が好ましい。
【0046】
[複合]
溶浸法を利用する場合、鋳型に上記SiC集合体を収納して、マトリクス金属溶湯を溶浸させた後、当該マトリクス金属を凝固させることで、マグネシウム基複合材料からなる基板が得られる。複合は、0.1×10-5MPa以上大気圧(概ね0.1MPa(1atm))以下の雰囲気で行うと、溶湯を取り扱い易い上に、雰囲気中のガスの取り込みによる気孔が生じ難い。また、複合は、Arといった不活性雰囲気で行うと、Mg成分と雰囲気ガスとの反応を防止でき、反応生成物の存在に伴う熱特性の劣化を抑制できる。溶浸温度は、マトリクス金属がマグネシウム(純Mg)の場合、650℃以上が好ましく、溶浸温度が高いほど濡れ性が高まるため、700℃以上、特に800℃以上、更に850℃以上が好ましい。但し、1000℃超とすると、引け巣やガスホールといった欠陥が生じたり、Mgが沸騰する恐れがあるため、溶浸温度は1000℃以下が好ましい。また、過剰な酸化や晶出物の生成を抑制するために900℃以下がより好ましい。更に、凝固時、複合物の冷却方向や冷却速度を制御することで、内部欠陥や表面欠陥の少ない基板や下地層が得られると期待される。具体的には、SiC集合体において溶湯が供給される側と反対側から一方向に冷却する、即ち、溶湯が既に供給された側から、これから供給される側に向かって冷却すると、既に凝固した部分の体積減少分を未凝固の溶湯が補填しながら冷却が進んでいくため、上記欠陥の発生を低減し易い。冷却速度は、例えば、0.1℃/mm以上、特に0.5℃/mm以上の温度勾配が設けられるように調整することが好ましい。或いは、冷却速度(複合物におけるある地点の温度THと所定の温度TL(<TH)との差:TH−TLを、温度THから温度TLに降下するまでに要した時間tで除した値:(TH−TL)/tとする)を0.5℃/min以上、より好ましくは3℃/min以上、特に10℃/min以上、更に50℃/min以上と高速で冷却することでも、上記欠陥をより低減し易い。
【0047】
上記複合時に下地層の形成を同時に行う場合、例えば、鋳型とSiC集合体との間に下地層を形成するための金属板を配置して鋳ぐるむことで、金属板を下地層とする複合部材が得られる。或いは、鋳型とSiC集合体との間に所定の隙間が設けられるようにスペーサなどを配置し、この隙間にマトリクス金属の溶湯が流入されるようにすると、当該流入された溶湯により、基板のマトリクス金属と同じ組成で、当該マトリクス金属と連続する組織を有する下地層を形成できる。上述した焼結体などのように鋳型内で自立可能な程度の強度を有するSiC集合体を利用する場合、上記スペーサを用いなくても所定の隙間を維持できる。但し、所定の隙間が設けられるようにSiC集合体や鋳型の大きさを選択する。
【0048】
上記スペーサは、ナフタレンなどのように複合時の熱で昇華により除去できるものや、カーボン、鉄、ステンレス鋼(例えば、SUS430)といった耐熱性に優れるものが利用できる。このスペーサは、下地層に埋設させたままにしてもよいし、スペーサ部分を切削などにより除去してもよい。スペーサの形状は特に問わないが、例えば、形成する下地層よりも若干細径の線状体や薄い板状体を利用できる。上述のように焼結体などを利用する場合、上記線状体によりSiC集合体を鋳型に固定するなどして、SiC集合体と鋳型との間に線状体の径に応じた隙間を設けると、当該線状体の大部分を下地層に埋設させることができる。上述したボルト孔を設けるための金属片や金属管の大きさを調整して(例えば、焼結体の厚さよりも下地層の厚さ分だけ長いものを用いる)、隙間が設けられるようにしてもよい。
【0049】
[前処理]
得られた下地層を具える基板(素材)に、ジンケート処理を施すにあたり、研磨やエッチングといった前処理を施して、下地層の表面の清浄化、平滑化を行うことが好ましい。下地層は、SiCといった高硬度材を実質的に含まず、金属から構成されることで研磨が行い易い。
【0050】
〔熱処理工程〕
上記素材に上述のように特定の熱処理を施すことで、基板と、特に、亜鉛層〜ニッケルめっき層との密着力を高められる。加熱温度は、上述のように200℃以上、基板のマトリクス金属が溶融しないように、マトリクス金属の融点以下が好ましく、300℃以上450℃以下がより好ましい。450℃以下とすると、マトリクス金属(マグネシウム成分)が燃焼し難いため、加熱雰囲気を大気雰囲気とすることができ、作業性、経済性に優れる。加熱時間は、上述のように5分以上が好ましく、60分以上3000分以下がより好ましい。この熱処理を行う場合、当該熱処理は、上記前処理の前に施すとよい。
【0051】
〔ジンケート処理工程〕
上記素材にジンケート処理を施し、亜鉛層を形成する。ジンケート処理には、市販のジンケート処理液を利用できる。このジンケート処理により、上記下地層の表面に亜鉛を析出させて、亜鉛層を形成する。
【0052】
〔銅めっき工程・ニッケルめっき工程〕
上記亜鉛層の上に銅めっきを施して銅めっき層を形成し、その上にニッケルめっきを施してニッケルめっき層を形成する。これらのめっき層の形成には、一般的な銅めっきやニッケルめっきに利用されているめっき法や条件を利用でき、電気めっき、無電解めっきのいずれも利用できる。銅めっき層及びニッケルめっき層の双方を電気めっきにより連続して形成すると、生産性に優れて好ましい。電気めっきを利用する場合、通電時間などを調整することで、各めっき層の厚さを調整できる。また、電気めっきを利用する場合、下地層を導通箇所に利用できる。
【0053】
〔その他の工程〕
その他、ニッケルめっき層を形成後に熱処理を施してもよい。この熱処理は、加熱温度:150℃〜450℃、加熱時間:5分〜240分が挙げられる。この熱処理によって、剥離強度および硬度を高められる。
【0054】
[試験例]
純マグネシウムとSiCとを複合した複合材料からなる基板の上に、多層構造の金属被覆層を具える複合部材を作製し、剥離強度及び熱特性を調べた。
【0055】
各試料は、以下のようにして作製した。
原料として、99.8質量%以上のMg及び不純物からなる純マグネシウムのインゴット(市販品)、及びSiC集合体として市販の板状のSiC焼結体(ネットワーク部がSiCから構成されたSiC多孔体。相対密度80%)を用意した。ここでは、用意したSiC集合体に875℃×2時間の酸化処理を施して酸化膜を形成した。
【0056】
上記SiC集合体を鋳型に収納して、溶融した純マグネシウムをSiC集合体に溶浸させた後、純マグネシウムを凝固する。
【0057】
上記鋳型は、ここでは、カーボン製で、一方が開口した直方体状の箱体とした。この鋳型の内部空間がSiC集合体の収納空間として利用される。鋳型は、一体成形されたものを利用してもよいが、複数の分割片を組み合わせて一体に形成されるものを利用すると、鋳物(ここでは下地層を具える基板(素材))が取り出し易い。また、ここでは、スペーサとして厚さ0.5mmの一対のカーボンシート(SiC集合体の対向する二面よりも面積が十分に小さいもの)を用意し、上記鋳型として、SiC集合体と鋳型との間に当該スペーサが配置可能な大きさの内部空間を有するものを用意した。
【0058】
そして、上記鋳型にSiC集合体を収納すると共に、板状のSiC集合体の対向する二面を挟むように上記カーボンシートを配置する。すると、SiC集合体の対向する一対の面のそれぞれにおいてカーボンシートが接触しない箇所と鋳型との間に当該カーボンシートの厚さに応じた隙間(ここでは0.5mmの隙間)が設けられる。なお、カーボンシートなどのスペーサを利用する場合、SiC集合体に対するスペーサの配置位置がずれることを防止するために、低融点ガラスや低融点塩、水ガラスなどでスペーサをSiC集合体に接着してもよい。
【0059】
なお、ここでは、鋳型の内周面においてSiC集合体が接触する箇所には、市販の離型剤を塗布してから上記SiC集合体を鋳型に収納した。離型剤を塗布することで、上記素材を取り出し易くすることができる。この離型剤の塗布工程は、省略してもよい。
【0060】
上記鋳型は、開口部の周縁に連結されるインゴット載置部を有しており、このインゴット載置部に用意した上記インゴットを配置し、この鋳型を所定の温度に加熱することで当該インゴットを溶融する。鋳型の加熱は、加熱可能な雰囲気炉に鋳型を装入することで行う。
【0061】
ここでは、溶浸温度:875℃、Ar雰囲気、雰囲気圧力:大気圧となるように上記雰囲気炉を調整する。溶融した純マグネシウムは、鋳型の開口部から鋳型の内部空間に流入して、当該内部空間に配置されたSiC集合体に溶浸されると共に、スペーサにより設けられた鋳型とSiC集合体との間の隙間に流れ込む。上記加熱状態を保持して(ここでは2時間)、SiC集合体と上記溶融した純マグネシウムとを複合化した後、Ar雰囲気下で冷却を行い(ここでは水冷)、純マグネシウムを凝固した。
【0062】
上記工程により、Mg-SiC複合材料からなる基板20の対向する二面のそれぞれに、純マグネシウムからなる下地層を具える素材(合計厚さ5mm)が得られる。なお、上記スペーサの配置によっては、基板の上記二面を連結する四つの側面の少なくとも一面も、基板のマトリクス金属と同様の金属(ここでは、マグネシウム)により覆われた形態とすることができる。
【0063】
得られた素材に対して、以下の各工程を順に行った。
試料No.1(熱処理せず、銅めっきせず)
研磨→エッチング→ジンケート処理→ニッケルめっき
試料No.2〜4(熱処理せず、銅めっき有り)
研磨→エッチング→ジンケート処理→銅めっき→ニッケルめっき
試料No.(熱処理有り、銅めっき有り)
熱処理→研磨→エッチング→ジンケート処理→銅めっき→ニッケルめっき
【0064】
上記熱処理は、450℃×540分(大気雰囲気)とした。上記研磨は、湿式研磨とし、エッチング・ジンケート処理は、市販のエッチング液及び市販のジンケート処理液を用いて行った。また、上記めっきはいずれも、マグネシウムからなる下地層を導通箇所に利用して、電気めっきにより施した。めっき条件は、一般的な銅めっき、ニッケルめっきに利用されている条件とした。電気めっきにあたり、通電時間や電流量を調整することで、銅めっき層の厚さを変化させた。
【0065】
上記工程により、図1に示すように、SiC-Mg複合材料からなる基板20と、基板20の対向する一対の面のそれぞれについて、各面全体を実質的に覆う多層構造の金属被覆層10とを具えるマグネシウム基複合部材1が得られる(試料No.3〜5)。金属被覆層10は、基板20側から順に下地層11・亜鉛層12・銅めっき層13・ニッケルめっき層14を具える。試料No.2の複合部材は、銅めっき層が試料No.3〜5よりも薄く、試料No.1の複合部材は、銅めっき層を有していない。
【0066】
得られた各試料No.1〜5の複合部材について、銅めっき層及びニッケルめっき層の厚さ、剥離強度(MPa)、熱膨張係数(ppm/K)、熱伝導率(W/m・K)を調べた。その結果を表1に示す。
【0067】
各めっき層の厚さは、各試料にCP(Cross-section Polisher)加工を施して厚さ方向の断面をとり、この断面を走査型電子顕微鏡(2000倍)により観察し、顕微鏡写真に画像処理を施して各めっき層を抽出し、当該写真中の複数点の厚さを測定し、その平均厚さを表1に示す。なお、同様にして下地層の厚さを測定したところ、概ね0.5mm(500μm)であり、上述したスペーサの厚さに実質的に一致していることが確認できた。
【0068】
剥離強度は、各試料のニッケルめっき層の上に溶融したはんだを塗布して固化した後、市販のバンププルテスト装置を用い、ツィーザーズによりはんだを垂直方向に引っ張り、はんだが剥離されたときの強度を測定し、この強度を表1に示す。
【0069】
熱膨張係数及び熱伝導率は、各試料から試験片を切り出し、市販の測定器を用いて測定した。熱膨張係数は、30℃〜150℃の範囲について測定した。
【0070】
【表1】
【0071】
表1に示すように、ジンケート処理を施した後、銅めっき層を形成することで、剥離強度が向上していることが分かる。特に、銅めっき層が1μm超である試料No.3〜5は、剥離強度が20MPa以上であり、実用上必要とされる10MPa以上よりも非常に高く、複合部材とはんだとの接合箇所の信頼性を高められると期待される。更に、ジンケート処理前に熱処理を施すことで、剥離強度をより高められることが分かる。また、試料No.3〜5はいずれも、熱膨張係数が4ppm/K以上15ppm/K以下を満たし、熱伝導率も250W/m・K以上と非常に高いことが分かる。
【0072】
図2は、試料No.5の顕微鏡写真である。図2に示すように試料No.5は、下地層11の表面に均一的に亜鉛層12が形成され、更にその上に形成された銅めっき層13、ニッケルめっき層14が均一的な厚さで形成されていることが分かる。また、試料No.5は、下地層11の表面が滑らかであり、欠陥が実質的に存在していないことが分かる。
【0073】
図3は、試料No.4と同様にして作製した試料の顕微鏡写真である。この試料は、図3に示すように、下地層11の表面に大きな溝が複数存在しており、各溝の上に形成された亜鉛層12が下地層11から剥離していることが分かる。このように下地層11の表面に欠陥が存在する場合、はんだを塗布する際の加熱などにより、亜鉛層12〜めっき層13,14が下地層11と亜鉛層12との界面で局所的に剥離する恐れがある。これに対して、ジンケート処理前に上記特定の熱処理を施すことで、図2に示すように下地層11の表面欠陥を是正できることが分かる。
【0074】
更に、得られた試料No.3〜5の複合部材の成分をEDX装置により調べたところ、基板20:Mg及びSiC、残部:不純物、金属被覆層10は、基板20側から順に、Mg及び不純物からなる層(下地層11)、Zn及び不純物からなる層(亜鉛層12)、Cu及び不純物からなる層(銅めっき層13)、Ni及び不純物からなる層(ニッケルめっき層14)であった。また、試料No.3〜5の複合部材にCP加工を施して厚さ方向の断面をとり、この断面をSEM観察により調べたところ、基板20中のSiCは網目状であり、SiC同士がSiCにより結合された多孔体、即ち、ネットワーク部がSiCにより構成された多孔体となっており、用いた原料の焼結体と同様であった。更に、上記断面を光学顕微鏡で観察したところ、SiC間の隙間に純マグネシウムが溶浸されていること、基板20の表面に形成された下地層11が基板20のマトリクス金属と連続した組織であることが確認できた。
【0075】
また、得られた試料No.3〜5の複合部材の基板20部分のSiCの含有量を測定したところ、80体積%であった。SiCの含有量は、上述のようにCP加工を施して複合部材の厚さ方向の断面をとり、この断面において基板部分を光学顕微鏡(50倍)で観察し、この観察像を市販の画像解析装置で画像処理して、この基板部分中のSiCの合計面積を求め、この合計面積を体積割合に換算した値をこの断面に基づく体積割合とし(面積割合≒体積割合)、n=3の断面の体積割合を求め、これらの平均値とした。
【0076】
以上から、得られた試料No.3〜5の複合部材は、熱膨張係数が4ppm/K程度の半導体素子やその周辺部品との整合性に優れる上に、熱伝導率も高く、熱特性に優れることが分かる。かつ、これらの複合部材は、ニッケルめっき層の上にはんだを塗布した場合、はんだとの密着性に優れる。従って、これらの複合部材を半導体素子の放熱部材に利用した場合、放熱性に優れる上に、はんだとの接合箇所の信頼性を高められると期待される。
【0077】
なお、この試験例では、SiC集合体として市販のSiC焼結体を利用したが、焼結しない粉末成形体(スリップキャストによる成形体など)や、タッピングなどにより鋳型にSiC粉末を充填したSiC集合体を利用することができる。
【0078】
また、この試験例では、基板の両面に金属被覆層を具える形態を説明したが、基板の片面のみに金属被覆層を具える形態とすることができる。
【0079】
SiCの含有量を50体積%〜78体積%の範囲で変化させて、上記試験例の試料No.5と同様にして、基材の両面に多層構造の金属被覆層を有するマグネシウム基複合部材を作製した。ここでは、SiC含有量、熱膨張係数、熱伝導率がそれぞれ(78%、6.0ppm/K、240W/mK)、(73%、7.0ppm/K、235W/mK)、(63%、8.0ppm/K、225W/mK)、(55%、9.0ppm/K、220W/mK)、(50%、9.3ppm/K、210W/mK)である複合部材を作製した。得られた各複合部材について、上記試験例と同様に剥離強度を調べたところ、いずれも20MPa以上であり、はんだとの密着性に優れていた。また、得られた各複合部材は熱伝導性にも優れていた。
【0080】
本発明は、上述の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲で適宜変更することが可能である。例えば、基板中のSiCの含有量、SiCの存在形態、マトリクス金属の組成(例えば、マグネシウム合金)、複合部材の大きさ・厚さ、金属被覆層を構成する各層の厚さ、下地層の材質・厚さ、金属被覆層の形成領域、複合時の条件を適宜変更することができる。
【産業上の利用可能性】
【0081】
本発明複合部材は、半導体素子のヒートスプレッダ(本発明放熱部材)に好適に利用することができる。本発明半導体装置は、各種の電子機器の部品に好適に利用することができる。本発明複合部材の製造方法は、上記本発明複合部材の製造に好適に利用することができる。
【符号の説明】
【0082】
1 複合部材 20 基板 10 金属被覆層
11 下地層 12 亜鉛層 13 銅めっき層 14 ニッケルめっき層
【特許請求の範囲】
【請求項1】
マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板を具える複合部材であって、
前記複合材料は、SiCを50体積%以上含有し、
前記複合部材の熱膨張係数が4ppm/K以上15ppm/K以下であり、
前記基板の対向する一対の面のうち、少なくとも一面には、その少なくとも一部を覆う金属被覆層を具え、
前記金属被覆層は、前記基板側から順に、下地層、亜鉛層、銅めっき層、最表面層となるニッケルめっき層を具え、
前記銅めっき層の厚さが1μm超であることを特徴とする複合部材。
【請求項2】
前記下地層は、マグネシウムから構成されていることを特徴とする請求項1に記載の複合部材。
【請求項3】
前記下地層の構成金属と、前記複合材料の金属成分とが連続する組織から構成されていることを特徴とする請求項1又は2に記載の複合部材。
【請求項4】
前記複合部材の熱伝導率が180W/m・K以上であることを特徴とする請求項1〜3のいずれか1項に記載の複合部材。
【請求項5】
請求項1〜4のいずれか1項に記載の複合部材により構成されることを特徴とする放熱部材。
【請求項6】
請求項5に記載の放熱部材と、この放熱部材に搭載される半導体素子とを具えることを特徴とする半導体装置。
【請求項7】
マグネシウム又はマグネシウム合金とSiCとを複合して、複合材料からなる板状の複合部材を製造する複合部材の製造方法であって、
SiCの含有量が50体積%以上であるマグネシウム基複合材料からなる基板と、この基板の対向する一対の面のうち、少なくとも一面の少なくとも一部に金属からなる下地層とを具える素材を準備する工程と、
前記下地層の上にジンケート処理を施して亜鉛層を形成する工程と、
前記亜鉛層の上に銅めっきを施して、厚さが1μm超の銅めっき層を形成する工程と、
前記銅めっき層の上にニッケルめっきを施して、ニッケルめっき層を形成する工程とを具え、
熱膨張係数が4ppm/K以上15ppm/K以下である複合部材を製造することを特徴とする複合部材の製造方法。
【請求項8】
前記ジンケート処理を施す前に、
前記素材に加熱温度:200℃以上、前記基板中のマグネシウム又はマグネシウム合金の融点以下、加熱時間:5分以上の条件で熱処理を施す工程を具えることを特徴とする請求項7に記載の複合部材の製造方法。
【請求項1】
マグネシウム又はマグネシウム合金とSiCとが複合された複合材料からなる基板を具える複合部材であって、
前記複合材料は、SiCを50体積%以上含有し、
前記複合部材の熱膨張係数が4ppm/K以上15ppm/K以下であり、
前記基板の対向する一対の面のうち、少なくとも一面には、その少なくとも一部を覆う金属被覆層を具え、
前記金属被覆層は、前記基板側から順に、下地層、亜鉛層、銅めっき層、最表面層となるニッケルめっき層を具え、
前記銅めっき層の厚さが1μm超であることを特徴とする複合部材。
【請求項2】
前記下地層は、マグネシウムから構成されていることを特徴とする請求項1に記載の複合部材。
【請求項3】
前記下地層の構成金属と、前記複合材料の金属成分とが連続する組織から構成されていることを特徴とする請求項1又は2に記載の複合部材。
【請求項4】
前記複合部材の熱伝導率が180W/m・K以上であることを特徴とする請求項1〜3のいずれか1項に記載の複合部材。
【請求項5】
請求項1〜4のいずれか1項に記載の複合部材により構成されることを特徴とする放熱部材。
【請求項6】
請求項5に記載の放熱部材と、この放熱部材に搭載される半導体素子とを具えることを特徴とする半導体装置。
【請求項7】
マグネシウム又はマグネシウム合金とSiCとを複合して、複合材料からなる板状の複合部材を製造する複合部材の製造方法であって、
SiCの含有量が50体積%以上であるマグネシウム基複合材料からなる基板と、この基板の対向する一対の面のうち、少なくとも一面の少なくとも一部に金属からなる下地層とを具える素材を準備する工程と、
前記下地層の上にジンケート処理を施して亜鉛層を形成する工程と、
前記亜鉛層の上に銅めっきを施して、厚さが1μm超の銅めっき層を形成する工程と、
前記銅めっき層の上にニッケルめっきを施して、ニッケルめっき層を形成する工程とを具え、
熱膨張係数が4ppm/K以上15ppm/K以下である複合部材を製造することを特徴とする複合部材の製造方法。
【請求項8】
前記ジンケート処理を施す前に、
前記素材に加熱温度:200℃以上、前記基板中のマグネシウム又はマグネシウム合金の融点以下、加熱時間:5分以上の条件で熱処理を施す工程を具えることを特徴とする請求項7に記載の複合部材の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−144767(P2012−144767A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−3265(P2011−3265)
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000220103)株式会社アライドマテリアル (192)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月11日(2011.1.11)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【出願人】(000220103)株式会社アライドマテリアル (192)
【Fターム(参考)】
[ Back to top ]