
複合部材
【課題】硫黄架橋ゴム部材と加飾層の熱可塑性樹脂部材との複合部材であって、経時による加飾層の変色が低減された複合部材を提供すること。
【解決手段】硫黄架橋ゴム部材104と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材1であり、前記熱可塑性樹脂部材100質量部に対して、炭酸マグネシウム0.1〜50質量部、及び/又は炭酸カルシウム0.1〜100質量部用いる。
【解決手段】硫黄架橋ゴム部材104と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材1であり、前記熱可塑性樹脂部材100質量部に対して、炭酸マグネシウム0.1〜50質量部、及び/又は炭酸カルシウム0.1〜100質量部用いる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は複合部材に関し、詳細には、硫黄架橋ゴム部材と熱可塑性樹脂部材との複合部材に関する。
【背景技術】
【0002】
自動車のトリム部等を備えた加飾層を有するウエザーストリップや建住用ガスケットは、従来EPDM[エチレン−α−オレフィン−非共役ジエン共重合体ゴム]をベースとする硫黄架橋ゴムからなる本体に、オレフィン系、スチレン系などの熱可塑性樹脂を熱融着によって接着させ、カラー加飾層を形成させているものがある。しかし、このような製造方法で製造したウエザーストリップやガスケットは、時間経過と共に加飾層に黄変などの変色を生じる。変色対策として、熱可塑性樹脂にハイドロタルサイトや酸化マグネシウム等含有させる特許文献1及び2、硫黄架橋ゴムにハイドロタルサイトや酸化マグネシウム等含有させる特許文献3の発明が提案されているが、ハイドロタルサイトや酸化マグネシウム等での変色防止作用は必ずしも十分ではない。また、酸化マグネシウムは、空気中の水分を吸収し、水酸化マグネシウムとなり、酸化マグネシウムより変色防止作用が低減してしまう。従って、上記変色防止技術には、改善の余地があった。
なお、特許文献4には、抗菌性金属イオンを保持しているゼオライト及び塩基性金属化合物を含有してなる樹脂組成物を開示し、該塩基性金属化合物として塩基性炭酸マグネシウムを用いることにより該樹脂組成物の耐光性が改善できる旨を記載している。しかしながら、同文献4には、硫黄架橋ゴム部材との複合化による樹脂組成物の変色については、記載がない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3261562号公報
【特許文献2】特許第3981760号公報
【特許文献3】特開2001−2836号公報
【特許文献4】特開平2−255844号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、硫黄架橋ゴム部材と加飾層の熱可塑性樹脂部材との複合部材であって、経時による加飾層の変色が低減された複合部材を提供しようとするものである。
【課題を解決するための手段】
【0005】
本発明は硫黄架橋ゴム部材と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材である。ここで、硫黄架橋ゴム部材又は熱可塑性樹脂部材の「部材」とは、硫黄架橋ゴム又は熱可塑性樹脂の成形体を意味する。ただし、該成形体の形状、成形手段等は特に問わない。
【0006】
本発明は、カラー加飾層変色の原因解析を行った結果、カラー加飾層を形成している熱可塑性樹脂単独では変色せず、硫黄架橋ゴムとの複合部材とすると変色を生じること、また、過酸化物によって架橋したゴムと熱可塑性樹脂の組み合わせでは変色は生じないことから、硫黄架橋をもたらす添加剤、もしくはそれらが加硫反応する際に副次的に形成された化学物質が熱可塑性樹脂へ移行し、これが変色の原因物質となったものと考えられることにより想起されたものである。すなわちこの硫黄架橋ゴムからの移行成分を吸着、捕捉することで変色を抑制できると考え、種々検討の結果、炭酸マグネシウム及び/又は炭酸カルシウムを用いることにより、上記変色が有効に防止できることを見出したものである。これら化合物は、変色原因物質を吸着、捕獲する機能を有するものと考えられる。以下、このような機能を有する上記両化合物を捕捉剤とも称する。
【0007】
本発明の複合部材は、硫黄架橋ゴム部材と熱可塑性樹脂部材とを一体化してなるが、ここで一体化とは各部材間の所望の表面同士を、接着することを意味する。ここで、接着は物理的な接着でも共有結合を有する接着でもそれら両者の併用でもよく、融着でもよい。
【発明の効果】
【0008】
本発明は、経時においても熱可塑性樹脂部材である加飾層の変色が低減されたウエザーストリップやガスケット等を提供することができ、美観の維持に有効かつ比較的安価な手段を提供する。本発明に捕捉剤として用いる炭酸マグネシウム又は炭酸カルシウムは、従来の酸化マグネシウムとは異なり、空気中で安定であり、効果が維持できる。また、用いることのできる硫黄架橋ゴム部材の硫黄架橋の仕様範囲が広がり、複合部材の設計の幅を拡大することができる。
【図面の簡単な説明】
【0009】
【図1】ウエザーストリップの一例の横断面を示す図である。
【図2】目地ガスケットの一例の横断面を示す図である。
【図3】本発明の複合部材を製造するための装置構成を例示する図である。
【発明を実施するための形態】
【0010】
以下、本発明について詳細に説明する。
初めに、本発明に用いられる捕捉剤について説明する。
捕捉剤である、炭酸マグネシウム、及び炭酸カルシウムは、各々単独でまたは併用して用いることができる。
捕捉剤の使用量は、熱可塑性樹脂部材100質量部に対して、各々単独で用いる場合、炭酸マグネシウム0.1〜50質量部、好ましくは、1〜40質量部、更に好ましくは、1〜30質量部であり、更には1〜20質量部、そして1〜15質量部、また2〜12質量部、又は炭酸カルシウム0.1〜100質量部、好ましくは、10〜70質量部、更に好ましくは、20〜50質量部用い、両者を併用する場合、炭酸マグネシウム0.1〜30質量部、好ましくは、0.5〜20質量部、更に好ましくは、0.5〜15質量部、そして0.5〜12質量部、及び炭酸カルシウム0.1〜100質量部、好ましくは、0.5〜50質量部、更に好ましくは、0.5〜40質量部、そして0.5〜30質量部、更には0.5〜25質量部用いる。本発明は、捕捉剤として、上記する下限値以上で用いることが加飾層の変色低減により効果的であり好ましい。このように多くの好ましい範囲を示すのは、適用する製品によって、例えば後に示す硫黄架橋ゴム部材の配合によっても捕捉剤の使用量は変化するし、複合部材となる熱可塑性樹脂と硫黄架橋ゴム部材の各々の厚みによっても変化するためである。例えば、熱可塑性樹脂の加飾層が、硫黄架橋ゴム部材の厚みに比較して非常に薄ければ、多くの捕捉剤を熱可塑性樹脂に添加する必要があるためである。また各々単独で用いるにしても両者を併用するにしても、押出成形性を考慮すると、捕捉剤はトータルで50質量部以下とすることが望ましい。50質量部よりも多くすると流動性が悪くなり加飾層の成形が困難になるからである。捕捉剤は、通常、粉体として用いられ、当業界で通常に用いられるものであってよいが、所望により、精製、分級、表面処理等の複合化処理等の処理が施されていてもよい。捕捉剤の平均粒子径は、上記効果に寄与するように適宜選定することができる。複合化処理された捕捉剤としては、脂肪酸等で表面処理等が施された、例えば、活性化炭酸カルシウム等が挙げられる。また、捕捉剤は複合塩であってよく、例えば、塩基性炭酸マグネシウムとも称される、mMgCO3・nMg(OH)2・xH2O(mは、4、nは、1、xは4)等が挙げられる。
【0011】
捕捉剤を、加飾層を形成する熱可塑性樹脂部材に含有させるには、熱可塑性樹脂の合成時、又は終了時、及び合成後に上記形態で含有されることができる。上記合成後の場合は、一般的なコンパウンド成形機(例えば、バンバリーミキサーやニ軸押出機)により捕捉剤を単独で又は何らかの樹脂によりマスターバッチ化して混在させることができる。また、予め上記形態に含有させておかなくともウエザーストリップやガスケットの製造時の押出成形時等にこのマスターバッチを用いるか、又は用いずに熱可塑性樹脂に捕捉剤を混在させること等が挙げられる。捕捉剤の加飾層における存在形態は、部材全体に一様に分布させても、濃度勾配を設けて分布させても、又は局所的に分布させてもよく、例えば、硫黄架橋ゴム部材との接着面近傍に分布するようにしてもよい。
この捕捉剤を含む加飾層を形成する材料を用いた複合部材は、当該捕捉剤を含む加飾層を形成する熱可塑性樹脂を硫黄架橋ゴム部材上に押し出すことにより、硫黄架橋ゴム部材と押し出されたこの熱可塑性樹脂は一体化され、複合部材となる。
なお、捕捉剤は、硫黄架橋ゴム部材にも含有させることができる。
【0012】
複合部材として、本発明のウエザーストリップ及び目地ガスケットを製造する場合の一例を、図を参照して説明する。
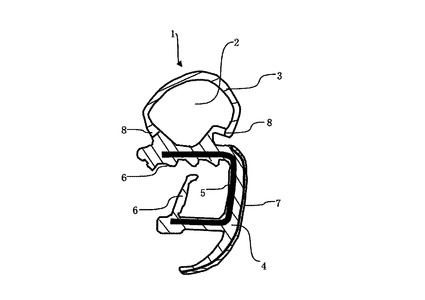
図1は、例示されるウエザーストリップの横断面を示す図である。ウエザーストリップ1は、空間2を有するシール部3と、取り付け部4と、捕捉剤及び色材を有する熱可塑性樹脂部材である加飾層7とから概略なる。取り付け部4は、芯金5が内装され、フランジに圧接されるリップ6を有する構成である。シール部3と、取り付け部4は接続部8を介して一体化されている。
加飾層7は、取り付け部4の表面と一体化されている。
また、シール部3及び取り付け部4の構成素材は、ともに硫黄架橋ゴム部材であってもよいし、取り付け部4のみが硫黄架橋ゴム部材であってもよい。また、当該硫黄架橋ゴム部材は、スポンジでもソリッドゴムでもよいが、シール部3をスポンジ、取り付け部4をソリッドゴム又は発泡倍率が1.1〜2倍で発泡径が1mm以下の微発泡ゴムとすることが好ましい。
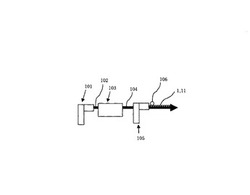
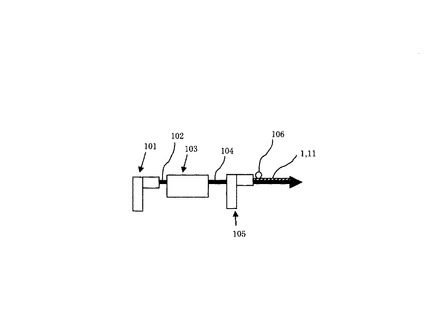
ウエザーストリップ1を製造するには、図3に示されるような装置構成を適用することができる。
ゴム用押出機101にて、芯金5及び各種ゴムを同時押出成形し、芯金5を有する取り付け部4とシール部3とが一体化したゴム部材102を成形し、このゴム部材を加硫炉103にて硫黄架橋し、硫黄架橋ゴム部材104を成形する。この成形された硫黄架橋ゴム部材104は、熱可塑性樹脂用押出機105に移送され、該硫黄架橋ゴム部材103上に押し出された加飾層7となる熱可塑性樹脂が、エンボッシングローラ106により上記硫黄架橋ゴム部材に圧接されることにより、加飾層7にエンボス加工が施されるとともに硫黄架橋ゴム部材と一体化され、ウエザーストリップ1が製造される。
【0013】
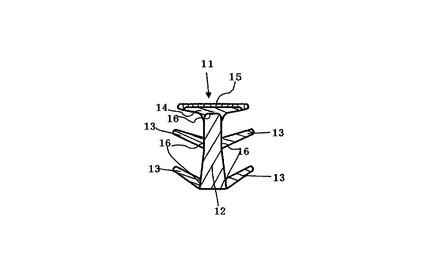
図2は、例示される目地ガスケットの横断面を示す図である。目地ガスケット11は、柱部12と、シールリップ部13と、頭部14と、捕捉剤及び色材を有する熱可塑性樹脂部材である加飾層15とから概略なる。頭部14と、柱部12又はシールリップ部13は接続部16を介して一体化されている。
加飾層15は、頭部14と一体化されている。
また、加飾層15を除く、柱部12、シールリップ部13、及び頭部14の構成素材は、ともに硫黄架橋ゴム部材であってもよいし、頭部14のみが硫黄架橋ゴム部材であってもよい。また、当該硫黄架橋ゴム部材は、スポンジでもソリッドゴムでもよい。柱部12は硬質ソリッドゴムで、シールリップ部及び頭部は軟質ソリッドゴムであることが好ましい。加飾層15は色材を有する熱可塑性樹脂部材である。また、図示されていないが、柱部12には、剛性の高い、例えば、金属製の芯材(板状)が埋設されることもある。
目地ガスケット11を製造するには、ウエザーストリップ1と同様に図3に示されるような装置構成を適用することができる。
ゴム用押出機101にて、各種ゴムを同時押出成形し、加飾層15を除く、柱部12、シールリップ部13、及び頭部14が一体化したゴム部材102を成形し、このゴム部材を加硫炉103にて硫黄架橋し、硫黄架橋ゴム部材104を成形する。この成形された硫黄架橋ゴム部材104は、熱可塑性樹脂用押出機105に移送され、該硫黄架橋ゴム部材104上に押し出された加飾層7となる熱可塑性樹脂が、エンボッシングローラ106により上記硫黄架橋ゴム部材に圧接されることにより、加飾層7にエンボス加工が施されるとともに硫黄架橋ゴム部材と一体化され、目地ガスケット11が製造される。
上記複合部材の製法は、熱融着を用いて硫黄架橋ゴム部材と熱可塑性樹脂部材を一体化するものであるが、本発明の複合部材は、熱融着以外の方法、例えば、捕捉剤を常温で接着性のあるバインダーに含有させて成形済みの当該両部材を、該バインダーを介して常温にて一体化する方法等で製造することも可能である。
本発明の複合部材は、ウエザーストリップ、目地ガスケットに制限されることなく、例えば、オープニングトリム、ルーフサイドモール、ドアモール等、ゴム様弾性体であって、表面を熱可塑性樹脂で覆う製品であれば何にでも適用可能である。
【0014】
本発明に用いられる硫黄架橋ゴム部材を構成するゴムとしては、EPDM[エチレン−α−オレフィン−非共役ジエン(例えば、1,4−ヘキサジエン、ジシクロペンタジエン、5−エチリデン−2−ノルボルネン等)共重合体。α−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテン、1−デセン等が挙げられ、中でもプロピレンが好ましい]、スチレンブタジエン共重合体ゴム(SBR)、天然ゴム(NR)、クロロプレンゴム(CR)等を挙げることができる。硫黄はゴム100質量部に対して通常、0.5〜10質量部用いられる。
【0015】
本発明の加飾層に用いられる熱可塑性樹脂材料としては、オレフィン系、例えばポリエチレンやポリプロピレンや、スチレン系、例えばポリスチレン等が挙げられ、熱可塑性エラストマーであってもよい。熱可塑性エラストマーとしては、オレフィン系樹脂とエチレン−α−オレフィン系共重合体ゴムとのブレンド、オレフィン系樹脂とビニル芳香族化合物−共役ジエン化合物ブロック共重合体または該共重合体の水素添加物とのブレンド(ビニル芳香族化合物は、例えばスチレン、α−メチルスチレン、p−メチルスチレン、ビニルトルエンなどが挙げられる。)などが挙げられ、具体的にはオレフィン系としては、例えば、エクソンモービル製サントプレーン、三井化学製ミラストマー等が、スチレン系としては、三菱化学製ラバロン、クラレプラスチックス製セプトンコンパウンド等が挙げられる。
これら熱可塑性樹脂は、公知の色材を含有することができる。色材としては、公知の色素、有機又は無機の顔料を用いることができる。
【実施例】
【0016】
以下、本発明を実施例によって詳細に説明するが、本発明はこれらに限定されるものではない。
比較例1〜3、実施例1〜5はいずれも硫黄架橋EPDMゴム(エチレン−プロピレン−5−エチリデン−2−ノルボルネン共重合体)上に、表1に記載の各種捕捉剤を含有させたスチレン系熱可塑性エラストマー(三菱化学株式会社製ラバロン)を熱融着により硫黄架橋EPDMゴムと一体化し、サンシャインウェザオメーター(SWOM)(ブラックパネル温度:63℃)による促進曝露試験(200時間)をJIS K6266に準じて行い、該熱可塑性樹脂部材のその試験前後の色差(ΔE)を色差計(日本電色工業株式会社製分光式色差計SE−2000)により測定した。なお、該一体化物は、熱可塑性樹脂部材厚0.5mmで、硫黄架橋EPDMゴムのシート厚は2.5mmである。
比較例1では、捕捉剤を用いなかった。
結果を表1に示す。添加量(質量部)は、熱可塑性エラストマー100質量部あたりの質量部である。
なお、用いた炭酸カルシウム、炭酸マグネシウムは以下の通りである。
炭酸カルシウム:白艶華CC(粒径:0.04μm、表面脂肪酸処理、白石カルシウム(株)製)
炭酸マグネシウム:金星(粒径:6μm、神島化学工業(株)製)
【0017】
【表1】

【0018】
上表から、本発明に用いる炭酸マグネシウムは、従来の酸化マグネシウムやハイドロタルサイトよりも有効であり、また、炭酸カルシウムは、増量により効果が増強し、炭酸カルシウムと炭酸マグネシウムを併用すると実施例5に示すように、色差が0.8と著効を奏することが理解される。なお、酸化マグネシウム(10質量部)と炭酸カルシウム(20質量部)を合わせて添加してもΔEは2.0と効果が実施例5には及ばなかった。
【符号の説明】
【0019】
1…ウエザーストリップ、2…空間、3…シール部、4…取り付け部、5…芯金、6…リップ、7…加飾層、8…接続部、11…目地ガスケット、12…柱部、13…シールリップ部、14…頭部、15…加飾層、16…接続部、101…ゴム用押出機、102…ゴム部材、103…加硫炉、104…硫黄架橋ゴム部材、105…熱可塑性樹脂用押出機、106…エンボッシングローラ。
【技術分野】
【0001】
この発明は複合部材に関し、詳細には、硫黄架橋ゴム部材と熱可塑性樹脂部材との複合部材に関する。
【背景技術】
【0002】
自動車のトリム部等を備えた加飾層を有するウエザーストリップや建住用ガスケットは、従来EPDM[エチレン−α−オレフィン−非共役ジエン共重合体ゴム]をベースとする硫黄架橋ゴムからなる本体に、オレフィン系、スチレン系などの熱可塑性樹脂を熱融着によって接着させ、カラー加飾層を形成させているものがある。しかし、このような製造方法で製造したウエザーストリップやガスケットは、時間経過と共に加飾層に黄変などの変色を生じる。変色対策として、熱可塑性樹脂にハイドロタルサイトや酸化マグネシウム等含有させる特許文献1及び2、硫黄架橋ゴムにハイドロタルサイトや酸化マグネシウム等含有させる特許文献3の発明が提案されているが、ハイドロタルサイトや酸化マグネシウム等での変色防止作用は必ずしも十分ではない。また、酸化マグネシウムは、空気中の水分を吸収し、水酸化マグネシウムとなり、酸化マグネシウムより変色防止作用が低減してしまう。従って、上記変色防止技術には、改善の余地があった。
なお、特許文献4には、抗菌性金属イオンを保持しているゼオライト及び塩基性金属化合物を含有してなる樹脂組成物を開示し、該塩基性金属化合物として塩基性炭酸マグネシウムを用いることにより該樹脂組成物の耐光性が改善できる旨を記載している。しかしながら、同文献4には、硫黄架橋ゴム部材との複合化による樹脂組成物の変色については、記載がない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3261562号公報
【特許文献2】特許第3981760号公報
【特許文献3】特開2001−2836号公報
【特許文献4】特開平2−255844号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、硫黄架橋ゴム部材と加飾層の熱可塑性樹脂部材との複合部材であって、経時による加飾層の変色が低減された複合部材を提供しようとするものである。
【課題を解決するための手段】
【0005】
本発明は硫黄架橋ゴム部材と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材である。ここで、硫黄架橋ゴム部材又は熱可塑性樹脂部材の「部材」とは、硫黄架橋ゴム又は熱可塑性樹脂の成形体を意味する。ただし、該成形体の形状、成形手段等は特に問わない。
【0006】
本発明は、カラー加飾層変色の原因解析を行った結果、カラー加飾層を形成している熱可塑性樹脂単独では変色せず、硫黄架橋ゴムとの複合部材とすると変色を生じること、また、過酸化物によって架橋したゴムと熱可塑性樹脂の組み合わせでは変色は生じないことから、硫黄架橋をもたらす添加剤、もしくはそれらが加硫反応する際に副次的に形成された化学物質が熱可塑性樹脂へ移行し、これが変色の原因物質となったものと考えられることにより想起されたものである。すなわちこの硫黄架橋ゴムからの移行成分を吸着、捕捉することで変色を抑制できると考え、種々検討の結果、炭酸マグネシウム及び/又は炭酸カルシウムを用いることにより、上記変色が有効に防止できることを見出したものである。これら化合物は、変色原因物質を吸着、捕獲する機能を有するものと考えられる。以下、このような機能を有する上記両化合物を捕捉剤とも称する。
【0007】
本発明の複合部材は、硫黄架橋ゴム部材と熱可塑性樹脂部材とを一体化してなるが、ここで一体化とは各部材間の所望の表面同士を、接着することを意味する。ここで、接着は物理的な接着でも共有結合を有する接着でもそれら両者の併用でもよく、融着でもよい。
【発明の効果】
【0008】
本発明は、経時においても熱可塑性樹脂部材である加飾層の変色が低減されたウエザーストリップやガスケット等を提供することができ、美観の維持に有効かつ比較的安価な手段を提供する。本発明に捕捉剤として用いる炭酸マグネシウム又は炭酸カルシウムは、従来の酸化マグネシウムとは異なり、空気中で安定であり、効果が維持できる。また、用いることのできる硫黄架橋ゴム部材の硫黄架橋の仕様範囲が広がり、複合部材の設計の幅を拡大することができる。
【図面の簡単な説明】
【0009】
【図1】ウエザーストリップの一例の横断面を示す図である。
【図2】目地ガスケットの一例の横断面を示す図である。
【図3】本発明の複合部材を製造するための装置構成を例示する図である。
【発明を実施するための形態】
【0010】
以下、本発明について詳細に説明する。
初めに、本発明に用いられる捕捉剤について説明する。
捕捉剤である、炭酸マグネシウム、及び炭酸カルシウムは、各々単独でまたは併用して用いることができる。
捕捉剤の使用量は、熱可塑性樹脂部材100質量部に対して、各々単独で用いる場合、炭酸マグネシウム0.1〜50質量部、好ましくは、1〜40質量部、更に好ましくは、1〜30質量部であり、更には1〜20質量部、そして1〜15質量部、また2〜12質量部、又は炭酸カルシウム0.1〜100質量部、好ましくは、10〜70質量部、更に好ましくは、20〜50質量部用い、両者を併用する場合、炭酸マグネシウム0.1〜30質量部、好ましくは、0.5〜20質量部、更に好ましくは、0.5〜15質量部、そして0.5〜12質量部、及び炭酸カルシウム0.1〜100質量部、好ましくは、0.5〜50質量部、更に好ましくは、0.5〜40質量部、そして0.5〜30質量部、更には0.5〜25質量部用いる。本発明は、捕捉剤として、上記する下限値以上で用いることが加飾層の変色低減により効果的であり好ましい。このように多くの好ましい範囲を示すのは、適用する製品によって、例えば後に示す硫黄架橋ゴム部材の配合によっても捕捉剤の使用量は変化するし、複合部材となる熱可塑性樹脂と硫黄架橋ゴム部材の各々の厚みによっても変化するためである。例えば、熱可塑性樹脂の加飾層が、硫黄架橋ゴム部材の厚みに比較して非常に薄ければ、多くの捕捉剤を熱可塑性樹脂に添加する必要があるためである。また各々単独で用いるにしても両者を併用するにしても、押出成形性を考慮すると、捕捉剤はトータルで50質量部以下とすることが望ましい。50質量部よりも多くすると流動性が悪くなり加飾層の成形が困難になるからである。捕捉剤は、通常、粉体として用いられ、当業界で通常に用いられるものであってよいが、所望により、精製、分級、表面処理等の複合化処理等の処理が施されていてもよい。捕捉剤の平均粒子径は、上記効果に寄与するように適宜選定することができる。複合化処理された捕捉剤としては、脂肪酸等で表面処理等が施された、例えば、活性化炭酸カルシウム等が挙げられる。また、捕捉剤は複合塩であってよく、例えば、塩基性炭酸マグネシウムとも称される、mMgCO3・nMg(OH)2・xH2O(mは、4、nは、1、xは4)等が挙げられる。
【0011】
捕捉剤を、加飾層を形成する熱可塑性樹脂部材に含有させるには、熱可塑性樹脂の合成時、又は終了時、及び合成後に上記形態で含有されることができる。上記合成後の場合は、一般的なコンパウンド成形機(例えば、バンバリーミキサーやニ軸押出機)により捕捉剤を単独で又は何らかの樹脂によりマスターバッチ化して混在させることができる。また、予め上記形態に含有させておかなくともウエザーストリップやガスケットの製造時の押出成形時等にこのマスターバッチを用いるか、又は用いずに熱可塑性樹脂に捕捉剤を混在させること等が挙げられる。捕捉剤の加飾層における存在形態は、部材全体に一様に分布させても、濃度勾配を設けて分布させても、又は局所的に分布させてもよく、例えば、硫黄架橋ゴム部材との接着面近傍に分布するようにしてもよい。
この捕捉剤を含む加飾層を形成する材料を用いた複合部材は、当該捕捉剤を含む加飾層を形成する熱可塑性樹脂を硫黄架橋ゴム部材上に押し出すことにより、硫黄架橋ゴム部材と押し出されたこの熱可塑性樹脂は一体化され、複合部材となる。
なお、捕捉剤は、硫黄架橋ゴム部材にも含有させることができる。
【0012】
複合部材として、本発明のウエザーストリップ及び目地ガスケットを製造する場合の一例を、図を参照して説明する。
図1は、例示されるウエザーストリップの横断面を示す図である。ウエザーストリップ1は、空間2を有するシール部3と、取り付け部4と、捕捉剤及び色材を有する熱可塑性樹脂部材である加飾層7とから概略なる。取り付け部4は、芯金5が内装され、フランジに圧接されるリップ6を有する構成である。シール部3と、取り付け部4は接続部8を介して一体化されている。
加飾層7は、取り付け部4の表面と一体化されている。
また、シール部3及び取り付け部4の構成素材は、ともに硫黄架橋ゴム部材であってもよいし、取り付け部4のみが硫黄架橋ゴム部材であってもよい。また、当該硫黄架橋ゴム部材は、スポンジでもソリッドゴムでもよいが、シール部3をスポンジ、取り付け部4をソリッドゴム又は発泡倍率が1.1〜2倍で発泡径が1mm以下の微発泡ゴムとすることが好ましい。
ウエザーストリップ1を製造するには、図3に示されるような装置構成を適用することができる。
ゴム用押出機101にて、芯金5及び各種ゴムを同時押出成形し、芯金5を有する取り付け部4とシール部3とが一体化したゴム部材102を成形し、このゴム部材を加硫炉103にて硫黄架橋し、硫黄架橋ゴム部材104を成形する。この成形された硫黄架橋ゴム部材104は、熱可塑性樹脂用押出機105に移送され、該硫黄架橋ゴム部材103上に押し出された加飾層7となる熱可塑性樹脂が、エンボッシングローラ106により上記硫黄架橋ゴム部材に圧接されることにより、加飾層7にエンボス加工が施されるとともに硫黄架橋ゴム部材と一体化され、ウエザーストリップ1が製造される。
【0013】
図2は、例示される目地ガスケットの横断面を示す図である。目地ガスケット11は、柱部12と、シールリップ部13と、頭部14と、捕捉剤及び色材を有する熱可塑性樹脂部材である加飾層15とから概略なる。頭部14と、柱部12又はシールリップ部13は接続部16を介して一体化されている。
加飾層15は、頭部14と一体化されている。
また、加飾層15を除く、柱部12、シールリップ部13、及び頭部14の構成素材は、ともに硫黄架橋ゴム部材であってもよいし、頭部14のみが硫黄架橋ゴム部材であってもよい。また、当該硫黄架橋ゴム部材は、スポンジでもソリッドゴムでもよい。柱部12は硬質ソリッドゴムで、シールリップ部及び頭部は軟質ソリッドゴムであることが好ましい。加飾層15は色材を有する熱可塑性樹脂部材である。また、図示されていないが、柱部12には、剛性の高い、例えば、金属製の芯材(板状)が埋設されることもある。
目地ガスケット11を製造するには、ウエザーストリップ1と同様に図3に示されるような装置構成を適用することができる。
ゴム用押出機101にて、各種ゴムを同時押出成形し、加飾層15を除く、柱部12、シールリップ部13、及び頭部14が一体化したゴム部材102を成形し、このゴム部材を加硫炉103にて硫黄架橋し、硫黄架橋ゴム部材104を成形する。この成形された硫黄架橋ゴム部材104は、熱可塑性樹脂用押出機105に移送され、該硫黄架橋ゴム部材104上に押し出された加飾層7となる熱可塑性樹脂が、エンボッシングローラ106により上記硫黄架橋ゴム部材に圧接されることにより、加飾層7にエンボス加工が施されるとともに硫黄架橋ゴム部材と一体化され、目地ガスケット11が製造される。
上記複合部材の製法は、熱融着を用いて硫黄架橋ゴム部材と熱可塑性樹脂部材を一体化するものであるが、本発明の複合部材は、熱融着以外の方法、例えば、捕捉剤を常温で接着性のあるバインダーに含有させて成形済みの当該両部材を、該バインダーを介して常温にて一体化する方法等で製造することも可能である。
本発明の複合部材は、ウエザーストリップ、目地ガスケットに制限されることなく、例えば、オープニングトリム、ルーフサイドモール、ドアモール等、ゴム様弾性体であって、表面を熱可塑性樹脂で覆う製品であれば何にでも適用可能である。
【0014】
本発明に用いられる硫黄架橋ゴム部材を構成するゴムとしては、EPDM[エチレン−α−オレフィン−非共役ジエン(例えば、1,4−ヘキサジエン、ジシクロペンタジエン、5−エチリデン−2−ノルボルネン等)共重合体。α−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、4−メチル−1−ペンテン、1−オクテン、1−デセン等が挙げられ、中でもプロピレンが好ましい]、スチレンブタジエン共重合体ゴム(SBR)、天然ゴム(NR)、クロロプレンゴム(CR)等を挙げることができる。硫黄はゴム100質量部に対して通常、0.5〜10質量部用いられる。
【0015】
本発明の加飾層に用いられる熱可塑性樹脂材料としては、オレフィン系、例えばポリエチレンやポリプロピレンや、スチレン系、例えばポリスチレン等が挙げられ、熱可塑性エラストマーであってもよい。熱可塑性エラストマーとしては、オレフィン系樹脂とエチレン−α−オレフィン系共重合体ゴムとのブレンド、オレフィン系樹脂とビニル芳香族化合物−共役ジエン化合物ブロック共重合体または該共重合体の水素添加物とのブレンド(ビニル芳香族化合物は、例えばスチレン、α−メチルスチレン、p−メチルスチレン、ビニルトルエンなどが挙げられる。)などが挙げられ、具体的にはオレフィン系としては、例えば、エクソンモービル製サントプレーン、三井化学製ミラストマー等が、スチレン系としては、三菱化学製ラバロン、クラレプラスチックス製セプトンコンパウンド等が挙げられる。
これら熱可塑性樹脂は、公知の色材を含有することができる。色材としては、公知の色素、有機又は無機の顔料を用いることができる。
【実施例】
【0016】
以下、本発明を実施例によって詳細に説明するが、本発明はこれらに限定されるものではない。
比較例1〜3、実施例1〜5はいずれも硫黄架橋EPDMゴム(エチレン−プロピレン−5−エチリデン−2−ノルボルネン共重合体)上に、表1に記載の各種捕捉剤を含有させたスチレン系熱可塑性エラストマー(三菱化学株式会社製ラバロン)を熱融着により硫黄架橋EPDMゴムと一体化し、サンシャインウェザオメーター(SWOM)(ブラックパネル温度:63℃)による促進曝露試験(200時間)をJIS K6266に準じて行い、該熱可塑性樹脂部材のその試験前後の色差(ΔE)を色差計(日本電色工業株式会社製分光式色差計SE−2000)により測定した。なお、該一体化物は、熱可塑性樹脂部材厚0.5mmで、硫黄架橋EPDMゴムのシート厚は2.5mmである。
比較例1では、捕捉剤を用いなかった。
結果を表1に示す。添加量(質量部)は、熱可塑性エラストマー100質量部あたりの質量部である。
なお、用いた炭酸カルシウム、炭酸マグネシウムは以下の通りである。
炭酸カルシウム:白艶華CC(粒径:0.04μm、表面脂肪酸処理、白石カルシウム(株)製)
炭酸マグネシウム:金星(粒径:6μm、神島化学工業(株)製)
【0017】
【表1】
【0018】
上表から、本発明に用いる炭酸マグネシウムは、従来の酸化マグネシウムやハイドロタルサイトよりも有効であり、また、炭酸カルシウムは、増量により効果が増強し、炭酸カルシウムと炭酸マグネシウムを併用すると実施例5に示すように、色差が0.8と著効を奏することが理解される。なお、酸化マグネシウム(10質量部)と炭酸カルシウム(20質量部)を合わせて添加してもΔEは2.0と効果が実施例5には及ばなかった。
【符号の説明】
【0019】
1…ウエザーストリップ、2…空間、3…シール部、4…取り付け部、5…芯金、6…リップ、7…加飾層、8…接続部、11…目地ガスケット、12…柱部、13…シールリップ部、14…頭部、15…加飾層、16…接続部、101…ゴム用押出機、102…ゴム部材、103…加硫炉、104…硫黄架橋ゴム部材、105…熱可塑性樹脂用押出機、106…エンボッシングローラ。
【特許請求の範囲】
【請求項1】
硫黄架橋ゴム部材と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材。
【請求項2】
前記熱硬化性樹脂部材100質量部に対して、炭酸マグネシウム0.1〜50質量部、及び/又は炭酸カルシウム0.1〜100質量部用いる、請求項1の複合部材。
【請求項3】
複合部材は、ウエザーストリップ又はガスケットである、請求項1又は2の複合部材。
【請求項1】
硫黄架橋ゴム部材と、炭酸マグネシウム及び炭酸カルシウムから選択される少なくとも1種の化合物を含む熱可塑性樹脂部材とを一体化してなる複合部材。
【請求項2】
前記熱硬化性樹脂部材100質量部に対して、炭酸マグネシウム0.1〜50質量部、及び/又は炭酸カルシウム0.1〜100質量部用いる、請求項1の複合部材。
【請求項3】
複合部材は、ウエザーストリップ又はガスケットである、請求項1又は2の複合部材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−126047(P2012−126047A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−280471(P2010−280471)
【出願日】平成22年12月16日(2010.12.16)
【出願人】(000196107)西川ゴム工業株式会社 (454)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月16日(2010.12.16)
【出願人】(000196107)西川ゴム工業株式会社 (454)
【Fターム(参考)】
[ Back to top ]