
複合電気紡糸装置、これを用いて製造された複合ナノ繊維不織布及び複合ナノ繊維フィラメント
本発明は、ナノ水準の繊度を有する繊維(ナノ繊維)を製造するための複合電気紡糸装置及びこれを用いて製造されたナノ繊維に関するものである。本発明による複合電気紡糸装置は、紡糸溶液主タンク(1);計量ポンプ(2);ノズルブロック(4);上記ノズルブロックに設置されたノズル(5);上記ノズルブロックから紡糸される繊維などを集積するコレクター(7);及びノズルブロック(4)とコレクター(7)に電圧を印加するための電圧発生裝置(9)から構成される電気紡糸裝置において、[I]上記ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列され、[II]上記紡糸溶液主タンク(1)が2個以上であり、[III]上記紡糸溶液主タンク(1)と上記ノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられていることを特徴とする。本発明は、2種以上の紡糸溶液を複合的に同時に電気紡糸することができるので、不織布及びフィラメントの物性(特性)を簡単な工程によって容易に管理可能であり、繊維形成効果が極大化になって、ナノ繊維及びその不織布を大量生産することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一つのノズルブロック上に配列されたノズルを通じて2種以上のポリマー紡糸溶液を同時に電気紡糸して、ナノ水準の繊度を有する繊維(以下、“ナノ繊維”という)2種以上を同時に大量生産することができる複合電気紡糸装置に関するものである。
【0002】
また、本発明は、上記の複合電気紡糸装置によって製造される、2種以上のナノ繊維らが混合されてなる不織布(以下、“複合ナノ繊維不織布”という)に関するものである。
【0003】
また、本発明は、上記の複合電気紡糸装置によって製造される、2種以上のナノ繊維らが混合されてなる連続状フィラメント(以下、“複合ナノ繊維フィラメント”という)に関するものである。
【0004】
ナノ繊維から構成された不織布、メンブレイン(membrane)、ブレイド(braid)などの製品は生活用品、農業用、衣類用、産業用などに広く使っている。具体的に、人造皮革、人造スエード(suede)、生理用ナプキン、衣服、おむつ、包装材、雑貨用素材、各種フィルター素材、遺伝子伝達体などの医療用素材、防弾服などの国防用素材など多様な分野で使われている。
【背景技術】
【0005】
米国特許第4,044,404号に記載されている従来の電気紡糸裝置及びこの装置を用いたナノ繊維の製造方法は下の通りである。従来の電気紡糸裝置は、紡糸溶液を保管する紡糸溶液主タンクと、紡糸溶液の定量供給のための計量ポンプと、紡糸溶液を吐出する多数個のノズルが配列されたノズルブロックと、上記ノズルの下段に位置して紡糸される繊維などを集積するコレクターと、電圧を発生させる電圧発生裝置とから構成されている。
【0006】
上記電気紡糸裝置を用いた従来のナノ繊維の製造方法をより具体的に説明すると、紡糸溶液主タンク内の紡糸溶液を計量ポンプによって、高電圧が印加されている多数のノズル内に連続的に定量供給する。
【0007】
次いで、ノズルなどに供給された紡糸溶液は、ノズルを通じて高電圧が印加されているコレクターに紡糸・集束されることにより、単繊維ウエブを形成する。
【0008】
次いで、上記単繊維ウエブをエンボシング又はニードルパンチング(needle−punching)して不織布を製造する。
【0009】
このような従来の電気紡糸裝置及びこれを用いた不織布の製造方法は、高電圧が印加されているノズルに紡糸溶液が連続的に供給されるため、付与される電気力効果が低下される問題があった。
【0010】
より具体的に、ノズルに印加された電気力が紡糸溶液の全体に分散されるので、電気力が紡糸溶液の界面張力を克服できず、その結果、電気力による繊維形成効果が低下され、紡糸溶液が水滴形態にそのまま落下する現状(以下、“ドロップレット(droplet)”という)が発生して、製品の品質が低下され、且つ、大量生産が困難になる問題があった。
【0011】
また、上記のような従来技術は、殆ど1ホールの水準に紡糸することであって、大量生産が不可能ので、商業化しにくい問題があった。
【0012】
なお、上記従来の電気紡糸裝置は、一つのノズルブロック内に配列されたノズルを通じて一種のポリマー紡糸溶液しか電気紡糸できないので、用途によって要求されるナノ繊維不織布の各種物性(特性)を効果的に充足させられない短所があった。
【0013】
このような問題点を解決するために、いくつかの従来の電気紡糸装置を並列に設けて、各々の電気紡糸装置で2種以上のポリマー紡糸溶液を電気紡糸して複合ナノ繊維不織布を製造する方法、別途の電気紡糸装置で各々製造された2種以上のナノ繊維不織布をニードルパンチング時積層して複合ナノ繊維不織布を製造する方法が提案されている。
【0014】
しかし、上記方法などは、製造設備及び製造工程が複雑で、製造原価が上昇する問題があった。
【0015】
本発明の目的は、電気紡糸ノズルブロック(4)に付与される電気力効果を極大化させることにより、換言すれば、その電気力を紡糸溶液の界面張力より高くして繊維形成性効果を増進させることにより、ナノ繊維を大量に生産することができ、ドロップレット現状を効果的に防止して高品質のナノ繊維を製造することができる複合電気紡糸装置を提供することである。
【0016】
本発明の他の目的は一つのノズルブロックに配列されているノズルを通じて2種以上のポリマー紡糸溶液を同時に電気紡糸することができるので、複合ナノ繊維不織布及び複合ナノ繊維フィラメントを簡単な設備及び工程によって製造することができる複合電気紡糸装置を提供することである。
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は、2種以上のポリマー紡糸溶液を一つのノズルブロックに配列されているノズルを通じて電気紡糸して用途にあう物性を有する複合ナノ繊維不織布及び複合ナノ繊維フィラメントを簡単な設備及び工程によって製造しようとする。
【0018】
さらに、本発明は、電気紡糸時電気力効果を極大化させると共に、ドロップレット現状を効果的に防止することにより、2種以上の高品質のナノ繊維を同時に大量生産しようとする。
【課題を解決するための手段】
【0019】
上記のような課題を達成するための本発明による複合電気紡糸装置は、[I]ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されるか、又は一定の比率にランダムに反復配列されている点、[II]紡糸溶液主タンク(1)が2個以上である点、[III]紡糸溶液主タンク(1)とノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられている点を特徴とする。
【0020】
以下、添付図面を通して本発明を詳細に説明する。
【0021】
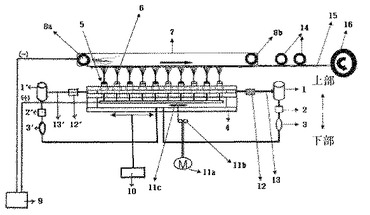
本発明による複合電気紡糸装置は、図1及び図2のように、各々の紡糸溶液を保管する2個以上の紡糸溶液主タンク(1)と、紡糸溶液の定量供給のための計量ポンプ(2)と、多数個のピンから構成されるノズル(5)がブロック形態で組合わせ、紡糸溶液を繊維状に吐出するノズルブロック(4)と、前記ノズルブロックの上部または下部に位置し、紡糸される単繊維を集積するコレクター(7)と、高電圧を発生させる電圧発生装置(9)と、ノズルブロックの最上部に連結された紡糸溶液排出装置(12)とから構成される。
【0022】
図1は、本発明による複合電気紡糸装置を用いて複合ナノ繊維不織布を製造する工程概略図であり、図2は本発明による複合電気紡糸装置を用いて複合ナノ繊維フィラメントを製造する工程概略図である。
【0023】
本発明は、ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されている。好ましくは、ノズルブロック(4)に上記ノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されているものが好ましい。
【0024】
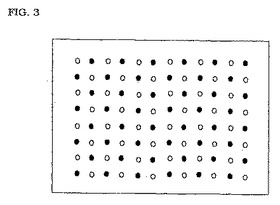
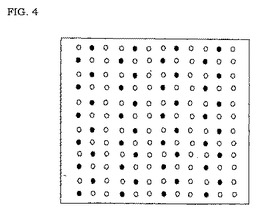
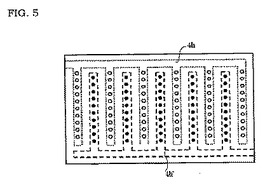
図3は、ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが対角線方向に一列で交互に配列された状態を示す模式図である。また、図4は、本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどがお互いに相違な比率で一定の反復単位により規則的に配列された状態を示す模式図である。また、図5は、ノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが縦方向に一列ずつ交互に配列された状態及び溶液供給状態を示す模式図である。
【0025】
また、本発明は、図1及び図2に示したように、各々の相違なポリマー紡糸溶液を保管・供給する紡糸溶液主タンク(1、1’)が2個以上で、紡糸溶液主タンクとノズルブロック(4)の間には紡糸溶液ドロップ装置(3)が設けられていることを特徴とする。
【0026】
本発明において、ノズルブロック(4)に設けられたノズル(5)の出口は上部方向、下部方向又は水平方向に形成されるが、上部方向に形成されることが大量生産などの側面から好ましい。コレクター(7)は、ノズルブロック(4)の上部、下部又は水平位置に設けられるが、上部に設けられることが大量生産などの側面からより好ましい。
【0027】
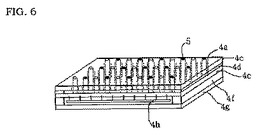
以下、本発明の複合電気紡糸装置の中で、ノズルブロック(4)に設けられたノズル(5)の出口が上部方向に形成され、コレクター(7)がノズルブロック(4)の上部に位置する上向式(bottom up type)電気紡糸装置を中心に説明する。しかし、本発明が上向式電気紡糸装置のみで限定されることではない。本発明のノズルブロック(4)は、図6のように、[I]相違な紡糸溶液を紡糸するノズル(5)などがお互いに同一又は相違な比率に一定の反復単位により規則的に又はランダムに配列されたノズルプレイト(4f)と、上記ノズルプレイト(4f)の下段に位置してノズルに紡糸溶液を供給する2個以上の紡糸溶液供給板(4h、4h’)、[II]ノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)、上記オーバーフロー除去用ノズルと連結されており、ノズルプレイトの直上段に位置するオーバーフロー液臨時貯蔵板(4g)及び上記オーバーフロー液臨時貯蔵板の直上段に位置してオーバーフロー除去用ノズルを支持するオーバーフロー除去用ノズルの支持板(4e);[III]ノズル(5)とオーバーフロー除去用ノズル(4a)を包んでいる空気供給用ノズル(4b)、ノズルブロックの最上段に位置して空気供給用ノズルを支持する空気供給用ノズルの支持板(4c)及び空気供給用ノズルの支持板の直下段に位置して空気供給用ノズルに空気を供給する空気貯蔵板(4d);[IV]ノズルの配列方式と同じにピンが配列されており、ノズルプレイトの直下段に位置する導電体板(4i);及び[V]紡糸溶液供給板の直下段に位置する加熱板(4j)から構成されることが好ましい。
【0028】
図6に図示されたように、紡糸溶液をコレクター上に電気紡糸するノズル(5)の周りには紡糸されなかった紡糸溶液を除去するオーバーフロー除去用ノズル(4a)と、ナノ繊維の集積分布を広げるために空気を供給する空気供給用ノズル(4b)とが順に設置されることにより、三重管の形態を有する。
【0029】
また、図6のノズルブロック(4)には、相違な紡糸溶液を各々紡糸するノズル(5)などが対角線方向に一列ずつ交互に配列されている。
【0030】
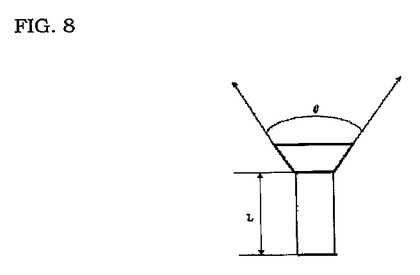
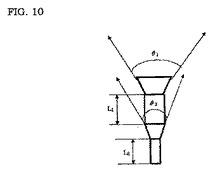
紡糸溶液をコレクター上に電気紡糸するノズル(5)の出口は、図8及び図10のように、一つ以上の喇叭管形態に出口部分が拡大された形象を有する。この時、角度(θ)を90乃至175°、より好ましくは95乃至150°になるようにすることが、ノズル(5)の出口で同一形態の紡糸溶液の滴を安定的に形成するために好ましい。
【0031】
ノズルの出口角度(θ)が175°を超える場合は、ノズル部位で液滴が大きく形成され、表面張力が増加する。その結果、ナノ繊維を形成するためには、もっと高い電圧が必要になり、滴の中央部位ではなく、 外周部分から紡糸されることにより、滴の中央部位が固化されて、ノズルを詰める現象が生する問題が発生することができる。
【0032】
一方、ノズルの出口角度(θ)が90°未満である場合には、ノズル出口部位に形成された液滴がかなり小さくて、電場が瞬間的に不均一になるか、ノズル出口部位での供給が多少の不均一になることにより、液滴が非正常的に形成され、繊維を形成することができなく、ドロップレット現象が生ずることができる。
【0033】
本発明では、ノズルの長さ(L、L1、L2)を特に限定することではない。
【0034】
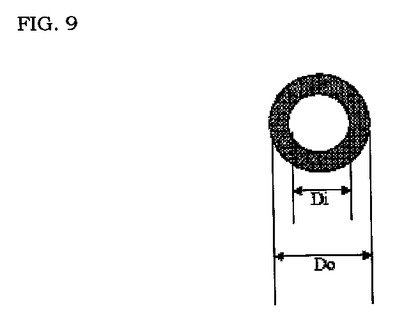
しかし、ノズル内径(Di)は0.01〜5mm、ノズル外径(Do)は0.01〜5mmであることが好ましい。ノズルの内径または外径が0.01mm未満であると、ドロップレット現象が頻繁に発生され、5mmを超えると、繊維を形成することができないようになる。
【0035】
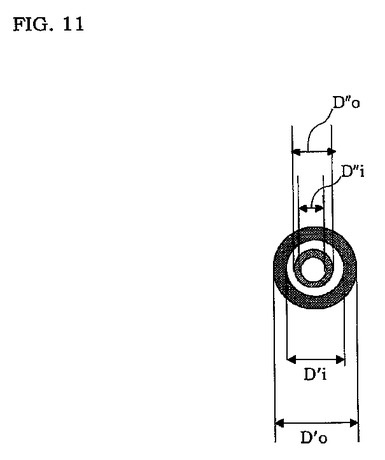
図8及び図9は、ノズル出口に一つの拡大部(角度)が形成されているノズルの側面と平面を示し、図10及び図11は、ノズル出口に二つの拡大部(角度)が形成されているノズルの側面と平面を示す。即ち、図10に図示されたθ1は、紡糸溶液が紡糸される部分である第1ノズルの出口角度であり、θ2は、紡糸溶液が供給される部分である第2ノズルの出口角度である。
【0036】
ノズルブロック(4)内の多数のノズル(5)は、ノズルプレイト(4f)に配列されており、ノズル(5)の外部にはノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)と空気供給用ノズル(4b)などが順に設置されている。
【0037】
上記オーバーフロー除去用ノズル(4a)は、ノズル(5)の出口で過量に形成された紡糸溶液が全部繊維化されない場合に発生するドロップレット現象を防止するだけでなく、溢れる紡糸溶液を回収する目的に設置され、ノズル出口で繊維化されなかった紡糸溶液を溜めて、これをノズルプレイト(4f)の直下段に位置するオーバーフロー液臨時貯蔵板(4g)に移送する役割をする。
【0038】
上記オーバーフロー除去用ノズル(4a)の直径は、ノズル(5)より当然に大きくて、好ましくは、絶縁体にて構成される。
【0039】
上記オーバーフロー液臨時貯蔵板(4g)は、絶縁体にて製造され、オーバーフロー除去用ノズル(4a)を通じて流入される残余紡糸溶液を一時貯蔵した後、これを紡糸溶液供給板(4h)に移送する役割をする。
【0040】
上記オーバーフロー液臨時貯蔵板(4g)の上段には空気を供給する空気貯蔵板(4d)が位置してノズル(5)及びオーバーフロー除去用ノズル(4a)を含んでいる空気供給用ノズル(4b)に空気を供給する。また、空気供給用ノズル(4b)が配列されているノズルブロック(4)の最上層には空気供給用ノズルの支持板(4c)が設置されており、上記空気供給用ノズルの支持板(4c)は非伝導性材料からなる。空気供給用ノズルの支持板(4c)はノズルブロックに位置して、コレクター(7)とノズル(5)に印加される電気力をノズル(5)のみに集中させることにより、ノズル(5)部位のみで円滑に紡糸されるようにする。
【0041】
ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)は1〜20mm、好ましくは2〜15mmである。即ち、空気供給用ノズル(4b)の高さをナノ繊維紡糸用ノズル(5)の高さより1〜20mm、好ましくは2〜15mm程度高く設定する。hが0である場合、即ちノズル(5)と同一高さに空気供給用ノズル(4b)が位置すると、ノズル(5)部分でジェット気流が効果的に形成されなくて、ナノ繊維がコレクター(7)の上に付着される面積が少なくなる。一方、hが20mmを越える場合、コレクターとノズルの間に掛かる高電圧によって電機力が弱くなって、電気紡糸によるナノ繊維の形成能が低下されるだけでなく、ジェット気流の長さや形成パターンが不安定になる。具体的に、テイラーコーン(Taylor cone)でジェット気流形成部位の安定性を妨害する。従って、 ナノ繊維の円滑な紡糸が困難である。
【0042】
空気供給用ノズル(4b)で空気の速度は0.05〜50m/秒、より好ましくは1〜30m/秒である。空気の速度が0.05m/秒未満である場合は、コレクターに収集されたナノ繊維の拡がり性(spreading property)が低くて収集面積(collection area)があまり向上されなく、空気の速度が50m/秒を超える場合は、空気の速度が速過ぎてナノ繊維がコレクターに収集される収集面積が却って減少することになって、ナノ繊維の収集の均一性が減少される。
【0043】
ノズルプレイト(4f)の直下段には、ノズルの配列方式と同じにピンが配列されている導電体板(4i)が設置され、導電体板(4i)には電圧発生装置(9)が連結される。
【0044】
また、紡糸溶液供給板(4h)の直下段には、間接加熱方式の加熱裝置(図示せず)が設けられる。
【0045】
上記導電体板(4i)は、ノズル(5)に高電圧を印加する役割をし、紡糸溶液供給板(4h)は、紡糸溶液ドロップ裝置(3)からノズルブロック(4)に流入される紡糸溶液を貯蔵した後、ノズル(5)に供給する役割をする。この時、紡糸溶液供給板(4h)は、紡糸溶液の貯蔵量を最少化することができるように、最小空間を占めるように製作することが好ましい。
【0046】
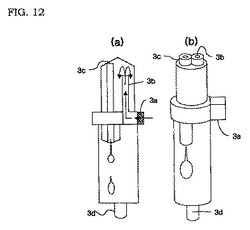
一方、本発明の紡糸溶液ドロップ裝置(3)は、全体的に図12(a)及び図12(b)のように、密閉された円筒状の形状を有するように設計されて、紡糸溶液主タンク(1)から連続的に流入される紡糸溶液をノズルブロック(4)に液滴形態に供給する役割をする。
【0047】
上記紡糸溶液ドロップ裝置(3)は、図12(a)及び図12(b)のように、全体的に密閉された円筒状の形状を有する。図12(a)は、紡糸溶液ドロップ裝置の断面図であり、図12(b)は、紡糸溶液ドロップ裝置の斜視図である。紡糸溶液ドロップ裝置(3)の上端部は、紡糸溶液をノズルブロックに誘導する紡糸溶液誘導管(3c)と気体流入管(3b)が並んで配列されている。この時、紡糸溶液誘導管(3c)を気体流入管(3b)より若干長く形成することが好ましい。
【0048】
気体は上記気体流入管の下端から流入され、気体が初めて流入される部分はフィルター(3a)に連結される。紡糸溶液ドロップ裝置(3)の下端部には、ドロッピングされた紡糸溶液をノズルブロック(4)に誘導する紡糸溶液排出管(3d)が形成されている。紡糸溶液ドロップ裝置(3)の中間部は、紡糸溶液が紡糸溶液誘導管(3c)の末端部からドロッピングされるように、中空状態に形成されている。
【0049】
上記紡糸溶液ドロップ裝置(3)に流入された紡糸溶液は、紡糸溶液誘導管(3c)を沿って流れ、その末端部からドロッピングされて、紡糸溶液の流れが一回以上遮断される。
【0050】
紡糸溶液がドロッピングされる原理を具体的に説明する。気体がフィルター(3a)及び気体流入管(3b)を沿って密閉された紡糸溶液ドロップ裝置(3)の上端部に流入されると、気体過流などによって、紡糸溶液誘導管(3c)の圧力が自然的に不規則になり、この時発生する圧力差によって紡糸溶液がドロッピングすることになる。
【0051】
本発明において、流入される気体としては、空気または窒素などの不活性気体を使用することができる。
【0052】
本発明のノズルブロック(4)全体は、電気紡糸されるナノ繊維の分布を均一にするために、ノズルブロックの左右往復運動裝置(10)によって、電気紡糸されるナノ繊維の進行方向と直角方向に左右往復運動する。
【0053】
また、上記ノズルブロック(4)の内部には、より具体的には、紡糸溶液供給板(4h)の内部には、紡糸溶液がノズルブロック(4)の内でゲル化されることを防止するために、ノズルブロック(4)の内に保管されている紡糸溶液を攪拌する攪拌機(11c)が設置されている。
【0054】
上記攪拌機(11c)は、非伝導性絶縁棒(11b)によって、攪拌機用モーター(11a)と連結されている。
【0055】
ノズルブロック(4)内に攪拌機(11c)が設置されると、無機金属を含有する溶液を電気紡糸するか、長時間混合溶媒を使用して溶解させた紡糸溶液を電気紡糸する時、ノズルブロック(4)内の紡糸溶液のゲル化を効果的に防止することができる。
【0056】
また、上記ノズルブロック(4)の最上部には、ノズルブロックに過剰供給された紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が連結されている。
【0057】
上記紡糸溶液排出裝置(12)は、ノズルブロック内に過剰供給された紡糸溶液を吸気などによって紡糸溶液主タンク(1)に強制移送させる。
【0058】
また、本発明のコレクター(7)には、直接加熱方式または間接加熱方式の加熱裝置(図示せず)が設置(付着)されており、上記コレクター(7)は固定または連続回転する。
【0059】
次いでは、図1を通じて上記本発明の複合電気紡糸裝置を用いて複合ナノ繊維不織布を製造する方法に対して説明する。
【0060】
まず、2個の紡糸溶液主タンク(1、1’)内に各々保管されている2種の熱可塑性樹脂または熱硬化性樹脂の紡糸溶液を各々の計量ポンプ(2、2’)にて計量して、定量的に紡糸溶液ドロップ裝置(3、3’)に供給する。この時、紡糸溶液を製造するに使用される熱可塑性または熱硬化性の樹脂としては、ポリエステル樹脂、アクリル樹脂、フェノール樹脂、エポキシ樹脂、ナイロン樹脂、ポリ(グリコライド(glycolide)/L-ラクチド)共重合体、ポリ(L-ラクチド)樹脂、ポリビニールアルコール樹脂、ポリビニールクロライド樹脂などが含まれる。紡糸溶液としては、上記樹脂の溶融液を使用してもよく、またはその他の樹脂溶液を使用してもよい。
【0061】
このように、各々の紡糸溶液ドロップ裝置(3、3’)内に供給された紡糸溶液は、紡糸溶液ドロップ裝置(3、3’)を通過しながら不連続的に、即ち、紡糸溶液の流れが一回以上遮断されながら、本発明に係る高電圧が印加されており、且つ攪拌機(11c)が設置されたノズルブロック(4)の紡糸溶液供給板(4h)に供給される。上記紡糸溶液ドロップ裝置(3、3’)は、紡糸溶液の流れを遮断して、紡糸溶液主タンク(1、1’)に電気が通じないようにする役割もする。
【0062】
次いで、上記ノズルブロック(4)では、各々の紡糸溶液を対角線方向に一列ずつ交互に配列されているノズルなどを通じて、高電圧の印加されている上部のコレクター(7)に上向吐出して不織布ウエブ(web)を製造する。
【0063】
紡糸溶液供給板(4h)に移送された紡糸溶液は、ノズル(5)を通じて上部コレクター(7)に吐出されることにより、繊維を形成する。この時、ノズル(5)から電気紡糸されたナノ繊維は空気供給用ノズル(4b)から噴射される空気により広く広がりながらコレクター(7)に収集されることにより、収集面積が広くなり、集積密度が均一になる。ノズル(5)で繊維化できなかった過剰の紡糸溶液は、オーバーフロー除去用ノズル(4a)で集まって、オーバーフロー液臨時貯蔵板(4g)を経て紡糸溶液供給板(4h)に再び移動することになる。
【0064】
さらに、ノズルブロックの最上部に過剰供給された紡糸溶液は、紡糸溶液排出裝置(12、12’)によって紡糸溶液主タンク(1、1’)に強制移送される。
【0065】
この時、電気力によって繊維形成を促進するために、ノズルブロック(4)の下段部に設置された導電体板(4i)とコレクター(7)には、電圧発生裝置(6)で発生された1kV以上、より好ましくは、20kV以上の電圧を印加する。上記コレクター(7)としては、エンドレス(endless)ベルトを使用することが、生産性側面からもっと有利である。上記コレクター(7)は、不織布の密度を均一にするために、左右に一定距離を往復運動することが好ましい。
【0066】
このように、コレクター(7)上に形成されたナノ繊維ウエブ(15)は、ウエブ支持ローラー(14)を経て、巻き取りローラー(16)に巻き取ることにより、不織布の製造工程が完了される。
【0067】
本発明の製造装置によって製造された複合ナノ繊維不織布は、紡糸溶液の種類及び比率などを調節することにより、各種の用途に好適な物性を容易に充足させることができる。その結果、本発明に係る複合ナノ繊維不織布は、人造皮革、生理用ナプキン、フィルター、人造血管などの医療用素材、防寒服、半導体用ワイパー、電池用不織布などの多様な用途に使用される。
【0068】
次いでは、本発明の複合電機紡糸装置を用いて複合ナノ繊維フィラメントを製造する方法を図2を通じて説明する。
【0069】
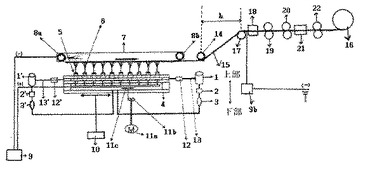
図2に図示されているように、複合ナノ繊維フィラメントは、前述した複合ナノ繊維不織布を製造する時と同じにナノ繊維ウエブ(15)を製造してから、製造されたナノ繊維ウエブ(15)を空気撚糸装置(18)内に通過させて撚糸し、続いて、第1ローラー(19)、第2ローラー(20)及び第3ローラー(22)に順次的に通過させて延伸した後、巻き取りローラー(16)に巻き取る方法によって製造する。
【0070】
選択的に、上記の延伸工程と巻き取り工程の間に熱固定装置(21)によって延伸処理することもできる。
【0071】
この時、上記ナノ繊維ウエブ(15)はリボン形態である。リボン形態のナノ繊維ウエブ(15)を製造するためには、(I)ナノ繊維ウエブ(15)の幅をコレクター(7)の全幅と同一に広幅に電気紡糸してから、広幅のナノ繊維のウエブ(15)をウエブ切断装置にて切断する方法を使用するか、(II)ナノ繊維ウエブ(15)の幅を一個のノズルの幅と同一に小幅に分けて電気紡糸する方法を使用する。
【発明の効果】
【0072】
本発明は、高品質の2種以上のナノ繊維を大量生産することができ、各々の用途に要する物性に適合な複合ナノ不織布及び複合ナノフィラメントを簡単な設備及び工程によって生産することができる。
【発明を実施するための最良の形態】
【0073】
以下、実施例及び比較実施例を通じて、本発明をより具体的に説明する。しかし、本発明がこれら実施例のみに限定されるものではない。
【実施例1】
【0074】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0075】
一方、数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して他の紡糸溶液を製造した。
【0076】
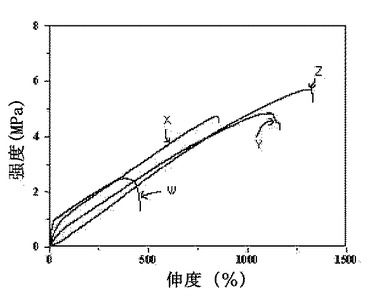
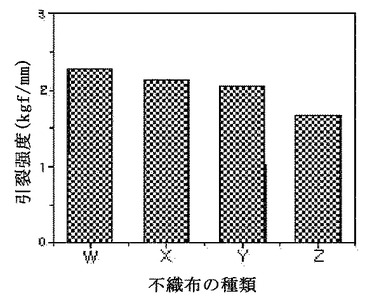
図1の本発明による複合電機紡糸装置の紡糸溶液主タンク(1、1’)に保管されている上記2種の紡糸溶液を各々計量ポンプ(2、2’)によって定量計量して紡糸溶液ドロップ裝置(3、3’)に供給することにより、紡糸溶液の流れを不連続的に転換させた。続いて、2種の上記紡糸溶液を図6に図示されているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることにより複合ナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記2種の紡糸溶液を各々紡糸するノズルなどが図4のように配列されており、全体ノズルの中でポリ(ε−カプロラクトン)紡糸溶液を紡糸するノズル個数の比率が66.7%で、ポリウレタン樹脂紡糸溶液を紡糸するノズル個数の比率が33.3%で、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクター(7)の表面温度を35℃として電気紡糸した。紡糸中、ノズルブロック(4)の最上部からあふれる紡糸溶液は、吸入空気を用いる紡糸溶液排出装置(12)を使用して強制的に紡糸溶液主タンク(1)に移送した。この時、ノズルとしては、ノズルの出口角度(θ)120°、ノズル内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造した複合ナノ繊維不織布(W)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
【実施例2】
【0077】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0078】
一方、数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して他の紡糸溶液を製造した。
【0079】
図1の本発明による複合電機紡糸装置の紡糸溶液主タンク(1,1’)に保管されている上記2種の紡糸溶液を各々計量ポンプ(2、2’)によって定量計量して紡糸溶液ドロップ裝置(3、3’)に供給することにより、紡糸溶液の流れを不連続的に転換させた。続いて、2種の上記紡糸溶液を図6に図示されているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることにより複合ナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記2種の紡糸溶液を各々紡糸するノズルなどが図4のように配列されており、全体ノズルの中でポリ(ε−かプロラクトン)紡糸溶液を紡糸するノズル個数の比率が33.3%で、ポリウレタン樹脂紡糸溶液を紡糸するノズル個数の比率が66.7%で、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクター(7)の表面温度を35℃として電気紡糸した。紡糸中、ノズルブロック(4)の最上部からあふれる紡糸溶液は、吸入空気を用いる紡糸溶液排出装置(12)を使用して強制的に紡糸溶液主タンク(1)に移送した。この時、ノズルとしては、ノズルの出口角度(θ)120°で、ノズル内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造した複合ナノ繊維不織布(X)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
比較実施例1
【0080】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0081】
通常の上向式電気紡糸装置の紡糸溶液主タンク(1)に保管されている上記高分子紡糸溶液を計量ポンプ(2)によって定量計量してから、35kVの電圧が掛かっているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることによりナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記1種の紡糸溶液を紡糸するすべてのノズルなどが対角線に配列しており、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズル当たりの吐出量は1.2mg/分とし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクターの表面温度を35℃として、電気紡糸を行った。紡糸過程中、ノズルブロック(4)の最上部から溢れる紡糸溶液は、吸入空気を用いる紡糸溶液排出裝置(12)によって強制に紡糸溶液主タンク(1)に移送した。ここで、ノズルとしては、ノズルの出口角度(θ)120°、内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、その内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造したナノ繊維不織布(Y)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
比較実施例2
【0082】
数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して紡糸溶液を製造した。
【0083】
通常の上向式電気紡糸装置の紡糸溶液主タンク(1)に保管されている上記高分子紡糸溶液を計量ポンプ(2)によって定量計量してから、35kVの電圧が掛かっているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることによりナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記1種の紡糸溶液を紡糸するすべてのノズルが対角線に配列しており、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズル当たりの吐出量は1.2mg/分とし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクターの表面温度を35℃として、電気紡糸を行った。紡糸過程中、ノズルブロック(4)の最上部から溢れる紡糸溶液は、吸入空気を用いる紡糸溶液排出裝置(12)によって強制に紡糸溶液主タンク(1)に移送した。ここで、ノズルとしては、ノズルの出口角度(θ)120°、内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、その内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造したナノ繊維不織布(Z)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
【産業上の利用可能性】
【0084】
本発明は、用途別の要求物性を持っているので、人造皮革、空気清浄用フィルター、ワイピングクロース、ゴルフグローブ、かつらなどの日常用品は勿論、人工透析用フィルター、人造血管、癒着防止剤、人工骨などの多様の産業分野の素材として使用される複合ナノ繊維不織布及び複合ナノフィラメントを生産するに利用することができる。
【図面の簡単な説明】
【0085】
【図1】本発明の複合電機紡糸装置を用いて複合ナノ繊維不織布を製造する工程概略図である。
【図2】本発明の複合電機紡糸装置を用いて複合ナノ繊維から構成された連続状フィラメントを製造する工程概略図である。
【図3】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが対角線方向に一列で交互に配列された状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図4】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどがお互いに相違な比率で一定の反復単位により規則的に配列された状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図5】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが縦方向に一列ずつ交互に配列された状態及び溶液供給状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図6】本発明によるノズルブロック(4)の模式図である。
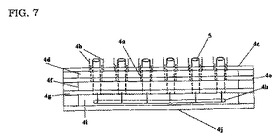
【図7】本発明によるノズルブロック(4)の断面図である。
【図8】ノズル(5)の側面を示す模式図である。
【図9】ノズル(5)の平面例示図である。
【図10】ノズル(5)の側面を示す模式図である。
【図11】ノズル(5)の平面例示図である。
【図12a】本発明における紡糸原液ドロップ裝置(3)の断面図である。
【図12b】本発明における紡糸原液ドロップ裝置(3)の斜視図である。
【図13】各々のナノ繊維不織布の種類(タイプ)に対する強度-伸度のグラフである。
【図14】各々のナノ繊維不織布の種類(タイプ)に対する引裂強度のグラフである。
【符号の説明】
【0086】
1、1’:紡糸溶液主タンク
2,2’:計量ポンプ
3、3’:紡糸溶液ドロップ裝置
3a:紡糸溶液ドロップ裝置のフィルター
3b:気体流入管
3c:紡糸溶液誘導管
3d:紡糸溶液排出管
4:ノズルブロック
4a:オーバーフロー除去用ノズル
4b:空気供給用ノズル
4c:空気供給用ノズルの支持板(非導電体)
4d:空気貯蔵板
4e:オーバーフロー除去用ノズルの支持板
4f:ノズルプレイト
4g:オーバーフロー液臨時貯蔵板
4h、4h’:紡糸溶液供給板
4i:導電体板
4j:加熱板
5:ノズル
6:ナノ繊維
7:コレクター(コンベヤーベルト)
8a、8b:コレクター支持ローラー
9:電圧発生裝置
10:ノズルブロックの左右往復運動裝置
11a:攪拌機用モーター
11b:非伝導性絶縁棒
11c:攪拌機
12,12’:紡糸溶液排出裝置
13:移送管
14:ウエブ支持ローラー
15:ナノ繊維のウエブ
16:ウエブ巻き取りローラー
17:ウエブ移送ローラー
18:空気撚糸機
19:第1ローラー
20:第2ローラー
21:熱固定装置(ヒーター)
22:第3ローラー
W:実施例1から製造された複合ナノ繊維不織布
X:実施例2から製造された複合ナノ繊維不織布
Y:比較実施例1から製造されたナノ繊維不織布
Z:比較実施例2から製造されたナノ繊維不織布
θ:ノズルの出口角度
L:ノズルの長さ
Di:ノズルの内径
Do:ノズルの外径
h:ノズルの上部チップから空気供給用ノズルの上部チップまでの距離
【技術分野】
【0001】
本発明は、一つのノズルブロック上に配列されたノズルを通じて2種以上のポリマー紡糸溶液を同時に電気紡糸して、ナノ水準の繊度を有する繊維(以下、“ナノ繊維”という)2種以上を同時に大量生産することができる複合電気紡糸装置に関するものである。
【0002】
また、本発明は、上記の複合電気紡糸装置によって製造される、2種以上のナノ繊維らが混合されてなる不織布(以下、“複合ナノ繊維不織布”という)に関するものである。
【0003】
また、本発明は、上記の複合電気紡糸装置によって製造される、2種以上のナノ繊維らが混合されてなる連続状フィラメント(以下、“複合ナノ繊維フィラメント”という)に関するものである。
【0004】
ナノ繊維から構成された不織布、メンブレイン(membrane)、ブレイド(braid)などの製品は生活用品、農業用、衣類用、産業用などに広く使っている。具体的に、人造皮革、人造スエード(suede)、生理用ナプキン、衣服、おむつ、包装材、雑貨用素材、各種フィルター素材、遺伝子伝達体などの医療用素材、防弾服などの国防用素材など多様な分野で使われている。
【背景技術】
【0005】
米国特許第4,044,404号に記載されている従来の電気紡糸裝置及びこの装置を用いたナノ繊維の製造方法は下の通りである。従来の電気紡糸裝置は、紡糸溶液を保管する紡糸溶液主タンクと、紡糸溶液の定量供給のための計量ポンプと、紡糸溶液を吐出する多数個のノズルが配列されたノズルブロックと、上記ノズルの下段に位置して紡糸される繊維などを集積するコレクターと、電圧を発生させる電圧発生裝置とから構成されている。
【0006】
上記電気紡糸裝置を用いた従来のナノ繊維の製造方法をより具体的に説明すると、紡糸溶液主タンク内の紡糸溶液を計量ポンプによって、高電圧が印加されている多数のノズル内に連続的に定量供給する。
【0007】
次いで、ノズルなどに供給された紡糸溶液は、ノズルを通じて高電圧が印加されているコレクターに紡糸・集束されることにより、単繊維ウエブを形成する。
【0008】
次いで、上記単繊維ウエブをエンボシング又はニードルパンチング(needle−punching)して不織布を製造する。
【0009】
このような従来の電気紡糸裝置及びこれを用いた不織布の製造方法は、高電圧が印加されているノズルに紡糸溶液が連続的に供給されるため、付与される電気力効果が低下される問題があった。
【0010】
より具体的に、ノズルに印加された電気力が紡糸溶液の全体に分散されるので、電気力が紡糸溶液の界面張力を克服できず、その結果、電気力による繊維形成効果が低下され、紡糸溶液が水滴形態にそのまま落下する現状(以下、“ドロップレット(droplet)”という)が発生して、製品の品質が低下され、且つ、大量生産が困難になる問題があった。
【0011】
また、上記のような従来技術は、殆ど1ホールの水準に紡糸することであって、大量生産が不可能ので、商業化しにくい問題があった。
【0012】
なお、上記従来の電気紡糸裝置は、一つのノズルブロック内に配列されたノズルを通じて一種のポリマー紡糸溶液しか電気紡糸できないので、用途によって要求されるナノ繊維不織布の各種物性(特性)を効果的に充足させられない短所があった。
【0013】
このような問題点を解決するために、いくつかの従来の電気紡糸装置を並列に設けて、各々の電気紡糸装置で2種以上のポリマー紡糸溶液を電気紡糸して複合ナノ繊維不織布を製造する方法、別途の電気紡糸装置で各々製造された2種以上のナノ繊維不織布をニードルパンチング時積層して複合ナノ繊維不織布を製造する方法が提案されている。
【0014】
しかし、上記方法などは、製造設備及び製造工程が複雑で、製造原価が上昇する問題があった。
【0015】
本発明の目的は、電気紡糸ノズルブロック(4)に付与される電気力効果を極大化させることにより、換言すれば、その電気力を紡糸溶液の界面張力より高くして繊維形成性効果を増進させることにより、ナノ繊維を大量に生産することができ、ドロップレット現状を効果的に防止して高品質のナノ繊維を製造することができる複合電気紡糸装置を提供することである。
【0016】
本発明の他の目的は一つのノズルブロックに配列されているノズルを通じて2種以上のポリマー紡糸溶液を同時に電気紡糸することができるので、複合ナノ繊維不織布及び複合ナノ繊維フィラメントを簡単な設備及び工程によって製造することができる複合電気紡糸装置を提供することである。
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明は、2種以上のポリマー紡糸溶液を一つのノズルブロックに配列されているノズルを通じて電気紡糸して用途にあう物性を有する複合ナノ繊維不織布及び複合ナノ繊維フィラメントを簡単な設備及び工程によって製造しようとする。
【0018】
さらに、本発明は、電気紡糸時電気力効果を極大化させると共に、ドロップレット現状を効果的に防止することにより、2種以上の高品質のナノ繊維を同時に大量生産しようとする。
【課題を解決するための手段】
【0019】
上記のような課題を達成するための本発明による複合電気紡糸装置は、[I]ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されるか、又は一定の比率にランダムに反復配列されている点、[II]紡糸溶液主タンク(1)が2個以上である点、[III]紡糸溶液主タンク(1)とノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられている点を特徴とする。
【0020】
以下、添付図面を通して本発明を詳細に説明する。
【0021】
本発明による複合電気紡糸装置は、図1及び図2のように、各々の紡糸溶液を保管する2個以上の紡糸溶液主タンク(1)と、紡糸溶液の定量供給のための計量ポンプ(2)と、多数個のピンから構成されるノズル(5)がブロック形態で組合わせ、紡糸溶液を繊維状に吐出するノズルブロック(4)と、前記ノズルブロックの上部または下部に位置し、紡糸される単繊維を集積するコレクター(7)と、高電圧を発生させる電圧発生装置(9)と、ノズルブロックの最上部に連結された紡糸溶液排出装置(12)とから構成される。
【0022】
図1は、本発明による複合電気紡糸装置を用いて複合ナノ繊維不織布を製造する工程概略図であり、図2は本発明による複合電気紡糸装置を用いて複合ナノ繊維フィラメントを製造する工程概略図である。
【0023】
本発明は、ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されている。好ましくは、ノズルブロック(4)に上記ノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されているものが好ましい。
【0024】
図3は、ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが対角線方向に一列で交互に配列された状態を示す模式図である。また、図4は、本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどがお互いに相違な比率で一定の反復単位により規則的に配列された状態を示す模式図である。また、図5は、ノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが縦方向に一列ずつ交互に配列された状態及び溶液供給状態を示す模式図である。
【0025】
また、本発明は、図1及び図2に示したように、各々の相違なポリマー紡糸溶液を保管・供給する紡糸溶液主タンク(1、1’)が2個以上で、紡糸溶液主タンクとノズルブロック(4)の間には紡糸溶液ドロップ装置(3)が設けられていることを特徴とする。
【0026】
本発明において、ノズルブロック(4)に設けられたノズル(5)の出口は上部方向、下部方向又は水平方向に形成されるが、上部方向に形成されることが大量生産などの側面から好ましい。コレクター(7)は、ノズルブロック(4)の上部、下部又は水平位置に設けられるが、上部に設けられることが大量生産などの側面からより好ましい。
【0027】
以下、本発明の複合電気紡糸装置の中で、ノズルブロック(4)に設けられたノズル(5)の出口が上部方向に形成され、コレクター(7)がノズルブロック(4)の上部に位置する上向式(bottom up type)電気紡糸装置を中心に説明する。しかし、本発明が上向式電気紡糸装置のみで限定されることではない。本発明のノズルブロック(4)は、図6のように、[I]相違な紡糸溶液を紡糸するノズル(5)などがお互いに同一又は相違な比率に一定の反復単位により規則的に又はランダムに配列されたノズルプレイト(4f)と、上記ノズルプレイト(4f)の下段に位置してノズルに紡糸溶液を供給する2個以上の紡糸溶液供給板(4h、4h’)、[II]ノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)、上記オーバーフロー除去用ノズルと連結されており、ノズルプレイトの直上段に位置するオーバーフロー液臨時貯蔵板(4g)及び上記オーバーフロー液臨時貯蔵板の直上段に位置してオーバーフロー除去用ノズルを支持するオーバーフロー除去用ノズルの支持板(4e);[III]ノズル(5)とオーバーフロー除去用ノズル(4a)を包んでいる空気供給用ノズル(4b)、ノズルブロックの最上段に位置して空気供給用ノズルを支持する空気供給用ノズルの支持板(4c)及び空気供給用ノズルの支持板の直下段に位置して空気供給用ノズルに空気を供給する空気貯蔵板(4d);[IV]ノズルの配列方式と同じにピンが配列されており、ノズルプレイトの直下段に位置する導電体板(4i);及び[V]紡糸溶液供給板の直下段に位置する加熱板(4j)から構成されることが好ましい。
【0028】
図6に図示されたように、紡糸溶液をコレクター上に電気紡糸するノズル(5)の周りには紡糸されなかった紡糸溶液を除去するオーバーフロー除去用ノズル(4a)と、ナノ繊維の集積分布を広げるために空気を供給する空気供給用ノズル(4b)とが順に設置されることにより、三重管の形態を有する。
【0029】
また、図6のノズルブロック(4)には、相違な紡糸溶液を各々紡糸するノズル(5)などが対角線方向に一列ずつ交互に配列されている。
【0030】
紡糸溶液をコレクター上に電気紡糸するノズル(5)の出口は、図8及び図10のように、一つ以上の喇叭管形態に出口部分が拡大された形象を有する。この時、角度(θ)を90乃至175°、より好ましくは95乃至150°になるようにすることが、ノズル(5)の出口で同一形態の紡糸溶液の滴を安定的に形成するために好ましい。
【0031】
ノズルの出口角度(θ)が175°を超える場合は、ノズル部位で液滴が大きく形成され、表面張力が増加する。その結果、ナノ繊維を形成するためには、もっと高い電圧が必要になり、滴の中央部位ではなく、 外周部分から紡糸されることにより、滴の中央部位が固化されて、ノズルを詰める現象が生する問題が発生することができる。
【0032】
一方、ノズルの出口角度(θ)が90°未満である場合には、ノズル出口部位に形成された液滴がかなり小さくて、電場が瞬間的に不均一になるか、ノズル出口部位での供給が多少の不均一になることにより、液滴が非正常的に形成され、繊維を形成することができなく、ドロップレット現象が生ずることができる。
【0033】
本発明では、ノズルの長さ(L、L1、L2)を特に限定することではない。
【0034】
しかし、ノズル内径(Di)は0.01〜5mm、ノズル外径(Do)は0.01〜5mmであることが好ましい。ノズルの内径または外径が0.01mm未満であると、ドロップレット現象が頻繁に発生され、5mmを超えると、繊維を形成することができないようになる。
【0035】
図8及び図9は、ノズル出口に一つの拡大部(角度)が形成されているノズルの側面と平面を示し、図10及び図11は、ノズル出口に二つの拡大部(角度)が形成されているノズルの側面と平面を示す。即ち、図10に図示されたθ1は、紡糸溶液が紡糸される部分である第1ノズルの出口角度であり、θ2は、紡糸溶液が供給される部分である第2ノズルの出口角度である。
【0036】
ノズルブロック(4)内の多数のノズル(5)は、ノズルプレイト(4f)に配列されており、ノズル(5)の外部にはノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)と空気供給用ノズル(4b)などが順に設置されている。
【0037】
上記オーバーフロー除去用ノズル(4a)は、ノズル(5)の出口で過量に形成された紡糸溶液が全部繊維化されない場合に発生するドロップレット現象を防止するだけでなく、溢れる紡糸溶液を回収する目的に設置され、ノズル出口で繊維化されなかった紡糸溶液を溜めて、これをノズルプレイト(4f)の直下段に位置するオーバーフロー液臨時貯蔵板(4g)に移送する役割をする。
【0038】
上記オーバーフロー除去用ノズル(4a)の直径は、ノズル(5)より当然に大きくて、好ましくは、絶縁体にて構成される。
【0039】
上記オーバーフロー液臨時貯蔵板(4g)は、絶縁体にて製造され、オーバーフロー除去用ノズル(4a)を通じて流入される残余紡糸溶液を一時貯蔵した後、これを紡糸溶液供給板(4h)に移送する役割をする。
【0040】
上記オーバーフロー液臨時貯蔵板(4g)の上段には空気を供給する空気貯蔵板(4d)が位置してノズル(5)及びオーバーフロー除去用ノズル(4a)を含んでいる空気供給用ノズル(4b)に空気を供給する。また、空気供給用ノズル(4b)が配列されているノズルブロック(4)の最上層には空気供給用ノズルの支持板(4c)が設置されており、上記空気供給用ノズルの支持板(4c)は非伝導性材料からなる。空気供給用ノズルの支持板(4c)はノズルブロックに位置して、コレクター(7)とノズル(5)に印加される電気力をノズル(5)のみに集中させることにより、ノズル(5)部位のみで円滑に紡糸されるようにする。
【0041】
ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)は1〜20mm、好ましくは2〜15mmである。即ち、空気供給用ノズル(4b)の高さをナノ繊維紡糸用ノズル(5)の高さより1〜20mm、好ましくは2〜15mm程度高く設定する。hが0である場合、即ちノズル(5)と同一高さに空気供給用ノズル(4b)が位置すると、ノズル(5)部分でジェット気流が効果的に形成されなくて、ナノ繊維がコレクター(7)の上に付着される面積が少なくなる。一方、hが20mmを越える場合、コレクターとノズルの間に掛かる高電圧によって電機力が弱くなって、電気紡糸によるナノ繊維の形成能が低下されるだけでなく、ジェット気流の長さや形成パターンが不安定になる。具体的に、テイラーコーン(Taylor cone)でジェット気流形成部位の安定性を妨害する。従って、 ナノ繊維の円滑な紡糸が困難である。
【0042】
空気供給用ノズル(4b)で空気の速度は0.05〜50m/秒、より好ましくは1〜30m/秒である。空気の速度が0.05m/秒未満である場合は、コレクターに収集されたナノ繊維の拡がり性(spreading property)が低くて収集面積(collection area)があまり向上されなく、空気の速度が50m/秒を超える場合は、空気の速度が速過ぎてナノ繊維がコレクターに収集される収集面積が却って減少することになって、ナノ繊維の収集の均一性が減少される。
【0043】
ノズルプレイト(4f)の直下段には、ノズルの配列方式と同じにピンが配列されている導電体板(4i)が設置され、導電体板(4i)には電圧発生装置(9)が連結される。
【0044】
また、紡糸溶液供給板(4h)の直下段には、間接加熱方式の加熱裝置(図示せず)が設けられる。
【0045】
上記導電体板(4i)は、ノズル(5)に高電圧を印加する役割をし、紡糸溶液供給板(4h)は、紡糸溶液ドロップ裝置(3)からノズルブロック(4)に流入される紡糸溶液を貯蔵した後、ノズル(5)に供給する役割をする。この時、紡糸溶液供給板(4h)は、紡糸溶液の貯蔵量を最少化することができるように、最小空間を占めるように製作することが好ましい。
【0046】
一方、本発明の紡糸溶液ドロップ裝置(3)は、全体的に図12(a)及び図12(b)のように、密閉された円筒状の形状を有するように設計されて、紡糸溶液主タンク(1)から連続的に流入される紡糸溶液をノズルブロック(4)に液滴形態に供給する役割をする。
【0047】
上記紡糸溶液ドロップ裝置(3)は、図12(a)及び図12(b)のように、全体的に密閉された円筒状の形状を有する。図12(a)は、紡糸溶液ドロップ裝置の断面図であり、図12(b)は、紡糸溶液ドロップ裝置の斜視図である。紡糸溶液ドロップ裝置(3)の上端部は、紡糸溶液をノズルブロックに誘導する紡糸溶液誘導管(3c)と気体流入管(3b)が並んで配列されている。この時、紡糸溶液誘導管(3c)を気体流入管(3b)より若干長く形成することが好ましい。
【0048】
気体は上記気体流入管の下端から流入され、気体が初めて流入される部分はフィルター(3a)に連結される。紡糸溶液ドロップ裝置(3)の下端部には、ドロッピングされた紡糸溶液をノズルブロック(4)に誘導する紡糸溶液排出管(3d)が形成されている。紡糸溶液ドロップ裝置(3)の中間部は、紡糸溶液が紡糸溶液誘導管(3c)の末端部からドロッピングされるように、中空状態に形成されている。
【0049】
上記紡糸溶液ドロップ裝置(3)に流入された紡糸溶液は、紡糸溶液誘導管(3c)を沿って流れ、その末端部からドロッピングされて、紡糸溶液の流れが一回以上遮断される。
【0050】
紡糸溶液がドロッピングされる原理を具体的に説明する。気体がフィルター(3a)及び気体流入管(3b)を沿って密閉された紡糸溶液ドロップ裝置(3)の上端部に流入されると、気体過流などによって、紡糸溶液誘導管(3c)の圧力が自然的に不規則になり、この時発生する圧力差によって紡糸溶液がドロッピングすることになる。
【0051】
本発明において、流入される気体としては、空気または窒素などの不活性気体を使用することができる。
【0052】
本発明のノズルブロック(4)全体は、電気紡糸されるナノ繊維の分布を均一にするために、ノズルブロックの左右往復運動裝置(10)によって、電気紡糸されるナノ繊維の進行方向と直角方向に左右往復運動する。
【0053】
また、上記ノズルブロック(4)の内部には、より具体的には、紡糸溶液供給板(4h)の内部には、紡糸溶液がノズルブロック(4)の内でゲル化されることを防止するために、ノズルブロック(4)の内に保管されている紡糸溶液を攪拌する攪拌機(11c)が設置されている。
【0054】
上記攪拌機(11c)は、非伝導性絶縁棒(11b)によって、攪拌機用モーター(11a)と連結されている。
【0055】
ノズルブロック(4)内に攪拌機(11c)が設置されると、無機金属を含有する溶液を電気紡糸するか、長時間混合溶媒を使用して溶解させた紡糸溶液を電気紡糸する時、ノズルブロック(4)内の紡糸溶液のゲル化を効果的に防止することができる。
【0056】
また、上記ノズルブロック(4)の最上部には、ノズルブロックに過剰供給された紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が連結されている。
【0057】
上記紡糸溶液排出裝置(12)は、ノズルブロック内に過剰供給された紡糸溶液を吸気などによって紡糸溶液主タンク(1)に強制移送させる。
【0058】
また、本発明のコレクター(7)には、直接加熱方式または間接加熱方式の加熱裝置(図示せず)が設置(付着)されており、上記コレクター(7)は固定または連続回転する。
【0059】
次いでは、図1を通じて上記本発明の複合電気紡糸裝置を用いて複合ナノ繊維不織布を製造する方法に対して説明する。
【0060】
まず、2個の紡糸溶液主タンク(1、1’)内に各々保管されている2種の熱可塑性樹脂または熱硬化性樹脂の紡糸溶液を各々の計量ポンプ(2、2’)にて計量して、定量的に紡糸溶液ドロップ裝置(3、3’)に供給する。この時、紡糸溶液を製造するに使用される熱可塑性または熱硬化性の樹脂としては、ポリエステル樹脂、アクリル樹脂、フェノール樹脂、エポキシ樹脂、ナイロン樹脂、ポリ(グリコライド(glycolide)/L-ラクチド)共重合体、ポリ(L-ラクチド)樹脂、ポリビニールアルコール樹脂、ポリビニールクロライド樹脂などが含まれる。紡糸溶液としては、上記樹脂の溶融液を使用してもよく、またはその他の樹脂溶液を使用してもよい。
【0061】
このように、各々の紡糸溶液ドロップ裝置(3、3’)内に供給された紡糸溶液は、紡糸溶液ドロップ裝置(3、3’)を通過しながら不連続的に、即ち、紡糸溶液の流れが一回以上遮断されながら、本発明に係る高電圧が印加されており、且つ攪拌機(11c)が設置されたノズルブロック(4)の紡糸溶液供給板(4h)に供給される。上記紡糸溶液ドロップ裝置(3、3’)は、紡糸溶液の流れを遮断して、紡糸溶液主タンク(1、1’)に電気が通じないようにする役割もする。
【0062】
次いで、上記ノズルブロック(4)では、各々の紡糸溶液を対角線方向に一列ずつ交互に配列されているノズルなどを通じて、高電圧の印加されている上部のコレクター(7)に上向吐出して不織布ウエブ(web)を製造する。
【0063】
紡糸溶液供給板(4h)に移送された紡糸溶液は、ノズル(5)を通じて上部コレクター(7)に吐出されることにより、繊維を形成する。この時、ノズル(5)から電気紡糸されたナノ繊維は空気供給用ノズル(4b)から噴射される空気により広く広がりながらコレクター(7)に収集されることにより、収集面積が広くなり、集積密度が均一になる。ノズル(5)で繊維化できなかった過剰の紡糸溶液は、オーバーフロー除去用ノズル(4a)で集まって、オーバーフロー液臨時貯蔵板(4g)を経て紡糸溶液供給板(4h)に再び移動することになる。
【0064】
さらに、ノズルブロックの最上部に過剰供給された紡糸溶液は、紡糸溶液排出裝置(12、12’)によって紡糸溶液主タンク(1、1’)に強制移送される。
【0065】
この時、電気力によって繊維形成を促進するために、ノズルブロック(4)の下段部に設置された導電体板(4i)とコレクター(7)には、電圧発生裝置(6)で発生された1kV以上、より好ましくは、20kV以上の電圧を印加する。上記コレクター(7)としては、エンドレス(endless)ベルトを使用することが、生産性側面からもっと有利である。上記コレクター(7)は、不織布の密度を均一にするために、左右に一定距離を往復運動することが好ましい。
【0066】
このように、コレクター(7)上に形成されたナノ繊維ウエブ(15)は、ウエブ支持ローラー(14)を経て、巻き取りローラー(16)に巻き取ることにより、不織布の製造工程が完了される。
【0067】
本発明の製造装置によって製造された複合ナノ繊維不織布は、紡糸溶液の種類及び比率などを調節することにより、各種の用途に好適な物性を容易に充足させることができる。その結果、本発明に係る複合ナノ繊維不織布は、人造皮革、生理用ナプキン、フィルター、人造血管などの医療用素材、防寒服、半導体用ワイパー、電池用不織布などの多様な用途に使用される。
【0068】
次いでは、本発明の複合電機紡糸装置を用いて複合ナノ繊維フィラメントを製造する方法を図2を通じて説明する。
【0069】
図2に図示されているように、複合ナノ繊維フィラメントは、前述した複合ナノ繊維不織布を製造する時と同じにナノ繊維ウエブ(15)を製造してから、製造されたナノ繊維ウエブ(15)を空気撚糸装置(18)内に通過させて撚糸し、続いて、第1ローラー(19)、第2ローラー(20)及び第3ローラー(22)に順次的に通過させて延伸した後、巻き取りローラー(16)に巻き取る方法によって製造する。
【0070】
選択的に、上記の延伸工程と巻き取り工程の間に熱固定装置(21)によって延伸処理することもできる。
【0071】
この時、上記ナノ繊維ウエブ(15)はリボン形態である。リボン形態のナノ繊維ウエブ(15)を製造するためには、(I)ナノ繊維ウエブ(15)の幅をコレクター(7)の全幅と同一に広幅に電気紡糸してから、広幅のナノ繊維のウエブ(15)をウエブ切断装置にて切断する方法を使用するか、(II)ナノ繊維ウエブ(15)の幅を一個のノズルの幅と同一に小幅に分けて電気紡糸する方法を使用する。
【発明の効果】
【0072】
本発明は、高品質の2種以上のナノ繊維を大量生産することができ、各々の用途に要する物性に適合な複合ナノ不織布及び複合ナノフィラメントを簡単な設備及び工程によって生産することができる。
【発明を実施するための最良の形態】
【0073】
以下、実施例及び比較実施例を通じて、本発明をより具体的に説明する。しかし、本発明がこれら実施例のみに限定されるものではない。
【実施例1】
【0074】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0075】
一方、数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して他の紡糸溶液を製造した。
【0076】
図1の本発明による複合電機紡糸装置の紡糸溶液主タンク(1、1’)に保管されている上記2種の紡糸溶液を各々計量ポンプ(2、2’)によって定量計量して紡糸溶液ドロップ裝置(3、3’)に供給することにより、紡糸溶液の流れを不連続的に転換させた。続いて、2種の上記紡糸溶液を図6に図示されているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることにより複合ナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記2種の紡糸溶液を各々紡糸するノズルなどが図4のように配列されており、全体ノズルの中でポリ(ε−カプロラクトン)紡糸溶液を紡糸するノズル個数の比率が66.7%で、ポリウレタン樹脂紡糸溶液を紡糸するノズル個数の比率が33.3%で、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクター(7)の表面温度を35℃として電気紡糸した。紡糸中、ノズルブロック(4)の最上部からあふれる紡糸溶液は、吸入空気を用いる紡糸溶液排出装置(12)を使用して強制的に紡糸溶液主タンク(1)に移送した。この時、ノズルとしては、ノズルの出口角度(θ)120°、ノズル内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造した複合ナノ繊維不織布(W)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
【実施例2】
【0077】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0078】
一方、数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して他の紡糸溶液を製造した。
【0079】
図1の本発明による複合電機紡糸装置の紡糸溶液主タンク(1,1’)に保管されている上記2種の紡糸溶液を各々計量ポンプ(2、2’)によって定量計量して紡糸溶液ドロップ裝置(3、3’)に供給することにより、紡糸溶液の流れを不連続的に転換させた。続いて、2種の上記紡糸溶液を図6に図示されているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることにより複合ナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記2種の紡糸溶液を各々紡糸するノズルなどが図4のように配列されており、全体ノズルの中でポリ(ε−かプロラクトン)紡糸溶液を紡糸するノズル個数の比率が33.3%で、ポリウレタン樹脂紡糸溶液を紡糸するノズル個数の比率が66.7%で、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクター(7)の表面温度を35℃として電気紡糸した。紡糸中、ノズルブロック(4)の最上部からあふれる紡糸溶液は、吸入空気を用いる紡糸溶液排出装置(12)を使用して強制的に紡糸溶液主タンク(1)に移送した。この時、ノズルとしては、ノズルの出口角度(θ)120°で、ノズル内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造した複合ナノ繊維不織布(X)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
比較実施例1
【0080】
数平均分子量80,000のポリ(ε-カプロラクトン)高分子(米国Aldrich社製)を塩化メチレン/N、N-ジメチルホルムアミド(体積比:75/25)混合溶媒に13重量%の濃度になるように溶解して紡糸溶液を製造した。上記高分子紡糸溶液の表面張力は35mN/m、溶液粘度は常温で35センチポアズ(cPS)、電気伝導度は0.02mS/m、誘電率90であった。
【0081】
通常の上向式電気紡糸装置の紡糸溶液主タンク(1)に保管されている上記高分子紡糸溶液を計量ポンプ(2)によって定量計量してから、35kVの電圧が掛かっているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることによりナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記1種の紡糸溶液を紡糸するすべてのノズルなどが対角線に配列しており、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズル当たりの吐出量は1.2mg/分とし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクターの表面温度を35℃として、電気紡糸を行った。紡糸過程中、ノズルブロック(4)の最上部から溢れる紡糸溶液は、吸入空気を用いる紡糸溶液排出裝置(12)によって強制に紡糸溶液主タンク(1)に移送した。ここで、ノズルとしては、ノズルの出口角度(θ)120°、内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、その内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造したナノ繊維不織布(Y)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
比較実施例2
【0082】
数平均分子量80,000のポリウレタン樹脂(Dow Chemical社製 PEllethane 2103−80AE)をN、N−ジメチルホルムアミドに8重量%の濃度になるように溶解して紡糸溶液を製造した。
【0083】
通常の上向式電気紡糸装置の紡糸溶液主タンク(1)に保管されている上記高分子紡糸溶液を計量ポンプ(2)によって定量計量してから、35kVの電圧が掛かっているノズルブロック(4)内のノズル(5)に供給し、このノズル(5)を通じて上部に位置しているコレクター(7)の上に繊維状に上向電気紡糸して、ナノ繊維ウエブ(15)を製造した後、ウエブ支持ローラー(14)を経て巻き取りローラー(16)に巻き取ることによりナノ繊維不織布を製造した。この時、使用したノズルブロック(4)としては、上記1種の紡糸溶液を紡糸するすべてのノズルが対角線に配列しており、ノズルブロック当たり9,720個のノズルを有するノズルブロック4枚を使用してノズルの総数は38,880個とし、紡糸距離は15cmとし、ノズル当たりの吐出量は1.2mg/分とし、ノズルブロック(4)の往復運動は2m/分とし、コレクター(7)に電気ヒーターを設置してコレクターの表面温度を35℃として、電気紡糸を行った。紡糸過程中、ノズルブロック(4)の最上部から溢れる紡糸溶液は、吸入空気を用いる紡糸溶液排出裝置(12)によって強制に紡糸溶液主タンク(1)に移送した。ここで、ノズルとしては、ノズルの出口角度(θ)120°、内径(Di)0.9mm、外径1mmのノズルを使用した。上記空気供給用ノズルとしては、その内径(Di)20mm、外径23m、ノズル(5)の上部チップから空気供給用ノズル(4b)の上部チップまでの距離(h)8mmの空気供給用ノズルを使用し、空気速度は10m/秒とした。電圧発生裝置としては、Simco Company製のモデルCH50を用いた。このように製造したナノ繊維不織布(Z)に対する強度−伸度のグラフは図13の通りであり、引裂強度のグラフは図14の通りである。
【産業上の利用可能性】
【0084】
本発明は、用途別の要求物性を持っているので、人造皮革、空気清浄用フィルター、ワイピングクロース、ゴルフグローブ、かつらなどの日常用品は勿論、人工透析用フィルター、人造血管、癒着防止剤、人工骨などの多様の産業分野の素材として使用される複合ナノ繊維不織布及び複合ナノフィラメントを生産するに利用することができる。
【図面の簡単な説明】
【0085】
【図1】本発明の複合電機紡糸装置を用いて複合ナノ繊維不織布を製造する工程概略図である。
【図2】本発明の複合電機紡糸装置を用いて複合ナノ繊維から構成された連続状フィラメントを製造する工程概略図である。
【図3】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが対角線方向に一列で交互に配列された状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図4】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどがお互いに相違な比率で一定の反復単位により規則的に配列された状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図5】本発明によってノズルブロック上に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが縦方向に一列ずつ交互に配列された状態及び溶液供給状態を示す模式図である(○:第一紡糸溶液成分、●:第二紡糸溶液成分)。
【図6】本発明によるノズルブロック(4)の模式図である。
【図7】本発明によるノズルブロック(4)の断面図である。
【図8】ノズル(5)の側面を示す模式図である。
【図9】ノズル(5)の平面例示図である。
【図10】ノズル(5)の側面を示す模式図である。
【図11】ノズル(5)の平面例示図である。
【図12a】本発明における紡糸原液ドロップ裝置(3)の断面図である。
【図12b】本発明における紡糸原液ドロップ裝置(3)の斜視図である。
【図13】各々のナノ繊維不織布の種類(タイプ)に対する強度-伸度のグラフである。
【図14】各々のナノ繊維不織布の種類(タイプ)に対する引裂強度のグラフである。
【符号の説明】
【0086】
1、1’:紡糸溶液主タンク
2,2’:計量ポンプ
3、3’:紡糸溶液ドロップ裝置
3a:紡糸溶液ドロップ裝置のフィルター
3b:気体流入管
3c:紡糸溶液誘導管
3d:紡糸溶液排出管
4:ノズルブロック
4a:オーバーフロー除去用ノズル
4b:空気供給用ノズル
4c:空気供給用ノズルの支持板(非導電体)
4d:空気貯蔵板
4e:オーバーフロー除去用ノズルの支持板
4f:ノズルプレイト
4g:オーバーフロー液臨時貯蔵板
4h、4h’:紡糸溶液供給板
4i:導電体板
4j:加熱板
5:ノズル
6:ナノ繊維
7:コレクター(コンベヤーベルト)
8a、8b:コレクター支持ローラー
9:電圧発生裝置
10:ノズルブロックの左右往復運動裝置
11a:攪拌機用モーター
11b:非伝導性絶縁棒
11c:攪拌機
12,12’:紡糸溶液排出裝置
13:移送管
14:ウエブ支持ローラー
15:ナノ繊維のウエブ
16:ウエブ巻き取りローラー
17:ウエブ移送ローラー
18:空気撚糸機
19:第1ローラー
20:第2ローラー
21:熱固定装置(ヒーター)
22:第3ローラー
W:実施例1から製造された複合ナノ繊維不織布
X:実施例2から製造された複合ナノ繊維不織布
Y:比較実施例1から製造されたナノ繊維不織布
Z:比較実施例2から製造されたナノ繊維不織布
θ:ノズルの出口角度
L:ノズルの長さ
Di:ノズルの内径
Do:ノズルの外径
h:ノズルの上部チップから空気供給用ノズルの上部チップまでの距離
【特許請求の範囲】
【請求項1】
紡糸溶液主タンク(1);計量ポンプ(2);ノズルブロック(4);上記ノズルブロックに設置されたノズル(5);上記ノズルブロックから紡糸される繊維などを集積するコレクター(7);及びノズルブロック(4)とコレクター(7)に電圧を印加するための電圧発生裝置(9)から構成される電気紡糸裝置において、[I]上記ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列され、[II]上記紡糸溶液主タンク(1)が2個以上であり、[III]上記紡糸溶液主タンク(1)と上記ノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられていることを特徴とする複合電気紡糸装置。
【請求項2】
上記ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項3】
上記ノズルブロック(4)に設けられたノズル(5)の出口が上部方向に形成され、上記コレクター(7)が上記ノズルブロック(4)の上部に設けられることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項4】
上記ノズルブロック(4)全体が左右往復運動することを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項5】
上記コレクター(7)の内に加熱裝置が設置されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項6】
上記ノズルブロック(4)の内部に攪拌機(11c)が設置されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項7】
上記ノズルブロック(4)の上段に、ノズル部位で紡糸されなかった紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が形成されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項8】
上記コレクター(7)が固定または連続回転することを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項9】
上記ノズル(5)の出口が、90乃至175°の角度(θ)を有する一つ以上の喇叭管形態に形成されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項10】
上記ノズルブロック(4)が、[I]ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されたノズルプレイト(4f)と上記ノズルプレイトの下段に位置してノズルに紡糸溶液を供給する2枚以上の紡糸溶液供給板(4h、h’);[II]ノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)、上記オーバーフロー除去用ノズルと連結されており、ノズルプレイトの直上段に位置するオーバーフロー液臨時貯蔵板(4g)及び上記オーバーフロー液臨時貯蔵板の直上段に位置してオーバーフロー除去用ノズルを支持するオーバーフロー除去用ノズルの支持板(4e);[III]ノズル(5)とオーバーフロー除去用ノズル(4a)を包んでいる空気供給用ノズル(4b)、ノズルブロックの最上段に位置して空気供給用ノズルを支持する空気供給用ノズルの支持板(4c)及び空気供給用ノズルの支持板の直下段に位置して空気供給用ノズルに空気を供給する空気貯蔵板(4d);[IV]ノズルの配列方式と同一にピンが配列されており、ノズルプレイトの直下段に位置する導電体板(4i);及び[V]紡糸溶液供給板の直下段に位置する加熱板(4j)から構成されることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項11】
上記ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されていることを特徴とする特許請求の範囲第10項に記載の複合電気紡糸装置。
【請求項12】
特許請求の範囲第1項に記載の複合電気紡糸装置を用いて製造された複合ナノ繊維不織布。
【請求項13】
特許請求の範囲第1項に記載の複合電気紡糸装置を用いて製造された連続状複合ナノ繊維フィラメント。
【請求項1】
紡糸溶液主タンク(1);計量ポンプ(2);ノズルブロック(4);上記ノズルブロックに設置されたノズル(5);上記ノズルブロックから紡糸される繊維などを集積するコレクター(7);及びノズルブロック(4)とコレクター(7)に電圧を印加するための電圧発生裝置(9)から構成される電気紡糸裝置において、[I]上記ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列され、[II]上記紡糸溶液主タンク(1)が2個以上であり、[III]上記紡糸溶液主タンク(1)と上記ノズルブロック(4)の間に紡糸溶液ドロップ装置(3)が設けられていることを特徴とする複合電気紡糸装置。
【請求項2】
上記ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項3】
上記ノズルブロック(4)に設けられたノズル(5)の出口が上部方向に形成され、上記コレクター(7)が上記ノズルブロック(4)の上部に設けられることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項4】
上記ノズルブロック(4)全体が左右往復運動することを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項5】
上記コレクター(7)の内に加熱裝置が設置されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項6】
上記ノズルブロック(4)の内部に攪拌機(11c)が設置されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項7】
上記ノズルブロック(4)の上段に、ノズル部位で紡糸されなかった紡糸溶液を紡糸溶液主タンク(1)に強制移送させる紡糸溶液排出裝置(12)が形成されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項8】
上記コレクター(7)が固定または連続回転することを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項9】
上記ノズル(5)の出口が、90乃至175°の角度(θ)を有する一つ以上の喇叭管形態に形成されていることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項10】
上記ノズルブロック(4)が、[I]ノズルブロック(4)に2種以上の紡糸溶液を各々紡糸するノズルなどが同一又は相違な比率に一定の反復単位で規則的に又はランダムに配列されたノズルプレイト(4f)と上記ノズルプレイトの下段に位置してノズルに紡糸溶液を供給する2枚以上の紡糸溶液供給板(4h、h’);[II]ノズル(5)を包んでいるオーバーフロー除去用ノズル(4a)、上記オーバーフロー除去用ノズルと連結されており、ノズルプレイトの直上段に位置するオーバーフロー液臨時貯蔵板(4g)及び上記オーバーフロー液臨時貯蔵板の直上段に位置してオーバーフロー除去用ノズルを支持するオーバーフロー除去用ノズルの支持板(4e);[III]ノズル(5)とオーバーフロー除去用ノズル(4a)を包んでいる空気供給用ノズル(4b)、ノズルブロックの最上段に位置して空気供給用ノズルを支持する空気供給用ノズルの支持板(4c)及び空気供給用ノズルの支持板の直下段に位置して空気供給用ノズルに空気を供給する空気貯蔵板(4d);[IV]ノズルの配列方式と同一にピンが配列されており、ノズルプレイトの直下段に位置する導電体板(4i);及び[V]紡糸溶液供給板の直下段に位置する加熱板(4j)から構成されることを特徴とする特許請求の範囲第1項に記載の複合電気紡糸装置。
【請求項11】
上記ノズルブロック(4)に2種以上のポリマー紡糸溶液を各々紡糸するノズルなどが横方向、縦方向及び対角線方向の中から選択されたいずれかの方向に一列ずつ交互に配列されていることを特徴とする特許請求の範囲第10項に記載の複合電気紡糸装置。
【請求項12】
特許請求の範囲第1項に記載の複合電気紡糸装置を用いて製造された複合ナノ繊維不織布。
【請求項13】
特許請求の範囲第1項に記載の複合電気紡糸装置を用いて製造された連続状複合ナノ繊維フィラメント。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2009−510272(P2009−510272A)
【公表日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願番号】特願2008−532155(P2008−532155)
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/KR2005/003183
【国際公開番号】WO2007/035011
【国際公開日】平成19年3月29日(2007.3.29)
【出願人】(507309057)
【出願人】(506154409)
【Fターム(参考)】
【公表日】平成21年3月12日(2009.3.12)
【国際特許分類】
【出願日】平成17年9月26日(2005.9.26)
【国際出願番号】PCT/KR2005/003183
【国際公開番号】WO2007/035011
【国際公開日】平成19年3月29日(2007.3.29)
【出願人】(507309057)
【出願人】(506154409)
【Fターム(参考)】
[ Back to top ]