
複室容器
【課題】排出ポートを通常は閉鎖しておき、薬剤バッグ開通時に薬剤バッグの変形と連動して排出ポートを開放させる複室容器に関し、隔壁開通時の排出ポートの開通をより確実化することを目的とする。。
【解決手段】薬剤バッグ10外周の強シール部14-1に強固に溶着される排出ポート基部12-1から矩形断面部12-6が一体に薬剤バッグ内部に延出される。矩形断面部12-6の上面はU字状溝を形成し、その底面30´が脆弱部となる。矩形断面部12-6の上壁におけるU字状溝30の内側部位33に薬剤バッグ対向面がポイントシール34にて強固に溶着される。薬剤バッグ開通時の膨れは部位33に外力を加え、脆弱部30´にて破壊され、部位33はプルタブ式に回動せしめられ、薬剤バッグ内部を排出ポート内部に連通せしめる開口36が未開通時部位33が占めていた排出ポートの部位に形成される。
【解決手段】薬剤バッグ10外周の強シール部14-1に強固に溶着される排出ポート基部12-1から矩形断面部12-6が一体に薬剤バッグ内部に延出される。矩形断面部12-6の上面はU字状溝を形成し、その底面30´が脆弱部となる。矩形断面部12-6の上壁におけるU字状溝30の内側部位33に薬剤バッグ対向面がポイントシール34にて強固に溶着される。薬剤バッグ開通時の膨れは部位33に外力を加え、脆弱部30´にて破壊され、部位33はプルタブ式に回動せしめられ、薬剤バッグ内部を排出ポート内部に連通せしめる開口36が未開通時部位33が占めていた排出ポートの部位に形成される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、排出ポートを通常は閉鎖しておき、薬剤バッグ開通時に薬剤バッグの変形と連動して排出ポートを開放させる複室容器に関する。
【背景技術】
【0002】
輸液用複室容器として、可撓性若しくは軟弱フィルムを素材とする薬剤バッグの対向面を相対的に低温にて溶着して成る弱シール部によってそれぞれ異なった薬液を収容する複数の隔室に分離したものがある。薬剤バッグの外周には、プラスチック成型品としての排出ポートが設けられ、排出ポートは筒状に形成され、その内部空洞は一端側で一方の隔室に開口しているが、他端にはゴム栓が設けられている。患者への薬液の投与に先立って薬剤バッグを外側から加圧することによって弱シール部が剥離開通せしめられ、薬剤バッグの内部空洞は一室となるため2種類の薬液は混合され、輸液セットの穿刺針によりゴム栓を穿刺し、薬剤バッグよりの薬液の投与が可能となる。従って、この種の医療用混合型複室容器においては薬液の投与に先立って弱シール部の開通より両液を混合せしめる作業は必須であり、他方、弱シール部の開通を行わないままで排出ポートにおけるゴム栓の穿刺を行うと、排出ポート側の隔室における薬液のみが投与されてしまうという誤操作の可能性があった。この問題点に対処する従来技術として、薬剤バッグに対する排出ポートの端面を破断可能に構成し、この破壊可能部から一体に延設される応力付与部を薬液バッグの対向面に強固に溶着し、隔室開通時の薬液バッグの膨れ変形に応力付与部を連動拡開させることにより排出ポートの端面を破断させ、排出ポートを薬液バッグ内部に開通させるようにしたものがある(特許文献1)。
【特許文献1】特開2006−87904号公報
【発明の概要】
【発明が解決しようとする課題】
【0003】
特許文献1は、排出ポートの端面から一体に延設される応力付与部を隔壁開通時の薬液バッグの膨れ変形に連動させて拡開させることにより応力付与部より排出ポート端面に応力を付与し、この応力により排出ポート端面(破断可能部)を破壊させ、排出ポートを薬液バッグに開口させている。特許文献では、応力付与部は排出ポート端面における破断可能部から延出し、離間位置している。これは、開通時の薬剤バッグが大きく変形する部位に応力付与部を連結することで、応力付与部を大きく拡開させて、その根元に一体化された破断可能部の確実な破断・開通を行わしめる意図のものと考えられる。しかしながら、破断可能部は排出ポート端部に位置している破断可能部で得られる変位量自体は小さいため、開通時の破断可能部の破壊が確実に得られない懸念があった。
【0004】
また、従来技術における破断可能部は通常時に排出ポートを完全閉鎖しており、薬液バッグ内の薬液蒸気による湿熱下の滅菌ができない。そのため、湿熱下での滅菌のためには排出ポートに液体を別途充填する必要があったり、放射線による滅菌が必要となったりするため滅菌工程が複雑化及び高コスト化してしまう。
【0005】
この発明は、以上の問題点に鑑みなされたものであり、隔壁開通時の排出ポートの開通をより確実化することを目的とする。また、薬液バッグ内の薬剤蒸気による湿熱下での滅菌を可能とすることを目的とする。
【課題を解決するための手段】
【0006】
第1発明の複室容器は、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えている。
【0007】
第2発明によれば、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、前記排出ポートに設けられ、輸液時に排出ポートを薬剤バッグ内部に対して開口せしめる開口部と、薬液バッグ対向面に連結され、通常状態において前記開口部を実質的に閉鎖する封止部材とを備えた複室容器における前記排出ポートの湿熱下での滅菌方法であって、前記排出ポートに第2の開口部を穿設し、第2の開口部を開放させた状態で複室容器内の薬剤を加熱することで排出ポートの湿熱下での滅菌を行い、滅菌後に第2の開口部を薬液バッグ対向面にて封止する複室容器の滅菌方法が提供される。
【0008】
第3発明によれば、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器における排出ポートをプラスチック素材より型成形するに際し、排出ポートの輪郭形状に応じた空洞を形成する外型と中子とからなる金型を準備し、金型における封止部材の形成部位と対向した金型の部位に第2の開口部を形成する金型の部位を位置させ、金型の空洞部に溶融プラスチック素材を注入することで成形を行う方法が提供される。
【発明の効果】
【0009】
第1及び第2発明によれば、滅菌時に第2の開口部を開放させておくことで、薬液バッグ内の薬剤が加熱により蒸気となって第2の開口部を介して排出ポート内に充満され、排出ポートの滅菌を湿熱下で行うことができ、滅菌作業の効率を高めることができる。
【0010】
第1発明において、封止部材を回動可能としかつ脆弱部により一体化することが好ましく、これにより成形の容易性と開通動作の確実性とを実現することができる。
【0011】
封止部材は通常状態において薄肉部により排出ポートの残余の部位と一体化され、開通時において薄肉部が破壊されるようにし、これにより開通の確実化を実現することができる。排出ポートは樹脂からの射出成形品とすることができ、この場合型抜きの状態では開放構造とすることが肉厚管理上からの金型寿命延長の観点からも好ましい。そして、開放構造の先端部分は型成形後の溶着等の2次加工による封止部分とする。
【0012】
排出ポートにおける封止部材の設置面の傾斜構造により確実な開放動作を確保することができる。
【0013】
第3発明によれば、プラスチック樹脂による排出ポートの型成形時に樹脂の流動抵抗に拘わらず中子を金型に対しするセンターリングを維持して成形を行うことができ、成形品である排出ポートの肉厚の均衡を図ることができる。
【図面の簡単な説明】
【0014】
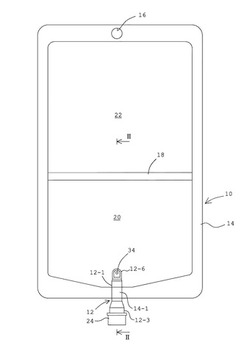
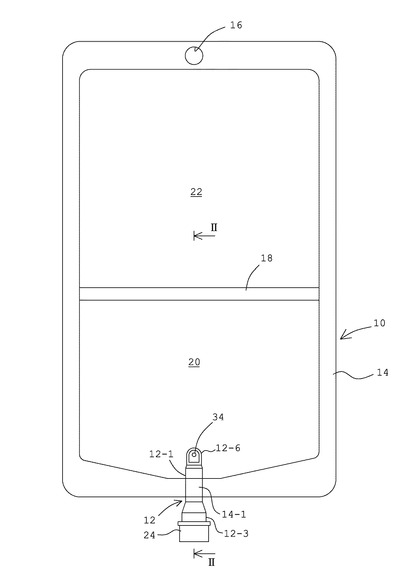
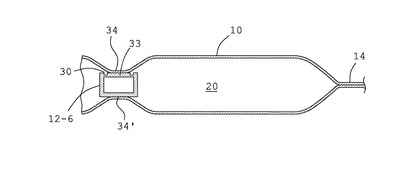
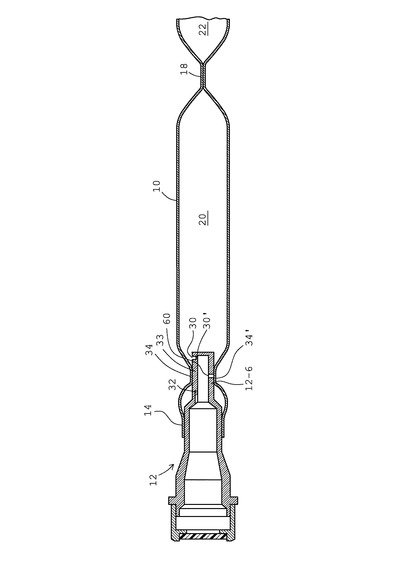
【図1】図1はこの発明の複室容器の平面図。
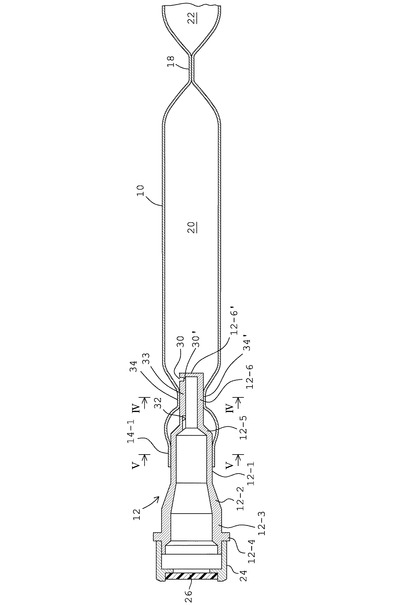
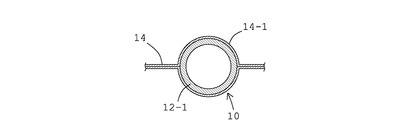
【図2】図2はこの発明の複室容器の部分的断面図であり、図1のII−II線に沿って現される矢視図である。
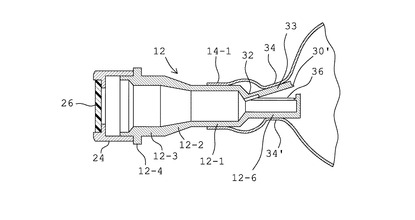
【図3】図3は図1における排出ポートの前端部分の部分拡大図である。
【図4】図4は図2におけるIV−IV線に沿った矢視断面図である。
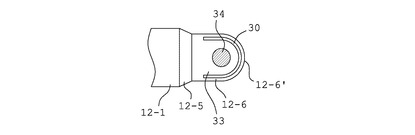
【図5】図5は図2におけるV−V線に沿った矢視断面図である。
【図6】図6は薬剤バッグ開通時における排出ポート接続部の部分図である。
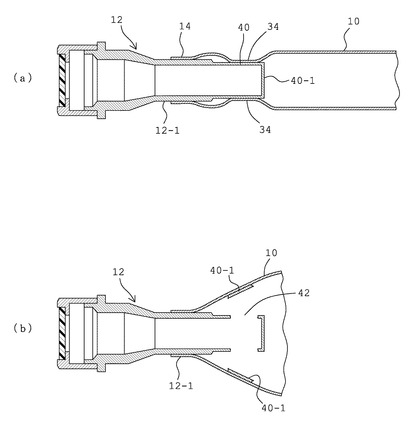
【図7】図7は別実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図8】図8は更に別の実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図9】図9は図8の変形実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図10】図10は別実施形態における排出ポートの先端断面図であり、(a)は成形上がり状態を示し、(b)は先端を2次加工にて封止した状態を示す。
【図11】図11は別実施形態における複室容器における排出ポートの先端部の斜視図である。
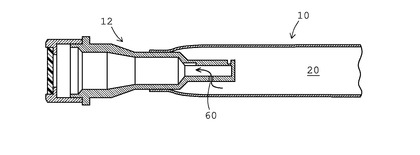
【図12】図12は図11のXII−XII線に沿った断面図である。
【図13】図13は更に別の実施形態における複室容器における排出ポートの先端部の斜視図である。
【図14】図14は図13のXIV−XIV線に沿った断面図であり、(a)は閉鎖状態、(b)は開放状態を示す。
【図15】図15は図14のXV−XV線に沿った断面図である。
【図16】図16はこの発明の更に別の実施形態の複室容器の部分的断面図である。
【図17】図17は図16の実施形態の複室容器の滅菌工程実施時の部分的断面図である。
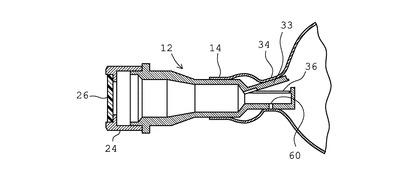
【図18】図18は薬剤バッグ開通時における図16の実施形態の複室容器における排出ポート接続部の部分図である。
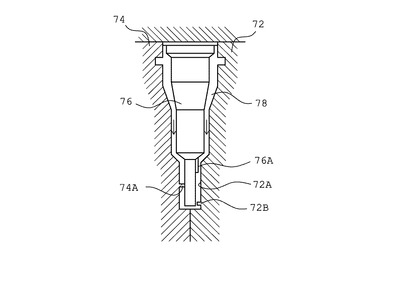
【図19】図19は図16の実施形態の複室容器における排出ポートの成形工程における金型配置の断面図。
【発明を実施するための最良の形態】
【0015】
図1〜図2において、この発明の複室容器は薬剤の収納のための平坦状の薬剤バッグ(外部バッグ)10と、薬剤バッグ10の外周部に固定される排出ポート12とから構成される。薬剤バッグ10は厚さ200ミクロンといったポリエチレンフィルムなどの多層構造の可撓性フィルム(本発明の可撓性素材)を素材とする。2枚の合成樹脂フィルム切片はその外周にてその軟化温度より十分高い高温(ポリエチレンの場合は130℃)にて加圧されることにより形成された強シール部14により封止され、実質的に矩形の袋状をなしている。この薬剤バッグ10は、上記のようなフィルムからの製袋によるものの他に、チューブ状インフレーションフィルムからの製袋や、ブロー成形による容器とすることもできる。強シール部14には懸垂孔16が穿設され、この懸垂孔16によって薬剤バッグ10を点滴台などに吊り下げ保持し、点滴や透析作業を行うことになる。
【0016】
薬剤バッグ10の長さ方向における略中間部位において全幅にわたって弱シール部18(本発明の隔壁)が延びており、弱シール部18によって薬剤バッグ10の表裏対向内面が接着され、薬剤バッグ10の内部空洞は第1隔室20と第2隔室22とに区画される。第1隔室20に第1薬液が充填され、第2隔室22に第2薬液が充填される。弱シール部18は薬剤バッグ10を形成する合成樹脂フィルム切片の表裏面をその軟化温度よりやや高い低温(ポリエチレンの場合は120℃)で加圧することにより形成される。そのため、第1隔室20と第2隔室22にそれぞれの薬液を収容した状態で隔室20, 22の部位において薬剤バッグ10における薬液を外側より加圧することにより、強シール部14はそのままに弱シール部18を流体圧(加圧時の薬液の圧力)にて破壊・開通せしめ、第1薬液と第2薬液との混合を行うことができる。
【0017】
排出ポート12は、その形態を維持しうる剛性を有した肉厚を有した合成樹脂(薬剤バッグ10との密着性を得るため薬剤バッグ10と同一プラスチック素材とするのが好ましい)の成形品である。排出ポート12は全体としては筒状をなし、円形断面の基部12-1の外周に薬剤バッグ10を構成する上下の合成樹脂フィルムが強固に溶着され強シール部14における排気ポート12の外周部分14-1を構成している。基部12-1より外側ではテーパ部12-2を介して拡径部12-3に連なり、拡径部12-3の端部のフランジ部12-4にはキャップ24が突当溶着され、キャップ24の底面開口部にはゴム製内蓋26が装着され点滴などの輸液時には輸液セットの穿刺針により内蓋26を穿刺し、薬剤バッグ10の内部空洞を輸液チューブに連通させ、輸液を行うことになる。円形断面の基部12-1は薬剤バッグ10の内部空洞に延出され、テーパ部12-5を介して矩形断面部12-6(本発明の排出ポートにおける薬剤バッグ内部に向けての延出部位)に連なる。矩形断面部12-6は端面12-6'は上面から見て丸みを帯びつつ閉鎖されている(図3)。薬剤バッグ内部に延出位置している矩形断面部12-6の上壁面にその外縁部に沿って溝部30が形成され、溝部30は上面からみてU形状をなし、U形状の脚部はテーパ部12-5との付根の部位まで延びており、溝部30の底面における薄肉部分30´は薬剤バッグ開通時の外力により破壊される脆弱部を構成し、その内側の本来の肉厚のU形輪郭部33が残され、このU形輪郭部33が本発明の封止部材となる。即ち、この実施形態では封止部材としてのU形輪郭部33は脆弱部としての溝部30を介して排出ポート12の残余の部位と一体化されており、通常時は排出ポート12を薬剤バッグ10から封止・分離している。更に、矩形断面部12-6の上壁面における内側面に幅方向に溝部32が形成され、溝部32は弱シール部18開通時の外力により溝部30に沿って矩形断面部12-6の上壁面が破壊・分離されたとき、この破壊・分離部分の内側部分であるU形輪郭部33をプルタプ方式で回動せしる回動基点(一体蝶番)となるように機能するものである。即ち、排出ポート12に対向する薬剤バッグの上下面のうちの上側面のみにおいてU形輪郭部33は設けられ、この発明はU形輪郭部33は排出ポート12の片側のみにおいて排出ポート12の開閉を行うように機能する。
【0018】
U形輪郭部33は薬剤バッグを構成する合成樹脂フィルム内層にレーザ溶着等によりポイント状に溶着(ポイントシール)されている。ポイントシール部を34にて示す。このポイントシール部34は、溶着温度は強シール部14形成時のそれと同等であり、U形輪郭部33を剥離不能に強固に接合するもので、後述の通り、弱シール部18の開通時における排出ポートとの接合部での薬剤バッグの拡開に連動させて、U形輪郭部33に引張方向の外力を加え、U形輪郭部33を脆弱部30´にて破壊・開通に至らしめるものである。尚、薬剤バッグ開通時の薬剤バッグの膨れ変形による外力をポイントシール部34に効率的に加えるため、ポイントシール部34と反対側(U形輪郭部33の形成面と対向した矩形断面部12-6の下面側)においても排出ポート12は薬剤バッグ対向面と剥離不能に溶着する必要があり、このような溶着部を34´にて示す。
【0019】
薬剤バッグ10の開通時、薬剤バッグ10は机の上などに載置され、薬剤バッグは隔室22又は20若しくは双方における薬液収容部位にて掌などにより加圧され、加圧により液体圧が弱シール部18の部位に加わり、弱シール部18を構成する上下の合成樹脂フィルム層を剥離・開通せしめる。弱シール部18の開封時に、薬剤バッグ10は拡開され、U形輪郭部33は薬剤バッグ10の対向内面にポイントシール部34にて強固に一体化されているため、U形輪郭部33に薬剤バッグ拡開方向の外力が加わり、脆弱部30´にて破壊が惹起され、U形輪郭部33は一体蝶番部32をヒンジとして図6のように半径外方に回動される。そのため、薬剤バッグ内部を排気ポート12内部に連通せしめる開口36(本発明の開口部若しくは第1の開口部)が形成され、薬剤バッグ内部の薬剤を排気ポート12内に流入せしめることができる。
【0020】
以上の実施形態では未開通時に封止部材としてのU形輪郭部33が占有していた排出ポート12の部位がそのまま薬剤バッグ10内部を排出ポート12に連通せしめる開口36を形成する。即ち、開通時の封止部材としてのU形輪郭部33の開度がそのまま薬剤バッグ内部を排出ポート12に連通せしめる開口の大きさとなるため、薬剤バッグ10の開通時の排出ポート12の確実な開通と必要な開度(流量)を得ることができる。
【0021】
図7は別実施形態を示し、排出ポート12の基部12-1から筒状部40が薬剤バッグ内部に延出しており、筒状部40の端面40-1は閉じており、筒状部40はその全体が肉薄に形成されている。薬剤バッグ10を構成する合成樹脂フィルムの上下層は肉薄の筒状部40の対向面に強固に(剥離不能に)溶着され、溶着部を34にて示す。筒状部40がこの発明の封止部材となる。
【0022】
薬剤バッグ開通時に図7(b)に示すように薬剤バッグが膨れることにより薬剤バッグに溶着された排出ポートの肉薄部40に外力が加わり、肉薄筒状部40はこの外力により破壊され、薬剤バッグ内部空洞が排出口12の内部に連通せしめられる。図7(b)は肉薄筒状部40における薬剤バッグ溶着部40-1が分離され、排出ポート12に薬剤バッグ内部を排出ポート内部に連通せしめる開口部42が形成された状態を示す。しかしながら、肉薄筒状部40の破壊態様は図7(b)に限定されず、薬剤バッグ開通時に全体がバラバラに破壊されてしまうようにしてもよいし、片側のみ破壊されるようなものであってもよい。
【0023】
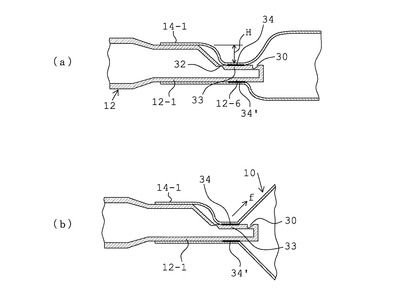
図8(a)(b)は別実施形態を示しており、未開通状態を表す図8(a)において排出ポート12における薬剤バッグ内部空洞へ向けての延出部位である矩形断面部12-6は排出ポート12の軸線に対してオフセットしている。この実施形態では矩形断面部12-6は下面が排出ポート基部12-1と面一であり、上面側は高さHの段差を形成している。矩形断面部12-6の上面側に本発明の封止部材となるU形輪郭部33が形成され、脆弱部を構成するU字溝30を介して残余の部位と一体成形されているのは第1の実施形態(図3)と同様である。図8において、薬剤バッグ10を構成する合成樹脂フィルムは上層がU形輪郭部33にポイントシール34され、下層は矩形断面部12-6の下面にポイントシール34´されているのは以前の実施形態と同様である。図8(以下の図9でも同様)では、他の部位との区別のためポイントシール部34, 34'は他の部位より太い線にて表示するようにしている。
【0024】
図8(b)は開通時の薬剤バッグ10の拡開状態を示し、矢印f方向に力がU形輪郭部33に加わり、脆弱部としての溝30にて破断することでU形輪郭部33が回動し、排出ポート12が開通状態に至るのは同様である。そして、薬剤バッグ10を構成する合成樹脂フィルム上層が溶着されるU形輪郭部33(本発明の封止部材)は排出ポート12に対する薬剤バッグの溶着部14-1(強シール部)に対して大きくオフセットしているので(オフセット量H)、薬剤バッグ10の拡開変位によりU形輪郭部33に加わる力fが大きくなり、確実な開通を促すことができる。
【0025】
図9(a)(b)は図9の実施形態の変形例で、変更部分は、封止部材としてのU形輪郭部33に対する薬剤バッグ10の上層のポイントシール部34に対して、反対側における薬剤バッグ10の下層のポイントシール部34´を薬剤バッグ内部空洞側にずらせたものである。この場合、開通時の薬剤バッグ10の拡開(膨らみ)によりU形輪郭部33に加わる力の方向は図9(b)f´となり、図8(b)のfと比較してU形輪郭部33に対してより直角に近い方向で加わるようになるため、封止部材としてのU形輪郭部33に加わる力の値は大きくなり、より確実な開通を促すことができる。
【0026】
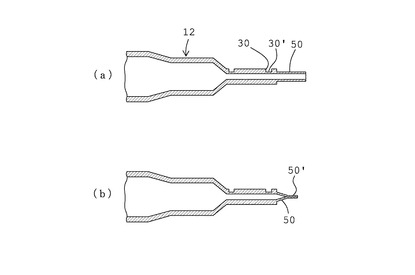
図10(a)(b)は図1、図8、図9のように表面にU形状溝30を形成することでその底面に薄肉部30´を設ける場合の変形実施形態である。即ち、これらの実施形態において射出成形品である排出ポート12は端面12-6'で閉鎖構造となっている。他方、射出成形の際、排出ポート12の外形に応じた内側凹面を備えた外金型内に排出ポート12の中心孔形状に応じた外形のコアピン(中子)を配置し、その間の型隙間に樹脂を流し込み成形を行う。薄肉部30´を備えた排出ポート12を成形する場合に射出成形金型内における薄肉部30´の形成に与る凹型部位への樹脂の流れが良くないが、閉鎖構造であるためその凹型部位までの樹脂の充分な流れを得るため射出圧力をどうしても高める必要が出て来るが、圧力増大はコアピンのしなりを惹起させ、薄肉部30´の肉厚を安定的に成形できない懸念がある。また、コアピンのしなりは金型の寿命を短縮化させる懸念がある。この懸念に対処するべく図10の実施形態では(a)に示すように排出ポート12は先端に薄肉筒状部50を内周で面一となるように延出させ、端面開放構造の射出成形品としている。そのため、成形時において肉薄部となる凹型部位への肉の流れが安定し、設定肉厚を安定的に得ることができ、また金型寿命の延長を実現することができる。金型から取り出しの品物にあっては肉薄筒状部50は開放のままであるが、2次加工で加圧加温下で圧潰し溶着することにより図10(b)のように封止部50´とし、閉鎖構造化することができる。
【0027】
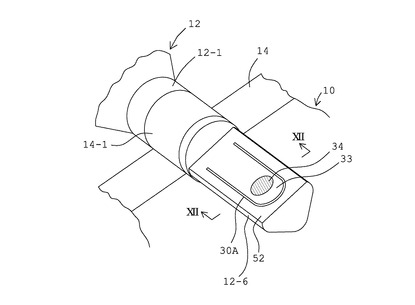
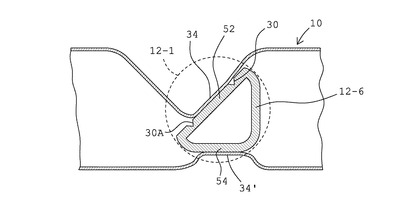
図11及び図12は別実施形態を示し、封止部材33を薬剤バッグ10の平面に対して傾斜させたものである。即ち、排出ポート12の円形断面の基部12-1からの一体延出部12-6は擬三角形状若しくはおむすび形状の断面をなし、一体延出部12-6の上面(擬三角形状の斜面)52は薬剤バッグ10の平面(水平面)に対して約45度といった角度で傾斜している。この上面に封止部材33は肉薄脆弱部を形成するためのU形状溝30で包囲されており、ポイントシール部34によって薬剤バッグ10を構成するプラスチックフィルム上層に強固に溶着され、また傾斜面52に対向する一体延出部12-6の水平な底面54に薬剤バッグ10を構成するプラスチックフィルム下層がポイントシール部34´によって強固に溶着される。
【0028】
この実施形態において、薬剤バッグ開通時(弱シール部剥離時)における薬剤バッグ10の膨らみは排出ポート12の一体延出部12-6における上下の溶着部34, 34'において上下方向の力を加えるが、溶着部34, 34'間の間隔が狭い側に最初に集中的に加わるため、U形状溝30における下側の部位30Aにおける肉薄部30´が最初に破壊され、ここから破壊が薬剤バッグ10の拡開につれて進行するために封止部材33の確実な破壊開通を促すことができる効果がある。
【0029】
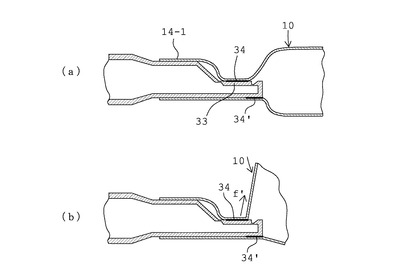
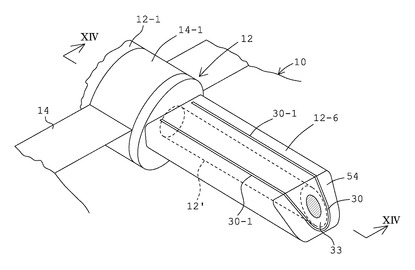
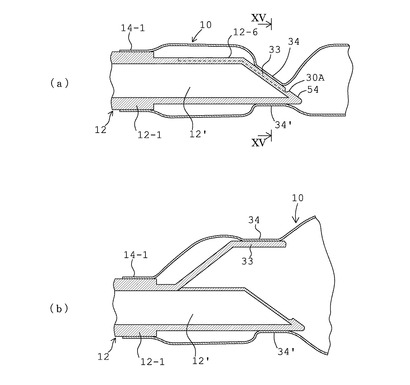
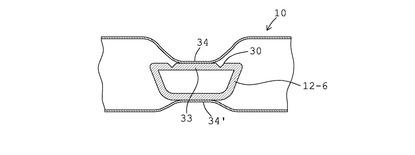
図13〜図15は更に別の実施形態を示し、排出ポート12の一体延出部12-6はその前端面54が傾斜しており、この傾斜面54に、肉薄脆弱部を形成するためのU形状溝30で包囲された封止部材33が形成され、封止部材33は薬剤バッグ10の対向上層に溶着部34にてポイントシールされ、薬剤バッグの下層は溶着部34´にて排出ポート12の一体延出部12-6の下面に溶着されている。図13に示すようにU形状溝30の両端は傾斜面54の上縁まで延び、かつ一体延出部12-6の上面においては両側の直線状溝30-1に連なり、直線状溝30-1は排出ポート基部12-1との接続部付近(根元)まで延設されている。
【0030】
この実施形態においても、封止部材33が傾斜面54に設けられているため、薬剤バッグ開通時の膨れにより、間隔が狭い側の脆弱部を構成するU形状溝30における下側部位30A(図14(a))に力が集中的に加わり、この部位が最初に破壊するため、以降の薬剤バッグの膨れによって破壊を進行させ、封止部材33の確実な開放動作を促すことができる効果がある。図14(b)は薬剤バッグ10の膨れにより封止部材33が分離され、開放した状態を示す。そして、U形状溝30に連なる直線状溝30-1(図13)が排出ポート基部12-1との接続部付近まで延設されているため、排出ポート12の内部通路12´は薬剤バッグ10を吊るした輸液状態における薬剤バッグ内部にその底付近において開口するため薬剤バッグ10内の薬液を残液なく若しくは最小にして排出することができる。
【0031】
図16以下は図1から図6の第1の実施形態の変形としての別実施形態を示し、この実施形態は複室容器の製造時に排出ポートの滅菌を薬液バッグに収容された薬液を加熱し、その結果生じた薬液蒸気により湿熱下で行うことを可能としたものである。周知のように湿熱下の加熱により滅菌が効率的になり、乾式での滅菌より優れている。構成的には、図1に示す第1の実施形態に対する相違点は、封止部材としてのU形輪郭部33に対向した排出ポート12の矩形断面部12-6に連通孔60(本発明の第2の開口部)が形成されており、出荷状態では連通孔60は溶着部34´によって封止されていることである。即ち、溶着部34´は薬剤バッグ10を構成する合成樹脂フィルム切片を剥離不能な温度で加圧することで排出ポート12の矩形断面部12-6に溶着されることで構成される。連通孔60の寸法としては液流の自由な流通は阻止するが薬液蒸気の連通は可能とする例えば0.1mm〜3mmの大きさとするこのが好ましい。
【0032】
図16の実施形態の複室容器の滅菌工程について説明すると、滅菌工程前の複室容器を図17にて示し、薬液バッグ10のU形輪郭部33及びこれに対向した矩形断面部12-6に対する薬液バッグ対向面の溶着、即ち、溶着部34, 34'の形成は未了となっている。しかしながら、薬液バッグ10の外周強シール部への排出ポート12の装着及び弱シール部18により形成された隔室20, 22へのは薬液の充填は完了されている。U形輪郭部33は排出ポート12と一体であるが、連通孔60が開放であるため、隔室20は連通孔60を介し排出ポート12に開放しているが、連通孔60の開口面積は小さいため排出ポート12への自由な液流は実質的に阻止されている。連通孔滅菌のため薬液バッグ10は適当な温度に加熱され、排出ポート12に近接側である隔室20の薬液の蒸気が発生し、この薬液蒸気は連通孔60を介して排出ポート12に矢印のように流入され、排出ポート12に流入される薬液蒸気により排出ポート12の滅菌が行われる。滅菌工程完了後に排出ポートの矩形断面部12-6を挟んで薬液バッグ16を構成する上下合成樹脂フィルム切片は溶着具によって挟着され、図16に示すように溶着部34, 34'が形成される。
【0033】
図18は隔室間の薬液混合のための開通時における排出ポート12との接続部における薬液バッグ10の拡開状態を示し、基本的には図6と同様であり、薬液バッグ10が溶着部34, 34'により溶着されていることにより、開通時の薬液バッグ10の拡開は封止部材としてのU形輪郭部33を開放させ、開口36が形成され、混合薬液が排出ポート12に流入せしめられる。
【0034】
図18は図16の実施形態における排出ポート12の合成樹脂による成形工程を説明すると、成形用金型は一対の割型(外型)72, 74と、中子(コアピン)76とからなり、割型72, 74と、中子76との間に図16の排出ポート12の輪郭形状に応じた空洞78が形成される。図16の排出ポート12におけるU形輪郭部33を形成する割型72の凹部は72Aで表され、溝部30を形成する割型の凸条は72Bで表される。そして、中子76の突起76Aは排出ポート12における一体蝶番部32を形成する部位となる。他方、割型74の突部74Aは図16の排出ポート12における連通孔60の形成部位であり、U形輪郭部33を形成する割型72の凹部72Aと対向して位置している。排出ポート12の型成形のため、割型72, 74と、中子76との間の型空洞に合成樹脂溶液が破線矢印のように流入せしめられるが、中子76の突部76Aや割型72の凸部72Bは流路が狭まっており、抵抗となるため、下端でフリーの中子76は割型74の側に即ち横方向に押圧付勢されるが、割型74の突部74Aが中子76の先端に当接した配置になっているため、横方向の押圧付勢力にかかわらず中子76は本来の位置を保持する。そのため、製品としての排出ポート12(図16)の溝部30の底面の肉薄部分30´の肉厚を所期に維持することができる。肉薄部分30´が肉厚となりすぎると図6で説明した開通時における肉薄部分30´の破断及びそれに伴う封止部材としてのU形輪郭部33の所期の解離動作が行い得ない恐れがあるが、本発明では、型成形時の中子の位置関係を所期に維持することができるため、肉厚をいつも適正に管理することができる効果がある。
【符号の説明】
【0035】
10…薬剤バッグ
12…排出ポート
12-1…排出ポート基部
12-6…排出ポート矩形断面部
14…強シール部
18…弱シール部(本発明の隔壁)
20, 22…第1、第2隔室
26…ゴム製内蓋
30…溝部
30´…脆弱部
32…一体蝶番部
33…U形状部
34…ポイントシール部
36…開口部
【技術分野】
【0001】
この発明は、排出ポートを通常は閉鎖しておき、薬剤バッグ開通時に薬剤バッグの変形と連動して排出ポートを開放させる複室容器に関する。
【背景技術】
【0002】
輸液用複室容器として、可撓性若しくは軟弱フィルムを素材とする薬剤バッグの対向面を相対的に低温にて溶着して成る弱シール部によってそれぞれ異なった薬液を収容する複数の隔室に分離したものがある。薬剤バッグの外周には、プラスチック成型品としての排出ポートが設けられ、排出ポートは筒状に形成され、その内部空洞は一端側で一方の隔室に開口しているが、他端にはゴム栓が設けられている。患者への薬液の投与に先立って薬剤バッグを外側から加圧することによって弱シール部が剥離開通せしめられ、薬剤バッグの内部空洞は一室となるため2種類の薬液は混合され、輸液セットの穿刺針によりゴム栓を穿刺し、薬剤バッグよりの薬液の投与が可能となる。従って、この種の医療用混合型複室容器においては薬液の投与に先立って弱シール部の開通より両液を混合せしめる作業は必須であり、他方、弱シール部の開通を行わないままで排出ポートにおけるゴム栓の穿刺を行うと、排出ポート側の隔室における薬液のみが投与されてしまうという誤操作の可能性があった。この問題点に対処する従来技術として、薬剤バッグに対する排出ポートの端面を破断可能に構成し、この破壊可能部から一体に延設される応力付与部を薬液バッグの対向面に強固に溶着し、隔室開通時の薬液バッグの膨れ変形に応力付与部を連動拡開させることにより排出ポートの端面を破断させ、排出ポートを薬液バッグ内部に開通させるようにしたものがある(特許文献1)。
【特許文献1】特開2006−87904号公報
【発明の概要】
【発明が解決しようとする課題】
【0003】
特許文献1は、排出ポートの端面から一体に延設される応力付与部を隔壁開通時の薬液バッグの膨れ変形に連動させて拡開させることにより応力付与部より排出ポート端面に応力を付与し、この応力により排出ポート端面(破断可能部)を破壊させ、排出ポートを薬液バッグに開口させている。特許文献では、応力付与部は排出ポート端面における破断可能部から延出し、離間位置している。これは、開通時の薬剤バッグが大きく変形する部位に応力付与部を連結することで、応力付与部を大きく拡開させて、その根元に一体化された破断可能部の確実な破断・開通を行わしめる意図のものと考えられる。しかしながら、破断可能部は排出ポート端部に位置している破断可能部で得られる変位量自体は小さいため、開通時の破断可能部の破壊が確実に得られない懸念があった。
【0004】
また、従来技術における破断可能部は通常時に排出ポートを完全閉鎖しており、薬液バッグ内の薬液蒸気による湿熱下の滅菌ができない。そのため、湿熱下での滅菌のためには排出ポートに液体を別途充填する必要があったり、放射線による滅菌が必要となったりするため滅菌工程が複雑化及び高コスト化してしまう。
【0005】
この発明は、以上の問題点に鑑みなされたものであり、隔壁開通時の排出ポートの開通をより確実化することを目的とする。また、薬液バッグ内の薬剤蒸気による湿熱下での滅菌を可能とすることを目的とする。
【課題を解決するための手段】
【0006】
第1発明の複室容器は、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えている。
【0007】
第2発明によれば、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、前記排出ポートに設けられ、輸液時に排出ポートを薬剤バッグ内部に対して開口せしめる開口部と、薬液バッグ対向面に連結され、通常状態において前記開口部を実質的に閉鎖する封止部材とを備えた複室容器における前記排出ポートの湿熱下での滅菌方法であって、前記排出ポートに第2の開口部を穿設し、第2の開口部を開放させた状態で複室容器内の薬剤を加熱することで排出ポートの湿熱下での滅菌を行い、滅菌後に第2の開口部を薬液バッグ対向面にて封止する複室容器の滅菌方法が提供される。
【0008】
第3発明によれば、可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器における排出ポートをプラスチック素材より型成形するに際し、排出ポートの輪郭形状に応じた空洞を形成する外型と中子とからなる金型を準備し、金型における封止部材の形成部位と対向した金型の部位に第2の開口部を形成する金型の部位を位置させ、金型の空洞部に溶融プラスチック素材を注入することで成形を行う方法が提供される。
【発明の効果】
【0009】
第1及び第2発明によれば、滅菌時に第2の開口部を開放させておくことで、薬液バッグ内の薬剤が加熱により蒸気となって第2の開口部を介して排出ポート内に充満され、排出ポートの滅菌を湿熱下で行うことができ、滅菌作業の効率を高めることができる。
【0010】
第1発明において、封止部材を回動可能としかつ脆弱部により一体化することが好ましく、これにより成形の容易性と開通動作の確実性とを実現することができる。
【0011】
封止部材は通常状態において薄肉部により排出ポートの残余の部位と一体化され、開通時において薄肉部が破壊されるようにし、これにより開通の確実化を実現することができる。排出ポートは樹脂からの射出成形品とすることができ、この場合型抜きの状態では開放構造とすることが肉厚管理上からの金型寿命延長の観点からも好ましい。そして、開放構造の先端部分は型成形後の溶着等の2次加工による封止部分とする。
【0012】
排出ポートにおける封止部材の設置面の傾斜構造により確実な開放動作を確保することができる。
【0013】
第3発明によれば、プラスチック樹脂による排出ポートの型成形時に樹脂の流動抵抗に拘わらず中子を金型に対しするセンターリングを維持して成形を行うことができ、成形品である排出ポートの肉厚の均衡を図ることができる。
【図面の簡単な説明】
【0014】
【図1】図1はこの発明の複室容器の平面図。
【図2】図2はこの発明の複室容器の部分的断面図であり、図1のII−II線に沿って現される矢視図である。
【図3】図3は図1における排出ポートの前端部分の部分拡大図である。
【図4】図4は図2におけるIV−IV線に沿った矢視断面図である。
【図5】図5は図2におけるV−V線に沿った矢視断面図である。
【図6】図6は薬剤バッグ開通時における排出ポート接続部の部分図である。
【図7】図7は別実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図8】図8は更に別の実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図9】図9は図8の変形実施形態における薬剤バッグ開通時における排出ポート接続部の部分図であり、(a)は閉鎖状態、(b)は開通状態を示す。
【図10】図10は別実施形態における排出ポートの先端断面図であり、(a)は成形上がり状態を示し、(b)は先端を2次加工にて封止した状態を示す。
【図11】図11は別実施形態における複室容器における排出ポートの先端部の斜視図である。
【図12】図12は図11のXII−XII線に沿った断面図である。
【図13】図13は更に別の実施形態における複室容器における排出ポートの先端部の斜視図である。
【図14】図14は図13のXIV−XIV線に沿った断面図であり、(a)は閉鎖状態、(b)は開放状態を示す。
【図15】図15は図14のXV−XV線に沿った断面図である。
【図16】図16はこの発明の更に別の実施形態の複室容器の部分的断面図である。
【図17】図17は図16の実施形態の複室容器の滅菌工程実施時の部分的断面図である。
【図18】図18は薬剤バッグ開通時における図16の実施形態の複室容器における排出ポート接続部の部分図である。
【図19】図19は図16の実施形態の複室容器における排出ポートの成形工程における金型配置の断面図。
【発明を実施するための最良の形態】
【0015】
図1〜図2において、この発明の複室容器は薬剤の収納のための平坦状の薬剤バッグ(外部バッグ)10と、薬剤バッグ10の外周部に固定される排出ポート12とから構成される。薬剤バッグ10は厚さ200ミクロンといったポリエチレンフィルムなどの多層構造の可撓性フィルム(本発明の可撓性素材)を素材とする。2枚の合成樹脂フィルム切片はその外周にてその軟化温度より十分高い高温(ポリエチレンの場合は130℃)にて加圧されることにより形成された強シール部14により封止され、実質的に矩形の袋状をなしている。この薬剤バッグ10は、上記のようなフィルムからの製袋によるものの他に、チューブ状インフレーションフィルムからの製袋や、ブロー成形による容器とすることもできる。強シール部14には懸垂孔16が穿設され、この懸垂孔16によって薬剤バッグ10を点滴台などに吊り下げ保持し、点滴や透析作業を行うことになる。
【0016】
薬剤バッグ10の長さ方向における略中間部位において全幅にわたって弱シール部18(本発明の隔壁)が延びており、弱シール部18によって薬剤バッグ10の表裏対向内面が接着され、薬剤バッグ10の内部空洞は第1隔室20と第2隔室22とに区画される。第1隔室20に第1薬液が充填され、第2隔室22に第2薬液が充填される。弱シール部18は薬剤バッグ10を形成する合成樹脂フィルム切片の表裏面をその軟化温度よりやや高い低温(ポリエチレンの場合は120℃)で加圧することにより形成される。そのため、第1隔室20と第2隔室22にそれぞれの薬液を収容した状態で隔室20, 22の部位において薬剤バッグ10における薬液を外側より加圧することにより、強シール部14はそのままに弱シール部18を流体圧(加圧時の薬液の圧力)にて破壊・開通せしめ、第1薬液と第2薬液との混合を行うことができる。
【0017】
排出ポート12は、その形態を維持しうる剛性を有した肉厚を有した合成樹脂(薬剤バッグ10との密着性を得るため薬剤バッグ10と同一プラスチック素材とするのが好ましい)の成形品である。排出ポート12は全体としては筒状をなし、円形断面の基部12-1の外周に薬剤バッグ10を構成する上下の合成樹脂フィルムが強固に溶着され強シール部14における排気ポート12の外周部分14-1を構成している。基部12-1より外側ではテーパ部12-2を介して拡径部12-3に連なり、拡径部12-3の端部のフランジ部12-4にはキャップ24が突当溶着され、キャップ24の底面開口部にはゴム製内蓋26が装着され点滴などの輸液時には輸液セットの穿刺針により内蓋26を穿刺し、薬剤バッグ10の内部空洞を輸液チューブに連通させ、輸液を行うことになる。円形断面の基部12-1は薬剤バッグ10の内部空洞に延出され、テーパ部12-5を介して矩形断面部12-6(本発明の排出ポートにおける薬剤バッグ内部に向けての延出部位)に連なる。矩形断面部12-6は端面12-6'は上面から見て丸みを帯びつつ閉鎖されている(図3)。薬剤バッグ内部に延出位置している矩形断面部12-6の上壁面にその外縁部に沿って溝部30が形成され、溝部30は上面からみてU形状をなし、U形状の脚部はテーパ部12-5との付根の部位まで延びており、溝部30の底面における薄肉部分30´は薬剤バッグ開通時の外力により破壊される脆弱部を構成し、その内側の本来の肉厚のU形輪郭部33が残され、このU形輪郭部33が本発明の封止部材となる。即ち、この実施形態では封止部材としてのU形輪郭部33は脆弱部としての溝部30を介して排出ポート12の残余の部位と一体化されており、通常時は排出ポート12を薬剤バッグ10から封止・分離している。更に、矩形断面部12-6の上壁面における内側面に幅方向に溝部32が形成され、溝部32は弱シール部18開通時の外力により溝部30に沿って矩形断面部12-6の上壁面が破壊・分離されたとき、この破壊・分離部分の内側部分であるU形輪郭部33をプルタプ方式で回動せしる回動基点(一体蝶番)となるように機能するものである。即ち、排出ポート12に対向する薬剤バッグの上下面のうちの上側面のみにおいてU形輪郭部33は設けられ、この発明はU形輪郭部33は排出ポート12の片側のみにおいて排出ポート12の開閉を行うように機能する。
【0018】
U形輪郭部33は薬剤バッグを構成する合成樹脂フィルム内層にレーザ溶着等によりポイント状に溶着(ポイントシール)されている。ポイントシール部を34にて示す。このポイントシール部34は、溶着温度は強シール部14形成時のそれと同等であり、U形輪郭部33を剥離不能に強固に接合するもので、後述の通り、弱シール部18の開通時における排出ポートとの接合部での薬剤バッグの拡開に連動させて、U形輪郭部33に引張方向の外力を加え、U形輪郭部33を脆弱部30´にて破壊・開通に至らしめるものである。尚、薬剤バッグ開通時の薬剤バッグの膨れ変形による外力をポイントシール部34に効率的に加えるため、ポイントシール部34と反対側(U形輪郭部33の形成面と対向した矩形断面部12-6の下面側)においても排出ポート12は薬剤バッグ対向面と剥離不能に溶着する必要があり、このような溶着部を34´にて示す。
【0019】
薬剤バッグ10の開通時、薬剤バッグ10は机の上などに載置され、薬剤バッグは隔室22又は20若しくは双方における薬液収容部位にて掌などにより加圧され、加圧により液体圧が弱シール部18の部位に加わり、弱シール部18を構成する上下の合成樹脂フィルム層を剥離・開通せしめる。弱シール部18の開封時に、薬剤バッグ10は拡開され、U形輪郭部33は薬剤バッグ10の対向内面にポイントシール部34にて強固に一体化されているため、U形輪郭部33に薬剤バッグ拡開方向の外力が加わり、脆弱部30´にて破壊が惹起され、U形輪郭部33は一体蝶番部32をヒンジとして図6のように半径外方に回動される。そのため、薬剤バッグ内部を排気ポート12内部に連通せしめる開口36(本発明の開口部若しくは第1の開口部)が形成され、薬剤バッグ内部の薬剤を排気ポート12内に流入せしめることができる。
【0020】
以上の実施形態では未開通時に封止部材としてのU形輪郭部33が占有していた排出ポート12の部位がそのまま薬剤バッグ10内部を排出ポート12に連通せしめる開口36を形成する。即ち、開通時の封止部材としてのU形輪郭部33の開度がそのまま薬剤バッグ内部を排出ポート12に連通せしめる開口の大きさとなるため、薬剤バッグ10の開通時の排出ポート12の確実な開通と必要な開度(流量)を得ることができる。
【0021】
図7は別実施形態を示し、排出ポート12の基部12-1から筒状部40が薬剤バッグ内部に延出しており、筒状部40の端面40-1は閉じており、筒状部40はその全体が肉薄に形成されている。薬剤バッグ10を構成する合成樹脂フィルムの上下層は肉薄の筒状部40の対向面に強固に(剥離不能に)溶着され、溶着部を34にて示す。筒状部40がこの発明の封止部材となる。
【0022】
薬剤バッグ開通時に図7(b)に示すように薬剤バッグが膨れることにより薬剤バッグに溶着された排出ポートの肉薄部40に外力が加わり、肉薄筒状部40はこの外力により破壊され、薬剤バッグ内部空洞が排出口12の内部に連通せしめられる。図7(b)は肉薄筒状部40における薬剤バッグ溶着部40-1が分離され、排出ポート12に薬剤バッグ内部を排出ポート内部に連通せしめる開口部42が形成された状態を示す。しかしながら、肉薄筒状部40の破壊態様は図7(b)に限定されず、薬剤バッグ開通時に全体がバラバラに破壊されてしまうようにしてもよいし、片側のみ破壊されるようなものであってもよい。
【0023】
図8(a)(b)は別実施形態を示しており、未開通状態を表す図8(a)において排出ポート12における薬剤バッグ内部空洞へ向けての延出部位である矩形断面部12-6は排出ポート12の軸線に対してオフセットしている。この実施形態では矩形断面部12-6は下面が排出ポート基部12-1と面一であり、上面側は高さHの段差を形成している。矩形断面部12-6の上面側に本発明の封止部材となるU形輪郭部33が形成され、脆弱部を構成するU字溝30を介して残余の部位と一体成形されているのは第1の実施形態(図3)と同様である。図8において、薬剤バッグ10を構成する合成樹脂フィルムは上層がU形輪郭部33にポイントシール34され、下層は矩形断面部12-6の下面にポイントシール34´されているのは以前の実施形態と同様である。図8(以下の図9でも同様)では、他の部位との区別のためポイントシール部34, 34'は他の部位より太い線にて表示するようにしている。
【0024】
図8(b)は開通時の薬剤バッグ10の拡開状態を示し、矢印f方向に力がU形輪郭部33に加わり、脆弱部としての溝30にて破断することでU形輪郭部33が回動し、排出ポート12が開通状態に至るのは同様である。そして、薬剤バッグ10を構成する合成樹脂フィルム上層が溶着されるU形輪郭部33(本発明の封止部材)は排出ポート12に対する薬剤バッグの溶着部14-1(強シール部)に対して大きくオフセットしているので(オフセット量H)、薬剤バッグ10の拡開変位によりU形輪郭部33に加わる力fが大きくなり、確実な開通を促すことができる。
【0025】
図9(a)(b)は図9の実施形態の変形例で、変更部分は、封止部材としてのU形輪郭部33に対する薬剤バッグ10の上層のポイントシール部34に対して、反対側における薬剤バッグ10の下層のポイントシール部34´を薬剤バッグ内部空洞側にずらせたものである。この場合、開通時の薬剤バッグ10の拡開(膨らみ)によりU形輪郭部33に加わる力の方向は図9(b)f´となり、図8(b)のfと比較してU形輪郭部33に対してより直角に近い方向で加わるようになるため、封止部材としてのU形輪郭部33に加わる力の値は大きくなり、より確実な開通を促すことができる。
【0026】
図10(a)(b)は図1、図8、図9のように表面にU形状溝30を形成することでその底面に薄肉部30´を設ける場合の変形実施形態である。即ち、これらの実施形態において射出成形品である排出ポート12は端面12-6'で閉鎖構造となっている。他方、射出成形の際、排出ポート12の外形に応じた内側凹面を備えた外金型内に排出ポート12の中心孔形状に応じた外形のコアピン(中子)を配置し、その間の型隙間に樹脂を流し込み成形を行う。薄肉部30´を備えた排出ポート12を成形する場合に射出成形金型内における薄肉部30´の形成に与る凹型部位への樹脂の流れが良くないが、閉鎖構造であるためその凹型部位までの樹脂の充分な流れを得るため射出圧力をどうしても高める必要が出て来るが、圧力増大はコアピンのしなりを惹起させ、薄肉部30´の肉厚を安定的に成形できない懸念がある。また、コアピンのしなりは金型の寿命を短縮化させる懸念がある。この懸念に対処するべく図10の実施形態では(a)に示すように排出ポート12は先端に薄肉筒状部50を内周で面一となるように延出させ、端面開放構造の射出成形品としている。そのため、成形時において肉薄部となる凹型部位への肉の流れが安定し、設定肉厚を安定的に得ることができ、また金型寿命の延長を実現することができる。金型から取り出しの品物にあっては肉薄筒状部50は開放のままであるが、2次加工で加圧加温下で圧潰し溶着することにより図10(b)のように封止部50´とし、閉鎖構造化することができる。
【0027】
図11及び図12は別実施形態を示し、封止部材33を薬剤バッグ10の平面に対して傾斜させたものである。即ち、排出ポート12の円形断面の基部12-1からの一体延出部12-6は擬三角形状若しくはおむすび形状の断面をなし、一体延出部12-6の上面(擬三角形状の斜面)52は薬剤バッグ10の平面(水平面)に対して約45度といった角度で傾斜している。この上面に封止部材33は肉薄脆弱部を形成するためのU形状溝30で包囲されており、ポイントシール部34によって薬剤バッグ10を構成するプラスチックフィルム上層に強固に溶着され、また傾斜面52に対向する一体延出部12-6の水平な底面54に薬剤バッグ10を構成するプラスチックフィルム下層がポイントシール部34´によって強固に溶着される。
【0028】
この実施形態において、薬剤バッグ開通時(弱シール部剥離時)における薬剤バッグ10の膨らみは排出ポート12の一体延出部12-6における上下の溶着部34, 34'において上下方向の力を加えるが、溶着部34, 34'間の間隔が狭い側に最初に集中的に加わるため、U形状溝30における下側の部位30Aにおける肉薄部30´が最初に破壊され、ここから破壊が薬剤バッグ10の拡開につれて進行するために封止部材33の確実な破壊開通を促すことができる効果がある。
【0029】
図13〜図15は更に別の実施形態を示し、排出ポート12の一体延出部12-6はその前端面54が傾斜しており、この傾斜面54に、肉薄脆弱部を形成するためのU形状溝30で包囲された封止部材33が形成され、封止部材33は薬剤バッグ10の対向上層に溶着部34にてポイントシールされ、薬剤バッグの下層は溶着部34´にて排出ポート12の一体延出部12-6の下面に溶着されている。図13に示すようにU形状溝30の両端は傾斜面54の上縁まで延び、かつ一体延出部12-6の上面においては両側の直線状溝30-1に連なり、直線状溝30-1は排出ポート基部12-1との接続部付近(根元)まで延設されている。
【0030】
この実施形態においても、封止部材33が傾斜面54に設けられているため、薬剤バッグ開通時の膨れにより、間隔が狭い側の脆弱部を構成するU形状溝30における下側部位30A(図14(a))に力が集中的に加わり、この部位が最初に破壊するため、以降の薬剤バッグの膨れによって破壊を進行させ、封止部材33の確実な開放動作を促すことができる効果がある。図14(b)は薬剤バッグ10の膨れにより封止部材33が分離され、開放した状態を示す。そして、U形状溝30に連なる直線状溝30-1(図13)が排出ポート基部12-1との接続部付近まで延設されているため、排出ポート12の内部通路12´は薬剤バッグ10を吊るした輸液状態における薬剤バッグ内部にその底付近において開口するため薬剤バッグ10内の薬液を残液なく若しくは最小にして排出することができる。
【0031】
図16以下は図1から図6の第1の実施形態の変形としての別実施形態を示し、この実施形態は複室容器の製造時に排出ポートの滅菌を薬液バッグに収容された薬液を加熱し、その結果生じた薬液蒸気により湿熱下で行うことを可能としたものである。周知のように湿熱下の加熱により滅菌が効率的になり、乾式での滅菌より優れている。構成的には、図1に示す第1の実施形態に対する相違点は、封止部材としてのU形輪郭部33に対向した排出ポート12の矩形断面部12-6に連通孔60(本発明の第2の開口部)が形成されており、出荷状態では連通孔60は溶着部34´によって封止されていることである。即ち、溶着部34´は薬剤バッグ10を構成する合成樹脂フィルム切片を剥離不能な温度で加圧することで排出ポート12の矩形断面部12-6に溶着されることで構成される。連通孔60の寸法としては液流の自由な流通は阻止するが薬液蒸気の連通は可能とする例えば0.1mm〜3mmの大きさとするこのが好ましい。
【0032】
図16の実施形態の複室容器の滅菌工程について説明すると、滅菌工程前の複室容器を図17にて示し、薬液バッグ10のU形輪郭部33及びこれに対向した矩形断面部12-6に対する薬液バッグ対向面の溶着、即ち、溶着部34, 34'の形成は未了となっている。しかしながら、薬液バッグ10の外周強シール部への排出ポート12の装着及び弱シール部18により形成された隔室20, 22へのは薬液の充填は完了されている。U形輪郭部33は排出ポート12と一体であるが、連通孔60が開放であるため、隔室20は連通孔60を介し排出ポート12に開放しているが、連通孔60の開口面積は小さいため排出ポート12への自由な液流は実質的に阻止されている。連通孔滅菌のため薬液バッグ10は適当な温度に加熱され、排出ポート12に近接側である隔室20の薬液の蒸気が発生し、この薬液蒸気は連通孔60を介して排出ポート12に矢印のように流入され、排出ポート12に流入される薬液蒸気により排出ポート12の滅菌が行われる。滅菌工程完了後に排出ポートの矩形断面部12-6を挟んで薬液バッグ16を構成する上下合成樹脂フィルム切片は溶着具によって挟着され、図16に示すように溶着部34, 34'が形成される。
【0033】
図18は隔室間の薬液混合のための開通時における排出ポート12との接続部における薬液バッグ10の拡開状態を示し、基本的には図6と同様であり、薬液バッグ10が溶着部34, 34'により溶着されていることにより、開通時の薬液バッグ10の拡開は封止部材としてのU形輪郭部33を開放させ、開口36が形成され、混合薬液が排出ポート12に流入せしめられる。
【0034】
図18は図16の実施形態における排出ポート12の合成樹脂による成形工程を説明すると、成形用金型は一対の割型(外型)72, 74と、中子(コアピン)76とからなり、割型72, 74と、中子76との間に図16の排出ポート12の輪郭形状に応じた空洞78が形成される。図16の排出ポート12におけるU形輪郭部33を形成する割型72の凹部は72Aで表され、溝部30を形成する割型の凸条は72Bで表される。そして、中子76の突起76Aは排出ポート12における一体蝶番部32を形成する部位となる。他方、割型74の突部74Aは図16の排出ポート12における連通孔60の形成部位であり、U形輪郭部33を形成する割型72の凹部72Aと対向して位置している。排出ポート12の型成形のため、割型72, 74と、中子76との間の型空洞に合成樹脂溶液が破線矢印のように流入せしめられるが、中子76の突部76Aや割型72の凸部72Bは流路が狭まっており、抵抗となるため、下端でフリーの中子76は割型74の側に即ち横方向に押圧付勢されるが、割型74の突部74Aが中子76の先端に当接した配置になっているため、横方向の押圧付勢力にかかわらず中子76は本来の位置を保持する。そのため、製品としての排出ポート12(図16)の溝部30の底面の肉薄部分30´の肉厚を所期に維持することができる。肉薄部分30´が肉厚となりすぎると図6で説明した開通時における肉薄部分30´の破断及びそれに伴う封止部材としてのU形輪郭部33の所期の解離動作が行い得ない恐れがあるが、本発明では、型成形時の中子の位置関係を所期に維持することができるため、肉厚をいつも適正に管理することができる効果がある。
【符号の説明】
【0035】
10…薬剤バッグ
12…排出ポート
12-1…排出ポート基部
12-6…排出ポート矩形断面部
14…強シール部
18…弱シール部(本発明の隔壁)
20, 22…第1、第2隔室
26…ゴム製内蓋
30…溝部
30´…脆弱部
32…一体蝶番部
33…U形状部
34…ポイントシール部
36…開口部
【特許請求の範囲】
【請求項1】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器。
【請求項2】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、前記排出ポートに設けられ、輸液時に排出ポートを薬剤バッグ内部に対して開口せしめる開口部と、薬液バッグ対向面に連結され、通常状態において前記開口部を実質的に閉鎖する封止部材とを備えた複室容器における前記排出ポートの湿熱下での滅菌方法であって、前記排出ポートに第2の開口部を穿設し、第2の開口部を開放させた状態で複室容器内の薬剤を加熱することで排出ポートの湿熱下での滅菌を行い、滅菌後に第2の開口部を薬液バッグ対向面にて封止する複室容器の滅菌方法。
【請求項3】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器における排出ポートをプラスチック素材より型成形するに際し、排出ポートの輪郭形状に応じた空洞を形成する外型と中子とからなる金型を準備し、金型における封止部材の形成部位と対向した金型の部位に第2の開口部を形成する金型の部位を位置させ、金型の空洞部に溶融プラスチック素材を注入することで成形を行う方法。
【請求項1】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器。
【請求項2】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、前記排出ポートに設けられ、輸液時に排出ポートを薬剤バッグ内部に対して開口せしめる開口部と、薬液バッグ対向面に連結され、通常状態において前記開口部を実質的に閉鎖する封止部材とを備えた複室容器における前記排出ポートの湿熱下での滅菌方法であって、前記排出ポートに第2の開口部を穿設し、第2の開口部を開放させた状態で複室容器内の薬剤を加熱することで排出ポートの湿熱下での滅菌を行い、滅菌後に第2の開口部を薬液バッグ対向面にて封止する複室容器の滅菌方法。
【請求項3】
可撓性フィルムにて形成された薬剤バッグと、薬剤の排出のため薬剤バッグに装着された排出ポートと、薬剤バッグ内部をそれぞれの薬剤の収納のための複数の隔室に分離し、それぞれの隔室に収納された薬剤の混合のため薬剤バッグに外部より印加される押圧力により剥離開通されるように薬剤バッグの対向内面を溶着して構成される隔壁と、薬液バッグ内部における排出ポートの部位に設けられ、通常状態において排出ポートを薬液バッグ内部に対して実質的に閉鎖し、隔壁の剥離開通時の薬剤バッグの拡開に連動した外力により開放し、排出ポートを薬剤バッグ内部に連通せしめる第1の開口部を形成する封止部材と、前記排出ポートに設けられ、排出ポートの湿熱下の滅菌時に排出ポートを薬剤バッグ内部に対して開口せしめ、通常時は薬液バッグの対向面により封止される第2の開口部とを備えた複室容器における排出ポートをプラスチック素材より型成形するに際し、排出ポートの輪郭形状に応じた空洞を形成する外型と中子とからなる金型を準備し、金型における封止部材の形成部位と対向した金型の部位に第2の開口部を形成する金型の部位を位置させ、金型の空洞部に溶融プラスチック素材を注入することで成形を行う方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2013−6060(P2013−6060A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2012−196699(P2012−196699)
【出願日】平成24年9月7日(2012.9.7)
【分割の表示】特願2009−523571(P2009−523571)の分割
【原出願日】平成20年6月5日(2008.6.5)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成24年9月7日(2012.9.7)
【分割の表示】特願2009−523571(P2009−523571)の分割
【原出願日】平成20年6月5日(2008.6.5)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
[ Back to top ]