
複層塗膜の形成方法
【課題】ハイライト位置およびシェード位置の両方で明度が高く、緻密な光輝感を有する、複層塗膜の形成方法を提供すること。
【解決手段】被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ、金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、複層塗膜の形成方法。
【解決手段】被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ、金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、複層塗膜の形成方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車車体などの塗装に適用することのできる、ハイライト位置およびシェード位置の両方で明度が高く、緻密な光輝感を有する、複層塗膜の形成方法に関する。
【背景技術】
【0002】
自動車車体などの被塗物の表面には、種々の役割を持つ複数の塗膜を順次形成して、被塗物を保護すると同時に美しい外観および優れた意匠を付与している。複層塗膜の形成方法としては、導電性に優れた被塗物上に電着塗膜などの下塗り塗膜を形成し、その上に、中塗り塗膜、上塗り塗膜を順次形成する方法が一般的である。これらの塗膜において、特に塗膜の外観および意匠を大きく左右するのは、ベース塗膜とクリヤー塗膜とからなる上塗り塗膜である。特に自動車において、車体上に形成されるベース塗膜とクリヤー塗膜とからなる上塗り塗膜の外観および意匠は、極めて重要である。
【0003】
また最近では、消費者は、いわゆるソリッドカラーよりも、光輝感のある塗色を好む傾向がある。さらに、塗膜に対する消費者の嗜好も多様化し、紫色または茶色などのいわゆる中間色の色相を有する上塗り塗膜も求められつつある。その一方で、無彩色である白、グレー、黒の色相は、依然として日本の消費者に人気がある色相である。そしてこれらの無彩色の色相においても、光輝感を有するものが好まれる傾向にある。
【0004】
光輝感のあるメタリックシルバー塗膜は一般に、アルミニウム顔料などの光輝性顔料が用いられている。一般的なメタリックシルバー塗膜は、ハイライト位置では光輝性顔料が光を多く反射して輝いて見える。その一方で、シェード位置では、この光輝性顔料がもたらす影が視認され、塗膜が暗くそして黒ずんで見える。これは、アルミニウム顔料などの光輝性顔料が、光を多く反射させるために平均粒径およびアスペクト比(平均粒径/平均厚み)が大きいことに由来する。
【0005】
アルミニウム顔料以外の光輝性顔料として、例えばマイカ顔料がある。しかしながらマイカ顔料は、アルミニウム顔料と比べて入射光を反射する機能が小さいため、ハイライト位置での光輝感が弱く、金属感が弱くなる。さらにこのマイカ顔料は、シェード位置で塗膜の色が濁って見えてしまい、白濁化した印象を与えてしまう。
【0006】
このようにメタリックシルバー塗膜においては、ハイライト位置での光輝感を発現させると、シェード位置では塗膜が暗く黒ずむまたは白濁化した印象を与えてしまうという不具合があった。そのため、ハイライト位置で光輝感があり、かつシェード位置でも、黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられるメタリック塗膜を得ることは困難であった。
【0007】
特開2002−275423(特許文献1)には、二酸化チタン被覆ホワイト着色アルミニウムフレーク顔料、二酸化チタンを被覆していないアルミニウムフレーク顔料およびビヒクルを含有する光輝性塗料組成物が記載されている。そしてこの光輝性塗料組成物により形成された複層塗膜は、上記2種類のアルミニウムフレーク顔料を用いた組み合わせに基づく、FF効果と光輝感のアップと白さに優れると記載されている。一方で本願発明は、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)の3種類の光輝性顔料を必須成分として用いている点において、特許文献1記載の発明とは異なる。また、特許文献1においては、FF(フリップフロップ)効果のアップ、つまりハイライト位置で明るく見えてシェード位置で暗く見える塗膜の形成が目的とされている。一方で本発明においては、ハイライト位置およびシェード位置の両方で高い明度を有するメタリック塗膜を形成する方法を提供とすることを目的としており、特許文献1と本発明とは目的とする意匠が異なる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−275423公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ハイライト位置およびシェード位置の両方で明度が高く、緻密な光輝感(キラキラ感)を有する、複層塗膜の形成方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、
被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、
この複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、
このベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ
この金属酸化物被覆アルミナフレーク顔料(C)と、このアルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、
複層塗膜の形成方法、を提供するものであり、これにより上記課題が解決される。
【0011】
上記アルミニウム顔料(A)および上記白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3であるのが好ましい。
【0012】
上記白着色アルミニウム顔料(B)は、アルミニウムフレークが二酸化チタンを含む着色顔料で被覆された顔料であって、このアルミニウムフレークは、平均厚みが0.01〜1μmの範囲にあり、アスペクト比(平均粒径/平均厚み)が50〜1000の範囲であるのが好ましい。
【0013】
本発明はまた、上記複層塗膜の形成方法により得られた複層塗膜も提供する。
【発明の効果】
【0014】
本発明の方法により得られる複層塗膜は、ギラギラとした金属的な光輝感ではなく、細かい粒子が光の入射に対応してキラキラと繊細に輝く、緻密な光輝感(キラキラ感)を有している。この複層塗膜はさらにハイライト位置およびシェード位置の両方で明度が高い。そしてこの複層塗膜は、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜である。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、キラキラとした細かな光がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、繊細な光輝感が視認される極めて意匠性の高い塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜である。
本発明の複層塗膜の形成方法を、自動車車体および部品などの塗装に適用することにより、優れた意匠を付与することができるという利点がある。
【図面の簡単な説明】
【0015】
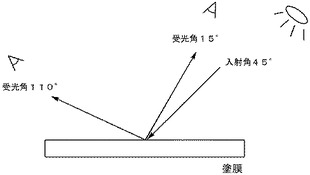
【図1】実施例および比較例における明度(L*)の測定位置を示す概略説明図である。
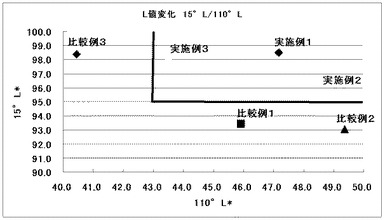
【図2】実施例および比較例により得られた複層塗膜の∠15度塗膜明度(L15値)および∠110度塗膜明度(L110値)の値を示すグラフ図である。
【発明を実施するための形態】
【0016】
本発明の複層塗膜の形成方法は、下塗り塗膜および中塗り塗膜を形成した被塗物上に、ベース塗膜およびクリヤー塗膜を順次形成する方法である。以下、ベース塗膜の形成に用いられるベース塗料組成物、およびクリヤー塗膜の形成に用いられるクリヤー塗料組成物について順次記載する。
【0017】
ベース塗料組成物
本発明の方法において、ベース塗膜は、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)を含むベース塗料組成物を用いることによって形成される。このベース塗料組成物は上記顔料(A)〜(C)に加えて、塗膜形成性樹脂、そして必要に応じた硬化剤そして他の成分を含有する。
【0018】
アルミニウム顔料(A)
本発明の方法において用いられるベース塗料組成物は、アルミニウム顔料(A)を含む。本発明で用いられるアルミニウム顔料(A)は、平均粒径(D50)が5〜12μmであるものに限定される。この平均粒径は6〜10μmであるのがより好ましい。アルミニウム顔料(A)の平均粒径が12μmを超える場合は、ハイライト位置での明度が高くなる。また、緻密な光輝感(キラキラ感)を有する複層塗膜が得られない。アルミニウム顔料(A)の平均粒径が5μm未満である場合は、ハイライト位置での光輝感が劣ることとなる。
【0019】
このアルミニウム顔料(A)は、平均厚みが0.1〜1μmであるのが好ましい。
【0020】
なお、アルミニウム顔料(A)の平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。またアルミニウム顔料(A)の平均厚みは、たとえば走査型電子顕微鏡を用いてアルミニウム顔料の断面を観察し測定することにより求めることができる。
【0021】
上記アルミニウム顔料(A)は、蒸着法または粉砕法によって製造することができる。
【0022】
アルミニウム顔料(A)として、有機物被膜または無機物被膜でコーティングされたアルミニウム顔料を用いてもよい。有機物被膜としては、ダイマー酸等のモノマーまたはポリマー(オリゴマー)形の脂肪酸、有機リン酸塩、りん酸エステル化合物、有機ホスホン酸化合物(エステル)、アミノシラン化合物、シランカップリング剤等の有機ケイ酸化合物(エステル)等が挙げられ、無機物被膜としては、ホウ酸塩、リン酸塩、亜リン酸塩、ケイ酸塩、モリブデン酸塩、バナジン酸塩、酸化クロム、酸化ジルコニウム、酸化アルミニウム等が挙げられる。但し、下記白着色アルミニウム顔料(B)を構成する被覆成分は、ここでいう有機物被膜または無機物被膜には含まれないものとする。このような有機物被膜または無機物被膜でコーティングされたアルミニウム顔料は、金属顔料の表面が被覆により安定化されている。そしてこのような有機物被膜または無機物被膜でコーティングされたアルムニウム顔料を用いることにより、ベース塗料組成物が水性ベース塗料である場合における塗料内での水素ガスの発生を抑制することができるという利点がある。
【0023】
上記アルミニウム顔料(A)として市販の顔料を用いてもよい。市販の顔料として、例えば、東洋アルミニウム社製のアルミニウム顔料ペースト「96−0635」、「97−0510」、「6390NS」、「4690NS」などが挙げられる。
【0024】
上記アルミニウム顔料(A)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、2〜10質量%であるのが好ましく、3〜7質量%であるのがより好ましい。アルミニウム顔料(A)の濃度が10質量%を超える場合は、得られる複層塗膜の外観が劣る恐れがある。アルミニウム顔料(A)の濃度が2質量%未満である場合は、得られる複層塗膜の下地隠蔽性が劣る恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、アルミニウム顔料(A)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0025】
白着色アルミニウム顔料(B)
本発明の方法において用いられるベース塗料組成物は、上記アルミニウム顔料(A)と併せて、白着色アルミニウム顔料(B)を含む。なお本明細書において「白着色」とは、通常は金属色を有するアルミニウム顔料の表面に、白色顔料を付着させることによって、白色が視認されることとなった顔料を意味する。
【0026】
本発明で用いられる白着色アルミニウム顔料(B)は、平均粒径(D50)が5〜12μmであるものに限定される。この平均粒径は6〜10μmであるのがより好ましい。白着色アルミニウム顔料(B)の平均粒径が12μmを超える場合は、配向度が高くなり、ハイライト位置とシェード位置での明度差が大きくなり、シェード位置での明度が低下することとなる。また、緻密な光輝感(キラキラ感)を有する複層塗膜が得られない。白着色アルミニウム顔料(B)の平均粒径が5μm未満である場合は、ハイライト位置での光輝感が劣ることとなる。
【0027】
白着色アルミニウム顔料(B)は、アルミニウムフレークに、二酸化チタンなどの白色顔料を被覆することによって製造することができる。白着色アルミニウム顔料(B)を構成するアルミニウムフレークの平均厚みは、0.01〜1μmの範囲にあることが好ましく、0.03〜0.8μmの範囲がさらに好ましい。平均厚みが0.01μmより薄い場合は、白着色アルミニウム顔料(B)を製造する工程でアルミニウムフレークが粉砕されて細かくなり光輝感が低下してしまう傾向にある。また、平均厚みが1μmより厚くなると、白着色アルミニウム顔料(B)の平均厚みが1μmを超えてしまい目的とする意匠を有する塗膜が得られない場合がある。
【0028】
上記アルミニウムフレークのアスペクト比(平均粒径/平均厚み)は、50〜1000の範囲にあることが好ましく、80〜500の範囲がさらに好ましい。アスペクト比が50より小さくなると、顔料の光輝感が不十分となる傾向があり、アスペクト比が1000より大きくなると、顔料の色調が変化しやすくなるという問題が生じる場合がある。
【0029】
上記アルミニウムフレークの平均粒径は、5〜12μmの範囲にあることが好ましい。平均粒径が5μmより小さくなると、顔料の光輝感が不十分となる傾向がある。また、平均粒径が12μmより大きくなると、白着色アルミニウム顔料(B)の平均粒径も12μmを超えてしまうため、シェード位置での明度が低下することとなる。なおアルミニウムフレークとして、蒸着法または粉砕法によって製造されたものを用いることができる。
【0030】
白着色アルミニウム顔料(B)における平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。また白着色アルミニウム顔料(B)における平均厚みは、たとえば走査型電子顕微鏡を用いてアルミニウム顔料の断面を観察し測定することにより求めることができる。白着色アルミニウム顔料(B)を構成するアルミニウムフレークの平均粒径および平均厚みも、同様に測定できる。
【0031】
白着色アルミニウム顔料(B)は、上記アルミニウムフレークを、白色の着色顔料で被覆することによって得ることができる。白色顔料として例えば、二酸化チタンなどの着色顔料を挙げることができる。白色顔料として特に二酸化チタンが好ましく用いられる。着色顔料としては、一次粒子径が0.01〜0.1μmの範囲のものが好ましく、0.02〜0.05μmの範囲のものであればさらに好ましい。一次粒子径が0.01μm未満の場合には顔料の分散が困難となる傾向があり、一次粒子径が0.1μmを超えるとアルミニウムフレークに均一に付着させることが困難となる傾向がある。なお、着色顔料の一次粒子径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。
【0032】
白着色アルミニウム顔料(B)中における着色顔料の含有量は、アルミニウムフレーク100質量部に対し100〜500質量部の範囲にあることが好ましく、200〜400質量部の範囲がさらに好ましい。着色顔料の含有量が100質量部未満の場合は、十分な着色が得られない傾向があり、着色顔料の含有量が500質量部を超えると着色顔料の脱落が起こりやすくなる場合がある。
【0033】
白着色アルミニウム顔料(B)において、アルミニウムフレークの個々の粒子表面における着色顔料の付着状態は、粒子表面を部分的に覆う形であってもよいが、粒子表面全体に均一に付着していることが好ましい。さらに、粒子表面における着色顔料層の厚みが着色顔料一粒子分となればより好ましい。アルミニウムフレークの粒子表面全体に着色顔料を均一に付着させることにより、個々のアルミニウムフレークの粒子を効率的かつ鮮やかに着色することができるとともに、着色顔料の金属顔料表面への固定も容易となる。
【0034】
白着色アルミニウム顔料(B)は、アルミニウムフレークに、二酸化チタンなどの着色顔料を被覆させることによって調製される。白着色アルミニウム顔料(B)の調製方法として、アルミニウムフレークを非極性溶媒中の着色顔料の分散体に混合し、着色顔料をアルミニウムフレークの表面に付着させる方法が挙げられる。ここで、アルミニウムフレークの表面に、あらかじめ無機酸基を含有する化合物を吸着させて、無機酸基の吸着層を形成しておくことが好ましい。また、着色顔料も、あらかじめアミノ化合物および/または一塩基性芳香族カルボン酸で表面を被覆しておくことが好ましい。
【0035】
白着色アルミニウム顔料(B)の調製において、無機酸基の吸着層を、アルミニウムフレークに予め設けることによって、アルミニウムフレーク表面の活性点を増加させ着色顔料の付着を容易にすると同時に、その付着性を高める働きをする。無機酸基として好ましいものとしては、例えば、リン酸、モリブデン酸、タングステン酸、バナジン酸、およびそれらの縮合物であるピロリン酸、ポリリン酸、ポリモリブデン酸、ポリタングステン酸、リンモリブデン酸、リンタングステン酸などが挙げられる。
【0036】
アルミニウムフレークの表面に無機酸基を吸着させる方法としては、特に限定されるものではないが、たとえば、無機酸基を有する酸あるいはアンモニウム塩などの化合物を水あるいはアルコール系溶剤、グリコールエーテル系溶剤、ケトン系溶剤、などの親水性溶媒に溶解したものを、有機溶剤とアルミニウムフレークとの混合物に添加し、スラリー状態あるいはペースト状態にて、撹拌混合あるいは混練し、アルミニウムフレークの表面に無機酸基を反応、吸着させる方法が好ましい。
【0037】
アルミニウムフレークの表面に吸着させる無機酸基の量は、アルミニウムフレーク100質量部に対して0.05〜5質量部の範囲にあることが好ましい。無機酸基の量が0.05質量部未満の場合は、着色顔料をアルミニウムフレークの表面に十分に付着させることができない傾向があり、無機酸基の量が5質量部を超えると、アルミニウムフレークの凝集などの問題が生じる場合がある。
【0038】
着色顔料の表面をアミノ化合物および/または一塩基性芳香族カルボン酸によって被覆することによって、非極性溶媒中でのヘテロ凝集現象により、着色顔料とアルミニウムフレークとの付着性を高めることができる。アミノ化合物として、例えば炭素数6〜12の脂肪族ジアミン、N−β−(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシランなどが挙げられる。また一塩基性芳香族カルボン酸として、例えば安息香酸、アミノ安息香酸、アミノヒドロキシ安息香酸、ナフトエ酸、アミノナフトエ酸、ケイ皮酸、アミノケイ皮酸などが挙げられる。
【0039】
白着色アルミニウム顔料(B)中における、アミノ化合物および/または一塩基性芳香族カルボン酸の含有量の合計は、着色顔料100質量部に対して0.2〜100質量部の範囲にあることが好ましく、0.5〜50質量部の範囲がさらに好ましい。
【0040】
上記アミノ化合物および/または一塩基性芳香族カルボン酸により、着色顔料の表面を被覆させる方法としては、特に限定されるものではないが、たとえば、沸点が100〜250℃の範囲にある脂肪族炭化水素、芳香族炭化水素非極性溶媒中に、アミノ化合物および/または一塩基性芳香族カルボン酸を溶解させ、得られた溶液に着色顔料を分散させる工程を含む方法が好ましい。
【0041】
白着色アルミニウム顔料(B)の調製は、必要に応じて無機酸基の吸着層を有するアルミニウムフレークに、必要に応じてアミノ化合物および/または一塩基性芳香族カルボン酸によって被覆された着色顔料を被覆させることによって調製される。ここで、アルミニウムフレークを非極性溶媒中の着色顔料の分散体に混合し、着色顔料をアルミニウムフレークの表面に付着させる方法が挙げられる。
【0042】
非極性溶媒としては、沸点が100〜250℃の範囲にある脂肪族炭化水素、芳香族炭化水素およびその混合体が好ましい。非極性溶媒の具体例としては、ノルマルパラフィン、イソパラフィン、トルエン、キシレン、ソルベントナフサ、灯油、ミネラルスピリット、石油ベンジンなどが挙げられる。また、必要に応じてアルコール系溶剤またはエステル系溶剤を着色顔料の分散を補助するため少量添加しても良い。アルミニウムフレークおよび着色顔料の分散方法としては、ボールミル、ビーズミル、サンドミルなどによる粉砕媒体を使った分散方法も好ましいが、スターラーやディスパーによる撹拌を用いた分散方法も同様に好ましい。
【0043】
このようにして得られた白着色アルミニウム顔料(B)は、白色の着色顔料がアルミニウムフレークの個々の粒子表面に均一に付着しているため、明度が高いものとなる。
【0044】
こうして得られる白着色アルミニウム顔料(B)の表面は、さらに樹脂組成物の被膜で覆われていてもよい。被膜として用いることができる樹脂組成物は、重合性モノマーからin−situ重合により合成されたポリマーを含有する樹脂組成物であることが好ましい。ここで、in−situ重合とは、白着色アルミニウム顔料(B)を製造する工程の中で、アクリルモノマーなどの重合性モノマーを重合させてポリマー化することを意味し、具体的には、着色顔料を付着させたアルミニウムフレークを溶剤に分散させてスラリー状とした中に重合性モノマーを添加して撹拌混合しながら、さらに重合開始剤を添加して重合反応を起こさせてアルミニウムフレーク表面にポリマーを析出させることをいう。
【0045】
白着色アルミニウム顔料(B)に樹脂組成物を被覆させる場合の被覆量は、白着色アルミニウム顔料(B)中に含まれるアルミニウムフレーク100質量部に対し30〜300質量部の範囲にあることが好ましく、50〜200質量部の範囲がさらに好ましい。
【0046】
また、白着色アルミニウム顔料(B)は、平均厚み0.1〜1μmであるのが好ましく、0.15〜0.8μmの範囲にあることがより好ましい。平均厚みが0.1μm未満の場合には、当該白着色アルミニウム顔料(B)を用いた塗料組成物の製造工程中に当該白着色アルミニウム顔料(B)が変形したり粉砕され色調が変化する恐れがある。平均厚みが1μmを超えると、塗膜表面に白着色アルミニウム顔料(B)が突出しやすくなり目的とする意匠を有する塗膜が得られなくなる恐れがある。
【0047】
白着色アルミニウム顔料(B)として市販の顔料を用いてもよい。市販の顔料として、例えば、東洋アルミニウム社製の白着色アルミニウム顔料ペースト「97−4053WH」、「97−4057WH」、「97−4002WH」、「98−4083WH」などが挙げられる。
【0048】
上記白着色アルミニウム顔料(B)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、2〜10質量%であるのが好ましく、3〜7質量%であるのがより好ましい。白着色アルミニウム顔料(B)の濃度が10質量%を超える場合は、得られる複層塗膜の外観が劣る恐れがある。白着色アルミニウム顔料(B)の濃度が2質量%未満である場合は、得られる複層塗膜のシェード位置における明度が低下する恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、白着色アルミニウム顔料(B)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0049】
また、上記アルミニウム顔料(A)および白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3で含有するのが好ましい。アルミニウム顔料(A)および白着色アルミニウム顔料(B)が上記質量比範囲で含まれることによって、ハイライト位置およびシェード位置両方における明度を高く設定でき、かつ隠蔽性を付与することができるという利点がある。
【0050】
金属酸化物被覆アルミナフレーク顔料(C)
本発明の方法において用いられるベース塗料組成物は、金属酸化物被覆アルミナフレーク顔料(C)を含む。この金属酸化物被覆アルミナフレーク顔料は、天然または合成のアルミナフレーク(酸化アルミニウム:Al2O3)に、二酸化チタン(TiO2)を主成分とする金属酸化物を、望ましくは均一に被覆することによって製造することができる。二酸化チタン(TiO2)を主成分とする金属酸化物がアルミナフレークに被覆されることによって、干渉色が発現する。
【0051】
本発明においては、金属酸化物被覆アルミナフレーク顔料(C)は平均粒径(D50)15〜25μmであるものに限定される。この平均粒径は15〜20μmであるのがより好ましい。平均粒径が上記範囲を逸脱すると、複層塗膜における緻密な光輝感(キラキラ感)を達成することができない恐れがある。なお、本明細書における顔料の平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。
【0052】
金属酸化物被覆アルミナフレーク顔料(C)を構成するアルミナフレークの厚みは、100〜800nmであるのが好ましく、200〜400nmであるのがより好ましい。アルミナフレークの厚みが上記範囲を逸脱すると、発色性が低下する恐れがある。このアルミナフレークは、合成アルミナフレークであることが好ましい。合成アルミナフレークは、純度が高く、かつ平均粒径の粒度分布が狭いため、より安定した発色が得られるという利点がある。
【0053】
上記アルミナフレークを被覆する金属酸化物層は、二酸化チタン(TiO2)が含まれる。アルミナフレークの屈折率は1.63であり、二酸化チタンの屈折率は2.30であるため、基材であるアルミナフレークと被覆層である金属酸化物層との間に0.5以上の屈折率差が生じ、これにより視認性に優れた干渉色が発現することとなる。この金属酸化物層は、二酸化チタン以外の金属酸化物を含んでもよい。このような金属酸化物として、例えば酸化ジルコニウム(屈折率2.40)、酸化鉄(屈折率2.36)、二酸化スズ(屈折率1.98)、酸化亜鉛(2.0)などが挙げられる。
【0054】
上記金属酸化物の被覆層の割合は、上記アルミナフレーク(フレーク基材)と被覆層との合計量に対して、好ましくは10〜50質量%であり、さらに好ましくは20〜45質量%である。上記被覆層の厚みは、特に限定されないが50〜500nmが好ましい。
【0055】
金属酸化物被覆アルミナフレーク顔料(C)は市販品を用いてもよい。金属酸化物被覆アルミナフレーク顔料(C)の市販品の具体例としては、メルク社製 商品名「Xirallic T60−10WNT」、「Xirallic T60−20WNT」、「Xirallic T60−21WNT」、「Xirallic T60−22WNT」、「Xirallic T60−23WNT」、「Xirallic T60−24WNT」、「Xirallic T60−25WNT」、「Xirallic T61−10WNT」などが挙げられる。
【0056】
金属酸化物被覆アルミナフレーク顔料(C)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、1〜10質量%であるのが好ましく、1〜8質量%であるのがより好ましい。金属酸化物被覆アルミナフレーク顔料(C)の濃度が1質量%未満である場合は緻密な光輝感(キラキラ感)が低下する恐れがあり、10質量%を超える場合は仕上がり外観が低下する恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、金属酸化物被覆アルミナフレーク顔料(C)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0057】
本発明において、金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である。顔料(A)〜(C)の質量比が上記範囲から逸脱する場合は、緻密な光輝感(キラキラ感)の発現と、ハイライト位置およびシェード位置両方での高い明度との両立ができない恐れがある。
【0058】
本発明において、ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%である。この合計顔料濃度は10〜15質量%であるのが好ましい。顔料(A)〜(C)の合計顔料濃度(PWC)が10質量%未満である場合は、得られる塗膜の隠ぺい性が低下することとなる。顔料(A)〜(C)の合計顔料濃度(PWC)が20質量%を超える場合は、得られる塗膜の外観が低下することとなる。
【0059】
本発明においては、ベース塗料組成物中に、上記特定のアルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)が、ベース塗膜中における上記顔料(A)、(B)および(C)の合計顔料濃度(PWC)が10〜15質量%という量であって、かつ金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))が1/20〜10/4となる量で含まれることによって、ハイライト位置およびシェード位置の両方で明度が高くそして緻密な光輝感(キラキラ感)を有する複層塗膜が得られることとなる。こうして得られる複層塗膜は詳しくは、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であるという塗膜である。ここで「明度」はL*を意味する。L*は、L*C*h表色系におけるパラメータであり、JIS Z8729に準拠して求めることができる。L*C*h表色系において、L*は明度を表し、C*は彩度を表し、hは色相角度を表す。明度L*は、その数値が増加するにしたがい被測定物質の白色度が増し、その数値が小さくなるにしたがい被測定物質の黒色度が増すことを意味する。
【0060】
本発明においては、上記の特定の顔料(A)〜(C)を特定量の範囲で用いることによって、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜を調製することが可能となる。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、キラキラした細かな光がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、光輝感が視認できる塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜であることを特徴とする。
【0061】
本発明においては、必要に応じて、上記アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)に加えて、その他の有機系の着色顔料、無機系の着色顔料、体質顔料などの顔料を、ベース塗料組成物に適宜配合してもよい。
【0062】
着色顔料として、有機系の着色顔料および無機系の着色顔料を用いることができる。有機系の着色顔料としては、例えば、アゾ系顔料(例えば、アゾキレート系顔料、不溶性アゾ系顔料、縮合アゾ系顔料)、キナクリドン系顔料、ベンズイミダゾロン系顔料、ジケトピロロピロール系顔料、イソインドリノン系顔料、ペリノン系顔料、ペリレン系顔料、ジオキサン系顔料、キノフタロン系顔料、ジオキサジン系顔料、金属錯体有機顔料などが挙げられる。これらは1種を単独で用いてもよく、また2種以上を組み合わせて用いてもよい。
【0063】
無機系の着色顔料としては、例えば、黄鉛、亜鉛華、カドミウムレッド、モリブデンレッド、クロムエロー、酸化クロム、黄色酸化鉄、ベンガラなどが挙げられる。これらは1種を単独で用いてもよく、また2種以上を組み合わせて用いてもよい。
【0064】
体質顔料としては、例えば、炭酸カルシウム、硫酸バリウム、クレー、タルクなどが挙げられる。これらを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0065】
但しこれらのその他の顔料を用いる場合は、本発明におけるアルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)によって呈される意匠に悪影響を及ぼさない量であることを条件とする。
【0066】
ベース塗料組成物において、全顔料の濃度(PWC)は、5〜50質量%、好ましくは5〜30質量%である。5質量%未満では塗膜にした場合の下地隠蔽性が低下する恐れがあり、50質量%を超えると、仕上り外観が低下する恐れがある。
【0067】
塗膜形成性樹脂および硬化剤
本発明の方法により形成されるベース塗膜の形成に用いられる、ベース塗料組成物に含まれる上記塗膜形成性樹脂としては、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂などが挙げられ、特に、アクリル樹脂およびポリエステル樹脂が好ましく用いられる。これらは、2種以上を組み合わせて使用することができる。また、上記塗膜形成性樹脂には、硬化性を有するタイプとラッカータイプとがあるが、通常は硬化性を有するタイプのものが使用される。硬化性を有するタイプの場合には、アミノ樹脂および/またはブロックイソシアネート化合物、アミン系、ポリアミド系、多価カルボン酸などの硬化剤(または架橋剤)と混合して使用に供され、加熱または常温で硬化反応を進行させることができる。また、硬化性を有しないタイプの塗膜形成性樹脂を、硬化性を有するタイプと併用することも可能である。
【0068】
アクリル樹脂
アクリル樹脂としては、アクリル系モノマーの共重合体、あるいは、アクリル系モノマーと他のエチレン性不飽和モノマーとの共重合体を挙げることができる。上記共重合に使用し得るアクリル系モノマーとしては、アクリル酸、メタクリル酸、アクリル酸またはメタクリル酸のメチル、エチル、プロピル、n−ブチル、i−ブチル、t−ブチル、2−エチルヘキシル、ラウリル、フェニル、ベンジル、2−ヒドロキシエチル、2−ヒドロキシプロピルなどのエステル化物、アクリル酸またはメタクリル酸2−ヒドロキシエチルのカプロラクトンの開環付加物、アクリルアミド、メタクリルアミドおよびN−メチロールアクリルアミドなどが挙げられる。これらと共重合可能な他のエチレン性不飽和モノマーとしては、スチレン、α−メチルスチレン(またはダイマー)、イタコン酸、マレイン酸、酢酸ビニルなどが挙げられる。また、当業者に公知の方法である、例えば特開2007−39615号公報に開示の方法に従って、アクリル樹脂を水性エマルション化して水性塗料とすることが好ましい。
【0069】
ポリエステル樹脂
ポリエステル樹脂としては、飽和ポリエステル樹脂や不飽和ポリエステル樹脂などが挙げられ、例えば、多塩基酸と多価アルコールを加熱縮合して得られた縮合物が挙げられる。多塩基酸としては、例えば、飽和多塩基酸、不飽和多塩基酸などが挙げられ、飽和多塩基酸としては、例えば、無水フタル酸、テレフタル酸、コハク酸などが挙げられ、不飽和多塩基酸としては、例えば、マレイン酸、無水マレイン酸、フマル酸などが挙げられる。多価アルコールとしては、例えば、二価アルコール、三価アルコールなどが挙げられ、二価アルコールとしては、例えば、エチレングリコール、ジエチレングリコールなどが挙げられ、三価アルコールとしては、例えば、グリセリン、トリメチロールプロパンなどが挙げられる。
【0070】
アルキド樹脂
アルキド樹脂としては、上記多塩基酸と多価アルコールにさらに油脂・油脂脂肪酸(大豆油、アマニ油、ヤシ油、ステアリン酸など)、天然樹脂(ロジン、コハクなど)などの変性剤を反応させて得られたアルキド樹脂を用いることができる。
【0071】
エポキシ樹脂
エポキシ樹脂としては、ビスフェノールとエピクロルヒドリンの反応によって得られる樹脂などを挙げることができる。ビスフェノールとしては、例えば、ビスフェノールA、Fなどが挙げられる。上記ビスフェノール型エポキシ樹脂としては、例えば、エピコート828、エピコート1001、エピコート1004、エピコート1007、エピコート1009(いずれも、シェルケミカル社製)などが挙げられ、またこれらを適当な鎖延長剤を用いて鎖延長したものも用いることができる。
【0072】
ポリウレタン樹脂
ポリウレタン樹脂としては、アクリル、ポリエステル、ポリエーテル、ポリカーボネートなどの各種ポリオール成分とポリイソシアネート化合物とによって得られるウレタン結合を有する樹脂を挙げることができる。上記ポリイソシアネート化合物としては、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、およびその混合物(TDI)、ジフェニルメタン−4,4’−ジイソシアネート(4,4’−MDI)、ジフェニルメタン−2,4’−ジイソシアネート(2,4’−MDI)、およびその混合物(MDI)、ナフタレン−1,5−ジイソシアネート(NDI)、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート(TODI)、キシリレンジイソシアネート(XDI)、ジシクロへキシルメタン・ジイソシアネート(水素化HDI)、イソホロンジイソシアネート(IPDI)、へキサメチレンジイソシアネート(HDI)、水素化キシリレンジイソシアネート(HXDI)などを挙げることができる。
【0073】
ポリエーテル樹脂
ポリエーテル樹脂としては、エーテル結合を有する重合体または共重合体であり、ポリオキシエチレン系ポリエーテル、ポリオキシプロピレン系ポリエーテル、ポリオキシブチレン系ポリエーテルもしくはビスフェノールAあるいはビスフェノールFなどの芳香族ポリヒドロキシ化合物から誘導されるポリエーテルなどの1分子当たりに少なくとも2個の水酸基を有するポリエーテル樹脂を、または上記ポリエーテル樹脂とコハク酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸などの多価カルボン酸類、あるいは、これらの酸無水物などの反応性誘導体とを反応させて得られるカルボキシル基含有ポリエーテル樹脂を挙げることができる。
【0074】
上記塗膜形成性樹脂と硬化剤の割合としては、固形分換算で塗膜形成性樹脂が90〜50質量%、硬化剤が10〜50質量%であるのが好ましく、塗膜形成性樹脂が85〜60質量%であり、硬化剤が15〜40質量%であるのがより好ましい。硬化剤が10質量%未満では(塗膜形成性樹脂が90質量%を超えると)、塗膜中の架橋が十分でない場合がある。一方、硬化剤が50質量%を超えると(塗膜形成性樹脂が50質量%未満では)、塗料組成物の貯蔵安定性が低下するとともに硬化速度が大きくなるため、塗膜外観が低下するおそれがある。
【0075】
その他の成分など
本発明で使用することのできるベース塗料組成物には、上記成分の他に、脂肪族アミドの潤滑分散体であるポリアミドワックスや酸化ポリエチレンを主体としたコロイド状分散体であるポリエチレンワックスなどの沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、シリコンや有機高分子などの表面調整剤、タレ止め剤、増粘剤、消泡剤、滑剤、有機アマイド、架橋樹脂粒子などを適宜添加することができる。これらの添加剤は、通常、塗膜形成性樹脂および硬化剤の総量100質量部(固形分基準)に対して、一般に15質量部以下の割合で配合することにより、塗料や塗膜の性能を改善することができる。
【0076】
本発明のベース塗料組成物は、上記構成成分を、通常、溶媒に溶解または分散した態様で提供される。溶媒としては、塗膜形成性樹脂および硬化剤を溶解または分散するものであればよく、有機溶媒および/または水を使用することができる。有機溶媒としては、塗料分野において通常用いられるものを挙げることができる。例えば、トルエン、キシレンなどの炭化水素類、アセトン、メチルエテルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブなどのエステル類、アルコール類などを例示できる。環境面の観点から、有機溶媒の使用が規制されている場合には、水を用いることが好ましい。この場合、適量の親水性有機溶媒を配合してもよい。
【0077】
本発明において使用することのできるベース塗料組成物は、特に好ましい態様では、アクリル樹脂エマルションを含む塗膜形成性樹脂、アクリル樹脂と疎水性メラミン樹脂とを反応させた反応生成物を水分散することによって得られる粒径20〜140nmの疎水性メラミン樹脂水分散体を含む硬化剤を含有するものであってもよく、これによって、優れた発色性を有する塗膜を得ることができる。また、自動車塗装における複層塗膜形成方法において、上記のベース塗料組成物を水性塗料として用いた場合、優れたリコート密着性、チッピング性、耐水付着性を有する塗膜を得ることができる。従って、上記のベース塗料組成物は、水性ベース塗料組成物として好適に用いることができる。
【0078】
クリヤー塗料組成物
本発明の方法において、上記クリヤー塗膜は、クリヤー塗料組成物を用いて形成される。本発明の方法で使用することのできるクリヤー塗料組成物としては、特に限定はなく、上塗り塗装用として一般に使用されているクリヤー塗料組成物を用いることができ、例えば、アクリル樹脂、ポリエステル樹脂、フッ素樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂およびこれらの変性樹脂などから選ばれた少なくとも1種の熱硬化性樹脂そして必要に応じた上記硬化剤を含むものなどを用いることができる。
【0079】
クリヤー塗料組成物は、必要に応じて、その透明性を損なわない範囲で、あるいは下地の意匠性を妨げない程度であれば、着色顔料、体質顔料、改質剤、紫外線吸収剤、レベリング剤、分散剤、消泡剤などの添加剤を配合することができる。また、特公平8−19315号公報に記載されたカルボキシル基含有ポリマーとエポキシ基含有ポリマーとを含有するクリヤー塗料組成物が、酸性雨対策という観点およびW/W法で上記ベース塗膜層を形成した際に、光輝性顔料および着色顔料の配向を乱さないという観点から、好ましく用いられる。また、クリヤー塗料組成物は、溶剤型、水性型、粉体型などの種々の形態をとることができる。溶剤型塗料または水性塗料としては、一液型塗料を用いてもよいし、二液型ウレタン樹脂塗料などのような二液型塗料を用いてもよい。
【0080】
溶剤型クリヤー塗料組成物の好ましい例としては、透明性あるいは耐酸エッチング性などの点から、アクリル樹脂および/またはポリエステル樹脂と、アミノ樹脂および/またはイソシアネートとの組み合わせ、あるいはカルボン酸/エポキシ硬化系を有するアクリル樹脂および/またはポリエステル樹脂などを挙げることができる。
【0081】
また、水性型クリヤー塗料組成物の例としては、上記溶剤型クリヤー塗料組成物の例として挙げたものに含有される塗膜形成性樹脂を、塩基で中和して水性化した樹脂を含有するものを挙げることができる。この中和は重合の前または後に、ジメチルエタノールアミンおよびトリエチルアミンのような3級アミンを添加することにより行うことができる。
【0082】
さらに、上記クリヤー塗料組成物には、塗装作業性を確保するために、粘性制御剤が添加されていることが好ましい。粘性制御剤は、一般にチクソトロピー性を示すものを使用できる。例えば、このようなものとして、従来から公知のものを使用することができる。また、必要により、硬化触媒、表面調整剤などを含むことができる。
【0083】
なお、上記複層塗膜形成方法において用いられるクリヤー塗料組成物としては、有機溶媒の含有量による環境に与える影響の観点から、20℃におけるフォードカップNo.4で20〜50秒の粘度となるように希釈した時のクリヤー塗料組成物の固形分が50質量%以上である溶剤型クリヤー塗料組成物または水性型クリヤー塗料組成物、あるいは、粉体型クリヤー塗料組成物であることが好ましい。
【0084】
複層塗膜形成方法
本発明の方法は、被塗物上に、ベース塗膜およびクリヤー塗膜を順次形成する、複層塗膜形成方法である。
【0085】
被塗物
本発明の複層塗膜の形成方法において用いられる被塗物としては、特に限定されるものでなく、鉄、アルミニウム、マグネシウム、銅、スズ、亜鉛またはこれらの合金などの金属類およびその成形品;ガラスなどの無機材料;ポリエチレン樹脂、ポリプロピレン樹脂、エチレン−酢酸ビニル共重合体樹脂、ポリアミド樹脂、アクリル樹脂、塩化ビニリデン樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、エポキシ樹脂、ポリエステル樹脂、ポリスチレン樹脂、ABS樹脂などの樹脂類や各種のFRPなどのプラスチック材料およびその成形品または発泡体;木材、繊維材料(紙、布など)などの天然または合成材料などが挙げられる。被塗物は、本発明によって得られる鮮やかな意匠を効果的に発現するため、例えば、乗用車、トラック、オートバイ、バスなどの自動車車体および部品(自動車のボディ、ドアなど)のように、曲面を有しているものであることが好ましい。また、プラスチック成形品としては、具体的には、スポイラー、バンパー、ミラーカバー、グリル、ドアノブなどの自動車部品などを挙げることができる。さらに、これらのプラスチック成形品は、中性洗剤で洗浄されたものが好ましい。また、さらに、静電塗装を可能にするためのプライマー塗装が施されていてもよい。
【0086】
本発明の複層塗膜の形成方法においては、被塗物が自動車車体およびその部品などの場合には、導電性の被塗物を予め脱脂処理や化成処理(リン酸塩またはジルコニウム塩などによる化成処理など)を施した後、被塗物に電着塗装、中塗り塗装などの下地塗装を施しておくことが好ましい。
【0087】
電着塗装は、鋼板などの導電性の被塗物に電着塗膜を形成して防錆性を付与することを目的として行われるものである。このような電着塗膜を形成することのできる電着塗料組成物としては、特に限定はなく、当業者によく知られているカチオン型電着塗料組成物およびアニオン型電着塗料組成物をいずれも使用することができる。防錆性の観点からカチオン型電着塗料組成物が好ましく、なかでも、エポキシ系のカチオン型電着塗料組成物が特に好ましい。
【0088】
本発明において、被塗物が自動車車体または鋼板である場合、電着塗膜形成前に、脱脂、水洗、化成被膜形成、水洗、純水洗、乾燥までの前処理を従来公知の方法で行うことが好ましい。電着塗膜形成方法は、従来公知の方法の中から、適当な方法を任意に選択すればよい。また、電着塗膜形成条件、焼き付け硬化条件、電着塗膜の厚さなどに関しても、被塗物の種類および使用する電着塗料組成物の種類などに応じて、適宜決定することができる。
【0089】
中塗り塗装は、必要に応じて形成された電着塗膜の上に中塗り塗膜層を形成して、下地隠蔽性、耐チッピング性、上塗り塗膜層との密着性などの性能の向上を目的として行われる。また中塗り塗膜層は、最終の光輝性複層塗膜を平滑にし、外観の良好な塗膜とするための下地としても機能する。中塗り塗膜層はさらに、電着塗膜層と上塗り塗膜層との間のバインダーとなり、かつ、塗膜表面を通じて到達する紫外線や水などによる塗膜の劣化に対する耐候性を向上させることができる。
【0090】
中塗り塗膜層を形成することができる中塗り塗料組成物としては、特に制限はなく、当業者によく知られている溶剤型塗料のほか、水性塗料、粉体塗料またはハイソリッド型塗料なども用いることができる。具体的には、アルキッド/メラミン系樹脂またはオイルフリーポリエステル/メラミン系樹脂塗料、アクリル樹脂および/またはポリエステル樹脂とアミノ樹脂および/またはイソシアネート硬化剤とを組み合わせた中塗り塗料組成物など、従来公知の中塗り塗料組成物の中から適宜選択して用いることができる。
【0091】
中塗り塗膜層の形成方法は、従来公知の方法の中から適当な方法を任意に選択することができる。また、本発明では、カーボンブラックと二酸化チタンとを主要顔料としたグレー系中塗り塗料組成物や、上塗り塗膜層との明度および色相を合わせたセットグレーや各種の着色顔料を組み合わせた、いわゆるカラー中塗り塗料組成物を用いることができる。これらのカラー中塗り塗料組成物は、中塗り塗膜層と上塗り塗膜層との複合色を発現させ、意匠性をさらに高めることができる。また、これらの中塗り塗料組成物に、アルミニウム粉、マイカ粉などの扁平顔料を添加してもよい。さらに、中塗り塗料組成物には、塗料に通常添加することのできる添加剤、例えば、表面調整剤、酸化防止剤、消泡剤などを配合してもよい。中塗り塗膜層の乾燥膜厚は、20〜100μmが好ましく、より好ましくは30〜50μmである。
【0092】
中塗り塗膜層は、被塗物または電着塗膜の上に塗装された後、未硬化の状態でも用いることができ、また硬化させた状態で用いることもできる。上記中塗り塗膜を硬化させる場合には、硬化温度は100〜180℃、好ましくは120〜160℃に設定することで高い架橋度の硬化塗膜が得られる。上限を超えると、塗膜が固く脆くなり、下限以下では硬化が充分でない。硬化時間は硬化温度により変化するが、120〜160℃で10〜30分が適当である。
【0093】
ベース塗料組成物およびクリヤー塗料組成物の塗装
本発明の方法においては、上記被塗物上に、ベース塗料組成物およびクリヤー塗料組成物をこの順でウェットオンウェットで塗装し、次いでこれらの塗膜を同時に硬化させる、2コート1ベークの方法で塗膜形成を行うことが好ましい。また、上記被塗物上に、上記ベース塗料組成物を塗装して硬化させた後にクリヤー塗料組成物を塗装して硬化させる、2コート2ベーク塗装方法にも適用できる。
【0094】
上記ベース塗料組成物の塗装方法は、例えば、自動車車体などに塗装する場合には、意匠性を高めるためにエアー静電スプレー塗装による多ステージ塗装、好ましくは2ステージで塗装する方法、あるいは、エアー静電スプレー塗装と、通称「μμ(マイクロマイクロ)ベル」、「μ(マイクロ)ベル」または「メタベル」などと言われる回転霧化式の静電塗装機とを組み合わせた塗装方法であることが好ましい。
【0095】
上記ベース塗料組成物の塗布により形成されるベース塗膜の乾燥膜厚は所望の用途により変化するが、多くの場合、下限5μm、上限30μmであることが好ましい。5μm未満であると、下地が隠蔽できず膜切れが発生するおそれがある。30μmを超えると、塗装時に流れなどの不具合が生じるおそれがある。
【0096】
上記2コート1ベークにより複層塗膜を形成する場合においては、上記ベース塗料組成物を塗装した後、加熱硬化させることなく、クリヤー塗料組成物を塗装する工程に移る。この場合において、必要に応じて、クリヤー塗料組成物を塗装する前に、加熱硬化(焼付け)処理で用いられる温度より低い温度、例えば40〜100℃で1〜10分間加熱して水分などの溶媒を揮散させる、プレヒート工程を行ってもよい。
【0097】
上記クリヤー塗料組成物の塗装方法としては、上記ベース塗料組成物と同様に、上述の回転霧化式の静電塗装機により塗装する方法が好ましい。上記クリヤー塗料組成物により形成されるクリヤー塗膜の乾燥膜厚は、一般に、下限20μm、上限70μmが好ましい。20μm未満であると、下地の凹凸の隠蔽が不十分であるおそれがある。70μmを超えると、塗装時にワキあるいはタレなどの不具合が生じるおそれがある。上記下限は25μmであることがより好ましく、上記上限は60μmであることがより好ましい。
【0098】
2コート1ベーク法においては上記ベース塗料組成物およびクリヤー塗料組成物を塗装した後、これらの未硬化の塗膜を硬化させる。硬化温度は、下限100℃、上限180℃であることが好ましい。100℃未満であると、硬化が不十分となるおそれがある。180℃を超えると、塗膜が固く脆くなるおそれがある。高い架橋度の硬化塗膜を得られる点で、下限は120℃であることがより好ましく、上限は160℃であることがより好ましい。硬化時間は硬化温度により変化するが、120〜160℃の場合、10〜30分が好ましい。
【0099】
また2コート2ベークにより複層塗膜を形成する場合は、上記ベース塗料組成物を塗装した後、例えば120〜160℃で10〜30分間加熱して硬化させ、次いでクリヤー塗料組成物を上記と同様に塗装した後に、例えば120〜160℃で10〜30分間加熱して、硬化させるのが好ましい。
【0100】
本発明の複層塗膜形成方法により形成される積層塗膜の膜厚は、下限30μm、上限300μmであることが好ましい。30μm未満であると、膜自体の強度が低下するおそれがあり、300μmを超えると、冷熱サイクルなどの膜物性が低下するおそれがある。上記下限は50μmであることがより好ましく、上記上限は250μmであることがより好ましい。
【実施例】
【0101】
以下の実施例により本発明をさらに具体的に説明するが、本発明はこれらに限定されない。実施例中、「部」および「%」は、ことわりのない限り、質量基準による。
【0102】
製造例1:アクリル樹脂エマルション(Em−1)の調製
反応容器にイオン交換水135.4部、アクアロンHS−10(ポリオキシエチレンアルキルプロペニルフェニルエーテル硫酸エステル、第一工業製薬社製)1.1部を加え、窒素気流中で混合撹拌しながら80℃に昇温した。次いで、アクリル酸メチル35.73部、メタクリル酸ブチル8.57部、メタクリル酸2−ヒドロキシエチル5.7部、スチレン20部、アクアロンHS−10が0.5部、アデカリアソープNE−20(α−[1−[(アリルオキシ)メチル]−2−ノニルフェノキシ]エチル)−ω−ヒドロキシオキシエチレン、旭電化社製、80%水溶液)0.5部およびイオン交換水49.7部からなる第1段目のエチレン性不飽和モノマー混合物と、過硫酸アンモニウム0.21部およびイオン交換水8.6部からなる開始剤溶液とを、2時間にわたり並行して反応容器に滴下した。滴下終了後、1時間同温度で熟成を行った。
【0103】
さらに、この反応容器に、メタクリル酸ブチル25.3部、メタクリル酸2−ヒドロキシエチル2.4部、メタクリル酸2.3部、アクアロンHS−10が0.1部およびイオン交換水24.7部からなる第2段目のエチレン性不飽和モノマー混合物と、過硫酸アンモニウム0.08部およびイオン交換水7.4部からなる開始剤溶液とを、80℃で0.5時間にわたり並行して滴下した。滴下終了後、2時間同温度で熟成を行った。
【0104】
次いで、40℃まで冷却し、400メッシュフィルターで濾過した後、イオン交換水2.14部およびジメチルアミノエタノール0.24部を加えてpH6.5に調整し、平均粒子径80nm、不揮発分30%、固形分酸価15mgKOH/g、水酸基価35mgKOH/gのアクリル樹脂エマルション(Em−1)を得た。
【0105】
製造例2:水溶性アクリル樹脂の調製
反応容器にジプロピレングリコールメチルエーテル23.89部およびプロピレングリコールメチルエーテル16.11部を加え、窒素気流中で混合撹拌しながら105℃に昇温した。次いで、メタクリル酸メチル13.1部、アクリル酸エチル68.4部、メタクリル酸2−ヒドロキシエチル11.6部、メタクリル酸6.9部と、ジプロピレングリコールメチルエーテル10.0部およびt−ブチルパーオキシ2−エチルヘキサノエート1部からなる開始剤溶液とを、3時間にわたり並行して反応容器に滴下した。滴下終了後、0.5時間同温度で熟成を行った。
【0106】
次に、ジプロピレングリコールメチルエーテル5.0部およびt−ブチルパーオキシ2−エチルヘキサノエート0.3部からなる開始剤溶液を0.5時間にわたり反応容器に滴下した。滴下終了後、2時間同温度で熟成を行った。
【0107】
さらに、脱溶剤装置を用いて、減圧下(70torr)110℃で溶剤を16.11部留去した後、イオン交換水204部およびジメチルエタノールアミン7.1部を加えて水溶性アクリル樹脂を得た。得られたアクリル樹脂溶液の不揮発分は30%、固形分酸価40mgKOH/g、水酸基価50mgKOH/gであった。
【0108】
製造例3:疎水性メラミン樹脂水分散体(MFD−1)の調製
反応容器にMFDG(メチルプロピレンジグリコール、日本乳化剤社製)50部を添加し、窒素気流中で撹拌しながら130℃に昇温した。次いで、アクリル酸14.77部、メタクリル酸2−ヒドロキシエチル32.48部、アクリル酸ブチル47.75部、MSD−100(α−メチルスチレンダイマー、三井化学社製)5部からなるエチレン性不飽和モノマー混合物と、カヤエステルO(tert−ブチルパーオクタノエート、化薬アクゾ社製)13部およびMFDG10部からなる開始剤溶液とを3時間にわたり並行して反応容器に滴下した。滴下終了後に0.5時間置いて、更にカヤエステルOが0.5部およびMFDGが5部からなる開始剤溶液を0.5時間にわたり滴下した。滴下終了後、1時間同温度で熟成を行った。次いで、50℃まで冷却し、不揮発分60%、固形分酸価110mgKOH/g、水酸基価140mgKOH/g、数平均分子量(Mn)=3000のアクリル樹脂(Ac1)を得た。
【0109】
得られたアクリル樹脂(Ac1)の178.5部を、ユーバン20SB(完全ブチル化メラミン樹脂、日本サイテック社製、不揮発分75%、Sp=9.6)800部と混合し、80℃で4時間撹拌した。その後、ジメチルエタノールアミンを18.3部加えて均一に分散し、40℃まで冷却した後、イオン交換水1003.2部を1時間で滴下することにより疎水性メラミン樹脂水分散体(MFD−1)を得た。この水分散体中の樹脂粒子の粒径は80nmであった。
【0110】
実施例1
ベース塗料組成物の調製
塗膜形成性樹脂として製造例1のアクリル樹脂エマルション(Em−1)を153.3部、10質量%ジメチルエタノールアミン水溶液5部、製造例2の水溶性アクリル樹脂を16.7部、プライムポールPX−1000(三洋化成工業社製、2官能ポリエーテルポリオール、数平均分子量1000、水酸基価278mgKOH/g、水トレランス無限大)10部、製造例3の疎水性メラミン樹脂水分散体(MFD−1)を100部、そして
アルミニウム顔料(A)として、東洋アルミニウム社製のアルミニウム顔料ペースト「96−0635」(平均粒径8μm)を固形分質量で5部、
白着色アルミニウム顔料(B)として、東洋アルミニウム社製の白着色アルミニウム顔料ペースト「98−4083WH」(平均粒径8μm)を固形分質量で5部、
干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)として、メルク株式会社製の「Xirallic T60−10WNT」(平均粒径17μm)を2部、
を配合した。さらに、エチレングリコールモノヘキシルエーテル30部を混合撹拌し、10質量%ジメチルアミノエタノール水溶液を加えてpH=8.5に調整し、均一に分散し、水性ベース塗料組成物を得た。得られた水性ベース塗料組成物の塗料粘度が20℃、No.4フォードカップで60秒となるようにイオン交換水を加えて希釈し、ベース塗料組成物を得た。
【0111】
複層塗膜の形成
ダル鋼板(長さ300mm、幅100mmおよび厚さ0.8mm)をリン酸亜鉛処理剤(「サーフダインSD2000」、日本ペイント社製)を使用して化成処理した後、カチオン電着塗料(「パワーニクス PN 310」、日本ペイント社製)を乾燥膜厚が25μmとなるように電着塗装した。次いで、160℃で30分間焼き付けた後、中塗り塗料として、ポリエステル/メラミン系グレー中塗り塗料(「オルガ P−30」、日本ペイント社製)を酢酸エチル/ソルベッソ100/ブチルジグリコールアセテート=1/1/1(質量比)を用いて、フォードカップNo.4による粘度が30秒となるように調整し、回転式静電塗装機を用いて中塗り塗装を行い、140℃で30分間の条件で焼き付け乾燥し、平均乾燥膜厚30μmの中塗り塗膜層を形成した。
【0112】
さらに、中塗り塗膜層の上に、上記ベース塗料組成物を平均乾燥膜厚が15μmになるようにスプレー塗装した。塗装は静電塗装機(「Auto REA」、ABBインダストリー社製)を用い、霧化圧2.0kg/cm2で行った。塗装中のブースの雰囲気は温度25℃、湿度75%に保持した。塗装後3分間セッティングし、80℃で5分間プレヒートした後、その上にウェットオンウェットで、アクリル/メラミン樹脂系クリヤー塗料組成物(酸エポキシ硬化型アクリル樹脂系クリヤー塗料組成物、「マックフローO−1810」、日本ペイント社製)を乾燥膜厚が35μmになるようにスプレー塗装し、室温で7分間セッティングし、140℃の温度で30分間焼き付けて、2コート1ベーク(2C1B)により複層塗膜を形成した。
【0113】
実施例2〜3および比較例1〜3
アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)を表1に記載のものに変更したこと以外は、実施例1と同様にベース塗料組成物を調製した。次いで、得られたベース塗料組成物を用いて、実施例1と同様に複層塗膜を形成した。
【0114】
上記実施例および比較例により得られた複層塗膜を用いて、下記評価を行った。結果を下記表に示す。
【0115】
複層塗膜の明度(L*)の測定
実施例および比較例で得られた複層塗膜について、明度(L*)を、以下に従い測定した。結果を下記表に示す。
明度(L*)
得られた複層塗膜に対して垂直位置から45度における角度から光源を照射し、その位置から15°の角度で受光したL*値を、X−Rite社製多角度分光光度計「MA−68 II」を用いて測定した。こうして得られた測定値の平均値を算出することにより、受光角15度における明度(L*)を求めた。下記表中において「15L*」として示す。なおこの受光角15度の位置がハイライト位置に相当する。
さらに上記光源照射位置から110度の角度で受光したL*値を、上記と同様に測定し、受光角110度における明度(L*)を求めた。下記表中において「110L*」として示す。なおこの受光角110度の位置がシェード位置に相当する。
図1は、上記明度(L*)の測定位置を示す概略説明図である。
【0116】
上記L*は、L*C*h表色系におけるパラメータであり、JIS Z8729に準拠して求めることができる。このL*C*h表色系は、国際照明委員会により定められた表色系であり、Section 4.2 of CIE Publication 15.2(1986)に記載されている。L*C*h表色系において、L*は明度を表し、C*は彩度を表し、hは色相角度を表す。明度L*は、その数値が増加するにしたがい被測定物質の白色度が増し、その数値が小さくなるにしたがい黒色度が増すことを意味する。
【0117】
複層塗膜の目視評価
得られた複層塗膜を下記項目により目視評価した。
ハイライト明度
複層塗膜をハイライト位置で眺めた場合の明度を下記基準により目視評価した。
5:明るく、白濁感が全く感じられない塗膜である。
4:明るく、白濁感が感じられない塗膜である。
3:明るさはやや劣るものの、白濁感は全く感じられない塗膜である。
2:明るさはやや劣るものの、白濁感は感じられない塗膜である。
1:明るさは低下し、白濁感が出る。
シェード明度
複層塗膜をシェード位置で眺めた場合の明度を下記基準により目視評価した。
5:明るく、白濁感が全く感じられない塗膜である。
4:明るく、白濁感が感じられない塗膜である。
3:明るさはやや劣るものの、白濁感は全く感じられない塗膜である。
2:明るさはやや劣るものの、白濁感は感じられない塗膜である。
1:明るさは低下し、白濁感が出る。
キラキラ感
複層塗膜をハイライト位置およびシェード位置で眺めた場合の光輝感を下記基準により目視評価した。
5:ハイライトおよびシェードで優れた緻密な光輝感を感じる。
4:ハイライトおよびシェードで緻密な光輝感を感じる。
3:ハイライトでは緻密な光輝感を感じるが、シェードでは若干緻密な光輝感が低下する。
2:ハイライトでは緻密な光輝感を感じるが、シェードでは緻密な光輝感が低下する。
1:ハイライトおよびシェードで緻密な光輝感を感じない。
【0118】
【表1】

【0119】
上記表中、
96−0635:東洋アルミニウム社製の、アルミニウム顔料ペースト(平均粒径8μm)、
93−0647:東洋アルミニウム社製の、アルミニウム顔料ペースト(平均粒径20μm)、
98−4038WH:東洋アルミニウム社製の、白着色アルミニウム顔料ペースト(平均粒径8μm、アスペクト比97)、
WH−2600:東洋アルミニウム社製の、白着色アルミニウム顔料ペースト(平均粒径15μm、アスペクト比27)、
Xirallic T60−10WNT:メルク株式会社製の、干渉色を有する金属酸化物被覆アルミナフレーク顔料(平均粒径17μm)、
である。
【0120】
実施例1〜3により得られた複層塗膜は、何れもハイライト明度およびシェード明度が高いものであった。また緻密な光輝感(キラキラ感)が感じられる塗膜であった。
比較例1は、金属酸化物被覆アルミナフレーク顔料(C)が含まれないベース塗料組成物を用いた実験例である。この比較例1により得られた複層塗膜は、シェード明度は明るいものの、緻密な光輝感(キラキラ感)が感じられない塗膜であった。またハイライト明度が低くなった。
比較例2は、アルミニウム顔料(A)の平均粒径が12μmを超えるベース塗料組成物を用いた実験例である。この比較例2により得られた複層塗膜は、ハイライト明度が低くなった。これは、アルミニウム顔料(A)の平均粒径が大きくなったことにより、アルミニウム顔料(A)の含有量が他の顔料に対して相対的に少なくなったためと考えられる。また緻密な光輝感(キラキラ感)を有しておらず、ハイライト位置においてギラギラとした反射光が感じられるものであった。
比較例3は、白着色アルミニウム顔料(B)の平均粒径が12μmを超えるベース塗料組成物を用いた実験例である。この比較例3により得られた複層塗膜は、緻密な光輝感(キラキラ感)が少々感じられる一方で、シェード位置の明度が低いものであった。
【0121】
上記実施例1〜3および比較例1〜3により得られた複層塗膜の∠15度塗膜明度(L15値)および∠110度塗膜明度(L110値)の値を示すグラフを図2として示す。
【産業上の利用可能性】
【0122】
本発明の方法により得られる複層塗膜は、緻密な光輝感(キラキラ感)を有しており、さらにハイライト位置およびシェード位置の両方で明度が高いことを特徴とする。そしてこの複層塗膜は、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜である。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、細かなキラキラ感がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、光輝感が視認できる塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜である。本発明の複層塗膜の形成方法を、自動車車体および部品などの塗装に適用することにより、優れた意匠を付与することができるという利点がある。
【技術分野】
【0001】
本発明は、自動車車体などの塗装に適用することのできる、ハイライト位置およびシェード位置の両方で明度が高く、緻密な光輝感を有する、複層塗膜の形成方法に関する。
【背景技術】
【0002】
自動車車体などの被塗物の表面には、種々の役割を持つ複数の塗膜を順次形成して、被塗物を保護すると同時に美しい外観および優れた意匠を付与している。複層塗膜の形成方法としては、導電性に優れた被塗物上に電着塗膜などの下塗り塗膜を形成し、その上に、中塗り塗膜、上塗り塗膜を順次形成する方法が一般的である。これらの塗膜において、特に塗膜の外観および意匠を大きく左右するのは、ベース塗膜とクリヤー塗膜とからなる上塗り塗膜である。特に自動車において、車体上に形成されるベース塗膜とクリヤー塗膜とからなる上塗り塗膜の外観および意匠は、極めて重要である。
【0003】
また最近では、消費者は、いわゆるソリッドカラーよりも、光輝感のある塗色を好む傾向がある。さらに、塗膜に対する消費者の嗜好も多様化し、紫色または茶色などのいわゆる中間色の色相を有する上塗り塗膜も求められつつある。その一方で、無彩色である白、グレー、黒の色相は、依然として日本の消費者に人気がある色相である。そしてこれらの無彩色の色相においても、光輝感を有するものが好まれる傾向にある。
【0004】
光輝感のあるメタリックシルバー塗膜は一般に、アルミニウム顔料などの光輝性顔料が用いられている。一般的なメタリックシルバー塗膜は、ハイライト位置では光輝性顔料が光を多く反射して輝いて見える。その一方で、シェード位置では、この光輝性顔料がもたらす影が視認され、塗膜が暗くそして黒ずんで見える。これは、アルミニウム顔料などの光輝性顔料が、光を多く反射させるために平均粒径およびアスペクト比(平均粒径/平均厚み)が大きいことに由来する。
【0005】
アルミニウム顔料以外の光輝性顔料として、例えばマイカ顔料がある。しかしながらマイカ顔料は、アルミニウム顔料と比べて入射光を反射する機能が小さいため、ハイライト位置での光輝感が弱く、金属感が弱くなる。さらにこのマイカ顔料は、シェード位置で塗膜の色が濁って見えてしまい、白濁化した印象を与えてしまう。
【0006】
このようにメタリックシルバー塗膜においては、ハイライト位置での光輝感を発現させると、シェード位置では塗膜が暗く黒ずむまたは白濁化した印象を与えてしまうという不具合があった。そのため、ハイライト位置で光輝感があり、かつシェード位置でも、黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられるメタリック塗膜を得ることは困難であった。
【0007】
特開2002−275423(特許文献1)には、二酸化チタン被覆ホワイト着色アルミニウムフレーク顔料、二酸化チタンを被覆していないアルミニウムフレーク顔料およびビヒクルを含有する光輝性塗料組成物が記載されている。そしてこの光輝性塗料組成物により形成された複層塗膜は、上記2種類のアルミニウムフレーク顔料を用いた組み合わせに基づく、FF効果と光輝感のアップと白さに優れると記載されている。一方で本願発明は、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)の3種類の光輝性顔料を必須成分として用いている点において、特許文献1記載の発明とは異なる。また、特許文献1においては、FF(フリップフロップ)効果のアップ、つまりハイライト位置で明るく見えてシェード位置で暗く見える塗膜の形成が目的とされている。一方で本発明においては、ハイライト位置およびシェード位置の両方で高い明度を有するメタリック塗膜を形成する方法を提供とすることを目的としており、特許文献1と本発明とは目的とする意匠が異なる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−275423公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ハイライト位置およびシェード位置の両方で明度が高く、緻密な光輝感(キラキラ感)を有する、複層塗膜の形成方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、
被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、
この複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、
このベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ
この金属酸化物被覆アルミナフレーク顔料(C)と、このアルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、
複層塗膜の形成方法、を提供するものであり、これにより上記課題が解決される。
【0011】
上記アルミニウム顔料(A)および上記白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3であるのが好ましい。
【0012】
上記白着色アルミニウム顔料(B)は、アルミニウムフレークが二酸化チタンを含む着色顔料で被覆された顔料であって、このアルミニウムフレークは、平均厚みが0.01〜1μmの範囲にあり、アスペクト比(平均粒径/平均厚み)が50〜1000の範囲であるのが好ましい。
【0013】
本発明はまた、上記複層塗膜の形成方法により得られた複層塗膜も提供する。
【発明の効果】
【0014】
本発明の方法により得られる複層塗膜は、ギラギラとした金属的な光輝感ではなく、細かい粒子が光の入射に対応してキラキラと繊細に輝く、緻密な光輝感(キラキラ感)を有している。この複層塗膜はさらにハイライト位置およびシェード位置の両方で明度が高い。そしてこの複層塗膜は、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜である。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、キラキラとした細かな光がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、繊細な光輝感が視認される極めて意匠性の高い塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜である。
本発明の複層塗膜の形成方法を、自動車車体および部品などの塗装に適用することにより、優れた意匠を付与することができるという利点がある。
【図面の簡単な説明】
【0015】
【図1】実施例および比較例における明度(L*)の測定位置を示す概略説明図である。
【図2】実施例および比較例により得られた複層塗膜の∠15度塗膜明度(L15値)および∠110度塗膜明度(L110値)の値を示すグラフ図である。
【発明を実施するための形態】
【0016】
本発明の複層塗膜の形成方法は、下塗り塗膜および中塗り塗膜を形成した被塗物上に、ベース塗膜およびクリヤー塗膜を順次形成する方法である。以下、ベース塗膜の形成に用いられるベース塗料組成物、およびクリヤー塗膜の形成に用いられるクリヤー塗料組成物について順次記載する。
【0017】
ベース塗料組成物
本発明の方法において、ベース塗膜は、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)を含むベース塗料組成物を用いることによって形成される。このベース塗料組成物は上記顔料(A)〜(C)に加えて、塗膜形成性樹脂、そして必要に応じた硬化剤そして他の成分を含有する。
【0018】
アルミニウム顔料(A)
本発明の方法において用いられるベース塗料組成物は、アルミニウム顔料(A)を含む。本発明で用いられるアルミニウム顔料(A)は、平均粒径(D50)が5〜12μmであるものに限定される。この平均粒径は6〜10μmであるのがより好ましい。アルミニウム顔料(A)の平均粒径が12μmを超える場合は、ハイライト位置での明度が高くなる。また、緻密な光輝感(キラキラ感)を有する複層塗膜が得られない。アルミニウム顔料(A)の平均粒径が5μm未満である場合は、ハイライト位置での光輝感が劣ることとなる。
【0019】
このアルミニウム顔料(A)は、平均厚みが0.1〜1μmであるのが好ましい。
【0020】
なお、アルミニウム顔料(A)の平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。またアルミニウム顔料(A)の平均厚みは、たとえば走査型電子顕微鏡を用いてアルミニウム顔料の断面を観察し測定することにより求めることができる。
【0021】
上記アルミニウム顔料(A)は、蒸着法または粉砕法によって製造することができる。
【0022】
アルミニウム顔料(A)として、有機物被膜または無機物被膜でコーティングされたアルミニウム顔料を用いてもよい。有機物被膜としては、ダイマー酸等のモノマーまたはポリマー(オリゴマー)形の脂肪酸、有機リン酸塩、りん酸エステル化合物、有機ホスホン酸化合物(エステル)、アミノシラン化合物、シランカップリング剤等の有機ケイ酸化合物(エステル)等が挙げられ、無機物被膜としては、ホウ酸塩、リン酸塩、亜リン酸塩、ケイ酸塩、モリブデン酸塩、バナジン酸塩、酸化クロム、酸化ジルコニウム、酸化アルミニウム等が挙げられる。但し、下記白着色アルミニウム顔料(B)を構成する被覆成分は、ここでいう有機物被膜または無機物被膜には含まれないものとする。このような有機物被膜または無機物被膜でコーティングされたアルミニウム顔料は、金属顔料の表面が被覆により安定化されている。そしてこのような有機物被膜または無機物被膜でコーティングされたアルムニウム顔料を用いることにより、ベース塗料組成物が水性ベース塗料である場合における塗料内での水素ガスの発生を抑制することができるという利点がある。
【0023】
上記アルミニウム顔料(A)として市販の顔料を用いてもよい。市販の顔料として、例えば、東洋アルミニウム社製のアルミニウム顔料ペースト「96−0635」、「97−0510」、「6390NS」、「4690NS」などが挙げられる。
【0024】
上記アルミニウム顔料(A)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、2〜10質量%であるのが好ましく、3〜7質量%であるのがより好ましい。アルミニウム顔料(A)の濃度が10質量%を超える場合は、得られる複層塗膜の外観が劣る恐れがある。アルミニウム顔料(A)の濃度が2質量%未満である場合は、得られる複層塗膜の下地隠蔽性が劣る恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、アルミニウム顔料(A)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0025】
白着色アルミニウム顔料(B)
本発明の方法において用いられるベース塗料組成物は、上記アルミニウム顔料(A)と併せて、白着色アルミニウム顔料(B)を含む。なお本明細書において「白着色」とは、通常は金属色を有するアルミニウム顔料の表面に、白色顔料を付着させることによって、白色が視認されることとなった顔料を意味する。
【0026】
本発明で用いられる白着色アルミニウム顔料(B)は、平均粒径(D50)が5〜12μmであるものに限定される。この平均粒径は6〜10μmであるのがより好ましい。白着色アルミニウム顔料(B)の平均粒径が12μmを超える場合は、配向度が高くなり、ハイライト位置とシェード位置での明度差が大きくなり、シェード位置での明度が低下することとなる。また、緻密な光輝感(キラキラ感)を有する複層塗膜が得られない。白着色アルミニウム顔料(B)の平均粒径が5μm未満である場合は、ハイライト位置での光輝感が劣ることとなる。
【0027】
白着色アルミニウム顔料(B)は、アルミニウムフレークに、二酸化チタンなどの白色顔料を被覆することによって製造することができる。白着色アルミニウム顔料(B)を構成するアルミニウムフレークの平均厚みは、0.01〜1μmの範囲にあることが好ましく、0.03〜0.8μmの範囲がさらに好ましい。平均厚みが0.01μmより薄い場合は、白着色アルミニウム顔料(B)を製造する工程でアルミニウムフレークが粉砕されて細かくなり光輝感が低下してしまう傾向にある。また、平均厚みが1μmより厚くなると、白着色アルミニウム顔料(B)の平均厚みが1μmを超えてしまい目的とする意匠を有する塗膜が得られない場合がある。
【0028】
上記アルミニウムフレークのアスペクト比(平均粒径/平均厚み)は、50〜1000の範囲にあることが好ましく、80〜500の範囲がさらに好ましい。アスペクト比が50より小さくなると、顔料の光輝感が不十分となる傾向があり、アスペクト比が1000より大きくなると、顔料の色調が変化しやすくなるという問題が生じる場合がある。
【0029】
上記アルミニウムフレークの平均粒径は、5〜12μmの範囲にあることが好ましい。平均粒径が5μmより小さくなると、顔料の光輝感が不十分となる傾向がある。また、平均粒径が12μmより大きくなると、白着色アルミニウム顔料(B)の平均粒径も12μmを超えてしまうため、シェード位置での明度が低下することとなる。なおアルミニウムフレークとして、蒸着法または粉砕法によって製造されたものを用いることができる。
【0030】
白着色アルミニウム顔料(B)における平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。また白着色アルミニウム顔料(B)における平均厚みは、たとえば走査型電子顕微鏡を用いてアルミニウム顔料の断面を観察し測定することにより求めることができる。白着色アルミニウム顔料(B)を構成するアルミニウムフレークの平均粒径および平均厚みも、同様に測定できる。
【0031】
白着色アルミニウム顔料(B)は、上記アルミニウムフレークを、白色の着色顔料で被覆することによって得ることができる。白色顔料として例えば、二酸化チタンなどの着色顔料を挙げることができる。白色顔料として特に二酸化チタンが好ましく用いられる。着色顔料としては、一次粒子径が0.01〜0.1μmの範囲のものが好ましく、0.02〜0.05μmの範囲のものであればさらに好ましい。一次粒子径が0.01μm未満の場合には顔料の分散が困難となる傾向があり、一次粒子径が0.1μmを超えるとアルミニウムフレークに均一に付着させることが困難となる傾向がある。なお、着色顔料の一次粒子径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。
【0032】
白着色アルミニウム顔料(B)中における着色顔料の含有量は、アルミニウムフレーク100質量部に対し100〜500質量部の範囲にあることが好ましく、200〜400質量部の範囲がさらに好ましい。着色顔料の含有量が100質量部未満の場合は、十分な着色が得られない傾向があり、着色顔料の含有量が500質量部を超えると着色顔料の脱落が起こりやすくなる場合がある。
【0033】
白着色アルミニウム顔料(B)において、アルミニウムフレークの個々の粒子表面における着色顔料の付着状態は、粒子表面を部分的に覆う形であってもよいが、粒子表面全体に均一に付着していることが好ましい。さらに、粒子表面における着色顔料層の厚みが着色顔料一粒子分となればより好ましい。アルミニウムフレークの粒子表面全体に着色顔料を均一に付着させることにより、個々のアルミニウムフレークの粒子を効率的かつ鮮やかに着色することができるとともに、着色顔料の金属顔料表面への固定も容易となる。
【0034】
白着色アルミニウム顔料(B)は、アルミニウムフレークに、二酸化チタンなどの着色顔料を被覆させることによって調製される。白着色アルミニウム顔料(B)の調製方法として、アルミニウムフレークを非極性溶媒中の着色顔料の分散体に混合し、着色顔料をアルミニウムフレークの表面に付着させる方法が挙げられる。ここで、アルミニウムフレークの表面に、あらかじめ無機酸基を含有する化合物を吸着させて、無機酸基の吸着層を形成しておくことが好ましい。また、着色顔料も、あらかじめアミノ化合物および/または一塩基性芳香族カルボン酸で表面を被覆しておくことが好ましい。
【0035】
白着色アルミニウム顔料(B)の調製において、無機酸基の吸着層を、アルミニウムフレークに予め設けることによって、アルミニウムフレーク表面の活性点を増加させ着色顔料の付着を容易にすると同時に、その付着性を高める働きをする。無機酸基として好ましいものとしては、例えば、リン酸、モリブデン酸、タングステン酸、バナジン酸、およびそれらの縮合物であるピロリン酸、ポリリン酸、ポリモリブデン酸、ポリタングステン酸、リンモリブデン酸、リンタングステン酸などが挙げられる。
【0036】
アルミニウムフレークの表面に無機酸基を吸着させる方法としては、特に限定されるものではないが、たとえば、無機酸基を有する酸あるいはアンモニウム塩などの化合物を水あるいはアルコール系溶剤、グリコールエーテル系溶剤、ケトン系溶剤、などの親水性溶媒に溶解したものを、有機溶剤とアルミニウムフレークとの混合物に添加し、スラリー状態あるいはペースト状態にて、撹拌混合あるいは混練し、アルミニウムフレークの表面に無機酸基を反応、吸着させる方法が好ましい。
【0037】
アルミニウムフレークの表面に吸着させる無機酸基の量は、アルミニウムフレーク100質量部に対して0.05〜5質量部の範囲にあることが好ましい。無機酸基の量が0.05質量部未満の場合は、着色顔料をアルミニウムフレークの表面に十分に付着させることができない傾向があり、無機酸基の量が5質量部を超えると、アルミニウムフレークの凝集などの問題が生じる場合がある。
【0038】
着色顔料の表面をアミノ化合物および/または一塩基性芳香族カルボン酸によって被覆することによって、非極性溶媒中でのヘテロ凝集現象により、着色顔料とアルミニウムフレークとの付着性を高めることができる。アミノ化合物として、例えば炭素数6〜12の脂肪族ジアミン、N−β−(アミノエチル)−γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシランなどが挙げられる。また一塩基性芳香族カルボン酸として、例えば安息香酸、アミノ安息香酸、アミノヒドロキシ安息香酸、ナフトエ酸、アミノナフトエ酸、ケイ皮酸、アミノケイ皮酸などが挙げられる。
【0039】
白着色アルミニウム顔料(B)中における、アミノ化合物および/または一塩基性芳香族カルボン酸の含有量の合計は、着色顔料100質量部に対して0.2〜100質量部の範囲にあることが好ましく、0.5〜50質量部の範囲がさらに好ましい。
【0040】
上記アミノ化合物および/または一塩基性芳香族カルボン酸により、着色顔料の表面を被覆させる方法としては、特に限定されるものではないが、たとえば、沸点が100〜250℃の範囲にある脂肪族炭化水素、芳香族炭化水素非極性溶媒中に、アミノ化合物および/または一塩基性芳香族カルボン酸を溶解させ、得られた溶液に着色顔料を分散させる工程を含む方法が好ましい。
【0041】
白着色アルミニウム顔料(B)の調製は、必要に応じて無機酸基の吸着層を有するアルミニウムフレークに、必要に応じてアミノ化合物および/または一塩基性芳香族カルボン酸によって被覆された着色顔料を被覆させることによって調製される。ここで、アルミニウムフレークを非極性溶媒中の着色顔料の分散体に混合し、着色顔料をアルミニウムフレークの表面に付着させる方法が挙げられる。
【0042】
非極性溶媒としては、沸点が100〜250℃の範囲にある脂肪族炭化水素、芳香族炭化水素およびその混合体が好ましい。非極性溶媒の具体例としては、ノルマルパラフィン、イソパラフィン、トルエン、キシレン、ソルベントナフサ、灯油、ミネラルスピリット、石油ベンジンなどが挙げられる。また、必要に応じてアルコール系溶剤またはエステル系溶剤を着色顔料の分散を補助するため少量添加しても良い。アルミニウムフレークおよび着色顔料の分散方法としては、ボールミル、ビーズミル、サンドミルなどによる粉砕媒体を使った分散方法も好ましいが、スターラーやディスパーによる撹拌を用いた分散方法も同様に好ましい。
【0043】
このようにして得られた白着色アルミニウム顔料(B)は、白色の着色顔料がアルミニウムフレークの個々の粒子表面に均一に付着しているため、明度が高いものとなる。
【0044】
こうして得られる白着色アルミニウム顔料(B)の表面は、さらに樹脂組成物の被膜で覆われていてもよい。被膜として用いることができる樹脂組成物は、重合性モノマーからin−situ重合により合成されたポリマーを含有する樹脂組成物であることが好ましい。ここで、in−situ重合とは、白着色アルミニウム顔料(B)を製造する工程の中で、アクリルモノマーなどの重合性モノマーを重合させてポリマー化することを意味し、具体的には、着色顔料を付着させたアルミニウムフレークを溶剤に分散させてスラリー状とした中に重合性モノマーを添加して撹拌混合しながら、さらに重合開始剤を添加して重合反応を起こさせてアルミニウムフレーク表面にポリマーを析出させることをいう。
【0045】
白着色アルミニウム顔料(B)に樹脂組成物を被覆させる場合の被覆量は、白着色アルミニウム顔料(B)中に含まれるアルミニウムフレーク100質量部に対し30〜300質量部の範囲にあることが好ましく、50〜200質量部の範囲がさらに好ましい。
【0046】
また、白着色アルミニウム顔料(B)は、平均厚み0.1〜1μmであるのが好ましく、0.15〜0.8μmの範囲にあることがより好ましい。平均厚みが0.1μm未満の場合には、当該白着色アルミニウム顔料(B)を用いた塗料組成物の製造工程中に当該白着色アルミニウム顔料(B)が変形したり粉砕され色調が変化する恐れがある。平均厚みが1μmを超えると、塗膜表面に白着色アルミニウム顔料(B)が突出しやすくなり目的とする意匠を有する塗膜が得られなくなる恐れがある。
【0047】
白着色アルミニウム顔料(B)として市販の顔料を用いてもよい。市販の顔料として、例えば、東洋アルミニウム社製の白着色アルミニウム顔料ペースト「97−4053WH」、「97−4057WH」、「97−4002WH」、「98−4083WH」などが挙げられる。
【0048】
上記白着色アルミニウム顔料(B)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、2〜10質量%であるのが好ましく、3〜7質量%であるのがより好ましい。白着色アルミニウム顔料(B)の濃度が10質量%を超える場合は、得られる複層塗膜の外観が劣る恐れがある。白着色アルミニウム顔料(B)の濃度が2質量%未満である場合は、得られる複層塗膜のシェード位置における明度が低下する恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、白着色アルミニウム顔料(B)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0049】
また、上記アルミニウム顔料(A)および白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3で含有するのが好ましい。アルミニウム顔料(A)および白着色アルミニウム顔料(B)が上記質量比範囲で含まれることによって、ハイライト位置およびシェード位置両方における明度を高く設定でき、かつ隠蔽性を付与することができるという利点がある。
【0050】
金属酸化物被覆アルミナフレーク顔料(C)
本発明の方法において用いられるベース塗料組成物は、金属酸化物被覆アルミナフレーク顔料(C)を含む。この金属酸化物被覆アルミナフレーク顔料は、天然または合成のアルミナフレーク(酸化アルミニウム:Al2O3)に、二酸化チタン(TiO2)を主成分とする金属酸化物を、望ましくは均一に被覆することによって製造することができる。二酸化チタン(TiO2)を主成分とする金属酸化物がアルミナフレークに被覆されることによって、干渉色が発現する。
【0051】
本発明においては、金属酸化物被覆アルミナフレーク顔料(C)は平均粒径(D50)15〜25μmであるものに限定される。この平均粒径は15〜20μmであるのがより好ましい。平均粒径が上記範囲を逸脱すると、複層塗膜における緻密な光輝感(キラキラ感)を達成することができない恐れがある。なお、本明細書における顔料の平均粒径は、レーザー回折法によって粒度分布を測定し、メジアン値(D50)で示したものである。
【0052】
金属酸化物被覆アルミナフレーク顔料(C)を構成するアルミナフレークの厚みは、100〜800nmであるのが好ましく、200〜400nmであるのがより好ましい。アルミナフレークの厚みが上記範囲を逸脱すると、発色性が低下する恐れがある。このアルミナフレークは、合成アルミナフレークであることが好ましい。合成アルミナフレークは、純度が高く、かつ平均粒径の粒度分布が狭いため、より安定した発色が得られるという利点がある。
【0053】
上記アルミナフレークを被覆する金属酸化物層は、二酸化チタン(TiO2)が含まれる。アルミナフレークの屈折率は1.63であり、二酸化チタンの屈折率は2.30であるため、基材であるアルミナフレークと被覆層である金属酸化物層との間に0.5以上の屈折率差が生じ、これにより視認性に優れた干渉色が発現することとなる。この金属酸化物層は、二酸化チタン以外の金属酸化物を含んでもよい。このような金属酸化物として、例えば酸化ジルコニウム(屈折率2.40)、酸化鉄(屈折率2.36)、二酸化スズ(屈折率1.98)、酸化亜鉛(2.0)などが挙げられる。
【0054】
上記金属酸化物の被覆層の割合は、上記アルミナフレーク(フレーク基材)と被覆層との合計量に対して、好ましくは10〜50質量%であり、さらに好ましくは20〜45質量%である。上記被覆層の厚みは、特に限定されないが50〜500nmが好ましい。
【0055】
金属酸化物被覆アルミナフレーク顔料(C)は市販品を用いてもよい。金属酸化物被覆アルミナフレーク顔料(C)の市販品の具体例としては、メルク社製 商品名「Xirallic T60−10WNT」、「Xirallic T60−20WNT」、「Xirallic T60−21WNT」、「Xirallic T60−22WNT」、「Xirallic T60−23WNT」、「Xirallic T60−24WNT」、「Xirallic T60−25WNT」、「Xirallic T61−10WNT」などが挙げられる。
【0056】
金属酸化物被覆アルミナフレーク顔料(C)の濃度(PWC)は、ベース塗料組成物(およびベース塗膜)において、1〜10質量%であるのが好ましく、1〜8質量%であるのがより好ましい。金属酸化物被覆アルミナフレーク顔料(C)の濃度が1質量%未満である場合は緻密な光輝感(キラキラ感)が低下する恐れがあり、10質量%を超える場合は仕上がり外観が低下する恐れがある。この濃度(PWC)は、ベース塗料組成物の全固形分の質量に対して、金属酸化物被覆アルミナフレーク顔料(C)の質量を百分率(質量%)で表したものであり、ベース塗膜の全固形分に対する濃度(PWC)と同じ意味となる。なお、ベース塗料組成物の全固形分には、アルミニウム顔料(A)、白着色アルミニウム顔料(B)、および金属酸化物被覆アルミナフレーク顔料(C)、ベース塗料組成物の樹脂固形分、必要に応じたその他の顔料およびその他の成分(固形分)が全て含まれる。
【0057】
本発明において、金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である。顔料(A)〜(C)の質量比が上記範囲から逸脱する場合は、緻密な光輝感(キラキラ感)の発現と、ハイライト位置およびシェード位置両方での高い明度との両立ができない恐れがある。
【0058】
本発明において、ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%である。この合計顔料濃度は10〜15質量%であるのが好ましい。顔料(A)〜(C)の合計顔料濃度(PWC)が10質量%未満である場合は、得られる塗膜の隠ぺい性が低下することとなる。顔料(A)〜(C)の合計顔料濃度(PWC)が20質量%を超える場合は、得られる塗膜の外観が低下することとなる。
【0059】
本発明においては、ベース塗料組成物中に、上記特定のアルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)が、ベース塗膜中における上記顔料(A)、(B)および(C)の合計顔料濃度(PWC)が10〜15質量%という量であって、かつ金属酸化物被覆アルミナフレーク顔料(C)と、アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))が1/20〜10/4となる量で含まれることによって、ハイライト位置およびシェード位置の両方で明度が高くそして緻密な光輝感(キラキラ感)を有する複層塗膜が得られることとなる。こうして得られる複層塗膜は詳しくは、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であるという塗膜である。ここで「明度」はL*を意味する。L*は、L*C*h表色系におけるパラメータであり、JIS Z8729に準拠して求めることができる。L*C*h表色系において、L*は明度を表し、C*は彩度を表し、hは色相角度を表す。明度L*は、その数値が増加するにしたがい被測定物質の白色度が増し、その数値が小さくなるにしたがい被測定物質の黒色度が増すことを意味する。
【0060】
本発明においては、上記の特定の顔料(A)〜(C)を特定量の範囲で用いることによって、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜を調製することが可能となる。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、キラキラした細かな光がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、光輝感が視認できる塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜であることを特徴とする。
【0061】
本発明においては、必要に応じて、上記アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)に加えて、その他の有機系の着色顔料、無機系の着色顔料、体質顔料などの顔料を、ベース塗料組成物に適宜配合してもよい。
【0062】
着色顔料として、有機系の着色顔料および無機系の着色顔料を用いることができる。有機系の着色顔料としては、例えば、アゾ系顔料(例えば、アゾキレート系顔料、不溶性アゾ系顔料、縮合アゾ系顔料)、キナクリドン系顔料、ベンズイミダゾロン系顔料、ジケトピロロピロール系顔料、イソインドリノン系顔料、ペリノン系顔料、ペリレン系顔料、ジオキサン系顔料、キノフタロン系顔料、ジオキサジン系顔料、金属錯体有機顔料などが挙げられる。これらは1種を単独で用いてもよく、また2種以上を組み合わせて用いてもよい。
【0063】
無機系の着色顔料としては、例えば、黄鉛、亜鉛華、カドミウムレッド、モリブデンレッド、クロムエロー、酸化クロム、黄色酸化鉄、ベンガラなどが挙げられる。これらは1種を単独で用いてもよく、また2種以上を組み合わせて用いてもよい。
【0064】
体質顔料としては、例えば、炭酸カルシウム、硫酸バリウム、クレー、タルクなどが挙げられる。これらを単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0065】
但しこれらのその他の顔料を用いる場合は、本発明におけるアルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)によって呈される意匠に悪影響を及ぼさない量であることを条件とする。
【0066】
ベース塗料組成物において、全顔料の濃度(PWC)は、5〜50質量%、好ましくは5〜30質量%である。5質量%未満では塗膜にした場合の下地隠蔽性が低下する恐れがあり、50質量%を超えると、仕上り外観が低下する恐れがある。
【0067】
塗膜形成性樹脂および硬化剤
本発明の方法により形成されるベース塗膜の形成に用いられる、ベース塗料組成物に含まれる上記塗膜形成性樹脂としては、例えば、アクリル樹脂、ポリエステル樹脂、アルキド樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂などが挙げられ、特に、アクリル樹脂およびポリエステル樹脂が好ましく用いられる。これらは、2種以上を組み合わせて使用することができる。また、上記塗膜形成性樹脂には、硬化性を有するタイプとラッカータイプとがあるが、通常は硬化性を有するタイプのものが使用される。硬化性を有するタイプの場合には、アミノ樹脂および/またはブロックイソシアネート化合物、アミン系、ポリアミド系、多価カルボン酸などの硬化剤(または架橋剤)と混合して使用に供され、加熱または常温で硬化反応を進行させることができる。また、硬化性を有しないタイプの塗膜形成性樹脂を、硬化性を有するタイプと併用することも可能である。
【0068】
アクリル樹脂
アクリル樹脂としては、アクリル系モノマーの共重合体、あるいは、アクリル系モノマーと他のエチレン性不飽和モノマーとの共重合体を挙げることができる。上記共重合に使用し得るアクリル系モノマーとしては、アクリル酸、メタクリル酸、アクリル酸またはメタクリル酸のメチル、エチル、プロピル、n−ブチル、i−ブチル、t−ブチル、2−エチルヘキシル、ラウリル、フェニル、ベンジル、2−ヒドロキシエチル、2−ヒドロキシプロピルなどのエステル化物、アクリル酸またはメタクリル酸2−ヒドロキシエチルのカプロラクトンの開環付加物、アクリルアミド、メタクリルアミドおよびN−メチロールアクリルアミドなどが挙げられる。これらと共重合可能な他のエチレン性不飽和モノマーとしては、スチレン、α−メチルスチレン(またはダイマー)、イタコン酸、マレイン酸、酢酸ビニルなどが挙げられる。また、当業者に公知の方法である、例えば特開2007−39615号公報に開示の方法に従って、アクリル樹脂を水性エマルション化して水性塗料とすることが好ましい。
【0069】
ポリエステル樹脂
ポリエステル樹脂としては、飽和ポリエステル樹脂や不飽和ポリエステル樹脂などが挙げられ、例えば、多塩基酸と多価アルコールを加熱縮合して得られた縮合物が挙げられる。多塩基酸としては、例えば、飽和多塩基酸、不飽和多塩基酸などが挙げられ、飽和多塩基酸としては、例えば、無水フタル酸、テレフタル酸、コハク酸などが挙げられ、不飽和多塩基酸としては、例えば、マレイン酸、無水マレイン酸、フマル酸などが挙げられる。多価アルコールとしては、例えば、二価アルコール、三価アルコールなどが挙げられ、二価アルコールとしては、例えば、エチレングリコール、ジエチレングリコールなどが挙げられ、三価アルコールとしては、例えば、グリセリン、トリメチロールプロパンなどが挙げられる。
【0070】
アルキド樹脂
アルキド樹脂としては、上記多塩基酸と多価アルコールにさらに油脂・油脂脂肪酸(大豆油、アマニ油、ヤシ油、ステアリン酸など)、天然樹脂(ロジン、コハクなど)などの変性剤を反応させて得られたアルキド樹脂を用いることができる。
【0071】
エポキシ樹脂
エポキシ樹脂としては、ビスフェノールとエピクロルヒドリンの反応によって得られる樹脂などを挙げることができる。ビスフェノールとしては、例えば、ビスフェノールA、Fなどが挙げられる。上記ビスフェノール型エポキシ樹脂としては、例えば、エピコート828、エピコート1001、エピコート1004、エピコート1007、エピコート1009(いずれも、シェルケミカル社製)などが挙げられ、またこれらを適当な鎖延長剤を用いて鎖延長したものも用いることができる。
【0072】
ポリウレタン樹脂
ポリウレタン樹脂としては、アクリル、ポリエステル、ポリエーテル、ポリカーボネートなどの各種ポリオール成分とポリイソシアネート化合物とによって得られるウレタン結合を有する樹脂を挙げることができる。上記ポリイソシアネート化合物としては、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、およびその混合物(TDI)、ジフェニルメタン−4,4’−ジイソシアネート(4,4’−MDI)、ジフェニルメタン−2,4’−ジイソシアネート(2,4’−MDI)、およびその混合物(MDI)、ナフタレン−1,5−ジイソシアネート(NDI)、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート(TODI)、キシリレンジイソシアネート(XDI)、ジシクロへキシルメタン・ジイソシアネート(水素化HDI)、イソホロンジイソシアネート(IPDI)、へキサメチレンジイソシアネート(HDI)、水素化キシリレンジイソシアネート(HXDI)などを挙げることができる。
【0073】
ポリエーテル樹脂
ポリエーテル樹脂としては、エーテル結合を有する重合体または共重合体であり、ポリオキシエチレン系ポリエーテル、ポリオキシプロピレン系ポリエーテル、ポリオキシブチレン系ポリエーテルもしくはビスフェノールAあるいはビスフェノールFなどの芳香族ポリヒドロキシ化合物から誘導されるポリエーテルなどの1分子当たりに少なくとも2個の水酸基を有するポリエーテル樹脂を、または上記ポリエーテル樹脂とコハク酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸などの多価カルボン酸類、あるいは、これらの酸無水物などの反応性誘導体とを反応させて得られるカルボキシル基含有ポリエーテル樹脂を挙げることができる。
【0074】
上記塗膜形成性樹脂と硬化剤の割合としては、固形分換算で塗膜形成性樹脂が90〜50質量%、硬化剤が10〜50質量%であるのが好ましく、塗膜形成性樹脂が85〜60質量%であり、硬化剤が15〜40質量%であるのがより好ましい。硬化剤が10質量%未満では(塗膜形成性樹脂が90質量%を超えると)、塗膜中の架橋が十分でない場合がある。一方、硬化剤が50質量%を超えると(塗膜形成性樹脂が50質量%未満では)、塗料組成物の貯蔵安定性が低下するとともに硬化速度が大きくなるため、塗膜外観が低下するおそれがある。
【0075】
その他の成分など
本発明で使用することのできるベース塗料組成物には、上記成分の他に、脂肪族アミドの潤滑分散体であるポリアミドワックスや酸化ポリエチレンを主体としたコロイド状分散体であるポリエチレンワックスなどの沈降防止剤、硬化触媒、紫外線吸収剤、酸化防止剤、レベリング剤、シリコンや有機高分子などの表面調整剤、タレ止め剤、増粘剤、消泡剤、滑剤、有機アマイド、架橋樹脂粒子などを適宜添加することができる。これらの添加剤は、通常、塗膜形成性樹脂および硬化剤の総量100質量部(固形分基準)に対して、一般に15質量部以下の割合で配合することにより、塗料や塗膜の性能を改善することができる。
【0076】
本発明のベース塗料組成物は、上記構成成分を、通常、溶媒に溶解または分散した態様で提供される。溶媒としては、塗膜形成性樹脂および硬化剤を溶解または分散するものであればよく、有機溶媒および/または水を使用することができる。有機溶媒としては、塗料分野において通常用いられるものを挙げることができる。例えば、トルエン、キシレンなどの炭化水素類、アセトン、メチルエテルケトンなどのケトン類、酢酸エチル、セロソルブアセテート、ブチルセロソルブなどのエステル類、アルコール類などを例示できる。環境面の観点から、有機溶媒の使用が規制されている場合には、水を用いることが好ましい。この場合、適量の親水性有機溶媒を配合してもよい。
【0077】
本発明において使用することのできるベース塗料組成物は、特に好ましい態様では、アクリル樹脂エマルションを含む塗膜形成性樹脂、アクリル樹脂と疎水性メラミン樹脂とを反応させた反応生成物を水分散することによって得られる粒径20〜140nmの疎水性メラミン樹脂水分散体を含む硬化剤を含有するものであってもよく、これによって、優れた発色性を有する塗膜を得ることができる。また、自動車塗装における複層塗膜形成方法において、上記のベース塗料組成物を水性塗料として用いた場合、優れたリコート密着性、チッピング性、耐水付着性を有する塗膜を得ることができる。従って、上記のベース塗料組成物は、水性ベース塗料組成物として好適に用いることができる。
【0078】
クリヤー塗料組成物
本発明の方法において、上記クリヤー塗膜は、クリヤー塗料組成物を用いて形成される。本発明の方法で使用することのできるクリヤー塗料組成物としては、特に限定はなく、上塗り塗装用として一般に使用されているクリヤー塗料組成物を用いることができ、例えば、アクリル樹脂、ポリエステル樹脂、フッ素樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエーテル樹脂およびこれらの変性樹脂などから選ばれた少なくとも1種の熱硬化性樹脂そして必要に応じた上記硬化剤を含むものなどを用いることができる。
【0079】
クリヤー塗料組成物は、必要に応じて、その透明性を損なわない範囲で、あるいは下地の意匠性を妨げない程度であれば、着色顔料、体質顔料、改質剤、紫外線吸収剤、レベリング剤、分散剤、消泡剤などの添加剤を配合することができる。また、特公平8−19315号公報に記載されたカルボキシル基含有ポリマーとエポキシ基含有ポリマーとを含有するクリヤー塗料組成物が、酸性雨対策という観点およびW/W法で上記ベース塗膜層を形成した際に、光輝性顔料および着色顔料の配向を乱さないという観点から、好ましく用いられる。また、クリヤー塗料組成物は、溶剤型、水性型、粉体型などの種々の形態をとることができる。溶剤型塗料または水性塗料としては、一液型塗料を用いてもよいし、二液型ウレタン樹脂塗料などのような二液型塗料を用いてもよい。
【0080】
溶剤型クリヤー塗料組成物の好ましい例としては、透明性あるいは耐酸エッチング性などの点から、アクリル樹脂および/またはポリエステル樹脂と、アミノ樹脂および/またはイソシアネートとの組み合わせ、あるいはカルボン酸/エポキシ硬化系を有するアクリル樹脂および/またはポリエステル樹脂などを挙げることができる。
【0081】
また、水性型クリヤー塗料組成物の例としては、上記溶剤型クリヤー塗料組成物の例として挙げたものに含有される塗膜形成性樹脂を、塩基で中和して水性化した樹脂を含有するものを挙げることができる。この中和は重合の前または後に、ジメチルエタノールアミンおよびトリエチルアミンのような3級アミンを添加することにより行うことができる。
【0082】
さらに、上記クリヤー塗料組成物には、塗装作業性を確保するために、粘性制御剤が添加されていることが好ましい。粘性制御剤は、一般にチクソトロピー性を示すものを使用できる。例えば、このようなものとして、従来から公知のものを使用することができる。また、必要により、硬化触媒、表面調整剤などを含むことができる。
【0083】
なお、上記複層塗膜形成方法において用いられるクリヤー塗料組成物としては、有機溶媒の含有量による環境に与える影響の観点から、20℃におけるフォードカップNo.4で20〜50秒の粘度となるように希釈した時のクリヤー塗料組成物の固形分が50質量%以上である溶剤型クリヤー塗料組成物または水性型クリヤー塗料組成物、あるいは、粉体型クリヤー塗料組成物であることが好ましい。
【0084】
複層塗膜形成方法
本発明の方法は、被塗物上に、ベース塗膜およびクリヤー塗膜を順次形成する、複層塗膜形成方法である。
【0085】
被塗物
本発明の複層塗膜の形成方法において用いられる被塗物としては、特に限定されるものでなく、鉄、アルミニウム、マグネシウム、銅、スズ、亜鉛またはこれらの合金などの金属類およびその成形品;ガラスなどの無機材料;ポリエチレン樹脂、ポリプロピレン樹脂、エチレン−酢酸ビニル共重合体樹脂、ポリアミド樹脂、アクリル樹脂、塩化ビニリデン樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、エポキシ樹脂、ポリエステル樹脂、ポリスチレン樹脂、ABS樹脂などの樹脂類や各種のFRPなどのプラスチック材料およびその成形品または発泡体;木材、繊維材料(紙、布など)などの天然または合成材料などが挙げられる。被塗物は、本発明によって得られる鮮やかな意匠を効果的に発現するため、例えば、乗用車、トラック、オートバイ、バスなどの自動車車体および部品(自動車のボディ、ドアなど)のように、曲面を有しているものであることが好ましい。また、プラスチック成形品としては、具体的には、スポイラー、バンパー、ミラーカバー、グリル、ドアノブなどの自動車部品などを挙げることができる。さらに、これらのプラスチック成形品は、中性洗剤で洗浄されたものが好ましい。また、さらに、静電塗装を可能にするためのプライマー塗装が施されていてもよい。
【0086】
本発明の複層塗膜の形成方法においては、被塗物が自動車車体およびその部品などの場合には、導電性の被塗物を予め脱脂処理や化成処理(リン酸塩またはジルコニウム塩などによる化成処理など)を施した後、被塗物に電着塗装、中塗り塗装などの下地塗装を施しておくことが好ましい。
【0087】
電着塗装は、鋼板などの導電性の被塗物に電着塗膜を形成して防錆性を付与することを目的として行われるものである。このような電着塗膜を形成することのできる電着塗料組成物としては、特に限定はなく、当業者によく知られているカチオン型電着塗料組成物およびアニオン型電着塗料組成物をいずれも使用することができる。防錆性の観点からカチオン型電着塗料組成物が好ましく、なかでも、エポキシ系のカチオン型電着塗料組成物が特に好ましい。
【0088】
本発明において、被塗物が自動車車体または鋼板である場合、電着塗膜形成前に、脱脂、水洗、化成被膜形成、水洗、純水洗、乾燥までの前処理を従来公知の方法で行うことが好ましい。電着塗膜形成方法は、従来公知の方法の中から、適当な方法を任意に選択すればよい。また、電着塗膜形成条件、焼き付け硬化条件、電着塗膜の厚さなどに関しても、被塗物の種類および使用する電着塗料組成物の種類などに応じて、適宜決定することができる。
【0089】
中塗り塗装は、必要に応じて形成された電着塗膜の上に中塗り塗膜層を形成して、下地隠蔽性、耐チッピング性、上塗り塗膜層との密着性などの性能の向上を目的として行われる。また中塗り塗膜層は、最終の光輝性複層塗膜を平滑にし、外観の良好な塗膜とするための下地としても機能する。中塗り塗膜層はさらに、電着塗膜層と上塗り塗膜層との間のバインダーとなり、かつ、塗膜表面を通じて到達する紫外線や水などによる塗膜の劣化に対する耐候性を向上させることができる。
【0090】
中塗り塗膜層を形成することができる中塗り塗料組成物としては、特に制限はなく、当業者によく知られている溶剤型塗料のほか、水性塗料、粉体塗料またはハイソリッド型塗料なども用いることができる。具体的には、アルキッド/メラミン系樹脂またはオイルフリーポリエステル/メラミン系樹脂塗料、アクリル樹脂および/またはポリエステル樹脂とアミノ樹脂および/またはイソシアネート硬化剤とを組み合わせた中塗り塗料組成物など、従来公知の中塗り塗料組成物の中から適宜選択して用いることができる。
【0091】
中塗り塗膜層の形成方法は、従来公知の方法の中から適当な方法を任意に選択することができる。また、本発明では、カーボンブラックと二酸化チタンとを主要顔料としたグレー系中塗り塗料組成物や、上塗り塗膜層との明度および色相を合わせたセットグレーや各種の着色顔料を組み合わせた、いわゆるカラー中塗り塗料組成物を用いることができる。これらのカラー中塗り塗料組成物は、中塗り塗膜層と上塗り塗膜層との複合色を発現させ、意匠性をさらに高めることができる。また、これらの中塗り塗料組成物に、アルミニウム粉、マイカ粉などの扁平顔料を添加してもよい。さらに、中塗り塗料組成物には、塗料に通常添加することのできる添加剤、例えば、表面調整剤、酸化防止剤、消泡剤などを配合してもよい。中塗り塗膜層の乾燥膜厚は、20〜100μmが好ましく、より好ましくは30〜50μmである。
【0092】
中塗り塗膜層は、被塗物または電着塗膜の上に塗装された後、未硬化の状態でも用いることができ、また硬化させた状態で用いることもできる。上記中塗り塗膜を硬化させる場合には、硬化温度は100〜180℃、好ましくは120〜160℃に設定することで高い架橋度の硬化塗膜が得られる。上限を超えると、塗膜が固く脆くなり、下限以下では硬化が充分でない。硬化時間は硬化温度により変化するが、120〜160℃で10〜30分が適当である。
【0093】
ベース塗料組成物およびクリヤー塗料組成物の塗装
本発明の方法においては、上記被塗物上に、ベース塗料組成物およびクリヤー塗料組成物をこの順でウェットオンウェットで塗装し、次いでこれらの塗膜を同時に硬化させる、2コート1ベークの方法で塗膜形成を行うことが好ましい。また、上記被塗物上に、上記ベース塗料組成物を塗装して硬化させた後にクリヤー塗料組成物を塗装して硬化させる、2コート2ベーク塗装方法にも適用できる。
【0094】
上記ベース塗料組成物の塗装方法は、例えば、自動車車体などに塗装する場合には、意匠性を高めるためにエアー静電スプレー塗装による多ステージ塗装、好ましくは2ステージで塗装する方法、あるいは、エアー静電スプレー塗装と、通称「μμ(マイクロマイクロ)ベル」、「μ(マイクロ)ベル」または「メタベル」などと言われる回転霧化式の静電塗装機とを組み合わせた塗装方法であることが好ましい。
【0095】
上記ベース塗料組成物の塗布により形成されるベース塗膜の乾燥膜厚は所望の用途により変化するが、多くの場合、下限5μm、上限30μmであることが好ましい。5μm未満であると、下地が隠蔽できず膜切れが発生するおそれがある。30μmを超えると、塗装時に流れなどの不具合が生じるおそれがある。
【0096】
上記2コート1ベークにより複層塗膜を形成する場合においては、上記ベース塗料組成物を塗装した後、加熱硬化させることなく、クリヤー塗料組成物を塗装する工程に移る。この場合において、必要に応じて、クリヤー塗料組成物を塗装する前に、加熱硬化(焼付け)処理で用いられる温度より低い温度、例えば40〜100℃で1〜10分間加熱して水分などの溶媒を揮散させる、プレヒート工程を行ってもよい。
【0097】
上記クリヤー塗料組成物の塗装方法としては、上記ベース塗料組成物と同様に、上述の回転霧化式の静電塗装機により塗装する方法が好ましい。上記クリヤー塗料組成物により形成されるクリヤー塗膜の乾燥膜厚は、一般に、下限20μm、上限70μmが好ましい。20μm未満であると、下地の凹凸の隠蔽が不十分であるおそれがある。70μmを超えると、塗装時にワキあるいはタレなどの不具合が生じるおそれがある。上記下限は25μmであることがより好ましく、上記上限は60μmであることがより好ましい。
【0098】
2コート1ベーク法においては上記ベース塗料組成物およびクリヤー塗料組成物を塗装した後、これらの未硬化の塗膜を硬化させる。硬化温度は、下限100℃、上限180℃であることが好ましい。100℃未満であると、硬化が不十分となるおそれがある。180℃を超えると、塗膜が固く脆くなるおそれがある。高い架橋度の硬化塗膜を得られる点で、下限は120℃であることがより好ましく、上限は160℃であることがより好ましい。硬化時間は硬化温度により変化するが、120〜160℃の場合、10〜30分が好ましい。
【0099】
また2コート2ベークにより複層塗膜を形成する場合は、上記ベース塗料組成物を塗装した後、例えば120〜160℃で10〜30分間加熱して硬化させ、次いでクリヤー塗料組成物を上記と同様に塗装した後に、例えば120〜160℃で10〜30分間加熱して、硬化させるのが好ましい。
【0100】
本発明の複層塗膜形成方法により形成される積層塗膜の膜厚は、下限30μm、上限300μmであることが好ましい。30μm未満であると、膜自体の強度が低下するおそれがあり、300μmを超えると、冷熱サイクルなどの膜物性が低下するおそれがある。上記下限は50μmであることがより好ましく、上記上限は250μmであることがより好ましい。
【実施例】
【0101】
以下の実施例により本発明をさらに具体的に説明するが、本発明はこれらに限定されない。実施例中、「部」および「%」は、ことわりのない限り、質量基準による。
【0102】
製造例1:アクリル樹脂エマルション(Em−1)の調製
反応容器にイオン交換水135.4部、アクアロンHS−10(ポリオキシエチレンアルキルプロペニルフェニルエーテル硫酸エステル、第一工業製薬社製)1.1部を加え、窒素気流中で混合撹拌しながら80℃に昇温した。次いで、アクリル酸メチル35.73部、メタクリル酸ブチル8.57部、メタクリル酸2−ヒドロキシエチル5.7部、スチレン20部、アクアロンHS−10が0.5部、アデカリアソープNE−20(α−[1−[(アリルオキシ)メチル]−2−ノニルフェノキシ]エチル)−ω−ヒドロキシオキシエチレン、旭電化社製、80%水溶液)0.5部およびイオン交換水49.7部からなる第1段目のエチレン性不飽和モノマー混合物と、過硫酸アンモニウム0.21部およびイオン交換水8.6部からなる開始剤溶液とを、2時間にわたり並行して反応容器に滴下した。滴下終了後、1時間同温度で熟成を行った。
【0103】
さらに、この反応容器に、メタクリル酸ブチル25.3部、メタクリル酸2−ヒドロキシエチル2.4部、メタクリル酸2.3部、アクアロンHS−10が0.1部およびイオン交換水24.7部からなる第2段目のエチレン性不飽和モノマー混合物と、過硫酸アンモニウム0.08部およびイオン交換水7.4部からなる開始剤溶液とを、80℃で0.5時間にわたり並行して滴下した。滴下終了後、2時間同温度で熟成を行った。
【0104】
次いで、40℃まで冷却し、400メッシュフィルターで濾過した後、イオン交換水2.14部およびジメチルアミノエタノール0.24部を加えてpH6.5に調整し、平均粒子径80nm、不揮発分30%、固形分酸価15mgKOH/g、水酸基価35mgKOH/gのアクリル樹脂エマルション(Em−1)を得た。
【0105】
製造例2:水溶性アクリル樹脂の調製
反応容器にジプロピレングリコールメチルエーテル23.89部およびプロピレングリコールメチルエーテル16.11部を加え、窒素気流中で混合撹拌しながら105℃に昇温した。次いで、メタクリル酸メチル13.1部、アクリル酸エチル68.4部、メタクリル酸2−ヒドロキシエチル11.6部、メタクリル酸6.9部と、ジプロピレングリコールメチルエーテル10.0部およびt−ブチルパーオキシ2−エチルヘキサノエート1部からなる開始剤溶液とを、3時間にわたり並行して反応容器に滴下した。滴下終了後、0.5時間同温度で熟成を行った。
【0106】
次に、ジプロピレングリコールメチルエーテル5.0部およびt−ブチルパーオキシ2−エチルヘキサノエート0.3部からなる開始剤溶液を0.5時間にわたり反応容器に滴下した。滴下終了後、2時間同温度で熟成を行った。
【0107】
さらに、脱溶剤装置を用いて、減圧下(70torr)110℃で溶剤を16.11部留去した後、イオン交換水204部およびジメチルエタノールアミン7.1部を加えて水溶性アクリル樹脂を得た。得られたアクリル樹脂溶液の不揮発分は30%、固形分酸価40mgKOH/g、水酸基価50mgKOH/gであった。
【0108】
製造例3:疎水性メラミン樹脂水分散体(MFD−1)の調製
反応容器にMFDG(メチルプロピレンジグリコール、日本乳化剤社製)50部を添加し、窒素気流中で撹拌しながら130℃に昇温した。次いで、アクリル酸14.77部、メタクリル酸2−ヒドロキシエチル32.48部、アクリル酸ブチル47.75部、MSD−100(α−メチルスチレンダイマー、三井化学社製)5部からなるエチレン性不飽和モノマー混合物と、カヤエステルO(tert−ブチルパーオクタノエート、化薬アクゾ社製)13部およびMFDG10部からなる開始剤溶液とを3時間にわたり並行して反応容器に滴下した。滴下終了後に0.5時間置いて、更にカヤエステルOが0.5部およびMFDGが5部からなる開始剤溶液を0.5時間にわたり滴下した。滴下終了後、1時間同温度で熟成を行った。次いで、50℃まで冷却し、不揮発分60%、固形分酸価110mgKOH/g、水酸基価140mgKOH/g、数平均分子量(Mn)=3000のアクリル樹脂(Ac1)を得た。
【0109】
得られたアクリル樹脂(Ac1)の178.5部を、ユーバン20SB(完全ブチル化メラミン樹脂、日本サイテック社製、不揮発分75%、Sp=9.6)800部と混合し、80℃で4時間撹拌した。その後、ジメチルエタノールアミンを18.3部加えて均一に分散し、40℃まで冷却した後、イオン交換水1003.2部を1時間で滴下することにより疎水性メラミン樹脂水分散体(MFD−1)を得た。この水分散体中の樹脂粒子の粒径は80nmであった。
【0110】
実施例1
ベース塗料組成物の調製
塗膜形成性樹脂として製造例1のアクリル樹脂エマルション(Em−1)を153.3部、10質量%ジメチルエタノールアミン水溶液5部、製造例2の水溶性アクリル樹脂を16.7部、プライムポールPX−1000(三洋化成工業社製、2官能ポリエーテルポリオール、数平均分子量1000、水酸基価278mgKOH/g、水トレランス無限大)10部、製造例3の疎水性メラミン樹脂水分散体(MFD−1)を100部、そして
アルミニウム顔料(A)として、東洋アルミニウム社製のアルミニウム顔料ペースト「96−0635」(平均粒径8μm)を固形分質量で5部、
白着色アルミニウム顔料(B)として、東洋アルミニウム社製の白着色アルミニウム顔料ペースト「98−4083WH」(平均粒径8μm)を固形分質量で5部、
干渉色を有する金属酸化物被覆アルミナフレーク顔料(C)として、メルク株式会社製の「Xirallic T60−10WNT」(平均粒径17μm)を2部、
を配合した。さらに、エチレングリコールモノヘキシルエーテル30部を混合撹拌し、10質量%ジメチルアミノエタノール水溶液を加えてpH=8.5に調整し、均一に分散し、水性ベース塗料組成物を得た。得られた水性ベース塗料組成物の塗料粘度が20℃、No.4フォードカップで60秒となるようにイオン交換水を加えて希釈し、ベース塗料組成物を得た。
【0111】
複層塗膜の形成
ダル鋼板(長さ300mm、幅100mmおよび厚さ0.8mm)をリン酸亜鉛処理剤(「サーフダインSD2000」、日本ペイント社製)を使用して化成処理した後、カチオン電着塗料(「パワーニクス PN 310」、日本ペイント社製)を乾燥膜厚が25μmとなるように電着塗装した。次いで、160℃で30分間焼き付けた後、中塗り塗料として、ポリエステル/メラミン系グレー中塗り塗料(「オルガ P−30」、日本ペイント社製)を酢酸エチル/ソルベッソ100/ブチルジグリコールアセテート=1/1/1(質量比)を用いて、フォードカップNo.4による粘度が30秒となるように調整し、回転式静電塗装機を用いて中塗り塗装を行い、140℃で30分間の条件で焼き付け乾燥し、平均乾燥膜厚30μmの中塗り塗膜層を形成した。
【0112】
さらに、中塗り塗膜層の上に、上記ベース塗料組成物を平均乾燥膜厚が15μmになるようにスプレー塗装した。塗装は静電塗装機(「Auto REA」、ABBインダストリー社製)を用い、霧化圧2.0kg/cm2で行った。塗装中のブースの雰囲気は温度25℃、湿度75%に保持した。塗装後3分間セッティングし、80℃で5分間プレヒートした後、その上にウェットオンウェットで、アクリル/メラミン樹脂系クリヤー塗料組成物(酸エポキシ硬化型アクリル樹脂系クリヤー塗料組成物、「マックフローO−1810」、日本ペイント社製)を乾燥膜厚が35μmになるようにスプレー塗装し、室温で7分間セッティングし、140℃の温度で30分間焼き付けて、2コート1ベーク(2C1B)により複層塗膜を形成した。
【0113】
実施例2〜3および比較例1〜3
アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)を表1に記載のものに変更したこと以外は、実施例1と同様にベース塗料組成物を調製した。次いで、得られたベース塗料組成物を用いて、実施例1と同様に複層塗膜を形成した。
【0114】
上記実施例および比較例により得られた複層塗膜を用いて、下記評価を行った。結果を下記表に示す。
【0115】
複層塗膜の明度(L*)の測定
実施例および比較例で得られた複層塗膜について、明度(L*)を、以下に従い測定した。結果を下記表に示す。
明度(L*)
得られた複層塗膜に対して垂直位置から45度における角度から光源を照射し、その位置から15°の角度で受光したL*値を、X−Rite社製多角度分光光度計「MA−68 II」を用いて測定した。こうして得られた測定値の平均値を算出することにより、受光角15度における明度(L*)を求めた。下記表中において「15L*」として示す。なおこの受光角15度の位置がハイライト位置に相当する。
さらに上記光源照射位置から110度の角度で受光したL*値を、上記と同様に測定し、受光角110度における明度(L*)を求めた。下記表中において「110L*」として示す。なおこの受光角110度の位置がシェード位置に相当する。
図1は、上記明度(L*)の測定位置を示す概略説明図である。
【0116】
上記L*は、L*C*h表色系におけるパラメータであり、JIS Z8729に準拠して求めることができる。このL*C*h表色系は、国際照明委員会により定められた表色系であり、Section 4.2 of CIE Publication 15.2(1986)に記載されている。L*C*h表色系において、L*は明度を表し、C*は彩度を表し、hは色相角度を表す。明度L*は、その数値が増加するにしたがい被測定物質の白色度が増し、その数値が小さくなるにしたがい黒色度が増すことを意味する。
【0117】
複層塗膜の目視評価
得られた複層塗膜を下記項目により目視評価した。
ハイライト明度
複層塗膜をハイライト位置で眺めた場合の明度を下記基準により目視評価した。
5:明るく、白濁感が全く感じられない塗膜である。
4:明るく、白濁感が感じられない塗膜である。
3:明るさはやや劣るものの、白濁感は全く感じられない塗膜である。
2:明るさはやや劣るものの、白濁感は感じられない塗膜である。
1:明るさは低下し、白濁感が出る。
シェード明度
複層塗膜をシェード位置で眺めた場合の明度を下記基準により目視評価した。
5:明るく、白濁感が全く感じられない塗膜である。
4:明るく、白濁感が感じられない塗膜である。
3:明るさはやや劣るものの、白濁感は全く感じられない塗膜である。
2:明るさはやや劣るものの、白濁感は感じられない塗膜である。
1:明るさは低下し、白濁感が出る。
キラキラ感
複層塗膜をハイライト位置およびシェード位置で眺めた場合の光輝感を下記基準により目視評価した。
5:ハイライトおよびシェードで優れた緻密な光輝感を感じる。
4:ハイライトおよびシェードで緻密な光輝感を感じる。
3:ハイライトでは緻密な光輝感を感じるが、シェードでは若干緻密な光輝感が低下する。
2:ハイライトでは緻密な光輝感を感じるが、シェードでは緻密な光輝感が低下する。
1:ハイライトおよびシェードで緻密な光輝感を感じない。
【0118】
【表1】
【0119】
上記表中、
96−0635:東洋アルミニウム社製の、アルミニウム顔料ペースト(平均粒径8μm)、
93−0647:東洋アルミニウム社製の、アルミニウム顔料ペースト(平均粒径20μm)、
98−4038WH:東洋アルミニウム社製の、白着色アルミニウム顔料ペースト(平均粒径8μm、アスペクト比97)、
WH−2600:東洋アルミニウム社製の、白着色アルミニウム顔料ペースト(平均粒径15μm、アスペクト比27)、
Xirallic T60−10WNT:メルク株式会社製の、干渉色を有する金属酸化物被覆アルミナフレーク顔料(平均粒径17μm)、
である。
【0120】
実施例1〜3により得られた複層塗膜は、何れもハイライト明度およびシェード明度が高いものであった。また緻密な光輝感(キラキラ感)が感じられる塗膜であった。
比較例1は、金属酸化物被覆アルミナフレーク顔料(C)が含まれないベース塗料組成物を用いた実験例である。この比較例1により得られた複層塗膜は、シェード明度は明るいものの、緻密な光輝感(キラキラ感)が感じられない塗膜であった。またハイライト明度が低くなった。
比較例2は、アルミニウム顔料(A)の平均粒径が12μmを超えるベース塗料組成物を用いた実験例である。この比較例2により得られた複層塗膜は、ハイライト明度が低くなった。これは、アルミニウム顔料(A)の平均粒径が大きくなったことにより、アルミニウム顔料(A)の含有量が他の顔料に対して相対的に少なくなったためと考えられる。また緻密な光輝感(キラキラ感)を有しておらず、ハイライト位置においてギラギラとした反射光が感じられるものであった。
比較例3は、白着色アルミニウム顔料(B)の平均粒径が12μmを超えるベース塗料組成物を用いた実験例である。この比較例3により得られた複層塗膜は、緻密な光輝感(キラキラ感)が少々感じられる一方で、シェード位置の明度が低いものであった。
【0121】
上記実施例1〜3および比較例1〜3により得られた複層塗膜の∠15度塗膜明度(L15値)および∠110度塗膜明度(L110値)の値を示すグラフを図2として示す。
【産業上の利用可能性】
【0122】
本発明の方法により得られる複層塗膜は、緻密な光輝感(キラキラ感)を有しており、さらにハイライト位置およびシェード位置の両方で明度が高いことを特徴とする。そしてこの複層塗膜は、ハイライト位置で光輝感が感じられ、そしてシェード位置においても黒ずみ感または白濁感を伴わず、明度が高くかつすっきりとした光輝感が感じられる複層塗膜である。本発明により得られる複層塗膜は、光が差した部分に緻密な光輝感が発現し、細かなキラキラ感がちらちらと輝いて見える。そしてこの緻密な光輝感はシェード位置でも視認できる。このように本発明の複層塗膜は、光輝感が視認できる塗膜であると同時に、ハイライト位置およびシェード位置の両方で明度が高く、そしてシェード位置での黒ずみ感または白濁感などを伴わない、すっきりとした明るい意匠の塗膜である。本発明の複層塗膜の形成方法を、自動車車体および部品などの塗装に適用することにより、優れた意匠を付与することができるという利点がある。
【特許請求の範囲】
【請求項1】
被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、
該複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、
該ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ
該金属酸化物被覆アルミナフレーク顔料(C)と、該アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、
複層塗膜の形成方法。
【請求項2】
前記アルミニウム顔料(A)および前記白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3である、請求項1記載の複層塗膜の形成方法。
【請求項3】
前記白着色アルミニウム顔料(B)は、アルミニウムフレークが二酸化チタンを含む着色顔料で被覆された顔料であって、該アルミニウムフレークは、平均厚みが0.01〜1μmの範囲にあり、アスペクト比(平均粒径/平均厚み)が50〜1000の範囲である、請求項1または2記載の複層塗膜の形成方法。
【請求項4】
前記請求項1〜3のいずれか記載の複層塗膜の形成方法により得られた複層塗膜。
【請求項1】
被塗物上に、平均粒径5〜12μmのアルミニウム顔料(A);平均粒径5〜12μmの白着色アルミニウム顔料(B);および平均粒径15〜25μmである干渉色を有する金属酸化物被覆アルミナフレーク顔料(C);を含むベース塗膜を形成し、更にクリヤー塗膜を形成する、複層塗膜の形成方法であって、
該複層塗膜は、∠15度塗膜明度(L15値)が95以上であり、∠110度塗膜明度(L110値)が43以上であり、
該ベース塗膜中における、アルミニウム顔料(A)、白着色アルミニウム顔料(B)および金属酸化物被覆アルミナフレーク顔料(C)の合計顔料濃度(PWC)は10〜20質量%であり、且つ
該金属酸化物被覆アルミナフレーク顔料(C)と、該アルミニウム顔料(A)および白着色アルミニウム顔料(B)の合計量との質量比(C)/((A)+(B))は、1/20〜10/4である、
複層塗膜の形成方法。
【請求項2】
前記アルミニウム顔料(A)および前記白着色アルミニウム顔料(B)の質量比(A)/(B)は、3/7〜7/3である、請求項1記載の複層塗膜の形成方法。
【請求項3】
前記白着色アルミニウム顔料(B)は、アルミニウムフレークが二酸化チタンを含む着色顔料で被覆された顔料であって、該アルミニウムフレークは、平均厚みが0.01〜1μmの範囲にあり、アスペクト比(平均粒径/平均厚み)が50〜1000の範囲である、請求項1または2記載の複層塗膜の形成方法。
【請求項4】
前記請求項1〜3のいずれか記載の複層塗膜の形成方法により得られた複層塗膜。
【図1】

【図2】
【図2】
【公開番号】特開2012−50908(P2012−50908A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−194204(P2010−194204)
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000230054)日本ペイント株式会社 (626)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【出願人】(000230054)日本ペイント株式会社 (626)
【Fターム(参考)】
[ Back to top ]