
複数の異なるかさ歯車の予備歯切り方法および同一のフライス工具の使用方法

【課題】同一のユニバーサルハブ工具を用いて複数の異なる類似のかさ歯車をソフトフライス加工する。
【解決手段】本願発明は、第1かさ歯車を予備歯切りするため、第1フライス盤に内側、外側切れ刃の複数組を有するバーカッタのセットを備えたユニバーサルホブ工具を使用する。第1加工段階では第1かさ歯車に凸状内側歯面および凹状外側歯面を同時にフライス加工するため組を用い、第2加工段階では凹状外側歯面または凸状内側歯面をフライス仕上げ予備加工するため外側切れ刃または内側切れ刃をそれぞれ用いる。次に、第2かさ歯車を予備歯切りするため、第1または第2フライス盤に同じユニバーサルホブ工具を使用する。第3加工段階では第2かさ歯車に凸状内側歯面および凹状外側歯面を同時にフライス加工するため組を用い、第4加工段階では凹状外側歯面または凸状内側歯面をフライス仕上げ予備加工するため外側切れ刃または内側切れ刃をそれぞれ用いる。
【解決手段】本願発明は、第1かさ歯車を予備歯切りするため、第1フライス盤に内側、外側切れ刃の複数組を有するバーカッタのセットを備えたユニバーサルホブ工具を使用する。第1加工段階では第1かさ歯車に凸状内側歯面および凹状外側歯面を同時にフライス加工するため組を用い、第2加工段階では凹状外側歯面または凸状内側歯面をフライス仕上げ予備加工するため外側切れ刃または内側切れ刃をそれぞれ用いる。次に、第2かさ歯車を予備歯切りするため、第1または第2フライス盤に同じユニバーサルホブ工具を使用する。第3加工段階では第2かさ歯車に凸状内側歯面および凹状外側歯面を同時にフライス加工するため組を用い、第4加工段階では凹状外側歯面または凸状内側歯面をフライス仕上げ予備加工するため外側切れ刃または内側切れ刃をそれぞれ用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、複数の異なるかさ歯車の予備歯切り方法に関する。また、同一のフライス工具の使用に関する。
【背景技術】
【0002】
歯車の製造方法は、数え切れないほど多い。はすばかさ歯車の切削加工では、単独割り出し方式と連続方式(連続割り出し方式とも呼ばれる)を区別している。
【0003】
連続方式(連続ホブ切りとも呼ばれ、英語では「continuous indexing process resp. face hobbing」)では、工作物の歯の凸状および凹状歯面を切削するため、例えば、グループにまとめた内側カッタ(IM)および外側カッタ(AM)を有するカッタヘッド工具が用いられる。連続方式において、工作物は1度のクランプで連続して切削される。連続方式は、非常に複雑で、組み合わされた連続する動作に基づいており、その中で、工具と加工される工作物は互いに関連する連続割り出し動作を行う。割り出し動作は、同一の機械を駆動する複数軸の協調駆動によって生じる。連続割り出し方式において、カッタヘッドの回転と機械加工される工作物の回転は、あるグループのカッタがある歯溝を通過して、次のグループのカッタが次の歯溝を通過するように連動している。このようにして割り出しは連続的に生じ、全ての溝はほとんど同時に作り出される。この連動した動作によって、幅のある外転サイクロイドが、作り出されるかさ歯車の平らな歯車の上に長手方向の歯すじとして生じる。
【0004】
割り出し方式(単独割り出し方式とも呼ばれ、英語では「face milling」)において、ある歯溝が機械加工されると、歯溝の外にある工具の駆動を相対的に変位させる、いわゆる割り出し動作(割り出し回転)が生じる。その中で、次の歯溝が機械加工される前に、工作物は工具に対して回転する。このようにして歯車は、段階的に一溝ずつ製造される。単独割り出し方式において、内側歯面(凸状歯面)を工作物に切削して予備的に外側歯面を機械加工するため、内側切れ刃および外側切れ刃を有する第1カッタヘッドが用いられても良い。外側切れ刃は、外側歯面の最終形状を作り出さない。そのとき、第1カッタヘッドは、工作物に外側歯面(凹状歯面)を最終的に切削するため、外側切れ刃を備えた第2カッタヘッドと交換されても良い。この方法は、片面切削とも呼ばれる。工具の切れ刃は(例えば、前側カッタヘッドに対して)環状に配列されており、従って、工作物に生じた歯すじは円弧形状をしている。
【0005】
上述の単独割り出し方式において、カッタヘッドの交換が発生し、これは一方で総機械加工時間を延ばす原因となり、他方で誤差を引き起こす可能性がある。なぜなら各クランプまたは新たなクランプは、理想的な位置からわずかなずれを引き起こす可能性があるからである。2つの独立したカッタヘッドを伴う片面単独割り出し方式の利点は、両側歯面が互いにほぼ独立して最適化できることである。
【0006】
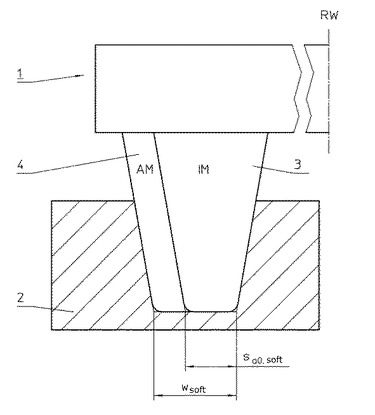
いわゆる仕上げ方式は、大規模な連続生産において好んで用いられる特別な単独割り出しである。図1Aには、二歯面切削で仕上げを行うのに用いられる内側カッタ3および外側カッタ4を備えた工具1の代表例が示されている。工具1は、予備歯切りのために用いられる。予備歯切りにおいて、外側カッタ4は、工作物2の外側歯面(凹状歯面)を切削し、内側カッタ3は工作物2の内側歯面(凸状歯面)を加工する。内側および外側カッタ3、4の工具チップ幅は、ここでは数値sa0,softで参照される。この工具チップ幅は、図1Aに示されているように、2つのカッタ3、4を合わせたチップ間隔wsoftよりも小さい。
【0007】
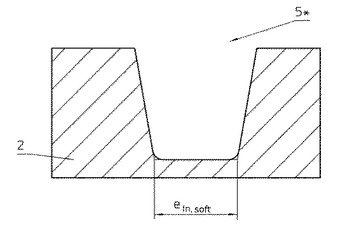
図1Bにおいて、予備歯切り後の歯溝5*が示されている。予備歯切りされた歯溝5*の実効歯幅efn,softは、両カッタ3、4のチップ幅wsoftと同じ大きさである。
【0008】
ここで、予備歯切りと焼き入れの後、歯溝5*を仕上げ加工するため、共通の断面を持つフルカット工具6(ほとんどの場合、研削ディスク)が適用される。共通する工程は図1Cに示されている。フルカット工具6のチップ幅は、ここでは参照数字whardで参照される。最終歯溝5は、図1Dで見ることができる。最終歯溝5は、フルカット工具6のチップ幅whardと同じ大きさの最終歯幅efn,hardを有する。
【0009】
仕上げにおいて、法線方向での予備歯切り歯溝5*の一様な歯面寸法は、ほとんどの場合、同じ機械設定であっても工具チップ半径を変えることによって実現できる。それによって、内側カッタ3のチップ半径は、ハード加工のためのフルカット工具6のチップ半径や研削ディスクに関して、歯面寸法だけ大きくなり、一方、外側カッタ4のチップ半径は同じ寸法だけ小さくなる。
【発明の概要】
【0010】
仕上げ方式において、リングギヤまたはピニオンは、二歯面切削を完全に包含する仕上げ加工が行われる。他の単独割り出し方式に関して、仕上げ方式は、より生産性が高い(2倍の金属切削力)という特徴を備えているが、機械の運動学的な変化は両歯面に常に影響するため、二歯面切削を包含する全ての方式の場合のように、歯面の形状の変更はより難しい。したがって、機械の運動学によってある歯面を変更した結果、他の歯面が変更されてしまうことが、二歯面切削を完全に包含する仕上げ方式の不利な点である。したがって、これらが二歯面切削に適合している場合でのみ変更が可能である。
【0011】
ここで、複数の類似するかさ歯車を加工しなければならない状況がしばしばある。例えば、自動車産業において、異なるギヤトランスミッションのタイプのかさ歯車は、歯直角モジュールや圧力角や速度伝達比等の形状がわずかにしか異ならないことがしばしばある。これまでは、あるタイプのかさ歯車や他のタイプのものを必要に応じて加工できるようにするため、複数のフライス工具や複数のバーカッタのセットを準備して保管している。その都度、カッタバーをカッタヘッドから取り外して、他のカッタバーを位置について正確に挿入しなければならず、または、カッタヘッド全体を異なる装備の他のものに交換する。複数の異なるカッタバーのセットまたは完全に装着されたカッタヘッドをその都度保管して準備しなければならないため、労力は多大でありコストがかかる。
【0012】
本願発明の目的は、工具のコストとこのような状況での労力を削減するのに役立つ方法を発展させることである。
【0013】
本願発明によれば、この方法は、半仕上げ方式の基本的な考え方に基づく方法によって解決される。
【0014】
本願発明による方法は、異なる類似のかさ歯車を仕上げ予備加工するために対にして並べられた内側および外側カッタを備えたユニバーサル工具で半仕上げ方式が実行されるという特徴を備える。
【0015】
本願発明は、1つの共通するユニバーサルフライス工具を用いて異なる類似するかさ歯車を個々に予備歯切りする加工に役立つ。このユニバーサルフライス工具を用いると、一群のかさ歯車のうち異なるかさ歯車を、これらかさ歯車が類似していれば、加工することができる。ここでは、かさ歯車の平均歯直角モジュールがわずかしかずれておらず、これらの圧力角がわずかしか異なっておらず、速度伝達比が同程度であり、その結果、類似する曲率状態が歯に生じている場合、これらは類似するかさ歯車として考える。
【0016】
本願発明によれば、予備歯切りにおいて、かさ歯車の凹状および凸状歯面は、個別の機械設定を用いてフライス加工される。
【0017】
本願発明によれば、
各内側カッタは、内側切れ刃と呼ばれる切れ刃を有し、各外側カッタは、外側切れ刃と呼ばれる切れ刃を有する、対にして並べられた内側カッタおよび外側カッタが用いられるか、
または、内側切れ刃および外側切れ刃を有するフルカッタが用いられる。
【0018】
類似のかさ歯車の予備歯切りにおいて、ユニバーサルフライス工具を交換する必要が無いということは、本願発明の利点である。
【0019】
本願発明による方法は、ドライまたはウェット加工のいずれとしても実行可能である。
【図面の簡単な説明】
【0020】
本願発明のさらなる詳細と利点について、実施例に基づいて、図面を参照しながら以下に説明する。
【図1A】予備歯切りにおける既知の仕上げ方式を表す概略断面図を示している。
【図1B】図1Aの予備歯切り後の歯溝を表す概略断面図を示している。
【図1C】予備歯切りと焼き入れ後に実行される、ハード加工のための既知の方法を表す概略断面図を示している。
【図1D】図1Cのハード加工後の歯溝を表す概略断面図を示している。
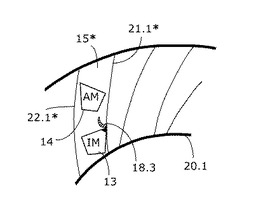
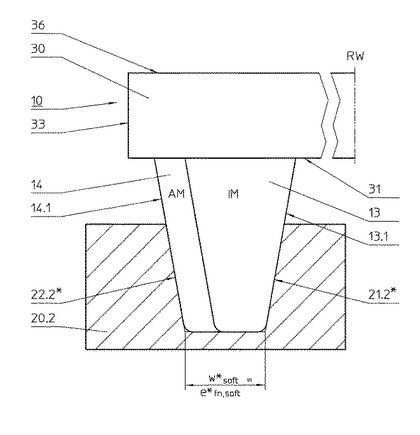
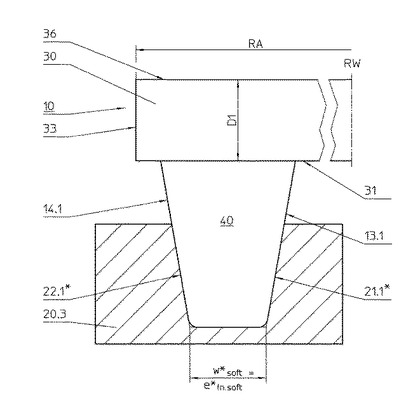
【図2A】外側カッタの外側切れ刃を用いた外側歯面の仕上げ予備歯切りと、これと同時に行われる、内側カッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図2B】図2Aに示された第1加工段階におけるかさ歯車の概略平面図を示している。
【図2C】内側カッタの内側切れ刃を用いた内側歯面の仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図2D】図2Cに示された第2加工段階におけるかさ歯車の概略平面図を示す。
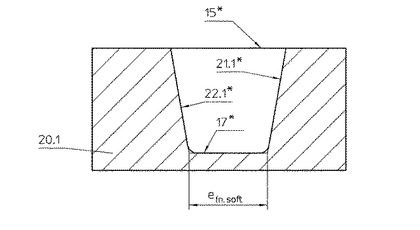
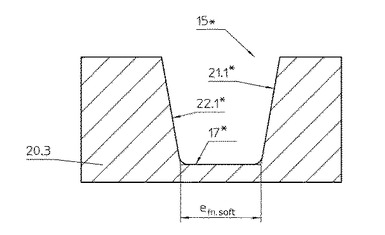
【図2E】図2Aから2Dによる仕上げ予備歯切り後の歯溝を表す概略断面図を示す。
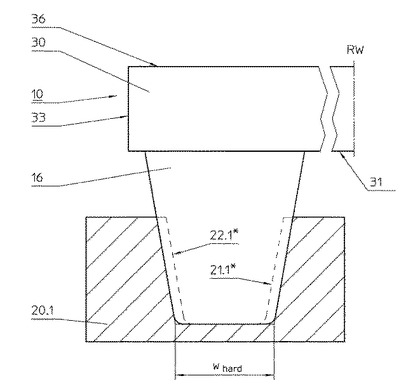
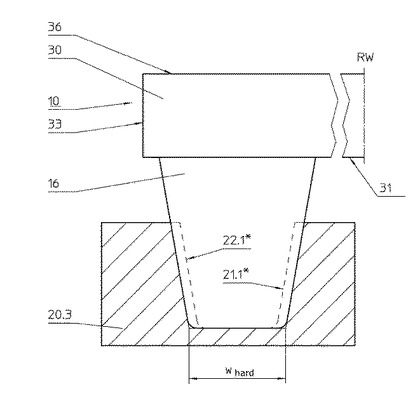
【図2F】仕上げ予備歯切りと焼き入れ後に行われるハード加工のための既知の方法を表す概略断面図を示す。
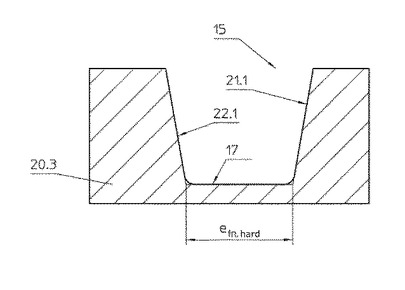
【図2G】図2Fによるハード加工後の歯溝を表す概略断面図を示す。
【図3A】外側カッタの外側切れ刃を用いた追加のかさ歯車の外側歯面の仕上げ予備歯切りと、これと同時に行われる、内側カッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図3B】内側カッタの内側切れ刃を用いた、図3Aの追加のかさ歯車の内側歯面のの仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図4A】フルカッタの外側切れ刃を用いた外側歯面の仕上げ予備歯切りと、これと同時に行われる、フルカッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図4B】フルカッタの内側切れ刃を用いた内側歯面の仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図4C】図4Aと4Bによる仕上げ予備歯切り後の歯溝を表す概略断面図を示す。
【図4D】仕上げ予備歯切りと焼き入れの後に実行するハード加工のための公知の方法を表す概略断面図を示す。
【図4E】図4Dによるハード加工後の歯溝を表す概略断面図を示す。
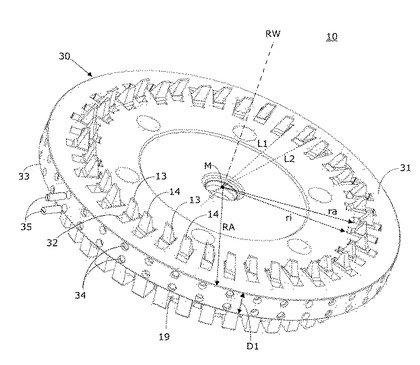
【図5】複数の内側カッタおよび外側カッタの組を有するバーカッタのセットを備えるユニバーサルホブ工具を例示する斜視図を示す。
【発明を実施するための形態】
【0021】
本願の詳細な説明に関して、関連する公報や特許でも使用されている用語を使用している。しかし、これら用語は、単により良い理解のために使用する過ぎないものとする。本願発明のアイデアと特許請求の範囲を、これらの翻訳における用語の具体的な選択によって限定すべきではない。本願発明は、他の用語のシステムおよび/または技術分野に容易に転用可能である。他の技術分野では、用語をこれらの意味に従って使用する必要がある。
【0022】
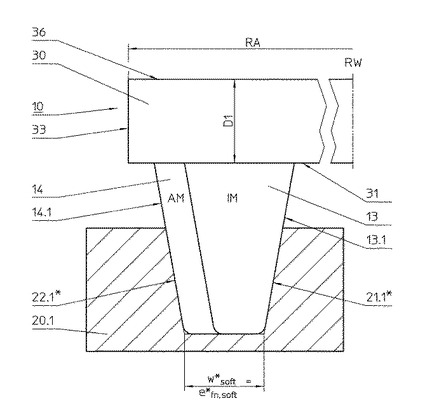
図2Aから3Bは、概略であって正確な縮尺ではない。図2A、2C、2F、3A、3Bには、わかり易くするため、ユニバーサルフライス工具10の基体30だけが、環状ディスクを通した断面図として示されている。工作物側を向いた正面31は、その上に図2Aから3Bの内側カッタ13および外側カッタ14、図4Aから4Dのフルカッタがそれぞれ配置されており、図5で見られる環状ディスクの上側に相当する。工作物と反対側を向いた正面36は、平坦な(構造化されていない)面として、図2A、2C、2F、3A、3B、4A、4B、4Dに示されている。図5において、例えば、ユニバーサルフライス工具10をアダプタや工具主軸に取り付けるために、この工作物と反対側を向いた正面36は、回転によって外される部品、貫通穴および機能的な面を有しているため、構造化されている。
【0023】
図2A、4Aおよび5には、基体30の厚さD1が示されており、ユニバーサルフライス工具10の対応する要素を相互に関連づけて配置するようになっている。図2A、4Aおよび5において、基体30の外径は、RAで参照される。
【0024】
ここで、図2Aとそれに続く図に基づいて、本願発明について詳細に説明する。これら図面は、本願発明による方法の所定の加工段階を非常に概略的に示している。これら図面はそれぞれ、工作物20.1の1つの歯溝と、この歯溝に対応するユニバーサル工具10のカッタ13、14のみを示している。
【0025】
必要に応じて、前加工と仕上げ前加工を意図的に区別している。以下の詳細な説明と図面に基づいてこれらの用語を明確する。さらに、以下では、ソフト加工、ソフト歯切りとハード加工、ハード歯切りとをそれぞれ区別している。ハード予備歯切りの前に、ここでかさ歯車20.1、20.2として参照される工作物を温度調整する。したがって以下では、「軟らかい」工作物の加工段階に関する場合、予備歯切り、ソフトフライス加工等の用語を用いる。
【0026】
以下において、予備歯切りされた要素は、上付きの「*」によって参照される。例えば、15*は、焼き入れ前の歯溝を参照し、15は、焼き入れおよびハード歯切り後の歯溝を参照する。
【0027】
本願発明によれば、1つの同じユニバーサルハブ工具10を用いて複数の異なる類似のかさ歯車をソフトフライス加工することが課題となる。異なるかさ歯車は、参照番号20とインデックスで参照される。第1かさ歯車は20.1で、これと異なるが類似する第2かさ歯車は20.2で参照される。しかし、当然ながら2つのかさ歯車20.1、20.2よりも多くのかさ歯車は、ユニバーサルホブ工具10を用いてソフトフライス加工しても良い。
【0028】
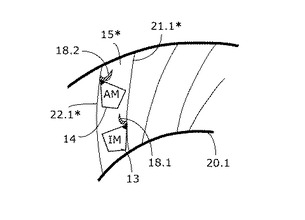
本願発明によれば、ユニバーサルホブ工具10は、複数の内側切れ刃13.1および外側切れ刃14.1の組を有するセットのバーカッタを備えており、これは、図2Aおよび2Cで認められるように、例えば、内側カッタ13または外側カッタ14に設けられてもよい。しかし、内側切れ刃13.1および外側切れ刃14.1はまた、図4Aから4Dに示すように、フルカッタ14に設けられてもよい。前記組はそれぞれ独立して形成されており、すなわち、ユニバーサルホブ工具10は、例えば、n個の独立した内側切れ刃13.1とn個の独立した外側切れ刃14.1を備えている(全ての実施形態において、nは2よりも大きな整数である。)。全ての実施形態において、内側切れ刃13.1および外側切れ刃14.1は、ユニバーサルホブ工具10の外周に沿って対にして並べられており、それぞれ内側切れ刃13.1が外側切れ刃14.1の次に来る。
【0029】
複数の異なるかさ歯車である第1かさ歯車20.1の予備歯切りを行うため、ユニバーサルホブ工具10を第1フライス盤に適用する。
【0030】
全ての実施形態において、ユニバーサルホブ工具10は、5軸CNCフライス盤に適用されるのが好ましい。なぜなら、5軸CNCフライス盤は、新しい方法を実行するのに必要な設定可能性があるからである。しかし、本願発明は、従来型の機械や5軸以上の機械に適用してもよい。
【0031】
本願発明によれば、第1加工段階において、内側切れ刃13.1および外側切れ刃14.1の組は、第1かさ歯車20.1上に凸状内側歯面21.1*および凹状外側歯面22.1*を同時にフライス加工するように用いられる。第1かさ歯車20.1のこの第1加工段階のスナップショットが、図2Aに示されている。第1かさ歯車20.1の詳細が明らかである。示される時点において、内側切れ刃13.1は凸状内側歯面21.1*を加工し、外側切れ刃14.1は凹状外側歯面22.1*を加工する。示される例の中では、凹状外側歯面22.1は、第1加工段階において仕上げに予備歯切り(仕上げ予備加工と呼ばれる)が行われる。すなわち、外側切れ刃14.1は、フライス加工のためのこの第1加工段階においてのみ使用される。しかし、凸状内側歯面21.1*は、第1加工段階において予備歯切りされるだけであり、すなわち、これらはまだ望ましい寸法に達していない。
【0032】
図2Bは、図2Aによる第1加工段階を非常に概略化した平面図を示している。図2Bにおいて、加工される歯溝15*を連続して通過している内側カッタ13および外側カッタ14が認められる。示された例において、内側カッタ13および外側カッタ14は、(図5に示す)カッタヘッドの中心点Mの周りを上方に向けられた状態で一体になって円形の軌跡を描いて動く。両カッタ13、14は、第2加工段階において使用される。第1加工段階において機能する切れ刃13.1、14.1は、図2における黒色の縁部によって描かれている。さらに、フライス加工によって生じる切りくず18.1、18.2が示されている。第1加工段階の後、凹状外側歯面21.1*は仕上げ予備歯切りが行われ、凸状内側歯面21.1*は予備歯切りのみが行われる。
【0033】
ここで、図2Cに示されるように、続く第2加工段階において、同じ内側切れ刃13.1が、かさ歯車20.1の凸状内側歯面21.1*のフライス仕上げ予備加工のために用いられる。第2加工段階の前に、少なくとも1度、フライス盤の機械設定が変更される。図2Cには、他の機械設定の指示が、矢印P1によって概略的に示されている。機械設定の再調整は、一般的に、工作物の回転とユニバーサル工具10の半径と回転角の変更を有する。しかし、機械設定の再調整は、他の方法でも実行可能である。
【0034】
第1加工段階の終了後、歯溝15*は、図2Aに示されているようにe*fn,softによって描かれている溝幅(底幅)を有する。溝幅e*fn,softは、2つの外側および内側カッタ13、14のチップ幅wsoftに一致している。図2Dは、図2Cによる第2加工段階の平面図を非常に概略化して示している。図2Dにおいて、内側切れ刃13.1および外側切れ刃14.1が認められ、これらは加工される歯溝15*を連続して通過する。示された例の中で、内側カッタ13および外側カッタ14は、一体的にかさ歯車20.1に対して上方に向って相対的な動きをする。第2加工段階においては、内側切れ刃13.1のみを用いる。第2加工段階において機能する内側カッタ13の切れ刃13.1は、黒色の隅部によって描かれている。さらに、フライス加工によって生じる切りくず18.3が示されている。外側切れ刃14.1は機能していない。
【0035】
第2加工段階の後、全ての歯面21.1*、22.1*は、仕上げ予備歯切りを行う。仕上げ予備歯切りされた歯溝15*が図2Eに示されている。ここで、それは溝幅e*fn,softよりも広い溝幅efn,softを有している。
【0036】
本願発明によれば、複数の類似するかさ歯車である第2かさ歯車20.2を予備歯切りするように、第1または第2フライス盤において同じセットのバーカッタを備えたユニバーサルホブ工具10が用いられる。この第2かさ歯車20.2は、第1かさ歯車20.1とわずかに異なる。
【0037】
しかし、さらなる実施形態の例に基づいて以下に説明するように、複数の類似するかさ歯車であるかさ歯車の歯のソフトフライス加工方法は、フルカッタ40を用いて実行してもよい。
【0038】
本願発明による更なる方法は、図4Aから4Eに示されている。ここでは、内側切れ刃13.1および外側切れ刃14.1を有する複数のフルカッタ40が用いられている。これまでに示して説明してきた実施形態と異なり、1つの内側カッタ13と1つの外側カッタ14はそれぞれ、適宜配置された1つの内側切れ刃13.1と1つの外側切れ刃14.1を備えた1つのフルカッタ40として組み合わされる。
【0039】
図4Aにおいて、加工される歯溝15*を通過している、内側切れ刃13.1および外側切れ刃14.1を有するフルカッタ40が認められる。フルカッタ40の内側切れ刃13.1および外側切れ刃14.1は、(図5に示す)カッタヘッドの中心点Mの周りを一体的に移動する。図4Aで認められるように、第1加工段階において、内側切れ刃13.1および外側切れ刃14.1が用いられる。第1加工段階の後、凹状外側歯面22.1*は、仕上げ予備歯切りが行われ、凸状内側歯面21.1*は、予備歯切りのみが行われる。
【0040】
ここで、図4Bに示されているように、続く第2加工段階において、かさ歯車20.1に凸状内側歯面21.1*をフライス仕上げ予備加工するため、同じフルカッタ40の内側切れ刃13.1が用いられる。第2加工段階において、内側切れ刃13.1のみが用いられる。第2加工段階の前に、フライス盤の機械設定は少なくとも1度変更される。図4Bにおいて、異なる機械設定の指示は矢印P3によって概略的に示されている。機械設定の再調整は、一般的に、工作物の回転と、ユニバーサル工具10の半径と回転角の変更を有する。しかし、機械設定の再調整は異なる方法で実行されてもよい。
【0041】
第2加工段階の後、全ての歯面21.1*、22.1*は、仕上げ予備歯切りされる。仕上げ予備歯切りされた歯溝15*が、図4Cに示されている。ここで、この歯溝15*は溝幅efn,softを有する。
【0042】
ここで、熱処理とそれに続く仕上げ歯切り方法は、一般的に、更なる加工工程の中で行われる。仕上げ歯切りのためには、ハード加工方法の使用が好ましく、研削方法は特に好ましい。フルカッタ工具16(例えば、研削ディスク)を用いるかさ歯車20.3の仕上げ歯切りは、図4Dに示されている。図4Dに点線で示された歯すじ21.1*、22.1*は、フルカッタ工具16が法線方向で溝幅efn,softよりも広い幅whardを有することを示している。
【0043】
最後に、かさ歯車20.3の歯溝15は、図4Eに例示された形状と寸法を有する。ここで、内側歯面は21.1で参照され、外側歯面は22.1で参照される。図4Dおよび4Eは、実質的に図2Fおよび2Gに対応している。
【0044】
図5は、複数の内側カッタ13および外側カッタ14の組を有するバーカッタのセットを備えたユニバーサルホブ工具10を例示する斜視図を示している。一般に、ユニバーサルホブ工具10は、ディスク形状の基体30を有しており、その正面31には、内側カッタ10および外側カッタ14を挿入して固定するためのカッタ軸32が収納されている。示されている実施例において、基体30は、全部で40個のカッタ軸32を有している。40個のカッタ軸32は、20個の内側カッタ13と20個の外側カッタ14を備えている。
【0045】
内側カッタ13および外側カッタ14、または、フルカッタ40は、カッタバーの形で組み込まれ、基体30の後方の正面にカッタ軸が突き出るようなカッタ軸長を選択することが好ましい。図5において、外側カッタ14のカッタ軸は、参照番号19で参照される。
【0046】
(好ましくは円筒形の)外側マントル表面33から内側に向けて放射状に伸びてカッタ軸32で止まっている、好ましくは放射状に延びる貫通穴34が、基体30に設けられている。(ここでは見えない)ねじが、これらの貫通穴の中に入る。2つの取付ねじ35が、ユニバーサルホブ工具10のそばに印によって示されている。
【0047】
取付ねじ35は、内側カッタ13および外側カッタ14を、または、フルカッタ40をカッタ軸32の中で固定することが可能である。
【0048】
カッタ軸32は、平面図において矩形形状を有する。全てのカッタ軸32は、図5に示されているように、2本の点線L1、L2に基づいて放射状に配置される。
【0049】
外側切れ刃14.1は外円上に位置し、その中心点はユニバーサルホブ工具10の中心点Mに一致する。外円は半径raを有する。内側切れ刃13.1は内円上に位置し、その中心点はユニバーサルホブ工具10の中心点Mに一致する。内側円は半径riを有する。半径raは半径riよりも大きい。
【0050】
ここで、RWは工具10の回転軸を指している。中心点Mにおいて、回転軸はユニバーサルホブ工具10によって張られる平面を横断する。
【0051】
第3加工段階において、内側切れ刃13.1および外側切れ刃14.1の組は、このさらなるかさ歯車20.2に凸状内側歯面21.1*および凹状外側歯面22.2*を同時にフライス加工するために用いられてもよい。この第3加工段階のスナップショットが図3Aに示されている。図3Aにおける寸法は、図2Aにおける寸法に一致している。すなわち、溝幅(底幅)e*fn,softは、かさ歯車20.1の第1加工段階後、かさ歯車20.2の第3加工段階後の2つのかさ歯車20.1、かさ歯車20.2とそれぞれ同じである。第2かさ歯車20.2の詳細が、図3Aにおいて認められる。示されている時点において、内側切れ刃13.1は凸状内側歯面21.2*を加工し、外側切れ刃14.1は凹状外側歯面22.2*を加工する。示されている実施例において、凹状外側歯面22.2*は仕上げ予備歯切りが行われ、すなわち、外側切れ刃14.1は、この第3加工段階においてのみ第2かさ歯車20.2のフライス加工に用いられる。しかし、凸状内側歯面21.2*は、予備歯切りのみ行われる。そのようにして、図3Bに示されているように、次の第4加工段階において、内側切れ刃13.1は、このかさ歯車20.2に凸状内側歯面21.2*をフライス仕上げ加工するために用いられる。図3Bにおける寸法は、図2Cにおける寸法とおおよそ同じである。ここでは、溝幅(底幅)efn,softは、図2Cと比べてわずかに異なる。図3Bにおける溝幅(底幅)efn,softは、図2Cのそれよりも狭い。
【0052】
第4加工段階の前に、フライス盤の機械設定を少なくとも1度変更する。第4加工段階において凸状内側歯面21.1*のフライス仕上げ予備加工のために内側カッタ13を用いることができるように、フライス盤の工作物の回転軸はわずかに傾いていることが好ましい。図3Bにおいて、他の機械設定の指示が、矢印P2で概略的に示されている。
【0053】
第2かさ歯車20.2は、第1かさ歯車20.1と法線方向から見た歯底17*における歯溝15*の歯幅wが異なる。示された実施例において、第2かさ歯車20.2の溝幅efn,softは、第1かさ歯車20.1の溝幅efn,softよりも狭い。仕上げ予備歯切りの後、例えば、(図示しない)第3かさ歯車が、図2Cと3Bにおける溝幅efn,softよりも広い溝幅efn,softを有していてもよい。異なるかさ歯車において異なるのは、溝幅efn,softだけではないことがわかる。
【0054】
ユニバーサルホブ工具10は、内側カッタ13および外側カッタ14を備え、バーカッタのセットは、積極的なチップ幅が得られるように形成されており、この積極的なチップ幅wsoftは、第1かさ歯車20.1の歯溝15.1*や第2かさ歯車20.2の歯溝15.2*の最小溝幅efn,softよりも狭いのが好ましい。
【0055】
ここで、熱処理とそれに続く仕上げ歯切り方法は、一般的に、更なる加工工程の中で行われる。ハード加工方法、特に研削方法は仕上げ歯切りに用いられるのが好ましい。フルカット工具16(例えば、研削ディスク)による第1かさ歯車20.1の仕上げ歯切りは、図2Fに示されている。図2Fに点線で示された歯すじ21.1*、22.1*は、フルカット工具16が溝幅efn,softよりも法線方向でより広い幅whardを有することを示している。
【0056】
第2かさ歯車20.2は、第1かさ歯車20.1と異なる最終溝幅efn,softを有しているため、第2かさ歯車20.2の仕上げ歯切りは、(図示されない)他のフルカット工具によって生み出される。最終溝幅efn,softは、幅whardと直接的に関連している。ハード加工のために用いられる工具は、これまで従来の方法で用いられてきた工具と同一であることが好ましい。
【0057】
仕上げ歯切りにおいて、最終溝幅efn,hardに正確に調整された工具16が用いられる。工具16は、達成すべき最終溝幅efn,hardに調整されたチップ幅whardを有する。
【0058】
最後に、第1かさ歯車20.1の歯溝15は、図2Gに例示されている形状と寸法を有する。内側歯面は21.1で参照され、外側歯面は22.1で参照される。
【0059】
第1かさ歯車20.1の第1加工段階、および、第2かさ歯車20.2の第3加工段階において、内側切れ刃13.1は凸状内側歯面21.1*のフライス仕上げ予備加工のために、外側切れ刃14.1は凹状外側歯面22.1*のフライス予備加工のためにそれぞれ用いられてもよい。すなわち、図2A、2Cおよび3A、3Bに示されている基本的な考え方を反対にしてもよい。この場合、第1かさ歯車20.1の第2加工段階および第2かさ歯車20.2の第4加工段階において、外側カッタ14のみが凹状外側歯面22.1*のフライス仕上げ予備加工に用いられる。
【0060】
本願発明による方法を用いて製造することができる類似のかさ歯車20.1、20.2は、類似の形状、類似の各寸法を有する。圧力角がわずかしかずれておらず、速度伝達比が同程度であり、類似する曲率状態が歯に生じる場合には、ここではかさ歯車は類似すると考えるのが好ましい。平均歯直角モジュールは、類似のかさ歯車20.1、20,2にとって最大でも±10%のずれが望ましい。圧力角は、類似のかさ歯車20.1、20,2にとって最大でも±1°のずれが望ましい。速度伝達比は、類似のかさ歯車20.1、20,2にとって最大でも±10%のずれが望ましい。
【0061】
以下に例を挙げる。本願発明による、外側切れ刃14.1および内側切れ刃13.1を備えたユニバーサルカッタヘッド10は、例えば、歯数=24、速度伝達比i=2の第1かさ歯車を製造することができる。同じユニバーサルカッタヘッド10を用いて、歯数=21、速度伝達比i=2.1の第2かさ歯車を製造することができる。
【符号の説明】
【0062】
1 工具
2 工作物
3、IM 内径
4、AM 外径
5 最終の歯溝
5* 予備歯切り後の歯溝
6 ハード歯切り用フルカット工具
10 ユニバーサルホブ工具
13、IM 内側カッタ
13.1 フルカッタの内側切れ刃
14、AM 外側カッタ
14.1 フルカッタの外側切れ刃
15 焼き入れおよびハード歯切り後の歯溝
15* 焼き入れ前の歯溝
16 ハード歯切り用フルカット工具
17* 予備歯切り後の歯底
17 焼き入れおよびハード歯切り後の歯底
18.1、18.2、18.3 切りくず
19 カッタ軸
20.1、20.2、20.3、・・・ 工作物、かさ歯車
21.1* 予備歯切り後の第1かさ歯車20.1の凸状内側歯面
21.1 焼き入れおよびハード歯切り後の第1かさ歯車20.1の凸状内側歯面
21.2* 予備歯切り後の第2かさ歯車20.1の凸状内側歯面
21.2 焼き入れおよびハード歯切り後の第2かさ歯車20.1の凸面の内側歯面
22.1* 第1かさ歯車20.1の凹状外側歯面
22.2* 第2かさ歯車20.2の凹状外側歯面
30 基体
31 工作物側を向いた正面
32 カッタ軸
33 外側マントル面
34 放射状に延びる貫通穴
35 取付ねじ
36 工作物と反対側を向いた正面
40 フルカッタ
D1 基体30の厚さ
e*fn,soft 法線方向から見た歯底17における第1加工工程後の予備歯切りされた歯溝15*の溝幅(底幅)
efn,soft 法線方向から見た歯底17における仕上げ予備歯切りされた歯溝5*、15*の有効歯幅
efn,hard 法線方向から見た歯底17における最終の歯幅
i 速度伝達比
L1、L2 点線
M カッタヘッドの中心点
n 2より大きな整数
P1、P2、P3 他の機械設定の指示
ra 円の半径
RA 基体30の外径
ri 円の半径
RW 工具10の回転軸
sa0,soft 法線方向から見た歯底17における内側および外側カッタ3、4の工具チップ幅
wsoft 法線方向から見た歯底17*における2つのカッタ3、4、13、14を合わせたチップ幅
whard 法線方向から見た歯底17におけるフルカット工具6、16のチップ幅
【技術分野】
【0001】
本願発明は、複数の異なるかさ歯車の予備歯切り方法に関する。また、同一のフライス工具の使用に関する。
【背景技術】
【0002】
歯車の製造方法は、数え切れないほど多い。はすばかさ歯車の切削加工では、単独割り出し方式と連続方式(連続割り出し方式とも呼ばれる)を区別している。
【0003】
連続方式(連続ホブ切りとも呼ばれ、英語では「continuous indexing process resp. face hobbing」)では、工作物の歯の凸状および凹状歯面を切削するため、例えば、グループにまとめた内側カッタ(IM)および外側カッタ(AM)を有するカッタヘッド工具が用いられる。連続方式において、工作物は1度のクランプで連続して切削される。連続方式は、非常に複雑で、組み合わされた連続する動作に基づいており、その中で、工具と加工される工作物は互いに関連する連続割り出し動作を行う。割り出し動作は、同一の機械を駆動する複数軸の協調駆動によって生じる。連続割り出し方式において、カッタヘッドの回転と機械加工される工作物の回転は、あるグループのカッタがある歯溝を通過して、次のグループのカッタが次の歯溝を通過するように連動している。このようにして割り出しは連続的に生じ、全ての溝はほとんど同時に作り出される。この連動した動作によって、幅のある外転サイクロイドが、作り出されるかさ歯車の平らな歯車の上に長手方向の歯すじとして生じる。
【0004】
割り出し方式(単独割り出し方式とも呼ばれ、英語では「face milling」)において、ある歯溝が機械加工されると、歯溝の外にある工具の駆動を相対的に変位させる、いわゆる割り出し動作(割り出し回転)が生じる。その中で、次の歯溝が機械加工される前に、工作物は工具に対して回転する。このようにして歯車は、段階的に一溝ずつ製造される。単独割り出し方式において、内側歯面(凸状歯面)を工作物に切削して予備的に外側歯面を機械加工するため、内側切れ刃および外側切れ刃を有する第1カッタヘッドが用いられても良い。外側切れ刃は、外側歯面の最終形状を作り出さない。そのとき、第1カッタヘッドは、工作物に外側歯面(凹状歯面)を最終的に切削するため、外側切れ刃を備えた第2カッタヘッドと交換されても良い。この方法は、片面切削とも呼ばれる。工具の切れ刃は(例えば、前側カッタヘッドに対して)環状に配列されており、従って、工作物に生じた歯すじは円弧形状をしている。
【0005】
上述の単独割り出し方式において、カッタヘッドの交換が発生し、これは一方で総機械加工時間を延ばす原因となり、他方で誤差を引き起こす可能性がある。なぜなら各クランプまたは新たなクランプは、理想的な位置からわずかなずれを引き起こす可能性があるからである。2つの独立したカッタヘッドを伴う片面単独割り出し方式の利点は、両側歯面が互いにほぼ独立して最適化できることである。
【0006】
いわゆる仕上げ方式は、大規模な連続生産において好んで用いられる特別な単独割り出しである。図1Aには、二歯面切削で仕上げを行うのに用いられる内側カッタ3および外側カッタ4を備えた工具1の代表例が示されている。工具1は、予備歯切りのために用いられる。予備歯切りにおいて、外側カッタ4は、工作物2の外側歯面(凹状歯面)を切削し、内側カッタ3は工作物2の内側歯面(凸状歯面)を加工する。内側および外側カッタ3、4の工具チップ幅は、ここでは数値sa0,softで参照される。この工具チップ幅は、図1Aに示されているように、2つのカッタ3、4を合わせたチップ間隔wsoftよりも小さい。
【0007】
図1Bにおいて、予備歯切り後の歯溝5*が示されている。予備歯切りされた歯溝5*の実効歯幅efn,softは、両カッタ3、4のチップ幅wsoftと同じ大きさである。
【0008】
ここで、予備歯切りと焼き入れの後、歯溝5*を仕上げ加工するため、共通の断面を持つフルカット工具6(ほとんどの場合、研削ディスク)が適用される。共通する工程は図1Cに示されている。フルカット工具6のチップ幅は、ここでは参照数字whardで参照される。最終歯溝5は、図1Dで見ることができる。最終歯溝5は、フルカット工具6のチップ幅whardと同じ大きさの最終歯幅efn,hardを有する。
【0009】
仕上げにおいて、法線方向での予備歯切り歯溝5*の一様な歯面寸法は、ほとんどの場合、同じ機械設定であっても工具チップ半径を変えることによって実現できる。それによって、内側カッタ3のチップ半径は、ハード加工のためのフルカット工具6のチップ半径や研削ディスクに関して、歯面寸法だけ大きくなり、一方、外側カッタ4のチップ半径は同じ寸法だけ小さくなる。
【発明の概要】
【0010】
仕上げ方式において、リングギヤまたはピニオンは、二歯面切削を完全に包含する仕上げ加工が行われる。他の単独割り出し方式に関して、仕上げ方式は、より生産性が高い(2倍の金属切削力)という特徴を備えているが、機械の運動学的な変化は両歯面に常に影響するため、二歯面切削を包含する全ての方式の場合のように、歯面の形状の変更はより難しい。したがって、機械の運動学によってある歯面を変更した結果、他の歯面が変更されてしまうことが、二歯面切削を完全に包含する仕上げ方式の不利な点である。したがって、これらが二歯面切削に適合している場合でのみ変更が可能である。
【0011】
ここで、複数の類似するかさ歯車を加工しなければならない状況がしばしばある。例えば、自動車産業において、異なるギヤトランスミッションのタイプのかさ歯車は、歯直角モジュールや圧力角や速度伝達比等の形状がわずかにしか異ならないことがしばしばある。これまでは、あるタイプのかさ歯車や他のタイプのものを必要に応じて加工できるようにするため、複数のフライス工具や複数のバーカッタのセットを準備して保管している。その都度、カッタバーをカッタヘッドから取り外して、他のカッタバーを位置について正確に挿入しなければならず、または、カッタヘッド全体を異なる装備の他のものに交換する。複数の異なるカッタバーのセットまたは完全に装着されたカッタヘッドをその都度保管して準備しなければならないため、労力は多大でありコストがかかる。
【0012】
本願発明の目的は、工具のコストとこのような状況での労力を削減するのに役立つ方法を発展させることである。
【0013】
本願発明によれば、この方法は、半仕上げ方式の基本的な考え方に基づく方法によって解決される。
【0014】
本願発明による方法は、異なる類似のかさ歯車を仕上げ予備加工するために対にして並べられた内側および外側カッタを備えたユニバーサル工具で半仕上げ方式が実行されるという特徴を備える。
【0015】
本願発明は、1つの共通するユニバーサルフライス工具を用いて異なる類似するかさ歯車を個々に予備歯切りする加工に役立つ。このユニバーサルフライス工具を用いると、一群のかさ歯車のうち異なるかさ歯車を、これらかさ歯車が類似していれば、加工することができる。ここでは、かさ歯車の平均歯直角モジュールがわずかしかずれておらず、これらの圧力角がわずかしか異なっておらず、速度伝達比が同程度であり、その結果、類似する曲率状態が歯に生じている場合、これらは類似するかさ歯車として考える。
【0016】
本願発明によれば、予備歯切りにおいて、かさ歯車の凹状および凸状歯面は、個別の機械設定を用いてフライス加工される。
【0017】
本願発明によれば、
各内側カッタは、内側切れ刃と呼ばれる切れ刃を有し、各外側カッタは、外側切れ刃と呼ばれる切れ刃を有する、対にして並べられた内側カッタおよび外側カッタが用いられるか、
または、内側切れ刃および外側切れ刃を有するフルカッタが用いられる。
【0018】
類似のかさ歯車の予備歯切りにおいて、ユニバーサルフライス工具を交換する必要が無いということは、本願発明の利点である。
【0019】
本願発明による方法は、ドライまたはウェット加工のいずれとしても実行可能である。
【図面の簡単な説明】
【0020】
本願発明のさらなる詳細と利点について、実施例に基づいて、図面を参照しながら以下に説明する。
【図1A】予備歯切りにおける既知の仕上げ方式を表す概略断面図を示している。
【図1B】図1Aの予備歯切り後の歯溝を表す概略断面図を示している。
【図1C】予備歯切りと焼き入れ後に実行される、ハード加工のための既知の方法を表す概略断面図を示している。
【図1D】図1Cのハード加工後の歯溝を表す概略断面図を示している。
【図2A】外側カッタの外側切れ刃を用いた外側歯面の仕上げ予備歯切りと、これと同時に行われる、内側カッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図2B】図2Aに示された第1加工段階におけるかさ歯車の概略平面図を示している。
【図2C】内側カッタの内側切れ刃を用いた内側歯面の仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図2D】図2Cに示された第2加工段階におけるかさ歯車の概略平面図を示す。
【図2E】図2Aから2Dによる仕上げ予備歯切り後の歯溝を表す概略断面図を示す。
【図2F】仕上げ予備歯切りと焼き入れ後に行われるハード加工のための既知の方法を表す概略断面図を示す。
【図2G】図2Fによるハード加工後の歯溝を表す概略断面図を示す。
【図3A】外側カッタの外側切れ刃を用いた追加のかさ歯車の外側歯面の仕上げ予備歯切りと、これと同時に行われる、内側カッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図3B】内側カッタの内側切れ刃を用いた、図3Aの追加のかさ歯車の内側歯面のの仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図4A】フルカッタの外側切れ刃を用いた外側歯面の仕上げ予備歯切りと、これと同時に行われる、フルカッタの内側切れ刃を用いた内側歯面の予備歯切りにおける第1加工段階を表す概略断面図を示す。
【図4B】フルカッタの内側切れ刃を用いた内側歯面の仕上げ予備歯切りにおける第2加工段階を表す概略断面図を示す。
【図4C】図4Aと4Bによる仕上げ予備歯切り後の歯溝を表す概略断面図を示す。
【図4D】仕上げ予備歯切りと焼き入れの後に実行するハード加工のための公知の方法を表す概略断面図を示す。
【図4E】図4Dによるハード加工後の歯溝を表す概略断面図を示す。
【図5】複数の内側カッタおよび外側カッタの組を有するバーカッタのセットを備えるユニバーサルホブ工具を例示する斜視図を示す。
【発明を実施するための形態】
【0021】
本願の詳細な説明に関して、関連する公報や特許でも使用されている用語を使用している。しかし、これら用語は、単により良い理解のために使用する過ぎないものとする。本願発明のアイデアと特許請求の範囲を、これらの翻訳における用語の具体的な選択によって限定すべきではない。本願発明は、他の用語のシステムおよび/または技術分野に容易に転用可能である。他の技術分野では、用語をこれらの意味に従って使用する必要がある。
【0022】
図2Aから3Bは、概略であって正確な縮尺ではない。図2A、2C、2F、3A、3Bには、わかり易くするため、ユニバーサルフライス工具10の基体30だけが、環状ディスクを通した断面図として示されている。工作物側を向いた正面31は、その上に図2Aから3Bの内側カッタ13および外側カッタ14、図4Aから4Dのフルカッタがそれぞれ配置されており、図5で見られる環状ディスクの上側に相当する。工作物と反対側を向いた正面36は、平坦な(構造化されていない)面として、図2A、2C、2F、3A、3B、4A、4B、4Dに示されている。図5において、例えば、ユニバーサルフライス工具10をアダプタや工具主軸に取り付けるために、この工作物と反対側を向いた正面36は、回転によって外される部品、貫通穴および機能的な面を有しているため、構造化されている。
【0023】
図2A、4Aおよび5には、基体30の厚さD1が示されており、ユニバーサルフライス工具10の対応する要素を相互に関連づけて配置するようになっている。図2A、4Aおよび5において、基体30の外径は、RAで参照される。
【0024】
ここで、図2Aとそれに続く図に基づいて、本願発明について詳細に説明する。これら図面は、本願発明による方法の所定の加工段階を非常に概略的に示している。これら図面はそれぞれ、工作物20.1の1つの歯溝と、この歯溝に対応するユニバーサル工具10のカッタ13、14のみを示している。
【0025】
必要に応じて、前加工と仕上げ前加工を意図的に区別している。以下の詳細な説明と図面に基づいてこれらの用語を明確する。さらに、以下では、ソフト加工、ソフト歯切りとハード加工、ハード歯切りとをそれぞれ区別している。ハード予備歯切りの前に、ここでかさ歯車20.1、20.2として参照される工作物を温度調整する。したがって以下では、「軟らかい」工作物の加工段階に関する場合、予備歯切り、ソフトフライス加工等の用語を用いる。
【0026】
以下において、予備歯切りされた要素は、上付きの「*」によって参照される。例えば、15*は、焼き入れ前の歯溝を参照し、15は、焼き入れおよびハード歯切り後の歯溝を参照する。
【0027】
本願発明によれば、1つの同じユニバーサルハブ工具10を用いて複数の異なる類似のかさ歯車をソフトフライス加工することが課題となる。異なるかさ歯車は、参照番号20とインデックスで参照される。第1かさ歯車は20.1で、これと異なるが類似する第2かさ歯車は20.2で参照される。しかし、当然ながら2つのかさ歯車20.1、20.2よりも多くのかさ歯車は、ユニバーサルホブ工具10を用いてソフトフライス加工しても良い。
【0028】
本願発明によれば、ユニバーサルホブ工具10は、複数の内側切れ刃13.1および外側切れ刃14.1の組を有するセットのバーカッタを備えており、これは、図2Aおよび2Cで認められるように、例えば、内側カッタ13または外側カッタ14に設けられてもよい。しかし、内側切れ刃13.1および外側切れ刃14.1はまた、図4Aから4Dに示すように、フルカッタ14に設けられてもよい。前記組はそれぞれ独立して形成されており、すなわち、ユニバーサルホブ工具10は、例えば、n個の独立した内側切れ刃13.1とn個の独立した外側切れ刃14.1を備えている(全ての実施形態において、nは2よりも大きな整数である。)。全ての実施形態において、内側切れ刃13.1および外側切れ刃14.1は、ユニバーサルホブ工具10の外周に沿って対にして並べられており、それぞれ内側切れ刃13.1が外側切れ刃14.1の次に来る。
【0029】
複数の異なるかさ歯車である第1かさ歯車20.1の予備歯切りを行うため、ユニバーサルホブ工具10を第1フライス盤に適用する。
【0030】
全ての実施形態において、ユニバーサルホブ工具10は、5軸CNCフライス盤に適用されるのが好ましい。なぜなら、5軸CNCフライス盤は、新しい方法を実行するのに必要な設定可能性があるからである。しかし、本願発明は、従来型の機械や5軸以上の機械に適用してもよい。
【0031】
本願発明によれば、第1加工段階において、内側切れ刃13.1および外側切れ刃14.1の組は、第1かさ歯車20.1上に凸状内側歯面21.1*および凹状外側歯面22.1*を同時にフライス加工するように用いられる。第1かさ歯車20.1のこの第1加工段階のスナップショットが、図2Aに示されている。第1かさ歯車20.1の詳細が明らかである。示される時点において、内側切れ刃13.1は凸状内側歯面21.1*を加工し、外側切れ刃14.1は凹状外側歯面22.1*を加工する。示される例の中では、凹状外側歯面22.1は、第1加工段階において仕上げに予備歯切り(仕上げ予備加工と呼ばれる)が行われる。すなわち、外側切れ刃14.1は、フライス加工のためのこの第1加工段階においてのみ使用される。しかし、凸状内側歯面21.1*は、第1加工段階において予備歯切りされるだけであり、すなわち、これらはまだ望ましい寸法に達していない。
【0032】
図2Bは、図2Aによる第1加工段階を非常に概略化した平面図を示している。図2Bにおいて、加工される歯溝15*を連続して通過している内側カッタ13および外側カッタ14が認められる。示された例において、内側カッタ13および外側カッタ14は、(図5に示す)カッタヘッドの中心点Mの周りを上方に向けられた状態で一体になって円形の軌跡を描いて動く。両カッタ13、14は、第2加工段階において使用される。第1加工段階において機能する切れ刃13.1、14.1は、図2における黒色の縁部によって描かれている。さらに、フライス加工によって生じる切りくず18.1、18.2が示されている。第1加工段階の後、凹状外側歯面21.1*は仕上げ予備歯切りが行われ、凸状内側歯面21.1*は予備歯切りのみが行われる。
【0033】
ここで、図2Cに示されるように、続く第2加工段階において、同じ内側切れ刃13.1が、かさ歯車20.1の凸状内側歯面21.1*のフライス仕上げ予備加工のために用いられる。第2加工段階の前に、少なくとも1度、フライス盤の機械設定が変更される。図2Cには、他の機械設定の指示が、矢印P1によって概略的に示されている。機械設定の再調整は、一般的に、工作物の回転とユニバーサル工具10の半径と回転角の変更を有する。しかし、機械設定の再調整は、他の方法でも実行可能である。
【0034】
第1加工段階の終了後、歯溝15*は、図2Aに示されているようにe*fn,softによって描かれている溝幅(底幅)を有する。溝幅e*fn,softは、2つの外側および内側カッタ13、14のチップ幅wsoftに一致している。図2Dは、図2Cによる第2加工段階の平面図を非常に概略化して示している。図2Dにおいて、内側切れ刃13.1および外側切れ刃14.1が認められ、これらは加工される歯溝15*を連続して通過する。示された例の中で、内側カッタ13および外側カッタ14は、一体的にかさ歯車20.1に対して上方に向って相対的な動きをする。第2加工段階においては、内側切れ刃13.1のみを用いる。第2加工段階において機能する内側カッタ13の切れ刃13.1は、黒色の隅部によって描かれている。さらに、フライス加工によって生じる切りくず18.3が示されている。外側切れ刃14.1は機能していない。
【0035】
第2加工段階の後、全ての歯面21.1*、22.1*は、仕上げ予備歯切りを行う。仕上げ予備歯切りされた歯溝15*が図2Eに示されている。ここで、それは溝幅e*fn,softよりも広い溝幅efn,softを有している。
【0036】
本願発明によれば、複数の類似するかさ歯車である第2かさ歯車20.2を予備歯切りするように、第1または第2フライス盤において同じセットのバーカッタを備えたユニバーサルホブ工具10が用いられる。この第2かさ歯車20.2は、第1かさ歯車20.1とわずかに異なる。
【0037】
しかし、さらなる実施形態の例に基づいて以下に説明するように、複数の類似するかさ歯車であるかさ歯車の歯のソフトフライス加工方法は、フルカッタ40を用いて実行してもよい。
【0038】
本願発明による更なる方法は、図4Aから4Eに示されている。ここでは、内側切れ刃13.1および外側切れ刃14.1を有する複数のフルカッタ40が用いられている。これまでに示して説明してきた実施形態と異なり、1つの内側カッタ13と1つの外側カッタ14はそれぞれ、適宜配置された1つの内側切れ刃13.1と1つの外側切れ刃14.1を備えた1つのフルカッタ40として組み合わされる。
【0039】
図4Aにおいて、加工される歯溝15*を通過している、内側切れ刃13.1および外側切れ刃14.1を有するフルカッタ40が認められる。フルカッタ40の内側切れ刃13.1および外側切れ刃14.1は、(図5に示す)カッタヘッドの中心点Mの周りを一体的に移動する。図4Aで認められるように、第1加工段階において、内側切れ刃13.1および外側切れ刃14.1が用いられる。第1加工段階の後、凹状外側歯面22.1*は、仕上げ予備歯切りが行われ、凸状内側歯面21.1*は、予備歯切りのみが行われる。
【0040】
ここで、図4Bに示されているように、続く第2加工段階において、かさ歯車20.1に凸状内側歯面21.1*をフライス仕上げ予備加工するため、同じフルカッタ40の内側切れ刃13.1が用いられる。第2加工段階において、内側切れ刃13.1のみが用いられる。第2加工段階の前に、フライス盤の機械設定は少なくとも1度変更される。図4Bにおいて、異なる機械設定の指示は矢印P3によって概略的に示されている。機械設定の再調整は、一般的に、工作物の回転と、ユニバーサル工具10の半径と回転角の変更を有する。しかし、機械設定の再調整は異なる方法で実行されてもよい。
【0041】
第2加工段階の後、全ての歯面21.1*、22.1*は、仕上げ予備歯切りされる。仕上げ予備歯切りされた歯溝15*が、図4Cに示されている。ここで、この歯溝15*は溝幅efn,softを有する。
【0042】
ここで、熱処理とそれに続く仕上げ歯切り方法は、一般的に、更なる加工工程の中で行われる。仕上げ歯切りのためには、ハード加工方法の使用が好ましく、研削方法は特に好ましい。フルカッタ工具16(例えば、研削ディスク)を用いるかさ歯車20.3の仕上げ歯切りは、図4Dに示されている。図4Dに点線で示された歯すじ21.1*、22.1*は、フルカッタ工具16が法線方向で溝幅efn,softよりも広い幅whardを有することを示している。
【0043】
最後に、かさ歯車20.3の歯溝15は、図4Eに例示された形状と寸法を有する。ここで、内側歯面は21.1で参照され、外側歯面は22.1で参照される。図4Dおよび4Eは、実質的に図2Fおよび2Gに対応している。
【0044】
図5は、複数の内側カッタ13および外側カッタ14の組を有するバーカッタのセットを備えたユニバーサルホブ工具10を例示する斜視図を示している。一般に、ユニバーサルホブ工具10は、ディスク形状の基体30を有しており、その正面31には、内側カッタ10および外側カッタ14を挿入して固定するためのカッタ軸32が収納されている。示されている実施例において、基体30は、全部で40個のカッタ軸32を有している。40個のカッタ軸32は、20個の内側カッタ13と20個の外側カッタ14を備えている。
【0045】
内側カッタ13および外側カッタ14、または、フルカッタ40は、カッタバーの形で組み込まれ、基体30の後方の正面にカッタ軸が突き出るようなカッタ軸長を選択することが好ましい。図5において、外側カッタ14のカッタ軸は、参照番号19で参照される。
【0046】
(好ましくは円筒形の)外側マントル表面33から内側に向けて放射状に伸びてカッタ軸32で止まっている、好ましくは放射状に延びる貫通穴34が、基体30に設けられている。(ここでは見えない)ねじが、これらの貫通穴の中に入る。2つの取付ねじ35が、ユニバーサルホブ工具10のそばに印によって示されている。
【0047】
取付ねじ35は、内側カッタ13および外側カッタ14を、または、フルカッタ40をカッタ軸32の中で固定することが可能である。
【0048】
カッタ軸32は、平面図において矩形形状を有する。全てのカッタ軸32は、図5に示されているように、2本の点線L1、L2に基づいて放射状に配置される。
【0049】
外側切れ刃14.1は外円上に位置し、その中心点はユニバーサルホブ工具10の中心点Mに一致する。外円は半径raを有する。内側切れ刃13.1は内円上に位置し、その中心点はユニバーサルホブ工具10の中心点Mに一致する。内側円は半径riを有する。半径raは半径riよりも大きい。
【0050】
ここで、RWは工具10の回転軸を指している。中心点Mにおいて、回転軸はユニバーサルホブ工具10によって張られる平面を横断する。
【0051】
第3加工段階において、内側切れ刃13.1および外側切れ刃14.1の組は、このさらなるかさ歯車20.2に凸状内側歯面21.1*および凹状外側歯面22.2*を同時にフライス加工するために用いられてもよい。この第3加工段階のスナップショットが図3Aに示されている。図3Aにおける寸法は、図2Aにおける寸法に一致している。すなわち、溝幅(底幅)e*fn,softは、かさ歯車20.1の第1加工段階後、かさ歯車20.2の第3加工段階後の2つのかさ歯車20.1、かさ歯車20.2とそれぞれ同じである。第2かさ歯車20.2の詳細が、図3Aにおいて認められる。示されている時点において、内側切れ刃13.1は凸状内側歯面21.2*を加工し、外側切れ刃14.1は凹状外側歯面22.2*を加工する。示されている実施例において、凹状外側歯面22.2*は仕上げ予備歯切りが行われ、すなわち、外側切れ刃14.1は、この第3加工段階においてのみ第2かさ歯車20.2のフライス加工に用いられる。しかし、凸状内側歯面21.2*は、予備歯切りのみ行われる。そのようにして、図3Bに示されているように、次の第4加工段階において、内側切れ刃13.1は、このかさ歯車20.2に凸状内側歯面21.2*をフライス仕上げ加工するために用いられる。図3Bにおける寸法は、図2Cにおける寸法とおおよそ同じである。ここでは、溝幅(底幅)efn,softは、図2Cと比べてわずかに異なる。図3Bにおける溝幅(底幅)efn,softは、図2Cのそれよりも狭い。
【0052】
第4加工段階の前に、フライス盤の機械設定を少なくとも1度変更する。第4加工段階において凸状内側歯面21.1*のフライス仕上げ予備加工のために内側カッタ13を用いることができるように、フライス盤の工作物の回転軸はわずかに傾いていることが好ましい。図3Bにおいて、他の機械設定の指示が、矢印P2で概略的に示されている。
【0053】
第2かさ歯車20.2は、第1かさ歯車20.1と法線方向から見た歯底17*における歯溝15*の歯幅wが異なる。示された実施例において、第2かさ歯車20.2の溝幅efn,softは、第1かさ歯車20.1の溝幅efn,softよりも狭い。仕上げ予備歯切りの後、例えば、(図示しない)第3かさ歯車が、図2Cと3Bにおける溝幅efn,softよりも広い溝幅efn,softを有していてもよい。異なるかさ歯車において異なるのは、溝幅efn,softだけではないことがわかる。
【0054】
ユニバーサルホブ工具10は、内側カッタ13および外側カッタ14を備え、バーカッタのセットは、積極的なチップ幅が得られるように形成されており、この積極的なチップ幅wsoftは、第1かさ歯車20.1の歯溝15.1*や第2かさ歯車20.2の歯溝15.2*の最小溝幅efn,softよりも狭いのが好ましい。
【0055】
ここで、熱処理とそれに続く仕上げ歯切り方法は、一般的に、更なる加工工程の中で行われる。ハード加工方法、特に研削方法は仕上げ歯切りに用いられるのが好ましい。フルカット工具16(例えば、研削ディスク)による第1かさ歯車20.1の仕上げ歯切りは、図2Fに示されている。図2Fに点線で示された歯すじ21.1*、22.1*は、フルカット工具16が溝幅efn,softよりも法線方向でより広い幅whardを有することを示している。
【0056】
第2かさ歯車20.2は、第1かさ歯車20.1と異なる最終溝幅efn,softを有しているため、第2かさ歯車20.2の仕上げ歯切りは、(図示されない)他のフルカット工具によって生み出される。最終溝幅efn,softは、幅whardと直接的に関連している。ハード加工のために用いられる工具は、これまで従来の方法で用いられてきた工具と同一であることが好ましい。
【0057】
仕上げ歯切りにおいて、最終溝幅efn,hardに正確に調整された工具16が用いられる。工具16は、達成すべき最終溝幅efn,hardに調整されたチップ幅whardを有する。
【0058】
最後に、第1かさ歯車20.1の歯溝15は、図2Gに例示されている形状と寸法を有する。内側歯面は21.1で参照され、外側歯面は22.1で参照される。
【0059】
第1かさ歯車20.1の第1加工段階、および、第2かさ歯車20.2の第3加工段階において、内側切れ刃13.1は凸状内側歯面21.1*のフライス仕上げ予備加工のために、外側切れ刃14.1は凹状外側歯面22.1*のフライス予備加工のためにそれぞれ用いられてもよい。すなわち、図2A、2Cおよび3A、3Bに示されている基本的な考え方を反対にしてもよい。この場合、第1かさ歯車20.1の第2加工段階および第2かさ歯車20.2の第4加工段階において、外側カッタ14のみが凹状外側歯面22.1*のフライス仕上げ予備加工に用いられる。
【0060】
本願発明による方法を用いて製造することができる類似のかさ歯車20.1、20.2は、類似の形状、類似の各寸法を有する。圧力角がわずかしかずれておらず、速度伝達比が同程度であり、類似する曲率状態が歯に生じる場合には、ここではかさ歯車は類似すると考えるのが好ましい。平均歯直角モジュールは、類似のかさ歯車20.1、20,2にとって最大でも±10%のずれが望ましい。圧力角は、類似のかさ歯車20.1、20,2にとって最大でも±1°のずれが望ましい。速度伝達比は、類似のかさ歯車20.1、20,2にとって最大でも±10%のずれが望ましい。
【0061】
以下に例を挙げる。本願発明による、外側切れ刃14.1および内側切れ刃13.1を備えたユニバーサルカッタヘッド10は、例えば、歯数=24、速度伝達比i=2の第1かさ歯車を製造することができる。同じユニバーサルカッタヘッド10を用いて、歯数=21、速度伝達比i=2.1の第2かさ歯車を製造することができる。
【符号の説明】
【0062】
1 工具
2 工作物
3、IM 内径
4、AM 外径
5 最終の歯溝
5* 予備歯切り後の歯溝
6 ハード歯切り用フルカット工具
10 ユニバーサルホブ工具
13、IM 内側カッタ
13.1 フルカッタの内側切れ刃
14、AM 外側カッタ
14.1 フルカッタの外側切れ刃
15 焼き入れおよびハード歯切り後の歯溝
15* 焼き入れ前の歯溝
16 ハード歯切り用フルカット工具
17* 予備歯切り後の歯底
17 焼き入れおよびハード歯切り後の歯底
18.1、18.2、18.3 切りくず
19 カッタ軸
20.1、20.2、20.3、・・・ 工作物、かさ歯車
21.1* 予備歯切り後の第1かさ歯車20.1の凸状内側歯面
21.1 焼き入れおよびハード歯切り後の第1かさ歯車20.1の凸状内側歯面
21.2* 予備歯切り後の第2かさ歯車20.1の凸状内側歯面
21.2 焼き入れおよびハード歯切り後の第2かさ歯車20.1の凸面の内側歯面
22.1* 第1かさ歯車20.1の凹状外側歯面
22.2* 第2かさ歯車20.2の凹状外側歯面
30 基体
31 工作物側を向いた正面
32 カッタ軸
33 外側マントル面
34 放射状に延びる貫通穴
35 取付ねじ
36 工作物と反対側を向いた正面
40 フルカッタ
D1 基体30の厚さ
e*fn,soft 法線方向から見た歯底17における第1加工工程後の予備歯切りされた歯溝15*の溝幅(底幅)
efn,soft 法線方向から見た歯底17における仕上げ予備歯切りされた歯溝5*、15*の有効歯幅
efn,hard 法線方向から見た歯底17における最終の歯幅
i 速度伝達比
L1、L2 点線
M カッタヘッドの中心点
n 2より大きな整数
P1、P2、P3 他の機械設定の指示
ra 円の半径
RA 基体30の外径
ri 円の半径
RW 工具10の回転軸
sa0,soft 法線方向から見た歯底17における内側および外側カッタ3、4の工具チップ幅
wsoft 法線方向から見た歯底17*における2つのカッタ3、4、13、14を合わせたチップ幅
whard 法線方向から見た歯底17におけるフルカット工具6、16のチップ幅
【特許請求の範囲】
【請求項1】
複数の類似するかさ歯車(20.1、20.2)であるかさ歯車の歯のソフトフライス加工方法であって、
ユニバーサルホブ工具(10)は、内側切れ刃(13.1)および外側切れ刃(14.1)の複数の組を有するバーカッタのセットを備え、前記複数の類似するかさ歯車である第1かさ歯車(20.1)の歯を予備歯切りするため、第1フライス盤において使用され、
第1加工段階において、当該かさ歯車(20.1)に凸状内側歯面(21.1*)および凹状外側歯面(22.1*)を同時にフライス加工するために前記組(13.1、14.1)が用いられ、
続く第2加工段階において、当該かさ歯車(20.1)に、凹状外側歯面(22.1*)をフライス仕上げ予備加工するために外側切れ刃(14.1)が用いられるか、または、凸状内側歯面(21.1*)をフライス仕上げ予備加工するために内側切れ刃(13.1)が用いられ、前記第2加工段階では、それぞれにおける他の前記切れ刃(13.1または14.1)は使用されず、
前記複数の類似するかさ歯車(20.1、20.2)である第2かさ歯車(20.2)の歯を予備歯切りするため、前記第1または第2フライス盤において同じ前記バーカッタのセットを備えた前記ユニバーサルホブ工具(10)が使用されることを特徴とし、
第3加工段階において、前記第2かさ歯車(20.2)に凸状内側歯面(21.2*)および凹状外側歯面(22.2*)を同時にフライス加工するために前記組(13.1、14.1)が用いられ、
続く第4加工段階において、前記第2かさ歯車(20.2)に、前記凹状外側歯面(22.2*)をフライス仕上げ予備加工するために前記外側切れ刃(14.1)が用いられるか、または、前記凸状内側歯面(21.2*)をフライス仕上げ予備加工するために前記内側切れ刃(13.1)が用いられ、前記第4加工段階では、それぞれにおける他の前記切れ刃(13.1または14.1)は使用されない
ことを特徴とする方法。
【請求項2】
前記第1加工段階において、前記内側切れ刃(13.1)は、前記凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられ、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられ、
前記第2加工段階において、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられる
ことを特徴とする請求項1に記載の方法。
【請求項3】
前記第1加工段階において、前記内側切れ刃(13.1)は、前期凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられ、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられ、
前記第2加工段階において、前記内側切れ刃(13.1)は、前記凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられる
ことを特徴とする請求項1に記載の方法。
【請求項4】
前記複数の類似するかさ歯車(20.1、20.2)である前記第2かさ歯車(20.2)は、前記複数の類似するかさ歯車(20.1、20.2)である第1かさ歯車(20.1)とは、法線方向から見た前記歯底(17*)における前記歯溝(15*)の溝幅(efn,soft)が異なる
ことを特徴とする請求項1から3のいずれか1項に記載の方法。
【請求項5】
前記ユニバーサルホブ工具(10)は、前記内側切れ刃(13.1)および外側切れ刃(14.1)を備えており、前記バーカッタのセットは、積極的なチップ間隔が生じるように形成されており、この積極的なチップ間隔(wsoft)は、第1かさ歯車(20.1)の歯溝(15.1*)と第2かさ歯車(20.2)の歯溝(15.2*)との最小溝間隔(efn,soft)よりも小さい
ことを特徴とする請求項1から4のいずれか1項に記載の方法。
【請求項6】
前記ユニバーサルホブ工具(10)を用いた予備歯切り後、前記第1かさ歯車(20.1)は、異なる溝幅(efn,soft)を有し、前記溝幅は、前記予備歯切り後の前記第2かさ歯車(20.2)と異なる寸法である
ことを特徴とする請求項1から5のいずれか1項に記載の方法。
【請求項7】
前記凸状内側歯面(21.1*、21.2*)の前記仕上げ予備加工は、前記凹状外側歯面(22.1*、22.2*)の前記仕上げ予備歯切りと異なる、フライス盤の機械設定で実行される
ことを特徴とする請求項1から6のいずれか1項に記載の方法。
【請求項8】
予備歯切り後、前記類似のかさ歯車(20.1、20.2)はそれぞれ、仕上げ歯切り方法を行い、前記仕上げ歯切り方法は、ハード加工方法、好ましくは研削方法を有する
ことを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記かさ歯車(20.1、20.2)は、前記仕上げ予備歯切り方法の前に熱処理される
ことを特徴とする請求項8に記載の方法。
【請求項10】
前記積極的なチップ間隔は、前記複数の類似のかさ歯車である全てのかさ歯車(20.1、20.2)の最小定格溝間隔よりも小さい
ことを特徴とする請求項5に記載の方法。
【請求項11】
ユニバーサルホブ工具(10)は、
複数の対にして並べられた内側カッタ(13)および外側カッタ(14)を備え、前記内側カッタはそれぞれ、内側切れ刃(13.1)を有し、前記外側カッタはそれぞれ、外側切れ刃(14.1)を有し、
または、複数のフルカッタ(40)を備え、各フルカッタは、内側切れ刃(13.1)および外側切れ刃(14.1)を有する
ことを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項12】
フライス盤で複数の類似するかさ歯車(20.1、20.2)を予備歯切りするためのユニバーサルホブ工具(10)の使用方法であり、
前記ユニバーサルホブ工具(10)は、複数の対にして並べられた内側切れ刃(14.1)を有するバーカッタのセットを備えており、
前記対にして並べられた内側切れ刃(13.1)および外側切れ刃(14.1)は、積極的なチップ間隔を持ち、これは、法線方向から見た、前記複数の類似のかさ歯である全てのかさ歯車(20.1、20.2)の歯底(17)における歯溝(15.1、15.2)の最小チップ間隔(efn,soft)よりも小さい
ことを特徴とする使用方法。
【請求項1】
複数の類似するかさ歯車(20.1、20.2)であるかさ歯車の歯のソフトフライス加工方法であって、
ユニバーサルホブ工具(10)は、内側切れ刃(13.1)および外側切れ刃(14.1)の複数の組を有するバーカッタのセットを備え、前記複数の類似するかさ歯車である第1かさ歯車(20.1)の歯を予備歯切りするため、第1フライス盤において使用され、
第1加工段階において、当該かさ歯車(20.1)に凸状内側歯面(21.1*)および凹状外側歯面(22.1*)を同時にフライス加工するために前記組(13.1、14.1)が用いられ、
続く第2加工段階において、当該かさ歯車(20.1)に、凹状外側歯面(22.1*)をフライス仕上げ予備加工するために外側切れ刃(14.1)が用いられるか、または、凸状内側歯面(21.1*)をフライス仕上げ予備加工するために内側切れ刃(13.1)が用いられ、前記第2加工段階では、それぞれにおける他の前記切れ刃(13.1または14.1)は使用されず、
前記複数の類似するかさ歯車(20.1、20.2)である第2かさ歯車(20.2)の歯を予備歯切りするため、前記第1または第2フライス盤において同じ前記バーカッタのセットを備えた前記ユニバーサルホブ工具(10)が使用されることを特徴とし、
第3加工段階において、前記第2かさ歯車(20.2)に凸状内側歯面(21.2*)および凹状外側歯面(22.2*)を同時にフライス加工するために前記組(13.1、14.1)が用いられ、
続く第4加工段階において、前記第2かさ歯車(20.2)に、前記凹状外側歯面(22.2*)をフライス仕上げ予備加工するために前記外側切れ刃(14.1)が用いられるか、または、前記凸状内側歯面(21.2*)をフライス仕上げ予備加工するために前記内側切れ刃(13.1)が用いられ、前記第4加工段階では、それぞれにおける他の前記切れ刃(13.1または14.1)は使用されない
ことを特徴とする方法。
【請求項2】
前記第1加工段階において、前記内側切れ刃(13.1)は、前記凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられ、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられ、
前記第2加工段階において、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられる
ことを特徴とする請求項1に記載の方法。
【請求項3】
前記第1加工段階において、前記内側切れ刃(13.1)は、前期凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられ、前記外側切れ刃(14.1)は、前記凹状外側歯面(22.1*)のフライス仕上げ予備加工のために用いられ、
前記第2加工段階において、前記内側切れ刃(13.1)は、前記凸状内側歯面(21.1*)のフライス仕上げ予備加工のために用いられる
ことを特徴とする請求項1に記載の方法。
【請求項4】
前記複数の類似するかさ歯車(20.1、20.2)である前記第2かさ歯車(20.2)は、前記複数の類似するかさ歯車(20.1、20.2)である第1かさ歯車(20.1)とは、法線方向から見た前記歯底(17*)における前記歯溝(15*)の溝幅(efn,soft)が異なる
ことを特徴とする請求項1から3のいずれか1項に記載の方法。
【請求項5】
前記ユニバーサルホブ工具(10)は、前記内側切れ刃(13.1)および外側切れ刃(14.1)を備えており、前記バーカッタのセットは、積極的なチップ間隔が生じるように形成されており、この積極的なチップ間隔(wsoft)は、第1かさ歯車(20.1)の歯溝(15.1*)と第2かさ歯車(20.2)の歯溝(15.2*)との最小溝間隔(efn,soft)よりも小さい
ことを特徴とする請求項1から4のいずれか1項に記載の方法。
【請求項6】
前記ユニバーサルホブ工具(10)を用いた予備歯切り後、前記第1かさ歯車(20.1)は、異なる溝幅(efn,soft)を有し、前記溝幅は、前記予備歯切り後の前記第2かさ歯車(20.2)と異なる寸法である
ことを特徴とする請求項1から5のいずれか1項に記載の方法。
【請求項7】
前記凸状内側歯面(21.1*、21.2*)の前記仕上げ予備加工は、前記凹状外側歯面(22.1*、22.2*)の前記仕上げ予備歯切りと異なる、フライス盤の機械設定で実行される
ことを特徴とする請求項1から6のいずれか1項に記載の方法。
【請求項8】
予備歯切り後、前記類似のかさ歯車(20.1、20.2)はそれぞれ、仕上げ歯切り方法を行い、前記仕上げ歯切り方法は、ハード加工方法、好ましくは研削方法を有する
ことを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項9】
前記かさ歯車(20.1、20.2)は、前記仕上げ予備歯切り方法の前に熱処理される
ことを特徴とする請求項8に記載の方法。
【請求項10】
前記積極的なチップ間隔は、前記複数の類似のかさ歯車である全てのかさ歯車(20.1、20.2)の最小定格溝間隔よりも小さい
ことを特徴とする請求項5に記載の方法。
【請求項11】
ユニバーサルホブ工具(10)は、
複数の対にして並べられた内側カッタ(13)および外側カッタ(14)を備え、前記内側カッタはそれぞれ、内側切れ刃(13.1)を有し、前記外側カッタはそれぞれ、外側切れ刃(14.1)を有し、
または、複数のフルカッタ(40)を備え、各フルカッタは、内側切れ刃(13.1)および外側切れ刃(14.1)を有する
ことを特徴とする請求項1から7のいずれか1項に記載の方法。
【請求項12】
フライス盤で複数の類似するかさ歯車(20.1、20.2)を予備歯切りするためのユニバーサルホブ工具(10)の使用方法であり、
前記ユニバーサルホブ工具(10)は、複数の対にして並べられた内側切れ刃(14.1)を有するバーカッタのセットを備えており、
前記対にして並べられた内側切れ刃(13.1)および外側切れ刃(14.1)は、積極的なチップ間隔を持ち、これは、法線方向から見た、前記複数の類似のかさ歯である全てのかさ歯車(20.1、20.2)の歯底(17)における歯溝(15.1、15.2)の最小チップ間隔(efn,soft)よりも小さい
ことを特徴とする使用方法。
【図1A】


【図1B】
【図1C】

【図1D】

【図2A】
【図2B】
【図2C】

【図2D】
【図2E】
【図2F】
【図2G】

【図3A】
【図3B】

【図4A】
【図4B】

【図4C】
【図4D】
【図4E】
【図5】
【図1B】
【図1C】
【図1D】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図3A】
【図3B】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図5】
【公開番号】特開2013−879(P2013−879A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−136020(P2012−136020)
【出願日】平成24年6月15日(2012.6.15)
【出願人】(596043494)クリンゲルンベルク・アクチェンゲゼルシャフト (15)
【氏名又は名称原語表記】Klingelnberg AG
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2012−136020(P2012−136020)
【出願日】平成24年6月15日(2012.6.15)
【出願人】(596043494)クリンゲルンベルク・アクチェンゲゼルシャフト (15)
【氏名又は名称原語表記】Klingelnberg AG
[ Back to top ]