
複数プライ滅菌ラップ
外科器具及び用品等をラップし、運搬し、保管するのに適する1ステップ滅菌ラップ材料が開示される。この材料は、互いに結合された3枚以上の別個のシートを含む。各シートはバリア或いは強度等の固有の特性をこの材料に付与する。少なくとも1枚のラップシートは、他のラップシートに無い機能を、或いは他のラップシートよりも高い機能を提供する。
【発明の詳細な説明】
【背景技術】
【0001】
病院の中央サービス室(CSR)、或いは滅菌処理室(SPD)の要員は、外科用品をパッケージすることを通常業務としており、パッケージされた内容物の滅菌状態を滅菌の時点からそれを使用する時点に至るまで確実に維持する必要がある。滅菌された用品を、手術室その他の部門に配達する業務には様々な活動が必要となる。
【0002】
手術室に於いて用いられる外科器具及び用品の多くは再使用可能である。これらの用品は、通常クランプ、メスのハンドル、リトラクター、鉗子、はさみ、外科用タオル、容器等が含まれる。これらの用品の多くは、手術の後に再び集められ、別の手術を行うことができる前に滅菌される。そのために、金属用品はステンレス器具トレイ内に収容された状態で、外科タオル、ドレープ或いはガウン等のような柔らかい用品はそのままラップされる。標準的な手順によれば、トレイ及びパッケージ内容物はそれぞれ、滅菌ラップと一般的に呼ばれる2枚のシートによりラップされる。
【0003】
滅菌ラップは通常、織布或いは不織布からなり、所定の方法によりトレイ或いはパッケージ内容物の周りにラップされると、滅菌用の蒸気、ガス或いは他の媒体がトレイの内容物を滅菌し得るように侵入可能であるが、滅菌後は、バクテリアその他の感染を引き起こす物質或いはそれらの媒体等のような汚染物の侵入を防止することができる。一般的な滅菌方法としては、限定的ではないが、蒸気によるオートクレービング(高圧蒸気殺菌法)、酸化エチレンガスに対する暴露、或いは米国California州Irvineに所在する STERRAD Sterilization SystemのAdvanced Sterilization Systemにより行われているような過酸化水素プラズマに対する暴露等がある。
【0004】
ラップされたトレイの例について見ると、ラップされたトレイ及びその内容物が一旦滅菌されると、ラップされたトレイは、通常、外科手術に必要となる時点まで保管される。そのような時には、通常、手術室のような使用場所に運搬される。保管及び手術室への運搬の途中で、ラップされたトレイは、幾つかの異なる時点に於いて取り扱われることになる。ラップされたパッケージが取り扱われる度に、パッケージされた内容物の滅菌状態が損なわれる可能性が存在する。ラップされた内容物が汚染される2つの最も一般的な原因は、ラッピング材料が裂けたり、損壊することによる理由と、ラップの外面に水分その他の異物が付着する理由とからなる。何れの場合に於いても、トレイ及び内容物を再処理する必要が生じる。
【0005】
パッケージされた内容物の滅菌状態を確保しかつ維持するために、Association of Operating Room Nurses(手術室看護士協会:AORN)は、病院に於いて処理されるパッケージのラッピング及び取り扱いに関する標準的な手順を定めている。多くの病院に於いては、AORNにより推奨されているように、2層のバリア材料を用いるダブルラップ方法が採用されている。これによれば、いずれか一方の材料の層に於ける欠陥のためにラップが汚染する可能性を減少させることができる。
【0006】
ダブルラップの主な手順は、パッケージ内容物を先ず1枚の滅菌ラップシートによりラップし、続いて第2の滅菌ラップシートによりラップするという逐次的な方法である。ダブルラップのもう1つの方法は、パッケージ内容物を、2枚の滅菌ラップシートにより同時にラップする同時的な方法からなる。即ち、2枚の滅菌ラップシートを上下に互いに整合するように重ね合わせ、ラップされるべき物品をこの2枚のシートの上に配置し、次にこの物品を2枚のシートにより同時にラップする。
【0007】
このようなパッケージを、最初にラップした時点から、滅菌、保管、取り扱い、運搬、物品の取り出し及び最終的な再使用に至るまで、パッケージを追跡する研究が種々なされている。これらの研究によれば、取り扱い及び保管の手法及び手順が改善され、改良された滅菌パッケージ製品を利用するようになったことから、ラップシートが裂けたり、ラップシートに孔が空くことによりラップされた物品が汚染される頻度が低減していることが示された。このような努力の1つの動機は経済的なものである。滅菌パッケージが汚染される度に、それは、通常の使用のサイクルから取り出され、内部の物品が取り出され、再びラップされ、更に新たな滅菌ラップによりラップされた後に再び滅菌されることにより、再び利用し得るようになる。これは時間及び費用の浪費である。
【0008】
ラップされた物品が汚染される頻度が減少し、時間及び費用が節約されてきているが、同時ラップの方法は、更にラップを行いかつラップを開くために要する時間を節約することができ、それにより一層の費用の節約を可能とする。同時的なラッピングは逐次的なラッピングよりも時間を要さず、病院に於ける研究によれば、ラップに破損が生じない限り、滅菌状態を維持するためには、同時的なラッピングは逐次的なラッピングに比して何ら遜色がなく、かつラップの損傷の可能性はラッピング方法に依存しないことが示されている。
【0009】
病院のスタッフは、逐次的なラップよりも同時的なラップを使用したいと思っても、ラップの内側シートと外側シートとを同時ラップに使用する際に、これら2枚のシートを正しく整合させ、それらが互いにずれないようにするために要する労力が、逐次的なラップに代えて同時的なラップを採用することにより達成される時間の節約を無にするような手間暇を必要としている。ラップの2枚のシートを、一体的な積層ラップとして取り扱い得るように外側シートと内側シートとを一体化し、同時的ラップに際する労力を低減するための製品が開発されている。そのような製品としては、Kimberly-Clark Corporationにより製造されている KIMGUARD(登録商標) ONE-STEP(登録商標)があり、その構造の一部が特許文献1及び特許文献2に記載されている。他の同種の2プライ(2層)滅菌ラップが、特許文献3及び特許文献4に記載されている。
【特許文献1】米国特許5,635,134号
【特許文献2】米国特許5,688,476号
【特許文献3】米国特許6,406,764号(Bayer)
【特許文献4】米国特許6,517,916号(Bayer et al.)
【0010】
滅菌ラップとしてどのような種類の材料を使用するにせよ、ラップ材料は、パッケージの滅菌性を維持するための良好なバリア特性及び切り裂きその他の破損の可能性を最小にするような良好な強度特性がラップ材料に備わっていることが重要である。これは、滅菌されるべきトレイの平均重量が近年増大しつつあることからより、一層重要な問題となってきている。最近の研究によれば、過去に於けるトレイの重量は、17ポンド以下であったが、現在25ポンド以上の重さのトレイも珍しくなく、トレイの或るものにあっては、35ポンド以上の重量を有する。これは、整形外科や心臓外科の分野に於いて、より大量の器具を使用するような傾向が増大していることによるものである。例えば、整形外科手術用のトレイは、様々なサイズののみ、ハンマー、のこぎり及び、接着剤をブレンドするためのブレンダーを収容する場合がある。
【0011】
トレイ及びそれに付随する器具の重量が増大するにつれて、ラップ材料が裂けたりする可能性が増大する。材料に加わる力の増大は、ラップされる材料の重量の増大に直接的に比例する。ポリプロピレン等のようなポリオレフィンからなる材料は、圧力を受けると流動する特性のために、圧力を受けた時に切断し易い。トレイの重量の増大に伴い、トレイにより加えられる圧力が増大することは、それだけ圧力による切断の可能性を増大させる。滅菌パッケージが汚染されると、それは使用のサイクルから取り出され、再び開かれ、再びラップされ、滅菌されて初めて再び使用することができるようになる。
【0012】
2プライシステムの強度は、より厚いシートを使用したり或いはより強い材料を使用することにより増大するが、このような解決方法は、それだけコストを増大させることになる。発明者は、ポリオレフィン不織材料の層の斤量(basis weight)を増大させることにより達成される強度の向上には限度があることを見出した。この限度を超えると、斤量を増大することにより達成できる強度の増大は僅かとなり、材料がそれだけ高い剛性を有することになり、滅菌ラップとして利用する時の取り扱い性が悪化する。
【0013】
より重く大きなトレイをラップしなければならないことは、滅菌ラップシステムに於いて更なる問題の原因となる。スチーム滅菌システムに於ける1つの問題は、ウェットパックと呼ばれる現象である。ウェットパックはしばしば、スチーム滅菌プロセスの間に発生する凝縮水を蒸発させるために十分な時間をかけないことにより引き起こされる。ウェットパックは、より金属量の多い大重量の滅菌対象に於いて発生し易い。対象を加熱する間に生じる凝縮水の量がそれだけ多くなるからである。凝縮水は、トレイ上に溜まり、ラップされたパッケージを乾燥するのに十分な時間をかけないと、そのような水分がトレイに残り、微生物による滅菌ラップの通過を容易にするような経路を残すことになる。ウェットパックを発見した時の標準的な手順は、再び滅菌を行うことであって、これはエンドユーザにとって時間及びコストをかけさせることになる。この問題は、上記したように、より多数の器具を収容するトレイや、物理的により大きなトレイを利用し、それだけ金属の内容物の量が大きい時により深刻な問題となる。
【0014】
トレイが大型化することによる他の問題は、外側から擦れたり切断する時に関与する表面積がそれだけ増大することである。またトレイにより多数の物品が収集されていることは、その内容物を確認し、その内容物をすべて記録する労力を増大させる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
従って、再処理の必要性を低減し得るような新規な滅菌ラップシステムに対する需要が存在する。このような新規な滅菌ラップシステムは、より向上した性能及び機能性を有するように改善されたシート材料を提供する。特に関心があるのは、現在の一回限りの使用(使い捨て)を前提とする滅菌ラップシステムに於いて可能であるものよりも、より高い強度を提供するような滅菌ラップシステムである。このような特性は、以下の詳細な説明、請求の範囲及び図面から明らかとなる本発明により提供される。
【課題を解決するための手段】
【0016】
本発明は、それぞれ固有の機能を有する3枚のシートを互いに結合した滅菌ラップシステムに関する。第3の機能シートの機能は、第1或いは第2のシートに備えられていない少なくとも1つの追加の機能を含み、或いは第1或いは第2のシートに備えられた機能よりも実質的に高い機能を含む。このような機能としては、強度、バリア、対磨耗性、対切断性、すべり防止、親水性、吸水性、吸収性、標識の付け易さ、印字可能性、滅菌状態表示性能、ファスナーへの適合性及び接着能力がある。
【0017】
本発明の或る実施例によれば、第1及び第2のシートが、バリア及び強度を含む機能を有する。本発明の別の実施例によれば、第3のシートが、第1及び第2のシートよりも高いレベルの強度を有する。滅菌ラップシステムの第1及び第2のシートは、ポリプロピレンからなるスパンボンド層、メルトブローン層及びスパンボンド層を含む積層体をなす。本発明の或る実施例によれば、第3のシートが、ナイロンまたはポリエステル繊維を含む。
【0018】
本発明の別の実施例によれば、追加の機能が、それぞれが上記したような機能を備えたシートを滅菌ラップシステムに追加することにより付加される。
【0019】
本発明の滅菌ラップシステムの各シートは所定の外周寸法を有する。この外周寸法は、
第1、第2及び第3のシートについて共通であって良い。或いは、第1及び第2のシートが共通の外周寸法を有し、第3のシートがそれとは異なる外周寸法を有するものであって良い。或る実施例によれば、第3のシートが、第1及び第2のシートよりも小さな外周寸法を有する。
【0020】
或る実施例では、滅菌ラップシステムのシートは、接着剤接合、縫合接合、熱溶着或いは超音波溶接等の接合手段により互いに結合される。
【0021】
滅菌ラップシステムは、スチーム滅菌法或いは酸化エチレン滅菌法に於いて使用するのに適合されているものであって良い。別の実施例によれば、滅菌ラップシステムは、滅菌されるべき物品をラップすることによりパッケージを構成し、次にこのパッケージを滅菌するように適合されている。
【0022】
本発明は更に、上記したような複数シート滅菌ラップシステムと、滅菌されるべき物品とを組み合わせたパッケージを含む。或る実施例に於ける滅菌されるべき物品は、少なくとも1つの再使用可能な医療用器具を含む。
【0023】
本発明は更に、物品を提供するステップと、滅菌ラップシステムにより物品をラップするステップと、ラップされた物品を滅菌状態に暴露するステップとを有することを特徴とする方法を含む。この方法で使用される滅菌ラップシステムは、上記したような3枚の滅菌ラップシートからなる。この方法の或る実施例では、滅菌条件が、スチーム滅菌法或いは酸化エチレン滅菌法からなる。別の実施例では、滅菌ラップシステムが、他の3枚のシートに結合された第4のシートを含む。
【発明を実施するための最良の形態】
【0024】
以下に於いて、外科用品等のような滅菌対象をラップし、滅菌し、保管し、利用するための同時的ラップ手順に於いて用いるのに適する滅菌ラップシステムを説明する。本発明は、病院や外科手術室に於いて利用することに関連して説明するが、本発明の滅菌ラップシステムは、対象を滅菌する必要があるあらゆる分野に於いて利用可能である。従って、本発明の以下に於ける説明は、本発明の利用範囲を限定するものではないことを了解されたい。
【0025】
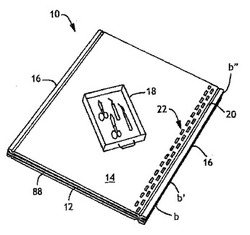
図1、2及び3に、外科用品等をラップし滅菌状態に維持するための滅菌ラップシステムが示されている。滅菌ラップシステム10は、第1のシート12、第2のシート14及び第3の機能シート88を含む。図1に示されるように、これらは互いに上下に重ね合わされ、互いに対向するように配置される。各シートは、単一の材料であっても、スパンボンド−メルトブローン−スパンボンド(spunbond-meltblown-spunbond)不織布積層体等のような複数層からなる積層体からなるものであっても良い。
【0026】
一般に、これらのシートはそれぞれ同一のサイズ及び形状を有する。通常、シートは長方形或いは正方形をなしている。従って、各シートは少なくとも2つの概ね互いに平行なエッジa、a’、a”及びb、b’、b”を有し、これらがその外周16に沿って延在する。また、第3の機能シート88が、第1及び第2のシート12、14とは異なるサイズを有するものであっても良い。第3の機能シートは、第1及び第2のシートよりも大きくても或いは小さくても良い。第3の機能シート88が、第1及び第2のシート12、14よりも小さい場合、第3の機能シート88は、第1及び第2のシート12、14の中心位置に置かれたり、或いはその機能に適するように中心から片方に寄った位置に配置されて良い。
【0027】
図2は図1に示された本発明の断面図である。この実施例では、第2のシート14の外面が、滅菌ラップシステム10の第1の外面44を構成する。第1のシート12の外面は、第2の外面46を構成する。第3の機能シート88は、第1及び第2のシート12,14の間に挟み込まれる。図1、2に示されている実施例では、ラップされた物品18は、この場合、第2のシートの外面からなる第1の外面44に接触する。この場合、第1のシート12の外面からなる第2の外面46は、最終的にラップされた滅菌パッケージの外面を構成する。
【0028】
第3図は本発明の別の実施例の断面図である。図3に於いて、第1の外面44は依然として第2のシート14の外面であるが、第2の外面46は第3の機能シート88の外面からなる。この実施例では、第1のシート12が、第2のシート14と第3の機能シート88との間に挟み込まれる。
【0029】
図示されていないが、これらのシートの他の全ての組み合わせも本発明の概念に含まれる。以下に詳しく説明するように、追加の機能シートを、図示されたシートに様々に組み合わせることも本発明の概念に含まれる。このような追加の機能シートは、第1及び第2のシート12、14と同一のサイズであっても、第3の機能シート88と同一サイズであっても、或いはこれらのシートとは異なるサイズであっても良い。
【0030】
図1に示されるような物品18のラップを容易にするために、3枚のシートが一体に保持されるように互いに結合されている一方、ユーザが複数の異なるシートにより物品がラップされていることを視覚的に確認し得るように、各シートが視覚的に異なる特性を有する。通常、シートは、その外周16の全て或いは一部に於いて互いに接合される。図1、2、3に示されているように、2枚のシートが、ラップの2本の概ね平行なエッジa−a’−a”、b−b’−b”の全長に渡って互いに接合されている。エッジは、接着剤、縫い合わせ、熱溶着及び超音波溶着等、一般的に接合と呼ばれているあらゆる手段により接合することができる。図1、2、3に示されるように、超音波溶着により連続的な接合線20が、シート12、14、88の対向する辺上の外周16のやや内側或いは外周16に沿ってエッジの全長に渡って延在する。
【0031】
連続的な接合線20に加えて或いはそれに代えて、複数のシートを互いに接合するために第2の接合部22を設けることができる。図1に示される第2の接合部22は、2列の互いに間隔をおいて設けられた個別の接合点の集合からなり、互いに隔置される個々の接合点は四角形その他の形状を有し、滅菌ラップシステム10のエッジ方向から見たときに、異なる列の接合点が互いにオフセットされることにより、互いにオーバーラップした位置を占めるように形成される。この接合パターンは、米国Wisconsin州Neenahに所在する本件出願人であるKimberly-Clark Corporationにより製造される使い捨ての外科手術用ガウンに於ける袖を縫うために利用されている。第2の接合部22は、連続的な接合部20の僅かに内側であって、それのみによって或いは連続的接合部20と協働して、複数のシート12、14、88を互いに接合する働きを発揮する。
【0032】
更に、外周の4辺に於いて各シートを互いに接合するように、接合部をシートの全周に渡って設けることもできる。
【0033】
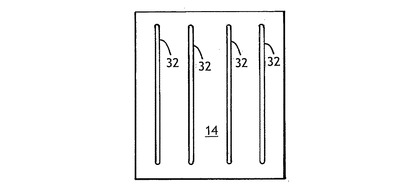
更に、様々な他の態様をもって複数シート12、14、88間の接合を行うことも可能であって、図4〜7に少なくともその一部が示されている。図4〜7に於いては、複数枚のシートが互いに結合され、図4〜6に示されるように長い連続的な接合線に沿って互いに結合されたり或いは図7に示すように複数の個別の接合点をもって互いに結合される。図4に示された平面図に於いて、滅菌ラップシステム10の複数のラップシートは、ラップシステム10の表面にX字上のパターンが形成されるように互いに交差する接合線28、30により互いに接合されている。図5に於いて、ラップシステム10の全長或いは全幅の全て或いは一部に渡って延在する一連の平行な接合線32により互いに結合されている。図6に於いては、一連の正弦波状接合線34が用いられている。
【0034】
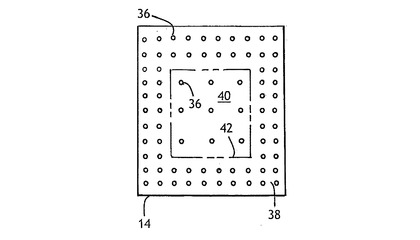
図4〜6に示された比較的長い接合線に加えて或いはそれに関連するように、ラップシステムを、図7に示されるような複数の局部的な不連続な接合点36により互いに結合することができる。これらの接合点は、ラップシステム10の表面の全体に渡って均等に互いに間隔をおいて配置されていても、2つ或いはそれ以上のゾーンに分けて、それぞれのゾーンが様々な接合点の密度を有するようにして、配置することもできる。図7に示されるように、ラップシステム10は、図7に於いて図示を明瞭にするために想像線42により区画して示された第1ゾーン38及び第2ゾーン40に分けられている。第1のゾーン38は、第2のゾーン40よりも単位面積当たり多数の接合点を有する。更に第1のゾーン38は第2のゾーン40を完全に外囲し、ラップシステム10の外周部が、その中心部よりも概ね高度の接合がなされるようにしている。
【0035】
更に他の接合パターンの組み合わせを利用することもできる。例えば、ラップシステムの複数枚のシートを結合するために、文字、デザインその他のパターンを利用することもできる。そのような場合、接合点のパターンはKimberly-ClarkやKIMGUARD(登録商標)のような言葉を表示するようにすることもできる。
【0036】
或るユーザにとっては、本発明の1ステップ滅菌ラップシステムの重要な特徴は、システムが複数のシートを含むものであることを、ユーザが視覚的に意識し得る点にある。このようにすることにより、1枚ではなく複数枚のシートがラップされた物品を保護しているという安心感をユーザに与えることができる。従って、ラップシステムの複数枚のシートは、十分な量の接合部をもって互いに結合されることにより、シートが互いに分離することなく、しかしながらシートが一枚のシートに見えないようにする程度の量に接合部の大きさを定めると良い。そのために、ラップシステム10は、その異なる側に、第1の外面44と第2の外面46とを有するように見ることができる。この点に関しては、図2を参照されたい。これらの2つの面が異なる視覚的特性を有するように、接合部の面積は、ラップシステム10の第1或いは第2の外面42或いは46の面積の約50%を超えないような領域を占めるようにすると良い。
【0037】
ラップシステムの両面にそれぞれ異なる視覚的な特性を与える一方、ラップシステムの各シートを十分に互いに強固に接合することにより、ラップシステムを包装から取り出し、滅菌されるべき物品をラップし、その物品を使用のために取り出す全期間に渡って、異なるシート同士が互いに分離することがないようにするべきである。従って、異なるシートを互いに分離させるために少なくとも1ポンドの引張り力を必要とするようにすると良い。
【0038】
一般に、接合されたラップシステムは、様々なサイズの物品及びトレイをラップするために様々なサイズを備えているものであって良い。典型的なサイズは、18、24、30、36、40、45、48及び54インチ角を含み、或いは54×72インチの長方形を含むものであって良い。この場合、図1に示されるような滅菌トレイ18からなる物品をラップするためには、物品を第2のシート14に接触させるようにラップシステム10の表面に配置し、ラップシステムの四隅を1つずつ物品上に折り重ねる。この折り重ね工程が終了すると、ラップシステムはテープによりシールされ、ラップされたパッケージを滅菌処理することが可能となる。
【0039】
各シートはそれぞれ固有の特性を有するものであって良い。第2のシート14の主な機能は、主濾過バリアであり、第1のシート12の主たる機能は第1に強度を提供することであり、第2に細菌その他の汚染物に対するバリアである。第3の機能シート88は、第1或いは第2のシート14に備えられていない追加の機能を提供し或いは第1或いは第2のシート12、14に備えられた機能よりも高い機能を提供する。
【0040】
第1及び第2のシート12、14は様々な材料により形成することができる。滅菌ラップシステムは、通常、再使用可能と使い捨てとからなる2つの種類に分類される。再使用可能なものは、その名が示す通り、通常、洗濯或いは他の形式の洗浄処理により繰り返し使用可能なものであり、使い捨てのものは、1回使用した後に捨てられ或いはリサイクルされるような1回限り使用される物品である。一般に、布、リネンその他の織布は再利用可能なものであり、天然或いは合成繊維の何れか或いは両者からなる不織布材料を含むものは使い捨てシステムを構成する。このような不織布の材料としては、紙、ポリマー繊維等がある。また、そのような材料として、滅菌成分を透過可能であって、細菌その他の汚染物の透過を妨げ得るようなフィルムがある。
【0041】
不織布滅菌ラップシステムは、そのバリア特性、経済性及び品質の均一性のために特に好まれるようになってきた。非不織布材料は、限定的ではないが、空気集積(air laying)、湿式集積(wet laying)、水流絡合(hydroentangling)、スパンボンド、メルトブローン、ステープルファイバーカーディング及びボンディング並びに溶液紡績(solution spinning)を含む様々な方法により製造することができる。繊維自体は、限定的ではないが、セルロース、レーヨン、ナイロン、ポリエステル、ポリオレフィン等を含む様々な材料から製造することができる。繊維は、スパンボンディングやメルトブローンプロセスにより製造されるような通常は3インチ以下であるが、それ以上の長さを有するものであっても良い連続的な繊維からなる比較的短いステープル長さ繊維からなるものであって良い。どのような材料を選択した場合でも、それにより製造されたラップが、使用される特定の滅菌方法に適合していなければならず、ラップされた内容物が、使用されるまでその滅菌状態を維持し得るような、十分な強度及びバリア特性を有するものでなければならない。
【0042】
ポリオレフィン系の繊維及びそれにより得られる不織布が、特に滅菌ラップシステムの製造に適していることが見出された。本件の譲受人であるKimberly-Clark Corporationにより製造されるポリプロピレンスパンボンド不織布を、滅菌ラップ、特に第1のシート12に対して強度を与えるために用いることができる。或る好適な実施例に於いては、第1のシート12を、スパンボンド層−メルトブローン層(SM)或いはスパンボンド層−メルトブローン層−スパンボンド層(SMS)からなる積層体により形成し、それによって、第1のシート12に対して所要の強度及びバリア特性を与えるようにしている。
【0043】
SMS材料は、互いに積層された3つの別個の層から形成される。これら3つの層を形成するための方法は、本出願人に譲渡された米国特許(特許文献5)に記載のされており、その内容については、ここに言及することをもって本出願の一部とする。この特許に記載された材料は、一般にSMSと呼ばれるスパンボンド層−メルトブローン層−スパンボンド層を備えた3層構造の積層体からなる。SMSの2つの外側の層は、押し出しポリオレフィン繊維或いはフィラメントを、ランダムなパターンで配置し互いに接合してなるスパンボンド材料からなる。内側層は、スパンボンド層の繊維よりも概ね小径のやはり押し出しされたポリオレフィン繊維からなるメルトブローン層をなしている。その結果、メルトブローン層は、その繊維構造が微細であることから、バリア特性を改善し、滅菌材が繊維の間を通過することができ、しかも細菌その他の汚染物の透過を阻止することができる。逆に、2つの外側スパンボンド層は、積層体全体の強度の大部分を構成する。積層体は、その表面に於いて規則的に繰り返される間欠的な接合パターンを用いて形成されると良い。このパターンは、接合部が積層体の表面積の約5−50%を占めるように選択すると良い。好ましくは、接合部は積層体の表面の10−30%を占める。
【特許文献5】米国特許4,041,203号(Block et al.)
【0044】
本発明の特徴の1つは、第1及び第2のシート12、14の各層について、個別に特性を設定し得ることにある。これらの2枚のシートは互いに同一のものからなるものであって良いが、ある好適実施例に於いては、第1のシート12が第2のシート14よりも高い強度を有するようにされている。これにより、外側の物体により引き裂かれることに対して、より強い抵抗を発揮し、その他の理由によりラップされた対象が暴露される事態をより良く防止することが可能となる。逆に、ある別の実施例に於いては、第2のシート14が第1のシート12よりも高いバリア特性を有するようにされている。バリア特性及び強度特性を調整することは、内側及び下側のシートの斤量或いは各シートの個々の層の斤量を調整することにより達成することができる。これらいずれのシートについても適切な斤量として1平方ヤード当たり約0.5から3.5オンス(OSY)(1平方メートル当たり約17から119グラム(gsm))として与えられる。
【0045】
第1及び第2のラップシート12、14は、滅菌ラップシステムの強度及びバリア機能に対して寄与するのに対し、第3の機能シート88は、ラップシステムに対して追加の機能性を与える。1つの可能な機能としては、第1及び第2のシート12、14により提供されるよりも高い強度を与えることにある。通常、第1及び第2のシートに用いられるポリプロピレンSMS等の不織布材料を用いることによる限界は、積層体の斤量を増大させることにより得られる強度に限界があることである。積層体の強度は、その厚みをある程度以上に増大させても向上することがなく、しかも互いに接合することが困難になる。このようにして得られた積層体は高い剛性を有することとなり、滅菌ラップシステムのシートとして用いるのに不適当となる。しかしながら、第1及び第2のシートにより既にバリア特性が与えられていることから、第3の機能シート88は、そのような考慮をすることなく高い強度を有する材料から構成することができる。このような第3の機能シート88は、例えば、ポリエステル、ナイロン等のような、より高い強度のポリマーからなる織布或いは不織布からなるものであって良い。このような、高い強度を有する第3の機能シートが滅菌ラップシステムに組み込まれると、第3の機能シート88は滅菌ラップシステムの強度を分担する部材を構成することとなる。それだけ強度の要請が小さくなることから、第1及び第2のシート12、14の斤量を減らし、追加のシートを設けることによるコストの増大を相殺することにより、コストを全体として低減することが可能となる。
【0046】
更に、滅菌ラップシステムの製造ラインに於いて、全体的に或いは少なくともその一部に於いて、第1及び第2のシート12、14として共通の材料を用いることにより、製造過程及び材料の在庫管理を簡略化することが可能となる。滅菌ラップシステムの製造ラインは、通常、様々な消費者の必要を満たすために、様々に異なる強度を有する滅菌ラップシステムを製造する必要がある。これは、様々な斤量を有する第1及び第2のシートを製造し、消費者に提供される様々な製品の必要に合致するような材料をストックしておく必要があることを意味する。しかしながら、本発明の多層シート滅菌ラップシステムによれば、製造ラインの全体に渡って同一の斤量を有する第1及び第2のシート12、14を用いることができる。特定の製品ライン中の様々な製品に関連する追加の強度、バリア特性その他の機能性は、1つまたは複数のシートを追加することにより実現することができる。
【0047】
例えば、2枚の0.5osy(17gsm)のSMS材料シートからなるラップシステム、
2枚の1.0osy(35gsm)のSMS材料シートからなるラップシステム及び2枚の1.5osy(52gsm)のSMS材料シートからなるラップシステムを含む一連の異なる強度の製品のラインを構成するためには、0.5osy、1.0及び1.5osyのSMS材料を製造し、ストックしておくことが従来必要であった。しかるに、本発明によれば、同様な製品のラインを、複数枚の0.5osyのSMS材料により、或いは高い強度という機能性を有する追加のシートを複数枚の0.5osyのSMS材料と併用することにより達成することができる。本発明によれば、現行の滅菌ラップシステムの製品のラインを実現することが、より少ない数のグレードのシート材料を製造し、ストックしておくことにより達成でき、しかも本明細書の他の部分に於いて議論された向上された機能性を有する滅菌ラップシステムが提供される。
【0048】
本発明により提供される他の機能性としては、磨耗抵抗性及び切断抵抗性がある。上記したように、より大型の滅菌トレイが出現したことは、磨耗、剥がれ、擦れ或いは切断による損傷を受け得る表面積が増大することを意味する。このような欠陥が、滅菌パックの外側に発生した場合には、トレイを再び滅菌する必要が生じる。そこで、第3の機能シート88は、滅菌ラップシステムの外側ラップをなすものであって良く、そのような擦れ及び切断に対して強い或いは高い抵抗を示すようにすることができる。ポリエステルやナイロンのような材料を外側シートとして用いた場合、この第3の機能シート88は、擦れ或いは切断に対する抵抗を高めるばかりでなく、上記したような強度の向上を実現することができる。
【0049】
第3の機能シート88は、ウェットパックの問題を解消するために利用することができる。シートは、セルロース、パルプ、木綿、その他の天然の吸収性の繊維や、親水性となるように処理された繊維等の吸収性の材料が組み込まれていて良い。このシートを、滅菌ラップシステムの内側層として配置した場合、シートは滅菌プロセスに於いて発生する凝縮水を吸収しかつ分散させることができることから、滅菌プロセスの乾燥段階に於いてより効率的に水分を蒸発させることができる。
【0050】
上記したような或いは既に存在する機能性に加えて、第3の機能シート88に更に別の機能を組み込むこともできる。このような追加の機能として考えられるのは、すべりに対する抵抗性、表面に印刷をする際の適性、マークを表面に書き込む際の容易性或いは滅菌状態の表示機能等がある。更に考えられる別の機能としては、接着テープ、面ファスナー(hook and loop materials)或いは自己閉止材料に対する適合性、或いはその他の滅菌ラップシステムを閉じた状態で固定するための手段に対する適合性がある。このような機能性は、組み合わせて或いはそれ自体をもって、第3の機能シート88として用いられる単一のシートとして組み込むことができる。
【0051】
或いは、追加の機能シートを、その独自の機能性を付加するために、滅菌ラップシステムに組み込むことができる。例えば、滅菌ラップシステムが第4の機能シートを含むものとし、この第4の機能シートが他の3枚のシートとは異なる機能性を有するものとすることができる。或いは、滅菌ラップシステムは第5の機能シートを含むものであって良い。このような追加の機能シートも、本発明の概念に含まれる。
【0052】
このような追加の機能シートは、第1及び第2のラップシートと同一のサイズを有するものであっても、特定の機能をより良く果たすために、異なるサイズを有するものであっても良い。例えば、面ファスナーを用いるのに適合する機能性が備えられた追加の機能シートは、滅菌ラップシステムが対象に対してラップされたときに、閉じるために必要な機能シートの或る部分にのみ設けられるようにすることができる。他の例としては、滅菌ラップシステムの内側の、滅菌対象に接触する部分に吸収性という機能性を持たせるようにすることもできる。このような吸収性のシートは、第1及び第2のシート12、14よりも小さいものであって良く、第1及び第2のシート12、14の中心位置を占めるものであって良い。これにより、吸収性の繊維を滅菌対象に接触させ、ウェットパックを防止し、必要のない部分にはこのような吸収性接着を設けないようにすることができる。
【0053】
異なる特性を有する内側及び外側シートを設定する場合、適切なシート面がラップされるべき対象に対向し、かつ他方のシートの表面がラップされる対象から離反する側に位置するように滅菌ラップシステム10を配置することが重要である。通常、第1の外面44がラップされるべき18に接触し、第2の外面がラップされる対象18から離反する側に配置されることを意味する。そのために、内側及び外側シートを、互いに視覚的に区別し得るように製造することが望ましい。視覚的に区別可能とは、このような材料を日常的 に使用する人々の大多数が、滅菌ラップシステム10の第1の外面44と第2の外面46とを互いに区別し得ることを意味する。これを達成する1つの手段は、第1のシート12の濃淡、色或いは肌合を第2のシート14とは異なるようにすることである。更に、2枚のシートを互いに区別するためにプリントその他のマーキングを利用することができる。
【0054】
異なる機能性を有するシートを、視覚的に異なるようにすることもできる。視覚的に異なるとは、特定の機能性を有するシートが、異なる関連する機能を有するシートから視覚的に区別し得ることを意味する。従って、ある機能性は、特定の視覚的な特徴と関連付けられる。例えば、すべりに対する抵抗性を有するシートは、特定の色を有するものとしたり、高い強度を有するシートは、すべりに対する抵抗性を有するシートとは異なる色であったり、或いは異なる肌合を有するものであるようにすることができる。
【0055】
一連の滅菌ラップシステムを、それぞれのシートに与えられる様々な機能を組み合せたものとして構成することができる。上記したように、異なるシートに与えられた様々な機能性のそれぞれは、異なる機能性を有する他のシートに対して視覚的に区別し得るようにすることができる。これらの機能性及び関連する視覚的な特徴に関する情報は、一連の滅菌ラップシステムに付属させることができる。この情報を利用する者は、様々な滅菌ラップシステムから所望の機能性を得るように選択することができる。
【0056】
ある実施例に於いては、滅菌ラップシステムは、それぞれ異なる機能性を有し、それぞれの4隅の1つのみに於いて互いに結合された4枚のシートからなるものとすることができる。これらのシートの機能に関する情報を利用する者は、滅菌されるべき対象に関する機能を得るようにしたり、或いは所望の機能を選択することが可能となる。ユーザは、選択された機能を有するシートが所望の方向を向くように滅菌ラップシステムのシートを操作することができる。ここで言うシートの操作とは、限定的ではないが、ラップシステムの1枚または複数のシートを折り曲げ、切り離し、部分的に除去し、ねじり、丸め、ずらし或いは反転させたり、或いはこれらの操作を任意の組み合わせで実行するものを含むものであって良い。
【0057】
更に別の実施例に於いては、滅菌ラップシステムの隅部に同様に結合される第5の機能シートを備えている。6番目、7番目、或いはそれ以上の数の機能シートを備えるような実施例を用いることができる。
【0058】
複数の機能シートを備えた上記したような滅菌ラップシステムの更なる実施例に於いては、機能性シートから所望の機能を選択し得るような態様をもってシートを取り付ける或いは結合する手段を用いる。シートを隅部に於いてのみ接合するのではなく、シートを滅菌されるべき対象に対して再配置し得るようにシートの操作を可能にするように、シートの対向する隅部、3つの隅部分或いはそれ以外の部分を結合することができる。本発明の更なる実施例に於いては、必要のない機能を備えたシートを容易に滅菌ラップシステムから除去し、所望の機能を有するシートのみを利用するようにシートを互いに接合するようにしている。
【0059】
実験例
本発明により実現される様々な属性を示すために、幾つかの滅菌ラップシステムを用意し、現在市販されている滅菌ラップと対比する試験を行った。本件の譲受人であるKimberly-Clark Corporationは、様々な斤量を備えた一連のSMS積層体から製造された一連の単一シート及び二重シート滅菌ラップ材料を製造している。これらの基本となるSMS積層体の或るものを、1平方メートル当たりのグラム数で与えられるそれぞれの斤量と共に表1に示す。
【0060】
(表1)
材料 斤量 (gsm)
KC100 35.6
KC300 42.4
KC400 59.3
KC500 69.5
【0061】
テストのために、幾つかの複数シート滅菌ラップシステムを、これらの標準的な基礎SMS材料を用いて製造した。比較のために、市販されている滅菌ラップシステムと同様のものを、表1に示された材料のそれぞれからなる2枚のシートを組み合わせて製造してみた(コード3−5)。本発明に於ける強度を向上させた機能を示すコードは、標準的な基礎となるSMS材料であるKC300の2枚のシートの間に追加の高強度のシートを介在させることにより形成された。テスト用に製造されたこれらのコードのリスト及びそれぞれの詳細を表2に示す。
【0062】
(表2)
コード 材料(シートの積層順) 合計斤量 (gsm)
コード1 KC300/PPSB/KC300 115.3
コード2 KC300/水流絡合SB/KC300 128.9
コード3 KC300/KC300 84.8
コード4 KC400/KC400 118.7
コード5 KC500/KC500 139.0
【0063】
コード1は、2枚のKC300ベースのSMS材料間にサンドイッチされた斤量30.52gsmのポリプロピレン(PP)スパンボンド(SB)シートを含む。コード2は、2枚のKC300ベースのSMS材料間にサンドイッチされた斤量44.08gsmのポリプロピレン(PP)水流絡合(hydroentangled)スパンボンド(SB)シートを含む。コード3、4、5は、これらは、それぞれ2枚の表2に示されたSMSベース材料により構成された滅菌ラップシステムであって、それぞれ、Kimberly-Clark Corporationにより、KIMGUARD ONE-STEP(登録商標)KC300、KIMGUARD ONE-STEP(登録商標)KC400及びKIMGUARD ONE-STEP(登録商標)KC500として市販されている。
【0064】
サンプルのそれぞれは、グラブ引張り試験、台形引裂き強度(trapezoidal tear strength)試験、空気透過性(通気性)及びドレープ剛性についてテストした。空気透過性テストを除いて、全てのテストに於いて、材料のMD及びCDの両者から得られたサンプルによりテストを行った。ここで言うMDとは、不織布を形成するときに、繊維を堆積させるときの形成面の搬送方向を指すものとする。CDとは、MDに対して直交する方向を指す。
【0065】
グラブ引張り試験は、一定延び状態に於いて、材料を破断するのに要する負荷を、材料の一方向について測定した材料の強度を表す。サンプルのグラブ引張り強度は、ASTM5034−95(ドライサンプル使用)に基づいて測定した。サンプルの引張り強度の測定は、米国Minnesota州Eden Prairieに所在するMTM Systems Corporationにより製造され、50 lbs.及び 100 lbs.ロードセルを備えた(より大きなロードセルは高強度のサンプルをテストするときに用いた)Constant-Rate-Of-Extension (CRE) Testing Machine、即ちSintech S/2 Workstation及び同じくMTM Systems Corporationにより市販されたTestworks 4ソフトウェアを用いて行った。「引張り強度」とは、サンプルを破断に至るまで引き延ばしたときに発生する最大の負荷或いは力(破断力)を表す。測定結果は、力の単位(lbs.-force:本明細書中ではlbs.により表現される場合もある。)で表現され、幅102mm(4インチ)、長さ(引張り方向)152mm (6インチ) の10個のサンプルを用いて、それらから得られた値の平均値として与えられる。ポンドにより与えられた結果をキログラムに変換するには0.454を乗ずれば良い。
【0066】
台形引裂き強度とは、材料の引裂きの伝播に対する抵抗力を表す。台形引裂き強度は、ASTM5733−99(条件1−無条件)に基づいて測定した。サンプルの台形引裂き強度の測定は、米国Minnesota州Eden Prairieに所在するMTM Systems Corporationにより製造され、25 lbs.ロードセルを備えたConstant-Rate-Of-Extension (CRE) Testing Machine、即ちSintech S/2 Workstation及び同じくMTM Systems Corporationにより市販されたTestworks 4ソフトウェアを用いて行った。各コードの10個のサンプルを用いて測定した。各サンプルは、試験で必要とされる等辺台形にダイにより切断された。「引裂き強度」は、第1のピーク及びピーク負荷の平均値として与えられ、力の単位(lbs.)で表現される。ポンドにより与えられた結果をキログラムに変換するには0.454を乗ずれば良い。
【0067】
空気透過性(間隙率)は、所定のサンプルの面積を通過する空気の流量を表す。値が大きいことは、それだけ材料が高い通気性を有し、より大量の空気を通過させることを意味する。空気透過性は、米国South Carolina州Spartanburgに所在するSchmid Corporationにより市販されているTEXTEST FX3300 Air Permeability Testerにより測定された。使用されたテストヘッドは、38平方センチメートルであって、テスト圧は125Paであった。テスト条件は、23±1℃及び50±2%RHであった。空気透過性は、10個のサンプルの平均として計算され、毎分の立方フィート(cfm: cubic feet per minute)により表される。毎分の立方フィートで与えられる測定値を毎分の立方メートルに変換するには0.0283を乗ずれば良い。
【0068】
ドレープ剛性とは、材料の曲げに対する抵抗を表す。ドレープ剛性は、ASTM1388−96(2002)のCantilever Test (Option A)に基づいて測定した。材料の剛性は、米国New York州Amityvilleに所在するTesting Machines, Inc.により市販されたCantilever Test Apparatus即ちModel 79-10 Cantilever Bending Testerを用いてテストされた。ドレープ剛性として与えられる数値は、試験用プラットフォームから試験片をオーバーハングさせ、材料の前縁の角度が水平に対して41.5度となったときの、オーバーハング長の2分の1として求められる。ドレープ剛性は、10個のサンプルの平均として計算され、長さ(インチ)により表される。インチで与えられる測定値をミリメートルに変換するには25.4を乗ずれば良い。
【0069】
テストに用いられた滅菌ラップシステムは、複数枚のシートからなり、それらの互いに対向するエッジに沿って、これらのシートが互いに結合されている。ドレープ剛性テストのために、25mm×203mm(1インチ×8インチ)のサンプルを用いた。グラブ引張り強度及び台形引裂き強度試験と同様に、MD及びCDの両種類の滅菌ラップシステムから得られたサンプルによりテストを行い、シートを互いに結合している部分はテストの対象とされなかった。これらのサンプルは、「非結合」として表3に示されている。滅菌ラップシステムのCDからなる布については、その結合されたエッジを含むように準備されたサンプルも用いられた。これらのサンプルの結合されたエッジは、ドレープ剛性テストに於けるサンプルの前側のエッジを構成するようにし、これらのサンプルのテスト結果は、表3に於いて「結合」として示されている。
【0070】
このテストの結果が表3に示されている。
(表3)
テスト コード
1 2 3 4 5____
グラブ引張-CD (lbs.-force) 41.55 50.9 35 55.21 65.9
グラブ引張-MD (lbs.-force) 41.09 68.7 32.8 54.46 64.3
台形引裂-CD (lbs.-force) 12.1 18 9.9 18 18.1
台形引裂-MD (lbs.-force) 11.2 23.1 8.4 17.3 16.7
通気性(cfm) 34.79 31.04 33.8 29.19 23
ドレープ剛性-CD (in.)(非結合) 8.865 6.92 5.285 6.985 7.425
ドレープ剛性-MD (in.)(非結合) 7.915 8.305 6.79 8.57 8.865
ドレープ剛性-CD (in.)(結合) 7.105 6.81 5.545 6.815 7.345
【0071】
表3に示されるように、コード1の強度(グラブ引張り)及び引裂き抵抗(台形引裂き)の値は、コード3、4の対応する値の中間の範囲に分布する。これは、コード1が、ポリプロピレン(PP)スパンボンド材料が付加されている点を除いてコード3と同様であることから当然と言える。コード1、2、3の基礎シートは、PPSMS材料であって、これも、やはり3つの層即ちPPスパンボンド層−メルトブローン層−スパンボンド層からなる積層体をなしている。SMSシートにPPスパンボンドシートを追加することにより、SMSシートのみのものに斤量を増大させるのと同様の働きが得られることが予想される。表3に於いて、コード3、4、5を比較すると、SMSの斤量が増大するに従って、ラップシステムの強度は増大することが分かる。SMS斤量を増大させるのみであることから、コード1の強度がコード3、4の中間にあることは予想される。
【0072】
本発明に於ける強度を増大させる機能が、表3のコード2により部分的に示されている。コード2は、水流により絡み合せられたPPスパンボンド材料シートが追加されている点を除いてコード3と同様である。コード2の合計斤量はコード4、5の中間である。斤量の増大により強度も増大することから、コード2の強度は、コード4、5の中間となることが予想される。しかしながら、MDに於けるコード2の強度及び引き裂き強度は、コード4、5のそれらよりもかなり高い。CDに於けるコード2のテストにより得られた値は、コード4のテストに於けるものよりもやや低いか或いはほぼ同様である。コード2は、コード4、5に比較して、より高い空気透過性及びより低いドレープ剛性を示した。
【0073】
本発明の実施例に基づき強度機能を向上させるような2つの追加のコードが、標準的な基礎SMSからなる2枚のシート間に高い強度を有するナイロンシートをサンドイッチすることにより製造された。これらのコードのリスト及びそれらの詳細が表4に示されている。
(表4)
コード 材料(シートの積層順) 合計斤量 (gsm)
コード6 KC100/Nylon1/KC100 139.0
コード7 KC100/Nylon2/KC100 139.0
【0074】
コード6は、KC100ベースのSMS材料の2枚のシート間にサンドイッチされたナイロン1材料のシートを含む。ナイロン1材料は、米国Florida州Cantonmentに所在する CEREX Advanced Fabrics, Inc.によりORION(登録商標)なる商品名で市販されている、異形断面(trilobal)ナイロンフィラメントを熱的にボンドして製造されたスパンボンドナイロン材料からなる67.8gsmのシートであった。コード7は、KC100ベースのSMS材料の2枚のシート間にサンドイッチされたナイロン2材料のシートを含む。ナイロン2材料は、米国Florida州Cantonmentに所在する CEREX Advanced Fabrics, Inc.によりCEREX(登録商標)なる商品名で市販されている、自生的(autogenous)にボンドされた連続的なナイロンフィラメント材料からなる67.8gsmのシートであった。コード6、7に用いられたベースSMS材料は、コード1−2に用いられたKC300よりも軽量なKC100からなり、コード5のラップシステムに匹敵する合計斤量を有する。コード5は、KC500ベースのSMS材料の2枚のシートからなり、表3に示されるように、コード1−5の中でも最も高い強度を有するものとなった。
【0075】
コード6、7については、コード1−5について行ったのと同様にMDに於けるグラブ引張り強度をテストした。このテストの結果が表5に示されている。
(表5)
テスト コード
6 7____
グラブ引張-MD (lbs.-force) 67.7 80.4
【0076】
表5のコード6、7の結果を、表3のコード5の同様なテストの結果と比較することにより理解されるように、強度を高める機能を有する層としてナイロン材料を追加することにより、滅菌ラップシステムの強度を増大させ得ることが分かる。これらの3つのコードは同様の斤量を有するものであるが、ナイロン高強度機能層を含むコードは、そのSMS材料の斤量がかなり低いにも関わらず、高いグラブ引張り強度を示した。コード6、7の滅菌ラップシステムの強度のレベルは、個々のナイロン材料の、その製造者により報告された強度のレベルとほぼ同様であった。
【0077】
従って、1つ又は複数の機能シートを追加することにより滅菌ラップシステムに対して追加の機能性を付加することができる。これらの例が示しているように、そのような可能性の1つとしては滅菌ラップシステムの強度を向上させるために強度機能を備えたシートを追加し、SMSシートの斤量を増大させるのみで達成されるものよりも高い強度を実現することができる。このように、取扱いが容易であって必要なバリア特性を提供するような高い強度の滅菌ラップシステムが提供される。同様に、本発明によれば、当業者は、この本明細書の記載に基づき、追加の機能或いは複数の機能を組み合わせたような滅菌ラップシステムを提供することが可能である。
【図面の簡単な説明】
【0078】
【図1】本発明に基づく複数プライ、1ステップ滅菌ラップシステムを示す斜視図であって、滅菌ラップシステムによりラップされるべき滅菌トレイが滅菌ラップシステム上に配置されて示されている。
【図2】本発明に基づく複数プライ、1ステップ滅菌ラップシステムの一実施例の側断面図である。
【図3】本発明に基づく複数プライ、1ステップ滅菌ラップシステムの別実施例の側断面図である。
【図4】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図5】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図6】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図7】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【符号の説明】
【0079】
10 滅菌ラップシステム
12 第1のシート 14 第2のシート
16 外周 22 第2の接合部
28、30 接合線
44、46 外面
88 第3の機能シート
【背景技術】
【0001】
病院の中央サービス室(CSR)、或いは滅菌処理室(SPD)の要員は、外科用品をパッケージすることを通常業務としており、パッケージされた内容物の滅菌状態を滅菌の時点からそれを使用する時点に至るまで確実に維持する必要がある。滅菌された用品を、手術室その他の部門に配達する業務には様々な活動が必要となる。
【0002】
手術室に於いて用いられる外科器具及び用品の多くは再使用可能である。これらの用品は、通常クランプ、メスのハンドル、リトラクター、鉗子、はさみ、外科用タオル、容器等が含まれる。これらの用品の多くは、手術の後に再び集められ、別の手術を行うことができる前に滅菌される。そのために、金属用品はステンレス器具トレイ内に収容された状態で、外科タオル、ドレープ或いはガウン等のような柔らかい用品はそのままラップされる。標準的な手順によれば、トレイ及びパッケージ内容物はそれぞれ、滅菌ラップと一般的に呼ばれる2枚のシートによりラップされる。
【0003】
滅菌ラップは通常、織布或いは不織布からなり、所定の方法によりトレイ或いはパッケージ内容物の周りにラップされると、滅菌用の蒸気、ガス或いは他の媒体がトレイの内容物を滅菌し得るように侵入可能であるが、滅菌後は、バクテリアその他の感染を引き起こす物質或いはそれらの媒体等のような汚染物の侵入を防止することができる。一般的な滅菌方法としては、限定的ではないが、蒸気によるオートクレービング(高圧蒸気殺菌法)、酸化エチレンガスに対する暴露、或いは米国California州Irvineに所在する STERRAD Sterilization SystemのAdvanced Sterilization Systemにより行われているような過酸化水素プラズマに対する暴露等がある。
【0004】
ラップされたトレイの例について見ると、ラップされたトレイ及びその内容物が一旦滅菌されると、ラップされたトレイは、通常、外科手術に必要となる時点まで保管される。そのような時には、通常、手術室のような使用場所に運搬される。保管及び手術室への運搬の途中で、ラップされたトレイは、幾つかの異なる時点に於いて取り扱われることになる。ラップされたパッケージが取り扱われる度に、パッケージされた内容物の滅菌状態が損なわれる可能性が存在する。ラップされた内容物が汚染される2つの最も一般的な原因は、ラッピング材料が裂けたり、損壊することによる理由と、ラップの外面に水分その他の異物が付着する理由とからなる。何れの場合に於いても、トレイ及び内容物を再処理する必要が生じる。
【0005】
パッケージされた内容物の滅菌状態を確保しかつ維持するために、Association of Operating Room Nurses(手術室看護士協会:AORN)は、病院に於いて処理されるパッケージのラッピング及び取り扱いに関する標準的な手順を定めている。多くの病院に於いては、AORNにより推奨されているように、2層のバリア材料を用いるダブルラップ方法が採用されている。これによれば、いずれか一方の材料の層に於ける欠陥のためにラップが汚染する可能性を減少させることができる。
【0006】
ダブルラップの主な手順は、パッケージ内容物を先ず1枚の滅菌ラップシートによりラップし、続いて第2の滅菌ラップシートによりラップするという逐次的な方法である。ダブルラップのもう1つの方法は、パッケージ内容物を、2枚の滅菌ラップシートにより同時にラップする同時的な方法からなる。即ち、2枚の滅菌ラップシートを上下に互いに整合するように重ね合わせ、ラップされるべき物品をこの2枚のシートの上に配置し、次にこの物品を2枚のシートにより同時にラップする。
【0007】
このようなパッケージを、最初にラップした時点から、滅菌、保管、取り扱い、運搬、物品の取り出し及び最終的な再使用に至るまで、パッケージを追跡する研究が種々なされている。これらの研究によれば、取り扱い及び保管の手法及び手順が改善され、改良された滅菌パッケージ製品を利用するようになったことから、ラップシートが裂けたり、ラップシートに孔が空くことによりラップされた物品が汚染される頻度が低減していることが示された。このような努力の1つの動機は経済的なものである。滅菌パッケージが汚染される度に、それは、通常の使用のサイクルから取り出され、内部の物品が取り出され、再びラップされ、更に新たな滅菌ラップによりラップされた後に再び滅菌されることにより、再び利用し得るようになる。これは時間及び費用の浪費である。
【0008】
ラップされた物品が汚染される頻度が減少し、時間及び費用が節約されてきているが、同時ラップの方法は、更にラップを行いかつラップを開くために要する時間を節約することができ、それにより一層の費用の節約を可能とする。同時的なラッピングは逐次的なラッピングよりも時間を要さず、病院に於ける研究によれば、ラップに破損が生じない限り、滅菌状態を維持するためには、同時的なラッピングは逐次的なラッピングに比して何ら遜色がなく、かつラップの損傷の可能性はラッピング方法に依存しないことが示されている。
【0009】
病院のスタッフは、逐次的なラップよりも同時的なラップを使用したいと思っても、ラップの内側シートと外側シートとを同時ラップに使用する際に、これら2枚のシートを正しく整合させ、それらが互いにずれないようにするために要する労力が、逐次的なラップに代えて同時的なラップを採用することにより達成される時間の節約を無にするような手間暇を必要としている。ラップの2枚のシートを、一体的な積層ラップとして取り扱い得るように外側シートと内側シートとを一体化し、同時的ラップに際する労力を低減するための製品が開発されている。そのような製品としては、Kimberly-Clark Corporationにより製造されている KIMGUARD(登録商標) ONE-STEP(登録商標)があり、その構造の一部が特許文献1及び特許文献2に記載されている。他の同種の2プライ(2層)滅菌ラップが、特許文献3及び特許文献4に記載されている。
【特許文献1】米国特許5,635,134号
【特許文献2】米国特許5,688,476号
【特許文献3】米国特許6,406,764号(Bayer)
【特許文献4】米国特許6,517,916号(Bayer et al.)
【0010】
滅菌ラップとしてどのような種類の材料を使用するにせよ、ラップ材料は、パッケージの滅菌性を維持するための良好なバリア特性及び切り裂きその他の破損の可能性を最小にするような良好な強度特性がラップ材料に備わっていることが重要である。これは、滅菌されるべきトレイの平均重量が近年増大しつつあることからより、一層重要な問題となってきている。最近の研究によれば、過去に於けるトレイの重量は、17ポンド以下であったが、現在25ポンド以上の重さのトレイも珍しくなく、トレイの或るものにあっては、35ポンド以上の重量を有する。これは、整形外科や心臓外科の分野に於いて、より大量の器具を使用するような傾向が増大していることによるものである。例えば、整形外科手術用のトレイは、様々なサイズののみ、ハンマー、のこぎり及び、接着剤をブレンドするためのブレンダーを収容する場合がある。
【0011】
トレイ及びそれに付随する器具の重量が増大するにつれて、ラップ材料が裂けたりする可能性が増大する。材料に加わる力の増大は、ラップされる材料の重量の増大に直接的に比例する。ポリプロピレン等のようなポリオレフィンからなる材料は、圧力を受けると流動する特性のために、圧力を受けた時に切断し易い。トレイの重量の増大に伴い、トレイにより加えられる圧力が増大することは、それだけ圧力による切断の可能性を増大させる。滅菌パッケージが汚染されると、それは使用のサイクルから取り出され、再び開かれ、再びラップされ、滅菌されて初めて再び使用することができるようになる。
【0012】
2プライシステムの強度は、より厚いシートを使用したり或いはより強い材料を使用することにより増大するが、このような解決方法は、それだけコストを増大させることになる。発明者は、ポリオレフィン不織材料の層の斤量(basis weight)を増大させることにより達成される強度の向上には限度があることを見出した。この限度を超えると、斤量を増大することにより達成できる強度の増大は僅かとなり、材料がそれだけ高い剛性を有することになり、滅菌ラップとして利用する時の取り扱い性が悪化する。
【0013】
より重く大きなトレイをラップしなければならないことは、滅菌ラップシステムに於いて更なる問題の原因となる。スチーム滅菌システムに於ける1つの問題は、ウェットパックと呼ばれる現象である。ウェットパックはしばしば、スチーム滅菌プロセスの間に発生する凝縮水を蒸発させるために十分な時間をかけないことにより引き起こされる。ウェットパックは、より金属量の多い大重量の滅菌対象に於いて発生し易い。対象を加熱する間に生じる凝縮水の量がそれだけ多くなるからである。凝縮水は、トレイ上に溜まり、ラップされたパッケージを乾燥するのに十分な時間をかけないと、そのような水分がトレイに残り、微生物による滅菌ラップの通過を容易にするような経路を残すことになる。ウェットパックを発見した時の標準的な手順は、再び滅菌を行うことであって、これはエンドユーザにとって時間及びコストをかけさせることになる。この問題は、上記したように、より多数の器具を収容するトレイや、物理的により大きなトレイを利用し、それだけ金属の内容物の量が大きい時により深刻な問題となる。
【0014】
トレイが大型化することによる他の問題は、外側から擦れたり切断する時に関与する表面積がそれだけ増大することである。またトレイにより多数の物品が収集されていることは、その内容物を確認し、その内容物をすべて記録する労力を増大させる。
【発明の開示】
【発明が解決しようとする課題】
【0015】
従って、再処理の必要性を低減し得るような新規な滅菌ラップシステムに対する需要が存在する。このような新規な滅菌ラップシステムは、より向上した性能及び機能性を有するように改善されたシート材料を提供する。特に関心があるのは、現在の一回限りの使用(使い捨て)を前提とする滅菌ラップシステムに於いて可能であるものよりも、より高い強度を提供するような滅菌ラップシステムである。このような特性は、以下の詳細な説明、請求の範囲及び図面から明らかとなる本発明により提供される。
【課題を解決するための手段】
【0016】
本発明は、それぞれ固有の機能を有する3枚のシートを互いに結合した滅菌ラップシステムに関する。第3の機能シートの機能は、第1或いは第2のシートに備えられていない少なくとも1つの追加の機能を含み、或いは第1或いは第2のシートに備えられた機能よりも実質的に高い機能を含む。このような機能としては、強度、バリア、対磨耗性、対切断性、すべり防止、親水性、吸水性、吸収性、標識の付け易さ、印字可能性、滅菌状態表示性能、ファスナーへの適合性及び接着能力がある。
【0017】
本発明の或る実施例によれば、第1及び第2のシートが、バリア及び強度を含む機能を有する。本発明の別の実施例によれば、第3のシートが、第1及び第2のシートよりも高いレベルの強度を有する。滅菌ラップシステムの第1及び第2のシートは、ポリプロピレンからなるスパンボンド層、メルトブローン層及びスパンボンド層を含む積層体をなす。本発明の或る実施例によれば、第3のシートが、ナイロンまたはポリエステル繊維を含む。
【0018】
本発明の別の実施例によれば、追加の機能が、それぞれが上記したような機能を備えたシートを滅菌ラップシステムに追加することにより付加される。
【0019】
本発明の滅菌ラップシステムの各シートは所定の外周寸法を有する。この外周寸法は、
第1、第2及び第3のシートについて共通であって良い。或いは、第1及び第2のシートが共通の外周寸法を有し、第3のシートがそれとは異なる外周寸法を有するものであって良い。或る実施例によれば、第3のシートが、第1及び第2のシートよりも小さな外周寸法を有する。
【0020】
或る実施例では、滅菌ラップシステムのシートは、接着剤接合、縫合接合、熱溶着或いは超音波溶接等の接合手段により互いに結合される。
【0021】
滅菌ラップシステムは、スチーム滅菌法或いは酸化エチレン滅菌法に於いて使用するのに適合されているものであって良い。別の実施例によれば、滅菌ラップシステムは、滅菌されるべき物品をラップすることによりパッケージを構成し、次にこのパッケージを滅菌するように適合されている。
【0022】
本発明は更に、上記したような複数シート滅菌ラップシステムと、滅菌されるべき物品とを組み合わせたパッケージを含む。或る実施例に於ける滅菌されるべき物品は、少なくとも1つの再使用可能な医療用器具を含む。
【0023】
本発明は更に、物品を提供するステップと、滅菌ラップシステムにより物品をラップするステップと、ラップされた物品を滅菌状態に暴露するステップとを有することを特徴とする方法を含む。この方法で使用される滅菌ラップシステムは、上記したような3枚の滅菌ラップシートからなる。この方法の或る実施例では、滅菌条件が、スチーム滅菌法或いは酸化エチレン滅菌法からなる。別の実施例では、滅菌ラップシステムが、他の3枚のシートに結合された第4のシートを含む。
【発明を実施するための最良の形態】
【0024】
以下に於いて、外科用品等のような滅菌対象をラップし、滅菌し、保管し、利用するための同時的ラップ手順に於いて用いるのに適する滅菌ラップシステムを説明する。本発明は、病院や外科手術室に於いて利用することに関連して説明するが、本発明の滅菌ラップシステムは、対象を滅菌する必要があるあらゆる分野に於いて利用可能である。従って、本発明の以下に於ける説明は、本発明の利用範囲を限定するものではないことを了解されたい。
【0025】
図1、2及び3に、外科用品等をラップし滅菌状態に維持するための滅菌ラップシステムが示されている。滅菌ラップシステム10は、第1のシート12、第2のシート14及び第3の機能シート88を含む。図1に示されるように、これらは互いに上下に重ね合わされ、互いに対向するように配置される。各シートは、単一の材料であっても、スパンボンド−メルトブローン−スパンボンド(spunbond-meltblown-spunbond)不織布積層体等のような複数層からなる積層体からなるものであっても良い。
【0026】
一般に、これらのシートはそれぞれ同一のサイズ及び形状を有する。通常、シートは長方形或いは正方形をなしている。従って、各シートは少なくとも2つの概ね互いに平行なエッジa、a’、a”及びb、b’、b”を有し、これらがその外周16に沿って延在する。また、第3の機能シート88が、第1及び第2のシート12、14とは異なるサイズを有するものであっても良い。第3の機能シートは、第1及び第2のシートよりも大きくても或いは小さくても良い。第3の機能シート88が、第1及び第2のシート12、14よりも小さい場合、第3の機能シート88は、第1及び第2のシート12、14の中心位置に置かれたり、或いはその機能に適するように中心から片方に寄った位置に配置されて良い。
【0027】
図2は図1に示された本発明の断面図である。この実施例では、第2のシート14の外面が、滅菌ラップシステム10の第1の外面44を構成する。第1のシート12の外面は、第2の外面46を構成する。第3の機能シート88は、第1及び第2のシート12,14の間に挟み込まれる。図1、2に示されている実施例では、ラップされた物品18は、この場合、第2のシートの外面からなる第1の外面44に接触する。この場合、第1のシート12の外面からなる第2の外面46は、最終的にラップされた滅菌パッケージの外面を構成する。
【0028】
第3図は本発明の別の実施例の断面図である。図3に於いて、第1の外面44は依然として第2のシート14の外面であるが、第2の外面46は第3の機能シート88の外面からなる。この実施例では、第1のシート12が、第2のシート14と第3の機能シート88との間に挟み込まれる。
【0029】
図示されていないが、これらのシートの他の全ての組み合わせも本発明の概念に含まれる。以下に詳しく説明するように、追加の機能シートを、図示されたシートに様々に組み合わせることも本発明の概念に含まれる。このような追加の機能シートは、第1及び第2のシート12、14と同一のサイズであっても、第3の機能シート88と同一サイズであっても、或いはこれらのシートとは異なるサイズであっても良い。
【0030】
図1に示されるような物品18のラップを容易にするために、3枚のシートが一体に保持されるように互いに結合されている一方、ユーザが複数の異なるシートにより物品がラップされていることを視覚的に確認し得るように、各シートが視覚的に異なる特性を有する。通常、シートは、その外周16の全て或いは一部に於いて互いに接合される。図1、2、3に示されているように、2枚のシートが、ラップの2本の概ね平行なエッジa−a’−a”、b−b’−b”の全長に渡って互いに接合されている。エッジは、接着剤、縫い合わせ、熱溶着及び超音波溶着等、一般的に接合と呼ばれているあらゆる手段により接合することができる。図1、2、3に示されるように、超音波溶着により連続的な接合線20が、シート12、14、88の対向する辺上の外周16のやや内側或いは外周16に沿ってエッジの全長に渡って延在する。
【0031】
連続的な接合線20に加えて或いはそれに代えて、複数のシートを互いに接合するために第2の接合部22を設けることができる。図1に示される第2の接合部22は、2列の互いに間隔をおいて設けられた個別の接合点の集合からなり、互いに隔置される個々の接合点は四角形その他の形状を有し、滅菌ラップシステム10のエッジ方向から見たときに、異なる列の接合点が互いにオフセットされることにより、互いにオーバーラップした位置を占めるように形成される。この接合パターンは、米国Wisconsin州Neenahに所在する本件出願人であるKimberly-Clark Corporationにより製造される使い捨ての外科手術用ガウンに於ける袖を縫うために利用されている。第2の接合部22は、連続的な接合部20の僅かに内側であって、それのみによって或いは連続的接合部20と協働して、複数のシート12、14、88を互いに接合する働きを発揮する。
【0032】
更に、外周の4辺に於いて各シートを互いに接合するように、接合部をシートの全周に渡って設けることもできる。
【0033】
更に、様々な他の態様をもって複数シート12、14、88間の接合を行うことも可能であって、図4〜7に少なくともその一部が示されている。図4〜7に於いては、複数枚のシートが互いに結合され、図4〜6に示されるように長い連続的な接合線に沿って互いに結合されたり或いは図7に示すように複数の個別の接合点をもって互いに結合される。図4に示された平面図に於いて、滅菌ラップシステム10の複数のラップシートは、ラップシステム10の表面にX字上のパターンが形成されるように互いに交差する接合線28、30により互いに接合されている。図5に於いて、ラップシステム10の全長或いは全幅の全て或いは一部に渡って延在する一連の平行な接合線32により互いに結合されている。図6に於いては、一連の正弦波状接合線34が用いられている。
【0034】
図4〜6に示された比較的長い接合線に加えて或いはそれに関連するように、ラップシステムを、図7に示されるような複数の局部的な不連続な接合点36により互いに結合することができる。これらの接合点は、ラップシステム10の表面の全体に渡って均等に互いに間隔をおいて配置されていても、2つ或いはそれ以上のゾーンに分けて、それぞれのゾーンが様々な接合点の密度を有するようにして、配置することもできる。図7に示されるように、ラップシステム10は、図7に於いて図示を明瞭にするために想像線42により区画して示された第1ゾーン38及び第2ゾーン40に分けられている。第1のゾーン38は、第2のゾーン40よりも単位面積当たり多数の接合点を有する。更に第1のゾーン38は第2のゾーン40を完全に外囲し、ラップシステム10の外周部が、その中心部よりも概ね高度の接合がなされるようにしている。
【0035】
更に他の接合パターンの組み合わせを利用することもできる。例えば、ラップシステムの複数枚のシートを結合するために、文字、デザインその他のパターンを利用することもできる。そのような場合、接合点のパターンはKimberly-ClarkやKIMGUARD(登録商標)のような言葉を表示するようにすることもできる。
【0036】
或るユーザにとっては、本発明の1ステップ滅菌ラップシステムの重要な特徴は、システムが複数のシートを含むものであることを、ユーザが視覚的に意識し得る点にある。このようにすることにより、1枚ではなく複数枚のシートがラップされた物品を保護しているという安心感をユーザに与えることができる。従って、ラップシステムの複数枚のシートは、十分な量の接合部をもって互いに結合されることにより、シートが互いに分離することなく、しかしながらシートが一枚のシートに見えないようにする程度の量に接合部の大きさを定めると良い。そのために、ラップシステム10は、その異なる側に、第1の外面44と第2の外面46とを有するように見ることができる。この点に関しては、図2を参照されたい。これらの2つの面が異なる視覚的特性を有するように、接合部の面積は、ラップシステム10の第1或いは第2の外面42或いは46の面積の約50%を超えないような領域を占めるようにすると良い。
【0037】
ラップシステムの両面にそれぞれ異なる視覚的な特性を与える一方、ラップシステムの各シートを十分に互いに強固に接合することにより、ラップシステムを包装から取り出し、滅菌されるべき物品をラップし、その物品を使用のために取り出す全期間に渡って、異なるシート同士が互いに分離することがないようにするべきである。従って、異なるシートを互いに分離させるために少なくとも1ポンドの引張り力を必要とするようにすると良い。
【0038】
一般に、接合されたラップシステムは、様々なサイズの物品及びトレイをラップするために様々なサイズを備えているものであって良い。典型的なサイズは、18、24、30、36、40、45、48及び54インチ角を含み、或いは54×72インチの長方形を含むものであって良い。この場合、図1に示されるような滅菌トレイ18からなる物品をラップするためには、物品を第2のシート14に接触させるようにラップシステム10の表面に配置し、ラップシステムの四隅を1つずつ物品上に折り重ねる。この折り重ね工程が終了すると、ラップシステムはテープによりシールされ、ラップされたパッケージを滅菌処理することが可能となる。
【0039】
各シートはそれぞれ固有の特性を有するものであって良い。第2のシート14の主な機能は、主濾過バリアであり、第1のシート12の主たる機能は第1に強度を提供することであり、第2に細菌その他の汚染物に対するバリアである。第3の機能シート88は、第1或いは第2のシート14に備えられていない追加の機能を提供し或いは第1或いは第2のシート12、14に備えられた機能よりも高い機能を提供する。
【0040】
第1及び第2のシート12、14は様々な材料により形成することができる。滅菌ラップシステムは、通常、再使用可能と使い捨てとからなる2つの種類に分類される。再使用可能なものは、その名が示す通り、通常、洗濯或いは他の形式の洗浄処理により繰り返し使用可能なものであり、使い捨てのものは、1回使用した後に捨てられ或いはリサイクルされるような1回限り使用される物品である。一般に、布、リネンその他の織布は再利用可能なものであり、天然或いは合成繊維の何れか或いは両者からなる不織布材料を含むものは使い捨てシステムを構成する。このような不織布の材料としては、紙、ポリマー繊維等がある。また、そのような材料として、滅菌成分を透過可能であって、細菌その他の汚染物の透過を妨げ得るようなフィルムがある。
【0041】
不織布滅菌ラップシステムは、そのバリア特性、経済性及び品質の均一性のために特に好まれるようになってきた。非不織布材料は、限定的ではないが、空気集積(air laying)、湿式集積(wet laying)、水流絡合(hydroentangling)、スパンボンド、メルトブローン、ステープルファイバーカーディング及びボンディング並びに溶液紡績(solution spinning)を含む様々な方法により製造することができる。繊維自体は、限定的ではないが、セルロース、レーヨン、ナイロン、ポリエステル、ポリオレフィン等を含む様々な材料から製造することができる。繊維は、スパンボンディングやメルトブローンプロセスにより製造されるような通常は3インチ以下であるが、それ以上の長さを有するものであっても良い連続的な繊維からなる比較的短いステープル長さ繊維からなるものであって良い。どのような材料を選択した場合でも、それにより製造されたラップが、使用される特定の滅菌方法に適合していなければならず、ラップされた内容物が、使用されるまでその滅菌状態を維持し得るような、十分な強度及びバリア特性を有するものでなければならない。
【0042】
ポリオレフィン系の繊維及びそれにより得られる不織布が、特に滅菌ラップシステムの製造に適していることが見出された。本件の譲受人であるKimberly-Clark Corporationにより製造されるポリプロピレンスパンボンド不織布を、滅菌ラップ、特に第1のシート12に対して強度を与えるために用いることができる。或る好適な実施例に於いては、第1のシート12を、スパンボンド層−メルトブローン層(SM)或いはスパンボンド層−メルトブローン層−スパンボンド層(SMS)からなる積層体により形成し、それによって、第1のシート12に対して所要の強度及びバリア特性を与えるようにしている。
【0043】
SMS材料は、互いに積層された3つの別個の層から形成される。これら3つの層を形成するための方法は、本出願人に譲渡された米国特許(特許文献5)に記載のされており、その内容については、ここに言及することをもって本出願の一部とする。この特許に記載された材料は、一般にSMSと呼ばれるスパンボンド層−メルトブローン層−スパンボンド層を備えた3層構造の積層体からなる。SMSの2つの外側の層は、押し出しポリオレフィン繊維或いはフィラメントを、ランダムなパターンで配置し互いに接合してなるスパンボンド材料からなる。内側層は、スパンボンド層の繊維よりも概ね小径のやはり押し出しされたポリオレフィン繊維からなるメルトブローン層をなしている。その結果、メルトブローン層は、その繊維構造が微細であることから、バリア特性を改善し、滅菌材が繊維の間を通過することができ、しかも細菌その他の汚染物の透過を阻止することができる。逆に、2つの外側スパンボンド層は、積層体全体の強度の大部分を構成する。積層体は、その表面に於いて規則的に繰り返される間欠的な接合パターンを用いて形成されると良い。このパターンは、接合部が積層体の表面積の約5−50%を占めるように選択すると良い。好ましくは、接合部は積層体の表面の10−30%を占める。
【特許文献5】米国特許4,041,203号(Block et al.)
【0044】
本発明の特徴の1つは、第1及び第2のシート12、14の各層について、個別に特性を設定し得ることにある。これらの2枚のシートは互いに同一のものからなるものであって良いが、ある好適実施例に於いては、第1のシート12が第2のシート14よりも高い強度を有するようにされている。これにより、外側の物体により引き裂かれることに対して、より強い抵抗を発揮し、その他の理由によりラップされた対象が暴露される事態をより良く防止することが可能となる。逆に、ある別の実施例に於いては、第2のシート14が第1のシート12よりも高いバリア特性を有するようにされている。バリア特性及び強度特性を調整することは、内側及び下側のシートの斤量或いは各シートの個々の層の斤量を調整することにより達成することができる。これらいずれのシートについても適切な斤量として1平方ヤード当たり約0.5から3.5オンス(OSY)(1平方メートル当たり約17から119グラム(gsm))として与えられる。
【0045】
第1及び第2のラップシート12、14は、滅菌ラップシステムの強度及びバリア機能に対して寄与するのに対し、第3の機能シート88は、ラップシステムに対して追加の機能性を与える。1つの可能な機能としては、第1及び第2のシート12、14により提供されるよりも高い強度を与えることにある。通常、第1及び第2のシートに用いられるポリプロピレンSMS等の不織布材料を用いることによる限界は、積層体の斤量を増大させることにより得られる強度に限界があることである。積層体の強度は、その厚みをある程度以上に増大させても向上することがなく、しかも互いに接合することが困難になる。このようにして得られた積層体は高い剛性を有することとなり、滅菌ラップシステムのシートとして用いるのに不適当となる。しかしながら、第1及び第2のシートにより既にバリア特性が与えられていることから、第3の機能シート88は、そのような考慮をすることなく高い強度を有する材料から構成することができる。このような第3の機能シート88は、例えば、ポリエステル、ナイロン等のような、より高い強度のポリマーからなる織布或いは不織布からなるものであって良い。このような、高い強度を有する第3の機能シートが滅菌ラップシステムに組み込まれると、第3の機能シート88は滅菌ラップシステムの強度を分担する部材を構成することとなる。それだけ強度の要請が小さくなることから、第1及び第2のシート12、14の斤量を減らし、追加のシートを設けることによるコストの増大を相殺することにより、コストを全体として低減することが可能となる。
【0046】
更に、滅菌ラップシステムの製造ラインに於いて、全体的に或いは少なくともその一部に於いて、第1及び第2のシート12、14として共通の材料を用いることにより、製造過程及び材料の在庫管理を簡略化することが可能となる。滅菌ラップシステムの製造ラインは、通常、様々な消費者の必要を満たすために、様々に異なる強度を有する滅菌ラップシステムを製造する必要がある。これは、様々な斤量を有する第1及び第2のシートを製造し、消費者に提供される様々な製品の必要に合致するような材料をストックしておく必要があることを意味する。しかしながら、本発明の多層シート滅菌ラップシステムによれば、製造ラインの全体に渡って同一の斤量を有する第1及び第2のシート12、14を用いることができる。特定の製品ライン中の様々な製品に関連する追加の強度、バリア特性その他の機能性は、1つまたは複数のシートを追加することにより実現することができる。
【0047】
例えば、2枚の0.5osy(17gsm)のSMS材料シートからなるラップシステム、
2枚の1.0osy(35gsm)のSMS材料シートからなるラップシステム及び2枚の1.5osy(52gsm)のSMS材料シートからなるラップシステムを含む一連の異なる強度の製品のラインを構成するためには、0.5osy、1.0及び1.5osyのSMS材料を製造し、ストックしておくことが従来必要であった。しかるに、本発明によれば、同様な製品のラインを、複数枚の0.5osyのSMS材料により、或いは高い強度という機能性を有する追加のシートを複数枚の0.5osyのSMS材料と併用することにより達成することができる。本発明によれば、現行の滅菌ラップシステムの製品のラインを実現することが、より少ない数のグレードのシート材料を製造し、ストックしておくことにより達成でき、しかも本明細書の他の部分に於いて議論された向上された機能性を有する滅菌ラップシステムが提供される。
【0048】
本発明により提供される他の機能性としては、磨耗抵抗性及び切断抵抗性がある。上記したように、より大型の滅菌トレイが出現したことは、磨耗、剥がれ、擦れ或いは切断による損傷を受け得る表面積が増大することを意味する。このような欠陥が、滅菌パックの外側に発生した場合には、トレイを再び滅菌する必要が生じる。そこで、第3の機能シート88は、滅菌ラップシステムの外側ラップをなすものであって良く、そのような擦れ及び切断に対して強い或いは高い抵抗を示すようにすることができる。ポリエステルやナイロンのような材料を外側シートとして用いた場合、この第3の機能シート88は、擦れ或いは切断に対する抵抗を高めるばかりでなく、上記したような強度の向上を実現することができる。
【0049】
第3の機能シート88は、ウェットパックの問題を解消するために利用することができる。シートは、セルロース、パルプ、木綿、その他の天然の吸収性の繊維や、親水性となるように処理された繊維等の吸収性の材料が組み込まれていて良い。このシートを、滅菌ラップシステムの内側層として配置した場合、シートは滅菌プロセスに於いて発生する凝縮水を吸収しかつ分散させることができることから、滅菌プロセスの乾燥段階に於いてより効率的に水分を蒸発させることができる。
【0050】
上記したような或いは既に存在する機能性に加えて、第3の機能シート88に更に別の機能を組み込むこともできる。このような追加の機能として考えられるのは、すべりに対する抵抗性、表面に印刷をする際の適性、マークを表面に書き込む際の容易性或いは滅菌状態の表示機能等がある。更に考えられる別の機能としては、接着テープ、面ファスナー(hook and loop materials)或いは自己閉止材料に対する適合性、或いはその他の滅菌ラップシステムを閉じた状態で固定するための手段に対する適合性がある。このような機能性は、組み合わせて或いはそれ自体をもって、第3の機能シート88として用いられる単一のシートとして組み込むことができる。
【0051】
或いは、追加の機能シートを、その独自の機能性を付加するために、滅菌ラップシステムに組み込むことができる。例えば、滅菌ラップシステムが第4の機能シートを含むものとし、この第4の機能シートが他の3枚のシートとは異なる機能性を有するものとすることができる。或いは、滅菌ラップシステムは第5の機能シートを含むものであって良い。このような追加の機能シートも、本発明の概念に含まれる。
【0052】
このような追加の機能シートは、第1及び第2のラップシートと同一のサイズを有するものであっても、特定の機能をより良く果たすために、異なるサイズを有するものであっても良い。例えば、面ファスナーを用いるのに適合する機能性が備えられた追加の機能シートは、滅菌ラップシステムが対象に対してラップされたときに、閉じるために必要な機能シートの或る部分にのみ設けられるようにすることができる。他の例としては、滅菌ラップシステムの内側の、滅菌対象に接触する部分に吸収性という機能性を持たせるようにすることもできる。このような吸収性のシートは、第1及び第2のシート12、14よりも小さいものであって良く、第1及び第2のシート12、14の中心位置を占めるものであって良い。これにより、吸収性の繊維を滅菌対象に接触させ、ウェットパックを防止し、必要のない部分にはこのような吸収性接着を設けないようにすることができる。
【0053】
異なる特性を有する内側及び外側シートを設定する場合、適切なシート面がラップされるべき対象に対向し、かつ他方のシートの表面がラップされる対象から離反する側に位置するように滅菌ラップシステム10を配置することが重要である。通常、第1の外面44がラップされるべき18に接触し、第2の外面がラップされる対象18から離反する側に配置されることを意味する。そのために、内側及び外側シートを、互いに視覚的に区別し得るように製造することが望ましい。視覚的に区別可能とは、このような材料を日常的 に使用する人々の大多数が、滅菌ラップシステム10の第1の外面44と第2の外面46とを互いに区別し得ることを意味する。これを達成する1つの手段は、第1のシート12の濃淡、色或いは肌合を第2のシート14とは異なるようにすることである。更に、2枚のシートを互いに区別するためにプリントその他のマーキングを利用することができる。
【0054】
異なる機能性を有するシートを、視覚的に異なるようにすることもできる。視覚的に異なるとは、特定の機能性を有するシートが、異なる関連する機能を有するシートから視覚的に区別し得ることを意味する。従って、ある機能性は、特定の視覚的な特徴と関連付けられる。例えば、すべりに対する抵抗性を有するシートは、特定の色を有するものとしたり、高い強度を有するシートは、すべりに対する抵抗性を有するシートとは異なる色であったり、或いは異なる肌合を有するものであるようにすることができる。
【0055】
一連の滅菌ラップシステムを、それぞれのシートに与えられる様々な機能を組み合せたものとして構成することができる。上記したように、異なるシートに与えられた様々な機能性のそれぞれは、異なる機能性を有する他のシートに対して視覚的に区別し得るようにすることができる。これらの機能性及び関連する視覚的な特徴に関する情報は、一連の滅菌ラップシステムに付属させることができる。この情報を利用する者は、様々な滅菌ラップシステムから所望の機能性を得るように選択することができる。
【0056】
ある実施例に於いては、滅菌ラップシステムは、それぞれ異なる機能性を有し、それぞれの4隅の1つのみに於いて互いに結合された4枚のシートからなるものとすることができる。これらのシートの機能に関する情報を利用する者は、滅菌されるべき対象に関する機能を得るようにしたり、或いは所望の機能を選択することが可能となる。ユーザは、選択された機能を有するシートが所望の方向を向くように滅菌ラップシステムのシートを操作することができる。ここで言うシートの操作とは、限定的ではないが、ラップシステムの1枚または複数のシートを折り曲げ、切り離し、部分的に除去し、ねじり、丸め、ずらし或いは反転させたり、或いはこれらの操作を任意の組み合わせで実行するものを含むものであって良い。
【0057】
更に別の実施例に於いては、滅菌ラップシステムの隅部に同様に結合される第5の機能シートを備えている。6番目、7番目、或いはそれ以上の数の機能シートを備えるような実施例を用いることができる。
【0058】
複数の機能シートを備えた上記したような滅菌ラップシステムの更なる実施例に於いては、機能性シートから所望の機能を選択し得るような態様をもってシートを取り付ける或いは結合する手段を用いる。シートを隅部に於いてのみ接合するのではなく、シートを滅菌されるべき対象に対して再配置し得るようにシートの操作を可能にするように、シートの対向する隅部、3つの隅部分或いはそれ以外の部分を結合することができる。本発明の更なる実施例に於いては、必要のない機能を備えたシートを容易に滅菌ラップシステムから除去し、所望の機能を有するシートのみを利用するようにシートを互いに接合するようにしている。
【0059】
実験例
本発明により実現される様々な属性を示すために、幾つかの滅菌ラップシステムを用意し、現在市販されている滅菌ラップと対比する試験を行った。本件の譲受人であるKimberly-Clark Corporationは、様々な斤量を備えた一連のSMS積層体から製造された一連の単一シート及び二重シート滅菌ラップ材料を製造している。これらの基本となるSMS積層体の或るものを、1平方メートル当たりのグラム数で与えられるそれぞれの斤量と共に表1に示す。
【0060】
(表1)
材料 斤量 (gsm)
KC100 35.6
KC300 42.4
KC400 59.3
KC500 69.5
【0061】
テストのために、幾つかの複数シート滅菌ラップシステムを、これらの標準的な基礎SMS材料を用いて製造した。比較のために、市販されている滅菌ラップシステムと同様のものを、表1に示された材料のそれぞれからなる2枚のシートを組み合わせて製造してみた(コード3−5)。本発明に於ける強度を向上させた機能を示すコードは、標準的な基礎となるSMS材料であるKC300の2枚のシートの間に追加の高強度のシートを介在させることにより形成された。テスト用に製造されたこれらのコードのリスト及びそれぞれの詳細を表2に示す。
【0062】
(表2)
コード 材料(シートの積層順) 合計斤量 (gsm)
コード1 KC300/PPSB/KC300 115.3
コード2 KC300/水流絡合SB/KC300 128.9
コード3 KC300/KC300 84.8
コード4 KC400/KC400 118.7
コード5 KC500/KC500 139.0
【0063】
コード1は、2枚のKC300ベースのSMS材料間にサンドイッチされた斤量30.52gsmのポリプロピレン(PP)スパンボンド(SB)シートを含む。コード2は、2枚のKC300ベースのSMS材料間にサンドイッチされた斤量44.08gsmのポリプロピレン(PP)水流絡合(hydroentangled)スパンボンド(SB)シートを含む。コード3、4、5は、これらは、それぞれ2枚の表2に示されたSMSベース材料により構成された滅菌ラップシステムであって、それぞれ、Kimberly-Clark Corporationにより、KIMGUARD ONE-STEP(登録商標)KC300、KIMGUARD ONE-STEP(登録商標)KC400及びKIMGUARD ONE-STEP(登録商標)KC500として市販されている。
【0064】
サンプルのそれぞれは、グラブ引張り試験、台形引裂き強度(trapezoidal tear strength)試験、空気透過性(通気性)及びドレープ剛性についてテストした。空気透過性テストを除いて、全てのテストに於いて、材料のMD及びCDの両者から得られたサンプルによりテストを行った。ここで言うMDとは、不織布を形成するときに、繊維を堆積させるときの形成面の搬送方向を指すものとする。CDとは、MDに対して直交する方向を指す。
【0065】
グラブ引張り試験は、一定延び状態に於いて、材料を破断するのに要する負荷を、材料の一方向について測定した材料の強度を表す。サンプルのグラブ引張り強度は、ASTM5034−95(ドライサンプル使用)に基づいて測定した。サンプルの引張り強度の測定は、米国Minnesota州Eden Prairieに所在するMTM Systems Corporationにより製造され、50 lbs.及び 100 lbs.ロードセルを備えた(より大きなロードセルは高強度のサンプルをテストするときに用いた)Constant-Rate-Of-Extension (CRE) Testing Machine、即ちSintech S/2 Workstation及び同じくMTM Systems Corporationにより市販されたTestworks 4ソフトウェアを用いて行った。「引張り強度」とは、サンプルを破断に至るまで引き延ばしたときに発生する最大の負荷或いは力(破断力)を表す。測定結果は、力の単位(lbs.-force:本明細書中ではlbs.により表現される場合もある。)で表現され、幅102mm(4インチ)、長さ(引張り方向)152mm (6インチ) の10個のサンプルを用いて、それらから得られた値の平均値として与えられる。ポンドにより与えられた結果をキログラムに変換するには0.454を乗ずれば良い。
【0066】
台形引裂き強度とは、材料の引裂きの伝播に対する抵抗力を表す。台形引裂き強度は、ASTM5733−99(条件1−無条件)に基づいて測定した。サンプルの台形引裂き強度の測定は、米国Minnesota州Eden Prairieに所在するMTM Systems Corporationにより製造され、25 lbs.ロードセルを備えたConstant-Rate-Of-Extension (CRE) Testing Machine、即ちSintech S/2 Workstation及び同じくMTM Systems Corporationにより市販されたTestworks 4ソフトウェアを用いて行った。各コードの10個のサンプルを用いて測定した。各サンプルは、試験で必要とされる等辺台形にダイにより切断された。「引裂き強度」は、第1のピーク及びピーク負荷の平均値として与えられ、力の単位(lbs.)で表現される。ポンドにより与えられた結果をキログラムに変換するには0.454を乗ずれば良い。
【0067】
空気透過性(間隙率)は、所定のサンプルの面積を通過する空気の流量を表す。値が大きいことは、それだけ材料が高い通気性を有し、より大量の空気を通過させることを意味する。空気透過性は、米国South Carolina州Spartanburgに所在するSchmid Corporationにより市販されているTEXTEST FX3300 Air Permeability Testerにより測定された。使用されたテストヘッドは、38平方センチメートルであって、テスト圧は125Paであった。テスト条件は、23±1℃及び50±2%RHであった。空気透過性は、10個のサンプルの平均として計算され、毎分の立方フィート(cfm: cubic feet per minute)により表される。毎分の立方フィートで与えられる測定値を毎分の立方メートルに変換するには0.0283を乗ずれば良い。
【0068】
ドレープ剛性とは、材料の曲げに対する抵抗を表す。ドレープ剛性は、ASTM1388−96(2002)のCantilever Test (Option A)に基づいて測定した。材料の剛性は、米国New York州Amityvilleに所在するTesting Machines, Inc.により市販されたCantilever Test Apparatus即ちModel 79-10 Cantilever Bending Testerを用いてテストされた。ドレープ剛性として与えられる数値は、試験用プラットフォームから試験片をオーバーハングさせ、材料の前縁の角度が水平に対して41.5度となったときの、オーバーハング長の2分の1として求められる。ドレープ剛性は、10個のサンプルの平均として計算され、長さ(インチ)により表される。インチで与えられる測定値をミリメートルに変換するには25.4を乗ずれば良い。
【0069】
テストに用いられた滅菌ラップシステムは、複数枚のシートからなり、それらの互いに対向するエッジに沿って、これらのシートが互いに結合されている。ドレープ剛性テストのために、25mm×203mm(1インチ×8インチ)のサンプルを用いた。グラブ引張り強度及び台形引裂き強度試験と同様に、MD及びCDの両種類の滅菌ラップシステムから得られたサンプルによりテストを行い、シートを互いに結合している部分はテストの対象とされなかった。これらのサンプルは、「非結合」として表3に示されている。滅菌ラップシステムのCDからなる布については、その結合されたエッジを含むように準備されたサンプルも用いられた。これらのサンプルの結合されたエッジは、ドレープ剛性テストに於けるサンプルの前側のエッジを構成するようにし、これらのサンプルのテスト結果は、表3に於いて「結合」として示されている。
【0070】
このテストの結果が表3に示されている。
(表3)
テスト コード
1 2 3 4 5____
グラブ引張-CD (lbs.-force) 41.55 50.9 35 55.21 65.9
グラブ引張-MD (lbs.-force) 41.09 68.7 32.8 54.46 64.3
台形引裂-CD (lbs.-force) 12.1 18 9.9 18 18.1
台形引裂-MD (lbs.-force) 11.2 23.1 8.4 17.3 16.7
通気性(cfm) 34.79 31.04 33.8 29.19 23
ドレープ剛性-CD (in.)(非結合) 8.865 6.92 5.285 6.985 7.425
ドレープ剛性-MD (in.)(非結合) 7.915 8.305 6.79 8.57 8.865
ドレープ剛性-CD (in.)(結合) 7.105 6.81 5.545 6.815 7.345
【0071】
表3に示されるように、コード1の強度(グラブ引張り)及び引裂き抵抗(台形引裂き)の値は、コード3、4の対応する値の中間の範囲に分布する。これは、コード1が、ポリプロピレン(PP)スパンボンド材料が付加されている点を除いてコード3と同様であることから当然と言える。コード1、2、3の基礎シートは、PPSMS材料であって、これも、やはり3つの層即ちPPスパンボンド層−メルトブローン層−スパンボンド層からなる積層体をなしている。SMSシートにPPスパンボンドシートを追加することにより、SMSシートのみのものに斤量を増大させるのと同様の働きが得られることが予想される。表3に於いて、コード3、4、5を比較すると、SMSの斤量が増大するに従って、ラップシステムの強度は増大することが分かる。SMS斤量を増大させるのみであることから、コード1の強度がコード3、4の中間にあることは予想される。
【0072】
本発明に於ける強度を増大させる機能が、表3のコード2により部分的に示されている。コード2は、水流により絡み合せられたPPスパンボンド材料シートが追加されている点を除いてコード3と同様である。コード2の合計斤量はコード4、5の中間である。斤量の増大により強度も増大することから、コード2の強度は、コード4、5の中間となることが予想される。しかしながら、MDに於けるコード2の強度及び引き裂き強度は、コード4、5のそれらよりもかなり高い。CDに於けるコード2のテストにより得られた値は、コード4のテストに於けるものよりもやや低いか或いはほぼ同様である。コード2は、コード4、5に比較して、より高い空気透過性及びより低いドレープ剛性を示した。
【0073】
本発明の実施例に基づき強度機能を向上させるような2つの追加のコードが、標準的な基礎SMSからなる2枚のシート間に高い強度を有するナイロンシートをサンドイッチすることにより製造された。これらのコードのリスト及びそれらの詳細が表4に示されている。
(表4)
コード 材料(シートの積層順) 合計斤量 (gsm)
コード6 KC100/Nylon1/KC100 139.0
コード7 KC100/Nylon2/KC100 139.0
【0074】
コード6は、KC100ベースのSMS材料の2枚のシート間にサンドイッチされたナイロン1材料のシートを含む。ナイロン1材料は、米国Florida州Cantonmentに所在する CEREX Advanced Fabrics, Inc.によりORION(登録商標)なる商品名で市販されている、異形断面(trilobal)ナイロンフィラメントを熱的にボンドして製造されたスパンボンドナイロン材料からなる67.8gsmのシートであった。コード7は、KC100ベースのSMS材料の2枚のシート間にサンドイッチされたナイロン2材料のシートを含む。ナイロン2材料は、米国Florida州Cantonmentに所在する CEREX Advanced Fabrics, Inc.によりCEREX(登録商標)なる商品名で市販されている、自生的(autogenous)にボンドされた連続的なナイロンフィラメント材料からなる67.8gsmのシートであった。コード6、7に用いられたベースSMS材料は、コード1−2に用いられたKC300よりも軽量なKC100からなり、コード5のラップシステムに匹敵する合計斤量を有する。コード5は、KC500ベースのSMS材料の2枚のシートからなり、表3に示されるように、コード1−5の中でも最も高い強度を有するものとなった。
【0075】
コード6、7については、コード1−5について行ったのと同様にMDに於けるグラブ引張り強度をテストした。このテストの結果が表5に示されている。
(表5)
テスト コード
6 7____
グラブ引張-MD (lbs.-force) 67.7 80.4
【0076】
表5のコード6、7の結果を、表3のコード5の同様なテストの結果と比較することにより理解されるように、強度を高める機能を有する層としてナイロン材料を追加することにより、滅菌ラップシステムの強度を増大させ得ることが分かる。これらの3つのコードは同様の斤量を有するものであるが、ナイロン高強度機能層を含むコードは、そのSMS材料の斤量がかなり低いにも関わらず、高いグラブ引張り強度を示した。コード6、7の滅菌ラップシステムの強度のレベルは、個々のナイロン材料の、その製造者により報告された強度のレベルとほぼ同様であった。
【0077】
従って、1つ又は複数の機能シートを追加することにより滅菌ラップシステムに対して追加の機能性を付加することができる。これらの例が示しているように、そのような可能性の1つとしては滅菌ラップシステムの強度を向上させるために強度機能を備えたシートを追加し、SMSシートの斤量を増大させるのみで達成されるものよりも高い強度を実現することができる。このように、取扱いが容易であって必要なバリア特性を提供するような高い強度の滅菌ラップシステムが提供される。同様に、本発明によれば、当業者は、この本明細書の記載に基づき、追加の機能或いは複数の機能を組み合わせたような滅菌ラップシステムを提供することが可能である。
【図面の簡単な説明】
【0078】
【図1】本発明に基づく複数プライ、1ステップ滅菌ラップシステムを示す斜視図であって、滅菌ラップシステムによりラップされるべき滅菌トレイが滅菌ラップシステム上に配置されて示されている。
【図2】本発明に基づく複数プライ、1ステップ滅菌ラップシステムの一実施例の側断面図である。
【図3】本発明に基づく複数プライ、1ステップ滅菌ラップシステムの別実施例の側断面図である。
【図4】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図5】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図6】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【図7】個々のシートを互いに結合するための異なる接合パターンを備えた本発明に基づく複数プライ、1ステップ滅菌ラップシステムの更なる別実施例の側断面図である。
【符号の説明】
【0079】
10 滅菌ラップシステム
12 第1のシート 14 第2のシート
16 外周 22 第2の接合部
28、30 接合線
44、46 外面
88 第3の機能シート
【特許請求の範囲】
【請求項1】
滅菌ラップシステムであって、
第1の外周寸法及び第1の機能のセットを備えた第1のシートと、
第2の外周寸法及び第2の機能のセットを備えた第2のシートと、
第3の外周寸法及び第3の機能のセットを備えた第3のシートと、
前記第3の機能のセットが、前記第1或いは第2の機能のセットに含まれない少なくとも1つの追加の機能を含み或いはそれらよりも高度な機能を有し、前記第1、第2及び第3のシートが滅菌ラップシステムを構成するように互いに結合されていることを特徴とするシステム。
【請求項2】
前記第1、第2及び第3の機能のセットが、強度、バリア、対磨耗性、対切断性、すべり防止、親水性、吸水性、吸収性、標識の付け易さ、印字可能性、滅菌状態表示性能、ファスナーへの適合性及び接着能力からなるグループから選択された1つまたは複数の機能を含むことを特徴とする請求項1に記載のシステム。
【請求項3】
前記第1及び第2の機能のセットが、バリア及び強度を含むことを特徴とする請求項2に記載のシステム。
【請求項4】
前記第3のシートが、前記第1及び第2のシートよりも高いレベルの強度を有することを特徴とする請求項1に記載のシステム。
【請求項5】
前記シートが、接着剤接合、縫合接合、熱溶着及び超音波溶接からなるグループから選択された接合手段により互いに結合されることを特徴とする上記請求項のいずれかに記載のシステム。
【請求項6】
前記第1及び第2のシートが、スパンボンド層、メルトブローン層及びスパンボンド層からなる積層体をなすことを特徴とする上記請求項のいずれかに記載のシステム。
【請求項7】
前記第1及び第2のシートの前記スパンボンド層、メルトブローン層及びスパンボンド層が、ポリプロピレンからなることを特徴とする請求項6に記載のシステム。
【請求項8】
前記第3のシートが、ナイロンまたはポリエステル繊維を含むことを特徴とする上記請求項のいずれかに記載の装置。
【請求項9】
当該システムが、スチーム滅菌法或いは酸化エチレン滅菌法に於いて使用するのに適合されていることを特徴とする上記請求項のいずれかに記載のシステム。
【請求項10】
前記第1、第2及び第3の外周寸法が互いに等しいことを特徴とする上記請求項のいずれかに記載のシステム。
【請求項11】
前記第1及び第2の外周寸法が互いに同一であって、第3の外周寸法がそれらと異なることを特徴とする請求項1乃至請求項9いずれかに記載のシステム。
【請求項12】
前記第3の外周寸法が、前記第1及び第2の外周寸法よりも小さいことを特徴とする請求項11に記載のシステム。
【請求項13】
上記請求項のいずれかに記載された滅菌ラップと、滅菌されるべき物品とからなるラップされたパッケージであって、前記滅菌されるべき物品が、前記滅菌ラップ上に配置され、パッケージを構成するように前記滅菌ラップによりラップされることを特徴とするパッケージ。
【請求項14】
前記物品が、少なくとも1つの再使用可能な医療器具を含むことを特徴とする請求項13に記載のラップされたパッケージ。
【請求項15】
消費者のために滅菌ラップシステムを選択するためのシステムを提供する方法であって、
上記請求項1乃至12のいずれかに記載された少なくとも1つの滅菌ラップシステムを含む、所定の範囲の機能に対応するように選択された複数の滅菌ラップシステムを提供するステップと、
前記複数の滅菌ラップシステムに備わった所定の範囲の機能に関する情報を消費者に提供し、消費者が所望の機能に基づいて1つの滅菌ラップシステムを選択し得るようにするステップとを有することを特徴とする方法。
【請求項16】
消費者が滅菌ラップシステムを選択するための方法であって、
少なくとも上記請求項1乃至12のいずれかに記載された少なくとも1つの滅菌ラップシステムを含む、滅菌ラップシステムに備わる所定の範囲の機能に対応するように適合された複数の滅菌ラップシステムに関する情報を閲覧するステップと、
所望の機能性に応じて1つの滅菌ラップシステムを選択するステップとを有することを特徴とするシステム。
【請求項17】
物品を滅菌する方法であって、
物品を提供するステップと、
互いに結合された、(a)スパンボンド層、メルトブローン層及びスパンボンド層を含む積層体を含む第1のシートと、(b)スパンボンド層、メルトブローン層及びスパンボンド層を含む積層体を含む第2のシートと、(c)第3のシートとを含む滅菌ラップシステムにより前記物品をラップするステップと、
前記物品を実質的に滅菌するのに十分な時間に渡って前記ラップされた物品を滅菌状態に暴露するステップとを有することを特徴とする方法。
【請求項18】
前記滅菌条件が、スチーム滅菌法及び酸化エチレン滅菌法から選択されることを特徴とする請求項17に記載の方法。
【請求項1】
滅菌ラップシステムであって、
第1の外周寸法及び第1の機能のセットを備えた第1のシートと、
第2の外周寸法及び第2の機能のセットを備えた第2のシートと、
第3の外周寸法及び第3の機能のセットを備えた第3のシートと、
前記第3の機能のセットが、前記第1或いは第2の機能のセットに含まれない少なくとも1つの追加の機能を含み或いはそれらよりも高度な機能を有し、前記第1、第2及び第3のシートが滅菌ラップシステムを構成するように互いに結合されていることを特徴とするシステム。
【請求項2】
前記第1、第2及び第3の機能のセットが、強度、バリア、対磨耗性、対切断性、すべり防止、親水性、吸水性、吸収性、標識の付け易さ、印字可能性、滅菌状態表示性能、ファスナーへの適合性及び接着能力からなるグループから選択された1つまたは複数の機能を含むことを特徴とする請求項1に記載のシステム。
【請求項3】
前記第1及び第2の機能のセットが、バリア及び強度を含むことを特徴とする請求項2に記載のシステム。
【請求項4】
前記第3のシートが、前記第1及び第2のシートよりも高いレベルの強度を有することを特徴とする請求項1に記載のシステム。
【請求項5】
前記シートが、接着剤接合、縫合接合、熱溶着及び超音波溶接からなるグループから選択された接合手段により互いに結合されることを特徴とする上記請求項のいずれかに記載のシステム。
【請求項6】
前記第1及び第2のシートが、スパンボンド層、メルトブローン層及びスパンボンド層からなる積層体をなすことを特徴とする上記請求項のいずれかに記載のシステム。
【請求項7】
前記第1及び第2のシートの前記スパンボンド層、メルトブローン層及びスパンボンド層が、ポリプロピレンからなることを特徴とする請求項6に記載のシステム。
【請求項8】
前記第3のシートが、ナイロンまたはポリエステル繊維を含むことを特徴とする上記請求項のいずれかに記載の装置。
【請求項9】
当該システムが、スチーム滅菌法或いは酸化エチレン滅菌法に於いて使用するのに適合されていることを特徴とする上記請求項のいずれかに記載のシステム。
【請求項10】
前記第1、第2及び第3の外周寸法が互いに等しいことを特徴とする上記請求項のいずれかに記載のシステム。
【請求項11】
前記第1及び第2の外周寸法が互いに同一であって、第3の外周寸法がそれらと異なることを特徴とする請求項1乃至請求項9いずれかに記載のシステム。
【請求項12】
前記第3の外周寸法が、前記第1及び第2の外周寸法よりも小さいことを特徴とする請求項11に記載のシステム。
【請求項13】
上記請求項のいずれかに記載された滅菌ラップと、滅菌されるべき物品とからなるラップされたパッケージであって、前記滅菌されるべき物品が、前記滅菌ラップ上に配置され、パッケージを構成するように前記滅菌ラップによりラップされることを特徴とするパッケージ。
【請求項14】
前記物品が、少なくとも1つの再使用可能な医療器具を含むことを特徴とする請求項13に記載のラップされたパッケージ。
【請求項15】
消費者のために滅菌ラップシステムを選択するためのシステムを提供する方法であって、
上記請求項1乃至12のいずれかに記載された少なくとも1つの滅菌ラップシステムを含む、所定の範囲の機能に対応するように選択された複数の滅菌ラップシステムを提供するステップと、
前記複数の滅菌ラップシステムに備わった所定の範囲の機能に関する情報を消費者に提供し、消費者が所望の機能に基づいて1つの滅菌ラップシステムを選択し得るようにするステップとを有することを特徴とする方法。
【請求項16】
消費者が滅菌ラップシステムを選択するための方法であって、
少なくとも上記請求項1乃至12のいずれかに記載された少なくとも1つの滅菌ラップシステムを含む、滅菌ラップシステムに備わる所定の範囲の機能に対応するように適合された複数の滅菌ラップシステムに関する情報を閲覧するステップと、
所望の機能性に応じて1つの滅菌ラップシステムを選択するステップとを有することを特徴とするシステム。
【請求項17】
物品を滅菌する方法であって、
物品を提供するステップと、
互いに結合された、(a)スパンボンド層、メルトブローン層及びスパンボンド層を含む積層体を含む第1のシートと、(b)スパンボンド層、メルトブローン層及びスパンボンド層を含む積層体を含む第2のシートと、(c)第3のシートとを含む滅菌ラップシステムにより前記物品をラップするステップと、
前記物品を実質的に滅菌するのに十分な時間に渡って前記ラップされた物品を滅菌状態に暴露するステップとを有することを特徴とする方法。
【請求項18】
前記滅菌条件が、スチーム滅菌法及び酸化エチレン滅菌法から選択されることを特徴とする請求項17に記載の方法。
【図1】



【図2】

【図3】

【図4】

【図5】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2008−514520(P2008−514520A)
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願番号】特願2007−534580(P2007−534580)
【出願日】平成17年8月10日(2005.8.10)
【国際出願番号】PCT/US2005/028364
【国際公開番号】WO2006/038978
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
【公表日】平成20年5月8日(2008.5.8)
【国際特許分類】
【出願日】平成17年8月10日(2005.8.10)
【国際出願番号】PCT/US2005/028364
【国際公開番号】WO2006/038978
【国際公開日】平成18年4月13日(2006.4.13)
【出願人】(504460441)キンバリー クラーク ワールドワイド インコーポレイテッド (396)
【Fターム(参考)】
[ Back to top ]