
複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品

【課題】深絞り度が高く、アンダーカットを有する樹脂成形品をインモールド成形するにあたり、成形時にフィルムが破れたり皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形を可能にする。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車、飛行機、重機、クルーザー、住宅、家具、あるいは家電製品等に使用される内外装材製品全般のインモールド成形に用いられる加飾・転写用シートと方法とその製品に関する。
【背景技術】
【0002】
あらかじめデザイン図柄が印刷された加飾・転写シート(PET原反)を射出成形機の雄雌金型で挟み込み、然る後、当該金型に溶融樹脂(プラスチック)を射出することにより、溶融樹脂の熱等により、印刷されたデザイン図柄を樹脂に転写させるインモールド成形が、自動車部品や家電部品等の樹脂成形品の加飾に広く用いられている。
【0003】
一般に、樹脂成形品の加飾には、インモールド成形の他、塗装、印刷、真空転写、あるいは水圧転写等の工法があるが、インモールド成形によれば、成形後のリードタイムや二次加工時の品質不具合による歩留まり低下が無く、リードタイムの短縮化やトータル工程の歩留まりがコントロールできるといった利点がある。加えて、インモールド成形によれば、成形時にハードコートも可能であることから、近年では、携帯電話の筐体の製造にインモールド成形が採用されるケースが増加している。
【0004】
かかるインモールド成形に使用される転写シートの基材フィルムとして、特開昭64−45699号公報、特開平3−253317号公報、および特開平3−288699号公報等においてポリエチレンテレフタレート二軸延伸フィルムが提案されており、また、特開平3−288700号公報においてポリ塩化ビニル系フィルムを用いる方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭64−45699号公報
【特許文献2】特開平3−253317号公報
【特許文献3】特開平3−288699号公報
【特許文献4】特開平3−288700号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このうち、ポリエチレンテレフタレート二軸延伸フィルムは、強度、耐熱性、表面平滑性、非汚染性等に優れた性質を有するため、インモールド成形に用いられる基材フィルムとして多用されているが、ポリエチレンテレフタレートは、周知の如く、延伸及び熱固定等によって高度に結晶化していることから破断伸びが小さく、樹脂成形品が深絞り度の高い複雑な形状(例えば、8R以下の角隅部を有する形状)になると、インモールド成形時に基材フィルムが破れて転写シートとしての機能を果たし得なくなるという問題を有していた。
【0007】
一方、ポリ塩化ビニル系フィルムは可塑剤の添加によって破断伸びを大きくすることができ、深絞り度の高い複雑な形状でも比較的よく追随させることができるが、その反面、耐熱性に問題があるほか、可塑剤がブリードアウトして転写面を汚染するという致命的な問題があり、このフィルムも満足できるものでなかった。
【0008】
また、一般に真空成形転写方法や成形同時転写方法においては、射出した溶融樹脂の熱によって転写シートに可塑性を持たせると同時に、射出圧によって当該転写シートを伸ばして金型面に沿わすようになっていることから、樹脂成形品における複雑な曲面やアンダーカットがある箇所では、転写シートに印刷された図柄の伸びが大きくなって見栄えが悪くなる(とりわけ、図柄に文字が含まれている場合)とともに、膜厚が薄くなって柄切れができる等、樹脂成形品(特に三次元成形体)の裏面まできれいに加飾できるものではなかった。
【0009】
本発明は、かかる事情に鑑みなされたものであり、その目的とするところは深絞り度の高い樹脂成形品やアンダーカットを有する樹脂成形品を製造するにあたって、インモールド成形時にフィルムが破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形の方法、これに用いられる転写シート、および当該方法で形成された樹脂成形品を提供する点にある。
【課題を解決するための手段】
【0010】
請求項1に記載した発明は、複雑な形状のインモールド成形を行う方法に関し、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有し、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、所定形状のキャビティ32が形成されたキャビ型30の開口40を覆うようにして、前記反対側の面を前記キャビティ32に向けて取り付け、
前記キャビティ32内を減圧し、前記キャビ型30の表面を滑らせつつ前記転写シート10を吸い込んで前記キャビティ32の内面に密着させ、
前記転写シート10が前記キャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、前記キャビティ32内に溶融樹脂を射出する」ことを特徴とする。
【0011】
この方法では、図柄インク層14が形成された面とは反対の面、つまりキャビ型30に対向する面を滑りやすくした基材シート12を有する転写シート10を、所定形状のキャビティ32内に吸い込ませて当該キャビティ32の内面に密着させた後で、キャビティ32内に溶融樹脂を射出するようになっている。
【0012】
さらに詳しく言えば、転写シート10がキャビティ32内に吸い込まれるとき、キャビティ32が深く、深絞りであったとしても高い滑動性を有する反対の面がキャビティ32の表面をなめらかに滑って転写シート10がキャビティ32内に滑り込む。そしてこの時点では転写シート10は滑り込み状態で殆んど伸びることなくキャビティ32内に滑り込み状態で引き込まれるので、転写シート10に印刷された図柄インク層14はそのままの図柄を保ったままキャビティ32内の予定されていた箇所に位置することになる。
【0013】
しかも、転写シート10は常温において高伸縮性を有する材料であり、その表面には常温で高伸縮性の図柄インク層14が形成されているので、キャビティ32の表面形状が複雑で、仮にキャビティ32の開口部や内面にアンダーカットUC部分があったとしてもその高伸縮性によりその吸込圧(負圧)によって、広がっている部分はそれ即応して伸び、狭まっている部分は同様にそれ即応して縮み、該表面形状に追従してキャビティ32の内面全体に密着する。この時、キャビティ32の内面形状にもよるが、内面形状の凹凸やアンダーカットUCは通常、キャビティ32の深さより浅いため、この時点の伸びは図柄を変形させるほどのものでなく、従ってこの密着した状態で樹脂を射出すれば変形することなくその図柄がそのまま樹脂成形品Zの表面に転写されることになる。
【0014】
また、前述のように転写シート10は、キャビティ32の表面形状が複雑であったとしてもその吸込圧(負圧)によって該表面形状に追従して均等に伸びた状態でキャビティ32の内面に密着するので、この状態でキャビティ32内に射出すると、射出された溶融樹脂の熱は転写シート10を介して直ちにキャビ型30に伝導してしまい、溶融樹脂の射出圧や当該溶融樹脂の熱を用いて転写シートを伸ばす従来のインモールド成形時のように高温になるのを回避することができるので、転写シート10を構成する基材シート12および図柄インク層14として耐熱性が劣るものであってとしても、常温で伸縮性の高い材料を使用することができるようになる。
【0015】
加えて本発明のインモールド成形では、前述のように転写シート10を射出前に常温である程度均等に伸ばしてキャビティ32の内面に密着させておくので、射出時の高温高圧が転写シート10に加わっても転写シート10が破れたり、あるいは皺が発生したりすることがなく、加えて、樹脂成形品Zにおける複雑な曲面における図柄の伸びが他の平坦な部分に比べて不所望に大きくなり、当該部分が歪んで違和感のある見栄えの悪いものになってしまうのを回避できる。
【0016】
請求項2に記載した発明は、請求項1に記載したインモールド成形の方法を改良したものであり、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有し、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、所定形状のキャビティ32が形成されたキャビ型30の開口40を覆うようにして、前記反対側の面を前記キャビティ32に向けて取り付け、
凸部37を有するコア型36を前記キャビティ32内に挿入していき、前記凸部37の先端で前記転写シート10を、前記キャビ型30の表面を滑らせつつ伸長させて前記キャビティ32内に押し込み、
前記キャビティ32内を減圧し、前記キャビ型30の表面をさらに滑らせつつ前記転写シート10を吸い込んで前記キャビティ32の内面に密着させ、
前記転写シート10が前記キャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、前記キャビティ32内に溶融樹脂を射出する」ことを特徴とする。
【0017】
請求項2に記載した発明によれば、キャビティ32内を減圧して転写シート10を吸い込む前工程として、コア型36の凸部37の先端で転写シート10をキャビティ32内に押し込む工程が追加されており、コア型36の凸部37を用いて比較的ゆっくりと転写シート10をキャビティ32内に押し込んだ後で素早く吸い込むようになるので、キャビティ32内を減圧していきなり転写シート10を吸い込む場合に比べて、転写シート10が破れたり、あるいは皺が発生するおそれをさらに小さくすることができるようになる。
【0018】
請求項3に記載した発明は、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有しているとともに、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有しており
前記基材シート12は、常温において、200%以上の伸長率と、60%伸長時で40%以下の弾性回復率とを有しており、
前記基材シート12における、前記図柄インク層14が形成された面とは反対側の面における動摩擦係数が4.0以下であり、かつ、
前記基材シート12を構成する樹脂は、融点が120℃以上であることを特徴とする転写シート10」である。
【0019】
請求項3に記載した転写シート10は、請求項1または2に記載されたインモールド成形の方法に直接使用することに適しているものである。
【0020】
請求項4に記載した発明は、請求項1または2の方法を用いて形成された樹脂成形品Zである。
【0021】
請求項1または2の方法を用いて形成された樹脂成形品Zは、転写シート10が破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する点に特徴を有している。
【発明の効果】
【0022】
本発明によれば、深絞り度の高い樹脂成形品やアンダーカットを有する樹脂成形品を製造するにあたって、インモールド成形時に転写シートが破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形ができた。
【図面の簡単な説明】
【0023】
【図1】本発明にかかる転写シートの断面図である。
【図2】本発明の転写シートにかかる他の実施例の断面図である。
【図3】本発明に用いられる射出成形用金型の断面図である。
【図4】射出成形の手順を示す断面図である。
【図5】射出成形の手順を示す断面図である。
【図6】射出成形の手順を示す断面図である。
【図7】射出成形の手順を示す断面図である。
【図8】射出成形の手順を示す断面図である。
【図9】射出成形の手順を示す断面図である。
【発明を実施するための形態】
【0024】
以下、本発明が適用された実施例について、図面を用いて説明する。最初に、本発明に係るインモールド成形に用いる転写シート10の構成について説明した後、当該転写シート10を用いてインモールド成形を行う手順について説明する。然る後、具体的な実施例を比較例とともに説明する。
【0025】
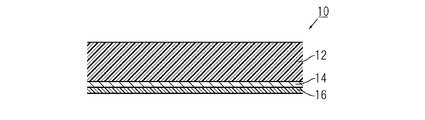
本発明にかかる転写シート10は、図1に示すように、基材シート12と、図柄インク層14と、必要に応じて設けられるプライマー層16とで構成されている。
【0026】
基材シート12には、常温において、200%以上の伸長率で、かつ、60%伸長時で40%以下の弾性回復率を有する材料が使用されており、例えば、常温でも伸縮性が高い軟質ポリオレフィンフィルム、ウレタンエラストマーフィルム、あるいは塩ビフィルムを挙げることができる。
【0027】
また、基材シート12における、図柄インク層14が形成された面(図中下面)とは反対側の面(図中上面)は、滑り抵抗性が低く、具体的には、動摩擦係数(=MIU)が4.0以下になっている。MIUを4.0以下にするためには、例えば、金型と接する表面を、その中心線平均粗さが数ミクロンから数十ミクロン程度の微細な凹凸を形成し、材料同士の密着を防ぐことで摩擦力を低減できる。この方法は、特に粘着性のある塩ビ系シートやウレタン系シートに対して有効である。また、凹凸形成の具体例として、基材シート12の製造時において、シリカ微粒子等の艶消し剤を少なくともその表面に添加する方法や当該表面に対して物理的にエンボス加工を施すことが考えられる。逆に、本発明に係るインモールド成形に用いる金型の表面に数ミクロンから数十ミクロン程度の微細な凹凸を作ることによって基材シート12の滑りをよくすることも可能である。
【0028】
さらに、後述するように、本実施例の転写シート10を使用したインモールド成形では、転写シート10を金型の表面に密着させた後で溶融樹脂を射出するようにしているので、溶融樹脂の熱は転写シート10を介して直ちに金型に伝導してしまうことから、転写シード10は従来ほど高温にならない。このため、基材シート12を構成する樹脂には、射出時における溶融樹脂からの熱を受けても、転写シート10の溶解や熱劣化を回避できることから、前述の伸縮性や耐屈曲性や耐引き裂き性に優れたものを基材シート12の選択の第1に採用することができ、融点の低いもの(融点が120℃程度のもの)でも使用することができる。
【0029】
文字を含む所望の図柄が描かれた図柄インク層14は、熱可塑性ポリウレタン樹脂、熱可塑性アクリル樹脂、あるいは塩化ビニル・酢酸ビニル共重合樹脂等を単独またはポリマーブレンドしたものが好適に使用されるが、これらに特定されるものではない。
【0030】
従来、インモールド成形に用いられるインクは、射出時に溶融樹脂から受ける熱による高温化に耐えるための耐熱性を上げるために、凝集力が高く、常温での伸縮性が低いものを選択せざるを得なかったことから、従来の方法に用いられる図柄インク層は、プレヒートしたり、あるいは射出時の溶融樹脂の熱で加熱したりして伸ばしていかざるを得なかった。しかしながら、本実施例では、図柄インク層14を含む転写シート10は、従来ほど高温にならないので、図柄インク層14に対して、基材シート12と同様、常温でも伸縮性が高い(その反面、耐熱性に劣る)ものを使用することができる。ただし、射出時の熱による温度上昇(130〜150℃)に耐える耐熱性を持った図柄インク層14が必要である。
【0031】
図柄インク層14への図柄の印刷方法は、オフセット印刷、グラビア印刷、スクリーン印刷等の公知のどのような印刷方法を用いてもかまわない。なお、「図柄」とは、模様だけに限らず、文字や記号等も含む概念である。
【0032】
プライマー層16は、オレフィン系の下塗り材であり、樹脂成形品Zの材料としてPP(ポリプロピレン)に代表されるオレフィン系結晶性高分子が使用される場合に設けられる。また、樹脂成形品Zの材料としてABS樹脂に代表される非結晶性材料が使用される場合には、プライマー層16を設ける必要はない。
【0033】
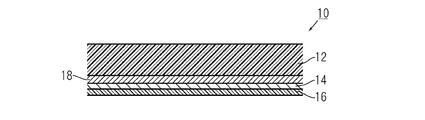
なお、図2に示すように、基材シート12と図柄インク層14との間に離型層18を設けてもよい。離型層18を設けない場合は、樹脂成形品Zの表面を基材シート12がラミネートした状態の物になり、離型層18を設けた場合、射出成形後に基材シート12を図柄インク層14から剥離することにより、図柄インク層14(およびプライマー層16)の転写になる。
【0034】
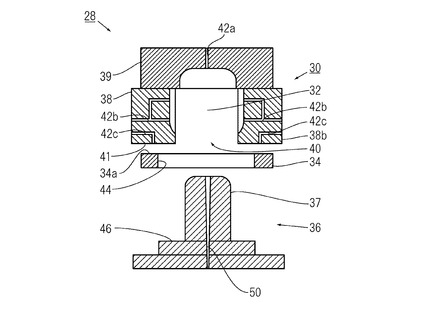
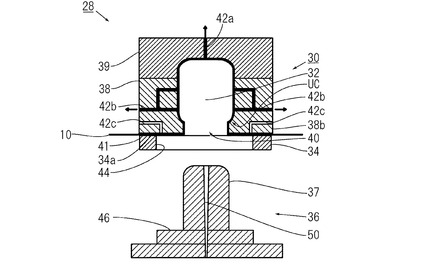
このような転写シート10を用いてインモールド成形を行う射出成形機の射出成形用金型28は、図3に示すように、大略、所定形状のキャビティ32が形成されたキャビ型(雌型)30と、押さえプレート34と、コア型(雄型)36とで構成されている。
【0035】
キャビ型30は、可動ダイプレートに取り付けられた、キャビティ32(下記)の底部を形成する底部コア39と複数のスライドコア38を組み合わせることによって構成されている。底部コア39と各スライドコア38を組み合わせた状態でその内側に所定形状(すなわち、樹脂成形品の外部形状)のキャビティ32が形成されるようになっており、その一方面(図中下面)には、コア型36の凸部37(後述)が挿入される開口40が形成されている(当該面を「開口形成面41」という)。
【0036】
また、キャビ型30を構成する各スライドコア38および底部コア39には、その一端がキャビティ32形成面(すなわち、キャビ型30の内側面)、あるいは開口形成面41に開口しており、他端が図示しない吸引ポンプ等に接続された吸引路42が形成されている。本実施例では、底部コア39に形成され、その一端がキャビティ32の底部に開口する底部吸引路42aと、各スライドコア38に形成され、その一端がキャビティ32の側部に開口する側部吸引路42b、およびその一端が開口形成面41に開口する開口面吸引路42cとが形成されている。
【0037】
押さえプレート34は、その中央部に、コア型36の凸部37が挿通されるコア型挿通孔44が形成された板材であり、当該押さえプレート34におけるキャビ型30に向かう面34aが、当該キャビ型30の開口形成面41に対してぴったりと面で接することができるようになっている。
【0038】
コア型36は、固定ダイプレートに取り付けられ、キャビ型30の開口40を閉じる型閉面46と、キャビティ32内に挿設されて樹脂成形品Zの内側形状を規定する凸部37とを有しており、図示実施例では、一端が凸部37の先端に開口し、他端が図示しない溶融樹脂供給装置に接続された溶融樹脂射出路50がコア型36を図中上下に貫通するように形成されている。
【0039】
次に、上述した転写シート10および射出成形用金型28を用いてインモールド成形(とりわけ、アンダーカットUCのある樹脂成形品Zのインモールド成形)を行う手順について説明する。
【0040】
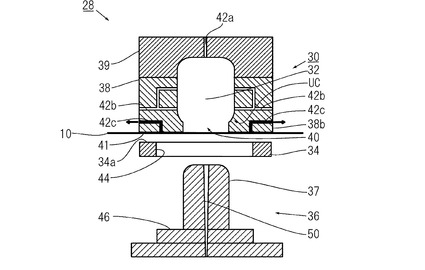
(ステップ1)
図4に示すように、上述の転写シート10および射出成形用金型28を用意し、当該転写シート10における滑り抵抗性の低い面(図柄インク層14が形成された面とは反対の面)をキャビ型30に形成されたキャビティ32に向け、当該キャビ型30の開口40を覆うようにして転写シート10を開口形成面41に被せた後、開口面吸引路42cから吸引を行って転写シート10を開口形成面41に吸い付ける。
【0041】
(ステップ2)
転写シート10を開口形成面41に吸い付けた状態で、押さえプレート34を開口形成面41に向けて前進させ、開口面吸引路42cからの吸引を停止しても転写シート10が不所望に動かず、かつ、後述するように底部吸引路42aおよび側部吸引路42bからの吸引により転写シート10が抵抗なく開口形成面41を滑ってキャビティ32の内面に貼り付くことができる程度の隙間(例えば、0.1mm〜0.2mm)を開口形成面41との間で確保した状態で停止させる。
【0042】
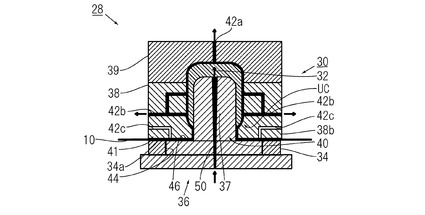
(ステップ3)
開口面吸引路42cからの吸引を停止し、然る後、底部吸引路42aおよび側部吸引路42bからの吸引を開始してキャビティ32内を減圧し、開口形成面41を滑らせつつ転写シート10を吸い込んで当該キャビティ32の内曲面に密着させる(図5を参照)。上述のように、転写シート10における開口形成面41側の面は、滑り抵抗性の低い面となっており、転写シート10がキャビティ32に引き込まれる際に開口形成面41をなめらかに滑るので、当該転写シート10の一部が破れたり、あるいは伸びたりして、図柄インク層14に描かれた図柄が不所望に変形することがない。また、転写シート10には、常温での伸縮性が高い基材シート12および図柄インク層14が使用されているので、前工程として転写シート10の加熱軟化を行う必要がなく、上述のような吸着のみで、転写シート10をキャビティ32の内曲面に正確に沿わせて密着させることができる。
【0043】
(ステップ4)
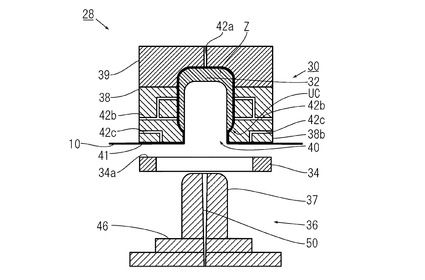
底部吸引路42aおよび側部吸引路42bからの吸引による密着状態を維持しつつキャビ型30を前進させ、当該キャビ型30の凸部37を開口40からキャビティ32内に挿入していき(図6を参照)、型閉面46でキャビティ32を型閉した後、溶融樹脂射出路50を介して溶融樹脂をキャビティ32内に射出する(図7を参照)。
【0044】
このとき、200℃近い温度の溶融樹脂が転写シート10に接触するが、既に述べたように転写シート10はキャビティ32の内曲面に密着していることから、当該溶融樹脂の熱は転写シート10から直ちにキャビ型30(スライドコア38および底部コア39)に伝導・放熱され、転写シート10の温度は120℃程度までしか上がらない。したがって、転写シート10を構成する基材シート12や図柄インク層14に従来よりも耐熱温度の低い材料を使用しているにもかかわらず、溶融樹脂からの熱で転写シート10が損傷を受けるのを回避できる。
【0045】
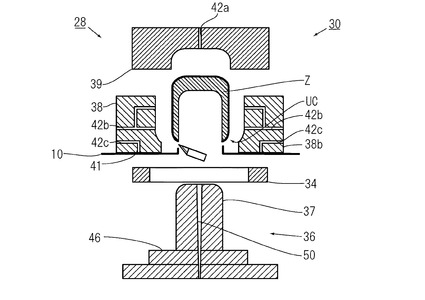
(ステップ5)
溶融樹脂を射出した後、当該溶融樹脂を冷却固化する。冷却が終了した後、コア型36、スライドコア38、および押さえプレート34を移動させて型開きを行い、樹脂成形品Zを取り出す(図8〜図9を参照)。然る後、必要に応じて、余分な転写シート10を樹脂成形品Zからトリミングする。また、基材シート12と図柄インク層14との間に離型層18が設けられている場合には、基材シート12を図柄インク層14から剥がすことによって、図柄インク層14(およびプライマー層16)のみを樹脂成形品Zの表面に転写させることができる。
【実施例】
【0046】
以下、本発明にかかる実施例および比較例について説明するが、本発明は該実施例に限定されるものではない。
【実施例1】
【0047】
[実施例1−1]
厚み100μmのポリオレフィンシート(オカモト(株)製「コンビニピュアソフティPPタイプ(多層 PP/EVA/PP)」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、最後に60℃で5分間乾燥してインモールド成形に用いられる転写シート10を得た。
【0048】
得られた転写シート10の伸長率(基材シート(ポリオレフィンシート)層12、図柄(グラビア)インク層14およびプライマー層16を含めた3層の伸び率)は、常温(10〜40℃の範囲)で800%以上であった。また、伸長率を変化させたときにおける弾性回復率は表1のとおりであった。
【表1】

【0049】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でポリオレフィンシート(オカモト(株)製「コンビニピュアソフティPPタイプ(多層 PP/EVA/PP)」)のDSC測定を行った。なお、DSC測定とは、試料の温度をゆっくりと上昇または下降させながら吸熱や発熱を測定する方法である。この結果、当該オレフィンシートは45.3℃、77.7℃、および119.3℃にガラス転移点を持ち、122.8℃に融点を持っていることがわかった。
【0050】
図柄の伸びや変形を押さえるため、上述のように、本発明では転写シート10をキャビ型30の表面(開口形成面41)上で滑らせ、キャビティ32の内曲面に密着させる。そこで、開口形成面41の滑りやすさをFRICTION TESTER(カトーテック(株)社製;KES−SE)を用いて、試験材表面(転写シート10における、図柄インク層14が形成された面とは反対側の面)の平均摩擦係数、およびその変動を測定した。摩擦係数の測定には人間の指をシミュレートし、平滑な表面を有する0.5mm径のピアノ線を平面上に10本並べた形状の接触子を用いている(接触子の荷重は50gf、送り速さは1.0mm/sec.)。
【0051】
基材シート12の表面特性を良く表していると考えられる特性値には、MIU(平均摩擦係数)とMMD(摩擦係数の変動=平均偏差)とがある。MIUの値が大きいほど、表面はざらざらして手指に引っかかり易くなり、MMDの値が小さいほど、MIUの値が一定になり、より滑らかであるといえる。本実施例における転写シート10のMIUは2.18、MMDは1.12であった。
【0052】
[実施例1−2]
厚み70μmの塩ビシート(日本ウエーブロック(株)製「タフニール梨地クリヤ」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるように、グラビア輪転試験機を用いて塗布し、60℃で5分間乾燥、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を5μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥して転写シート10を得た。得られた転写シート10の伸長率(基材シート(ポリオレフィンシート)層12、図柄(グラビア)インク層14およびプライマー層16を含めた3層の伸び率)は、常温(10〜40℃の範囲)で236%であった。また、伸長率を変化させたときにおける弾性回復率は表2のとおりであった。
【表2】
【0053】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)で塩ビシート(日本ウエーブロック(株)製「タフニール梨地クリヤ」)のDSC測定を行った。この塩ビシートは227.7℃の融点を持っていた。また、このシートのMIUは2.79、MMDは0.90であった。
【実施例2】
【0054】
[実施例2−1]
実施例1−1で作成した転写シート10を用いた。樹脂成形品ZはU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて以下の要領にてインモールド成形を行った。
(射出条件)
成形樹脂:プライムPP G-20%
射出温度:220℃ 1次圧:100MPa 保圧:50MPa 射出速度:30mm/sec.
(成形工程)
工程1:上述した本発明の転写シート10を用い、転写シート10における動摩擦係数が4.0以下の面がキャビティ32に向かうように配置した後、開口面吸引路42cから吸引し、キャビ型30の開口形成面41に転写シート10を貼り付ける。次に、押さえプレート34を転写シート10の押さえ位置(転写シート10が抵抗なく滑るように0.1〜0.2mmの隙間を開口形成面41との間に確保した位置)に移動させる。
工程2:開口面吸引路42cを閉じると同時に底部吸引路42aおよび側部吸引路42bを通してキャビティ32内の空気を抜き、転写シート10をキャビティ32内に引き込んでキャビティ32の内曲面に密着させる。
工程3:押さえプレート34を開口形成面41に密着させた後、キャビ型30を閉じ、底部吸引路42aおよび側部吸引路42bを介して転写シート10の吸引を続けた状態で、射出成形する。
工程4:冷却終了後、底部吸引路42aおよび側部吸引路42bを閉じ、キャビ型30を後退させる。また、押さえプレート34も元の位置に戻す。
工程5:各スライドコア38を左右に開いて樹脂成形品Zを取り出す。基材シート12と図柄インク層14との間に離型層18が設けられた転写シート10を使用している場合には、基材シート12を剥がしてプライマー層16および図柄インク層14のみを転写させ、インモールド成形が完了する。
【0055】
取り出した樹脂成形品Zは、ウエルドやフィルムの破れができることなく、アンダーカットUCのある裏面まで綺麗に柄伸びなく転写できていた。
【0056】
[実施例2−2]
実施例1−2で作成した転写シート10を使用し、金型および射出条件は実施例2−1と同様とした上で、下記の工程で成形を行った。
(成形工程)
工程1:上述した本発明の転写シート10を用い、転写シート10における動摩擦係数が4.0以下の面がキャビティ32に向かうように配置した後、開口面吸引路42cから吸引し、キャビ型30の開口形成面41に転写シート10を貼り付ける。次に、押さえプレート34を転写シート10の押さえ位置(転写シート10が抵抗なく滑るように0.1〜0.2mmの隙間を開口形成面41との間に確保した位置)に移動させる。
工程2:開口面吸引路42cを閉じると同時に、キャビ型30を前進させ、コア型36の凸部37で転写シート10を押し込んで、開口形成面41を滑らせつつ転写シート10をキャビティ32内に弾性的に伸長させる。
工程3:底部吸引路42aおよび側部吸引路42bを通してキャビティ32内の空気を抜き、転写シート10をキャビティ32内に引き込んでキャビティ32の内曲面に密着させる。
工程4:押さえプレート34を開口形成面41に密着させ、キャビ型30を完全に閉じる。
工程5:底部吸引路42aおよび側部吸引路42bを介して転写シート10の吸引を続けた状態で、射出成形する。
工程6:冷却終了後、底部吸引路42aおよび側部吸引路42bを閉じ、キャビ型30を後退させる。また、押さえプレート34も元の位置に戻す。
工程7:各スライドコア38を左右に開いて樹脂成形品Zを取り出す。基材シート12と図柄インク層14との間に離型層18が設けられた転写シート10を使用している場合、基材シート12を剥がしてプライマー層16および図柄インク層14のみを転写させ、インモールド成形が完了する。
【0057】
取り出した樹脂成形品Zは、ウエルドやフィルムの破れができることなく、アンダーカットUCのある裏面まで綺麗に転写できていた。さらに深絞り部分やアンダーカットUC部分における格子模様についても、柄伸びや変形が少ない状態で成形転写できていた。
【0058】
[比較例1−1]
厚み50μmのウレタンエラストマーシート(大倉工業(株)製「Hai−Fas」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、60℃で5分間乾燥して転写シートを得た。
【0059】
得られた転写シートの伸長率(基材シート(ウレタンエラストマーシート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で526%であった。また、伸長率を変化させたときにおける弾性回復率は表3のとおりであった。
【表3】
【0060】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でウレタンエラストマーシートのDSC測定を行った。この転写シートは14.7℃、23.9℃、34.2℃、および48.6℃のガラス転移点を持ち、105.7℃に融点を持っていた。また、この転写シートのMIUは3.52、MMDは0.83であった。
【0061】
[比較例2−1]
比較例1−1で作成した転写シートを用いた。樹脂成形品はU字型をした猟銃の先台をモデルとし、図2に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行った。
【0062】
本比較例による成形品は、PL(パーティングライン)部(本実施例では、キャビ型30とコア型36とで転写シートを挟む面)を中心に転写シートが破断したり、ウエルド、皺が発生するなど、耐熱性に問題があると思われる欠点が発生した。
【0063】
[比較例1−2]
厚み125μmのポリエステル系シート(東洋紡(株)製「ソフトシャイン」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、然る後、60℃で5分間乾燥して転写シートを得た。得られた転写シートの伸長率(基材シート(ポリエステル系シート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で100%であった。また、伸長率を変化させたときにおける弾性回復率は表4のとおりであった。
【表4】
【0064】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でポリエステル系シートのDSC測定を行った。このシートは、222.7℃に融点を持っていた。
【0065】
[比較例2−2]
比較例1−2で作成した転写シートを用いた。成形品はU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行ったが、型締め時に、転写シートが金型に巻き込まれてしまい、硬すぎて伸びが悪く、金型破損のおそれが有り成形不可能であった。
【0066】
[比較例1−3]
厚み70μmの塩ビシート(日本ウエーブロック(株)製「タフニールクリヤ」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥し、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、然る後、60℃で5分間乾燥して転写シートを得た。得られた転写シートの伸長率(基材シート(ポリオレフィンシート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で320%であった。また、伸長率を変化させたときにおける弾性回復率は表5のとおりであった。
【表5】
【0067】
さらに、示差走査型熱量計(DSC 3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)で塩ビシート(日本ウエーブロック(株)製「タフニールクリヤ」)のDSC測定を行った。この塩ビシートは233.5℃の融点を持っていた。また、この塩ビシートのMIUは6.46、MMDは1.58であった。
【0068】
[比較例2−3]
比較例1−2で作成したインモールド転写用シートを用いた。成形品はU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行った。
【0069】
しかしながら、使用した転写シートは滑り性が非常に悪く、キャビティ32のエッジから部分的に伸長してしまい、キャビティ32の内曲面に追従することができなかったことから、射出成形した時に転写シートが破れてしまい成形品を得ることができなかった。
【符号の説明】
【0070】
10…転写シート
12…基材シート
14…図柄インク層
16…プライマー層
18…離型層
28…射出成形用金型
30…キャビ型(雌型)
32…キャビティ
34…押さえプレート
36…コア型(雄型)
37…(コア型の)凸部
38…スライドコア
39…底部コア
40…開口
41…開口形成面
42…吸引路
42a…底部吸引路
42b…側部吸引路
42c…開口面吸引路
44…コア型挿通孔
46…型閉面
50…溶融樹脂射出路
Z …樹脂成形品
【技術分野】
【0001】
本発明は、自動車、飛行機、重機、クルーザー、住宅、家具、あるいは家電製品等に使用される内外装材製品全般のインモールド成形に用いられる加飾・転写用シートと方法とその製品に関する。
【背景技術】
【0002】
あらかじめデザイン図柄が印刷された加飾・転写シート(PET原反)を射出成形機の雄雌金型で挟み込み、然る後、当該金型に溶融樹脂(プラスチック)を射出することにより、溶融樹脂の熱等により、印刷されたデザイン図柄を樹脂に転写させるインモールド成形が、自動車部品や家電部品等の樹脂成形品の加飾に広く用いられている。
【0003】
一般に、樹脂成形品の加飾には、インモールド成形の他、塗装、印刷、真空転写、あるいは水圧転写等の工法があるが、インモールド成形によれば、成形後のリードタイムや二次加工時の品質不具合による歩留まり低下が無く、リードタイムの短縮化やトータル工程の歩留まりがコントロールできるといった利点がある。加えて、インモールド成形によれば、成形時にハードコートも可能であることから、近年では、携帯電話の筐体の製造にインモールド成形が採用されるケースが増加している。
【0004】
かかるインモールド成形に使用される転写シートの基材フィルムとして、特開昭64−45699号公報、特開平3−253317号公報、および特開平3−288699号公報等においてポリエチレンテレフタレート二軸延伸フィルムが提案されており、また、特開平3−288700号公報においてポリ塩化ビニル系フィルムを用いる方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭64−45699号公報
【特許文献2】特開平3−253317号公報
【特許文献3】特開平3−288699号公報
【特許文献4】特開平3−288700号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このうち、ポリエチレンテレフタレート二軸延伸フィルムは、強度、耐熱性、表面平滑性、非汚染性等に優れた性質を有するため、インモールド成形に用いられる基材フィルムとして多用されているが、ポリエチレンテレフタレートは、周知の如く、延伸及び熱固定等によって高度に結晶化していることから破断伸びが小さく、樹脂成形品が深絞り度の高い複雑な形状(例えば、8R以下の角隅部を有する形状)になると、インモールド成形時に基材フィルムが破れて転写シートとしての機能を果たし得なくなるという問題を有していた。
【0007】
一方、ポリ塩化ビニル系フィルムは可塑剤の添加によって破断伸びを大きくすることができ、深絞り度の高い複雑な形状でも比較的よく追随させることができるが、その反面、耐熱性に問題があるほか、可塑剤がブリードアウトして転写面を汚染するという致命的な問題があり、このフィルムも満足できるものでなかった。
【0008】
また、一般に真空成形転写方法や成形同時転写方法においては、射出した溶融樹脂の熱によって転写シートに可塑性を持たせると同時に、射出圧によって当該転写シートを伸ばして金型面に沿わすようになっていることから、樹脂成形品における複雑な曲面やアンダーカットがある箇所では、転写シートに印刷された図柄の伸びが大きくなって見栄えが悪くなる(とりわけ、図柄に文字が含まれている場合)とともに、膜厚が薄くなって柄切れができる等、樹脂成形品(特に三次元成形体)の裏面まできれいに加飾できるものではなかった。
【0009】
本発明は、かかる事情に鑑みなされたものであり、その目的とするところは深絞り度の高い樹脂成形品やアンダーカットを有する樹脂成形品を製造するにあたって、インモールド成形時にフィルムが破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形の方法、これに用いられる転写シート、および当該方法で形成された樹脂成形品を提供する点にある。
【課題を解決するための手段】
【0010】
請求項1に記載した発明は、複雑な形状のインモールド成形を行う方法に関し、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有し、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、所定形状のキャビティ32が形成されたキャビ型30の開口40を覆うようにして、前記反対側の面を前記キャビティ32に向けて取り付け、
前記キャビティ32内を減圧し、前記キャビ型30の表面を滑らせつつ前記転写シート10を吸い込んで前記キャビティ32の内面に密着させ、
前記転写シート10が前記キャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、前記キャビティ32内に溶融樹脂を射出する」ことを特徴とする。
【0011】
この方法では、図柄インク層14が形成された面とは反対の面、つまりキャビ型30に対向する面を滑りやすくした基材シート12を有する転写シート10を、所定形状のキャビティ32内に吸い込ませて当該キャビティ32の内面に密着させた後で、キャビティ32内に溶融樹脂を射出するようになっている。
【0012】
さらに詳しく言えば、転写シート10がキャビティ32内に吸い込まれるとき、キャビティ32が深く、深絞りであったとしても高い滑動性を有する反対の面がキャビティ32の表面をなめらかに滑って転写シート10がキャビティ32内に滑り込む。そしてこの時点では転写シート10は滑り込み状態で殆んど伸びることなくキャビティ32内に滑り込み状態で引き込まれるので、転写シート10に印刷された図柄インク層14はそのままの図柄を保ったままキャビティ32内の予定されていた箇所に位置することになる。
【0013】
しかも、転写シート10は常温において高伸縮性を有する材料であり、その表面には常温で高伸縮性の図柄インク層14が形成されているので、キャビティ32の表面形状が複雑で、仮にキャビティ32の開口部や内面にアンダーカットUC部分があったとしてもその高伸縮性によりその吸込圧(負圧)によって、広がっている部分はそれ即応して伸び、狭まっている部分は同様にそれ即応して縮み、該表面形状に追従してキャビティ32の内面全体に密着する。この時、キャビティ32の内面形状にもよるが、内面形状の凹凸やアンダーカットUCは通常、キャビティ32の深さより浅いため、この時点の伸びは図柄を変形させるほどのものでなく、従ってこの密着した状態で樹脂を射出すれば変形することなくその図柄がそのまま樹脂成形品Zの表面に転写されることになる。
【0014】
また、前述のように転写シート10は、キャビティ32の表面形状が複雑であったとしてもその吸込圧(負圧)によって該表面形状に追従して均等に伸びた状態でキャビティ32の内面に密着するので、この状態でキャビティ32内に射出すると、射出された溶融樹脂の熱は転写シート10を介して直ちにキャビ型30に伝導してしまい、溶融樹脂の射出圧や当該溶融樹脂の熱を用いて転写シートを伸ばす従来のインモールド成形時のように高温になるのを回避することができるので、転写シート10を構成する基材シート12および図柄インク層14として耐熱性が劣るものであってとしても、常温で伸縮性の高い材料を使用することができるようになる。
【0015】
加えて本発明のインモールド成形では、前述のように転写シート10を射出前に常温である程度均等に伸ばしてキャビティ32の内面に密着させておくので、射出時の高温高圧が転写シート10に加わっても転写シート10が破れたり、あるいは皺が発生したりすることがなく、加えて、樹脂成形品Zにおける複雑な曲面における図柄の伸びが他の平坦な部分に比べて不所望に大きくなり、当該部分が歪んで違和感のある見栄えの悪いものになってしまうのを回避できる。
【0016】
請求項2に記載した発明は、請求項1に記載したインモールド成形の方法を改良したものであり、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有し、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、所定形状のキャビティ32が形成されたキャビ型30の開口40を覆うようにして、前記反対側の面を前記キャビティ32に向けて取り付け、
凸部37を有するコア型36を前記キャビティ32内に挿入していき、前記凸部37の先端で前記転写シート10を、前記キャビ型30の表面を滑らせつつ伸長させて前記キャビティ32内に押し込み、
前記キャビティ32内を減圧し、前記キャビ型30の表面をさらに滑らせつつ前記転写シート10を吸い込んで前記キャビティ32の内面に密着させ、
前記転写シート10が前記キャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、前記キャビティ32内に溶融樹脂を射出する」ことを特徴とする。
【0017】
請求項2に記載した発明によれば、キャビティ32内を減圧して転写シート10を吸い込む前工程として、コア型36の凸部37の先端で転写シート10をキャビティ32内に押し込む工程が追加されており、コア型36の凸部37を用いて比較的ゆっくりと転写シート10をキャビティ32内に押し込んだ後で素早く吸い込むようになるので、キャビティ32内を減圧していきなり転写シート10を吸い込む場合に比べて、転写シート10が破れたり、あるいは皺が発生するおそれをさらに小さくすることができるようになる。
【0018】
請求項3に記載した発明は、
「常温で高伸縮性の樹脂製基材シート12と、前記基材シート12の表面に形成された、常温で高伸縮性の図柄インク層14とを有しているとともに、前記図柄インク層14が形成された面とは反対側の面が高い滑動性を有しており
前記基材シート12は、常温において、200%以上の伸長率と、60%伸長時で40%以下の弾性回復率とを有しており、
前記基材シート12における、前記図柄インク層14が形成された面とは反対側の面における動摩擦係数が4.0以下であり、かつ、
前記基材シート12を構成する樹脂は、融点が120℃以上であることを特徴とする転写シート10」である。
【0019】
請求項3に記載した転写シート10は、請求項1または2に記載されたインモールド成形の方法に直接使用することに適しているものである。
【0020】
請求項4に記載した発明は、請求項1または2の方法を用いて形成された樹脂成形品Zである。
【0021】
請求項1または2の方法を用いて形成された樹脂成形品Zは、転写シート10が破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する点に特徴を有している。
【発明の効果】
【0022】
本発明によれば、深絞り度の高い樹脂成形品やアンダーカットを有する樹脂成形品を製造するにあたって、インモールド成形時に転写シートが破れたり、あるいは皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形ができた。
【図面の簡単な説明】
【0023】
【図1】本発明にかかる転写シートの断面図である。
【図2】本発明の転写シートにかかる他の実施例の断面図である。
【図3】本発明に用いられる射出成形用金型の断面図である。
【図4】射出成形の手順を示す断面図である。
【図5】射出成形の手順を示す断面図である。
【図6】射出成形の手順を示す断面図である。
【図7】射出成形の手順を示す断面図である。
【図8】射出成形の手順を示す断面図である。
【図9】射出成形の手順を示す断面図である。
【発明を実施するための形態】
【0024】
以下、本発明が適用された実施例について、図面を用いて説明する。最初に、本発明に係るインモールド成形に用いる転写シート10の構成について説明した後、当該転写シート10を用いてインモールド成形を行う手順について説明する。然る後、具体的な実施例を比較例とともに説明する。
【0025】
本発明にかかる転写シート10は、図1に示すように、基材シート12と、図柄インク層14と、必要に応じて設けられるプライマー層16とで構成されている。
【0026】
基材シート12には、常温において、200%以上の伸長率で、かつ、60%伸長時で40%以下の弾性回復率を有する材料が使用されており、例えば、常温でも伸縮性が高い軟質ポリオレフィンフィルム、ウレタンエラストマーフィルム、あるいは塩ビフィルムを挙げることができる。
【0027】
また、基材シート12における、図柄インク層14が形成された面(図中下面)とは反対側の面(図中上面)は、滑り抵抗性が低く、具体的には、動摩擦係数(=MIU)が4.0以下になっている。MIUを4.0以下にするためには、例えば、金型と接する表面を、その中心線平均粗さが数ミクロンから数十ミクロン程度の微細な凹凸を形成し、材料同士の密着を防ぐことで摩擦力を低減できる。この方法は、特に粘着性のある塩ビ系シートやウレタン系シートに対して有効である。また、凹凸形成の具体例として、基材シート12の製造時において、シリカ微粒子等の艶消し剤を少なくともその表面に添加する方法や当該表面に対して物理的にエンボス加工を施すことが考えられる。逆に、本発明に係るインモールド成形に用いる金型の表面に数ミクロンから数十ミクロン程度の微細な凹凸を作ることによって基材シート12の滑りをよくすることも可能である。
【0028】
さらに、後述するように、本実施例の転写シート10を使用したインモールド成形では、転写シート10を金型の表面に密着させた後で溶融樹脂を射出するようにしているので、溶融樹脂の熱は転写シート10を介して直ちに金型に伝導してしまうことから、転写シード10は従来ほど高温にならない。このため、基材シート12を構成する樹脂には、射出時における溶融樹脂からの熱を受けても、転写シート10の溶解や熱劣化を回避できることから、前述の伸縮性や耐屈曲性や耐引き裂き性に優れたものを基材シート12の選択の第1に採用することができ、融点の低いもの(融点が120℃程度のもの)でも使用することができる。
【0029】
文字を含む所望の図柄が描かれた図柄インク層14は、熱可塑性ポリウレタン樹脂、熱可塑性アクリル樹脂、あるいは塩化ビニル・酢酸ビニル共重合樹脂等を単独またはポリマーブレンドしたものが好適に使用されるが、これらに特定されるものではない。
【0030】
従来、インモールド成形に用いられるインクは、射出時に溶融樹脂から受ける熱による高温化に耐えるための耐熱性を上げるために、凝集力が高く、常温での伸縮性が低いものを選択せざるを得なかったことから、従来の方法に用いられる図柄インク層は、プレヒートしたり、あるいは射出時の溶融樹脂の熱で加熱したりして伸ばしていかざるを得なかった。しかしながら、本実施例では、図柄インク層14を含む転写シート10は、従来ほど高温にならないので、図柄インク層14に対して、基材シート12と同様、常温でも伸縮性が高い(その反面、耐熱性に劣る)ものを使用することができる。ただし、射出時の熱による温度上昇(130〜150℃)に耐える耐熱性を持った図柄インク層14が必要である。
【0031】
図柄インク層14への図柄の印刷方法は、オフセット印刷、グラビア印刷、スクリーン印刷等の公知のどのような印刷方法を用いてもかまわない。なお、「図柄」とは、模様だけに限らず、文字や記号等も含む概念である。
【0032】
プライマー層16は、オレフィン系の下塗り材であり、樹脂成形品Zの材料としてPP(ポリプロピレン)に代表されるオレフィン系結晶性高分子が使用される場合に設けられる。また、樹脂成形品Zの材料としてABS樹脂に代表される非結晶性材料が使用される場合には、プライマー層16を設ける必要はない。
【0033】
なお、図2に示すように、基材シート12と図柄インク層14との間に離型層18を設けてもよい。離型層18を設けない場合は、樹脂成形品Zの表面を基材シート12がラミネートした状態の物になり、離型層18を設けた場合、射出成形後に基材シート12を図柄インク層14から剥離することにより、図柄インク層14(およびプライマー層16)の転写になる。
【0034】
このような転写シート10を用いてインモールド成形を行う射出成形機の射出成形用金型28は、図3に示すように、大略、所定形状のキャビティ32が形成されたキャビ型(雌型)30と、押さえプレート34と、コア型(雄型)36とで構成されている。
【0035】
キャビ型30は、可動ダイプレートに取り付けられた、キャビティ32(下記)の底部を形成する底部コア39と複数のスライドコア38を組み合わせることによって構成されている。底部コア39と各スライドコア38を組み合わせた状態でその内側に所定形状(すなわち、樹脂成形品の外部形状)のキャビティ32が形成されるようになっており、その一方面(図中下面)には、コア型36の凸部37(後述)が挿入される開口40が形成されている(当該面を「開口形成面41」という)。
【0036】
また、キャビ型30を構成する各スライドコア38および底部コア39には、その一端がキャビティ32形成面(すなわち、キャビ型30の内側面)、あるいは開口形成面41に開口しており、他端が図示しない吸引ポンプ等に接続された吸引路42が形成されている。本実施例では、底部コア39に形成され、その一端がキャビティ32の底部に開口する底部吸引路42aと、各スライドコア38に形成され、その一端がキャビティ32の側部に開口する側部吸引路42b、およびその一端が開口形成面41に開口する開口面吸引路42cとが形成されている。
【0037】
押さえプレート34は、その中央部に、コア型36の凸部37が挿通されるコア型挿通孔44が形成された板材であり、当該押さえプレート34におけるキャビ型30に向かう面34aが、当該キャビ型30の開口形成面41に対してぴったりと面で接することができるようになっている。
【0038】
コア型36は、固定ダイプレートに取り付けられ、キャビ型30の開口40を閉じる型閉面46と、キャビティ32内に挿設されて樹脂成形品Zの内側形状を規定する凸部37とを有しており、図示実施例では、一端が凸部37の先端に開口し、他端が図示しない溶融樹脂供給装置に接続された溶融樹脂射出路50がコア型36を図中上下に貫通するように形成されている。
【0039】
次に、上述した転写シート10および射出成形用金型28を用いてインモールド成形(とりわけ、アンダーカットUCのある樹脂成形品Zのインモールド成形)を行う手順について説明する。
【0040】
(ステップ1)
図4に示すように、上述の転写シート10および射出成形用金型28を用意し、当該転写シート10における滑り抵抗性の低い面(図柄インク層14が形成された面とは反対の面)をキャビ型30に形成されたキャビティ32に向け、当該キャビ型30の開口40を覆うようにして転写シート10を開口形成面41に被せた後、開口面吸引路42cから吸引を行って転写シート10を開口形成面41に吸い付ける。
【0041】
(ステップ2)
転写シート10を開口形成面41に吸い付けた状態で、押さえプレート34を開口形成面41に向けて前進させ、開口面吸引路42cからの吸引を停止しても転写シート10が不所望に動かず、かつ、後述するように底部吸引路42aおよび側部吸引路42bからの吸引により転写シート10が抵抗なく開口形成面41を滑ってキャビティ32の内面に貼り付くことができる程度の隙間(例えば、0.1mm〜0.2mm)を開口形成面41との間で確保した状態で停止させる。
【0042】
(ステップ3)
開口面吸引路42cからの吸引を停止し、然る後、底部吸引路42aおよび側部吸引路42bからの吸引を開始してキャビティ32内を減圧し、開口形成面41を滑らせつつ転写シート10を吸い込んで当該キャビティ32の内曲面に密着させる(図5を参照)。上述のように、転写シート10における開口形成面41側の面は、滑り抵抗性の低い面となっており、転写シート10がキャビティ32に引き込まれる際に開口形成面41をなめらかに滑るので、当該転写シート10の一部が破れたり、あるいは伸びたりして、図柄インク層14に描かれた図柄が不所望に変形することがない。また、転写シート10には、常温での伸縮性が高い基材シート12および図柄インク層14が使用されているので、前工程として転写シート10の加熱軟化を行う必要がなく、上述のような吸着のみで、転写シート10をキャビティ32の内曲面に正確に沿わせて密着させることができる。
【0043】
(ステップ4)
底部吸引路42aおよび側部吸引路42bからの吸引による密着状態を維持しつつキャビ型30を前進させ、当該キャビ型30の凸部37を開口40からキャビティ32内に挿入していき(図6を参照)、型閉面46でキャビティ32を型閉した後、溶融樹脂射出路50を介して溶融樹脂をキャビティ32内に射出する(図7を参照)。
【0044】
このとき、200℃近い温度の溶融樹脂が転写シート10に接触するが、既に述べたように転写シート10はキャビティ32の内曲面に密着していることから、当該溶融樹脂の熱は転写シート10から直ちにキャビ型30(スライドコア38および底部コア39)に伝導・放熱され、転写シート10の温度は120℃程度までしか上がらない。したがって、転写シート10を構成する基材シート12や図柄インク層14に従来よりも耐熱温度の低い材料を使用しているにもかかわらず、溶融樹脂からの熱で転写シート10が損傷を受けるのを回避できる。
【0045】
(ステップ5)
溶融樹脂を射出した後、当該溶融樹脂を冷却固化する。冷却が終了した後、コア型36、スライドコア38、および押さえプレート34を移動させて型開きを行い、樹脂成形品Zを取り出す(図8〜図9を参照)。然る後、必要に応じて、余分な転写シート10を樹脂成形品Zからトリミングする。また、基材シート12と図柄インク層14との間に離型層18が設けられている場合には、基材シート12を図柄インク層14から剥がすことによって、図柄インク層14(およびプライマー層16)のみを樹脂成形品Zの表面に転写させることができる。
【実施例】
【0046】
以下、本発明にかかる実施例および比較例について説明するが、本発明は該実施例に限定されるものではない。
【実施例1】
【0047】
[実施例1−1]
厚み100μmのポリオレフィンシート(オカモト(株)製「コンビニピュアソフティPPタイプ(多層 PP/EVA/PP)」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、最後に60℃で5分間乾燥してインモールド成形に用いられる転写シート10を得た。
【0048】
得られた転写シート10の伸長率(基材シート(ポリオレフィンシート)層12、図柄(グラビア)インク層14およびプライマー層16を含めた3層の伸び率)は、常温(10〜40℃の範囲)で800%以上であった。また、伸長率を変化させたときにおける弾性回復率は表1のとおりであった。
【表1】
【0049】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でポリオレフィンシート(オカモト(株)製「コンビニピュアソフティPPタイプ(多層 PP/EVA/PP)」)のDSC測定を行った。なお、DSC測定とは、試料の温度をゆっくりと上昇または下降させながら吸熱や発熱を測定する方法である。この結果、当該オレフィンシートは45.3℃、77.7℃、および119.3℃にガラス転移点を持ち、122.8℃に融点を持っていることがわかった。
【0050】
図柄の伸びや変形を押さえるため、上述のように、本発明では転写シート10をキャビ型30の表面(開口形成面41)上で滑らせ、キャビティ32の内曲面に密着させる。そこで、開口形成面41の滑りやすさをFRICTION TESTER(カトーテック(株)社製;KES−SE)を用いて、試験材表面(転写シート10における、図柄インク層14が形成された面とは反対側の面)の平均摩擦係数、およびその変動を測定した。摩擦係数の測定には人間の指をシミュレートし、平滑な表面を有する0.5mm径のピアノ線を平面上に10本並べた形状の接触子を用いている(接触子の荷重は50gf、送り速さは1.0mm/sec.)。
【0051】
基材シート12の表面特性を良く表していると考えられる特性値には、MIU(平均摩擦係数)とMMD(摩擦係数の変動=平均偏差)とがある。MIUの値が大きいほど、表面はざらざらして手指に引っかかり易くなり、MMDの値が小さいほど、MIUの値が一定になり、より滑らかであるといえる。本実施例における転写シート10のMIUは2.18、MMDは1.12であった。
【0052】
[実施例1−2]
厚み70μmの塩ビシート(日本ウエーブロック(株)製「タフニール梨地クリヤ」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるように、グラビア輪転試験機を用いて塗布し、60℃で5分間乾燥、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を5μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥して転写シート10を得た。得られた転写シート10の伸長率(基材シート(ポリオレフィンシート)層12、図柄(グラビア)インク層14およびプライマー層16を含めた3層の伸び率)は、常温(10〜40℃の範囲)で236%であった。また、伸長率を変化させたときにおける弾性回復率は表2のとおりであった。
【表2】
【0053】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)で塩ビシート(日本ウエーブロック(株)製「タフニール梨地クリヤ」)のDSC測定を行った。この塩ビシートは227.7℃の融点を持っていた。また、このシートのMIUは2.79、MMDは0.90であった。
【実施例2】
【0054】
[実施例2−1]
実施例1−1で作成した転写シート10を用いた。樹脂成形品ZはU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて以下の要領にてインモールド成形を行った。
(射出条件)
成形樹脂:プライムPP G-20%
射出温度:220℃ 1次圧:100MPa 保圧:50MPa 射出速度:30mm/sec.
(成形工程)
工程1:上述した本発明の転写シート10を用い、転写シート10における動摩擦係数が4.0以下の面がキャビティ32に向かうように配置した後、開口面吸引路42cから吸引し、キャビ型30の開口形成面41に転写シート10を貼り付ける。次に、押さえプレート34を転写シート10の押さえ位置(転写シート10が抵抗なく滑るように0.1〜0.2mmの隙間を開口形成面41との間に確保した位置)に移動させる。
工程2:開口面吸引路42cを閉じると同時に底部吸引路42aおよび側部吸引路42bを通してキャビティ32内の空気を抜き、転写シート10をキャビティ32内に引き込んでキャビティ32の内曲面に密着させる。
工程3:押さえプレート34を開口形成面41に密着させた後、キャビ型30を閉じ、底部吸引路42aおよび側部吸引路42bを介して転写シート10の吸引を続けた状態で、射出成形する。
工程4:冷却終了後、底部吸引路42aおよび側部吸引路42bを閉じ、キャビ型30を後退させる。また、押さえプレート34も元の位置に戻す。
工程5:各スライドコア38を左右に開いて樹脂成形品Zを取り出す。基材シート12と図柄インク層14との間に離型層18が設けられた転写シート10を使用している場合には、基材シート12を剥がしてプライマー層16および図柄インク層14のみを転写させ、インモールド成形が完了する。
【0055】
取り出した樹脂成形品Zは、ウエルドやフィルムの破れができることなく、アンダーカットUCのある裏面まで綺麗に柄伸びなく転写できていた。
【0056】
[実施例2−2]
実施例1−2で作成した転写シート10を使用し、金型および射出条件は実施例2−1と同様とした上で、下記の工程で成形を行った。
(成形工程)
工程1:上述した本発明の転写シート10を用い、転写シート10における動摩擦係数が4.0以下の面がキャビティ32に向かうように配置した後、開口面吸引路42cから吸引し、キャビ型30の開口形成面41に転写シート10を貼り付ける。次に、押さえプレート34を転写シート10の押さえ位置(転写シート10が抵抗なく滑るように0.1〜0.2mmの隙間を開口形成面41との間に確保した位置)に移動させる。
工程2:開口面吸引路42cを閉じると同時に、キャビ型30を前進させ、コア型36の凸部37で転写シート10を押し込んで、開口形成面41を滑らせつつ転写シート10をキャビティ32内に弾性的に伸長させる。
工程3:底部吸引路42aおよび側部吸引路42bを通してキャビティ32内の空気を抜き、転写シート10をキャビティ32内に引き込んでキャビティ32の内曲面に密着させる。
工程4:押さえプレート34を開口形成面41に密着させ、キャビ型30を完全に閉じる。
工程5:底部吸引路42aおよび側部吸引路42bを介して転写シート10の吸引を続けた状態で、射出成形する。
工程6:冷却終了後、底部吸引路42aおよび側部吸引路42bを閉じ、キャビ型30を後退させる。また、押さえプレート34も元の位置に戻す。
工程7:各スライドコア38を左右に開いて樹脂成形品Zを取り出す。基材シート12と図柄インク層14との間に離型層18が設けられた転写シート10を使用している場合、基材シート12を剥がしてプライマー層16および図柄インク層14のみを転写させ、インモールド成形が完了する。
【0057】
取り出した樹脂成形品Zは、ウエルドやフィルムの破れができることなく、アンダーカットUCのある裏面まで綺麗に転写できていた。さらに深絞り部分やアンダーカットUC部分における格子模様についても、柄伸びや変形が少ない状態で成形転写できていた。
【0058】
[比較例1−1]
厚み50μmのウレタンエラストマーシート(大倉工業(株)製「Hai−Fas」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、60℃で5分間乾燥して転写シートを得た。
【0059】
得られた転写シートの伸長率(基材シート(ウレタンエラストマーシート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で526%であった。また、伸長率を変化させたときにおける弾性回復率は表3のとおりであった。
【表3】
【0060】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でウレタンエラストマーシートのDSC測定を行った。この転写シートは14.7℃、23.9℃、34.2℃、および48.6℃のガラス転移点を持ち、105.7℃に融点を持っていた。また、この転写シートのMIUは3.52、MMDは0.83であった。
【0061】
[比較例2−1]
比較例1−1で作成した転写シートを用いた。樹脂成形品はU字型をした猟銃の先台をモデルとし、図2に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行った。
【0062】
本比較例による成形品は、PL(パーティングライン)部(本実施例では、キャビ型30とコア型36とで転写シートを挟む面)を中心に転写シートが破断したり、ウエルド、皺が発生するなど、耐熱性に問題があると思われる欠点が発生した。
【0063】
[比較例1−2]
厚み125μmのポリエステル系シート(東洋紡(株)製「ソフトシャイン」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥した後、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、然る後、60℃で5分間乾燥して転写シートを得た。得られた転写シートの伸長率(基材シート(ポリエステル系シート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で100%であった。また、伸長率を変化させたときにおける弾性回復率は表4のとおりであった。
【表4】
【0064】
さらに、示差走査型熱量計(DSC3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)でポリエステル系シートのDSC測定を行った。このシートは、222.7℃に融点を持っていた。
【0065】
[比較例2−2]
比較例1−2で作成した転写シートを用いた。成形品はU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行ったが、型締め時に、転写シートが金型に巻き込まれてしまい、硬すぎて伸びが悪く、金型破損のおそれが有り成形不可能であった。
【0066】
[比較例1−3]
厚み70μmの塩ビシート(日本ウエーブロック(株)製「タフニールクリヤ」)に、ポリウレタン系グラビアインクを、乾燥膜厚が3μmとなるようにグラビア輪転試験機を用いて塗布した。これを60℃で5分間乾燥し、さらにPPプライマー(日本ペイント(株)製「NAXPPプライマー」)を乾燥膜厚が5μmとなるようにグラビア輪転試験機を用いて塗布し、然る後、60℃で5分間乾燥して転写シートを得た。得られた転写シートの伸長率(基材シート(ポリオレフィンシート)層、図柄(グラビア)インク層およびプライマー層を含めた3層の伸び率)は、常温(10〜40℃の範囲)で320%であった。また、伸長率を変化させたときにおける弾性回復率は表5のとおりであった。
【表5】
【0067】
さらに、示差走査型熱量計(DSC 3100;(株)マック・サイエンス社製, 昇温速度 2℃/min)で塩ビシート(日本ウエーブロック(株)製「タフニールクリヤ」)のDSC測定を行った。この塩ビシートは233.5℃の融点を持っていた。また、この塩ビシートのMIUは6.46、MMDは1.58であった。
【0068】
[比較例2−3]
比較例1−2で作成したインモールド転写用シートを用いた。成形品はU字型をした猟銃の先台をモデルとし、図3に示すような射出成形用金型28を作成した。この射出成形用金型28を用いて実施例2−1に示した要領にてインモールド成形を行った。
【0069】
しかしながら、使用した転写シートは滑り性が非常に悪く、キャビティ32のエッジから部分的に伸長してしまい、キャビティ32の内曲面に追従することができなかったことから、射出成形した時に転写シートが破れてしまい成形品を得ることができなかった。
【符号の説明】
【0070】
10…転写シート
12…基材シート
14…図柄インク層
16…プライマー層
18…離型層
28…射出成形用金型
30…キャビ型(雌型)
32…キャビティ
34…押さえプレート
36…コア型(雄型)
37…(コア型の)凸部
38…スライドコア
39…底部コア
40…開口
41…開口形成面
42…吸引路
42a…底部吸引路
42b…側部吸引路
42c…開口面吸引路
44…コア型挿通孔
46…型閉面
50…溶融樹脂射出路
Z …樹脂成形品
【特許請求の範囲】
【請求項1】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有し、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有する転写シートを、所定形状のキャビティが形成されたキャビ型の開口を覆うようにして、前記反対側の面を前記キャビティに向けて取り付け、
前記キャビティ内を減圧し、前記キャビ型の表面を滑らせつつ前記転写シートを吸い込んで前記キャビティの内面に密着させ、
前記転写シートが前記キャビティの内面に密着した状態でキャビ型を閉じ、然る後、前記キャビティ内に溶融樹脂を射出することを特徴とするインモールド成形方法。
【請求項2】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有し、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有する転写シートを、所定形状のキャビティが形成されたキャビ型の開口を覆うようにして、前記反対側の面を前記キャビティに向けて取り付け、
凸部を有するコア型を前記キャビティ内に挿入していき、前記凸部の先端で前記転写シートを、前記キャビ型の表面を滑らせつつ伸長させて前記キャビティ内に押し込み、
前記キャビティ内を減圧し、前記キャビ型の表面をさらに滑らせつつ前記転写シートを吸い込んで前記キャビティの内面に密着させ、
前記転写シートが前記キャビティの内面に密着した状態でキャビ型を閉じ、然る後、前記キャビティ内に溶融樹脂を射出することを特徴とするインモールド成形方法。
【請求項3】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有しているとともに、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有しており、
前記基材シートは、常温において、200%以上の伸長率と、60%伸長時で40%以下の弾性回復率とを有しており、
前記基材シートにおける、前記図柄インク層が形成された面とは反対側の面における動摩擦係数が4.0以下であり、かつ、
前記基材シートを構成する樹脂は、融点が120℃以上であることを特徴とする転写シート。
【請求項4】
請求項1または2の方法を用いて形成された樹脂成形品。
【請求項1】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有し、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有する転写シートを、所定形状のキャビティが形成されたキャビ型の開口を覆うようにして、前記反対側の面を前記キャビティに向けて取り付け、
前記キャビティ内を減圧し、前記キャビ型の表面を滑らせつつ前記転写シートを吸い込んで前記キャビティの内面に密着させ、
前記転写シートが前記キャビティの内面に密着した状態でキャビ型を閉じ、然る後、前記キャビティ内に溶融樹脂を射出することを特徴とするインモールド成形方法。
【請求項2】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有し、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有する転写シートを、所定形状のキャビティが形成されたキャビ型の開口を覆うようにして、前記反対側の面を前記キャビティに向けて取り付け、
凸部を有するコア型を前記キャビティ内に挿入していき、前記凸部の先端で前記転写シートを、前記キャビ型の表面を滑らせつつ伸長させて前記キャビティ内に押し込み、
前記キャビティ内を減圧し、前記キャビ型の表面をさらに滑らせつつ前記転写シートを吸い込んで前記キャビティの内面に密着させ、
前記転写シートが前記キャビティの内面に密着した状態でキャビ型を閉じ、然る後、前記キャビティ内に溶融樹脂を射出することを特徴とするインモールド成形方法。
【請求項3】
常温で高伸縮性の樹脂製基材シートと、前記基材シートの表面に形成された、常温で高伸縮性の図柄インク層とを有しているとともに、前記図柄インク層が形成された面とは反対側の面が高い滑動性を有しており、
前記基材シートは、常温において、200%以上の伸長率と、60%伸長時で40%以下の弾性回復率とを有しており、
前記基材シートにおける、前記図柄インク層が形成された面とは反対側の面における動摩擦係数が4.0以下であり、かつ、
前記基材シートを構成する樹脂は、融点が120℃以上であることを特徴とする転写シート。
【請求項4】
請求項1または2の方法を用いて形成された樹脂成形品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−6280(P2013−6280A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−138581(P2011−138581)
【出願日】平成23年6月22日(2011.6.22)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度及び平成22年度、経済産業省、地域イノベーション創出研究開発事業、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000222587)東洋機械金属株式会社 (299)
【出願人】(303066699)株式会社ミロク製作所 (7)
【出願人】(591039425)高知県 (51)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月22日(2011.6.22)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度及び平成22年度、経済産業省、地域イノベーション創出研究開発事業、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000222587)東洋機械金属株式会社 (299)
【出願人】(303066699)株式会社ミロク製作所 (7)
【出願人】(591039425)高知県 (51)
【Fターム(参考)】
[ Back to top ]