
覆工体形成用のRCセグメント
【課題】所定数のセグメントを順次周方向に結合させて環状に組み立てていく途中であっても、新たなセグメントを結合させる毎に、所望値のプレストレスを順次にセグメントに付与していくことができて、組み立て途中での自重変位に対する抵抗力に優れた覆工体形成用のRCセグメントを提供する。
【解決手段】接合端面2a同士を突き合わせて筒状の覆工体に組立形成するRCセグメント2であって、周方向に沿って内部に配設されたアンボンドPC鋼線6と、該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物8とを有する。該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されている。該絶縁された可動側接合金物8Aを、隣接配置されて突き合わされるRCセグメントの固定側接合金物8Bに結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与する。
【解決手段】接合端面2a同士を突き合わせて筒状の覆工体に組立形成するRCセグメント2であって、周方向に沿って内部に配設されたアンボンドPC鋼線6と、該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物8とを有する。該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されている。該絶縁された可動側接合金物8Aを、隣接配置されて突き合わされるRCセグメントの固定側接合金物8Bに結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールド工法などにおいて掘削坑内周部の覆工体として用いられるRCセグメントに係わり、特に、周方向に環状に接合して組み立てつつ、逐次に所望のプレストレスを付与していくことが可能なRCセグメントに関する。
【背景技術】
【0002】
一般的にシールド工法にあっては、シールド掘進機が通過した後の掘削坑内周部には、セグメントを逐次連結して継ぎ足しながら筒状の覆工体を延長形成していくようになっている。このようなシールド工法に通常用いられるセグメントは、円筒形状に組み上げるために、展開形状が矩形の板状を呈して円弧状に湾曲形成されたものを使用するのが主流となっている。
【0003】
そして当該セグメントに対しては、相互の結合が容易に行えて自動組み付けによる省力化が図りやすい連結構造を有したものが望まれており、当該連結構造として、セグメントの突き合わせ接合面の対向位置にC型の連結金具を埋め込んでおき、これらの両セグメントのC型連結金具の開口部に両側端部のフランジが係合するI型の連結金具を嵌め込むことによって、セグメント同士の突き合わせ端面を相互に接合させて連結する構造が開発されている。そして、このようなセグメントの連結構造において、C型とI型の両連結金具の双方にテーパ面を形成しておき、I型連結金具を対をなすC型連結金具の開口部に側方から押し込むことで、対をなすC型連結金具同士を近接させて、両セグメント同士の接合力をより一層高めるようにしたものが、例えば特開2003−3793号公報(特許文献1)等に開示されている。
【0004】
ところで、トンネル内に水等の内圧が作用する場合には、覆工体の周方向の軸圧縮力が当該内圧によって減少されてしまうので、遮水性が低下してしまう虞がある。そして、このような軸圧縮力低下の対策としては、セグメントに周方向のプレストレスを作用させることが行われており、この種のプレストレスの導入を可能としたセグメントとして、特開平11−210390号公報(特許文献2)に示されているものが公知になっている。
【0005】
即ち、当該提案のセグメントは、コンクリート製のセグメントの周方向に沿って貫通するアンボンドPC鋼線を設けるとともに、このPC鋼線の両端部に互いにテーパ嵌合可能な一対の雄側と雌側とからなる接合金物を設け、かつこれらの接合金物はセグメントの接合端面に凹設形成した溝部内に配置して構成されたものであり、隣接して突き合わせられる各セグメントのPC鋼線同士を、それらの端部に設けられた雄側接合金物と雌側接合金物とをテーパ嵌合させつつ繋いで、環状に逐次組み立てていくようになっている。
【特許文献1】特開2003−3793号公報
【特許文献2】特開平11−210390号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献2に記載のセグメントにあっては、PC鋼線はその両端が共に自由な可動端となっているので、雄側接合金物と雌側接合金物とをテーパ嵌合させる際の反力が得られ難く、よってセグメント同士を相互に所定位置に組み付け完了させたときの上記テーパ嵌合量を充分に確保してPC鋼線に所望の緊張力を生じさせることが困難であった。このため、最終組み付けされる閉合セグメントには、その継手に調整ナットを設けておき、導入するプレストレスの調整管理を行うようにしている。
【0007】
ところが、このような調整ナットを設けるようにすると、当該ナットを操作するための開口部を形成しなければならなくなり、覆工体の内周面に断面欠損部を生じさせて平滑性を損なわせてしまうことになる。よって、爾後にこの断面欠損部をモルタルで埋める等の二次覆工処理をする必要が生じてしまうという課題があった。
【0008】
また、最終組み付けされる閉合セグメントのみに調整ナットを設けて締め上げると、PC鋼線とシース管との摩擦に阻害されて、その締め付け力はPC鋼線の全長に亘って均一には伝わらず、特に閉合セグメントに対面したセグメントの内部に配設されているPC鋼線部分に作用する緊張力が小さくなってしまうことを避けがたい。よって、全周に均一な緊張力を作用させるためには少なくとも二箇所以上の複数箇所に調整ナットを配置しなければならなくなる。これ故、その緊張力の調整管理作業や二次覆工処理に手間が掛かってしまうことになる。
【0009】
本発明は、以上の課題を解決するものであり、その目的とするところは、隣接接合されるセグメントのPC鋼線同士を連結する接合金物を、所定のリフト量で確実にテーパ係合させてPC鋼線に所望の緊張力を作用させることができ、もって調整ナット等による爾後の緊張力の調整管理が不要で、調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができる覆工体形成用のRCセグメントを提供することにある。
【課題を解決するための手段】
【0010】
前記の目的を達成するために、本発明の請求項1にかかる構成は、接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、周方向に沿って内部に配設されたアンボンドPC鋼線と、該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物とを有し、該接合金物はその少なくともいずれか一方にテーパ面を有してテーパ係合し、かつその少なくともいずれか一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されていて、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする。
【0011】
ここで、前記請求項1においては、前記固定側と絶縁側とからなる接合金物が、一対の雄側接合金物と雌側接合金物とからなる構成となし得る(請求項2)。
【0012】
さらに、前記固定側の接合金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物はその一方のフランジ部がRCセグメントに埋設されて一体的に固定されているとともに、前記絶縁側の接合金物がC型に形成された雌側接合金物でなり、該雌側接合金物は前記接合端面に形成された凹部に収納され、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合する構成となし得る(請求項3)。
【0013】
また、本発明の請求項4にかかる構成は、接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、周方向に沿って内部に配設されたアンボンドPC鋼線と、該PC鋼線の両端部に一体的に結合されて設けられ、それぞれ該接合端面に凹設されている溝部内に収納された接合金物と、該接合金物同士を連結する連結金物と、を有し、該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されているとともに、該接合金物と該連結金物との少なくともいずれか一方にはテーパ面が形成されて相互にテーパ係合し、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に該連結金物を介して結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする。
【0014】
ここで、前記請求項4においては、前記固定側と絶縁側との接合金物がC型の雌側金物でなり、前記連結金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方がテーパ面に形成されている構成となし得る(請求項5)。
【発明の効果】
【0015】
本発明にかかる覆工体形成用のRCセグメントによれば、内部に配設されたアンボンドPC鋼線の両端に設ける接合金物の一方をRCセグメントに一体的に固設して固定端とし、他方を絶縁された可動端としているので、2つのRCセグメントの接合面同士を突き合わせて繋ぎ合わせる時に、絶縁された可動端の接合金物を固定された固定端の接合金物にテーパ係合させて結合するだけで、当該可動端が結合されたPC鋼線を所定量伸長変位させて所望する緊張力の全量を付与することができるとともに、その反力をRCセグメントにプレストレスとして付与することができる。
【0016】
また、接合金物を相互にテーパ係合させて結合するにあたっては、固定側接合金物によって、そのテーパ係合時の反力をしっかりと受けることができ、セグメントを所定の組み付け位置にセットするだけで、接合金物同士を所定のリフト量で確実にテーパ係合させて、PC鋼線に所望の緊張力を作用させることができる。従って、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、内周面に調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0017】
さらに、前記固定側の接合金物をH型もしくはI型に形成された雄側接合金物とし、該雄側接合金物はその一方のフランジ部をRCセグメントに埋設させて一体的に固定するともに、前記絶縁側の接合金物をC型に形成された雌側接合金物とし、該雌側接合金物は前記接合端面に形成された凹部に収納して、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合する構成とすれば、結合部の構造を簡易に構成できるとともに、より容易に雌側接合金物内に雄側接合金物を挿入して係合させることができる。
【0018】
また、PC鋼線の両端部に一体的に結合されて設けられる接合金物を、それぞれ接合端面に凹設されている溝部内に収納して、一方はRCセグメントに一体的に固定するとともに、他方は該RCセグメントから絶縁し、これらの接合金物同士を連結金物を介して結合させることでPC鋼線を緊張させて該RCセグメントにプレストレスを付与する構成とすることによっても、絶縁された可動端の接合金物を固定された固定端の接合金物に結合させるだけで、当該可動端が結合されたPC鋼線を所定量伸長変位させて所望する緊張力の全量を付与することができるとともに、その反力をRCセグメントにプレストレスとして付与することができる。
【0019】
前記固定側と絶縁側との接合金物をC型の雌側金物とし、前記連結金物をH型もしくはI型に形成された雄側接合金物となして、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方にはテーパ面が形成されている構成とすれば、PC鋼線の緊張力を連結金物の挿入量に応じて容易にかつ高精度に調節することができる。
【発明を実施するための最良の形態】
【0020】
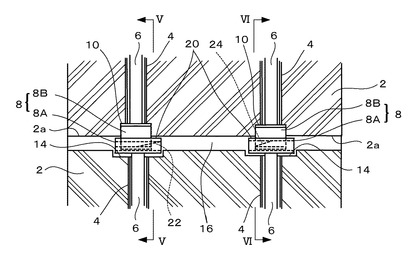
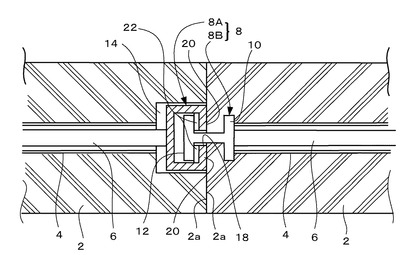
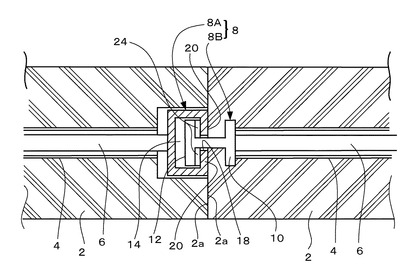
以下に、本発明の実施形態について添付図面を参照して詳細に説明する。図1は本発明にかかる覆工体形成用のRCセグメントの概略構成図であり、図2〜図4は隣接するRCセグメント同士の接合部を厚み方向の断面で示したものであって、図2は接合前の状態を示す図、図3は接合途中の状態を示す図、図4は接合完了状態を示す図である。また、図5は図4中のV−V線矢視断面図、図6は図4中のVI-VI線矢視断面図である。
【0021】
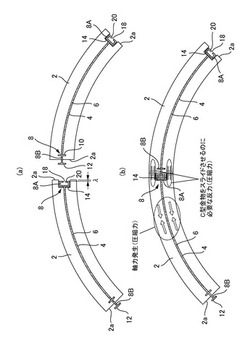
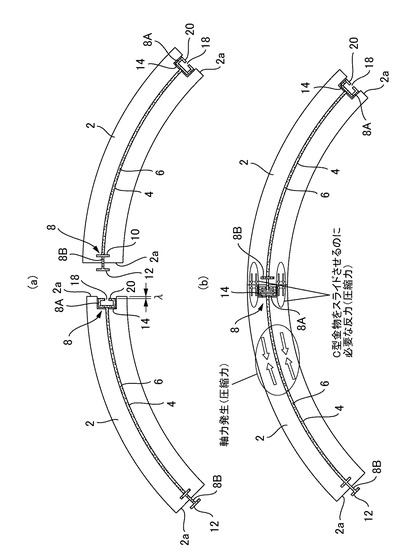
これらの図において、2は鉄筋コンクリート製のRCセグメントである。このRCセグメント2は円弧状に湾曲された直方体状を呈し、その展開形状は矩形の版状をなす。そして、所定数のRCセグメント2を順次にその周方向の側端部を互いに突き合わせ接合させていくことで、円筒状の覆工体を組立形成するようになっている。
【0022】
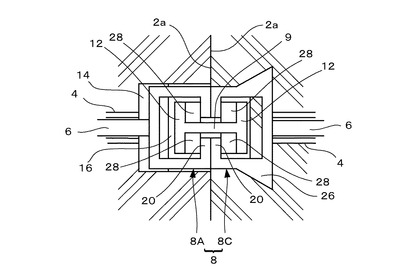
上記RCセグメント2内にはその湾曲した周方向の中立軸に沿って2本のシース管4が埋設されており、このシース管4内にはアンボンドPC鋼線6が挿通配置されて貫通している。そして、このPC鋼線6の両端部には、これに一体的に結合されて接合金物8が設けられている。当該接合金物8は隣接して付き合わされるRCセグメント2,2のPC鋼線6,6同士を結合させるためのものであり、対をなして互いに係合し合う雌側接合金物8Aと雄側接合金物8Bとからなる。図示する本実施の形態では、その雌側接合金物8AにはC型鋼材が使用され、雄側接合金物8BにはH型鋼材が使用されていて、それぞれ接合端面2aに露出して設けられている。
【0023】
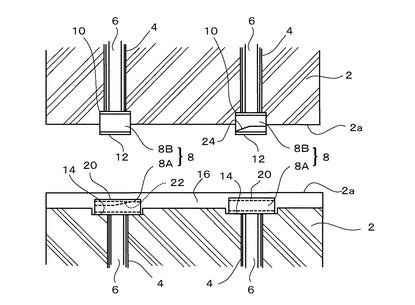
更に詳述すると、H型鋼材からなる雄側接合金物8Bはその一方のフランジ部10がRCセグメント2に埋設されて一体的に固定されて固定端となっており、他方のフランジ部12は所定量だけ接合端面2aから突出している。また、C型鋼材からなる雌側接合金物8Aは接合端面2aに形成された凹部14内にRCセグメント2から絶縁されて配置されて可動端となっており、かつC型鋼材の先端表面は接合端面2aよりも凹部14の内方にあって、先端表面と接合端面2aとの間には所定の隙間λが空いている。また、この絶縁側の接合金物8Aが設けられる接合端面2aには、その長手方向(トンネル軸方向)に沿って、雄型接合金物8BのH型鋼材の突出部分を挿通するための溝部16が形成されていて、当該H型鋼材の突出部分は雌側接合金物8AのC型鋼材の開口部18に側方から挿入されて両者が結合されるようになっている。
【0024】
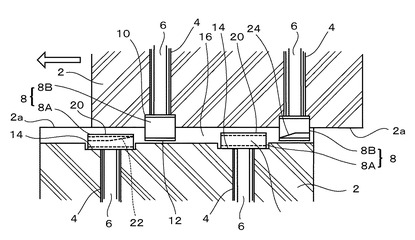
ところで、上記固定側と絶縁側とで対をなす接合金物8(8A,8B)は、その少なくともいずれか一方にテーパ面を有していて、両接合金物8A,8Bはテーパ係合するようになっている。具体的には、本実施の形態では、RCセグメント2の組み付け方向前方側の雄側接合金物8BはそのH型鋼材にテーパ面は形成されていないが、その接合対象の相手方となる雌側接合金物8Aには、そのC型鋼材の開口部18両側の係止片部20の内側にテーパ面22が形成されている。また、組み付け方向後方側にあっては、雄側接合金物8BのH型鋼材におけるフランジ部12の内側にテーパ面24が形成されていて、その接合対象の相手側となる雌側接合金物8AのC型鋼材にはテーパ面は形成されていない。
【0025】
つまり、両RCセグメント2,2をその接合端面2a,2a同士の端部を突き合わせつつ摺動させていって、H型鋼材を側方から溝部16内に挿通させていった時に、相対的に見て両セグメント2,2にとって互いに先行側となるH型鋼材とC型鋼材とには、そのいずれにもテーパ面が形成されていない構成となしているので、この先行側のH型鋼材は同じく先行側のC型鋼材に対しては、その内部をすり抜けて通過していくようになっている。 そして、先行側のH型鋼材がその接合対象の相手方である後行側のC型鋼材部位に達して、その内部に侵入していくとフランジ部12が後行側のC型鋼材の係止片部20に設けられているテーパ面22に係合するようになっている。またこれと同時に、後行側のH型鋼材も先行側のC型鋼材の内部に侵入していき、そのフランジ部12に設けられたテーパ面24にC型鋼材の係止片部20が係合するようになっている。よって、両セグメント2,2同士を所定の結合位置で付き合わせた状態になすと、C型鋼材でなる2つの雌側接合金物8Aはともに接合端面2a側に向けて、テーパ面22,24による所定のリフト量分だけ引き寄せられて両PC鋼線6,6が伸長変形し、当該PC鋼線6,6に上記リフト量に応じた所望の緊張力が付与されるとともに、その反力がRCセグメント2に圧縮力となって作用するようになっている。ここで、上記溝部16はH型鋼材の突出量よりも深く形成されており、凹部14は溝部16よりも更に深く形成されていて、H型鋼材とC型鋼材とのテーパ係合時には、C型鋼材が凹部14の側壁に当接してその係合反力を得るようになっている。
【0026】
従って、以上のように構成されるRCセグメント2にあっては、その可動端側の接合金物8Aが配置された接合端面2aに対して、これに隣接配置されるRCセグメント2をその固定側の接合金物8Bの配置された接合端面2aを突き合わせて相互に結合させるだけで、可動側の接合金物8Aがテーパ面22,24による所定のリフト量分だけ移動してPC鋼線6,6が引き延ばされ、当該PC鋼線6,6に所望値の緊張力が生じるとともに、RCセグメント2に所望値の圧縮力がプレストレスとなって作用することになる。
【0027】
よって、所定数のRCセグメント2,2,…を環状に繋いで円筒状の覆工体に組み立てていくに際し、各RCセグメント2,2,…は、それらが環状に繋げられる前の組み立て途中であっても、各々の可動側接合金物8Aに対して、その隣りに配置される同一のRCセグメント2の固定側連結金物8Bが結合されれば、その時点で所望する全量のプレストレスが逐次に導入されていくことになる。このため、組み立て途中であってもプレストレスの全量が導入されることによって、RCセグメント2の耐力は格段に向上し、組み立て途中における自重変位に対する抵抗力を可及的に高めることができるようになる。
【0028】
また、接合金物8A,8Bを相互にテーパ係合させて結合するにあたっては、固定側接合金物8Bによって、そのテーパ係合時の反力をしっかりと受けることができ、可動側接合金物8Aも凹部14の側壁に当接してその係合反力を得られるので、セグメント2を所定の組み付け位置にセットするだけで、接合金物8A,8B同士を所定のリフト量で確実にテーパ係合させて、PC鋼線6に所望の緊張力を作用させることができる。従って、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、内周面に調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0029】
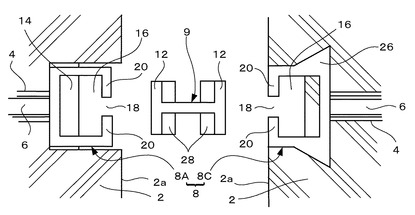
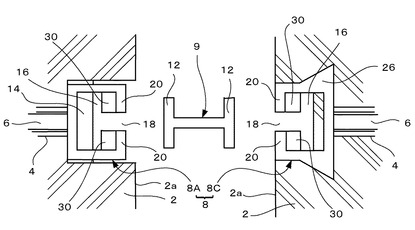
図7〜図10は接合部構造の他の形態を示す断面図である。これらに図示する実施の形態では、PC鋼線6の両端に各々結合される固定側と絶縁側との接合金物8には、ともにC型鋼材が用いられていて雌側接合金物8A,8Cとなっている。これらの両雌側接合金物8A,8Cに対しては、その側方からH型鋼材よりなる雄側連結金物9が跨って挿入係合されて両雌側金物8A,8Cを結合するようになっている。
【0030】
上記一方の雌側接合金物8AのC型鋼材は接合端面2aに形成された凹部14内に配置されて、RCセグメント2とは絶縁されて設けられていて、これにより接合端面2aに向けて移動可能な可動端となっている。また、他方の雌側接合金物8CはそのC型鋼材の開口部18の両側に位置した係止片部20の表面が、接合端面2aと面一にされてRCセグメント2内に一体的に埋設されていて、これにより固定端となっている。そして、その固定をより確実なものとするために、C型鋼材の両側部には側方に三角形状に突出するアンカー突起26が一体的に形成されている。
【0031】
さらに、両接合端面2aには、その突き合わせ状態で対面する両雌側接合金物8A,8C内に掛け渡して雄側連結金物9を挿入して係合させるための挿通用の溝部16がその長手方向に沿って形成されていて、当該挿通用の溝部16は凹部14を横断している。
【0032】
ここで、図7と図8とは結合前と結合後の状態を示しているが、当該実施の形態では、雄側連結金物9をなすH型鋼材のフランジ部12の内面側にテーパ面28が形成されていて、この雄側連結金物9を両雌側接合金物8A,8C内に掛け渡して挿入していくと、そのテーパ面28に案内されて可動側接合金物8AのC型鋼材が固定側接合金物8CのC型鋼材側に近接移動して、そのテーパ面28によるリフト量に応じた緊張力がPC鋼線6に付与される。そして、その反力として接合端面2a,2a間に生じる圧縮力がRCセグメント2にプレストレスとなって導入される。このとき、固定側接合金物8CのC型鋼材に繋がるPC鋼線6の他端が未結合の可動状態にあると、当該固定側接合金物8CのC型鋼材には引き抜き力が作用するが三角形状に突出するアンカー突起26が抵抗するので固定状態が確実に維持される。また、雄側連結金物9のH型鋼材を可動側接合金物8AのC型鋼材内に挿入させていく際の反力は凹部14の側壁によって得られる。
【0033】
また、PC鋼線6の緊張力を、雄側連結金物9の挿入量に応じて容易にかつ高精度に調節することができるので、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、この場合にあっても、内周面に調整ナット用の断面欠損部を有さないセグメント2を用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0034】
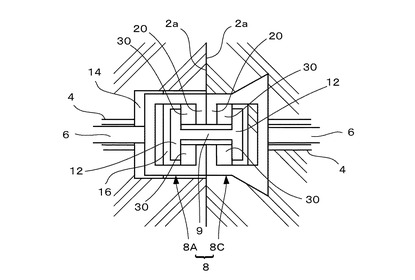
図9と図10は上述の図7、図8における実施の形態の変形例である。この変形例が相違する点はテーパ面の形成部位であり、他の点は図7、図8の構成と全く同じであり同一の符合を付してある。図示するように、この変形例ではテーパ面30が固定側及び可動側の接合金物8A,8CをなすC型鋼材の双方に形成されており、その形成部位は開口部18の両側方に位置する係止片部20の内側である。そして、その作用効果は上述した通りである。
【0035】
また、RCセグメント2に2本のPC鋼線6を設ける場合あっては、連結金物9の挿入方向前方側を図9及び図10に示された構成とし、挿入方向後方側を図7及び図8に示された構成にすれば、前方側結合用の連結金物9にはテーパ面がなく、後方側結合用の接合金具8A,8Cにもテーパ面がないので、当該前方側結合用の連結金物9は後方側結合用の接合金具8A,8C内をすり抜けていって前方側結合用の接合金物8A,8Cに到達してテーパ係合することになり、組立の不都合は生じない。なお、前方側と後方側とに同一の連結構造を採用する場合には、前方側にはその形状を一回り小さくし形成したものを用いると共に、後方側にはその形状を一回り大きく形成したものを用いるようにすることで、上記と同様に前方側結合用の連結金物9が後方側結合用の接合金具8A,8C内をすり抜けていくように構成することが可能である。また、図示した実施の形態では覆工体は円筒状となっているが、本発明はこれに限定されるものではなく、楕円状の筒体、多角形状の筒体、矩形状の筒体等であっても良い。
【図面の簡単な説明】
【0036】
【図1】本発明にかかる覆工体形成用のRCセグメントの概略構成図であり、(a)は結合前の状態を示し、(b)は結合後の状態を示す。
【図2】隣接するRCセグメント同士の接合部を厚み方向の断面で示したもので、接合前の状態を示す図である。
【図3】同上、接合途中の状態を示す図である。
【図4】同上、接合完了状態を示す図である。
【図5】図4中のV−V線矢視断面図である。
【図6】図4中のVI-VI線矢視断面図である。
【図7】接合部構造の他の形態例を示す断面図で、接合前の状態を示す図である。
【図8】同上、接合完了状態を示す図である。
【図9】接合部構造のさらに他のの形態例を示す断面図で、接合前の状態を示す図である。
【図10】同上、接合完了状態を示す図である。
【符号の説明】
【0037】
2 セグメント
2a 突き合わせ接合端面
4 シース管
6 PC鋼線
8 接合金物
8A 雌側接合金物(可動側)
8B 雄側接合金物(固定側)
8C 雌側接合金物(固定側)
9 連結金物
12 フランジ部
14 凹部
16 溝部
18 (雌側接合金物)開口部
20 係止片部
22 テーパ面
24 テーパ面
26 アンカー突起
28 テーパ面
30 テーパ面
【技術分野】
【0001】
本発明は、シールド工法などにおいて掘削坑内周部の覆工体として用いられるRCセグメントに係わり、特に、周方向に環状に接合して組み立てつつ、逐次に所望のプレストレスを付与していくことが可能なRCセグメントに関する。
【背景技術】
【0002】
一般的にシールド工法にあっては、シールド掘進機が通過した後の掘削坑内周部には、セグメントを逐次連結して継ぎ足しながら筒状の覆工体を延長形成していくようになっている。このようなシールド工法に通常用いられるセグメントは、円筒形状に組み上げるために、展開形状が矩形の板状を呈して円弧状に湾曲形成されたものを使用するのが主流となっている。
【0003】
そして当該セグメントに対しては、相互の結合が容易に行えて自動組み付けによる省力化が図りやすい連結構造を有したものが望まれており、当該連結構造として、セグメントの突き合わせ接合面の対向位置にC型の連結金具を埋め込んでおき、これらの両セグメントのC型連結金具の開口部に両側端部のフランジが係合するI型の連結金具を嵌め込むことによって、セグメント同士の突き合わせ端面を相互に接合させて連結する構造が開発されている。そして、このようなセグメントの連結構造において、C型とI型の両連結金具の双方にテーパ面を形成しておき、I型連結金具を対をなすC型連結金具の開口部に側方から押し込むことで、対をなすC型連結金具同士を近接させて、両セグメント同士の接合力をより一層高めるようにしたものが、例えば特開2003−3793号公報(特許文献1)等に開示されている。
【0004】
ところで、トンネル内に水等の内圧が作用する場合には、覆工体の周方向の軸圧縮力が当該内圧によって減少されてしまうので、遮水性が低下してしまう虞がある。そして、このような軸圧縮力低下の対策としては、セグメントに周方向のプレストレスを作用させることが行われており、この種のプレストレスの導入を可能としたセグメントとして、特開平11−210390号公報(特許文献2)に示されているものが公知になっている。
【0005】
即ち、当該提案のセグメントは、コンクリート製のセグメントの周方向に沿って貫通するアンボンドPC鋼線を設けるとともに、このPC鋼線の両端部に互いにテーパ嵌合可能な一対の雄側と雌側とからなる接合金物を設け、かつこれらの接合金物はセグメントの接合端面に凹設形成した溝部内に配置して構成されたものであり、隣接して突き合わせられる各セグメントのPC鋼線同士を、それらの端部に設けられた雄側接合金物と雌側接合金物とをテーパ嵌合させつつ繋いで、環状に逐次組み立てていくようになっている。
【特許文献1】特開2003−3793号公報
【特許文献2】特開平11−210390号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献2に記載のセグメントにあっては、PC鋼線はその両端が共に自由な可動端となっているので、雄側接合金物と雌側接合金物とをテーパ嵌合させる際の反力が得られ難く、よってセグメント同士を相互に所定位置に組み付け完了させたときの上記テーパ嵌合量を充分に確保してPC鋼線に所望の緊張力を生じさせることが困難であった。このため、最終組み付けされる閉合セグメントには、その継手に調整ナットを設けておき、導入するプレストレスの調整管理を行うようにしている。
【0007】
ところが、このような調整ナットを設けるようにすると、当該ナットを操作するための開口部を形成しなければならなくなり、覆工体の内周面に断面欠損部を生じさせて平滑性を損なわせてしまうことになる。よって、爾後にこの断面欠損部をモルタルで埋める等の二次覆工処理をする必要が生じてしまうという課題があった。
【0008】
また、最終組み付けされる閉合セグメントのみに調整ナットを設けて締め上げると、PC鋼線とシース管との摩擦に阻害されて、その締め付け力はPC鋼線の全長に亘って均一には伝わらず、特に閉合セグメントに対面したセグメントの内部に配設されているPC鋼線部分に作用する緊張力が小さくなってしまうことを避けがたい。よって、全周に均一な緊張力を作用させるためには少なくとも二箇所以上の複数箇所に調整ナットを配置しなければならなくなる。これ故、その緊張力の調整管理作業や二次覆工処理に手間が掛かってしまうことになる。
【0009】
本発明は、以上の課題を解決するものであり、その目的とするところは、隣接接合されるセグメントのPC鋼線同士を連結する接合金物を、所定のリフト量で確実にテーパ係合させてPC鋼線に所望の緊張力を作用させることができ、もって調整ナット等による爾後の緊張力の調整管理が不要で、調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができる覆工体形成用のRCセグメントを提供することにある。
【課題を解決するための手段】
【0010】
前記の目的を達成するために、本発明の請求項1にかかる構成は、接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、周方向に沿って内部に配設されたアンボンドPC鋼線と、該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物とを有し、該接合金物はその少なくともいずれか一方にテーパ面を有してテーパ係合し、かつその少なくともいずれか一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されていて、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする。
【0011】
ここで、前記請求項1においては、前記固定側と絶縁側とからなる接合金物が、一対の雄側接合金物と雌側接合金物とからなる構成となし得る(請求項2)。
【0012】
さらに、前記固定側の接合金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物はその一方のフランジ部がRCセグメントに埋設されて一体的に固定されているとともに、前記絶縁側の接合金物がC型に形成された雌側接合金物でなり、該雌側接合金物は前記接合端面に形成された凹部に収納され、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合する構成となし得る(請求項3)。
【0013】
また、本発明の請求項4にかかる構成は、接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、周方向に沿って内部に配設されたアンボンドPC鋼線と、該PC鋼線の両端部に一体的に結合されて設けられ、それぞれ該接合端面に凹設されている溝部内に収納された接合金物と、該接合金物同士を連結する連結金物と、を有し、該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されているとともに、該接合金物と該連結金物との少なくともいずれか一方にはテーパ面が形成されて相互にテーパ係合し、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に該連結金物を介して結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする。
【0014】
ここで、前記請求項4においては、前記固定側と絶縁側との接合金物がC型の雌側金物でなり、前記連結金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方がテーパ面に形成されている構成となし得る(請求項5)。
【発明の効果】
【0015】
本発明にかかる覆工体形成用のRCセグメントによれば、内部に配設されたアンボンドPC鋼線の両端に設ける接合金物の一方をRCセグメントに一体的に固設して固定端とし、他方を絶縁された可動端としているので、2つのRCセグメントの接合面同士を突き合わせて繋ぎ合わせる時に、絶縁された可動端の接合金物を固定された固定端の接合金物にテーパ係合させて結合するだけで、当該可動端が結合されたPC鋼線を所定量伸長変位させて所望する緊張力の全量を付与することができるとともに、その反力をRCセグメントにプレストレスとして付与することができる。
【0016】
また、接合金物を相互にテーパ係合させて結合するにあたっては、固定側接合金物によって、そのテーパ係合時の反力をしっかりと受けることができ、セグメントを所定の組み付け位置にセットするだけで、接合金物同士を所定のリフト量で確実にテーパ係合させて、PC鋼線に所望の緊張力を作用させることができる。従って、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、内周面に調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0017】
さらに、前記固定側の接合金物をH型もしくはI型に形成された雄側接合金物とし、該雄側接合金物はその一方のフランジ部をRCセグメントに埋設させて一体的に固定するともに、前記絶縁側の接合金物をC型に形成された雌側接合金物とし、該雌側接合金物は前記接合端面に形成された凹部に収納して、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合する構成とすれば、結合部の構造を簡易に構成できるとともに、より容易に雌側接合金物内に雄側接合金物を挿入して係合させることができる。
【0018】
また、PC鋼線の両端部に一体的に結合されて設けられる接合金物を、それぞれ接合端面に凹設されている溝部内に収納して、一方はRCセグメントに一体的に固定するとともに、他方は該RCセグメントから絶縁し、これらの接合金物同士を連結金物を介して結合させることでPC鋼線を緊張させて該RCセグメントにプレストレスを付与する構成とすることによっても、絶縁された可動端の接合金物を固定された固定端の接合金物に結合させるだけで、当該可動端が結合されたPC鋼線を所定量伸長変位させて所望する緊張力の全量を付与することができるとともに、その反力をRCセグメントにプレストレスとして付与することができる。
【0019】
前記固定側と絶縁側との接合金物をC型の雌側金物とし、前記連結金物をH型もしくはI型に形成された雄側接合金物となして、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方にはテーパ面が形成されている構成とすれば、PC鋼線の緊張力を連結金物の挿入量に応じて容易にかつ高精度に調節することができる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明の実施形態について添付図面を参照して詳細に説明する。図1は本発明にかかる覆工体形成用のRCセグメントの概略構成図であり、図2〜図4は隣接するRCセグメント同士の接合部を厚み方向の断面で示したものであって、図2は接合前の状態を示す図、図3は接合途中の状態を示す図、図4は接合完了状態を示す図である。また、図5は図4中のV−V線矢視断面図、図6は図4中のVI-VI線矢視断面図である。
【0021】
これらの図において、2は鉄筋コンクリート製のRCセグメントである。このRCセグメント2は円弧状に湾曲された直方体状を呈し、その展開形状は矩形の版状をなす。そして、所定数のRCセグメント2を順次にその周方向の側端部を互いに突き合わせ接合させていくことで、円筒状の覆工体を組立形成するようになっている。
【0022】
上記RCセグメント2内にはその湾曲した周方向の中立軸に沿って2本のシース管4が埋設されており、このシース管4内にはアンボンドPC鋼線6が挿通配置されて貫通している。そして、このPC鋼線6の両端部には、これに一体的に結合されて接合金物8が設けられている。当該接合金物8は隣接して付き合わされるRCセグメント2,2のPC鋼線6,6同士を結合させるためのものであり、対をなして互いに係合し合う雌側接合金物8Aと雄側接合金物8Bとからなる。図示する本実施の形態では、その雌側接合金物8AにはC型鋼材が使用され、雄側接合金物8BにはH型鋼材が使用されていて、それぞれ接合端面2aに露出して設けられている。
【0023】
更に詳述すると、H型鋼材からなる雄側接合金物8Bはその一方のフランジ部10がRCセグメント2に埋設されて一体的に固定されて固定端となっており、他方のフランジ部12は所定量だけ接合端面2aから突出している。また、C型鋼材からなる雌側接合金物8Aは接合端面2aに形成された凹部14内にRCセグメント2から絶縁されて配置されて可動端となっており、かつC型鋼材の先端表面は接合端面2aよりも凹部14の内方にあって、先端表面と接合端面2aとの間には所定の隙間λが空いている。また、この絶縁側の接合金物8Aが設けられる接合端面2aには、その長手方向(トンネル軸方向)に沿って、雄型接合金物8BのH型鋼材の突出部分を挿通するための溝部16が形成されていて、当該H型鋼材の突出部分は雌側接合金物8AのC型鋼材の開口部18に側方から挿入されて両者が結合されるようになっている。
【0024】
ところで、上記固定側と絶縁側とで対をなす接合金物8(8A,8B)は、その少なくともいずれか一方にテーパ面を有していて、両接合金物8A,8Bはテーパ係合するようになっている。具体的には、本実施の形態では、RCセグメント2の組み付け方向前方側の雄側接合金物8BはそのH型鋼材にテーパ面は形成されていないが、その接合対象の相手方となる雌側接合金物8Aには、そのC型鋼材の開口部18両側の係止片部20の内側にテーパ面22が形成されている。また、組み付け方向後方側にあっては、雄側接合金物8BのH型鋼材におけるフランジ部12の内側にテーパ面24が形成されていて、その接合対象の相手側となる雌側接合金物8AのC型鋼材にはテーパ面は形成されていない。
【0025】
つまり、両RCセグメント2,2をその接合端面2a,2a同士の端部を突き合わせつつ摺動させていって、H型鋼材を側方から溝部16内に挿通させていった時に、相対的に見て両セグメント2,2にとって互いに先行側となるH型鋼材とC型鋼材とには、そのいずれにもテーパ面が形成されていない構成となしているので、この先行側のH型鋼材は同じく先行側のC型鋼材に対しては、その内部をすり抜けて通過していくようになっている。 そして、先行側のH型鋼材がその接合対象の相手方である後行側のC型鋼材部位に達して、その内部に侵入していくとフランジ部12が後行側のC型鋼材の係止片部20に設けられているテーパ面22に係合するようになっている。またこれと同時に、後行側のH型鋼材も先行側のC型鋼材の内部に侵入していき、そのフランジ部12に設けられたテーパ面24にC型鋼材の係止片部20が係合するようになっている。よって、両セグメント2,2同士を所定の結合位置で付き合わせた状態になすと、C型鋼材でなる2つの雌側接合金物8Aはともに接合端面2a側に向けて、テーパ面22,24による所定のリフト量分だけ引き寄せられて両PC鋼線6,6が伸長変形し、当該PC鋼線6,6に上記リフト量に応じた所望の緊張力が付与されるとともに、その反力がRCセグメント2に圧縮力となって作用するようになっている。ここで、上記溝部16はH型鋼材の突出量よりも深く形成されており、凹部14は溝部16よりも更に深く形成されていて、H型鋼材とC型鋼材とのテーパ係合時には、C型鋼材が凹部14の側壁に当接してその係合反力を得るようになっている。
【0026】
従って、以上のように構成されるRCセグメント2にあっては、その可動端側の接合金物8Aが配置された接合端面2aに対して、これに隣接配置されるRCセグメント2をその固定側の接合金物8Bの配置された接合端面2aを突き合わせて相互に結合させるだけで、可動側の接合金物8Aがテーパ面22,24による所定のリフト量分だけ移動してPC鋼線6,6が引き延ばされ、当該PC鋼線6,6に所望値の緊張力が生じるとともに、RCセグメント2に所望値の圧縮力がプレストレスとなって作用することになる。
【0027】
よって、所定数のRCセグメント2,2,…を環状に繋いで円筒状の覆工体に組み立てていくに際し、各RCセグメント2,2,…は、それらが環状に繋げられる前の組み立て途中であっても、各々の可動側接合金物8Aに対して、その隣りに配置される同一のRCセグメント2の固定側連結金物8Bが結合されれば、その時点で所望する全量のプレストレスが逐次に導入されていくことになる。このため、組み立て途中であってもプレストレスの全量が導入されることによって、RCセグメント2の耐力は格段に向上し、組み立て途中における自重変位に対する抵抗力を可及的に高めることができるようになる。
【0028】
また、接合金物8A,8Bを相互にテーパ係合させて結合するにあたっては、固定側接合金物8Bによって、そのテーパ係合時の反力をしっかりと受けることができ、可動側接合金物8Aも凹部14の側壁に当接してその係合反力を得られるので、セグメント2を所定の組み付け位置にセットするだけで、接合金物8A,8B同士を所定のリフト量で確実にテーパ係合させて、PC鋼線6に所望の緊張力を作用させることができる。従って、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、内周面に調整ナット用の断面欠損部を有さないセグメントを用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0029】
図7〜図10は接合部構造の他の形態を示す断面図である。これらに図示する実施の形態では、PC鋼線6の両端に各々結合される固定側と絶縁側との接合金物8には、ともにC型鋼材が用いられていて雌側接合金物8A,8Cとなっている。これらの両雌側接合金物8A,8Cに対しては、その側方からH型鋼材よりなる雄側連結金物9が跨って挿入係合されて両雌側金物8A,8Cを結合するようになっている。
【0030】
上記一方の雌側接合金物8AのC型鋼材は接合端面2aに形成された凹部14内に配置されて、RCセグメント2とは絶縁されて設けられていて、これにより接合端面2aに向けて移動可能な可動端となっている。また、他方の雌側接合金物8CはそのC型鋼材の開口部18の両側に位置した係止片部20の表面が、接合端面2aと面一にされてRCセグメント2内に一体的に埋設されていて、これにより固定端となっている。そして、その固定をより確実なものとするために、C型鋼材の両側部には側方に三角形状に突出するアンカー突起26が一体的に形成されている。
【0031】
さらに、両接合端面2aには、その突き合わせ状態で対面する両雌側接合金物8A,8C内に掛け渡して雄側連結金物9を挿入して係合させるための挿通用の溝部16がその長手方向に沿って形成されていて、当該挿通用の溝部16は凹部14を横断している。
【0032】
ここで、図7と図8とは結合前と結合後の状態を示しているが、当該実施の形態では、雄側連結金物9をなすH型鋼材のフランジ部12の内面側にテーパ面28が形成されていて、この雄側連結金物9を両雌側接合金物8A,8C内に掛け渡して挿入していくと、そのテーパ面28に案内されて可動側接合金物8AのC型鋼材が固定側接合金物8CのC型鋼材側に近接移動して、そのテーパ面28によるリフト量に応じた緊張力がPC鋼線6に付与される。そして、その反力として接合端面2a,2a間に生じる圧縮力がRCセグメント2にプレストレスとなって導入される。このとき、固定側接合金物8CのC型鋼材に繋がるPC鋼線6の他端が未結合の可動状態にあると、当該固定側接合金物8CのC型鋼材には引き抜き力が作用するが三角形状に突出するアンカー突起26が抵抗するので固定状態が確実に維持される。また、雄側連結金物9のH型鋼材を可動側接合金物8AのC型鋼材内に挿入させていく際の反力は凹部14の側壁によって得られる。
【0033】
また、PC鋼線6の緊張力を、雄側連結金物9の挿入量に応じて容易にかつ高精度に調節することができるので、爾後に、緊張力を調整ナット等によって調整管理する必要が無い。このため、この場合にあっても、内周面に調整ナット用の断面欠損部を有さないセグメント2を用いて、内周面が平滑な覆工体をその全周に亘って形成することができ、二次覆工処理も不要になって、省力化・作業効率化を格段に向上させることができるようになる。
【0034】
図9と図10は上述の図7、図8における実施の形態の変形例である。この変形例が相違する点はテーパ面の形成部位であり、他の点は図7、図8の構成と全く同じであり同一の符合を付してある。図示するように、この変形例ではテーパ面30が固定側及び可動側の接合金物8A,8CをなすC型鋼材の双方に形成されており、その形成部位は開口部18の両側方に位置する係止片部20の内側である。そして、その作用効果は上述した通りである。
【0035】
また、RCセグメント2に2本のPC鋼線6を設ける場合あっては、連結金物9の挿入方向前方側を図9及び図10に示された構成とし、挿入方向後方側を図7及び図8に示された構成にすれば、前方側結合用の連結金物9にはテーパ面がなく、後方側結合用の接合金具8A,8Cにもテーパ面がないので、当該前方側結合用の連結金物9は後方側結合用の接合金具8A,8C内をすり抜けていって前方側結合用の接合金物8A,8Cに到達してテーパ係合することになり、組立の不都合は生じない。なお、前方側と後方側とに同一の連結構造を採用する場合には、前方側にはその形状を一回り小さくし形成したものを用いると共に、後方側にはその形状を一回り大きく形成したものを用いるようにすることで、上記と同様に前方側結合用の連結金物9が後方側結合用の接合金具8A,8C内をすり抜けていくように構成することが可能である。また、図示した実施の形態では覆工体は円筒状となっているが、本発明はこれに限定されるものではなく、楕円状の筒体、多角形状の筒体、矩形状の筒体等であっても良い。
【図面の簡単な説明】
【0036】
【図1】本発明にかかる覆工体形成用のRCセグメントの概略構成図であり、(a)は結合前の状態を示し、(b)は結合後の状態を示す。
【図2】隣接するRCセグメント同士の接合部を厚み方向の断面で示したもので、接合前の状態を示す図である。
【図3】同上、接合途中の状態を示す図である。
【図4】同上、接合完了状態を示す図である。
【図5】図4中のV−V線矢視断面図である。
【図6】図4中のVI-VI線矢視断面図である。
【図7】接合部構造の他の形態例を示す断面図で、接合前の状態を示す図である。
【図8】同上、接合完了状態を示す図である。
【図9】接合部構造のさらに他のの形態例を示す断面図で、接合前の状態を示す図である。
【図10】同上、接合完了状態を示す図である。
【符号の説明】
【0037】
2 セグメント
2a 突き合わせ接合端面
4 シース管
6 PC鋼線
8 接合金物
8A 雌側接合金物(可動側)
8B 雄側接合金物(固定側)
8C 雌側接合金物(固定側)
9 連結金物
12 フランジ部
14 凹部
16 溝部
18 (雌側接合金物)開口部
20 係止片部
22 テーパ面
24 テーパ面
26 アンカー突起
28 テーパ面
30 テーパ面
【特許請求の範囲】
【請求項1】
接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、
周方向に沿って内部に配設されたアンボンドPC鋼線と、
該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物とを有し、
該接合金物はその少なくともいずれか一方にテーパ面を有してテーパ係合し、かつその少なくともいずれか一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されていて、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする覆工体形成用のRCセグメント。
【請求項2】
前記固定側と絶縁側とからなる接合金物が、一対の雄側接合金物と雌側接合金物とからなることを特徴とする請求項1記載の覆工体形成用のRCセグメント。
【請求項3】
前記固定側の接合金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物はその一方のフランジ部がRCセグメントに埋設されて一体的に固定されているとともに、前記絶縁側の接合金物がC型に形成された雌側接合金物でなり、該雌側接合金物は前記接合端面に形成された凹部に収納され、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合することを特徴とする請求項2記載の覆工体形成用のRCセグメント。
【請求項4】
接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、
周方向に沿って内部に配設されたアンボンドPC鋼線と、
該PC鋼線の両端部に一体的に結合されて設けられ、それぞれ該接合端面に凹設されている溝部内に収納された接合金物と、
該接合金物同士を連結する連結金物とを有し、
該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されているとともに、該接合金物と該連結金物との少なくともいずれか一方にはテーパ面が形成されて相互にテーパ係合し、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に該連結金物を介して結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする覆工体形成用のRCセグメント。
【請求項5】
前記固定側と絶縁側との接合金物がC型の雌側金物でなり、前記連結金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方がテーパ面に形成されていることを特徴とする請求項4記載の覆工体形成用のRCセグメント。
【請求項1】
接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、
周方向に沿って内部に配設されたアンボンドPC鋼線と、
該PC鋼線の両端部に一体的に結合されてそれぞれ該接合端面に露出して設けられた接合金物とを有し、
該接合金物はその少なくともいずれか一方にテーパ面を有してテーパ係合し、かつその少なくともいずれか一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されていて、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする覆工体形成用のRCセグメント。
【請求項2】
前記固定側と絶縁側とからなる接合金物が、一対の雄側接合金物と雌側接合金物とからなることを特徴とする請求項1記載の覆工体形成用のRCセグメント。
【請求項3】
前記固定側の接合金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物はその一方のフランジ部がRCセグメントに埋設されて一体的に固定されているとともに、前記絶縁側の接合金物がC型に形成された雌側接合金物でなり、該雌側接合金物は前記接合端面に形成された凹部に収納され、該雄側接合金物は該雌側接合金物の開口部に側方から挿通されて該開口部両側の係止片部にフランジ部がテーパ嵌合することを特徴とする請求項2記載の覆工体形成用のRCセグメント。
【請求項4】
接合端面同士を突き合わせて筒状の覆工体に組立形成するRCセグメントであって、
周方向に沿って内部に配設されたアンボンドPC鋼線と、
該PC鋼線の両端部に一体的に結合されて設けられ、それぞれ該接合端面に凹設されている溝部内に収納された接合金物と、
該接合金物同士を連結する連結金物とを有し、
該接合金物の一方は該RCセグメントに一体的に固定され、他方は該RCセグメントから絶縁されているとともに、該接合金物と該連結金物との少なくともいずれか一方にはテーパ面が形成されて相互にテーパ係合し、該絶縁側接合金物を隣接配置されて突き合わされるRCセグメントの固定側接合金物に該連結金物を介して結合させることで該PC鋼線を緊張させて該RCセグメントにプレストレスを付与することを特徴とする覆工体形成用のRCセグメント。
【請求項5】
前記固定側と絶縁側との接合金物がC型の雌側金物でなり、前記連結金物がH型もしくはI型に形成された雄側接合金物でなり、該雄側接合金物は前記溝部を通じて該雌側接合金物の開口部に側方から挿入されて該開口部両側の係止片部にフランジ部が係合し、該係止部とフランジ部との少なくともいずれか一方がテーパ面に形成されていることを特徴とする請求項4記載の覆工体形成用のRCセグメント。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−2456(P2007−2456A)
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願番号】特願2005−181746(P2005−181746)
【出願日】平成17年6月22日(2005.6.22)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
【公開日】平成19年1月11日(2007.1.11)
【国際特許分類】
【出願日】平成17年6月22日(2005.6.22)
【出願人】(000000549)株式会社大林組 (1,758)
【Fターム(参考)】
[ Back to top ]