
覗き見防止体およびその製造方法
【課題】表示画面の視認性を確保しつつ、側方からの覗き見を防止することができるとともに、装飾性をも備えた覗き見防止体を提供する。
【解決手段】複数の光透過帯11と複数の遮光帯12とが交互に配されているルーバー層10を備えた覗き見防止体1であって、複数の遮光帯12の少なくとも一部は、互いに異なる色に着色された複数の領域12a、12bからなる多色遮光帯12cであることを特徴とする。
【解決手段】複数の光透過帯11と複数の遮光帯12とが交互に配されているルーバー層10を備えた覗き見防止体1であって、複数の遮光帯12の少なくとも一部は、互いに異なる色に着色された複数の領域12a、12bからなる多色遮光帯12cであることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば携帯電話、携帯情報端末等の表示画面に適用して、該表示画面に表示された内容の覗き見を防止する覗き見防止体に関する。
【背景技術】
【0002】
例えば携帯電話、携帯情報端末等の表示画面に適用される覗き見防止体として、下記特許文献1では、複数の透明シリコーンゴムシートと着色シリコーンゴムシートとを互い違いに並べて一体化することによりルーバー層を形成し、該ルーバー層の表面に透光層を設けるとともに、該ルーバー層の裏面に粘着層を設けたものが提案されている。
かかる構成の覗き見防止体によれば、使用者からの表示画面の視認性を損なうことなく、側方からの覗き見を防止することができる。
【特許文献1】特開2003−131202号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のような覗き見防止体は、例えば携帯電話の表示画面に接着して使用されるが、単に側方からの覗き見を防止するだけであり、携帯電話のアクセサリーとしては面白みに欠ける。
【0004】
本発明は、上記の課題を解決するためになされたものであって、表示画面の視認性を確保しつつ、側方からの覗き見を防止することができるとともに、装飾性をも備えた覗き見防止体を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明の覗き見防止体は、複数の光透過帯と複数の遮光帯とが交互に配されているルーバー層を備えた覗き見防止体であって、前記複数の遮光帯の少なくとも一部は、互いに異なる色に着色された複数の領域からなる多色遮光帯であることを特徴とする。
【0006】
また本発明は、複数の光透過帯と複数の単色遮光帯とが交互に配されている第1のルーバー体を形成する工程と、前記第1のルーバー体に貫通穴を形成する工程と、複数の光透過帯と複数の単色遮光帯とが交互に配されており、該単色遮光帯は前記第1のルーバー体における単色遮光帯とは異なる色に着色されており、かつ前記第1のルーバー体に形成された貫通穴の内面形状と同じ外面形状を有する第2のルーバー体を形成する工程と、前記第1のルーバー体の貫通穴に、前記第2のルーバー体を嵌め込む工程を有することを特徴とする覗き見防止体の製造方法を提供する。
【発明の効果】
【0007】
本発明によれば、表示画面の視認性を確保しつつ、側方からの覗き見を防止することができるとともに、装飾性をも備えた覗き見防止体が得られる。
【発明を実施するための最良の形態】
【0008】
<第一の実施形態>
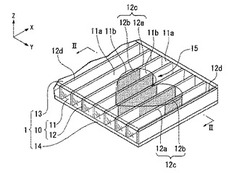
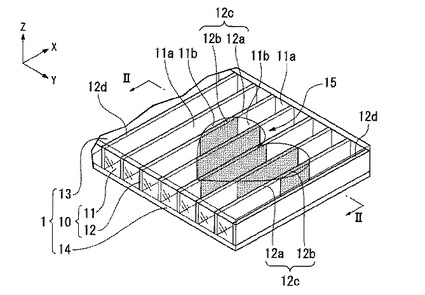
図1、2は本発明の覗き見防止体の一実施形態を示したもので、図1は斜視図、図2は図1中のII−II線に沿う断面図である。なお、図面は覗き見防止体の一部を拡大して模式的に示している(以下、同様)。
本実施形態の覗き見防止体1は、光透過帯11と遮光帯12とを交互に配してなるルーバー層10の視認側の面(以下、表面ということもある。)上に、透明保護層13が積層されている。以下、ルーバー層10の厚さ方向をZ方向、Z方向に垂直な面内における互いに垂直な二方向をそれぞれX方向、Y方向とする。
ルーバー層10には、X―Y平面(Z軸方向に垂直な面)内において所定の平面形状(本実施形態ではハート型)をなす加飾領域15が設けられている。
またルーバー層10の、視認側とは反対側の面(以下、裏面ということもある。)上には、粘着層14が設けられている。
X―Y平面内における、覗き見防止体の全体の平面形状は、例えば矩形であるが、適用する表示画面の形状に応じて適宜変更できる。
【0009】
[ルーバー層]
ルーバー層10を構成している光透過帯11および遮光帯12はいずれもX方向に延びる帯状であり、Y方向において複数の光透過帯11と複数の遮光帯12とが交互に配されている。複数の光透過帯11のY方向の幅は均一であり、かつX方向において一定である。また複数の遮光帯12のY方向の幅も均一であり、かつX方向において一定である。
複数の遮光帯12のうち、加飾領域15を横切るものは、第1の着色領域12aと第2の着色領域12bとからなる多色遮光帯12cであり、残りの遮光帯12は全体が一様に着色されている単色遮光帯12dである。第1の着色領域12aと第2の着色領域12bとは互いに異なる色にそれぞれ着色されている。
【0010】
加飾領域15を横切る多色遮光帯12cにおいて、加飾領域15の外部に存在する部分は第1の着色領域12aからなっており、加飾領域15の内部に存在する部分は第2の着色領域12bからなっている。第1の着色領域12aおよび第2の着色領域12bは、いずれもX方向に延びる帯状である。本実施形態において、第1の着色領域12aおよび第2の着色領域12bは、Y方向の幅が互いに等しく、Z方向の厚さも互いに等しい。また隣接する第1の着色領域12aと第2の着色領域12bの境界部分において、該2つの領域の端面どうしは互いに密着している。
なお、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で、第1の着色領域12aと第2の着色領域12bとの間で、Y方向の幅やZ方向の厚さが互いに異なっていてもよく、両者の端面どうしが密着していなくてもよい。
単色遮光帯12dは第1の着色領域12aと同じ色に着色されている。
【0011】
また複数の光透過帯11のうち、加飾領域15上を通るものは、加飾領域15の外側に存在する第1の光透過領域11aと、加飾領域15の内側に存在する第2の光透過領域11bとからなっており、残りの光透過帯11は全体が一様に形成されている。
第1の光透過領域11aおよび第2の光透過領域11bは、いずれもX方向に延びる帯状である。本実施形態において、隣接する第1の光透過領域11aと第2の光透過領域11bの境界部分において、該2つの領域の端面どうしは互いに密着しており、隣接する第1の光透過領域11aと第2の光透過領域11bとを合わせた形状が、加飾領域15上を通らない光透過帯11の形状と同じになっている。
なお、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で、隣接する第1の光透過領域11aと第2の光透過領域11bとを合わせた形状と、加飾領域15上を通らない光透過帯11の形状とが相違していてもよい。
【0012】
光透過帯11の材料としては、透明性が高い樹脂が用いられる。具体的には、光透過帯11のみに対して、図中Z方向に光を透過させたときの光線透過率が75%以上、好ましくは85%以上であるような、高い透明性を有する樹脂材料が好ましい。例えば、透明性が高い熱可塑性樹脂や熱硬化性樹脂が用いられ、具体例としては、セルロース系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、シリコーン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂等が挙げられる。中でもシリコーン樹脂が好ましく、特に耐熱性の点でシリコーンゴムが特に好ましい。
第1の光透過領域11aと第2の光透過領域11bとは同じ材質からなることが好ましい。
【0013】
なお、本明細書における「光線透過率」の値は、光源としてJIS Z 8720に規定されるD65を用い、光源から出射された検査光の強度を受光センサーで測定する装置において、前記検査光の光路上に被測定物が無い状態での受光センサーの出力値をA、検査光の光路上に被測定物をセットし、被測定物を透過した透過光が受光センサーで受光される状態での出力値をBとするとき、光線透過率=(B/A)×100(単位;%)で求められる値とする。
【0014】
遮光帯12の材料としては、光透過帯11の材料として上記に挙げた樹脂を基材とし、これに顔料や染料等の着色剤を添加してなる着色樹脂が好適に用いられる。遮光帯12の色調は、遮光帯12における好ましい遮光性が得られればよく、例えば黒、赤、黄、緑、青、水色等とすることができる。遮光帯12の色調は、着色剤の種類および添加量によって調整できる。具体的には、遮光帯12のみに対して、図中Y方向に光を透過させたときの光線透過率が40%以下、好ましくは10%以下となるような遮光性を有することが好ましい。また、遮光帯12の色調は、ルーバー層10を見たときに認識される色調を構成するので装飾性も考慮して設計することが好ましい。
着色剤の具体例としては、カーボンブラック、ベンカラ、酸化鉄、酸化チタン、黄色酸化鉄、ジスアゾイエロー、フタロシアニンブルー等の一般的な有機顔料あるいは無機顔料が挙げられる。着色剤は1種でもよく、2種以上を用いてもよい。また黒色顔料を用いない場合は、良好な遮光性を得るために炭酸カルシウム、酸化チタン、硫化バリウム等の白色顔料を併用することが好ましい。
【0015】
多色遮光帯12cにおいて、第1の着色領域12aと第2の着色領域12bとは、樹脂成分は同じで、着色剤が異なることが好ましい。
またルーバー層10において、光透過帯11をなしている樹脂材料と、遮光帯12の基材としての樹脂材料とは同じであってもよく、異なっていてもよいが、光透過帯11と遮光帯12との接着性の点からは両者が同じであることが好ましい。
【0016】
ルーバー層10において、Y−Z平面(図2における紙面)内における視野角θは、光透過帯11のZ方向における厚さおよびY方向における幅によって決まる。また、Y方向における光透過帯11の幅と遮光帯12の幅の比は、Z方向に平行な光線の透過率に影響する。
具体的に、ルーバー層10における前記視野角θは30〜150°の範囲が好ましく、より好ましくは60〜120°である。
光透過帯11のZ方向における厚さTは、0.1〜2.5mm程度が好ましく、0.14〜0.4mm程度がより好ましい。
光透過帯11のY方向における幅W1は、50μm〜0.3mmの範囲内が好ましく、75μm〜0.2mmの範囲内がより好ましい。
遮光帯12のY方向における幅W2は、5μm〜50μmの範囲内が好ましく、15μm〜30μmの範囲内がより好ましい。
遮光帯12のZ方向における厚さTは、光透過帯11の厚さTと同じであることが好ましい。
なお本実施形態では、上記θ、T、W1、W2は、それぞれ加飾領域15の内側と外側とで互いに同じであるが、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で互いに異なっていてもよい。
【0017】
[透明保護層]
透明保護層13の材料としては、光透過帯11の材料として上記に挙げた樹脂を用いることができる。透明保護層13の単体に対して、図中、Z方向に光を透過させたときの光線透過率が75%以上であることが好ましく、85%以上であることがより好ましい。
透明保護層13の材料は、特に、透明性と耐熱性の点からポリカーボネート樹脂、ポリエステル系樹脂、アクリル樹脂、ポリオレフィン系樹脂(特に、シクロオレフィンポリマー)、セルロース系樹脂が好ましく、中でもポリカーボネート、およびポリエステル樹脂がより好ましい。
透明保護層13のZ方向における厚さは、薄すぎると十分な保護機能が得られず、厚いほど光線透過率が低下するので、0.01〜0.5mm程度が好ましく、0.1〜0.2mm程度がより好ましい。
【0018】
[接着層]
ルーバー層10の表面に、第1の透明保護層13を設ける方法は特に限定されず、公知の手法を適宜用いることができる。
例えば、ルーバー層10の表面に接着剤(図示せず)を塗布し、第1の透明保護層13の材料からなるシートを貼り合わせた後、接着剤を硬化させる方法でもよい。
このとき用いる接着剤は硬化後における光線透過率が高いものが好ましい。具体的には、接着剤を硬化させた後の接着層の単体における光線透過率が65%以上であるものが好ましく、80%以上がより好ましい。
例えば熱硬化型接着剤、多液反応型接着剤、紫外線硬化型接着剤等が挙げられる。具体的にはエポキシ系接着剤、ウレタン系接着剤、アクリル系接着剤、メラミン系接着剤、ポリエステル系接着剤、シリコーン系接着剤等を好適に用いることができる。
これらの中でも、ルーバー層10との良好な接着性を得るうえで、ルーバー層10と同種の材料を用いることが好ましく、例えばルーバー層10がシリコーンゴムからなる場合は、接着層の材料としてシリコーン系接着剤を用いることが特に好ましい。
【0019】
[粘着層]
粘着層14の材料としては、表示画面に対して再剥離可能に接着できる程度の粘着力を有するものであればよく、透明性が高いものが好ましい。また表示画面から剥離したときに糊残りが少ないものが好ましい。
粘着層14の単体に対して、図中、Z方向に光を透過させたときの光線透過率が75%以上であることが好ましく、85%以上であることがより好ましい。
例えば、粘着層14は再剥離可能な粘着剤として市販されている材料からなる層や、エラストマー(低架橋密度品のゲル状物質を含む)からなる層であって表面(表示画面との接着面)が鏡面加工された層であることが好ましい。前記再剥離可能な粘着剤の具体例としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。前記エラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。これらの中でも、糊残りが少なく、透明性が高い点でシリコーンゴムが特に好ましい。
粘着層14のZ方向における厚さは、薄すぎると粘着性が低下し、厚いほど光線透過率が低下するので、0.01〜0.5mm程度が好ましく、0.02〜0.1mm程度がより好ましい。
【0020】
[製造方法]
以下、本実施形態の覗き見防止体の製造方法の例を説明する。ルーバー層10は、例えば以下の方法で作製できる。
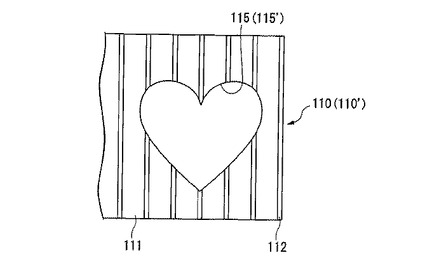
まず、図3に示すように、複数の光透過帯111と複数の単色遮光帯112とが交互に配されている第1のルーバー体110を形成し、該第1のルーバー体110に貫通穴115を形成する。
第1のルーバー体110における光透過帯111は、得ようとするルーバー層10における第1の光透過領域11aの材料で構成されている。また第1のルーバー体110における単色遮光帯112は、全体が、得ようとするルーバー層10における第1の着色領域12aの色に着色されている。
具体的には、第1のルーバー体110の光透過帯111の構成材料からなり、厚さが上記W1である第1のシートの複数枚と、第1のルーバー体110の単色遮光帯112の構成材料からなり、厚さが上記W2である第2のシートの複数枚とを交互に積層し、加熱および加圧してこれら複数のシートが一体化してなるブロック体を形成する。次いで、該ブロック体をシート表面に垂直な切断面でスライスすることにより第1のルーバー体110を得る。スライスする際の厚さ(スライス幅)は上記Tである。
この第1のルーバー体110に対して、得ようとするルーバー層10における加飾領域15に相当する部分をくり抜いて、貫通穴115を形成する。
【0021】
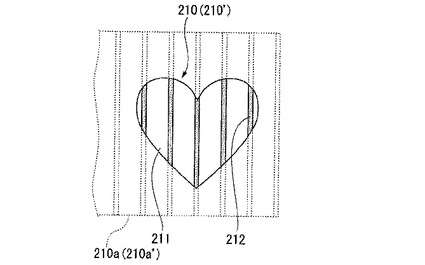
これとは別に、図4に示すように、複数の光透過帯211と複数の単色遮光帯212とが交互に配されており、前記第1のルーバー体110に形成された貫通穴115の内面形状と同じ外面形状を有する第2のルーバー体210を形成する。
第2のルーバー体210における光透過帯211は、得ようとするルーバー層10における第2の光透過領域11bの材料で構成されている。また第2のルーバー体210における単色遮光帯212は、全体が、得ようとするルーバー層10における第2の着色領域12bの色に着色されている。すなわち、第2のルーバー体210における単色遮光帯212は、前記第1のルーバー体110における単色遮光帯112とは異なる色に着色されている。
具体的には、第2のルーバー体210の光透過帯211の構成材料からなり、厚さが上記W1である第1のシートの複数枚と、第2のルーバー体210の単色遮光帯212の構成材料からなり、厚さが上記W2である第2のシートの複数枚とを交互に積層し、加熱および加圧してこれら複数のシートが一体化してなるブロック体を形成する。次いで、該ブロック体をシート表面に垂直な切断面でスライスして、シート状の前駆体210aを得る。このときスライスする際の厚さ(スライス幅)は上記Tである。
さらに、得られた前駆体210aから、得ようとするルーバー層10における加飾領域15に相当する部分を切り出して、第2のルーバー体210を得る。
【0022】
次いで、前記で得た第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込むことにより、図1に示すルーバー層10を得る。
本実施形態では、第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込んだ状態で、第2のルーバー体210における光透過帯211の端面が、第1のルーバー体110における光透過帯111の端面に密着し、かつ第2のルーバー体210における単色遮光帯212の端面が、第1のルーバー体110における単色遮光帯112の端面に密着するように、第1のルーバー体110における貫通穴115の位置、および前駆体210aから第2のルーバー体210を切り出す位置を決める。
この後、得られたルーバー層10の表面上に、接着剤を介して透明保護層13を貼り合わせた後、接着剤を硬化させる。さらに、ルーバー層10の裏面に粘着層14を設けることにより、本実施形態の覗き見防止体1が得られる。
【0023】
なお、覗き見防止体1における加飾領域15の形状、大きさ、および数は本実施形態のものに限られず、適宜変更可能である。また、多色遮光帯12cを構成する着色領域の数は2以上の任意の数とすることができ、用いる色の数も2色以上の任意の数とすることができる。
【0024】
また、上記実施形態では、第1のルーバー体110および第2のルーバー体210を、ブロック体を厚さ(スライス幅)Tでスライスしたシート状としたが、該スライス前のブロック体を、第1のルーバー体110’および第2のルーバー体210’として用い、該第1のルーバー体110’の貫通穴に第2のルーバー体210’を嵌め込んだ後に、厚さ(スライス幅)Tのシート状にスライスしてもよい。
具体的には、上記実施形態と同様にして、第1のルーバー体110’の光透過帯111の構成材料からなる第1のシートの複数枚と、第1のルーバー体110’の単色遮光帯112の構成材料からなる第2のシートの複数枚とを交互に積層し、これらを一体化してブロック体を形成する。このブロック体を第1のルーバー体110’とし、加飾領域15に相当する部分をくり抜いて貫通穴115’を形成する。この貫通穴115’の深さ方向は、第1のルーバー体110’における前記シート表面に沿う方向と平行である。
これとは別に、上記実施形態と同様にして、第2のルーバー体210’の光透過帯211の構成材料からなる第1のシートの複数枚と、第2のルーバー体210’の単色遮光帯212の構成材料からなる第2のシートの複数枚とを交互に積層し、これらを一体化してブロック体を形成する。このブロック体を前駆体210a’とし、この前駆体210a’から前記貫通穴115’の内面形状と同じ外面形状を有する第2のルーバー体210’を切り出す。この第2のルーバー体210’の厚さ方向は、これを構成している前記シート表面に沿う方向と平行である。
そして、前記で得た第1のルーバー体110’の貫通穴115’に、第2のルーバー体210’を嵌め込んだ後、各シート表面に垂直な切断面でスライスすることにより、図1に示すルーバー層10を得る。このときスライスする際の厚さ(スライス幅)は上記Tである。
【0025】
本実施形態の覗き見防止体1は、例えば携帯電話等の表示画面上に貼り付けて用いられる。
本実施形態の覗き見防止体1は、ルーバー層10を備えているので側方からの覗き見を防止することができる。
ルーバー層10において遮光帯12は着色されているが、加飾領域15内に存在する遮光帯(第2の着色領域12b)と、加飾領域15外に存在する遮光帯(第1の着色領域12aおよび単色遮光帯12d)とは互いに異なる色に着色されているため、加飾領域15がその周囲とは異なる色調に認識され、これにより覗き見を防止体1に装飾性が付与される。
また、加飾領域15は、遮光帯12の色によって認識されるため、覗き見防止体1を見る使用者の視点が、Y−Z平面内においてY方向に近いほど、加飾領域15の色調がより濃く(暗く)見え、Z方向に近いほどより薄く(明るく)見える。したがって、覗き見防止体1に加飾領域15を設けたことによる、使用者における表示画面の視認性の低下が抑えられるとともに、側方からの覗き見を防止する効果も充分に得られる。
また粘着層14の外側面が粘着性を有する面となっており、この面を表示画面に密着させることにより、繰り返し着脱可能に貼着させることができる。
【0026】
また本実施形態の覗き見防止体1の製造方法は、第1のルーバー体110の貫通穴115に、これとは別に作製した第2のルーバー体210を嵌め込む方法でルーバー層10を製造するため、互いに異なる色に着色された複数の領域からなる多色遮光帯12cを備えたルーバー層10を容易に製造することができる。
【実施例】
【0027】
以下に実施例を挙げるが、本発明はこれらの実施例に限定されるものではない。
(実施例1)
図1,2に示す構成の覗き見防止体1を製造した。
まず、第1のルーバー体110の光透過帯111として透明シリコーンゴム(信越化学工業社製、商品名;KE153U)からなる厚さが200μmの第1のシートを用意した。
また、第1のルーバー体110の単色遮光帯112として透明シリコーンゴム(信越化学工業社製、商品名;KE153U)100質量部に対してカーボンブラックを15質量部添加した材料からなる厚さが20μmの第2のシートを用意した。
そして第1のシート複数枚と第2のシート複数枚とを交互に積層し、加熱加硫および加圧してこれら複数のシートが一体化してなるブロック体を形成した。
次いで、該ブロック体をシート表面に垂直な切断面で、厚さ360μmにスライスすることにより第1のルーバー体110を作製した。
続いて、この第1のルーバー体110に対して、図3に示すように加飾領域に相当するハート型部分をくり抜いて、貫通穴115を形成した。
【0028】
これとは別に、第2のルーバー体210の光透過帯211として、上記第1のルーバー体110の光透過帯111と同じ透明シリコーンゴムシート(第1のシート)を用意した。
また、第2のルーバー体210の単色遮光帯212として、上記第1のルーバー体110の単色遮光帯112と同じ透明シリコーンゴム100質量部に対して、ベンカラの15質量部および炭酸カルシウムの10質量部を添加した材料からなる厚さが20μmの第2のシートを用意した。
そして第1のシート複数枚と第2のシート複数枚とを交互に積層し、加熱加硫および加圧してこれら複数のシートが一体化してなるブロック体を形成した。
次いで、該ブロック体をシート表面に垂直な切断面で、厚さ360μmにスライスしてシート状の前駆体210aを得た。さらに、得られた前駆体210aから、図4に示すように、前記の第1のルーバー体110の貫通穴115と同じ形状のハート型部分を切り出して、第2のルーバー体210を得た。
【0029】
次いで、前記で得た第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込んで、図1に示すルーバー層10を作製した。
続いて、得られたルーバー層10の一方の面上に、熱硬化型接着剤(信越化学工業社製、商品名;KE1825)を塗布したポリカーボネートシート(透明保護層13)を貼り合わせて、該接着剤を熱硬化させた。
また、ルーバー層10の他方の面上に、二液硬化型シリコーンゴム(信越化学工業社製、商品名;KE1935)を用いて、スクリーン印刷法により粘着層14を形成した。
こうして得られた覗き見防止体は、視野角θが120°で、鮮明なハート型模様部を有していた。覗き見防止体の色は見る角度によって濃淡が異なり、Y−Z平面内において視点がZ方向からY方向に近づくほど濃い色に見える。ハート型模様部は桃色〜赤色であり、その周囲は灰色〜黒色であった。
【産業上の利用可能性】
【0030】
本発明の覗き見防止体は、例えば携帯電話、携帯情報端末(例えばPDA;Personal Didital Assistant)等における、情報表示体表示画面に適用して、該表示画面に表示された内容の覗き見を防止できる。
【図面の簡単な説明】
【0031】
【図1】本発明の実施形態を示す斜視図である。
【図2】図1中のII−II線に沿う断面図である。
【図3】本発明にかかる製造方法の説明図である。
【図4】本発明にかかる製造方法の説明図である。
【符号の説明】
【0032】
1 覗き見防止体
10 ルーバー層
11 光透過帯
12 遮光帯
12a 第1の着色領域
12b 第2の着色領域
12c 多色遮光帯
110、110’ 第1のルーバー体
111 光透過帯(第1のルーバー体)
112 単色遮光帯(第1のルーバー体)
115、115’ 貫通穴
210、210’ 第2のルーバー体
211 光透過帯(第2のルーバー体)
212 単色遮光帯(第2のルーバー体)
【技術分野】
【0001】
本発明は、例えば携帯電話、携帯情報端末等の表示画面に適用して、該表示画面に表示された内容の覗き見を防止する覗き見防止体に関する。
【背景技術】
【0002】
例えば携帯電話、携帯情報端末等の表示画面に適用される覗き見防止体として、下記特許文献1では、複数の透明シリコーンゴムシートと着色シリコーンゴムシートとを互い違いに並べて一体化することによりルーバー層を形成し、該ルーバー層の表面に透光層を設けるとともに、該ルーバー層の裏面に粘着層を設けたものが提案されている。
かかる構成の覗き見防止体によれば、使用者からの表示画面の視認性を損なうことなく、側方からの覗き見を防止することができる。
【特許文献1】特開2003−131202号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、上記のような覗き見防止体は、例えば携帯電話の表示画面に接着して使用されるが、単に側方からの覗き見を防止するだけであり、携帯電話のアクセサリーとしては面白みに欠ける。
【0004】
本発明は、上記の課題を解決するためになされたものであって、表示画面の視認性を確保しつつ、側方からの覗き見を防止することができるとともに、装飾性をも備えた覗き見防止体を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記の目的を達成するために、本発明の覗き見防止体は、複数の光透過帯と複数の遮光帯とが交互に配されているルーバー層を備えた覗き見防止体であって、前記複数の遮光帯の少なくとも一部は、互いに異なる色に着色された複数の領域からなる多色遮光帯であることを特徴とする。
【0006】
また本発明は、複数の光透過帯と複数の単色遮光帯とが交互に配されている第1のルーバー体を形成する工程と、前記第1のルーバー体に貫通穴を形成する工程と、複数の光透過帯と複数の単色遮光帯とが交互に配されており、該単色遮光帯は前記第1のルーバー体における単色遮光帯とは異なる色に着色されており、かつ前記第1のルーバー体に形成された貫通穴の内面形状と同じ外面形状を有する第2のルーバー体を形成する工程と、前記第1のルーバー体の貫通穴に、前記第2のルーバー体を嵌め込む工程を有することを特徴とする覗き見防止体の製造方法を提供する。
【発明の効果】
【0007】
本発明によれば、表示画面の視認性を確保しつつ、側方からの覗き見を防止することができるとともに、装飾性をも備えた覗き見防止体が得られる。
【発明を実施するための最良の形態】
【0008】
<第一の実施形態>
図1、2は本発明の覗き見防止体の一実施形態を示したもので、図1は斜視図、図2は図1中のII−II線に沿う断面図である。なお、図面は覗き見防止体の一部を拡大して模式的に示している(以下、同様)。
本実施形態の覗き見防止体1は、光透過帯11と遮光帯12とを交互に配してなるルーバー層10の視認側の面(以下、表面ということもある。)上に、透明保護層13が積層されている。以下、ルーバー層10の厚さ方向をZ方向、Z方向に垂直な面内における互いに垂直な二方向をそれぞれX方向、Y方向とする。
ルーバー層10には、X―Y平面(Z軸方向に垂直な面)内において所定の平面形状(本実施形態ではハート型)をなす加飾領域15が設けられている。
またルーバー層10の、視認側とは反対側の面(以下、裏面ということもある。)上には、粘着層14が設けられている。
X―Y平面内における、覗き見防止体の全体の平面形状は、例えば矩形であるが、適用する表示画面の形状に応じて適宜変更できる。
【0009】
[ルーバー層]
ルーバー層10を構成している光透過帯11および遮光帯12はいずれもX方向に延びる帯状であり、Y方向において複数の光透過帯11と複数の遮光帯12とが交互に配されている。複数の光透過帯11のY方向の幅は均一であり、かつX方向において一定である。また複数の遮光帯12のY方向の幅も均一であり、かつX方向において一定である。
複数の遮光帯12のうち、加飾領域15を横切るものは、第1の着色領域12aと第2の着色領域12bとからなる多色遮光帯12cであり、残りの遮光帯12は全体が一様に着色されている単色遮光帯12dである。第1の着色領域12aと第2の着色領域12bとは互いに異なる色にそれぞれ着色されている。
【0010】
加飾領域15を横切る多色遮光帯12cにおいて、加飾領域15の外部に存在する部分は第1の着色領域12aからなっており、加飾領域15の内部に存在する部分は第2の着色領域12bからなっている。第1の着色領域12aおよび第2の着色領域12bは、いずれもX方向に延びる帯状である。本実施形態において、第1の着色領域12aおよび第2の着色領域12bは、Y方向の幅が互いに等しく、Z方向の厚さも互いに等しい。また隣接する第1の着色領域12aと第2の着色領域12bの境界部分において、該2つの領域の端面どうしは互いに密着している。
なお、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で、第1の着色領域12aと第2の着色領域12bとの間で、Y方向の幅やZ方向の厚さが互いに異なっていてもよく、両者の端面どうしが密着していなくてもよい。
単色遮光帯12dは第1の着色領域12aと同じ色に着色されている。
【0011】
また複数の光透過帯11のうち、加飾領域15上を通るものは、加飾領域15の外側に存在する第1の光透過領域11aと、加飾領域15の内側に存在する第2の光透過領域11bとからなっており、残りの光透過帯11は全体が一様に形成されている。
第1の光透過領域11aおよび第2の光透過領域11bは、いずれもX方向に延びる帯状である。本実施形態において、隣接する第1の光透過領域11aと第2の光透過領域11bの境界部分において、該2つの領域の端面どうしは互いに密着しており、隣接する第1の光透過領域11aと第2の光透過領域11bとを合わせた形状が、加飾領域15上を通らない光透過帯11の形状と同じになっている。
なお、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で、隣接する第1の光透過領域11aと第2の光透過領域11bとを合わせた形状と、加飾領域15上を通らない光透過帯11の形状とが相違していてもよい。
【0012】
光透過帯11の材料としては、透明性が高い樹脂が用いられる。具体的には、光透過帯11のみに対して、図中Z方向に光を透過させたときの光線透過率が75%以上、好ましくは85%以上であるような、高い透明性を有する樹脂材料が好ましい。例えば、透明性が高い熱可塑性樹脂や熱硬化性樹脂が用いられ、具体例としては、セルロース系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、シリコーン樹脂、ポリスチレン樹脂、ポリ塩化ビニル樹脂、アクリル樹脂、ポリカーボネート樹脂等が挙げられる。中でもシリコーン樹脂が好ましく、特に耐熱性の点でシリコーンゴムが特に好ましい。
第1の光透過領域11aと第2の光透過領域11bとは同じ材質からなることが好ましい。
【0013】
なお、本明細書における「光線透過率」の値は、光源としてJIS Z 8720に規定されるD65を用い、光源から出射された検査光の強度を受光センサーで測定する装置において、前記検査光の光路上に被測定物が無い状態での受光センサーの出力値をA、検査光の光路上に被測定物をセットし、被測定物を透過した透過光が受光センサーで受光される状態での出力値をBとするとき、光線透過率=(B/A)×100(単位;%)で求められる値とする。
【0014】
遮光帯12の材料としては、光透過帯11の材料として上記に挙げた樹脂を基材とし、これに顔料や染料等の着色剤を添加してなる着色樹脂が好適に用いられる。遮光帯12の色調は、遮光帯12における好ましい遮光性が得られればよく、例えば黒、赤、黄、緑、青、水色等とすることができる。遮光帯12の色調は、着色剤の種類および添加量によって調整できる。具体的には、遮光帯12のみに対して、図中Y方向に光を透過させたときの光線透過率が40%以下、好ましくは10%以下となるような遮光性を有することが好ましい。また、遮光帯12の色調は、ルーバー層10を見たときに認識される色調を構成するので装飾性も考慮して設計することが好ましい。
着色剤の具体例としては、カーボンブラック、ベンカラ、酸化鉄、酸化チタン、黄色酸化鉄、ジスアゾイエロー、フタロシアニンブルー等の一般的な有機顔料あるいは無機顔料が挙げられる。着色剤は1種でもよく、2種以上を用いてもよい。また黒色顔料を用いない場合は、良好な遮光性を得るために炭酸カルシウム、酸化チタン、硫化バリウム等の白色顔料を併用することが好ましい。
【0015】
多色遮光帯12cにおいて、第1の着色領域12aと第2の着色領域12bとは、樹脂成分は同じで、着色剤が異なることが好ましい。
またルーバー層10において、光透過帯11をなしている樹脂材料と、遮光帯12の基材としての樹脂材料とは同じであってもよく、異なっていてもよいが、光透過帯11と遮光帯12との接着性の点からは両者が同じであることが好ましい。
【0016】
ルーバー層10において、Y−Z平面(図2における紙面)内における視野角θは、光透過帯11のZ方向における厚さおよびY方向における幅によって決まる。また、Y方向における光透過帯11の幅と遮光帯12の幅の比は、Z方向に平行な光線の透過率に影響する。
具体的に、ルーバー層10における前記視野角θは30〜150°の範囲が好ましく、より好ましくは60〜120°である。
光透過帯11のZ方向における厚さTは、0.1〜2.5mm程度が好ましく、0.14〜0.4mm程度がより好ましい。
光透過帯11のY方向における幅W1は、50μm〜0.3mmの範囲内が好ましく、75μm〜0.2mmの範囲内がより好ましい。
遮光帯12のY方向における幅W2は、5μm〜50μmの範囲内が好ましく、15μm〜30μmの範囲内がより好ましい。
遮光帯12のZ方向における厚さTは、光透過帯11の厚さTと同じであることが好ましい。
なお本実施形態では、上記θ、T、W1、W2は、それぞれ加飾領域15の内側と外側とで互いに同じであるが、覗き見防止体としての機能および加飾領域15の装飾性を損なわない範囲で互いに異なっていてもよい。
【0017】
[透明保護層]
透明保護層13の材料としては、光透過帯11の材料として上記に挙げた樹脂を用いることができる。透明保護層13の単体に対して、図中、Z方向に光を透過させたときの光線透過率が75%以上であることが好ましく、85%以上であることがより好ましい。
透明保護層13の材料は、特に、透明性と耐熱性の点からポリカーボネート樹脂、ポリエステル系樹脂、アクリル樹脂、ポリオレフィン系樹脂(特に、シクロオレフィンポリマー)、セルロース系樹脂が好ましく、中でもポリカーボネート、およびポリエステル樹脂がより好ましい。
透明保護層13のZ方向における厚さは、薄すぎると十分な保護機能が得られず、厚いほど光線透過率が低下するので、0.01〜0.5mm程度が好ましく、0.1〜0.2mm程度がより好ましい。
【0018】
[接着層]
ルーバー層10の表面に、第1の透明保護層13を設ける方法は特に限定されず、公知の手法を適宜用いることができる。
例えば、ルーバー層10の表面に接着剤(図示せず)を塗布し、第1の透明保護層13の材料からなるシートを貼り合わせた後、接着剤を硬化させる方法でもよい。
このとき用いる接着剤は硬化後における光線透過率が高いものが好ましい。具体的には、接着剤を硬化させた後の接着層の単体における光線透過率が65%以上であるものが好ましく、80%以上がより好ましい。
例えば熱硬化型接着剤、多液反応型接着剤、紫外線硬化型接着剤等が挙げられる。具体的にはエポキシ系接着剤、ウレタン系接着剤、アクリル系接着剤、メラミン系接着剤、ポリエステル系接着剤、シリコーン系接着剤等を好適に用いることができる。
これらの中でも、ルーバー層10との良好な接着性を得るうえで、ルーバー層10と同種の材料を用いることが好ましく、例えばルーバー層10がシリコーンゴムからなる場合は、接着層の材料としてシリコーン系接着剤を用いることが特に好ましい。
【0019】
[粘着層]
粘着層14の材料としては、表示画面に対して再剥離可能に接着できる程度の粘着力を有するものであればよく、透明性が高いものが好ましい。また表示画面から剥離したときに糊残りが少ないものが好ましい。
粘着層14の単体に対して、図中、Z方向に光を透過させたときの光線透過率が75%以上であることが好ましく、85%以上であることがより好ましい。
例えば、粘着層14は再剥離可能な粘着剤として市販されている材料からなる層や、エラストマー(低架橋密度品のゲル状物質を含む)からなる層であって表面(表示画面との接着面)が鏡面加工された層であることが好ましい。前記再剥離可能な粘着剤の具体例としては、アクリル系粘着剤、ウレタン系粘着剤、ゴム系粘着剤等が挙げられる。前記エラストマーの具体例としては、シリコーンゴム、シリコーンゲル、ウレタンゴム、ウレタンゲル等が挙げられる。これらの中でも、糊残りが少なく、透明性が高い点でシリコーンゴムが特に好ましい。
粘着層14のZ方向における厚さは、薄すぎると粘着性が低下し、厚いほど光線透過率が低下するので、0.01〜0.5mm程度が好ましく、0.02〜0.1mm程度がより好ましい。
【0020】
[製造方法]
以下、本実施形態の覗き見防止体の製造方法の例を説明する。ルーバー層10は、例えば以下の方法で作製できる。
まず、図3に示すように、複数の光透過帯111と複数の単色遮光帯112とが交互に配されている第1のルーバー体110を形成し、該第1のルーバー体110に貫通穴115を形成する。
第1のルーバー体110における光透過帯111は、得ようとするルーバー層10における第1の光透過領域11aの材料で構成されている。また第1のルーバー体110における単色遮光帯112は、全体が、得ようとするルーバー層10における第1の着色領域12aの色に着色されている。
具体的には、第1のルーバー体110の光透過帯111の構成材料からなり、厚さが上記W1である第1のシートの複数枚と、第1のルーバー体110の単色遮光帯112の構成材料からなり、厚さが上記W2である第2のシートの複数枚とを交互に積層し、加熱および加圧してこれら複数のシートが一体化してなるブロック体を形成する。次いで、該ブロック体をシート表面に垂直な切断面でスライスすることにより第1のルーバー体110を得る。スライスする際の厚さ(スライス幅)は上記Tである。
この第1のルーバー体110に対して、得ようとするルーバー層10における加飾領域15に相当する部分をくり抜いて、貫通穴115を形成する。
【0021】
これとは別に、図4に示すように、複数の光透過帯211と複数の単色遮光帯212とが交互に配されており、前記第1のルーバー体110に形成された貫通穴115の内面形状と同じ外面形状を有する第2のルーバー体210を形成する。
第2のルーバー体210における光透過帯211は、得ようとするルーバー層10における第2の光透過領域11bの材料で構成されている。また第2のルーバー体210における単色遮光帯212は、全体が、得ようとするルーバー層10における第2の着色領域12bの色に着色されている。すなわち、第2のルーバー体210における単色遮光帯212は、前記第1のルーバー体110における単色遮光帯112とは異なる色に着色されている。
具体的には、第2のルーバー体210の光透過帯211の構成材料からなり、厚さが上記W1である第1のシートの複数枚と、第2のルーバー体210の単色遮光帯212の構成材料からなり、厚さが上記W2である第2のシートの複数枚とを交互に積層し、加熱および加圧してこれら複数のシートが一体化してなるブロック体を形成する。次いで、該ブロック体をシート表面に垂直な切断面でスライスして、シート状の前駆体210aを得る。このときスライスする際の厚さ(スライス幅)は上記Tである。
さらに、得られた前駆体210aから、得ようとするルーバー層10における加飾領域15に相当する部分を切り出して、第2のルーバー体210を得る。
【0022】
次いで、前記で得た第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込むことにより、図1に示すルーバー層10を得る。
本実施形態では、第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込んだ状態で、第2のルーバー体210における光透過帯211の端面が、第1のルーバー体110における光透過帯111の端面に密着し、かつ第2のルーバー体210における単色遮光帯212の端面が、第1のルーバー体110における単色遮光帯112の端面に密着するように、第1のルーバー体110における貫通穴115の位置、および前駆体210aから第2のルーバー体210を切り出す位置を決める。
この後、得られたルーバー層10の表面上に、接着剤を介して透明保護層13を貼り合わせた後、接着剤を硬化させる。さらに、ルーバー層10の裏面に粘着層14を設けることにより、本実施形態の覗き見防止体1が得られる。
【0023】
なお、覗き見防止体1における加飾領域15の形状、大きさ、および数は本実施形態のものに限られず、適宜変更可能である。また、多色遮光帯12cを構成する着色領域の数は2以上の任意の数とすることができ、用いる色の数も2色以上の任意の数とすることができる。
【0024】
また、上記実施形態では、第1のルーバー体110および第2のルーバー体210を、ブロック体を厚さ(スライス幅)Tでスライスしたシート状としたが、該スライス前のブロック体を、第1のルーバー体110’および第2のルーバー体210’として用い、該第1のルーバー体110’の貫通穴に第2のルーバー体210’を嵌め込んだ後に、厚さ(スライス幅)Tのシート状にスライスしてもよい。
具体的には、上記実施形態と同様にして、第1のルーバー体110’の光透過帯111の構成材料からなる第1のシートの複数枚と、第1のルーバー体110’の単色遮光帯112の構成材料からなる第2のシートの複数枚とを交互に積層し、これらを一体化してブロック体を形成する。このブロック体を第1のルーバー体110’とし、加飾領域15に相当する部分をくり抜いて貫通穴115’を形成する。この貫通穴115’の深さ方向は、第1のルーバー体110’における前記シート表面に沿う方向と平行である。
これとは別に、上記実施形態と同様にして、第2のルーバー体210’の光透過帯211の構成材料からなる第1のシートの複数枚と、第2のルーバー体210’の単色遮光帯212の構成材料からなる第2のシートの複数枚とを交互に積層し、これらを一体化してブロック体を形成する。このブロック体を前駆体210a’とし、この前駆体210a’から前記貫通穴115’の内面形状と同じ外面形状を有する第2のルーバー体210’を切り出す。この第2のルーバー体210’の厚さ方向は、これを構成している前記シート表面に沿う方向と平行である。
そして、前記で得た第1のルーバー体110’の貫通穴115’に、第2のルーバー体210’を嵌め込んだ後、各シート表面に垂直な切断面でスライスすることにより、図1に示すルーバー層10を得る。このときスライスする際の厚さ(スライス幅)は上記Tである。
【0025】
本実施形態の覗き見防止体1は、例えば携帯電話等の表示画面上に貼り付けて用いられる。
本実施形態の覗き見防止体1は、ルーバー層10を備えているので側方からの覗き見を防止することができる。
ルーバー層10において遮光帯12は着色されているが、加飾領域15内に存在する遮光帯(第2の着色領域12b)と、加飾領域15外に存在する遮光帯(第1の着色領域12aおよび単色遮光帯12d)とは互いに異なる色に着色されているため、加飾領域15がその周囲とは異なる色調に認識され、これにより覗き見を防止体1に装飾性が付与される。
また、加飾領域15は、遮光帯12の色によって認識されるため、覗き見防止体1を見る使用者の視点が、Y−Z平面内においてY方向に近いほど、加飾領域15の色調がより濃く(暗く)見え、Z方向に近いほどより薄く(明るく)見える。したがって、覗き見防止体1に加飾領域15を設けたことによる、使用者における表示画面の視認性の低下が抑えられるとともに、側方からの覗き見を防止する効果も充分に得られる。
また粘着層14の外側面が粘着性を有する面となっており、この面を表示画面に密着させることにより、繰り返し着脱可能に貼着させることができる。
【0026】
また本実施形態の覗き見防止体1の製造方法は、第1のルーバー体110の貫通穴115に、これとは別に作製した第2のルーバー体210を嵌め込む方法でルーバー層10を製造するため、互いに異なる色に着色された複数の領域からなる多色遮光帯12cを備えたルーバー層10を容易に製造することができる。
【実施例】
【0027】
以下に実施例を挙げるが、本発明はこれらの実施例に限定されるものではない。
(実施例1)
図1,2に示す構成の覗き見防止体1を製造した。
まず、第1のルーバー体110の光透過帯111として透明シリコーンゴム(信越化学工業社製、商品名;KE153U)からなる厚さが200μmの第1のシートを用意した。
また、第1のルーバー体110の単色遮光帯112として透明シリコーンゴム(信越化学工業社製、商品名;KE153U)100質量部に対してカーボンブラックを15質量部添加した材料からなる厚さが20μmの第2のシートを用意した。
そして第1のシート複数枚と第2のシート複数枚とを交互に積層し、加熱加硫および加圧してこれら複数のシートが一体化してなるブロック体を形成した。
次いで、該ブロック体をシート表面に垂直な切断面で、厚さ360μmにスライスすることにより第1のルーバー体110を作製した。
続いて、この第1のルーバー体110に対して、図3に示すように加飾領域に相当するハート型部分をくり抜いて、貫通穴115を形成した。
【0028】
これとは別に、第2のルーバー体210の光透過帯211として、上記第1のルーバー体110の光透過帯111と同じ透明シリコーンゴムシート(第1のシート)を用意した。
また、第2のルーバー体210の単色遮光帯212として、上記第1のルーバー体110の単色遮光帯112と同じ透明シリコーンゴム100質量部に対して、ベンカラの15質量部および炭酸カルシウムの10質量部を添加した材料からなる厚さが20μmの第2のシートを用意した。
そして第1のシート複数枚と第2のシート複数枚とを交互に積層し、加熱加硫および加圧してこれら複数のシートが一体化してなるブロック体を形成した。
次いで、該ブロック体をシート表面に垂直な切断面で、厚さ360μmにスライスしてシート状の前駆体210aを得た。さらに、得られた前駆体210aから、図4に示すように、前記の第1のルーバー体110の貫通穴115と同じ形状のハート型部分を切り出して、第2のルーバー体210を得た。
【0029】
次いで、前記で得た第1のルーバー体110の貫通穴115に、第2のルーバー体210を嵌め込んで、図1に示すルーバー層10を作製した。
続いて、得られたルーバー層10の一方の面上に、熱硬化型接着剤(信越化学工業社製、商品名;KE1825)を塗布したポリカーボネートシート(透明保護層13)を貼り合わせて、該接着剤を熱硬化させた。
また、ルーバー層10の他方の面上に、二液硬化型シリコーンゴム(信越化学工業社製、商品名;KE1935)を用いて、スクリーン印刷法により粘着層14を形成した。
こうして得られた覗き見防止体は、視野角θが120°で、鮮明なハート型模様部を有していた。覗き見防止体の色は見る角度によって濃淡が異なり、Y−Z平面内において視点がZ方向からY方向に近づくほど濃い色に見える。ハート型模様部は桃色〜赤色であり、その周囲は灰色〜黒色であった。
【産業上の利用可能性】
【0030】
本発明の覗き見防止体は、例えば携帯電話、携帯情報端末(例えばPDA;Personal Didital Assistant)等における、情報表示体表示画面に適用して、該表示画面に表示された内容の覗き見を防止できる。
【図面の簡単な説明】
【0031】
【図1】本発明の実施形態を示す斜視図である。
【図2】図1中のII−II線に沿う断面図である。
【図3】本発明にかかる製造方法の説明図である。
【図4】本発明にかかる製造方法の説明図である。
【符号の説明】
【0032】
1 覗き見防止体
10 ルーバー層
11 光透過帯
12 遮光帯
12a 第1の着色領域
12b 第2の着色領域
12c 多色遮光帯
110、110’ 第1のルーバー体
111 光透過帯(第1のルーバー体)
112 単色遮光帯(第1のルーバー体)
115、115’ 貫通穴
210、210’ 第2のルーバー体
211 光透過帯(第2のルーバー体)
212 単色遮光帯(第2のルーバー体)
【特許請求の範囲】
【請求項1】
複数の光透過帯と複数の遮光帯とが交互に配されているルーバー層を備えた覗き見防止体であって、
前記複数の遮光帯の少なくとも一部は、互いに異なる色に着色された複数の領域からなる多色遮光帯であることを特徴とする覗き見防止体。
【請求項2】
複数の光透過帯と複数の単色遮光帯とが交互に配されている第1のルーバー体を形成する工程と、
前記第1のルーバー体に貫通穴を形成する工程と、
複数の光透過帯と複数の単色遮光帯とが交互に配されており、該単色遮光帯は前記第1のルーバー体における単色遮光帯とは異なる色に着色されており、かつ前記第1のルーバー体に形成された貫通穴の内面形状と同じ外面形状を有する第2のルーバー体を形成する工程と、
前記第1のルーバー体の貫通穴に、前記第2のルーバー体を嵌め込む工程を有することを特徴とする覗き見防止体の製造方法。
【請求項1】
複数の光透過帯と複数の遮光帯とが交互に配されているルーバー層を備えた覗き見防止体であって、
前記複数の遮光帯の少なくとも一部は、互いに異なる色に着色された複数の領域からなる多色遮光帯であることを特徴とする覗き見防止体。
【請求項2】
複数の光透過帯と複数の単色遮光帯とが交互に配されている第1のルーバー体を形成する工程と、
前記第1のルーバー体に貫通穴を形成する工程と、
複数の光透過帯と複数の単色遮光帯とが交互に配されており、該単色遮光帯は前記第1のルーバー体における単色遮光帯とは異なる色に着色されており、かつ前記第1のルーバー体に形成された貫通穴の内面形状と同じ外面形状を有する第2のルーバー体を形成する工程と、
前記第1のルーバー体の貫通穴に、前記第2のルーバー体を嵌め込む工程を有することを特徴とする覗き見防止体の製造方法。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−140027(P2007−140027A)
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願番号】特願2005−332578(P2005−332578)
【出願日】平成17年11月17日(2005.11.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年6月7日(2007.6.7)
【国際特許分類】
【出願日】平成17年11月17日(2005.11.17)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]