
角度調整装置
【課題】パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供する。
【解決手段】角度調整装置10は、被溶接物50を保持するパイプ保持部20と、回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる第1調整機構30と、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる第2調整機構40とを備えている。第2調整機構40は、第1パイプ51の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が第2パイプ52の向きが水平方向Hに近くなり、かつ前記一方の配置から他方の配置までの変化中に第2パイプ52の向きを一方向に漸次変化させる。
【解決手段】角度調整装置10は、被溶接物50を保持するパイプ保持部20と、回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる第1調整機構30と、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる第2調整機構40とを備えている。第2調整機構40は、第1パイプ51の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が第2パイプ52の向きが水平方向Hに近くなり、かつ前記一方の配置から他方の配置までの変化中に第2パイプ52の向きを一方向に漸次変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2つのパイプを互いに溶接する際に用いられる角度調整装置に関する。
【背景技術】
【0002】
特許文献1には、パイプを板状部材(取付用フランジ)に溶接する溶接方法が提案されている。この特許文献1には、パイプの中心軸線を水平より傾斜させた状態でパイプの端部に板状部材を中心軸線に対して直角に配置して溶接治具にセットし、接合部を上方から溶接するように溶接トーチを位置させ、中心軸線を中心にパイプおよび板状部材を回転させてパイプの全周にわたってマグ溶接によって接合する溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−142768号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば空気調和機などの冷凍装置に用いられるパイプの側部に別のパイプの端部を溶接する用途に特許文献1に記載されているような溶接方法を転用する場合には、次のような理由から高度な溶接技能が必要になる。
【0005】
すなわち、特許文献1に記載の溶接方法では、パイプと板状部材との接合が前提とされており、パイプと板状部材との接合部においては、パイプ及び板状部材が1回転する間、互いの角度は変化することなく常に直角である。したがって、溶接中において、作業者は、溶接トーチ及び溶接棒の位置をほぼ固定させたまま溶接作業を行うことができる。
【0006】
これに対し、第1のパイプの側部に第2のパイプの端部を溶接する場合には、第2のパイプの中心軸を中心にこれらのパイプを回転させると、第1パイプが管形状であることに起因して、溶接部において、第1パイプの表面と第2パイプの表面とのなす角度が回転中変化し続ける。したがって、この場合には、高度な溶接技能が必要になる。
【0007】
そこで、本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明の角度調整装置は、第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する際に前記第1パイプ(51)の向き及び前記第2パイプ(52)の向きを調整する。前記角度調整装置は、前記第2パイプ(52)が上方又は斜め上方に向く姿勢で前記第1パイプ(51)の側部に前記第2パイプ(52)の端部が配置された被溶接物(50)を保持するパイプ保持部(20)と、前記第1パイプ(51)の向きに直交し前記第1パイプ(51)のほぼ中央を通る回転軸(A1)を中心に前記パイプ保持部(20)を少なくとも1回転させて前記第1パイプ(51)の向きを漸次変化させる第1調整機構(30)と、前記第1調整機構(30)による前記パイプ保持部(20)の回転に連動させて、前記第1パイプ(51)の中心線(A2)を中心に前記パイプ保持部(20)を回して前記第2パイプ(52)の向きを変化させる第2調整機構(40)と、を備えている。
【0009】
前記第2調整機構(40)は、正面から見たときの前記第1パイプ(51)の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が前記第2パイプ(52)の向きが水平方向(H)に近くなり、かつ前記一方の配置から他方の配置までの変化中に前記第2パイプ(52)の向きを一方向に漸次変化させる。
【0010】
第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する場合、被溶接物(50)が回転軸(A1)を中心に回転するのに伴って、管形状であることに起因して第1パイプ(51)の表面(S1)と水平方向(H)とのなす角度が変化する。そこで、この構成では、第1調整機構(30)によって第1パイプ(51)の向きが縦向きの配置及び横向きの配置のうちの一方の配置から他方の配置へ漸次変化するのに伴って、縦向きの配置のときよりも横向きの配置のときの方が第2パイプ(52)の向きが水平方向(H)に近くなるように、中心線(A2)を中心にパイプ保持部(20)を回して第2パイプ(52)の向きを変化させる。そして、前記一方の配置から他方の配置までの変化中には、第2パイプ(52)の向きを一方向に漸次変化させる。
【0011】
これにより、第1パイプ(51)の表面(S1)と第2パイプ(52)の表面(S2)とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。これにより、作業者による溶加材(B)及び溶接トーチ(T)の角度調節が少なくて済み、場合によっては不要になる。したがって、従来必要とされていた高度な溶接技能を有していない作業者であっても適切に溶接を行うことができる。
【0012】
前記角度調整装置において、前記パイプ保持部(20)は、前記被溶接物(50)を載置する載置部(21)と、前記載置部(21)に接続され、前記中心線(A2)の方向に延びる軸部(23)と、を含み、前記第1調整機構(30)は、前記軸部(23)を回転可能に支持する台座(33)と、前記台座(33)に接続され、前記台座(33)を回転軸(A1)を中心に回転させるシャフト(32)と、を含み、前記第2調整機構(40)は、前記載置部(21)に設けられた連係部材(42)と、前記回転軸(A1)に直交する平面に対して傾斜して配置され、前記連係部材(42)を案内する案内部材(41)と、を含んでいるのが好ましい。
【0013】
このような簡単な構成で、第1パイプ(51)の向き及び第2パイプ(52)の向きを自動的に調整して第1パイプ(51)の表面(S1)と第2パイプ(52)の表面(S2)とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。
【0014】
また、前記角度調整装置において、前記第2調整機構(40)は、前記連係部材(42)を前記案内部材(41)側に付勢する付勢部(43)をさらに含んでいてもよい。
【0015】
この構成では、連係部材(42)が移動する際に、連係部材(42)が案内部材(41)から離隔するのが抑制される。これにより、第2パイプ(52)の向きが所望の方向からずれるのを抑制することができる。
【発明の効果】
【0016】
本発明によれば、パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供することができる。
【図面の簡単な説明】
【0017】
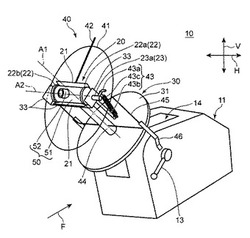
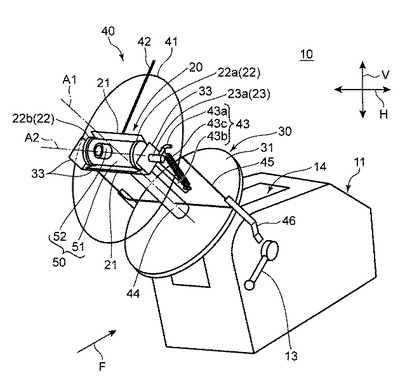
【図1】本発明の一実施形態に係る角度調整装置を示す斜視図である。
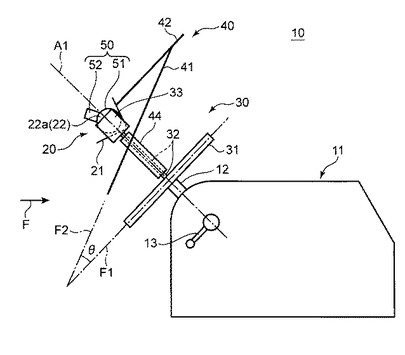
【図2】前記角度調整装置を示す側面図である。
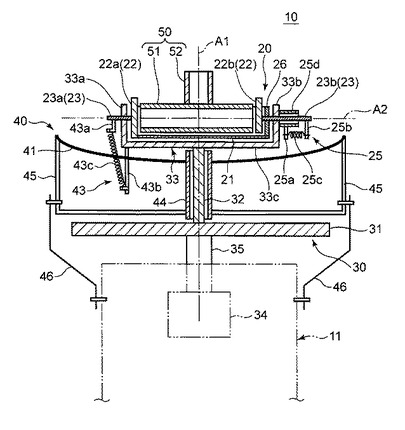
【図3】シャフトを含む平面で前記角度調整装置を切断したときの断面図である。
【図4】(A)は、接合前の第1パイプ及び第2パイプを示す斜視図であり、(B)は、第1パイプと第2パイプが接合位置に位置決めされた状態を示す斜視図であり、(C)は、接合後の第1パイプ及び第2パイプを示す斜視図である。
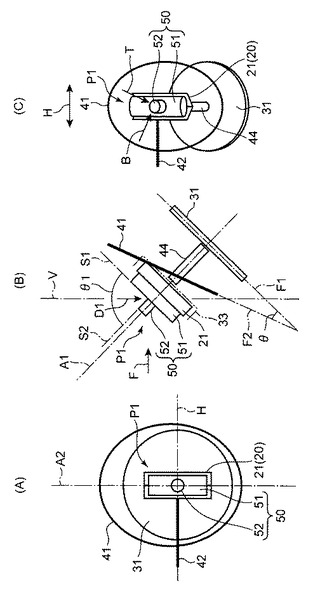
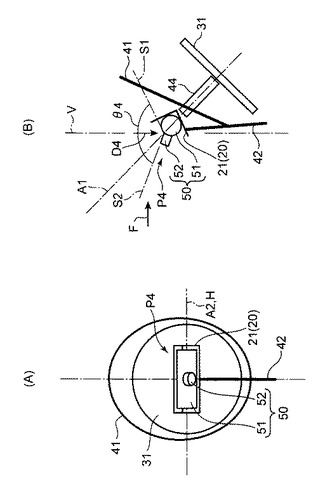
【図5】被溶接物(第1パイプ及び第2パイプ)が第1ポジション(溶接開始位置)にある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図であり、(C)は、正面から見た概略図である。
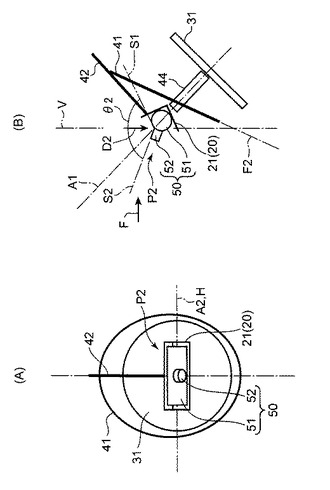
【図6】被溶接物が第2ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
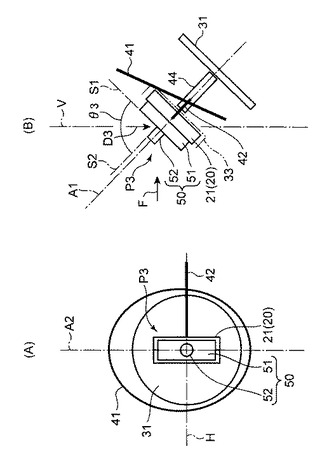
【図7】被溶接物が第3ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
【図8】被溶接物が第4ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
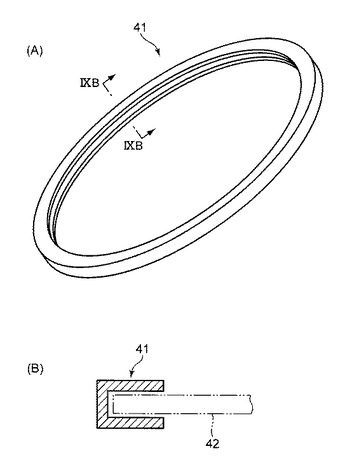
【図9】(A)は、案内部材の変形例1を示す斜視図であり、(B)は、(A)のIXB−IXB線断面図である。
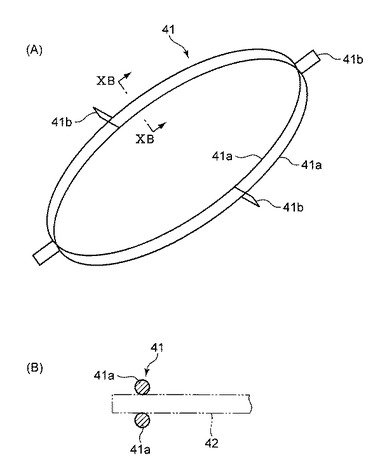
【図10】(A)は、案内部材の変形例2を示す斜視図であり、(B)は、(A)のXB−XB線断面図である。
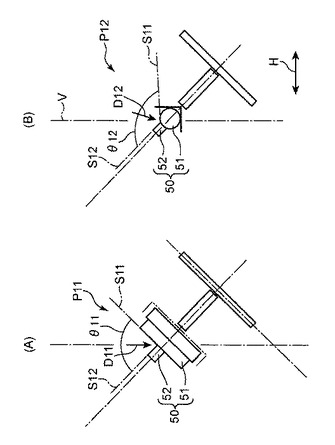
【図11】従来の溶接方法を用いてパイプ同士が接合されるときのパイプ同士の関係を示す図であり、(A)は、被溶接物が第1ポジションにある状態を示しており、(B)は、被溶接物が第2ポジションにある状態を示している。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係る角度調整装置10について図面を参照して説明する。本実施形態に係る角度調整装置10は、被溶接物50(第1パイプ51及び第2パイプ52)を溶接する際に用いられる。第1パイプ51及び第2パイプ52は、ともに円筒形状を有している。
【0019】
角度調整装置10は、第1パイプ51の側部に第2パイプ52の端部を溶接する際に第1パイプ51の向き及び第2パイプ52の向きを調整することにより、溶接作業の熟練者でない者にもパイプ同士の溶接を適切に行うことができるようにするためのものである。なお、第1パイプ51の向きとは、第1パイプ51の延びる方向(円筒の中心線A2の方向)をいい、第2パイプ52の向きとは、第2パイプ52の延びる方向(円筒の中心線の方向)をいう。
【0020】
図1〜3に示すように、角度調整装置10は、ベース11と、パイプ保持部20と、第1調整機構30と、第2調整機構40とを備えている。ベース11は、パイプ保持部20、第1調整機構30及び第2調整機構40を支持する役割を担う。パイプ保持部20、第1調整機構30及び第2調整機構40は、ベース11に対して直接又は間接的に取り付けられている。
【0021】
図1に示すように、ベース11は、上部から前部に向かって延びる溝14と、この溝14の下方に設けられた図略の収容空間とを有している。この収容空間には、後述するモータ34が配置されており、溝14には、この溝14に沿って上方又は斜め上方に延びるシャフト35が配置されている(図3参照)。シャフト35は、ターンテーブル31とモータMとを接続している。
【0022】
ベース11には、ターンテーブル31の傾斜角度を調節するための傾斜角度調節レバー13が設けられている。傾斜角度調節レバー13を回転させることにより、シャフト35の傾斜角度が変わり、これに伴ってターンテーブル31の傾斜角度が変わる。
【0023】
パイプ保持部20は、第2パイプ52が上方又は斜め上方に向く姿勢で第1パイプ51の側部に第2パイプ52の端部が配置された状態で被溶接物50を保持する。なお、以下の説明では、第2パイプ52が斜め上方に向く姿勢で被溶接物50が保持される場合を例に挙げて説明する。
【0024】
パイプ保持部20は、載置部21と、挟み部22と、軸部23と、付勢部25とを含む。載置部21には、被溶接物50が載置される。載置部21は、様々な第1パイプ51の外径にも適合するように、V字状に屈曲する板状部材により形成されている。すなわち、V字の稜線の方向に第1パイプ51の向きを合わせるようにして被溶接物50が載置部21に配置されることにより、被溶接物50の向きが安定する。
【0025】
挟み部22は、第1パイプ51の中心線A2の方向における被溶接物50の動きを規制する。挟み部22は、載置部21の一方の端部に固定された第1挟み部材22aと、載置部21の他方の端部に配置された第2挟み部材22bとを含む。第2挟み部材22bの外側には、支持板26が配置されている。支持板26の下部は、載置部21の端部に固定されている。第2挟み部材22bは、中心線A2の方向に移動可能である。
【0026】
軸部23は、載置部21を後述する台座33に回動可能に支持させるためのものである。軸部23は、第1挟み部材22aの外面に接続された第1軸部材23aと、第2挟み部材22bの外面に接続された第2軸部材23bとを含む。第1軸部材23aは、台座33の一方の側壁部33aに設けられた貫通孔に挿通されており、第2軸部材23bは、支持板26に設けられた貫通孔及び台座33の他方の側壁部33bに設けられた貫通孔に挿通されている。これにより、パイプ保持部20の載置部21は、中心線A2を中心に回動可能に台座33に支持されている。
【0027】
付勢部25は、第2挟み部材22bを第1パイプ51側に付勢するためのものである。付勢部25は、延出片25aと、延出片25bと、ばね25cと、外筒25dとを含む。
【0028】
外筒25dは、台座33の側壁部33bの外面に固定されており、中心線A2方向に延びている。外筒25dの内部には、第2軸部材23bが挿通されている。第2軸部材23bの先端部は、外筒25dよりも中心線A2方向の外側に突出している。延出片25aは、外筒25dの外面に接続され、回転軸A2に直交する方向に延びている。延出片25bは、第2軸部材23bの先端部に接続され、中心線A2に直交する方向に延びている。ばね25cは、延出片25aと延出片25bとの間に架け渡されている。これにより、第2挟み部材22bは、第1パイプ51側に付勢される。
【0029】
第1調整機構30は、第1パイプ51の向きに直交し第1パイプ51のほぼ中央を通る(第1パイプ51の中心線A2に直交する)回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる。ここで、第1パイプ51のほぼ中央とは、第1パイプ51の長手方向及び径方向の真ん中又はその近傍を意味している。一つの被溶接物50を溶接する作業において、第1調整機構30は、パイプ保持部20を少なくとも1回転させる。第1調整機構30は、ターンテーブル31と、シャフト32と、台座33と、モータ34と、シャフト35とを含む。
【0030】
台座33は、載置部21の長手方向に沿って載置部21に近接した位置に設けられた平板状の底部33cと、底部33cの両端から上方又は斜め上方に起立する平板状の一対の側壁部33a,33bとを含む。
【0031】
ターンテーブル31は、円盤形状を有している。ターンテーブル31の内面には、その径方向の中心にシャフト35が接続されている。ターンテーブル31の外面には、その径方向の中心にシャフト32の一端が接続されている。
【0032】
シャフト32は、シャフト35と同軸上(回転軸A1上)に配置されている。シャフト32の他端は、台座33の底部33cの下面における長手方向及び幅方向のほぼ真ん中の位置に接続されている。シャフト32,35の軸方向は、台座33の底部33cの延びる方向及び載置部21の延びる方向に直交している。すなわち、回転軸A1と中心線A2は直交している。
【0033】
第2調整機構40は、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。第2調整機構40は、案内部材41と、連係部材42と、付勢部43と、外筒44と、支持部材45,46とを含む。
【0034】
案内部材(リング部材)41は、パイプ保持部20が回転軸A1を中心に回転するときに、連係部材42の軌道を定めるためのものである。案内部材41は、円形、楕円形又はこれらに近い環形状を有している。本実施形態では、案内部材41が略楕円形を有する場合を例に挙げて説明する。案内部材41は、例えば、円形の断面形状を有する線材(例えば金属製線材、樹脂製線材など)により形成されている。案内部材41の長軸(楕円の長軸)の方向は、回転軸A1を含み鉛直方向に延びる平面とほぼ平行である。
【0035】
案内部材41は、シャフト32又はパイプ保持部20の周りを囲むように配置されている。案内部材41は、ターンテーブル31の上方又は斜め上方に配置されている。案内部材41に平行で案内部材41を通る仮想平面F2と、ターンテーブル31に平行でターンテーブル31を通る仮想平面F2とは、平行ではなく、互いに所定の角度θ(図2参照)をなしている。角度θは、鋭角であり、好ましくは45°以下である。仮想平面F2と水平方向とのなす角度は、仮想平面F1と水平方向とのなす角度よりも大きい。仮想平面F1と仮想平面F2との距離は下方に向かうほど小さくなっている。
【0036】
なお、角度θを変える機構が設けられていてもよい。具体的に、例えば後述する支持部材45,45と案内部材41との接続部分がネジ等の取付部材によって接続されており、このネジ等の取付部材を外して(ゆるめて)角度θを調節した後、再度取付部材により支持部材45,45と案内部材41とを固定する。これにより、角度θを調節できる。
【0037】
案内部材41は、支持部材45及び支持部材46によりベース11に取り付けられている。具体的に、案内部材41における短軸方向の一端部には、略L字形状の線状の支持部材45の一端が接続され、短軸方向の他端部には、略L字形状の線状の支持部材45の一端が接続されている。これらの支持部材45の他端は、外筒44の側部に接続されている。また、各支持部材45は、対応する支持部材46を介してベース11の側面に固定されている。
【0038】
外筒44の内部には、シャフト32が挿通されている。外筒44は、シャフト32とは連動しない。すなわち、回転軸A1を中心にシャフト32が回転する際に外筒44は回転しない。外筒44が設けられていることにより、案内部材41は、外筒44により取り付け状態が安定化され、横ブレが抑制される。
【0039】
連係部材42は、案内部材41と連係して第2パイプ52の向きを変化させるためのものである。連係部材42は、棒形状を有している。連係部材42は、載置部21に接続されている。具体的に、連係部材42の基端部は、載置部21の外面における長手方向のほぼ真ん中の位置に接続されている。連係部材42の基端部から連係部材42の延びる方向に延長した仮想直線は、回転軸A1又はその近傍を通る。
【0040】
連係部材42は、案内部材41に接している。具体的に、連係部材42の長さは、案内部材41の半径(本実施形態では、案内部材41の長半径)よりも大きい。連係部材42の先端部は、案内部材41よりも径方向外側に突出しており、連係部材42の先端部の一部が案内部材41に上方から接している。
【0041】
付勢部43は、連係部材42を案内部材41側に付勢するためのものである。図1及び図3に示すように、付勢部43は、延出片43aと、延出片43bと、ばね43cとを含む。なお、図2では付勢部43の図示を省略している。
【0042】
延出片43aは、第1軸部材23aの先端部に接続され、中心線A2に直交する方向に延びている。具体的に、延出片43aの延びる方向は、後述するばね43cによって回転軸A1を中心とする周方向に第1軸部材23aに回転力を与えられる方向に延びている。延出片43aの先端部は、ばね43cの抜け止めのために屈曲している。
【0043】
延出片43bは、台座33の底部33cの下面に接続され、回転軸A1の方向に下方又は斜め下方に延びている。すなわち、延出片43bは、ターンテーブル31側に延びている。延出片43bの先端部は、ターンテーブル31の表面から離隔している。ばね43cは、延出片43aの先端部と延出片43bの先端部との間に架け渡されている。
【0044】
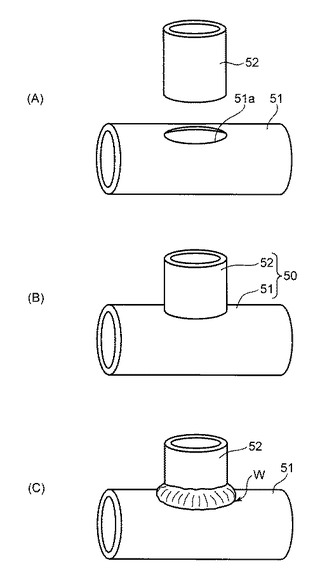
次に、被溶接物50の一例について説明する。図4(A)は、接合前の第1パイプ51及び第2パイプ52を示す斜視図であり、図4(B)は、第1パイプ51と第2パイプ52が接合位置に位置決めされた状態を示す斜視図であり、図4(C)は、接合後の第1パイプ51及び第2パイプ52を示す斜視図である。
【0045】
図4(A)に示すように、第1パイプ51の側部には、予め略円形の貫通孔51aが形成されている。この貫通孔51aには、図4(B)に示すように、第2パイプ52の端部が挿入される。第2パイプ52は、図略の位置決め部材によって第1パイプ51に対して図4(B)に示す状態で位置決めされる。以下に説明する溶接方法によって図4(C)に示すように第1パイプ51と第2パイプ52とが溶接される。溶接部分Wには、ビードが形成される。
【0046】
第1パイプ51は、第2パイプ52の外径以上の外径を有している。第1パイプ51と第2パイプの外径比(第1パイプ51の外径:第2パイプ52の外径)に基づいて、第2パイプ52の向きの変動度合いが調節される。変動度合いとは、後述する第1ポジションP1のときの第2パイプ52の向き(図5におけるS2の方向)と、第2ポジションP2のときの第2パイプ52の向き(図6におけるS2の方向)とのなす角度、及び第3ポジションP3のときの第2パイプ52の向き(図7におけるS2の方向)と、第4ポジションP4のときの第2パイプ52の向き(図8におけるS2の方向)とのなす角度をいう。
【0047】
この第2パイプ52の向きの変動度合いは、例えば、案内部材41とターンテーブル31との角度θ、及び案内部材41に平行な平面F2と連係部材42の方向とのなす角度(図6(B)参照)などを変えることによって調節できる。
【0048】
また、第2パイプ52の向きの変動度合いは、第2パイプ52の外径が第1パイプ51の外径に近いほど大きく設定され、第2パイプ52の外径が第1パイプ51の外径に比べて小さくなるほど小さく設定される。具体的に、第2パイプ52の向きの変動度合いは、第1パイプ51の外径と第2パイプ52の外径との比が1:1のときに最大の45度に設定され、第1パイプ51の外径と第2パイプ52の外径との比が∞:1のときに最小のゼロ度に設定される。
【0049】
次に、角度調整装置10の動作及び溶接方法の一例について説明する。図5(A)〜(C)は、被溶接物50(第1パイプ51及び第2パイプ52)が第1ポジションP1にある状態を示している。図6(A),(B)は、被溶接物50が第2ポジションP2にある状態を示している。図7(A),(B)は、被溶接物50が第3ポジションP3にある状態を示している。図8(A),(B)は、被溶接物50が第4ポジションP4にある状態を示している。なお、図5(A)〜図8(B)では、角度調整装置10の機能を説明するうえで必要な構成のみを図示し、他の構成の図示を省略している。
【0050】
本実施形態では、溶接開始位置及び溶接終了位置として、図5(A)〜(C)に示す第1ポジションP1を選定する場合を例示するが、これに限定されない。溶接開始位置及び溶接終了位置としては、例えば図6(A),(B)に示す第2ポジションP2、図7(A),(B)に示す第3ポジションP3、図8(A),(B)に示す第4ポジションP4、又はこれらの間の位置などを選定することもできる。また、本実施形態では、パイプ保持部20が正面から見て右回り(時計回り)に回転する場合を例示するが、反対方向に回転してもよい。
【0051】
第1ポジションP1及び第3ポジションP3のときには、第1パイプ51の向きは、縦向きであり、第2ポジションP2及び第4ポジションP4のときには、第1パイプ51の向きは、横向きである。ここで、縦向きとは、正面から見たとき(方向Fに見たとき)の第1パイプ51の向きが上下方向ないし前後方向に向いていることをいう。横向きとは、正面から見たとき(方向Fに見たとき)の第1パイプ51の向きが左右方向に向いていることをいう。
【0052】
角度調整装置10において、第1調整機構30は、第1パイプ51の向きに直交する回転軸A1を中心にパイプ保持部20を少なくとも1回転させて第1パイプ51の向きを漸次変化させる。第2調整機構40は、第1調整機構30によって縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向に近くなるように、中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。具体的には、次の通りである。
【0053】
まず、溶接開始位置の第1ポジションP1では、第1パイプ51が縦向きであり、連係部材42が水平方向Hに平行な方向に向いている(図5(A)参照)。このとき、第2パイプ52の向きは、回転軸A1とほぼ平行な方向に向いている。また、本実施形態では、回転軸A1は、水平方向Hに対して約45度傾斜している。
【0054】
このような第1ポジションP1では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ1は、約90度となる。そして、回転軸A1が水平方向Hに対して約45°傾斜しているので、表面S1と表面S2とのなす角度θ1を2等分する方向D1は、ほぼ鉛直方向Vに向いている。
【0055】
作業者は、溶加材(溶接棒)Bと溶接トーチTとを左右の手に持って被溶接物50を溶接する際に、図5(B)に示すように角度調整装置10を側方から見たときに、溶加材(溶接棒)Bと溶接トーチTと方向D1に沿った方向に配置して溶接作業を行えばよい。また、図5(C)に示すように角度調整装置10を正面から見たときの溶加材(溶接棒)Bの向きは、水平方向Hに対して数十度(例えば約20度)傾けて配置され、溶接トーチTは、水平方向Hに対して数十度(例えば約80度)傾けて配置される。
【0056】
作業者は、上記のように溶加材B及び溶接トーチTを配置した状態で、図略のスイッチを押す。スイッチは、例えば足で踏まれることによりモータ34が作動する形態が例示できる。これにより、作業者は、モータ34を断続的に作動させつつ、溶加材B及び溶接トーチTにより溶接部分Wを溶接することができる。なお、モータ34は、断続的ではなく連続的に作動させてもよい。
【0057】
モータ34が作動すると、パイプ保持部20は、回転軸A1を中心に回転する。これにより、パイプ保持部20、連係部材42及び被溶接物50は、第1ポジションP1から第2ポジションP2に向かって移動する。
【0058】
ここで、案内部材41とターンテーブル31との角度θ、及び案内部材41に平行な平面F2と連係部材42の方向とのなす角度(図6(B)参照)は、第1調整機構30によって縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向に近くなるように設定されている。
【0059】
第1ポジションP1から第2ポジションP2への移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hに近づく方向に滑らかに変化する。
【0060】
そして、第2ポジションP2では、第1パイプ51が横向きであり、連係部材42が鉛直線Vを含む平面に対して平行な方向に向いている(図6(A)参照)。このとき、第2パイプ52の向きは、回転軸A1に対して傾斜しており、回転軸A1よりも水平方向Hに近い方向に向いている(図6(B)参照)。すなわち、第2ポジションP2では、第1ポジションP1に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が小さくなっている。また、第2ポジションP2では、第1パイプ51における上方に位置する表面S1は、周方向に延びる曲面となるので、その接線(図6(B)に一点鎖線S1で示す直線)は、第1ポジションP1における表面S1の方向よりも水平方向Hに近くなる。
【0061】
したがって、第2ポジションP2では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ2は、90度よりも大きくなる(例えば百数十度)。しかも、本実施形態では、第1パイプ51の表面S1の接線が水平方向Hに近づくだけでなく、第1調整機構30と第2調整機構40によって第2パイプ52の表面S2も水平方向Hに近づけることができる。よって、表面S1と表面S2とのなす角度θ2を2等分する方向D2は、ほぼ鉛直方向Vに向いた状態に維持される。したがって、作業者は、第1ポジションP1から第2ポジションP2への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0062】
一方、図11(A),(B)に示す従来の機構では、第1ポジションP11のときには、第1パイプ51の表面S11と第2パイプ52の表面S12とのなす角度θ11が約90度であり、表面S11と表面S12とのなす角度θ11を2等分する方向D11は、ほぼ鉛直方向Vに向いている(図11(A)参照)。
【0063】
しかし、第2ポジションP12では、第1パイプ51における上方に位置する表面S11は、周方向に延びる曲面となるので、その接線(図11(B)に一点鎖線S11で示す直線)は、第1ポジションP11における表面S11の方向よりも水平方向Hに近くなる。その一方で、第2パイプ52の向きは、第1ポジションP11のときから変化せず、回転軸A1の方向に向いている。
【0064】
したがって、第2ポジションP12では、第1パイプ51の表面S11と第2パイプ52の表面S12とのなす角度θ12は、90度よりも大きくなるとともに、表面S11と表面S12とのなす角度θ11を2等分する方向D11は、鉛直方向Vから傾斜した方向に向く(図11(A)参照)。したがって、作業者は、溶加材と溶接トーチの向きを方向D11から方向D12への変化に対応させながら溶接作業を行う必要がある。このような作業は、熟練を要する。
【0065】
次に、第2ポジションP2から第3ポジションP3への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hから遠ざかる方向に滑らかに変化する。
【0066】
第3ポジションP3では、第1パイプ51が縦向きであり、連係部材42が水平方向Hに向いている(図7(A)参照)。このとき、第2パイプ52の向きは、回転軸A1とほぼ平行な方向に向いている(図7(B)参照)。すなわち、第3ポジションP3では、第2ポジションP2に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が大きくなっている。
【0067】
このような第3ポジションP3では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ1は、約90度となる。そして、回転軸A1が水平方向Hに対して約45°傾斜しているので、表面S1と表面S2とのなす角度θ1を2等分する方向D1は、ほぼ鉛直方向Vに向いている。したがって、作業者は、第2ポジションP2から第3ポジションP3への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0068】
次に、第3ポジションP3から第4ポジションP4への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hに近づく方向に滑らかに変化する。
【0069】
そして、第4ポジションP4では、第1パイプ51が横向きであり、連係部材42が鉛直線Vを含む平面に対して平行な方向に向いている(図8(A)参照)。このとき、第2パイプ52の向きは、回転軸A1に対して傾斜しており、回転軸A1よりも水平方向Hに近い方向に向いている(図8(B)参照)。すなわち、第4ポジションP4では、第3ポジションP3に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が小さくなっている。また、第4ポジションP4では、第1パイプ51における上方に位置する表面S1は、周方向に延びる曲面となるので、その接線(図8(B)に一点鎖線S1で示す直線)は、第3ポジションP3における表面S1の方向よりも水平方向Hに近くなる。
【0070】
したがって、第4ポジションP4では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ2は、90度よりも大きくなる(例えば百数十度)。しかも、本実施形態では、第1パイプ51の表面S1の接線が水平方向Hに近づくだけでなく、第1調整機構30と第2調整機構40によって第2パイプ52の表面S2も水平方向Hに近づけることができる。よって、表面S1と表面S2とのなす角度θ2を2等分する方向D2は、ほぼ鉛直方向Vに向いた状態に維持される。したがって、作業者は、第3ポジションP3から第4ポジションP4への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0071】
最後に、第4ポジションP4から第1ポジションP1への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hから遠ざかる方向に滑らかに変化する。
【0072】
第1ポジションP1における各部位の配置は上述した通りである。したがって、作業者は、第4ポジションP4から第1ポジションP1への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0073】
以上説明したように、本実施形態に係る角度調整装置10では、第1調整機構30によって第1パイプ51の向きが縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向Hに近くなるように、中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。
【0074】
これにより、第1パイプ51の表面S1と第2パイプ52の表面S2とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。これにより、作業者による溶加材B及び溶接トーチTの角度調節が少なくて済み、場合によっては不要になる。したがって、従来必要とされていた高度な溶接技能を有していない作業者であっても適切に溶接を行うことができる。
【0075】
また、本実施形態では、パイプ保持部20は、被溶接物50を載置する載置部21と、この載置部21に接続され、中心線A2の方向に延びる軸部23と、を含み、第1調整機構30は、軸部23を回転可能に支持する台座33と、台座33に接続され、回転軸A1の方向に延びるシャフト32と、を含み、第2調整機構40は、回転軸A1に直交する平面に対して傾斜して配置された環状の案内部材41と、一端部が前記載置部21に接続され、他端部がパイプ保持部20の回転に伴って案内部材41に接しながら円軌道上を移動する連係部材42と、を含んでいる。
【0076】
このような簡単な構成で、第1パイプ51の向き及び第2パイプ52の向きを自動的に調整して第1パイプ51の表面S1と第2パイプ52の表面S2とのなす角度(θ1〜θ4)を2等分する方向D1〜D4が変動するのを抑制することができる。
【0077】
また、本実施形態では、第2調整機構40は、連係部材42を案内部材41側に付勢する付勢部43をさらに含んでいるので、連係部材42が円軌道上を移動する際に、連係部材42が案内部材41から離隔するのが抑制される。これにより、第2パイプ52の向きが所望の方向からずれるのを抑制することができる。
【0078】
以上、本発明の実施形態について説明したが、本発明はこれらの実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で種々変更、改良等が可能である。
【0079】
例えば、前記実施形態では、第2調整機構40が付勢部43を含む場合を例示したが、これに限定されない。例えば、第2調整機構40において、付勢部43を省略することもできる。具体的に、例えば図9の変形例1では、案内部材41は、径方向内側に開口するU字状の断面形状を有している。このような案内部材41を用いる場合には、上述した棒状の連係部材42の先端部を案内部材41の開口を通じて案内部材41の内部に配置する。これにより、連係部材42は、案内部材41に沿って案内されるので、付勢部43を省略することができる。
【0080】
また、図10の変形例2では、案内部材41は、径方向に直交する方向に所定間隔をあけて並ぶ一対のリング状の線材41aと、これらを固定する固定部材41bとを含む。このような案内部材41を用いる場合には、上述した棒状の連係部材42の先端部を一対の線材41a,41a間に配置する。これにより、連係部材42は、案内部材41に沿って案内されるので、付勢部43を省略することができる。
【0081】
前記実施形態では、ターンテーブル31を備えている場合を例示したが、このターンテーブル31は省略可能である。
【符号の説明】
【0082】
10 角度調整装置
20 パイプ保持部
21 載置部
23 軸部
30 第1調整機構
31 ターンテーブル
32 シャフト
33 台座
40 第2調整機構
41 案内部材
42 連係部材
43 付勢部
44 外筒
50 被溶接物
51 第1パイプ
52 第2パイプ
A1 回転軸
A2 第1パイプの中心線
【技術分野】
【0001】
本発明は、2つのパイプを互いに溶接する際に用いられる角度調整装置に関する。
【背景技術】
【0002】
特許文献1には、パイプを板状部材(取付用フランジ)に溶接する溶接方法が提案されている。この特許文献1には、パイプの中心軸線を水平より傾斜させた状態でパイプの端部に板状部材を中心軸線に対して直角に配置して溶接治具にセットし、接合部を上方から溶接するように溶接トーチを位置させ、中心軸線を中心にパイプおよび板状部材を回転させてパイプの全周にわたってマグ溶接によって接合する溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−142768号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば空気調和機などの冷凍装置に用いられるパイプの側部に別のパイプの端部を溶接する用途に特許文献1に記載されているような溶接方法を転用する場合には、次のような理由から高度な溶接技能が必要になる。
【0005】
すなわち、特許文献1に記載の溶接方法では、パイプと板状部材との接合が前提とされており、パイプと板状部材との接合部においては、パイプ及び板状部材が1回転する間、互いの角度は変化することなく常に直角である。したがって、溶接中において、作業者は、溶接トーチ及び溶接棒の位置をほぼ固定させたまま溶接作業を行うことができる。
【0006】
これに対し、第1のパイプの側部に第2のパイプの端部を溶接する場合には、第2のパイプの中心軸を中心にこれらのパイプを回転させると、第1パイプが管形状であることに起因して、溶接部において、第1パイプの表面と第2パイプの表面とのなす角度が回転中変化し続ける。したがって、この場合には、高度な溶接技能が必要になる。
【0007】
そこで、本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明の角度調整装置は、第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する際に前記第1パイプ(51)の向き及び前記第2パイプ(52)の向きを調整する。前記角度調整装置は、前記第2パイプ(52)が上方又は斜め上方に向く姿勢で前記第1パイプ(51)の側部に前記第2パイプ(52)の端部が配置された被溶接物(50)を保持するパイプ保持部(20)と、前記第1パイプ(51)の向きに直交し前記第1パイプ(51)のほぼ中央を通る回転軸(A1)を中心に前記パイプ保持部(20)を少なくとも1回転させて前記第1パイプ(51)の向きを漸次変化させる第1調整機構(30)と、前記第1調整機構(30)による前記パイプ保持部(20)の回転に連動させて、前記第1パイプ(51)の中心線(A2)を中心に前記パイプ保持部(20)を回して前記第2パイプ(52)の向きを変化させる第2調整機構(40)と、を備えている。
【0009】
前記第2調整機構(40)は、正面から見たときの前記第1パイプ(51)の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が前記第2パイプ(52)の向きが水平方向(H)に近くなり、かつ前記一方の配置から他方の配置までの変化中に前記第2パイプ(52)の向きを一方向に漸次変化させる。
【0010】
第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する場合、被溶接物(50)が回転軸(A1)を中心に回転するのに伴って、管形状であることに起因して第1パイプ(51)の表面(S1)と水平方向(H)とのなす角度が変化する。そこで、この構成では、第1調整機構(30)によって第1パイプ(51)の向きが縦向きの配置及び横向きの配置のうちの一方の配置から他方の配置へ漸次変化するのに伴って、縦向きの配置のときよりも横向きの配置のときの方が第2パイプ(52)の向きが水平方向(H)に近くなるように、中心線(A2)を中心にパイプ保持部(20)を回して第2パイプ(52)の向きを変化させる。そして、前記一方の配置から他方の配置までの変化中には、第2パイプ(52)の向きを一方向に漸次変化させる。
【0011】
これにより、第1パイプ(51)の表面(S1)と第2パイプ(52)の表面(S2)とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。これにより、作業者による溶加材(B)及び溶接トーチ(T)の角度調節が少なくて済み、場合によっては不要になる。したがって、従来必要とされていた高度な溶接技能を有していない作業者であっても適切に溶接を行うことができる。
【0012】
前記角度調整装置において、前記パイプ保持部(20)は、前記被溶接物(50)を載置する載置部(21)と、前記載置部(21)に接続され、前記中心線(A2)の方向に延びる軸部(23)と、を含み、前記第1調整機構(30)は、前記軸部(23)を回転可能に支持する台座(33)と、前記台座(33)に接続され、前記台座(33)を回転軸(A1)を中心に回転させるシャフト(32)と、を含み、前記第2調整機構(40)は、前記載置部(21)に設けられた連係部材(42)と、前記回転軸(A1)に直交する平面に対して傾斜して配置され、前記連係部材(42)を案内する案内部材(41)と、を含んでいるのが好ましい。
【0013】
このような簡単な構成で、第1パイプ(51)の向き及び第2パイプ(52)の向きを自動的に調整して第1パイプ(51)の表面(S1)と第2パイプ(52)の表面(S2)とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。
【0014】
また、前記角度調整装置において、前記第2調整機構(40)は、前記連係部材(42)を前記案内部材(41)側に付勢する付勢部(43)をさらに含んでいてもよい。
【0015】
この構成では、連係部材(42)が移動する際に、連係部材(42)が案内部材(41)から離隔するのが抑制される。これにより、第2パイプ(52)の向きが所望の方向からずれるのを抑制することができる。
【発明の効果】
【0016】
本発明によれば、パイプの側部に別のパイプの端部を溶接する際に高度な溶接技能が必要とされない角度調整装置を提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係る角度調整装置を示す斜視図である。
【図2】前記角度調整装置を示す側面図である。
【図3】シャフトを含む平面で前記角度調整装置を切断したときの断面図である。
【図4】(A)は、接合前の第1パイプ及び第2パイプを示す斜視図であり、(B)は、第1パイプと第2パイプが接合位置に位置決めされた状態を示す斜視図であり、(C)は、接合後の第1パイプ及び第2パイプを示す斜視図である。
【図5】被溶接物(第1パイプ及び第2パイプ)が第1ポジション(溶接開始位置)にある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図であり、(C)は、正面から見た概略図である。
【図6】被溶接物が第2ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
【図7】被溶接物が第3ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
【図8】被溶接物が第4ポジションにある状態を示しており、(A)は、前記角度調整装置を回転軸A1方向から見た概略図であり、(B)は、側方から見た概略図である。
【図9】(A)は、案内部材の変形例1を示す斜視図であり、(B)は、(A)のIXB−IXB線断面図である。
【図10】(A)は、案内部材の変形例2を示す斜視図であり、(B)は、(A)のXB−XB線断面図である。
【図11】従来の溶接方法を用いてパイプ同士が接合されるときのパイプ同士の関係を示す図であり、(A)は、被溶接物が第1ポジションにある状態を示しており、(B)は、被溶接物が第2ポジションにある状態を示している。
【発明を実施するための形態】
【0018】
以下、本発明の一実施形態に係る角度調整装置10について図面を参照して説明する。本実施形態に係る角度調整装置10は、被溶接物50(第1パイプ51及び第2パイプ52)を溶接する際に用いられる。第1パイプ51及び第2パイプ52は、ともに円筒形状を有している。
【0019】
角度調整装置10は、第1パイプ51の側部に第2パイプ52の端部を溶接する際に第1パイプ51の向き及び第2パイプ52の向きを調整することにより、溶接作業の熟練者でない者にもパイプ同士の溶接を適切に行うことができるようにするためのものである。なお、第1パイプ51の向きとは、第1パイプ51の延びる方向(円筒の中心線A2の方向)をいい、第2パイプ52の向きとは、第2パイプ52の延びる方向(円筒の中心線の方向)をいう。
【0020】
図1〜3に示すように、角度調整装置10は、ベース11と、パイプ保持部20と、第1調整機構30と、第2調整機構40とを備えている。ベース11は、パイプ保持部20、第1調整機構30及び第2調整機構40を支持する役割を担う。パイプ保持部20、第1調整機構30及び第2調整機構40は、ベース11に対して直接又は間接的に取り付けられている。
【0021】
図1に示すように、ベース11は、上部から前部に向かって延びる溝14と、この溝14の下方に設けられた図略の収容空間とを有している。この収容空間には、後述するモータ34が配置されており、溝14には、この溝14に沿って上方又は斜め上方に延びるシャフト35が配置されている(図3参照)。シャフト35は、ターンテーブル31とモータMとを接続している。
【0022】
ベース11には、ターンテーブル31の傾斜角度を調節するための傾斜角度調節レバー13が設けられている。傾斜角度調節レバー13を回転させることにより、シャフト35の傾斜角度が変わり、これに伴ってターンテーブル31の傾斜角度が変わる。
【0023】
パイプ保持部20は、第2パイプ52が上方又は斜め上方に向く姿勢で第1パイプ51の側部に第2パイプ52の端部が配置された状態で被溶接物50を保持する。なお、以下の説明では、第2パイプ52が斜め上方に向く姿勢で被溶接物50が保持される場合を例に挙げて説明する。
【0024】
パイプ保持部20は、載置部21と、挟み部22と、軸部23と、付勢部25とを含む。載置部21には、被溶接物50が載置される。載置部21は、様々な第1パイプ51の外径にも適合するように、V字状に屈曲する板状部材により形成されている。すなわち、V字の稜線の方向に第1パイプ51の向きを合わせるようにして被溶接物50が載置部21に配置されることにより、被溶接物50の向きが安定する。
【0025】
挟み部22は、第1パイプ51の中心線A2の方向における被溶接物50の動きを規制する。挟み部22は、載置部21の一方の端部に固定された第1挟み部材22aと、載置部21の他方の端部に配置された第2挟み部材22bとを含む。第2挟み部材22bの外側には、支持板26が配置されている。支持板26の下部は、載置部21の端部に固定されている。第2挟み部材22bは、中心線A2の方向に移動可能である。
【0026】
軸部23は、載置部21を後述する台座33に回動可能に支持させるためのものである。軸部23は、第1挟み部材22aの外面に接続された第1軸部材23aと、第2挟み部材22bの外面に接続された第2軸部材23bとを含む。第1軸部材23aは、台座33の一方の側壁部33aに設けられた貫通孔に挿通されており、第2軸部材23bは、支持板26に設けられた貫通孔及び台座33の他方の側壁部33bに設けられた貫通孔に挿通されている。これにより、パイプ保持部20の載置部21は、中心線A2を中心に回動可能に台座33に支持されている。
【0027】
付勢部25は、第2挟み部材22bを第1パイプ51側に付勢するためのものである。付勢部25は、延出片25aと、延出片25bと、ばね25cと、外筒25dとを含む。
【0028】
外筒25dは、台座33の側壁部33bの外面に固定されており、中心線A2方向に延びている。外筒25dの内部には、第2軸部材23bが挿通されている。第2軸部材23bの先端部は、外筒25dよりも中心線A2方向の外側に突出している。延出片25aは、外筒25dの外面に接続され、回転軸A2に直交する方向に延びている。延出片25bは、第2軸部材23bの先端部に接続され、中心線A2に直交する方向に延びている。ばね25cは、延出片25aと延出片25bとの間に架け渡されている。これにより、第2挟み部材22bは、第1パイプ51側に付勢される。
【0029】
第1調整機構30は、第1パイプ51の向きに直交し第1パイプ51のほぼ中央を通る(第1パイプ51の中心線A2に直交する)回転軸A1を中心にパイプ保持部20を回転させて第1パイプ51の向きを漸次変化させる。ここで、第1パイプ51のほぼ中央とは、第1パイプ51の長手方向及び径方向の真ん中又はその近傍を意味している。一つの被溶接物50を溶接する作業において、第1調整機構30は、パイプ保持部20を少なくとも1回転させる。第1調整機構30は、ターンテーブル31と、シャフト32と、台座33と、モータ34と、シャフト35とを含む。
【0030】
台座33は、載置部21の長手方向に沿って載置部21に近接した位置に設けられた平板状の底部33cと、底部33cの両端から上方又は斜め上方に起立する平板状の一対の側壁部33a,33bとを含む。
【0031】
ターンテーブル31は、円盤形状を有している。ターンテーブル31の内面には、その径方向の中心にシャフト35が接続されている。ターンテーブル31の外面には、その径方向の中心にシャフト32の一端が接続されている。
【0032】
シャフト32は、シャフト35と同軸上(回転軸A1上)に配置されている。シャフト32の他端は、台座33の底部33cの下面における長手方向及び幅方向のほぼ真ん中の位置に接続されている。シャフト32,35の軸方向は、台座33の底部33cの延びる方向及び載置部21の延びる方向に直交している。すなわち、回転軸A1と中心線A2は直交している。
【0033】
第2調整機構40は、第1パイプ51の中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。第2調整機構40は、案内部材41と、連係部材42と、付勢部43と、外筒44と、支持部材45,46とを含む。
【0034】
案内部材(リング部材)41は、パイプ保持部20が回転軸A1を中心に回転するときに、連係部材42の軌道を定めるためのものである。案内部材41は、円形、楕円形又はこれらに近い環形状を有している。本実施形態では、案内部材41が略楕円形を有する場合を例に挙げて説明する。案内部材41は、例えば、円形の断面形状を有する線材(例えば金属製線材、樹脂製線材など)により形成されている。案内部材41の長軸(楕円の長軸)の方向は、回転軸A1を含み鉛直方向に延びる平面とほぼ平行である。
【0035】
案内部材41は、シャフト32又はパイプ保持部20の周りを囲むように配置されている。案内部材41は、ターンテーブル31の上方又は斜め上方に配置されている。案内部材41に平行で案内部材41を通る仮想平面F2と、ターンテーブル31に平行でターンテーブル31を通る仮想平面F2とは、平行ではなく、互いに所定の角度θ(図2参照)をなしている。角度θは、鋭角であり、好ましくは45°以下である。仮想平面F2と水平方向とのなす角度は、仮想平面F1と水平方向とのなす角度よりも大きい。仮想平面F1と仮想平面F2との距離は下方に向かうほど小さくなっている。
【0036】
なお、角度θを変える機構が設けられていてもよい。具体的に、例えば後述する支持部材45,45と案内部材41との接続部分がネジ等の取付部材によって接続されており、このネジ等の取付部材を外して(ゆるめて)角度θを調節した後、再度取付部材により支持部材45,45と案内部材41とを固定する。これにより、角度θを調節できる。
【0037】
案内部材41は、支持部材45及び支持部材46によりベース11に取り付けられている。具体的に、案内部材41における短軸方向の一端部には、略L字形状の線状の支持部材45の一端が接続され、短軸方向の他端部には、略L字形状の線状の支持部材45の一端が接続されている。これらの支持部材45の他端は、外筒44の側部に接続されている。また、各支持部材45は、対応する支持部材46を介してベース11の側面に固定されている。
【0038】
外筒44の内部には、シャフト32が挿通されている。外筒44は、シャフト32とは連動しない。すなわち、回転軸A1を中心にシャフト32が回転する際に外筒44は回転しない。外筒44が設けられていることにより、案内部材41は、外筒44により取り付け状態が安定化され、横ブレが抑制される。
【0039】
連係部材42は、案内部材41と連係して第2パイプ52の向きを変化させるためのものである。連係部材42は、棒形状を有している。連係部材42は、載置部21に接続されている。具体的に、連係部材42の基端部は、載置部21の外面における長手方向のほぼ真ん中の位置に接続されている。連係部材42の基端部から連係部材42の延びる方向に延長した仮想直線は、回転軸A1又はその近傍を通る。
【0040】
連係部材42は、案内部材41に接している。具体的に、連係部材42の長さは、案内部材41の半径(本実施形態では、案内部材41の長半径)よりも大きい。連係部材42の先端部は、案内部材41よりも径方向外側に突出しており、連係部材42の先端部の一部が案内部材41に上方から接している。
【0041】
付勢部43は、連係部材42を案内部材41側に付勢するためのものである。図1及び図3に示すように、付勢部43は、延出片43aと、延出片43bと、ばね43cとを含む。なお、図2では付勢部43の図示を省略している。
【0042】
延出片43aは、第1軸部材23aの先端部に接続され、中心線A2に直交する方向に延びている。具体的に、延出片43aの延びる方向は、後述するばね43cによって回転軸A1を中心とする周方向に第1軸部材23aに回転力を与えられる方向に延びている。延出片43aの先端部は、ばね43cの抜け止めのために屈曲している。
【0043】
延出片43bは、台座33の底部33cの下面に接続され、回転軸A1の方向に下方又は斜め下方に延びている。すなわち、延出片43bは、ターンテーブル31側に延びている。延出片43bの先端部は、ターンテーブル31の表面から離隔している。ばね43cは、延出片43aの先端部と延出片43bの先端部との間に架け渡されている。
【0044】
次に、被溶接物50の一例について説明する。図4(A)は、接合前の第1パイプ51及び第2パイプ52を示す斜視図であり、図4(B)は、第1パイプ51と第2パイプ52が接合位置に位置決めされた状態を示す斜視図であり、図4(C)は、接合後の第1パイプ51及び第2パイプ52を示す斜視図である。
【0045】
図4(A)に示すように、第1パイプ51の側部には、予め略円形の貫通孔51aが形成されている。この貫通孔51aには、図4(B)に示すように、第2パイプ52の端部が挿入される。第2パイプ52は、図略の位置決め部材によって第1パイプ51に対して図4(B)に示す状態で位置決めされる。以下に説明する溶接方法によって図4(C)に示すように第1パイプ51と第2パイプ52とが溶接される。溶接部分Wには、ビードが形成される。
【0046】
第1パイプ51は、第2パイプ52の外径以上の外径を有している。第1パイプ51と第2パイプの外径比(第1パイプ51の外径:第2パイプ52の外径)に基づいて、第2パイプ52の向きの変動度合いが調節される。変動度合いとは、後述する第1ポジションP1のときの第2パイプ52の向き(図5におけるS2の方向)と、第2ポジションP2のときの第2パイプ52の向き(図6におけるS2の方向)とのなす角度、及び第3ポジションP3のときの第2パイプ52の向き(図7におけるS2の方向)と、第4ポジションP4のときの第2パイプ52の向き(図8におけるS2の方向)とのなす角度をいう。
【0047】
この第2パイプ52の向きの変動度合いは、例えば、案内部材41とターンテーブル31との角度θ、及び案内部材41に平行な平面F2と連係部材42の方向とのなす角度(図6(B)参照)などを変えることによって調節できる。
【0048】
また、第2パイプ52の向きの変動度合いは、第2パイプ52の外径が第1パイプ51の外径に近いほど大きく設定され、第2パイプ52の外径が第1パイプ51の外径に比べて小さくなるほど小さく設定される。具体的に、第2パイプ52の向きの変動度合いは、第1パイプ51の外径と第2パイプ52の外径との比が1:1のときに最大の45度に設定され、第1パイプ51の外径と第2パイプ52の外径との比が∞:1のときに最小のゼロ度に設定される。
【0049】
次に、角度調整装置10の動作及び溶接方法の一例について説明する。図5(A)〜(C)は、被溶接物50(第1パイプ51及び第2パイプ52)が第1ポジションP1にある状態を示している。図6(A),(B)は、被溶接物50が第2ポジションP2にある状態を示している。図7(A),(B)は、被溶接物50が第3ポジションP3にある状態を示している。図8(A),(B)は、被溶接物50が第4ポジションP4にある状態を示している。なお、図5(A)〜図8(B)では、角度調整装置10の機能を説明するうえで必要な構成のみを図示し、他の構成の図示を省略している。
【0050】
本実施形態では、溶接開始位置及び溶接終了位置として、図5(A)〜(C)に示す第1ポジションP1を選定する場合を例示するが、これに限定されない。溶接開始位置及び溶接終了位置としては、例えば図6(A),(B)に示す第2ポジションP2、図7(A),(B)に示す第3ポジションP3、図8(A),(B)に示す第4ポジションP4、又はこれらの間の位置などを選定することもできる。また、本実施形態では、パイプ保持部20が正面から見て右回り(時計回り)に回転する場合を例示するが、反対方向に回転してもよい。
【0051】
第1ポジションP1及び第3ポジションP3のときには、第1パイプ51の向きは、縦向きであり、第2ポジションP2及び第4ポジションP4のときには、第1パイプ51の向きは、横向きである。ここで、縦向きとは、正面から見たとき(方向Fに見たとき)の第1パイプ51の向きが上下方向ないし前後方向に向いていることをいう。横向きとは、正面から見たとき(方向Fに見たとき)の第1パイプ51の向きが左右方向に向いていることをいう。
【0052】
角度調整装置10において、第1調整機構30は、第1パイプ51の向きに直交する回転軸A1を中心にパイプ保持部20を少なくとも1回転させて第1パイプ51の向きを漸次変化させる。第2調整機構40は、第1調整機構30によって縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向に近くなるように、中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。具体的には、次の通りである。
【0053】
まず、溶接開始位置の第1ポジションP1では、第1パイプ51が縦向きであり、連係部材42が水平方向Hに平行な方向に向いている(図5(A)参照)。このとき、第2パイプ52の向きは、回転軸A1とほぼ平行な方向に向いている。また、本実施形態では、回転軸A1は、水平方向Hに対して約45度傾斜している。
【0054】
このような第1ポジションP1では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ1は、約90度となる。そして、回転軸A1が水平方向Hに対して約45°傾斜しているので、表面S1と表面S2とのなす角度θ1を2等分する方向D1は、ほぼ鉛直方向Vに向いている。
【0055】
作業者は、溶加材(溶接棒)Bと溶接トーチTとを左右の手に持って被溶接物50を溶接する際に、図5(B)に示すように角度調整装置10を側方から見たときに、溶加材(溶接棒)Bと溶接トーチTと方向D1に沿った方向に配置して溶接作業を行えばよい。また、図5(C)に示すように角度調整装置10を正面から見たときの溶加材(溶接棒)Bの向きは、水平方向Hに対して数十度(例えば約20度)傾けて配置され、溶接トーチTは、水平方向Hに対して数十度(例えば約80度)傾けて配置される。
【0056】
作業者は、上記のように溶加材B及び溶接トーチTを配置した状態で、図略のスイッチを押す。スイッチは、例えば足で踏まれることによりモータ34が作動する形態が例示できる。これにより、作業者は、モータ34を断続的に作動させつつ、溶加材B及び溶接トーチTにより溶接部分Wを溶接することができる。なお、モータ34は、断続的ではなく連続的に作動させてもよい。
【0057】
モータ34が作動すると、パイプ保持部20は、回転軸A1を中心に回転する。これにより、パイプ保持部20、連係部材42及び被溶接物50は、第1ポジションP1から第2ポジションP2に向かって移動する。
【0058】
ここで、案内部材41とターンテーブル31との角度θ、及び案内部材41に平行な平面F2と連係部材42の方向とのなす角度(図6(B)参照)は、第1調整機構30によって縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向に近くなるように設定されている。
【0059】
第1ポジションP1から第2ポジションP2への移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hに近づく方向に滑らかに変化する。
【0060】
そして、第2ポジションP2では、第1パイプ51が横向きであり、連係部材42が鉛直線Vを含む平面に対して平行な方向に向いている(図6(A)参照)。このとき、第2パイプ52の向きは、回転軸A1に対して傾斜しており、回転軸A1よりも水平方向Hに近い方向に向いている(図6(B)参照)。すなわち、第2ポジションP2では、第1ポジションP1に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が小さくなっている。また、第2ポジションP2では、第1パイプ51における上方に位置する表面S1は、周方向に延びる曲面となるので、その接線(図6(B)に一点鎖線S1で示す直線)は、第1ポジションP1における表面S1の方向よりも水平方向Hに近くなる。
【0061】
したがって、第2ポジションP2では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ2は、90度よりも大きくなる(例えば百数十度)。しかも、本実施形態では、第1パイプ51の表面S1の接線が水平方向Hに近づくだけでなく、第1調整機構30と第2調整機構40によって第2パイプ52の表面S2も水平方向Hに近づけることができる。よって、表面S1と表面S2とのなす角度θ2を2等分する方向D2は、ほぼ鉛直方向Vに向いた状態に維持される。したがって、作業者は、第1ポジションP1から第2ポジションP2への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0062】
一方、図11(A),(B)に示す従来の機構では、第1ポジションP11のときには、第1パイプ51の表面S11と第2パイプ52の表面S12とのなす角度θ11が約90度であり、表面S11と表面S12とのなす角度θ11を2等分する方向D11は、ほぼ鉛直方向Vに向いている(図11(A)参照)。
【0063】
しかし、第2ポジションP12では、第1パイプ51における上方に位置する表面S11は、周方向に延びる曲面となるので、その接線(図11(B)に一点鎖線S11で示す直線)は、第1ポジションP11における表面S11の方向よりも水平方向Hに近くなる。その一方で、第2パイプ52の向きは、第1ポジションP11のときから変化せず、回転軸A1の方向に向いている。
【0064】
したがって、第2ポジションP12では、第1パイプ51の表面S11と第2パイプ52の表面S12とのなす角度θ12は、90度よりも大きくなるとともに、表面S11と表面S12とのなす角度θ11を2等分する方向D11は、鉛直方向Vから傾斜した方向に向く(図11(A)参照)。したがって、作業者は、溶加材と溶接トーチの向きを方向D11から方向D12への変化に対応させながら溶接作業を行う必要がある。このような作業は、熟練を要する。
【0065】
次に、第2ポジションP2から第3ポジションP3への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hから遠ざかる方向に滑らかに変化する。
【0066】
第3ポジションP3では、第1パイプ51が縦向きであり、連係部材42が水平方向Hに向いている(図7(A)参照)。このとき、第2パイプ52の向きは、回転軸A1とほぼ平行な方向に向いている(図7(B)参照)。すなわち、第3ポジションP3では、第2ポジションP2に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が大きくなっている。
【0067】
このような第3ポジションP3では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ1は、約90度となる。そして、回転軸A1が水平方向Hに対して約45°傾斜しているので、表面S1と表面S2とのなす角度θ1を2等分する方向D1は、ほぼ鉛直方向Vに向いている。したがって、作業者は、第2ポジションP2から第3ポジションP3への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0068】
次に、第3ポジションP3から第4ポジションP4への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hに近づく方向に滑らかに変化する。
【0069】
そして、第4ポジションP4では、第1パイプ51が横向きであり、連係部材42が鉛直線Vを含む平面に対して平行な方向に向いている(図8(A)参照)。このとき、第2パイプ52の向きは、回転軸A1に対して傾斜しており、回転軸A1よりも水平方向Hに近い方向に向いている(図8(B)参照)。すなわち、第4ポジションP4では、第3ポジションP3に比べて、第2パイプ52の向きは、水平方向Hとのなす角度が小さくなっている。また、第4ポジションP4では、第1パイプ51における上方に位置する表面S1は、周方向に延びる曲面となるので、その接線(図8(B)に一点鎖線S1で示す直線)は、第3ポジションP3における表面S1の方向よりも水平方向Hに近くなる。
【0070】
したがって、第4ポジションP4では、第1パイプ51における上方に位置する表面S1と、第2パイプ52における上方に位置する表面S2とのなす角度θ2は、90度よりも大きくなる(例えば百数十度)。しかも、本実施形態では、第1パイプ51の表面S1の接線が水平方向Hに近づくだけでなく、第1調整機構30と第2調整機構40によって第2パイプ52の表面S2も水平方向Hに近づけることができる。よって、表面S1と表面S2とのなす角度θ2を2等分する方向D2は、ほぼ鉛直方向Vに向いた状態に維持される。したがって、作業者は、第3ポジションP3から第4ポジションP4への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0071】
最後に、第4ポジションP4から第1ポジションP1への移動について説明する。この移動中においては、連係部材42が案内部材41に接しながら(案内部材41をなぞりながら)移動するので、第2パイプ52の向きは、水平方向Hから遠ざかる方向に滑らかに変化する。
【0072】
第1ポジションP1における各部位の配置は上述した通りである。したがって、作業者は、第4ポジションP4から第1ポジションP1への移動中、溶加材Bと溶接トーチTの向きをほとんど変えることなく、溶接作業を行うことができる。
【0073】
以上説明したように、本実施形態に係る角度調整装置10では、第1調整機構30によって第1パイプ51の向きが縦向き及び横向きの一方から他方へ漸次変化するのに伴って、縦向きのときよりも横向きのときの方が第2パイプ52の向きが水平方向Hに近くなるように、中心線A2を中心にパイプ保持部20を回して第2パイプ52の向きを変化させる。
【0074】
これにより、第1パイプ51の表面S1と第2パイプ52の表面S2とのなす角度(θ1〜θ4)を2等分する方向(D1〜D4)が変動するのを抑制することができる。これにより、作業者による溶加材B及び溶接トーチTの角度調節が少なくて済み、場合によっては不要になる。したがって、従来必要とされていた高度な溶接技能を有していない作業者であっても適切に溶接を行うことができる。
【0075】
また、本実施形態では、パイプ保持部20は、被溶接物50を載置する載置部21と、この載置部21に接続され、中心線A2の方向に延びる軸部23と、を含み、第1調整機構30は、軸部23を回転可能に支持する台座33と、台座33に接続され、回転軸A1の方向に延びるシャフト32と、を含み、第2調整機構40は、回転軸A1に直交する平面に対して傾斜して配置された環状の案内部材41と、一端部が前記載置部21に接続され、他端部がパイプ保持部20の回転に伴って案内部材41に接しながら円軌道上を移動する連係部材42と、を含んでいる。
【0076】
このような簡単な構成で、第1パイプ51の向き及び第2パイプ52の向きを自動的に調整して第1パイプ51の表面S1と第2パイプ52の表面S2とのなす角度(θ1〜θ4)を2等分する方向D1〜D4が変動するのを抑制することができる。
【0077】
また、本実施形態では、第2調整機構40は、連係部材42を案内部材41側に付勢する付勢部43をさらに含んでいるので、連係部材42が円軌道上を移動する際に、連係部材42が案内部材41から離隔するのが抑制される。これにより、第2パイプ52の向きが所望の方向からずれるのを抑制することができる。
【0078】
以上、本発明の実施形態について説明したが、本発明はこれらの実施形態に限定されるものではなく、その趣旨を逸脱しない範囲で種々変更、改良等が可能である。
【0079】
例えば、前記実施形態では、第2調整機構40が付勢部43を含む場合を例示したが、これに限定されない。例えば、第2調整機構40において、付勢部43を省略することもできる。具体的に、例えば図9の変形例1では、案内部材41は、径方向内側に開口するU字状の断面形状を有している。このような案内部材41を用いる場合には、上述した棒状の連係部材42の先端部を案内部材41の開口を通じて案内部材41の内部に配置する。これにより、連係部材42は、案内部材41に沿って案内されるので、付勢部43を省略することができる。
【0080】
また、図10の変形例2では、案内部材41は、径方向に直交する方向に所定間隔をあけて並ぶ一対のリング状の線材41aと、これらを固定する固定部材41bとを含む。このような案内部材41を用いる場合には、上述した棒状の連係部材42の先端部を一対の線材41a,41a間に配置する。これにより、連係部材42は、案内部材41に沿って案内されるので、付勢部43を省略することができる。
【0081】
前記実施形態では、ターンテーブル31を備えている場合を例示したが、このターンテーブル31は省略可能である。
【符号の説明】
【0082】
10 角度調整装置
20 パイプ保持部
21 載置部
23 軸部
30 第1調整機構
31 ターンテーブル
32 シャフト
33 台座
40 第2調整機構
41 案内部材
42 連係部材
43 付勢部
44 外筒
50 被溶接物
51 第1パイプ
52 第2パイプ
A1 回転軸
A2 第1パイプの中心線
【特許請求の範囲】
【請求項1】
第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する際に前記第1パイプ(51)の向き及び前記第2パイプ(52)の向きを調整する角度調整装置であって、
前記第2パイプ(52)が上方又は斜め上方に向く姿勢で前記第1パイプ(51)の側部に前記第2パイプ(52)の端部が配置された被溶接物(50)を保持するパイプ保持部(20)と、
前記第1パイプ(51)の向きに直交し前記第1パイプ(51)のほぼ中央を通る回転軸(A1)を中心に前記パイプ保持部(20)を少なくとも1回転させて前記第1パイプ(51)の向きを漸次変化させる第1調整機構(30)と、
前記第1調整機構(30)による前記パイプ保持部(20)の回転に連動させて、前記第1パイプ(51)の中心線(A2)を中心に前記パイプ保持部(20)を回して前記第2パイプ(52)の向きを変化させる第2調整機構(40)と、を備え、
前記第2調整機構(40)は、正面から見たときの前記第1パイプ(51)の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が前記第2パイプ(52)の向きが水平方向(H)に近くなり、かつ前記一方の配置から他方の配置までの変化中に前記第2パイプ(52)の向きを一方向に漸次変化させる、角度調整装置。
【請求項2】
前記パイプ保持部(20)は、
前記被溶接物(50)を載置する載置部(21)と、
前記載置部(21)に接続され、前記中心線(A2)の方向に延びる軸部(23)と、を含み、
前記第1調整機構(30)は、
前記軸部(23)を回転可能に支持する台座(33)と、
前記台座(33)に接続され、前記台座(33)を回転軸(A1)を中心に回転させるシャフト(32)と、を含み、
前記第2調整機構(40)は、
前記載置部(21)に設けられた連係部材(42)と、
前記回転軸(A1)に直交する平面に対して傾斜して配置され、前記連係部材(42)を案内する案内部材(41)と、を含む、請求項1に記載の角度調整装置。
【請求項3】
前記第2調整機構(40)は、前記連係部材(42)を前記案内部材(41)側に付勢する付勢部(43)をさらに含む、請求項2に記載の角度調整装置。
【請求項1】
第1パイプ(51)の側部に第2パイプ(52)の端部を溶接する際に前記第1パイプ(51)の向き及び前記第2パイプ(52)の向きを調整する角度調整装置であって、
前記第2パイプ(52)が上方又は斜め上方に向く姿勢で前記第1パイプ(51)の側部に前記第2パイプ(52)の端部が配置された被溶接物(50)を保持するパイプ保持部(20)と、
前記第1パイプ(51)の向きに直交し前記第1パイプ(51)のほぼ中央を通る回転軸(A1)を中心に前記パイプ保持部(20)を少なくとも1回転させて前記第1パイプ(51)の向きを漸次変化させる第1調整機構(30)と、
前記第1調整機構(30)による前記パイプ保持部(20)の回転に連動させて、前記第1パイプ(51)の中心線(A2)を中心に前記パイプ保持部(20)を回して前記第2パイプ(52)の向きを変化させる第2調整機構(40)と、を備え、
前記第2調整機構(40)は、正面から見たときの前記第1パイプ(51)の向きが縦向きの配置及び横向きの配置うちの一方の配置から他方の配置へ漸次変化するのに伴って、前記縦向きの配置のときよりも前記横向きの配置のときの方が前記第2パイプ(52)の向きが水平方向(H)に近くなり、かつ前記一方の配置から他方の配置までの変化中に前記第2パイプ(52)の向きを一方向に漸次変化させる、角度調整装置。
【請求項2】
前記パイプ保持部(20)は、
前記被溶接物(50)を載置する載置部(21)と、
前記載置部(21)に接続され、前記中心線(A2)の方向に延びる軸部(23)と、を含み、
前記第1調整機構(30)は、
前記軸部(23)を回転可能に支持する台座(33)と、
前記台座(33)に接続され、前記台座(33)を回転軸(A1)を中心に回転させるシャフト(32)と、を含み、
前記第2調整機構(40)は、
前記載置部(21)に設けられた連係部材(42)と、
前記回転軸(A1)に直交する平面に対して傾斜して配置され、前記連係部材(42)を案内する案内部材(41)と、を含む、請求項1に記載の角度調整装置。
【請求項3】
前記第2調整機構(40)は、前記連係部材(42)を前記案内部材(41)側に付勢する付勢部(43)をさらに含む、請求項2に記載の角度調整装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−86139(P2013−86139A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229628(P2011−229628)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000002853)ダイキン工業株式会社 (7,604)
【Fターム(参考)】
[ Back to top ]