
角形電池用電極体ユニット
【課題】当該電極体ユニットが用いられる角形電池の生産効率を向上させるとともに、当該電池のエネルギー密度、長期充放電サイクル性能などの電池性能を向上させる。
【解決手段】角形電池(3)に用いられる電極体ユニット(1)において、セパレータ(7)を介して対向する正極体(11)および負極体(13)からなる電極体(15)であって、前記正極体(11)と負極体(13)との対向方向(X)に直交する平坦な表面(15a)を有する電極体(15)と、平板状の絶縁性部材(19)を加工して形成された、前記電極体(15)の少なくとも一部を覆う直方体形状の保護ケース(17)とを設け、前記保護ケース(17)の前記絶縁性部材の重畳部分(19a)が、前記電極体(15)の前記平坦な表面(15a)を覆わないように設定する。
【解決手段】角形電池(3)に用いられる電極体ユニット(1)において、セパレータ(7)を介して対向する正極体(11)および負極体(13)からなる電極体(15)であって、前記正極体(11)と負極体(13)との対向方向(X)に直交する平坦な表面(15a)を有する電極体(15)と、平板状の絶縁性部材(19)を加工して形成された、前記電極体(15)の少なくとも一部を覆う直方体形状の保護ケース(17)とを設け、前記保護ケース(17)の前記絶縁性部材の重畳部分(19a)が、前記電極体(15)の前記平坦な表面(15a)を覆わないように設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、角形電池の内部構造、特には、角形電池に用いられる電極体ユニットの構造に関する。
【背景技術】
【0002】
従来、携帯電話やデジタルカメラのような小型携帯機器用の電源として、スペース効率に優れる角形電池が広く使用されてきた。また、近年、ハイブリッド自動車のような車両搭載用の二次電池や、太陽光発電のような自然エネルギー発電におけるロードレベリング用の大型二次電池としても、電池設置の際のスペース効率に優れる角形電池が広く採用されている。
【0003】
かかる角形電池の電極体としては、シート状の電極を複数積層した積層型や、巻き取った電極群を扁平状にプレスした巻取りプレス型のものが、一般的に用いられている(例えば、特許文献1、2)。いずれのタイプにおいても、一般的に、電極体を構成した後に電極体の一部に絶縁性の粘着テープを貼付することによりセパレータを介して対向する正極体と負極体とを固定し、さらに、必要に応じて、内部短絡を防止するための絶縁性テープを貼付している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−283141号公報
【特許文献2】特開2000−251866号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、このように、テープによって電極体の保護を図る場合、工程数が増大するのみならず、電極体の機械的強度が十分確保できず、後の電池組立工程、例えば電極体の外装体への挿入工程における生産効率が低くなる。
【0006】
また、電極体にテープを貼付した場合、テープが貼付された部分のみが強く緊迫され、正極体と負極体との接触圧が不均一となる。複数の異なるテープが貼付された場合には、テープ同士の重畳部分の緊迫度がさらに大きくなる。このように電極体における緊迫度が不均一となることにより、電池の長期充放電サイクル性能が低下するとともに、テープの重畳部分が生じるために電極体の寸法公差を大きく取る必要があるので、電池のエネルギー密度が低下するという問題があった。
【0007】
本発明の目的は、上記の課題を解決するために、電極体の固定および機械的な保護を行う絶縁性のケースによって電極体を覆うことにより、この電極体ユニットが用いられる角形電池の生産効率を向上させるとともに、当該電池のエネルギー密度、長期充放電サイクル性能などの電池性能を向上させることにある。
【課題を解決するための手段】
【0008】
前記した目的を達成するために、本発明に係る角形電池用電極体ユニットは、セパレータを介して対向する正極体および負極体からなる電極体であって、前記正極体と負極体との対向方向に直交する平坦な表面を有する電極体と、平板状の絶縁性部材を加工して形成された、前記電極体との少なくとも一部を覆う直方体形状の保護ケースとを備え、前記保護ケースの前記絶縁性部材の重畳部分が、前記電極体の前記平坦な表面を覆わないように設定されている。
【0009】
この構成によれば、電極体を平板状の絶縁性部材からなる保護ケースによって覆うので、粘着テープを用いることなく電極体を固定し、かつ機械的に保護することができる。これにより、電極体を角形電池外装体に挿入する作業が確実かつ容易となるなど、電池の生産効率が向上し、その結果、電池の製造コストが低減される。さらには、粘着テープの重畳部分を考慮した大きな寸法公差を設定する必要がないので、電池のエネルギー密度が増大する。また、正極体と負極体の対向方向に保護ケースの重畳部分が存在せず、電極体の緊迫度、つまり正極体と負極体との接触圧が均一となるので、電池の長期充放電サイクル性能が向上する。
【0010】
なお、一般的に、ケースを二重化すると、その厚み分だけ電池容量をロスするようにも考えられているが、外装体の内部に電極体を覆うケースを設けることにより、電極体表面がフラット化するので、外装体との間のクリアランスマージンを低減することができる。したがって、電極体自体の厚みに大きな影響を与えることがないので、上述のように、むしろ電池容量を増大することが可能になる。
【0011】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記保護ケースに、この保護ケースの内方に電解液を導入する導入孔が設けられていることが好ましい。この構成によれば、予め保護ケースに電解液を注入しておく必要がなく、従来と同様に電池の外装体に注液することにより角形電池を作製することができるので、追加の設備が不要となる。
【0012】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記平板状の絶縁性部材が、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂によって形成されていることが好ましい。この構成によれば、電極体をより確実に機械的に保護することができるので、電池の信頼性が向上する。
【0013】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記平板状の絶縁部材が透明または半透明な素材によって形成されていることが好ましい。この構成によれば、目視によって保護ケース内の電極体の不具合を確認することができるので、電池の製造コストが抑制される。
【0014】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記保護ケースの外表面に潤滑処理が施されていることが好ましい。この構成によれば、電極体ユニットを電池の外装体に挿入させる作業が一層容易となるので、電池の製造コストが一層低減される。
【発明の効果】
【0015】
以上のように、本発明に係る角形電池用電極体ユニットによれば、電極体の固定および機械的な保護を行う絶縁性のケースによって電極体を覆うことにより、この電極体ユニットが用いられる角形電池の生産効率が向上するとともに、当該電池のエネルギー密度、長期充放電サイクル性能などの電池性能が向上する。
【図面の簡単な説明】
【0016】
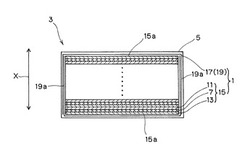
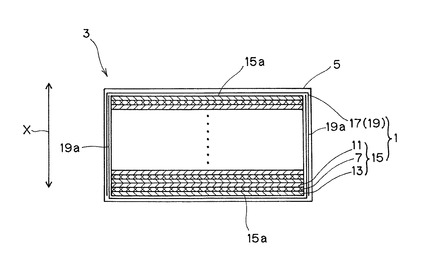
【図1】本発明の一実施形態に係る電極体ユニットが使用される角形電池を模式的に示す断面図である。
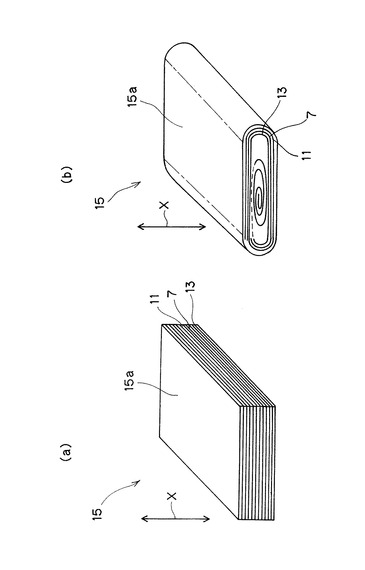
【図2】図1の角形電池に使用される電極体の例を示斜視図である。
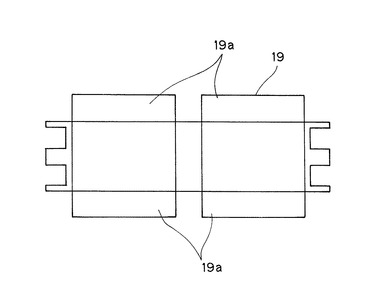
【図3】図1の角形電池に使用される絶縁性部材を示す平面図である。
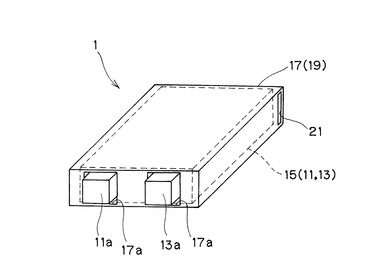
【図4】図1の角形電池に使用される電極体ユニットを示斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明に係る実施形態を図面に従って説明するが、本発明はこの実施形態に限定されるものではない。
【0018】
図1に、本発明の一実施形態に係る電極体ユニット1が用いられる角形電池3の概略構成を示す。この角形電池3では、外装体である直方体形状の外側ケース5に、電極体ユニット1および電解液が収容されている。なお、本実施形態では、角形電池3を、リチウムイオン二次電池として構成している。
【0019】
電極体ユニット1は、セパレータ7を介して互いに対向する正極体11および負極体13を有するほぼ直方体形状の電極体15と、電極体15のほぼ全面を覆う、絶縁性部材からなる直方体形状の保護ケース17とを備えている。
【0020】
電極体15は、図2(a)に示すように、複数のシート状の正極体11と負極体13とをセパレータ7を介して交互に積層させて構成したものであってもよく、同図(b)に示すように、帯状の正極体11と負極体13とをセパレータ7を介して対向させて巻き取った後に、扁平状にプレスして形成したものであってもよい。いずれの場合も、電極体15は、正極体11と負極体13との対向方向Xに直交する平坦面15aを有するように形成されている。本実施形態では、図2(a)に示す積層型の電極体15を用いている。
【0021】
図3に示すように、保護ケース17は、平板状の絶縁性部材19を折り曲げ加工することにより形成されており、図1に示すように、保護ケース17が完成し、電極体15を覆っている状態において、保護ケース17の絶縁性部材19の重畳部分19aによって電極体15の平坦面15aが覆われないように設定されている。本実施形態では、重畳部分19aは積層型電極体15の、積層方向(対向方向)Xに平行な側面15bを覆っている。
【0022】
また、本実施形態では、図4に示すように、電極体15を形成する各正極体11および負極体13に、正極集電タブ11a、負極集電タブ13aが電極体15の同一の側面から突出するように設けられており、保護ケース17には、これら集電タブ11a,13aに対応する集電用開口17a,17aが設けられている。なお、集電用開口17aの数および位置は、電極体15の仕様に応じて適宜選択してよい。
【0023】
さらに、保護ケース17には、電解液を保護ケース17の内方に導入するための導入孔21が設けられていることが好ましい。これにより、予め保護ケース17に電解液を注入しておく必要がなく、従来と同様に図1の外側ケース5を介して注液することにより角形電池3を作製することができるので、追加の設備が不要となる。導入孔21は、特には、保護ケース17の側面のいずれかに設けることが好ましい。
【0024】
このように、保護ケース17には、電池3の仕様や製造上の便宜を考慮して、孔や開口が適宜設けられていてよいが、保護ケース17の機械的強度を確保し、より確実に電極体15を保護する観点から、このような孔や開口は必要最小限度の範囲で設けることが好ましい。具体的には、電極体15本体(つまり、セパレータ7、正極体11および負極体13のみからなる、集電タブを含まない部分)に外接する仮想の直方体の表面積に対して、90%以上が保護ケース17によって覆われていることが好ましく、95%以上が覆われていることがより好ましい。
【0025】
なお、ここで、電極体15を保護ケース17が「覆っている」面積には、仮に保護ケース17の絶縁性部材19に孔や開口が設けられていたとしても、保護ケース17の機械的保護機能が損なわれない程度の小さい孔や開口である場合には、そのような孔や開口が形成されている部分の面積も含める。具体的には、後述する腰強度および突き刺し強度に実質的に影響を与えず、かつ製造工程において人間または一般的な製造用装置が保護ケース17上から電極体ユニット1に触れても、内部の電極体15に接触することがない程度の大きさの孔、開口であれば、保護ケース17の機械的保護機能は損なわれない。例えば、保護ケース17の肉厚の500%以下の直径の孔または開口が、これに該当する。
【0026】
絶縁性部材19を形成する材料としては、絶縁性および一定の機械的強度を有し、かつ耐電解液性を有するものであれば特に限定されないが、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂が好ましく用いられる。ここで、腰強度とは、剛性率G=E/[2×(1+γ)](Eはヤング率,γはポアソン率を示す。)によって表される値である。腰強度のより好ましい範囲は3〜5GPaである。また、突き刺し強度のより好ましい範囲は20N以上である。このように構成することにより、電極体15をより確実に機械的に保護することができる。
【0027】
また、絶縁性部材19は、透明または半透明な素材で形成されていることが好ましい。これにより、X線透過装置のような検査設備を要せず、目視によって保護ケース17に挿入された電極体15の位置ずれなどの不具合を検査することができる。絶縁性素材19の透明度としては、可視光の透過度が70%以上であることが特に好ましい。以上で述べた観点から、本実施形態では、絶縁性部材19を形成する材料としてポリプロピレンを用いている。
【0028】
さらに、保護ケース17の外表面には、潤滑処理が施されていることが好ましい。この潤滑処理は、保護ケース17が図1の外側ケース5に挿入される際の保護ケース17の外表面と外側ケース5の内表面との摩擦を低減するものであれば特に限定されないが、例えば、グリスのような潤滑剤を塗布することができる。
【0029】
上記で説明した第1実施形態に係る電極体ユニット1によれば、電極体15が保護ケース17によって覆われているので、粘着テープを用いることなく電極体15を固定し、かつ機械的に保護することができる。これにより、粘着テープの重畳部分を考慮した大きな寸法公差を設定する必要がないので、電池3のエネルギー密度が増大する。また、正極体11と負極体13の対向方向Xに保護ケース17の重畳部分19aが存在しないので、電極体15の緊迫度、つまり正極体11と負極体13との接触圧が均一となるので、電池3の長期充放電サイクル性能が向上する。さらには、電極体15が、平滑な表面を有する保護ケース17で覆われることにより、角形電池3の外側ケース5への挿入作業が確実かつ容易となり、電池3の製造コストが低減される。
【0030】
以下の実施例により、本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。
【実施例】
【0031】
(実施例電池の作製)
10Ahの電池容量を有する下記の仕様の角形のリチウムイオン二次電池を作製し、実施例電池とした。
電池サイズ:幅115mm×高さ160mm(端子突起部除く)×厚み15mm
外装体(外側ケース):アルミニウム合金缶(側面缶肉厚0.7mm,内寸厚み13.60mm)
正極体:活物質 LiMn2O4系合剤/芯体:アルミニウム箔(厚み15μm)/電極厚み:115μm/電極サイズ:148mm×98mm(集電タブ除く)
負極体:活物質 黒鉛系合剤
セパレータ:ポリプロピレン微多孔膜(15μm厚)
電極体構成:正極体45層/負極体46層
保護ケース素材:2軸延伸処理ポリプロピレン(厚み150μm,腰強度2.3GPa,突き刺し強度14.7N)
【0032】
上記の仕様の角形電池を、以下の手順で作製した。
【0033】
(1)積層工程
保護ケース(絶縁性部材)を、電極体の平坦面を覆う面が底部となるように配置し、他の隣接する2面(側面を形成する面)を立ち上げて半容器状に設置して、立ち上がった互いに対向する2面で位置決めしながら負極体と正極体とを交互に積層した。正極体および負極体を所定枚数積層した後、絶縁性部材の残りの部分を折り曲げて保護ケースを組み立てた。この際、絶縁性部材の、電極体の平坦面を覆う面を除く側面4面において絶縁性部材を重ねて接着することにより、保護ケースを完成させた。保護ケースを含む電極体ユニットの無負荷状体での厚みは13.67mm,電極体の対向方向に1Nの圧力を加えた状態での厚みは13.14mmであった。なお、これに追加した絶縁対策工程は不要である。
【0034】
(2)電池組立工程
集電タブ同士を接続した後、電極体ユニットを外装体に挿入した。その後、外装体に電解液を注液し、レーザー溶接で外装体の本体と蓋とを接合・封止した。
【0035】
(比較例電池の作製)
上記実施例電池において、電極体の巻留めおよび絶縁用として、保護ケースの代わりに粘着テープ(ポリプロピレン製/幅:30mm,厚み:本体25μm+糊5μm)を用いた仕様のものを以下の手順で作製し、比較例電池とした。
【0036】
(1)積層工程
位置決め治具上に負極体および正極体を交互に所定枚数積層した。この積層体の中央部を粘着テープで帯巻きすることにより、電極の積層体を作製した。電極積層体の無負荷状体での厚みは最大部分で14.87mm,電極積層体の対向方向に1Nの圧力を加えた状態での厚みは12.92mmであった。この電極積層体を、その端部にダメージを与えないように注意を払いながら搬送治具に挿入し、次工程へ移動した。
【0037】
(2)絶縁対策工程
電極積層体のコーナー部および側面部に、絶縁および内部短絡防止のための粘着テープを貼付した。また、集電タブの取り出し面には、ポリプロピレンの成型体(厚み0.5mm)で形成された絶縁板を取り付け、集電タブおよび外装体の蓋部との絶縁を図った。この時点で、電極積層体の無負荷状体での厚みは最大部分で14.06mm,電極積層体の対向方向に1Nの圧力を加えた状態での厚みは12.98mmであった。
【0038】
(3)電池組立工程
その後、実施例電池の場合と同様にして電池組立工程を行ったが、この比較例電池の電池組立工程においては、電極積層体にダメージを与えないよう、細心の注意を要した。
【0039】
(試験結果)
上記の実施例電池および比較例電池について、機械的強度を確認するための試験(球状押し潰し試験,コーナー部圧壊試験)と、高負荷での充放電サイクル試験とを行った。
【0040】
(1)機械的強度確認試験結果
球状押し潰し試験として、r=5mmの球状先端を有する棒で電池を押し潰し、内部短絡が発生した時点での押し潰し深さを測定したところ、サンプル数=5の平均値で、比較例電池では2.83mmであったのに対し、実施例電池では3.17mmであった。また、コーナー部圧壊試験として、φ10mmの丸棒で電池のコーナー部(稜)の頂点から圧壊し、内部短絡が発生した時点での圧力を測定したところ、サンプル数=5の平均値で、比較例電池では、側面稜:24.5kgf/底面稜:29.6kgfであったのに対し、実施例電池では、側面稜:30.4kgf/底面稜:31.5kgfであった。これらの結果により、比較例電池でも十分な強度を有しているものの、実施例電池では機械的強度がさらに向上していることが確認された。
【0041】
(2)充放電サイクル試験結果
室温において、50Aで充放電サイクルを行い、電池容量が初期の80%に低下するまでのサイクル数を測定したところ、サンプル数=5の平均値で、比較例電池では728サイクルであったのに対し、実施例電池では983サイクルであった。実施例電池では、比較例電池よりも正極体と負極体との接触圧の均一化が図れているため、充放電反応が電極内で均一的に進行し、充放電サイクル特性が向上したものと考えられる。
【0042】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能である。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0043】
1 電極体ユニット
3 角形電池
5 外側ケース
7 セパレータ
11 正極体
13 負極体
15 電極体
15a 電極体の平坦な表面
17 保護ケース
19 絶縁性部材
19a 重畳部分
X 対向方向
【技術分野】
【0001】
本発明は、角形電池の内部構造、特には、角形電池に用いられる電極体ユニットの構造に関する。
【背景技術】
【0002】
従来、携帯電話やデジタルカメラのような小型携帯機器用の電源として、スペース効率に優れる角形電池が広く使用されてきた。また、近年、ハイブリッド自動車のような車両搭載用の二次電池や、太陽光発電のような自然エネルギー発電におけるロードレベリング用の大型二次電池としても、電池設置の際のスペース効率に優れる角形電池が広く採用されている。
【0003】
かかる角形電池の電極体としては、シート状の電極を複数積層した積層型や、巻き取った電極群を扁平状にプレスした巻取りプレス型のものが、一般的に用いられている(例えば、特許文献1、2)。いずれのタイプにおいても、一般的に、電極体を構成した後に電極体の一部に絶縁性の粘着テープを貼付することによりセパレータを介して対向する正極体と負極体とを固定し、さらに、必要に応じて、内部短絡を防止するための絶縁性テープを貼付している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−283141号公報
【特許文献2】特開2000−251866号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、このように、テープによって電極体の保護を図る場合、工程数が増大するのみならず、電極体の機械的強度が十分確保できず、後の電池組立工程、例えば電極体の外装体への挿入工程における生産効率が低くなる。
【0006】
また、電極体にテープを貼付した場合、テープが貼付された部分のみが強く緊迫され、正極体と負極体との接触圧が不均一となる。複数の異なるテープが貼付された場合には、テープ同士の重畳部分の緊迫度がさらに大きくなる。このように電極体における緊迫度が不均一となることにより、電池の長期充放電サイクル性能が低下するとともに、テープの重畳部分が生じるために電極体の寸法公差を大きく取る必要があるので、電池のエネルギー密度が低下するという問題があった。
【0007】
本発明の目的は、上記の課題を解決するために、電極体の固定および機械的な保護を行う絶縁性のケースによって電極体を覆うことにより、この電極体ユニットが用いられる角形電池の生産効率を向上させるとともに、当該電池のエネルギー密度、長期充放電サイクル性能などの電池性能を向上させることにある。
【課題を解決するための手段】
【0008】
前記した目的を達成するために、本発明に係る角形電池用電極体ユニットは、セパレータを介して対向する正極体および負極体からなる電極体であって、前記正極体と負極体との対向方向に直交する平坦な表面を有する電極体と、平板状の絶縁性部材を加工して形成された、前記電極体との少なくとも一部を覆う直方体形状の保護ケースとを備え、前記保護ケースの前記絶縁性部材の重畳部分が、前記電極体の前記平坦な表面を覆わないように設定されている。
【0009】
この構成によれば、電極体を平板状の絶縁性部材からなる保護ケースによって覆うので、粘着テープを用いることなく電極体を固定し、かつ機械的に保護することができる。これにより、電極体を角形電池外装体に挿入する作業が確実かつ容易となるなど、電池の生産効率が向上し、その結果、電池の製造コストが低減される。さらには、粘着テープの重畳部分を考慮した大きな寸法公差を設定する必要がないので、電池のエネルギー密度が増大する。また、正極体と負極体の対向方向に保護ケースの重畳部分が存在せず、電極体の緊迫度、つまり正極体と負極体との接触圧が均一となるので、電池の長期充放電サイクル性能が向上する。
【0010】
なお、一般的に、ケースを二重化すると、その厚み分だけ電池容量をロスするようにも考えられているが、外装体の内部に電極体を覆うケースを設けることにより、電極体表面がフラット化するので、外装体との間のクリアランスマージンを低減することができる。したがって、電極体自体の厚みに大きな影響を与えることがないので、上述のように、むしろ電池容量を増大することが可能になる。
【0011】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記保護ケースに、この保護ケースの内方に電解液を導入する導入孔が設けられていることが好ましい。この構成によれば、予め保護ケースに電解液を注入しておく必要がなく、従来と同様に電池の外装体に注液することにより角形電池を作製することができるので、追加の設備が不要となる。
【0012】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記平板状の絶縁性部材が、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂によって形成されていることが好ましい。この構成によれば、電極体をより確実に機械的に保護することができるので、電池の信頼性が向上する。
【0013】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記平板状の絶縁部材が透明または半透明な素材によって形成されていることが好ましい。この構成によれば、目視によって保護ケース内の電極体の不具合を確認することができるので、電池の製造コストが抑制される。
【0014】
本発明の一実施形態に係る角形電池用電極体ユニットにおいて、前記保護ケースの外表面に潤滑処理が施されていることが好ましい。この構成によれば、電極体ユニットを電池の外装体に挿入させる作業が一層容易となるので、電池の製造コストが一層低減される。
【発明の効果】
【0015】
以上のように、本発明に係る角形電池用電極体ユニットによれば、電極体の固定および機械的な保護を行う絶縁性のケースによって電極体を覆うことにより、この電極体ユニットが用いられる角形電池の生産効率が向上するとともに、当該電池のエネルギー密度、長期充放電サイクル性能などの電池性能が向上する。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施形態に係る電極体ユニットが使用される角形電池を模式的に示す断面図である。
【図2】図1の角形電池に使用される電極体の例を示斜視図である。
【図3】図1の角形電池に使用される絶縁性部材を示す平面図である。
【図4】図1の角形電池に使用される電極体ユニットを示斜視図である。
【発明を実施するための形態】
【0017】
以下、本発明に係る実施形態を図面に従って説明するが、本発明はこの実施形態に限定されるものではない。
【0018】
図1に、本発明の一実施形態に係る電極体ユニット1が用いられる角形電池3の概略構成を示す。この角形電池3では、外装体である直方体形状の外側ケース5に、電極体ユニット1および電解液が収容されている。なお、本実施形態では、角形電池3を、リチウムイオン二次電池として構成している。
【0019】
電極体ユニット1は、セパレータ7を介して互いに対向する正極体11および負極体13を有するほぼ直方体形状の電極体15と、電極体15のほぼ全面を覆う、絶縁性部材からなる直方体形状の保護ケース17とを備えている。
【0020】
電極体15は、図2(a)に示すように、複数のシート状の正極体11と負極体13とをセパレータ7を介して交互に積層させて構成したものであってもよく、同図(b)に示すように、帯状の正極体11と負極体13とをセパレータ7を介して対向させて巻き取った後に、扁平状にプレスして形成したものであってもよい。いずれの場合も、電極体15は、正極体11と負極体13との対向方向Xに直交する平坦面15aを有するように形成されている。本実施形態では、図2(a)に示す積層型の電極体15を用いている。
【0021】
図3に示すように、保護ケース17は、平板状の絶縁性部材19を折り曲げ加工することにより形成されており、図1に示すように、保護ケース17が完成し、電極体15を覆っている状態において、保護ケース17の絶縁性部材19の重畳部分19aによって電極体15の平坦面15aが覆われないように設定されている。本実施形態では、重畳部分19aは積層型電極体15の、積層方向(対向方向)Xに平行な側面15bを覆っている。
【0022】
また、本実施形態では、図4に示すように、電極体15を形成する各正極体11および負極体13に、正極集電タブ11a、負極集電タブ13aが電極体15の同一の側面から突出するように設けられており、保護ケース17には、これら集電タブ11a,13aに対応する集電用開口17a,17aが設けられている。なお、集電用開口17aの数および位置は、電極体15の仕様に応じて適宜選択してよい。
【0023】
さらに、保護ケース17には、電解液を保護ケース17の内方に導入するための導入孔21が設けられていることが好ましい。これにより、予め保護ケース17に電解液を注入しておく必要がなく、従来と同様に図1の外側ケース5を介して注液することにより角形電池3を作製することができるので、追加の設備が不要となる。導入孔21は、特には、保護ケース17の側面のいずれかに設けることが好ましい。
【0024】
このように、保護ケース17には、電池3の仕様や製造上の便宜を考慮して、孔や開口が適宜設けられていてよいが、保護ケース17の機械的強度を確保し、より確実に電極体15を保護する観点から、このような孔や開口は必要最小限度の範囲で設けることが好ましい。具体的には、電極体15本体(つまり、セパレータ7、正極体11および負極体13のみからなる、集電タブを含まない部分)に外接する仮想の直方体の表面積に対して、90%以上が保護ケース17によって覆われていることが好ましく、95%以上が覆われていることがより好ましい。
【0025】
なお、ここで、電極体15を保護ケース17が「覆っている」面積には、仮に保護ケース17の絶縁性部材19に孔や開口が設けられていたとしても、保護ケース17の機械的保護機能が損なわれない程度の小さい孔や開口である場合には、そのような孔や開口が形成されている部分の面積も含める。具体的には、後述する腰強度および突き刺し強度に実質的に影響を与えず、かつ製造工程において人間または一般的な製造用装置が保護ケース17上から電極体ユニット1に触れても、内部の電極体15に接触することがない程度の大きさの孔、開口であれば、保護ケース17の機械的保護機能は損なわれない。例えば、保護ケース17の肉厚の500%以下の直径の孔または開口が、これに該当する。
【0026】
絶縁性部材19を形成する材料としては、絶縁性および一定の機械的強度を有し、かつ耐電解液性を有するものであれば特に限定されないが、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂が好ましく用いられる。ここで、腰強度とは、剛性率G=E/[2×(1+γ)](Eはヤング率,γはポアソン率を示す。)によって表される値である。腰強度のより好ましい範囲は3〜5GPaである。また、突き刺し強度のより好ましい範囲は20N以上である。このように構成することにより、電極体15をより確実に機械的に保護することができる。
【0027】
また、絶縁性部材19は、透明または半透明な素材で形成されていることが好ましい。これにより、X線透過装置のような検査設備を要せず、目視によって保護ケース17に挿入された電極体15の位置ずれなどの不具合を検査することができる。絶縁性素材19の透明度としては、可視光の透過度が70%以上であることが特に好ましい。以上で述べた観点から、本実施形態では、絶縁性部材19を形成する材料としてポリプロピレンを用いている。
【0028】
さらに、保護ケース17の外表面には、潤滑処理が施されていることが好ましい。この潤滑処理は、保護ケース17が図1の外側ケース5に挿入される際の保護ケース17の外表面と外側ケース5の内表面との摩擦を低減するものであれば特に限定されないが、例えば、グリスのような潤滑剤を塗布することができる。
【0029】
上記で説明した第1実施形態に係る電極体ユニット1によれば、電極体15が保護ケース17によって覆われているので、粘着テープを用いることなく電極体15を固定し、かつ機械的に保護することができる。これにより、粘着テープの重畳部分を考慮した大きな寸法公差を設定する必要がないので、電池3のエネルギー密度が増大する。また、正極体11と負極体13の対向方向Xに保護ケース17の重畳部分19aが存在しないので、電極体15の緊迫度、つまり正極体11と負極体13との接触圧が均一となるので、電池3の長期充放電サイクル性能が向上する。さらには、電極体15が、平滑な表面を有する保護ケース17で覆われることにより、角形電池3の外側ケース5への挿入作業が確実かつ容易となり、電池3の製造コストが低減される。
【0030】
以下の実施例により、本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。
【実施例】
【0031】
(実施例電池の作製)
10Ahの電池容量を有する下記の仕様の角形のリチウムイオン二次電池を作製し、実施例電池とした。
電池サイズ:幅115mm×高さ160mm(端子突起部除く)×厚み15mm
外装体(外側ケース):アルミニウム合金缶(側面缶肉厚0.7mm,内寸厚み13.60mm)
正極体:活物質 LiMn2O4系合剤/芯体:アルミニウム箔(厚み15μm)/電極厚み:115μm/電極サイズ:148mm×98mm(集電タブ除く)
負極体:活物質 黒鉛系合剤
セパレータ:ポリプロピレン微多孔膜(15μm厚)
電極体構成:正極体45層/負極体46層
保護ケース素材:2軸延伸処理ポリプロピレン(厚み150μm,腰強度2.3GPa,突き刺し強度14.7N)
【0032】
上記の仕様の角形電池を、以下の手順で作製した。
【0033】
(1)積層工程
保護ケース(絶縁性部材)を、電極体の平坦面を覆う面が底部となるように配置し、他の隣接する2面(側面を形成する面)を立ち上げて半容器状に設置して、立ち上がった互いに対向する2面で位置決めしながら負極体と正極体とを交互に積層した。正極体および負極体を所定枚数積層した後、絶縁性部材の残りの部分を折り曲げて保護ケースを組み立てた。この際、絶縁性部材の、電極体の平坦面を覆う面を除く側面4面において絶縁性部材を重ねて接着することにより、保護ケースを完成させた。保護ケースを含む電極体ユニットの無負荷状体での厚みは13.67mm,電極体の対向方向に1Nの圧力を加えた状態での厚みは13.14mmであった。なお、これに追加した絶縁対策工程は不要である。
【0034】
(2)電池組立工程
集電タブ同士を接続した後、電極体ユニットを外装体に挿入した。その後、外装体に電解液を注液し、レーザー溶接で外装体の本体と蓋とを接合・封止した。
【0035】
(比較例電池の作製)
上記実施例電池において、電極体の巻留めおよび絶縁用として、保護ケースの代わりに粘着テープ(ポリプロピレン製/幅:30mm,厚み:本体25μm+糊5μm)を用いた仕様のものを以下の手順で作製し、比較例電池とした。
【0036】
(1)積層工程
位置決め治具上に負極体および正極体を交互に所定枚数積層した。この積層体の中央部を粘着テープで帯巻きすることにより、電極の積層体を作製した。電極積層体の無負荷状体での厚みは最大部分で14.87mm,電極積層体の対向方向に1Nの圧力を加えた状態での厚みは12.92mmであった。この電極積層体を、その端部にダメージを与えないように注意を払いながら搬送治具に挿入し、次工程へ移動した。
【0037】
(2)絶縁対策工程
電極積層体のコーナー部および側面部に、絶縁および内部短絡防止のための粘着テープを貼付した。また、集電タブの取り出し面には、ポリプロピレンの成型体(厚み0.5mm)で形成された絶縁板を取り付け、集電タブおよび外装体の蓋部との絶縁を図った。この時点で、電極積層体の無負荷状体での厚みは最大部分で14.06mm,電極積層体の対向方向に1Nの圧力を加えた状態での厚みは12.98mmであった。
【0038】
(3)電池組立工程
その後、実施例電池の場合と同様にして電池組立工程を行ったが、この比較例電池の電池組立工程においては、電極積層体にダメージを与えないよう、細心の注意を要した。
【0039】
(試験結果)
上記の実施例電池および比較例電池について、機械的強度を確認するための試験(球状押し潰し試験,コーナー部圧壊試験)と、高負荷での充放電サイクル試験とを行った。
【0040】
(1)機械的強度確認試験結果
球状押し潰し試験として、r=5mmの球状先端を有する棒で電池を押し潰し、内部短絡が発生した時点での押し潰し深さを測定したところ、サンプル数=5の平均値で、比較例電池では2.83mmであったのに対し、実施例電池では3.17mmであった。また、コーナー部圧壊試験として、φ10mmの丸棒で電池のコーナー部(稜)の頂点から圧壊し、内部短絡が発生した時点での圧力を測定したところ、サンプル数=5の平均値で、比較例電池では、側面稜:24.5kgf/底面稜:29.6kgfであったのに対し、実施例電池では、側面稜:30.4kgf/底面稜:31.5kgfであった。これらの結果により、比較例電池でも十分な強度を有しているものの、実施例電池では機械的強度がさらに向上していることが確認された。
【0041】
(2)充放電サイクル試験結果
室温において、50Aで充放電サイクルを行い、電池容量が初期の80%に低下するまでのサイクル数を測定したところ、サンプル数=5の平均値で、比較例電池では728サイクルであったのに対し、実施例電池では983サイクルであった。実施例電池では、比較例電池よりも正極体と負極体との接触圧の均一化が図れているため、充放電反応が電極内で均一的に進行し、充放電サイクル特性が向上したものと考えられる。
【0042】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能である。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0043】
1 電極体ユニット
3 角形電池
5 外側ケース
7 セパレータ
11 正極体
13 負極体
15 電極体
15a 電極体の平坦な表面
17 保護ケース
19 絶縁性部材
19a 重畳部分
X 対向方向
【特許請求の範囲】
【請求項1】
角形電池に用いられる電極体ユニットであって、
セパレータを介して対向する正極体および負極体からなる電極体であって、前記正極体と負極体との対向方向に直交する平坦な表面を有する電極体と、
平板状の絶縁性部材を加工して形成された、前記電極体の少なくとも一部を覆う直方体形状の保護ケースと、
を備えており、
前記保護ケースの前記絶縁性部材の重畳部分が、前記電極体の前記平坦な表面を覆わないように設定されている、
角形電池用電極体ユニット。
【請求項2】
請求項1において、前記保護ケースに、この保護ケースの内方に電解液を導入する導入孔が設けられている角形電池用電極体ユニット。
【請求項3】
請求項1または2において、前記平板状絶縁性部材が、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂によって形成されている角形電池用電極体ユニット。
【請求項4】
請求項1から3のいずれか一項において、前記平板状絶縁性部材が透明または半透明な素材によって形成されている角形電池用電極体ユニット。
【請求項5】
請求項1から4のいずれか一項において、前記保護ケースの外表面に潤滑処理が施されている角形電池用電極体ユニット。
【請求項6】
請求項1から5のいずれか一項に記載の電極体ユニットと、この電極体ユニットおよび電解液を収容する、該角形電池の外装体を形成する直方体形状の外側ケースとを備える角形電池。
【請求項1】
角形電池に用いられる電極体ユニットであって、
セパレータを介して対向する正極体および負極体からなる電極体であって、前記正極体と負極体との対向方向に直交する平坦な表面を有する電極体と、
平板状の絶縁性部材を加工して形成された、前記電極体の少なくとも一部を覆う直方体形状の保護ケースと、
を備えており、
前記保護ケースの前記絶縁性部材の重畳部分が、前記電極体の前記平坦な表面を覆わないように設定されている、
角形電池用電極体ユニット。
【請求項2】
請求項1において、前記保護ケースに、この保護ケースの内方に電解液を導入する導入孔が設けられている角形電池用電極体ユニット。
【請求項3】
請求項1または2において、前記平板状絶縁性部材が、1GPa以上の腰強度および10N以上の突き刺し強度を有する樹脂によって形成されている角形電池用電極体ユニット。
【請求項4】
請求項1から3のいずれか一項において、前記平板状絶縁性部材が透明または半透明な素材によって形成されている角形電池用電極体ユニット。
【請求項5】
請求項1から4のいずれか一項において、前記保護ケースの外表面に潤滑処理が施されている角形電池用電極体ユニット。
【請求項6】
請求項1から5のいずれか一項に記載の電極体ユニットと、この電極体ユニットおよび電解液を収容する、該角形電池の外装体を形成する直方体形状の外側ケースとを備える角形電池。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−155888(P2012−155888A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−11802(P2011−11802)
【出願日】平成23年1月24日(2011.1.24)
【出願人】(510215709)Amaz技術コンサルティング合同会社 (3)
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願日】平成23年1月24日(2011.1.24)
【出願人】(510215709)Amaz技術コンサルティング合同会社 (3)
【Fターム(参考)】
[ Back to top ]