
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄構構造物の柱と梁との接続部等で筒体とダイヤフラムとをエレクトロガス溶接で溶接する方法に関し、特に、筒体が角筒である場合の溶接方法に関する。
【0002】
鉄構構造物で柱と梁とを接続する場合仕口部材が使用されるが、この仕口部材を形成する場合や、仕口部材と柱材とを接合する場合、筒体や柱材の端面とダイヤフラムプレートとを溶接固定する。従来、筒帯を回転させながら筒体とダイヤフラムとの接合部分をエレクトロガス溶接法により溶接するものが提案されている。(特許文献1)
【0003】
【特許文献1】特開平11−033716号
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところが、筒体が円筒体である場合には、溶接部が回転中心から一定の距離に位置するので、いわゆる冷し金や溶接ノズルの位置が固定されていても、溶接ワークが冷し金および溶接ノズルに対して相対的に摺動することになり、溶融池の位置を安定した位置に保持することができるが、筒体が角筒の場合には、直線部とコーナー部とで回転中心からの距離が変動することになる。このため、溶接部の筒体回転中心からの距離が変化することから、従来の構成では角筒を使用したものに対しては、冷し金および溶接ノズルの位置を変更しながら溶接しなければならず、構造及びその制御が極めて困難であるという問題があつた。
【0005】
本発明は、このような点に着目して、角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の目的を達成するために、請求項1に記載の発明は、断面を矩形に形成した単位小片を複数並置して構成した直線部被覆小片群と断面を台形に形成した単位小片を複数並置して構成したコーナー部被覆小片群とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群とコーナー部被覆小片群の裏面側を可撓性を有する金属テープで連結接続してバッキング材をクローラ式に構成したことを特徴としている。
また、請求項3に記載の発明は、角筒コラムとダイヤフラムとの突合せ部分に形成される溶開先空間を覆う状態にクローラ式バッキング材をその小片が角筒コラム側に位置する状態に配置し、溶接トーチの開先空間への挿入個所から溶接進行方向側ではクローラ式バッキング材を小片が角筒コラム表面から離間する方向に湾曲させ、溶接の進行に伴い、クローラ式パッキング材を角筒コラム表面に当接させるようにしたことを特徴としている。
【発明の効果】
【0007】
本発明では、断面矩形の単位小片を複数並置して直線部用の被覆小片群を所定の長さに形成するとともに、断面台形の単位小片を複数併置してコーナー部用の被覆小片群を所定長さに形成し、この直線部用の被覆小片群とコーナー部用の被覆小片群とを交互に複数組配置して裏面を可撓性金属テープで裏打ちして、クローラ式のバッキング材としているので、ワークとしての角筒コラム周面形状に良好に追随できる。
【0008】
また、本発明のバッキング材は単位小片を可撓性金属テープで裏打ちしたクローラ状に形成してあることから、エレクトロガス溶接での溶接ノズルの挿入位置よりも溶接方向下手側(未溶接側)の部分でのクローラ状バッキング材を角筒コラム周面から離隔する方向に湾曲させることが可能となり、バッキング材がワークである角筒コラムに相対固定されていても、溶接部分での溶接ノズル挿入空間を十分確保することができ、安定した溶接を行うことができる。
【発明を実施するための最良の形態】
【0009】
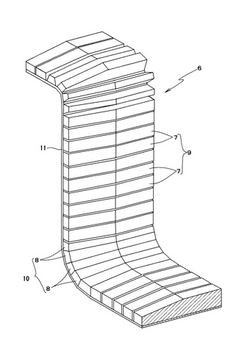
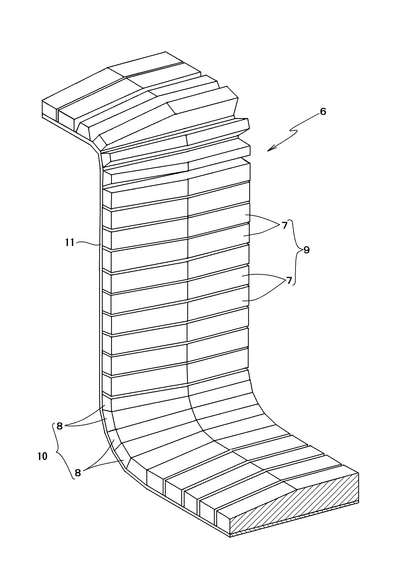
図は本発明の一実施形態を示し、図1は、クローラ式のバッキング材の一部取出斜視図、図2は仕口部材の形成工程を示す概略斜視図である。
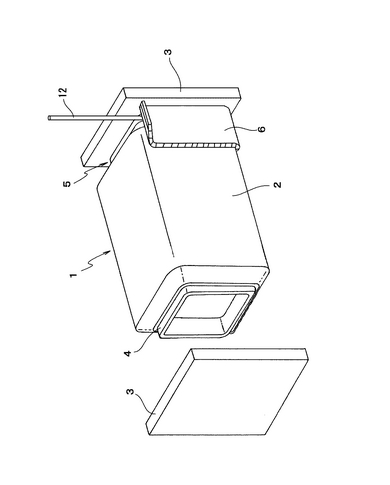
この仕口部材(1)は、両端を開口した角筒形の筒体(2)と、この筒体(2)の両端面に溶接固定する方形のダイヤフラムプレート(3)とで構成されており、ダイヤフラムプレート(3)の差し渡し寸法は筒体(2)の外形寸法よりも大きく形成してある。
【0010】
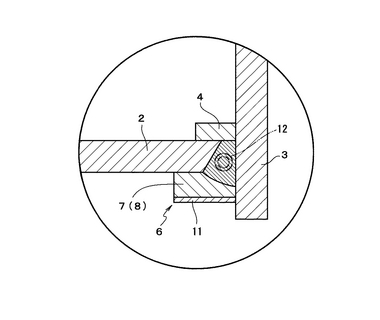
仕口部材(1)を構成する筒体(2)の両端周縁は、先窄まりの傾斜面(開先面)に形成してある。また、筒体(2)の両端部には、ダイヤフラムプレート(3)の平面部分に当接するリング状の裏当材(4)が内嵌固定してある。この裏当材(4)は筒体(2)の先端面よりも小寸法突出しており、裏当材(4)の外端面がダイヤフラムプレート(3)の平坦面に当接することにより、筒体周端縁とダイヤフラムプレート(3)の平坦面との間に適当な隙間(5)が形成されるようになっている。
【0011】
そして、筒体(2)とダイヤフラムプレート(3)の溶接部は図4に示すように、筒体(2)とダイヤフラムプレート(3)とを仮付け溶接するとともに、該隙間(開先空間)(5)をそのの周方向の1箇所をフラックスタブ等で構成した受板(図示略)で閉塞し、この開先空間(5)をクローラ式のバッキング材(6)で被覆することにより、溶接空洞としている。
【0012】
このバッキング材(6)は、図1及び図3に示すように、セラミックを断面矩形に形成した単位小片(7)と同じくセラミックを断面台形に形成した単位小片(8)とで構成してあり、断面矩形の単位小片(7)を複数並置して直線部用の被覆小片群(9)を所定の長さに形成するとともに、断面台形の単位小片(8)を複数併置してコーナー部用の被覆小片群(10)を所定長さに形成し、この直線部用の被覆小片群(9)とコーナー部用の被覆小片群(10)とを交互に複数組配置して裏面をアルミニュームテープのような可撓性金属テープ(11)で裏打ちして構成してある。
【0013】
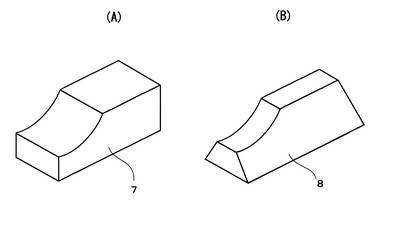
断面矩形の直線部用単位小片(7)と断面台形のコーナー部用単位小片(8)とは、それぞれセラミックスで構成してあり、図3に示すように、それぞれ開先空間(5)に対応する個所を弧状に切除して、溶接後に余盛が得られるように形成してある。また、断面台形のコーナー部用単位小片(8)は等脚台形状に形成してあって、等脚台形の斜辺同士が複数当接することで、角筒体(2)のコーナー部に追随した一定の曲率が得られるようにしてある。
【0014】
このように構成した角筒体(2)とダイヤフラムプレート(3)とは、図示を省略したポジショナーやターニングローラ等の回転支持装置に、角筒体(2)の軸心を回転中心として水平軸周りに回転可能に支持させ、角筒体(2)とダイヤフラムプレート(3)との接合部に形成される開先空間(5)を覆う状態でクローラ式バツキング材(6)を直線部用の被覆小片群(9)が開先空間(5)の直線部分に、コーナー部用の被覆小片群(10)が開先空間(5)のコーナー部分にそれぞれ対応する状態に位置させる。
【0015】
そして、前述の隙間(開先空間)(5)を閉塞する受板が配設されている個所を溶接開始点として、その個所にエレクトロガス溶接の溶接ノズル(12)を突入させてエレクトロガス溶接を行うのであるが、開先空間(5)の外周がクローラ式バツキング材(6)で全周覆われていると、エレクトロガス溶接の溶接ノズル(12)を突入させることができないことから、溶接ノズル(12)の突入位置(溶接個所)よりも回転方向下手側(未溶接個所側)でのクローラ式バツキング材(6)を角筒体(2)の周面から離隔する方向に湾曲退避させて、溶接の進行に合わせて、角筒体(2)の周面部分にクローラ式バツキング材(6)を当接するように構成してある。
【0016】
なお、角筒体(2)を回転させて周面溶接する場合、対角方向と壁面直交方向では、それぞれ外周面までの回転中心軸からの距離が相違することになるから、その差分だけエレクトロガス溶接の溶接ノズル(12)を水平方向に移動制御させることが必要となる。また、角筒体(2)の回転作動は、角筒体(2)の壁面部分を溶接する際には回転を停止して、コーナー部を溶接する際に回転駆動する間歇回転作動することも可能である。
【産業上の利用可能性】
【0017】
本発明は、エレクトロガス溶接を使用しての角筒コラムの溶接に利用することができるる。
【図面の簡単な説明】
【0018】
【図1】クローラ式のバッキング材の一部取出斜視図である。
【図2】仕口部材の形成工程を示す概略斜視図である。
【図3】バッキング材を構成する単位小片の取出斜視図であり、図3(A)は直線部用単位小片の斜視図、図3(B)はコーナー部用単位小片の斜視図である。
【図4】溶接部の要部断面図である。
【符号の説明】
【0019】
2…角筒コラム、3…ダイヤフラムプレート、5…開先空間、6…バッキング材、7・8…単位小片、9…直線部被覆小片群、10…コーナー部被覆小片群、11…金属テープ、12…溶接ノズル。
【技術分野】
【0001】
本発明は、鉄構構造物の柱と梁との接続部等で筒体とダイヤフラムとをエレクトロガス溶接で溶接する方法に関し、特に、筒体が角筒である場合の溶接方法に関する。
【0002】
鉄構構造物で柱と梁とを接続する場合仕口部材が使用されるが、この仕口部材を形成する場合や、仕口部材と柱材とを接合する場合、筒体や柱材の端面とダイヤフラムプレートとを溶接固定する。従来、筒帯を回転させながら筒体とダイヤフラムとの接合部分をエレクトロガス溶接法により溶接するものが提案されている。(特許文献1)
【0003】
【特許文献1】特開平11−033716号
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところが、筒体が円筒体である場合には、溶接部が回転中心から一定の距離に位置するので、いわゆる冷し金や溶接ノズルの位置が固定されていても、溶接ワークが冷し金および溶接ノズルに対して相対的に摺動することになり、溶融池の位置を安定した位置に保持することができるが、筒体が角筒の場合には、直線部とコーナー部とで回転中心からの距離が変動することになる。このため、溶接部の筒体回転中心からの距離が変化することから、従来の構成では角筒を使用したものに対しては、冷し金および溶接ノズルの位置を変更しながら溶接しなければならず、構造及びその制御が極めて困難であるという問題があつた。
【0005】
本発明は、このような点に着目して、角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の目的を達成するために、請求項1に記載の発明は、断面を矩形に形成した単位小片を複数並置して構成した直線部被覆小片群と断面を台形に形成した単位小片を複数並置して構成したコーナー部被覆小片群とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群とコーナー部被覆小片群の裏面側を可撓性を有する金属テープで連結接続してバッキング材をクローラ式に構成したことを特徴としている。
また、請求項3に記載の発明は、角筒コラムとダイヤフラムとの突合せ部分に形成される溶開先空間を覆う状態にクローラ式バッキング材をその小片が角筒コラム側に位置する状態に配置し、溶接トーチの開先空間への挿入個所から溶接進行方向側ではクローラ式バッキング材を小片が角筒コラム表面から離間する方向に湾曲させ、溶接の進行に伴い、クローラ式パッキング材を角筒コラム表面に当接させるようにしたことを特徴としている。
【発明の効果】
【0007】
本発明では、断面矩形の単位小片を複数並置して直線部用の被覆小片群を所定の長さに形成するとともに、断面台形の単位小片を複数併置してコーナー部用の被覆小片群を所定長さに形成し、この直線部用の被覆小片群とコーナー部用の被覆小片群とを交互に複数組配置して裏面を可撓性金属テープで裏打ちして、クローラ式のバッキング材としているので、ワークとしての角筒コラム周面形状に良好に追随できる。
【0008】
また、本発明のバッキング材は単位小片を可撓性金属テープで裏打ちしたクローラ状に形成してあることから、エレクトロガス溶接での溶接ノズルの挿入位置よりも溶接方向下手側(未溶接側)の部分でのクローラ状バッキング材を角筒コラム周面から離隔する方向に湾曲させることが可能となり、バッキング材がワークである角筒コラムに相対固定されていても、溶接部分での溶接ノズル挿入空間を十分確保することができ、安定した溶接を行うことができる。
【発明を実施するための最良の形態】
【0009】
図は本発明の一実施形態を示し、図1は、クローラ式のバッキング材の一部取出斜視図、図2は仕口部材の形成工程を示す概略斜視図である。
この仕口部材(1)は、両端を開口した角筒形の筒体(2)と、この筒体(2)の両端面に溶接固定する方形のダイヤフラムプレート(3)とで構成されており、ダイヤフラムプレート(3)の差し渡し寸法は筒体(2)の外形寸法よりも大きく形成してある。
【0010】
仕口部材(1)を構成する筒体(2)の両端周縁は、先窄まりの傾斜面(開先面)に形成してある。また、筒体(2)の両端部には、ダイヤフラムプレート(3)の平面部分に当接するリング状の裏当材(4)が内嵌固定してある。この裏当材(4)は筒体(2)の先端面よりも小寸法突出しており、裏当材(4)の外端面がダイヤフラムプレート(3)の平坦面に当接することにより、筒体周端縁とダイヤフラムプレート(3)の平坦面との間に適当な隙間(5)が形成されるようになっている。
【0011】
そして、筒体(2)とダイヤフラムプレート(3)の溶接部は図4に示すように、筒体(2)とダイヤフラムプレート(3)とを仮付け溶接するとともに、該隙間(開先空間)(5)をそのの周方向の1箇所をフラックスタブ等で構成した受板(図示略)で閉塞し、この開先空間(5)をクローラ式のバッキング材(6)で被覆することにより、溶接空洞としている。
【0012】
このバッキング材(6)は、図1及び図3に示すように、セラミックを断面矩形に形成した単位小片(7)と同じくセラミックを断面台形に形成した単位小片(8)とで構成してあり、断面矩形の単位小片(7)を複数並置して直線部用の被覆小片群(9)を所定の長さに形成するとともに、断面台形の単位小片(8)を複数併置してコーナー部用の被覆小片群(10)を所定長さに形成し、この直線部用の被覆小片群(9)とコーナー部用の被覆小片群(10)とを交互に複数組配置して裏面をアルミニュームテープのような可撓性金属テープ(11)で裏打ちして構成してある。
【0013】
断面矩形の直線部用単位小片(7)と断面台形のコーナー部用単位小片(8)とは、それぞれセラミックスで構成してあり、図3に示すように、それぞれ開先空間(5)に対応する個所を弧状に切除して、溶接後に余盛が得られるように形成してある。また、断面台形のコーナー部用単位小片(8)は等脚台形状に形成してあって、等脚台形の斜辺同士が複数当接することで、角筒体(2)のコーナー部に追随した一定の曲率が得られるようにしてある。
【0014】
このように構成した角筒体(2)とダイヤフラムプレート(3)とは、図示を省略したポジショナーやターニングローラ等の回転支持装置に、角筒体(2)の軸心を回転中心として水平軸周りに回転可能に支持させ、角筒体(2)とダイヤフラムプレート(3)との接合部に形成される開先空間(5)を覆う状態でクローラ式バツキング材(6)を直線部用の被覆小片群(9)が開先空間(5)の直線部分に、コーナー部用の被覆小片群(10)が開先空間(5)のコーナー部分にそれぞれ対応する状態に位置させる。
【0015】
そして、前述の隙間(開先空間)(5)を閉塞する受板が配設されている個所を溶接開始点として、その個所にエレクトロガス溶接の溶接ノズル(12)を突入させてエレクトロガス溶接を行うのであるが、開先空間(5)の外周がクローラ式バツキング材(6)で全周覆われていると、エレクトロガス溶接の溶接ノズル(12)を突入させることができないことから、溶接ノズル(12)の突入位置(溶接個所)よりも回転方向下手側(未溶接個所側)でのクローラ式バツキング材(6)を角筒体(2)の周面から離隔する方向に湾曲退避させて、溶接の進行に合わせて、角筒体(2)の周面部分にクローラ式バツキング材(6)を当接するように構成してある。
【0016】
なお、角筒体(2)を回転させて周面溶接する場合、対角方向と壁面直交方向では、それぞれ外周面までの回転中心軸からの距離が相違することになるから、その差分だけエレクトロガス溶接の溶接ノズル(12)を水平方向に移動制御させることが必要となる。また、角筒体(2)の回転作動は、角筒体(2)の壁面部分を溶接する際には回転を停止して、コーナー部を溶接する際に回転駆動する間歇回転作動することも可能である。
【産業上の利用可能性】
【0017】
本発明は、エレクトロガス溶接を使用しての角筒コラムの溶接に利用することができるる。
【図面の簡単な説明】
【0018】
【図1】クローラ式のバッキング材の一部取出斜視図である。
【図2】仕口部材の形成工程を示す概略斜視図である。
【図3】バッキング材を構成する単位小片の取出斜視図であり、図3(A)は直線部用単位小片の斜視図、図3(B)はコーナー部用単位小片の斜視図である。
【図4】溶接部の要部断面図である。
【符号の説明】
【0019】
2…角筒コラム、3…ダイヤフラムプレート、5…開先空間、6…バッキング材、7・8…単位小片、9…直線部被覆小片群、10…コーナー部被覆小片群、11…金属テープ、12…溶接ノズル。
【特許請求の範囲】
【請求項1】
角筒コラム(2)とダイヤフラムプレート(3)とをエレクトロガス溶接により溶接する際に使用するバッキング材(6)であって、
断面を矩形に形成した単位小片(7)を複数並置して構成した直線部被覆小片群(9)と断面を台形に形成した単位小片(8)を複数並置して構成したコーナー部被覆小片群(10)とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群(9)とコーナー部被覆小片群(10)の裏面側を可撓性を有する金属テープ(11)で連結接続してバッキング材(6)をクローラ式に構成したことを特徴とする角筒コラムのエレクトロガス溶接用バッキング材。
【請求項2】
直線部被覆小片群(9)及びコーナー部被覆小片群(10)を構成している各単位小片(7)(8)をセラミックで構成した請求項1に記載の角筒コラムのエレクトロガス溶接用バッキング材。
【請求項3】
角筒コラム(2)とダイヤフラムプレート(3)との接合部をエレクトロガス溶接により溶接するに当たり、
角筒コラム(2)とダイヤフラムプレート(3)との突合せ部分に形成される開先空間(5)を覆う状態にクローラ式バッキング材(6)をその単位小片(7)(8)が角筒コラム側に位置する状態に配置し、溶接ノズル(12)の開先空間(5)への挿入個所から溶接進行方向側ではクローラ式バッキング材(6)を単位小片(7)(8)が角筒コラム(2)の表面から離間する方向に湾曲させ、溶接の進行に伴い、クローラ式パッキング材(6)を角筒コラム(2)の表面に当接させるようにした角筒コラムのエレクトロガス溶接方法。
【請求項4】
角筒コラム(2)を間歇的に回転させるようにした請求項3に記載の角筒コラムのエレクトロガス溶接方法。
【請求項1】
角筒コラム(2)とダイヤフラムプレート(3)とをエレクトロガス溶接により溶接する際に使用するバッキング材(6)であって、
断面を矩形に形成した単位小片(7)を複数並置して構成した直線部被覆小片群(9)と断面を台形に形成した単位小片(8)を複数並置して構成したコーナー部被覆小片群(10)とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群(9)とコーナー部被覆小片群(10)の裏面側を可撓性を有する金属テープ(11)で連結接続してバッキング材(6)をクローラ式に構成したことを特徴とする角筒コラムのエレクトロガス溶接用バッキング材。
【請求項2】
直線部被覆小片群(9)及びコーナー部被覆小片群(10)を構成している各単位小片(7)(8)をセラミックで構成した請求項1に記載の角筒コラムのエレクトロガス溶接用バッキング材。
【請求項3】
角筒コラム(2)とダイヤフラムプレート(3)との接合部をエレクトロガス溶接により溶接するに当たり、
角筒コラム(2)とダイヤフラムプレート(3)との突合せ部分に形成される開先空間(5)を覆う状態にクローラ式バッキング材(6)をその単位小片(7)(8)が角筒コラム側に位置する状態に配置し、溶接ノズル(12)の開先空間(5)への挿入個所から溶接進行方向側ではクローラ式バッキング材(6)を単位小片(7)(8)が角筒コラム(2)の表面から離間する方向に湾曲させ、溶接の進行に伴い、クローラ式パッキング材(6)を角筒コラム(2)の表面に当接させるようにした角筒コラムのエレクトロガス溶接方法。
【請求項4】
角筒コラム(2)を間歇的に回転させるようにした請求項3に記載の角筒コラムのエレクトロガス溶接方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−239761(P2006−239761A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−61748(P2005−61748)
【出願日】平成17年3月7日(2005.3.7)
【出願人】(591099212)片山ストラテック株式会社 (13)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月7日(2005.3.7)
【出願人】(591099212)片山ストラテック株式会社 (13)
【Fターム(参考)】
[ Back to top ]