
解撚繊維質材料を使用して編み地を製造する丸編み機
丸編み機が開示されている。ニードルシリンダの円周上に配置された複数の編成システムと、それぞれが1つの繊維受け入れ位置で編成システム上に配備可能である編みツールに対しほぼ解撚された繊維質材料を供給するために編成システムに個々に割り当てられた対応する複数のドローイングフレームとを備えている。本発明によれば、ドローイングフレームは小型バーの形態をしていて、少なくとも4つ、最大でも8つの隣接ドローイングフレームおよびドライブを受け入れることを目的とした中央ハウジング(25)を有し、その中央ハウジングからドローイングフレームアセンブリの上部ロールと下部ロール(26b、27b、28b)がその両側に突出している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前文に記載したタイプの丸編み機に関する。
【背景技術】
【0002】
紡糸編み機(spinning-knitting machine)と呼ばれる前記タイプの公知丸編み機(例えば、特許文献1)の特徴は、編み地が通常の撚糸(twisted yarn)からではなく、ほぼ解撚(untwisted)され、パラレルに配置されたステープル繊維から形成される繊維バンド(fiber band)、フライヤスライバ(flyer sliver)など、として存在する繊維質材料から製造される点にある。この繊維質材料は、紡糸技術から公知であるドローイングフレーム(drawing frame)の助けを得て編成システム(knitting system)に供給されている。その結果、非常に柔軟性のある編み地が得られている。
【0003】
それぞれが1つの編成システムに割り当てられている公知丸編み機のドローイングフレームは、バー形状に構成されると共に、ニードルシリンダの周りに配置された3つのドローイングフレームアセンブリを形成するように結合されており、各ドローイングフレームアセンブリまたはバーは多数のドローイングフレームおよびそのロール用のドライブを有している。その結果として、糸コースの方向が余りに大きく変化し、個々のドローイングフレームとその関連編成システム間の通路長さに余りに大きな差異が生じるのを防止するために、ドローイングアセンブリ間に比較的大きなデッドゾーン(dead zone)が存在している。その結果として、実際に使用できるのは、30インチ径のニードルシリンダを装備した通常の丸編み機の編成システムのほぼ半分に限られている。その結果、多数のドローイングフレームを結合して1つのドローイングフレームアセンブリを形成すると、必要とするドライブの数、従って、投資量を低く保つことができるという利点の少なくとも一部が、この場合も生産性の低下に起因して打ち消されている。さらに、ドローイングフレーム部品、特にドローイングフレームに設けられたベルトの交換が困難であり、実際にはドローイングフレームバー全体を分解する必要があるという欠点が存在している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】PCT WO2004/079068A2
【特許文献2】DE10 2006 006 502A1
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記欠点を回避するために、丸編み機の周囲にドローイングフレームを個別的にかつセグメント形状に配置することがすでに提案されている(特許文献2)。その結果として、個々のドローイングフレームが各編成システムに割り当てられることを目的としているか、あるいは一方が他方の上に垂直に配置された2つのドローイングフレームがアセンブリを形成して、2つの隣接編成システムを動作することを目的としている。この方法の利点は、上部ロールに当接する圧力アームを下方側に離れるようにピボット回転できることである。しかし、個別的にドローイングフレームに割り当てられたドライブによってドローイングフレームを動作する必要があるために、48、72または96個の編成システムを備えた丸編み機は、相当数のドライブを必要としている。
【課題を解決するための手段】
【0006】
上記を出発思想として、本発明の基礎となる目的はバー構造とセグメント構造の間に妥協点を設けることにより、投資コストを削減し、その削減にもかかわらず、修理と保守作業の実施を大幅に容易化することを提案している。
【0007】
上記目的は、請求項1に記載の特徴を備えた丸編み機によって解決している。
【発明の効果】
【0008】
本発明によれば、丸編み機は、個別的に丸編み機に接続可能であり、かつ丸編み機から個別的に分解可能で、再度組み入れることが可能である自律的システムを表している比較的多数の小型バー(miniature bar)によって取り囲まれている。この種の作業期間中に連続的編成プロセスを妨げないようにするために、丸編み機は、割り当てたドローイングフレームでの作業中に編成システムを非編成に切り替えることを可能にするためにニードル選択を目的とした切り替え可能なカム部品、電磁石の形体をした手段を備えているので好都合である。
【0009】
本発明のその他の利点のある特徴は従属請求項に記載されている。
【0010】
以下では、添付図面を参照して本発明の実施形態について詳述する。
【図面の簡単な説明】
【0011】
【図1】本発明による丸編み機を示す概略図である。
【図2】4個の編成システム用の小型バーの形体をした本発明によるドローイングフレームアセンブリを、側面から見たときの断面図である。
【図3】図2に示すドローイングフレームアセンブリを下から見た図である。
【図4】図3と同じで、6個および8個の編成システム用のドローイングフレームアセンブリを示す図である。
【図5】図3と同じで、6個および8個の編成システム用のドローイングフレームアセンブリを示す図である。
【発明を実施するための形態】
【0012】
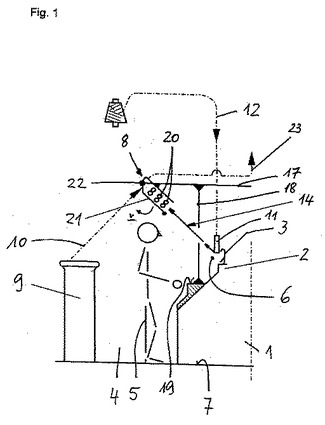
図1は、編みニードル3が移動可能に装着されている回転可能なニードルシリンダ2を装備した丸編み機を示す概略図である。丸編み機の前面または丸編み機を取り巻く領域には、作業スペース4が概略図で示されており、そこにはオペレータ5は通常の作業期間中丸編み機側にそのまま残っている。丸編み機の高さは、通常のように、カム部品(図示せず)から形成された多数の編み目形成または編成システム6が、オペレータ5の取り扱い領域に位置するような寸法になっている。なお、図1には編成システムは1つだけが示されている。ここで「取り扱い領域(handling region)」とは、好ましくは、丸編み機1が設置されると共にオペレータ5が立っているフロアなどの上方に間隔を置いて設けられている領域のことであり、その間隔は、人間工学的に特に都合良くなっており、および/または、例えば、操作手順書、標準規格またはその他の方法によって規定されている。
【0013】
本発明の範囲において関心のある丸編み機は、紡糸編み機(spinning-knitting machine)と呼ばれるものの構成になっている。ドローイングフレーム8は各編み目形成または編成位置6に割り当てられており、繊維バンドの形体をしたケンス(can)から取り出された繊維質材料10は前記ドローイングフレームに供給されている。別の方法として、繊維質材料10は、蓄積スプール(storage spool)から引き出されるフライヤスライバで構成することができる。繊維質材料10は、それ自体公知のようにドローイングフレーム8で細くされて糸を形成し、好ましくは糸ガイド11によって編み目形成のために編みニードル3に送られる。参照符号12は補助糸を示し、これも同じように糸ガイド11に供給することができる。
【0014】
さらに、ドローイングフレーム8と糸ガイド11の間には、好ましくは、図1に概略図で示す紡糸デバイス(spinning device)14が配置されており、この紡糸デバイスは撚糸部材(spinning member)15および繊維質材料10用の紡糸またはトランスポートチューブ16(図2も参照)を備えている。
【0015】
上述したタイプの丸編み機は、例えば、冒頭に引用した特許文献1からこの分野の精通者に公知であるので、ここでは重複説明を避けるために、上記特許文献を引用することだけに留める。
【0016】
本発明の好適実施形態では、ドローイングフレーム8は、編成システム6と同じように、丸編み機1で作業するオペレータ5の取り扱い個所に置かれるように配置されている。その目的のために、ドローイングフレーム8は、例えば、ベアリングリング17に支えられ、ベアリングリング17は、丸編み機1のベースまたはカムプレート18上に支柱18によって支持されている。この配置に特に利点があるのは、3またはそれ以上のペアのドローイングロール20などによって形成されたニップライン(nip line)が水平面にではなく、図1に示す傾斜面に位置しており、それぞれのケンス9側に向いたペアの入力ロールがフロア7の上方に丸編み機1側に向いたペアの出力ロールより高い位置にあるからである。
【0017】
図1に示す実施形態の特徴は、ドローイングロール20の中心軸がすべて使用状態にあるとき水平に位置している点である。ドローイングフレーム8が作業スペース4からオペレータ5によって手に届くだけでなく、ドローイングフレーム全体を分解しなくても、容易に保守し、修理できることを達成するために、ドローイングフレーム8は、基本的な機能部品が、本発明によれば、ドローイングフレーム8において少なくとも部分的に下方にピボット回転可能に装着されているために、少なくとも部分的に開くことが可能になっている。これは、図1に、所謂上部ロールを支える圧力アーム21の形体をした部品によって示されており、この圧力アーム21は、従来技術とは対照的に、上方にではなく下方に位置し、例示した水平ピボット軸22を中心に矢印方向vにピボット回転可能になっている。その結果、選択されたドローイングフレーム8のロールは、そこに存在するベルトを交換し、ドローイングフレーム8に存在する繊維の塊を取り除き、オペレータ5が作業スペース4から離れなくても、その他の作業を行なえるように、必要ならば、アクセス可能になっている。
【0018】
ドローイングフレーム8は、好ましくは、ほこりや空気中の繊維を収集することができる吸引デバイス23に接続されている。
【0019】
複数のドローイングフレームアセンブリがニードルシリンダ2の円周に配置されており、これらのアセンブリは、編成システム6の個数と同数であって、それぞれが繊維質材料10の1つ用のドローイングフレームを有している。以下で詳しく説明するように、ドローイングフレームアセンブリは所謂小型バーとして構成され、各ドローイングフレームアセンブリまたは小型バーは、少なくとも4個の、最大でも8個のドローイングフレームを結合して自律的アセンブリを形成している。30インチ径のニードルシリンダと48個の編成システム6を装備した丸編み機に関心がある場合、例えば、小型バー当たり4個のドローリングフレームの場合には、総計12個の小型バーが必要になる。技術的編成上の理由により、編成システム6の個数は3または4で割り切れる数にすることが好都合であり、小型バー当たりのドローイングフレームの個数は、同様に3または4で割り切れることが望ましい。
【0020】
さらに、このような小型バーの総幅が重要である。この総幅は、ドローイングフレームからの繊維質材料の流れの出口から繊維質材料が編成システム6に入るまでの距離が可能な限り小さくなるように可能な限り小さいことが望ましい。この状態は紡糸デバイス14の機能によるものである。
【0021】
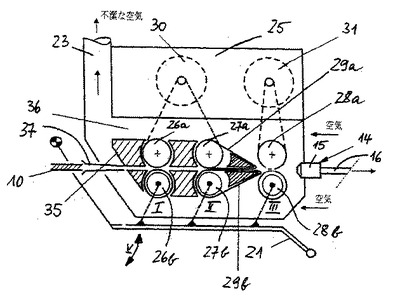
図2および図3は、現時点で最良と考えられている本発明による小型バーの形体をしたドローイングフレームアセンブリの実施形態の構成を示す図である。ドローイングフレームアセンブリは、ペアのドローイングフレームロール用のトランスミッションとドライブを収容している中央ハウジング25を備えている。この実施形態では、ドローリングフレームは、それぞれが1ペアの入力ロールI、中央ロールIIおよび出力ロールIIIからなる3ロールドローリングフレームとして構成されており、中央ロールペアIは二重ベルトアセンブリとして構成され、ベルト29aと29bを備えていると好都合である。その結果、各ペアのロールI乃至IIIは、上部に位置するロール26a、27a、28aおよび下部に位置するロール26b、27b、28bを有している。従来のドローイングフレームとは対照的に、上部ロール26a、27aおよび28aは概略図で示すドライブ30および31に接続され、これらのドライブは、例えば、ペアのロールIとIIの間に予備的ドローイングを引き起こし、ペアのロールIIとIIIの間に主ドローイングを引き起こす働きをするサーボモータとして構成されている。これらのドライブ30、31は必要なトランスミッション部品と一緒にハウジング25に収容され、ハウジング25を通されたドライブシャフトは両側にハウジング25から突出している。概略図で示す図3において、ここに示したのはシャフト32であるが、個々の具体的な部品は明確化のために示されていない。ロール26a−28aはこれらのシャフト32に取り付けられている。別の方法として、ロール26a−28aは、シャフト32上に形成された部分によって形成することも可能であり、その場合は、個々のドローイングフレームではなく、ドローイング位置またはドローイングトラックと言うことも可能である。しかし、「ドローイングフレーム」および「ロール」という通常の用語は以下の説明においてそのまま使用されている。
【0022】
図3に示すように、シャフト32は両側にハウジング25から突出し、そのシャフトは、各々の側に上部に位置する2つの入力、中央および出力ロール26a−28aを備えている。すべてのシャフト32は小型バーの取り付け状態にあるとき水平に置かれている(図1)。下部ロール26b−28bは、これとは対照的に、圧力アーム33と34上に回転可能に取り付けられ、圧力アームはシャフト32に平行の中心軸を中心にピボット回転可能にハウジング25上に取り付けられている。圧力アーム33はハウジング25の一方の側に配置され、圧力アーム34は他方の側に配置されている。従って、両方の圧力アーム33と34は、それぞれ2同軸ロール26b、27bおよび28bを支え、例えば、上部および/または下部ロール27a、27bのベルト29aおよび/または29bを交換したり、その他の修理または保守作業を実施したりするために、矢印vの方向に下方にピボット回転可能になっている。
【0023】
さらに、公知の充填部品(filling piece)、吸引および吹き付けチャネル36および入力筒(input funnel)27は3ロールドローイングフレームを完成している。その結果、各ドローイングフレームは、矢印38(図3)で示す繊維質材料の流れを関連紡糸デバイス14の方向に移送している。
【0024】
以上のように構成されたドローイングフレームアセンブリまたは小型バーは自律的ユニットを表している。繊維質材料10が存在しないか、別の破断が発生したために小型バーが交換または停止される場合には、関連編成システムは非編成に切り替えられるので停止することができる。この切り替えは自動的に動作する糸モニタまたはその他の方法によってオペレータが行なうことができる。その結果、丸編み機1での連続的編み目形成プロセスを中断しなくても、小型バー全体または関連編成システム6が機能するのを停止することが可能になる。
【0025】
図2および図3に示す小型バーは、好ましくは、48個の編成システム6を備えた丸編み機のために使用される。その幅は、このケースでは、例えば、約20cm−20cmに調整可能であり、特に約22cmに調整すると好都合であり、その結果、十分に短い紡糸デバイス14を製造することが可能になり、このことは、紡糸プロセスを安定化する上で好都合である。
【0026】
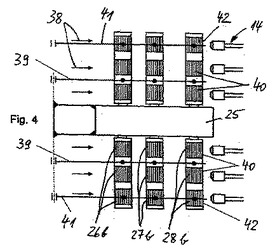
図4は、6ドローイングフレームまたはドローイング位置からなる小型バーを示す図であり、繊維質材料の流れの方は矢印38で示されている。図3とは対照的に、ここでは3個のロールがハウジング25の各々の側に配置されている。さらに、ハウジング25の各々の側には、2ロール26b、27bおよび28bを支え、従って2つの隣接繊維質材料の流れ40のドローイングを担当する第1の圧力アーム39と、残りのロール26b、27bおよび28bを支え、従ってそれぞれ残りの第3の繊維質材料の流れ42のドローイングを確実にする第2の圧力アーム41とが、それぞれ配置されている。
【0027】
図5に示す小型バーは、総幅を25cmとして製造することができる。これは、例えば、30インチ径のニードルシリンダと72個の編成システムを備えていて、総計12個の小型バーが必要になるような丸編み機1に適している。
【0028】
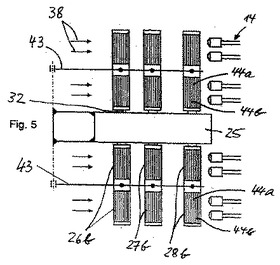
図5は、8個のドローイングフレームまたはドローイング位置からなり、8個の繊維質材料の流れ(矢印38)をもつ小型バーを示している。ハウジング25の両側には、シャフト32は、ここでは、それぞれ4個の同軸ロール26a、27aおよび28a(これらは図5には示していない)を備えている。さらに、ハウジング25の両側には、それぞれ1個の圧力アーム43が存在し、この圧力アームは関係する側の4つの繊維質材料の流れすべてと、それに割り当てられたロール26b、27bおよび28bを引き受けている。図5に示すように、この実施例では、それぞれ2つの隣接繊維質材料の流れを、円周の同一部分に2つの隣接トラックを持つロール26−28でドローイングするのに特に好都合である。
【0029】
図5に示す小型バーの幅は約25cmに調整可能である。従って、この小型バーは、30インチ径のニードルシリンダと96個の編成システムを備え、ここでも12個の小型バーが使用されている丸編み機1に適している。
【0030】
本発明は上述した実施形態に限定されず、種々態様に変更が可能である。このことは、図示の寸法に適用され、これらの寸法は必要条件に応じて異なる寸法に選択することが可能である。さらに、説明するまでもなく、ドローイングフレームアセンブリは、通常はドローイングフレームに存在しているが、簡略化のために図示していない、すべての必要なコンポーネントを備えることも可能である。最後に、当然に理解されるように、上述し、図示した組み合わせとは別の組み合わせで、種々の特徴を適用することも可能である。
【技術分野】
【0001】
本発明は、請求項1の前文に記載したタイプの丸編み機に関する。
【背景技術】
【0002】
紡糸編み機(spinning-knitting machine)と呼ばれる前記タイプの公知丸編み機(例えば、特許文献1)の特徴は、編み地が通常の撚糸(twisted yarn)からではなく、ほぼ解撚(untwisted)され、パラレルに配置されたステープル繊維から形成される繊維バンド(fiber band)、フライヤスライバ(flyer sliver)など、として存在する繊維質材料から製造される点にある。この繊維質材料は、紡糸技術から公知であるドローイングフレーム(drawing frame)の助けを得て編成システム(knitting system)に供給されている。その結果、非常に柔軟性のある編み地が得られている。
【0003】
それぞれが1つの編成システムに割り当てられている公知丸編み機のドローイングフレームは、バー形状に構成されると共に、ニードルシリンダの周りに配置された3つのドローイングフレームアセンブリを形成するように結合されており、各ドローイングフレームアセンブリまたはバーは多数のドローイングフレームおよびそのロール用のドライブを有している。その結果として、糸コースの方向が余りに大きく変化し、個々のドローイングフレームとその関連編成システム間の通路長さに余りに大きな差異が生じるのを防止するために、ドローイングアセンブリ間に比較的大きなデッドゾーン(dead zone)が存在している。その結果として、実際に使用できるのは、30インチ径のニードルシリンダを装備した通常の丸編み機の編成システムのほぼ半分に限られている。その結果、多数のドローイングフレームを結合して1つのドローイングフレームアセンブリを形成すると、必要とするドライブの数、従って、投資量を低く保つことができるという利点の少なくとも一部が、この場合も生産性の低下に起因して打ち消されている。さらに、ドローイングフレーム部品、特にドローイングフレームに設けられたベルトの交換が困難であり、実際にはドローイングフレームバー全体を分解する必要があるという欠点が存在している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】PCT WO2004/079068A2
【特許文献2】DE10 2006 006 502A1
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記欠点を回避するために、丸編み機の周囲にドローイングフレームを個別的にかつセグメント形状に配置することがすでに提案されている(特許文献2)。その結果として、個々のドローイングフレームが各編成システムに割り当てられることを目的としているか、あるいは一方が他方の上に垂直に配置された2つのドローイングフレームがアセンブリを形成して、2つの隣接編成システムを動作することを目的としている。この方法の利点は、上部ロールに当接する圧力アームを下方側に離れるようにピボット回転できることである。しかし、個別的にドローイングフレームに割り当てられたドライブによってドローイングフレームを動作する必要があるために、48、72または96個の編成システムを備えた丸編み機は、相当数のドライブを必要としている。
【課題を解決するための手段】
【0006】
上記を出発思想として、本発明の基礎となる目的はバー構造とセグメント構造の間に妥協点を設けることにより、投資コストを削減し、その削減にもかかわらず、修理と保守作業の実施を大幅に容易化することを提案している。
【0007】
上記目的は、請求項1に記載の特徴を備えた丸編み機によって解決している。
【発明の効果】
【0008】
本発明によれば、丸編み機は、個別的に丸編み機に接続可能であり、かつ丸編み機から個別的に分解可能で、再度組み入れることが可能である自律的システムを表している比較的多数の小型バー(miniature bar)によって取り囲まれている。この種の作業期間中に連続的編成プロセスを妨げないようにするために、丸編み機は、割り当てたドローイングフレームでの作業中に編成システムを非編成に切り替えることを可能にするためにニードル選択を目的とした切り替え可能なカム部品、電磁石の形体をした手段を備えているので好都合である。
【0009】
本発明のその他の利点のある特徴は従属請求項に記載されている。
【0010】
以下では、添付図面を参照して本発明の実施形態について詳述する。
【図面の簡単な説明】
【0011】
【図1】本発明による丸編み機を示す概略図である。
【図2】4個の編成システム用の小型バーの形体をした本発明によるドローイングフレームアセンブリを、側面から見たときの断面図である。
【図3】図2に示すドローイングフレームアセンブリを下から見た図である。
【図4】図3と同じで、6個および8個の編成システム用のドローイングフレームアセンブリを示す図である。
【図5】図3と同じで、6個および8個の編成システム用のドローイングフレームアセンブリを示す図である。
【発明を実施するための形態】
【0012】
図1は、編みニードル3が移動可能に装着されている回転可能なニードルシリンダ2を装備した丸編み機を示す概略図である。丸編み機の前面または丸編み機を取り巻く領域には、作業スペース4が概略図で示されており、そこにはオペレータ5は通常の作業期間中丸編み機側にそのまま残っている。丸編み機の高さは、通常のように、カム部品(図示せず)から形成された多数の編み目形成または編成システム6が、オペレータ5の取り扱い領域に位置するような寸法になっている。なお、図1には編成システムは1つだけが示されている。ここで「取り扱い領域(handling region)」とは、好ましくは、丸編み機1が設置されると共にオペレータ5が立っているフロアなどの上方に間隔を置いて設けられている領域のことであり、その間隔は、人間工学的に特に都合良くなっており、および/または、例えば、操作手順書、標準規格またはその他の方法によって規定されている。
【0013】
本発明の範囲において関心のある丸編み機は、紡糸編み機(spinning-knitting machine)と呼ばれるものの構成になっている。ドローイングフレーム8は各編み目形成または編成位置6に割り当てられており、繊維バンドの形体をしたケンス(can)から取り出された繊維質材料10は前記ドローイングフレームに供給されている。別の方法として、繊維質材料10は、蓄積スプール(storage spool)から引き出されるフライヤスライバで構成することができる。繊維質材料10は、それ自体公知のようにドローイングフレーム8で細くされて糸を形成し、好ましくは糸ガイド11によって編み目形成のために編みニードル3に送られる。参照符号12は補助糸を示し、これも同じように糸ガイド11に供給することができる。
【0014】
さらに、ドローイングフレーム8と糸ガイド11の間には、好ましくは、図1に概略図で示す紡糸デバイス(spinning device)14が配置されており、この紡糸デバイスは撚糸部材(spinning member)15および繊維質材料10用の紡糸またはトランスポートチューブ16(図2も参照)を備えている。
【0015】
上述したタイプの丸編み機は、例えば、冒頭に引用した特許文献1からこの分野の精通者に公知であるので、ここでは重複説明を避けるために、上記特許文献を引用することだけに留める。
【0016】
本発明の好適実施形態では、ドローイングフレーム8は、編成システム6と同じように、丸編み機1で作業するオペレータ5の取り扱い個所に置かれるように配置されている。その目的のために、ドローイングフレーム8は、例えば、ベアリングリング17に支えられ、ベアリングリング17は、丸編み機1のベースまたはカムプレート18上に支柱18によって支持されている。この配置に特に利点があるのは、3またはそれ以上のペアのドローイングロール20などによって形成されたニップライン(nip line)が水平面にではなく、図1に示す傾斜面に位置しており、それぞれのケンス9側に向いたペアの入力ロールがフロア7の上方に丸編み機1側に向いたペアの出力ロールより高い位置にあるからである。
【0017】
図1に示す実施形態の特徴は、ドローイングロール20の中心軸がすべて使用状態にあるとき水平に位置している点である。ドローイングフレーム8が作業スペース4からオペレータ5によって手に届くだけでなく、ドローイングフレーム全体を分解しなくても、容易に保守し、修理できることを達成するために、ドローイングフレーム8は、基本的な機能部品が、本発明によれば、ドローイングフレーム8において少なくとも部分的に下方にピボット回転可能に装着されているために、少なくとも部分的に開くことが可能になっている。これは、図1に、所謂上部ロールを支える圧力アーム21の形体をした部品によって示されており、この圧力アーム21は、従来技術とは対照的に、上方にではなく下方に位置し、例示した水平ピボット軸22を中心に矢印方向vにピボット回転可能になっている。その結果、選択されたドローイングフレーム8のロールは、そこに存在するベルトを交換し、ドローイングフレーム8に存在する繊維の塊を取り除き、オペレータ5が作業スペース4から離れなくても、その他の作業を行なえるように、必要ならば、アクセス可能になっている。
【0018】
ドローイングフレーム8は、好ましくは、ほこりや空気中の繊維を収集することができる吸引デバイス23に接続されている。
【0019】
複数のドローイングフレームアセンブリがニードルシリンダ2の円周に配置されており、これらのアセンブリは、編成システム6の個数と同数であって、それぞれが繊維質材料10の1つ用のドローイングフレームを有している。以下で詳しく説明するように、ドローイングフレームアセンブリは所謂小型バーとして構成され、各ドローイングフレームアセンブリまたは小型バーは、少なくとも4個の、最大でも8個のドローイングフレームを結合して自律的アセンブリを形成している。30インチ径のニードルシリンダと48個の編成システム6を装備した丸編み機に関心がある場合、例えば、小型バー当たり4個のドローリングフレームの場合には、総計12個の小型バーが必要になる。技術的編成上の理由により、編成システム6の個数は3または4で割り切れる数にすることが好都合であり、小型バー当たりのドローイングフレームの個数は、同様に3または4で割り切れることが望ましい。
【0020】
さらに、このような小型バーの総幅が重要である。この総幅は、ドローイングフレームからの繊維質材料の流れの出口から繊維質材料が編成システム6に入るまでの距離が可能な限り小さくなるように可能な限り小さいことが望ましい。この状態は紡糸デバイス14の機能によるものである。
【0021】
図2および図3は、現時点で最良と考えられている本発明による小型バーの形体をしたドローイングフレームアセンブリの実施形態の構成を示す図である。ドローイングフレームアセンブリは、ペアのドローイングフレームロール用のトランスミッションとドライブを収容している中央ハウジング25を備えている。この実施形態では、ドローリングフレームは、それぞれが1ペアの入力ロールI、中央ロールIIおよび出力ロールIIIからなる3ロールドローリングフレームとして構成されており、中央ロールペアIは二重ベルトアセンブリとして構成され、ベルト29aと29bを備えていると好都合である。その結果、各ペアのロールI乃至IIIは、上部に位置するロール26a、27a、28aおよび下部に位置するロール26b、27b、28bを有している。従来のドローイングフレームとは対照的に、上部ロール26a、27aおよび28aは概略図で示すドライブ30および31に接続され、これらのドライブは、例えば、ペアのロールIとIIの間に予備的ドローイングを引き起こし、ペアのロールIIとIIIの間に主ドローイングを引き起こす働きをするサーボモータとして構成されている。これらのドライブ30、31は必要なトランスミッション部品と一緒にハウジング25に収容され、ハウジング25を通されたドライブシャフトは両側にハウジング25から突出している。概略図で示す図3において、ここに示したのはシャフト32であるが、個々の具体的な部品は明確化のために示されていない。ロール26a−28aはこれらのシャフト32に取り付けられている。別の方法として、ロール26a−28aは、シャフト32上に形成された部分によって形成することも可能であり、その場合は、個々のドローイングフレームではなく、ドローイング位置またはドローイングトラックと言うことも可能である。しかし、「ドローイングフレーム」および「ロール」という通常の用語は以下の説明においてそのまま使用されている。
【0022】
図3に示すように、シャフト32は両側にハウジング25から突出し、そのシャフトは、各々の側に上部に位置する2つの入力、中央および出力ロール26a−28aを備えている。すべてのシャフト32は小型バーの取り付け状態にあるとき水平に置かれている(図1)。下部ロール26b−28bは、これとは対照的に、圧力アーム33と34上に回転可能に取り付けられ、圧力アームはシャフト32に平行の中心軸を中心にピボット回転可能にハウジング25上に取り付けられている。圧力アーム33はハウジング25の一方の側に配置され、圧力アーム34は他方の側に配置されている。従って、両方の圧力アーム33と34は、それぞれ2同軸ロール26b、27bおよび28bを支え、例えば、上部および/または下部ロール27a、27bのベルト29aおよび/または29bを交換したり、その他の修理または保守作業を実施したりするために、矢印vの方向に下方にピボット回転可能になっている。
【0023】
さらに、公知の充填部品(filling piece)、吸引および吹き付けチャネル36および入力筒(input funnel)27は3ロールドローイングフレームを完成している。その結果、各ドローイングフレームは、矢印38(図3)で示す繊維質材料の流れを関連紡糸デバイス14の方向に移送している。
【0024】
以上のように構成されたドローイングフレームアセンブリまたは小型バーは自律的ユニットを表している。繊維質材料10が存在しないか、別の破断が発生したために小型バーが交換または停止される場合には、関連編成システムは非編成に切り替えられるので停止することができる。この切り替えは自動的に動作する糸モニタまたはその他の方法によってオペレータが行なうことができる。その結果、丸編み機1での連続的編み目形成プロセスを中断しなくても、小型バー全体または関連編成システム6が機能するのを停止することが可能になる。
【0025】
図2および図3に示す小型バーは、好ましくは、48個の編成システム6を備えた丸編み機のために使用される。その幅は、このケースでは、例えば、約20cm−20cmに調整可能であり、特に約22cmに調整すると好都合であり、その結果、十分に短い紡糸デバイス14を製造することが可能になり、このことは、紡糸プロセスを安定化する上で好都合である。
【0026】
図4は、6ドローイングフレームまたはドローイング位置からなる小型バーを示す図であり、繊維質材料の流れの方は矢印38で示されている。図3とは対照的に、ここでは3個のロールがハウジング25の各々の側に配置されている。さらに、ハウジング25の各々の側には、2ロール26b、27bおよび28bを支え、従って2つの隣接繊維質材料の流れ40のドローイングを担当する第1の圧力アーム39と、残りのロール26b、27bおよび28bを支え、従ってそれぞれ残りの第3の繊維質材料の流れ42のドローイングを確実にする第2の圧力アーム41とが、それぞれ配置されている。
【0027】
図5に示す小型バーは、総幅を25cmとして製造することができる。これは、例えば、30インチ径のニードルシリンダと72個の編成システムを備えていて、総計12個の小型バーが必要になるような丸編み機1に適している。
【0028】
図5は、8個のドローイングフレームまたはドローイング位置からなり、8個の繊維質材料の流れ(矢印38)をもつ小型バーを示している。ハウジング25の両側には、シャフト32は、ここでは、それぞれ4個の同軸ロール26a、27aおよび28a(これらは図5には示していない)を備えている。さらに、ハウジング25の両側には、それぞれ1個の圧力アーム43が存在し、この圧力アームは関係する側の4つの繊維質材料の流れすべてと、それに割り当てられたロール26b、27bおよび28bを引き受けている。図5に示すように、この実施例では、それぞれ2つの隣接繊維質材料の流れを、円周の同一部分に2つの隣接トラックを持つロール26−28でドローイングするのに特に好都合である。
【0029】
図5に示す小型バーの幅は約25cmに調整可能である。従って、この小型バーは、30インチ径のニードルシリンダと96個の編成システムを備え、ここでも12個の小型バーが使用されている丸編み機1に適している。
【0030】
本発明は上述した実施形態に限定されず、種々態様に変更が可能である。このことは、図示の寸法に適用され、これらの寸法は必要条件に応じて異なる寸法に選択することが可能である。さらに、説明するまでもなく、ドローイングフレームアセンブリは、通常はドローイングフレームに存在しているが、簡略化のために図示していない、すべての必要なコンポーネントを備えることも可能である。最後に、当然に理解されるように、上述し、図示した組み合わせとは別の組み合わせで、種々の特徴を適用することも可能である。
【特許請求の範囲】
【請求項1】
回転可能に装着されたニードルシリンダ(2)と、ニードルシリンダ(2)内に配置された編みツール(3)と、ニードルシリンダ(2)の円周上に配置された複数の編成システム(6)と、編成システム(6)と同数であって、それぞれが1つの繊維受け入れ位置で編成システム(6)上に配備可能である編みツールに対しほぼ解撚された繊維質材料を供給するために編成システム(6)に個々に割り当てられた複数のドローイングフレーム(8)とを装備し、ドローイングフレーム(8)は上部ロールと下部ロールを有すると共に、バー形状に結合されてドローイングフレームアセンブリを形成し、ドローイングフレームアセンブリは、共通ドライブを備えると共に、ニードルシリンダ(2)の円周上に分散配置されている丸編み機において、各ドローイングフレームアセンブリは少なくとも4つ、最大でも8つの隣接ドローイングフレームおよびドライブ(30、31)を受け入れることを目的とした中央ハウジング(25)を有し、その中央ハウジング(25)からドローイングフレームアセンブリの上部ロール(26a、27a、28a)と下部ロール(26b、27b、28b)がその両側に突出していることを特徴とする丸編み機。
【請求項2】
ドローイングフレーム(8)は、それぞれ1対の入力、中央および出力ロール(I、II、III)を有する3ロールドローイングフレームから構成され、前記入力、中央および出力ロール(I、II、III)はそれぞれハウジング(25)上に相互に対して同軸に装着されていることを特徴とする請求項1に記載の丸編み機。
【請求項3】
入力、中央および出力ロール(I、II、III)は、ハウジング(25)を通り抜けるそれぞれ1つの共通シャフト(32)上に設けられていることを特徴とする請求項2に記載の丸編み機。
【請求項4】
ドライブ(30、31)に接続されたロール(26a、27a、28a)は上部に位置し、下部に位置するロール(26b、27b、28b)は、下方にピボット回転可能にハウジング(25)に接続された圧力アーム(21、33、34、39、41、43)上に装着されていることを特徴とする請求項1乃至3の1つに記載の丸編み機。
【請求項5】
それぞれ1つの圧力アーム(33、34、43)はハウジング(25)の両側に設けられていることを特徴とする請求項4に記載の丸編み機。
【請求項6】
2または4ドローイングフレーム用のロールは、それぞれハウジング(25)の両側に設けられていることを特徴とする請求項1乃至5の1つに記載の丸編み機。
【請求項7】
3ドローイングフレーム用のロールは、それぞれハウジング(25)の両側に設けられ、各々の側には、それぞれ2ドローイングフレーム用の第1の圧力アーム(39)およびそれぞれ1ドローイングフレーム用の第2の圧力アーム(41)がピボット回転可能に取り付けられていることを特徴とする請求項4に記載の丸編み機。
【請求項8】
編成システム(6)を非編成に切り替えるための手段を備えていることを特徴とする請求項1乃至7の1つに記載の丸編み機。
【請求項1】
回転可能に装着されたニードルシリンダ(2)と、ニードルシリンダ(2)内に配置された編みツール(3)と、ニードルシリンダ(2)の円周上に配置された複数の編成システム(6)と、編成システム(6)と同数であって、それぞれが1つの繊維受け入れ位置で編成システム(6)上に配備可能である編みツールに対しほぼ解撚された繊維質材料を供給するために編成システム(6)に個々に割り当てられた複数のドローイングフレーム(8)とを装備し、ドローイングフレーム(8)は上部ロールと下部ロールを有すると共に、バー形状に結合されてドローイングフレームアセンブリを形成し、ドローイングフレームアセンブリは、共通ドライブを備えると共に、ニードルシリンダ(2)の円周上に分散配置されている丸編み機において、各ドローイングフレームアセンブリは少なくとも4つ、最大でも8つの隣接ドローイングフレームおよびドライブ(30、31)を受け入れることを目的とした中央ハウジング(25)を有し、その中央ハウジング(25)からドローイングフレームアセンブリの上部ロール(26a、27a、28a)と下部ロール(26b、27b、28b)がその両側に突出していることを特徴とする丸編み機。
【請求項2】
ドローイングフレーム(8)は、それぞれ1対の入力、中央および出力ロール(I、II、III)を有する3ロールドローイングフレームから構成され、前記入力、中央および出力ロール(I、II、III)はそれぞれハウジング(25)上に相互に対して同軸に装着されていることを特徴とする請求項1に記載の丸編み機。
【請求項3】
入力、中央および出力ロール(I、II、III)は、ハウジング(25)を通り抜けるそれぞれ1つの共通シャフト(32)上に設けられていることを特徴とする請求項2に記載の丸編み機。
【請求項4】
ドライブ(30、31)に接続されたロール(26a、27a、28a)は上部に位置し、下部に位置するロール(26b、27b、28b)は、下方にピボット回転可能にハウジング(25)に接続された圧力アーム(21、33、34、39、41、43)上に装着されていることを特徴とする請求項1乃至3の1つに記載の丸編み機。
【請求項5】
それぞれ1つの圧力アーム(33、34、43)はハウジング(25)の両側に設けられていることを特徴とする請求項4に記載の丸編み機。
【請求項6】
2または4ドローイングフレーム用のロールは、それぞれハウジング(25)の両側に設けられていることを特徴とする請求項1乃至5の1つに記載の丸編み機。
【請求項7】
3ドローイングフレーム用のロールは、それぞれハウジング(25)の両側に設けられ、各々の側には、それぞれ2ドローイングフレーム用の第1の圧力アーム(39)およびそれぞれ1ドローイングフレーム用の第2の圧力アーム(41)がピボット回転可能に取り付けられていることを特徴とする請求項4に記載の丸編み機。
【請求項8】
編成システム(6)を非編成に切り替えるための手段を備えていることを特徴とする請求項1乃至7の1つに記載の丸編み機。
【図1】

【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2010−511803(P2010−511803A)
【公表日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願番号】特願2009−539603(P2009−539603)
【出願日】平成19年12月3日(2007.12.3)
【国際出願番号】PCT/DE2007/002205
【国際公開番号】WO2008/067804
【国際公開日】平成20年6月12日(2008.6.12)
【出願人】(509156398)
【Fターム(参考)】
【公表日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願日】平成19年12月3日(2007.12.3)
【国際出願番号】PCT/DE2007/002205
【国際公開番号】WO2008/067804
【国際公開日】平成20年6月12日(2008.6.12)
【出願人】(509156398)
【Fターム(参考)】
[ Back to top ]