
触媒の製造方法及び触媒
【課題】耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる触媒の製造方法及び触媒を提供する。
【解決手段】ジルコニウムを含む水溶液を調製する第1水溶液調製工程S1と、ポアフィリング法により当該細孔内に水溶液を充填する第1ポアフィリング工程S2と、細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程S3と、貴金属を含む水溶液を調製する第2水溶液調製工程S4と、ポアフィリング法により当該細孔内に第2水溶液調製工程S4で得られた水溶液を充填する第2ポアフィリング工程S5と、細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された細孔内に貴金属を担持させる第2乾燥焼成工程S6とを有する。
【解決手段】ジルコニウムを含む水溶液を調製する第1水溶液調製工程S1と、ポアフィリング法により当該細孔内に水溶液を充填する第1ポアフィリング工程S2と、細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程S3と、貴金属を含む水溶液を調製する第2水溶液調製工程S4と、ポアフィリング法により当該細孔内に第2水溶液調製工程S4で得られた水溶液を充填する第2ポアフィリング工程S5と、細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された細孔内に貴金属を担持させる第2乾燥焼成工程S6とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法及び触媒に関するものである。
【背景技術】
【0002】
自動車エンジン等の内燃機関から排出される排気ガス中には、通常、炭化水素系化合物(HC)、一酸化炭素(CO)及び窒素酸化物(NOx)等の物質(エミッション)が含まれている。これらの物質の排出量を低減させるため、エンジンにおける空燃比等の燃焼条件の最適化の他、排気ガス中に含まれる物質を排気ガス浄化触媒によって除去する方法が一般に採用されている。
【0003】
この排気ガス浄化触媒として、従来より、アルミナ等の多孔質金属酸化物担体に、白金(Pt)、ロジウム(Rh)、パラジウム(Pd)等の貴金属を担持させた、所謂「三元触媒」と称されるものが用いられている。この三元触媒は、例えば特許文献1にて開示されているように、CO及びHCを酸化するとともに、NOxをN2に還元する能力を有しており、理論空燃比の近傍で触媒としてよく作用することが知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−299360号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の触媒においては、以下の如き問題があった。
例えば小型2ストロークエンジンの排気ガスの特徴として、未燃焼のHCが非常に多いことが挙げられるのであるが、従来より汎用的に用いられている4ストロークエンジン用の触媒を単に流用しただけでは、十分な浄化性能を得ることができない。また、2ストロークエンジンの排気ガスは、著しく高温となるため、高い耐熱性を有した触媒が要求されている。このように、種々のエンジン特性に合った触媒を得ることは極めて困難となっているのが実情である。
【0006】
本発明は、このような事情に鑑みてなされたもので、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる触媒の製造方法及び触媒を提供することにある。
【課題を解決するための手段】
【0007】
請求項1記載の発明は、多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法であって、ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを有することを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の触媒の製造方法において、前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の触媒の製造方法において、前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする。
【0010】
請求項4記載の発明は、多孔質アルミナの細孔内に貴金属が担持される触媒であって、ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを含む製造過程を経て得られたことを特徴とする。
【0011】
請求項5記載の発明は、請求項4記載の触媒において、前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする。
【0012】
請求項6記載の発明は、請求項5記載の触媒において、前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする。
【発明の効果】
【0013】
本発明によれば、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる。即ち、ジルコニアの層が形成された多孔質アルミナの細孔内に貴金属が担持されたので、耐熱性を向上させることができ、且つ、第1ポアフィリング工程及び第2ポアフィリング工程を経ることにより、細孔内にジルコニアの層を形成した後、そのジルコニアの層が形成された細孔内に貴金属を担持させるので、ジルコニアの層を効率的に形成させることができるとともに、貴金属を所定の比率で同時に担持させることができ、種々エンジン特性に合致した浄化特性を容易に得ることができる。
【0014】
また、第2水溶液調製工程における貴金属パラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程にてPd及びRhを同時に担持させるようにすれば、高い浄化性能を維持しつつRhによってPdのシンタリングを抑制することができ、耐久性を向上させることができる。然るに、Pd及びRhをポアフィリング法により多孔質アルミナの細孔内に担持させることにより、当該細孔内に貴金属としてのPd及びRhが効率的に担持され、効果的に作用させることができることから、白金(Pt)を貴金属として担持させなくても所望の浄化効果を得ることができる。
【0015】
さらに、第2水溶液調製工程で調製される水溶液内のPdとRhとの重量比は、略20:1とされるとともに、第2ポアフィリング工程におけるPd及びRhの多孔質アルミナに対する含有量は、略1〜5重量%とされたので、白金(Pt)を貴金属として担持させなくても例えば2ストロークエンジンの排気ガスをより有効に浄化させることができる。
【図面の簡単な説明】
【0016】
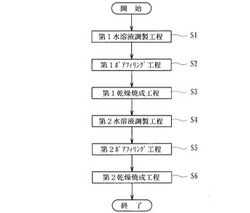
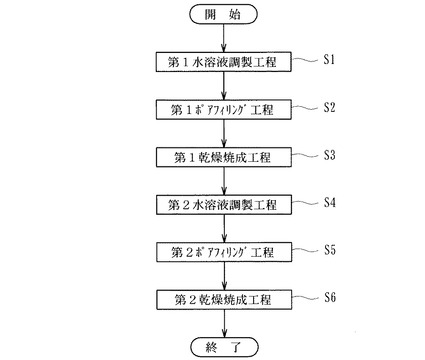
【図1】本発明の実施形態に係る触媒の製造方法を示すフローチャート
【図2】同触媒の製造過程における多孔質アルミナの細孔内の状態を示す模式図
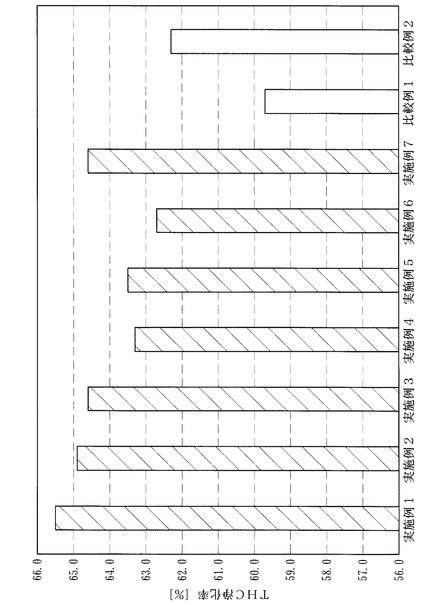
【図3】実施例1〜7及び比較例1、2についてのそれぞれのHC浄化率を示すグラフ
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について図面を参照しながら具体的に説明する。
本実施形態に係る触媒は、例えば2ストロークエンジン(特に二輪車が搭載するエンジンや汎用エンジン)から排出される排気ガスを浄化するためのもので、図1に示すように、第1水溶液調製工程S1と、第1ポアフィリング工程S2と、第1乾燥焼成工程S3と、第2水溶液調製工程S4と、第2ポアフィリング工程S5と、第2乾燥焼成工程S6とを経て製造されたものである。なお、本実施形態に係る触媒は、図2(a)に示すように、細孔を有する多孔質アルミナAから成り、その多孔質アルミナAの細孔内に貴金属(パラジウム(Pd)及びロジウム(Rh))が担持されるものとされている。
【0018】
第1水溶液調製工程S1は、ジルコニウムを含む水溶液を調製する工程であり、例えばジルコニウムを含む水溶液として硝酸ジルコニル水溶液を用いることができる。第1ポアフィリング工程S2は、多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第1水溶液調製工程S1で得られた水溶液を充填する工程である。かかる第1ポアフィリング工程S2により、図2(b)に示すように、多孔質アルミナAの細孔内にジルコニウムを含む水溶液Bが充填されることとなる。
【0019】
ここで、ポアフィリング法(第1ポアフィリング工程S2及び第2ポアフィリング工程S5で用いられるポアフィリング法)は、アルミナ担体(触媒担体)の細孔容積を測定し、その容積と同量の水溶液(本実施形態においては第1水溶液調製工程S1で得られた水溶液)を添加して混合・撹拌することにより当該アルミナ担体(触媒担体)の細孔内に毛細管現象を利用して充填させる方法をいう。而して、ポアフィリング法にてジルコニウムを含む水溶液(B)を細孔内に充填させるので、ジルコニアの層を当該細孔内に効率的に担持させることができる。
【0020】
第1乾燥焼成工程S3は、第1ポアフィリング工程S2にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する工程である。即ち、第1ポアフィリング工程S2を経たアルミナ担体(触媒担体)を乾燥させ、例えば1100℃で3〜10時間程度焼成することにより、図2(c)で示すように、アルミナ担体の細孔内にジルコニアの層(B’)(ZrO2−AlO3)が形成される(細孔内をジルコニアの層(B’)で被覆した状態とする)のである。
【0021】
然るに、第1乾燥焼成工程S3を経た後の状態においては、同図に示すように、多孔質アルミナA(触媒担体)の細孔内は、その壁面がジルコニアの層(B’)(ZrO2−AlO3)で被覆(コーティング)された状態となっている。なお、第1乾燥焼成工程S3を経た多孔質アルミナAは、ジルコニアの層(B’)が形成された後においても、約50m2/g程度のBET比表面積を有しており、後工程における第2ポアフィリング工程S5による水溶液の充填が可能とされている。
【0022】
第2水溶液調製工程S4は、貴金属を含む水溶液を調製する工程であり、本実施形態においては、例えば当該貴金属はパラジウム(Pd)及びロジウム(Rh)から成る(即ち、白金(Pt)を含まない)ものとされる。これにより、後工程である第2乾燥焼成工程S6にてPd及びRhを多孔質アルミナA(触媒担体)の細孔内に同時に担持させることができる。
【0023】
第2ポアフィリング工程S5は、ジルコニアの層(B’)が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第2水溶液調製工程S4で得られた水溶液を充填する工程である。かかる第2ポアフィリング工程S5により、図2(d)に示すように、ジルコニアの層(B’)が形成された多孔質アルミナAの細孔内に貴金属(パラジウム(Pd)及びロジウム(Rh))を含む水溶液Cが充填されることとなる。
【0024】
第2乾燥焼成工程S6は、第2ポアフィリング工程S5にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された当該細孔内に貴金属を担持させる工程である。即ち、第2ポアフィリング工程S5を経たアルミナ担体(触媒担体)を乾燥させ、例えば300〜600℃で焼成することにより、図2(e)で示すように、ジルコニアの層(B’)(ZrO2−AlO3)が形成されたアルミナ担体の細孔内に貴金属C’が形成される(ジルコニアの層上に貴金属が形成される)のである。
【0025】
上記一連の工程(S1〜S6)を経て得られた触媒は、例えばセラミックや金属或いは湿式抄造法にて得られたシート状のハニカム構造体に担持されて使用され得る排気ガス浄化用の触媒とされる。特に本実施形態に係る上記工程は、ポアフィリング工程が2回行われるものとされ、それぞれの工程でアルミナ担体の細孔内にジルコニアの層(B’)(ZrO2−AlO3)及び貴金属C’(本実施形態においてはパラジウム(Pd)及びロジウム(Rh))が担持されるようになっている。
【0026】
本実施形態によれば、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる。即ち、ジルコニアの層(B’)が形成された多孔質アルミナの細孔内に貴金属(貴金属C’)が担持されたので、耐熱性を向上させることができ、且つ、第1ポアフィリング工程S2及び第2ポアフィリング工程S5を経ることにより、細孔内にジルコニアの層(B’)を形成した後、そのジルコニアの層が形成された細孔内に貴金属C’(パラジウム(Pd)及びロジウム(Rh))を担持させるので、ジルコニアの層を効率的に形成させることができるとともに、貴金属を所定の比率で同時に担持させることができ、種々エンジン特性に合致した浄化特性を容易に得ることができる。
【0027】
また、第2水溶液調製工程S4における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程S6にてPd及びRhを同時に担持させるようにしているので、高い浄化性能を維持しつつRhによってPdのシンタリングを抑制することができ、耐久性を向上させることができる。然るに、Pd及びRhをポアフィリング法により多孔質アルミナの細孔内に担持させることにより、当該細孔内に貴金属としてのPd及びRhが効率的に担持され、効果的に作用させることができることから、白金(Pt)を貴金属として担持させなくても所望の浄化効果を得ることができる。
【0028】
さらに、第2水溶液調製工程S6で調製される水溶液内のPdとRhとの重量比は、略20:1とされるとともに、第2ポアフィリング工程S5におけるPd及びRhの多孔質アルミナAに対する含有量は、略1〜5重量%とされたので、白金(Pt)を貴金属として担持させなくても例えば2ストロークエンジンの排気ガスをより有効に浄化させることができる。
【0029】
上記実施形態においては、第2水溶液調製工程S4における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程S6にてPd及びRhを同時に担持させているが、これら貴金属を他の任意金属(触媒として機能する貴金属)に代えることができる。任意貴金属を選択して担持させることにより、所望の浄化特性に設定でき、種々エンジン特性に合致した浄化特性をより容易に得ることができる。
【0030】
次に、本発明における浄化特性を示すための実験結果について、実施例を用いて説明する。
(実施例1):Pd、Rh、ZrO2(20wt%)−Al2O3
市販のγ−アルミナ粉末を100g、硝酸ジルコニル・2水和物を54g、精製水を70gをそれぞれ秤量した後、硝酸ジルコニル・2水和物を精製水に溶解させて水溶液を得た(第1水溶液調製工程)。かかる水溶液をポアフィリング法によりアルミナ担体(多孔質アルミナ)の細孔内に充填させ(第1ポアフィリング工程)、110℃に保持した乾燥器で6時間乾燥させた後、1100℃で5時間焼成した(第1乾燥焼成工程)。
【0031】
そして、上記焼成で得られたアルミナ担体を100g、ジニトロジアンミンPd硝酸溶液(8.5%)を36.4g、硝酸Rh溶液(4.5%)を3.3gをそれぞれ秤量した後、ジニトロジアンミンPd硝酸溶液(8.5%)と硝酸Rh溶液(4.5%)とを混ぜ合わせて水溶液を得る(第2水溶液調製工程)とともに、その水溶液をアルミナ担体の細孔内に充填させる(第2ポアフィリング工程)。
【0032】
その後、110℃で6時間乾燥した後、600℃で4時間焼成する(第2乾燥焼成工程)ことにより、アルミナ担体(触媒担体)に対する貴金属の濃度がPdで3%、Rhで0.15%とされた触媒を得ることができた。このようにして得られた触媒をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより実施例1を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0033】
(実施例2):Pd、Rh、ZrO2(20wt%)−Al2O3
第1乾燥焼成工程における焼成温度を1200℃とした以外は、実施例1と同一工程にて得られた触媒である。
【0034】
(実施例3):Pd、Rh、ZrO2(20wt%)−Al2O3
第1乾燥焼成工程における焼成温度を900℃とした以外は、実施例1と同一工程にて得られた触媒である。
【0035】
(実施例4):Pd、Rh、ZrO2(50wt%)−Al2O3
第1水溶液調製工程で秤量される硝酸ジルコニル・2水和物を135gとした以外は、実施例1と同一工程にて得られた触媒である。
【0036】
(実施例5):Pd、Rh、ZrO2(5wt%)−Al2O3
第1水溶液調製工程で秤量される硝酸ジルコニル・2水和物を13.5gとした以外は、実施例1と同一工程にて得られた触媒である。
【0037】
(実施例6):Pd、Rh、ZrO2(20wt%)−Al2O3
第2水溶液調製工程で秤量されるジニトロジアンミンPd硝酸溶液(8.5%)を60.8g、硝酸Rh溶液(4.5%)を5.5gとした以外は、実施例1と同一工程にて得られた触媒である。
【0038】
(実施例7):Pd、Rh、ZrO2(20wt%)−Al2O3
第2水溶液調製工程で秤量されるジニトロジアンミンPd硝酸溶液(8.5%)を12.2g、硝酸Rh溶液(4.5%)を1.1gとした以外は、実施例1と同一工程にて得られた触媒である。
【0039】
(比較例1):Pd−ZrO2(20wt%)−Al2O3+Rh−ZrO2(20wt%)−Al2O3
市販のγ−アルミナ粉末を100g、硝酸ジルコニル・2水和物を54gをそれぞれ秤量した後、硝酸ジルコニル・2水和物を150mlの精製水に溶解させて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりジルコニアを担持させた。その後、ジルコニアが担持されたアルミナ担体を110℃に保持した乾燥器で6時間乾燥させた後、1100℃で5時間焼成した。
【0040】
そして、上記焼成で得られたアルミナ担体を50g、ジニトロジアンミンPd硝酸溶液(8.5%)を18.2gそれぞれ秤量し、ジニトロジアンミンPd硝酸溶液(8.5%)に精製水70mlを加えて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりPdを担持させた。同様に、上記焼成で得られたアルミナ担体を50g、硝酸Rh溶液(4.5%)を1.65gそれぞれ秤量し、硝酸Rh溶液(4.5%)に精製水70mlを加えて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりRhを担持させた。
【0041】
その後、両触媒とも6時間乾燥した後、600℃で4時間焼成することにより、アルミナ担体(触媒担体)に対する貴金属の濃度がPdで3%、Rhで0.15%とされた触媒を得ることができた。このようにして得られた触媒をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより比較例1を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0042】
(比較例2):従来の触媒担体
市販のγ−アルミナ粉末を100g、ジニトロジアンミンPd硝酸溶液(8.5%)を24g、硝酸Rh溶液(4.5%)を2.2g、ジニトロジアンミンPt硝酸溶液(4.5%)を11.1gをそれぞれ秤量した後、貴金属溶液の2倍量の精製水をアルミナ粉末に加え、撹拌しながら加熱して貴金属(Pd、Rh)を固着させた。その後、得られた粉末を110℃で6時間乾燥した後、600℃で4時間焼成した。このようにして得られた触媒担体をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより比較例2を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0043】
(実験)
各触媒を担持させたハニカム構造体(実施例1〜7及び比較例1、2)を2ストロークエンジン(排気量25cc)の排気系に取り付け、エンジンを全開(7000rpm)で1時間駆動させることによりエージングを行った。その後、当該エンジンの排気系に触媒が担持されていないハニカム構造体を取り付け、排気ガス(HC)を測定して比較する実験を行った。かかる実験結果を図3のグラフに示した。
【0044】
同図のグラフに示すように、本発明に係る実施例1〜7は、比較例1、2の何れに対してもHCの浄化率が高く、当該HC浄化性能の優位性が分かる。また、実施例1と実施例2及び実施例3とを比較することにより、焼成温度には適温があることが分かり、高温で焼成すると比表面積が低下するため浄化性能が低下するとともに、低温で焼成すると耐熱性が不足することが分かる。
【0045】
さらに、実施例1と実施例4及び実施例5とを比較することにより、担持させるジルコニアには適正量があることが分かり、ジルコニアが過多であると細孔容積の減少や細孔の閉塞などの弊害が生じている可能性があるとともに、ジルコニアの担持量が少ないと、細孔内を十分にジルコニアで被覆できないことが分かる。また更に、実施例1と実施例6及び実施例7とを比較することにより、担持させる貴金属には適正濃度があることが分かり、当該貴金属の担持濃度が濃いと貴金属のシンタリングによる性能低下が生じ易いとともに、当該貴金属の担持濃度が薄いと触媒担体(多孔質アルミナ)の表面で働く貴金属粒子が減少して性能低下が生じる虞があることが分かる。なお、実施例1と比較例1とを比較することにより、ポアフィリング法により水溶液を充填させることによる優位性が分かる。
【産業上の利用可能性】
【0046】
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを有する触媒の製造方法又は上記工程を含む製造過程を経て得られた触媒であれば、他の形態に適用したものであってもよい。
【符号の説明】
【0047】
S1 第1水溶液調製工程
S2 第1ポアフィリング工程
S3 第1乾燥焼成工程
S4 第2水溶液調製工程
S5 第2ポアフィリング工程
S6 第2乾燥焼成工程
【技術分野】
【0001】
本発明は、多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法及び触媒に関するものである。
【背景技術】
【0002】
自動車エンジン等の内燃機関から排出される排気ガス中には、通常、炭化水素系化合物(HC)、一酸化炭素(CO)及び窒素酸化物(NOx)等の物質(エミッション)が含まれている。これらの物質の排出量を低減させるため、エンジンにおける空燃比等の燃焼条件の最適化の他、排気ガス中に含まれる物質を排気ガス浄化触媒によって除去する方法が一般に採用されている。
【0003】
この排気ガス浄化触媒として、従来より、アルミナ等の多孔質金属酸化物担体に、白金(Pt)、ロジウム(Rh)、パラジウム(Pd)等の貴金属を担持させた、所謂「三元触媒」と称されるものが用いられている。この三元触媒は、例えば特許文献1にて開示されているように、CO及びHCを酸化するとともに、NOxをN2に還元する能力を有しており、理論空燃比の近傍で触媒としてよく作用することが知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−299360号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の触媒においては、以下の如き問題があった。
例えば小型2ストロークエンジンの排気ガスの特徴として、未燃焼のHCが非常に多いことが挙げられるのであるが、従来より汎用的に用いられている4ストロークエンジン用の触媒を単に流用しただけでは、十分な浄化性能を得ることができない。また、2ストロークエンジンの排気ガスは、著しく高温となるため、高い耐熱性を有した触媒が要求されている。このように、種々のエンジン特性に合った触媒を得ることは極めて困難となっているのが実情である。
【0006】
本発明は、このような事情に鑑みてなされたもので、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる触媒の製造方法及び触媒を提供することにある。
【課題を解決するための手段】
【0007】
請求項1記載の発明は、多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法であって、ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを有することを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の触媒の製造方法において、前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の触媒の製造方法において、前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする。
【0010】
請求項4記載の発明は、多孔質アルミナの細孔内に貴金属が担持される触媒であって、ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを含む製造過程を経て得られたことを特徴とする。
【0011】
請求項5記載の発明は、請求項4記載の触媒において、前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする。
【0012】
請求項6記載の発明は、請求項5記載の触媒において、前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする。
【発明の効果】
【0013】
本発明によれば、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる。即ち、ジルコニアの層が形成された多孔質アルミナの細孔内に貴金属が担持されたので、耐熱性を向上させることができ、且つ、第1ポアフィリング工程及び第2ポアフィリング工程を経ることにより、細孔内にジルコニアの層を形成した後、そのジルコニアの層が形成された細孔内に貴金属を担持させるので、ジルコニアの層を効率的に形成させることができるとともに、貴金属を所定の比率で同時に担持させることができ、種々エンジン特性に合致した浄化特性を容易に得ることができる。
【0014】
また、第2水溶液調製工程における貴金属パラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程にてPd及びRhを同時に担持させるようにすれば、高い浄化性能を維持しつつRhによってPdのシンタリングを抑制することができ、耐久性を向上させることができる。然るに、Pd及びRhをポアフィリング法により多孔質アルミナの細孔内に担持させることにより、当該細孔内に貴金属としてのPd及びRhが効率的に担持され、効果的に作用させることができることから、白金(Pt)を貴金属として担持させなくても所望の浄化効果を得ることができる。
【0015】
さらに、第2水溶液調製工程で調製される水溶液内のPdとRhとの重量比は、略20:1とされるとともに、第2ポアフィリング工程におけるPd及びRhの多孔質アルミナに対する含有量は、略1〜5重量%とされたので、白金(Pt)を貴金属として担持させなくても例えば2ストロークエンジンの排気ガスをより有効に浄化させることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る触媒の製造方法を示すフローチャート
【図2】同触媒の製造過程における多孔質アルミナの細孔内の状態を示す模式図
【図3】実施例1〜7及び比較例1、2についてのそれぞれのHC浄化率を示すグラフ
【発明を実施するための形態】
【0017】
以下、本発明の実施形態について図面を参照しながら具体的に説明する。
本実施形態に係る触媒は、例えば2ストロークエンジン(特に二輪車が搭載するエンジンや汎用エンジン)から排出される排気ガスを浄化するためのもので、図1に示すように、第1水溶液調製工程S1と、第1ポアフィリング工程S2と、第1乾燥焼成工程S3と、第2水溶液調製工程S4と、第2ポアフィリング工程S5と、第2乾燥焼成工程S6とを経て製造されたものである。なお、本実施形態に係る触媒は、図2(a)に示すように、細孔を有する多孔質アルミナAから成り、その多孔質アルミナAの細孔内に貴金属(パラジウム(Pd)及びロジウム(Rh))が担持されるものとされている。
【0018】
第1水溶液調製工程S1は、ジルコニウムを含む水溶液を調製する工程であり、例えばジルコニウムを含む水溶液として硝酸ジルコニル水溶液を用いることができる。第1ポアフィリング工程S2は、多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第1水溶液調製工程S1で得られた水溶液を充填する工程である。かかる第1ポアフィリング工程S2により、図2(b)に示すように、多孔質アルミナAの細孔内にジルコニウムを含む水溶液Bが充填されることとなる。
【0019】
ここで、ポアフィリング法(第1ポアフィリング工程S2及び第2ポアフィリング工程S5で用いられるポアフィリング法)は、アルミナ担体(触媒担体)の細孔容積を測定し、その容積と同量の水溶液(本実施形態においては第1水溶液調製工程S1で得られた水溶液)を添加して混合・撹拌することにより当該アルミナ担体(触媒担体)の細孔内に毛細管現象を利用して充填させる方法をいう。而して、ポアフィリング法にてジルコニウムを含む水溶液(B)を細孔内に充填させるので、ジルコニアの層を当該細孔内に効率的に担持させることができる。
【0020】
第1乾燥焼成工程S3は、第1ポアフィリング工程S2にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する工程である。即ち、第1ポアフィリング工程S2を経たアルミナ担体(触媒担体)を乾燥させ、例えば1100℃で3〜10時間程度焼成することにより、図2(c)で示すように、アルミナ担体の細孔内にジルコニアの層(B’)(ZrO2−AlO3)が形成される(細孔内をジルコニアの層(B’)で被覆した状態とする)のである。
【0021】
然るに、第1乾燥焼成工程S3を経た後の状態においては、同図に示すように、多孔質アルミナA(触媒担体)の細孔内は、その壁面がジルコニアの層(B’)(ZrO2−AlO3)で被覆(コーティング)された状態となっている。なお、第1乾燥焼成工程S3を経た多孔質アルミナAは、ジルコニアの層(B’)が形成された後においても、約50m2/g程度のBET比表面積を有しており、後工程における第2ポアフィリング工程S5による水溶液の充填が可能とされている。
【0022】
第2水溶液調製工程S4は、貴金属を含む水溶液を調製する工程であり、本実施形態においては、例えば当該貴金属はパラジウム(Pd)及びロジウム(Rh)から成る(即ち、白金(Pt)を含まない)ものとされる。これにより、後工程である第2乾燥焼成工程S6にてPd及びRhを多孔質アルミナA(触媒担体)の細孔内に同時に担持させることができる。
【0023】
第2ポアフィリング工程S5は、ジルコニアの層(B’)が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第2水溶液調製工程S4で得られた水溶液を充填する工程である。かかる第2ポアフィリング工程S5により、図2(d)に示すように、ジルコニアの層(B’)が形成された多孔質アルミナAの細孔内に貴金属(パラジウム(Pd)及びロジウム(Rh))を含む水溶液Cが充填されることとなる。
【0024】
第2乾燥焼成工程S6は、第2ポアフィリング工程S5にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された当該細孔内に貴金属を担持させる工程である。即ち、第2ポアフィリング工程S5を経たアルミナ担体(触媒担体)を乾燥させ、例えば300〜600℃で焼成することにより、図2(e)で示すように、ジルコニアの層(B’)(ZrO2−AlO3)が形成されたアルミナ担体の細孔内に貴金属C’が形成される(ジルコニアの層上に貴金属が形成される)のである。
【0025】
上記一連の工程(S1〜S6)を経て得られた触媒は、例えばセラミックや金属或いは湿式抄造法にて得られたシート状のハニカム構造体に担持されて使用され得る排気ガス浄化用の触媒とされる。特に本実施形態に係る上記工程は、ポアフィリング工程が2回行われるものとされ、それぞれの工程でアルミナ担体の細孔内にジルコニアの層(B’)(ZrO2−AlO3)及び貴金属C’(本実施形態においてはパラジウム(Pd)及びロジウム(Rh))が担持されるようになっている。
【0026】
本実施形態によれば、耐熱性を向上させ得るとともに種々エンジン特性に合致した浄化特性を容易に得ることができる。即ち、ジルコニアの層(B’)が形成された多孔質アルミナの細孔内に貴金属(貴金属C’)が担持されたので、耐熱性を向上させることができ、且つ、第1ポアフィリング工程S2及び第2ポアフィリング工程S5を経ることにより、細孔内にジルコニアの層(B’)を形成した後、そのジルコニアの層が形成された細孔内に貴金属C’(パラジウム(Pd)及びロジウム(Rh))を担持させるので、ジルコニアの層を効率的に形成させることができるとともに、貴金属を所定の比率で同時に担持させることができ、種々エンジン特性に合致した浄化特性を容易に得ることができる。
【0027】
また、第2水溶液調製工程S4における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程S6にてPd及びRhを同時に担持させるようにしているので、高い浄化性能を維持しつつRhによってPdのシンタリングを抑制することができ、耐久性を向上させることができる。然るに、Pd及びRhをポアフィリング法により多孔質アルミナの細孔内に担持させることにより、当該細孔内に貴金属としてのPd及びRhが効率的に担持され、効果的に作用させることができることから、白金(Pt)を貴金属として担持させなくても所望の浄化効果を得ることができる。
【0028】
さらに、第2水溶液調製工程S6で調製される水溶液内のPdとRhとの重量比は、略20:1とされるとともに、第2ポアフィリング工程S5におけるPd及びRhの多孔質アルミナAに対する含有量は、略1〜5重量%とされたので、白金(Pt)を貴金属として担持させなくても例えば2ストロークエンジンの排気ガスをより有効に浄化させることができる。
【0029】
上記実施形態においては、第2水溶液調製工程S4における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、第2乾燥焼成工程S6にてPd及びRhを同時に担持させているが、これら貴金属を他の任意金属(触媒として機能する貴金属)に代えることができる。任意貴金属を選択して担持させることにより、所望の浄化特性に設定でき、種々エンジン特性に合致した浄化特性をより容易に得ることができる。
【0030】
次に、本発明における浄化特性を示すための実験結果について、実施例を用いて説明する。
(実施例1):Pd、Rh、ZrO2(20wt%)−Al2O3
市販のγ−アルミナ粉末を100g、硝酸ジルコニル・2水和物を54g、精製水を70gをそれぞれ秤量した後、硝酸ジルコニル・2水和物を精製水に溶解させて水溶液を得た(第1水溶液調製工程)。かかる水溶液をポアフィリング法によりアルミナ担体(多孔質アルミナ)の細孔内に充填させ(第1ポアフィリング工程)、110℃に保持した乾燥器で6時間乾燥させた後、1100℃で5時間焼成した(第1乾燥焼成工程)。
【0031】
そして、上記焼成で得られたアルミナ担体を100g、ジニトロジアンミンPd硝酸溶液(8.5%)を36.4g、硝酸Rh溶液(4.5%)を3.3gをそれぞれ秤量した後、ジニトロジアンミンPd硝酸溶液(8.5%)と硝酸Rh溶液(4.5%)とを混ぜ合わせて水溶液を得る(第2水溶液調製工程)とともに、その水溶液をアルミナ担体の細孔内に充填させる(第2ポアフィリング工程)。
【0032】
その後、110℃で6時間乾燥した後、600℃で4時間焼成する(第2乾燥焼成工程)ことにより、アルミナ担体(触媒担体)に対する貴金属の濃度がPdで3%、Rhで0.15%とされた触媒を得ることができた。このようにして得られた触媒をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより実施例1を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0033】
(実施例2):Pd、Rh、ZrO2(20wt%)−Al2O3
第1乾燥焼成工程における焼成温度を1200℃とした以外は、実施例1と同一工程にて得られた触媒である。
【0034】
(実施例3):Pd、Rh、ZrO2(20wt%)−Al2O3
第1乾燥焼成工程における焼成温度を900℃とした以外は、実施例1と同一工程にて得られた触媒である。
【0035】
(実施例4):Pd、Rh、ZrO2(50wt%)−Al2O3
第1水溶液調製工程で秤量される硝酸ジルコニル・2水和物を135gとした以外は、実施例1と同一工程にて得られた触媒である。
【0036】
(実施例5):Pd、Rh、ZrO2(5wt%)−Al2O3
第1水溶液調製工程で秤量される硝酸ジルコニル・2水和物を13.5gとした以外は、実施例1と同一工程にて得られた触媒である。
【0037】
(実施例6):Pd、Rh、ZrO2(20wt%)−Al2O3
第2水溶液調製工程で秤量されるジニトロジアンミンPd硝酸溶液(8.5%)を60.8g、硝酸Rh溶液(4.5%)を5.5gとした以外は、実施例1と同一工程にて得られた触媒である。
【0038】
(実施例7):Pd、Rh、ZrO2(20wt%)−Al2O3
第2水溶液調製工程で秤量されるジニトロジアンミンPd硝酸溶液(8.5%)を12.2g、硝酸Rh溶液(4.5%)を1.1gとした以外は、実施例1と同一工程にて得られた触媒である。
【0039】
(比較例1):Pd−ZrO2(20wt%)−Al2O3+Rh−ZrO2(20wt%)−Al2O3
市販のγ−アルミナ粉末を100g、硝酸ジルコニル・2水和物を54gをそれぞれ秤量した後、硝酸ジルコニル・2水和物を150mlの精製水に溶解させて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりジルコニアを担持させた。その後、ジルコニアが担持されたアルミナ担体を110℃に保持した乾燥器で6時間乾燥させた後、1100℃で5時間焼成した。
【0040】
そして、上記焼成で得られたアルミナ担体を50g、ジニトロジアンミンPd硝酸溶液(8.5%)を18.2gそれぞれ秤量し、ジニトロジアンミンPd硝酸溶液(8.5%)に精製水70mlを加えて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりPdを担持させた。同様に、上記焼成で得られたアルミナ担体を50g、硝酸Rh溶液(4.5%)を1.65gそれぞれ秤量し、硝酸Rh溶液(4.5%)に精製水70mlを加えて水溶液を得るとともに、当該水溶液にアルミナ担体を浸して含浸法を行うことによりRhを担持させた。
【0041】
その後、両触媒とも6時間乾燥した後、600℃で4時間焼成することにより、アルミナ担体(触媒担体)に対する貴金属の濃度がPdで3%、Rhで0.15%とされた触媒を得ることができた。このようにして得られた触媒をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより比較例1を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0042】
(比較例2):従来の触媒担体
市販のγ−アルミナ粉末を100g、ジニトロジアンミンPd硝酸溶液(8.5%)を24g、硝酸Rh溶液(4.5%)を2.2g、ジニトロジアンミンPt硝酸溶液(4.5%)を11.1gをそれぞれ秤量した後、貴金属溶液の2倍量の精製水をアルミナ粉末に加え、撹拌しながら加熱して貴金属(Pd、Rh)を固着させた。その後、得られた粉末を110℃で6時間乾燥した後、600℃で4時間焼成した。このようにして得られた触媒担体をアルミナゾルと共に混合撹拌して触媒溶液を得るとともに、当該触媒溶液にハニカム構造体を浸漬させた後、乾燥焼成することにより比較例2を得た。なお、触媒溶液への浸漬により、触媒担体(アルミナ担体)1cm3あたりの貴金属の担持量が0.0026g(70g/ft3)とされた。
【0043】
(実験)
各触媒を担持させたハニカム構造体(実施例1〜7及び比較例1、2)を2ストロークエンジン(排気量25cc)の排気系に取り付け、エンジンを全開(7000rpm)で1時間駆動させることによりエージングを行った。その後、当該エンジンの排気系に触媒が担持されていないハニカム構造体を取り付け、排気ガス(HC)を測定して比較する実験を行った。かかる実験結果を図3のグラフに示した。
【0044】
同図のグラフに示すように、本発明に係る実施例1〜7は、比較例1、2の何れに対してもHCの浄化率が高く、当該HC浄化性能の優位性が分かる。また、実施例1と実施例2及び実施例3とを比較することにより、焼成温度には適温があることが分かり、高温で焼成すると比表面積が低下するため浄化性能が低下するとともに、低温で焼成すると耐熱性が不足することが分かる。
【0045】
さらに、実施例1と実施例4及び実施例5とを比較することにより、担持させるジルコニアには適正量があることが分かり、ジルコニアが過多であると細孔容積の減少や細孔の閉塞などの弊害が生じている可能性があるとともに、ジルコニアの担持量が少ないと、細孔内を十分にジルコニアで被覆できないことが分かる。また更に、実施例1と実施例6及び実施例7とを比較することにより、担持させる貴金属には適正濃度があることが分かり、当該貴金属の担持濃度が濃いと貴金属のシンタリングによる性能低下が生じ易いとともに、当該貴金属の担持濃度が薄いと触媒担体(多孔質アルミナ)の表面で働く貴金属粒子が減少して性能低下が生じる虞があることが分かる。なお、実施例1と比較例1とを比較することにより、ポアフィリング法により水溶液を充填させることによる優位性が分かる。
【産業上の利用可能性】
【0046】
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、貴金属を含む水溶液を調製する第2水溶液調製工程と、ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成してジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程とを有する触媒の製造方法又は上記工程を含む製造過程を経て得られた触媒であれば、他の形態に適用したものであってもよい。
【符号の説明】
【0047】
S1 第1水溶液調製工程
S2 第1ポアフィリング工程
S3 第1乾燥焼成工程
S4 第2水溶液調製工程
S5 第2ポアフィリング工程
S6 第2乾燥焼成工程
【特許請求の範囲】
【請求項1】
多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法であって、
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、
前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、
該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、
貴金属を含む水溶液を調製する第2水溶液調製工程と、
前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、
該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程と、
を有することを特徴とする触媒の製造方法。
【請求項2】
前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする請求項1記載の触媒の製造方法。
【請求項3】
前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする請求項2記載の触媒の製造方法。
【請求項4】
多孔質アルミナの細孔内に貴金属が担持される触媒であって、
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、
前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、
該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、
貴金属を含む水溶液を調製する第2水溶液調製工程と、
前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、
該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程と、
を含む製造過程を経て得られたことを特徴とする触媒。
【請求項5】
前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする請求項4記載の触媒。
【請求項6】
前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする請求項5記載の触媒。
【請求項1】
多孔質アルミナの細孔内に貴金属が担持される触媒の製造方法であって、
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、
前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、
該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、
貴金属を含む水溶液を調製する第2水溶液調製工程と、
前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、
該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程と、
を有することを特徴とする触媒の製造方法。
【請求項2】
前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする請求項1記載の触媒の製造方法。
【請求項3】
前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする請求項2記載の触媒の製造方法。
【請求項4】
多孔質アルミナの細孔内に貴金属が担持される触媒であって、
ジルコニウムを含む水溶液を調製する第1水溶液調製工程と、
前記多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第1水溶液調製工程で得られた水溶液を充填する第1ポアフィリング工程と、
該第1ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して当該細孔内にジルコニアの層を形成する第1乾燥焼成工程と、
貴金属を含む水溶液を調製する第2水溶液調製工程と、
前記ジルコニアの層が形成された多孔質アルミナの細孔にて生じる毛細管現象を利用したポアフィリング法により当該細孔内に前記第2水溶液調製工程で得られた水溶液を充填する第2ポアフィリング工程と、
該第2ポアフィリング工程にて細孔内に水溶液が充填された多孔質アルミナを乾燥及び焼成して前記ジルコニアが形成された当該細孔内に貴金属を担持させる第2乾燥焼成工程と、
を含む製造過程を経て得られたことを特徴とする触媒。
【請求項5】
前記第2水溶液調製工程における貴金属はパラジウム(Pd)及びロジウム(Rh)から成り、前記第2乾燥焼成工程にてPd及びRhを同時に担持させることを特徴とする請求項4記載の触媒。
【請求項6】
前記第2水溶液調製工程で調製される水溶液内の前記PdとRhとの重量比は、略20:1とされるとともに、前記第2ポアフィリング工程におけるPd及びRhの前記多孔質アルミナに対する含有量は、略1〜5重量%とされたことを特徴とする請求項5記載の触媒。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2012−187503(P2012−187503A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52655(P2011−52655)
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000128175)株式会社エフ・シー・シー (109)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月10日(2011.3.10)
【出願人】(000128175)株式会社エフ・シー・シー (109)
【Fターム(参考)】
[ Back to top ]