
触媒コンバーター用保持材及びその製造方法

【課題】触媒担体の保持能力を確保しつつ、不要な保持材構成材料を削減して安価な触媒コンバーター用保持材を提供する。
【解決手段】触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
【解決手段】触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガソリンエンジン、ディーゼルエンジン等の内燃機関から排出される排気ガス中に含まれるパティキュレートや一酸化炭素、炭化水素、窒素酸化物等を除去する触媒コンバーターに用いられる触媒担体を金属製ケーシング内に保持するための触媒コンバーター用保持材及びその製造方法に関する。
【背景技術】
【0002】
触媒コンバーター用保持材(以下、「保持材」ともいう)は、無機繊維と有機バインダーとを含有する水性スラリーを所定形状の脱水成形型を用いて湿式成形し、熱プレスして得られる。そして、触媒担体に装着した状態で金属製のケーシングに組み込まれ(以下、「キャニング」ともいう)、キャニング後に加えられた熱により、保持材に含まれる有機バインダーが焼失し、有機バインダーにより圧縮状態で拘束されていた無機繊維が厚み方向に膨張することにより、触媒担体とケーシングとの隙間をシールするとともに、触媒担体を保持する。
【0003】
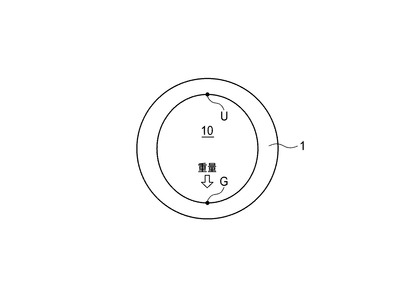
また、図18に示すように、重力の影響により触媒担体10の重量が下方に作用するため、通常、保持材1に加わる力は触媒担体10の直下部分Gで最大となる。このため触媒担体10の坪量は、触媒担体10の直下部分Gを保持するのに必要な値で全体が一様に設定されている。そのため、保持材1の他の部分、特に触媒担体10の重量が全く加わらない直上部分Uと接する部分では必要以上の坪量となっており、無機繊維をはじめとする保持材構成材料を必要以上に使用している。
【0004】
尚、保持材は多種多様であり、特許出願も数多くされており、適当な従来技術を挙げることができない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、このような状況に鑑みてなされたものであり、触媒担体の保持能力を確保しつつ、不要な保持材構成材料を削減して安価な触媒コンバーター用保持材を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は下記に示す触媒コンバーター用保持材及びその製造方法を提供する。
(1)触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、
触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
(2)最も深い領域を起点として漸次浅くなる脱水成形型に無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程と備えることを特徴とする触媒コンバーター用保持材の製造方法。
(3)開口率が最も大きい領域を起点として開口率が漸減する脱水成形型に、無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程とを備えることを特徴とする触媒コンバーター用保持材の製造方法。
【発明の効果】
【0007】
本発明の保持材は、触媒担体の重量が最も加わる触媒担体の直下部分の坪量が最も大きく、上方に向かうのに従い漸減して触媒担体の直上部分で最小となるため、保持能力を良好に確保しつつ、保持材構成材料を削減することができ安価になる。
【図面の簡単な説明】
【0008】
【図1】本発明に係る断面円形の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図2】本発明に係る断面楕円の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図3】本発明に係る断面トラック形の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図4】マット型保持材を示す斜視図である。
【図5】筒型保持材を示す斜視図である。
【図6】本発明の第1の製造方法に使用される脱水成形型を示す模式図である。
【図7】(A)は第1の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図8】本発明の第2の製造方法に使用される脱水成形型を示す模式図である。
【図9】(A)は第2の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図10】本発明の第3の製造方法に使用される脱水成形型を示す斜視図である。
【図11】(A)は第3の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図12】本発明の第4の製造方法に使用される脱水成形型を示す斜視図である。
【図13】(A)は第4の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図14】本発明の第5の製造方法に使用される脱水成形型を示す斜視図である。
【図15】第5の製造方法を説明するための模式図である。
【図16】図15に示す方法により得られた筒型湿潤成形体を示す模式図である。
【図17】本発明の第6の製造方法に使用される脱水成形型を示す斜視図である。
【図18】従来の触媒コンバーター用保持材を、触媒担体の断面形状に沿って示す図である。
【発明を実施するための形態】
【0009】
以下、本発明に関して詳細に説明する。
【0010】
(保持材)
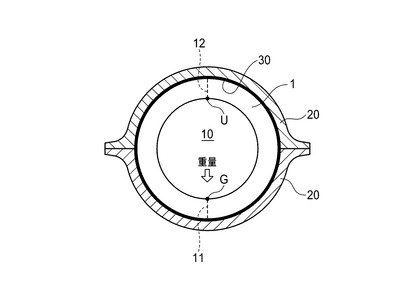
図1に断面図で示すように、保持材1は、触媒担体10の重量が最も加わる触媒担体1の直下部分Gと接する部分が、その厚み方向(符号11で示す部分;以下「坪量最大部分」ともいう)に沿って坪量が最も大きく、そこから直上部分Uと接する部分に向かって坪量が漸減し、直上部分Uで、その厚み方向(符号12で示す部分)に沿って坪量が最も小さくなる(以下「坪量最小部分」ともいう)ように設定されている。
【0011】
ここで、坪量とは単位面積あたりの繊維質量のことをいう。本発明の保持材においては、発明の効果を発揮できれば、その範囲は特に制限はなく、450〜4500g/m2であればよい。より具体的には、その範囲は触媒担体10とケーシング20との隙間(以下、「ギャップ」ともいう)の大きさにより異なり、例えば、ギャップが2〜6mmの場合には450〜1800g/m2、6〜10mmの場合には1800〜3600g/m2、8〜12mmの場合には2250〜4500g/m2であればよい。ケーシング20は、触媒担体10と相似形であり、ここでは断面が円形を呈する。
【0012】
坪量最大部分の坪量と、坪量最小部分の坪量との比は、本発明の効果を得られるのであれば特に制限はないが、1.05〜2.0倍であればよく、1.1〜1.8倍であることが好ましく、1.1〜1.6倍であればより好ましい。ケーシング20の触媒担体10とのギャップ差のばらつきは、ケーシング20の寸法精度、残留応力、加熱温度などに左右されるが、一般的には1.5倍以下である。そのため、前記の坪量比にすることにより、このようなギャップ差があっても触媒担体10の全周にわたり一様にシールすることができるようになる。
【0013】
保持材1は、保持力や断熱性能、シール性能等を考慮すると、厚さが一定であることが好ましい。具体的には、厚さは5〜30mmであればよく、6〜12mmであることが好ましい。また、厚さの変動は±15%以下であることが好ましく、より好ましくは±10%以下、さらに好ましくは±5%以下である。
【0014】
ケーシング20は、図示の例では上下2分割されているが、一体型のケーシングを用いてスタッフィング方式で保持材1をキャニングすることもでき、保持材1の厚さを一定にすることによりキャニングの生産性を向上させることが期待できる。
【0015】
また、保持材1の外周全面に、摩擦係数0.1〜0.3の低摩擦シート30が積層されてもよい。それにより、一体型のケーシングにキャニングする際の摩擦抵抗が小さくなり、キャニング作業が容易になる。
【0016】
尚、触媒担体10は、図示のような断面円形の他、断面形状が楕円やトラック形のような扁平であってもよい。
【0017】
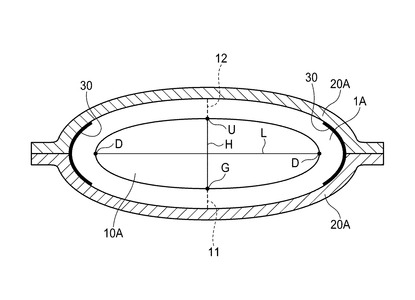
図2は、断面楕円の触媒担体10Aを保持する保持材1Aを示す断面図であるが、触媒担体10Aの重量は、楕円と短径Hとが交差する下側の点Gにおいて最大となるため、その厚さ11に沿った部分が坪量最大部分となり、触媒担体10Aの楕円と短径Hとが交差する上側の点Uと接する部分が、その厚さ12に沿って坪量最小部分となる。また、坪量最大部分から坪量最小部分に向かって、坪量が漸減している。尚、図中の符号20Aはケーシングである。
【0018】
尚、低摩擦シート30を積層する場合は、保持材1Aの外周全面であってもよいが、触媒担体10Aの楕円と長径Lとが交差する点D,Dと接する部分の外周面のみに設けてもよい。触媒担体10Aに保持材1Aを装着したときに、点D,Dと接する部分の近傍は曲率半径が小さくなることから、この部分が外側(ケーシング側)に引っ張られて保持材1Aの外表面に割れやしわが発生する不具合を回避することができる。こうした保持材1の外表面の割れやしわは、キャニングするときの妨げになるため好ましくない。
【0019】
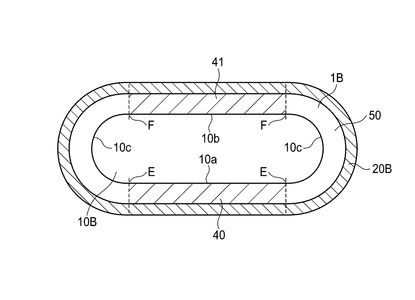
図3は、断面トラック形の触媒担体10Bを保持する保持材1Bを示す断面図であるが、触媒担体10Bの重量は、下側の平面部分10aと接する部分40の全体が一様に最大となるため、この部分40を坪量最大部分とする。また、上側の平面部分10bと接する部分41が坪量最小部分となる。更に、触媒担体10Bの湾曲部10cと接する部分50では、坪量が、部分40の端部E,Eから部分41の端部F、Fに向かって漸減している。尚、図中の符号20Bはケーシングであり、部分50の外周面に低摩擦シート(図示せず)を積層してもよい。
【0020】
触媒担体は、その他にも、図示は省略するが、触媒担体円を、直交する2つの直径側から押しつぶしたような扁平断面形状、あるいは楕円の曲率が各部で異なる断面形状であってもよい。
【0021】
上記において、保持材1、1A、1Bの構成材料には制限がなく、無機繊維や有機バインダーを含んでいればよい。また、必要に応じて、従来から使用されている、充填材や無機バインダー等を含んでいてもよい、これらの種類には制限はないが、以下に好ましい例を示す。
【0022】
無機繊維としては、従来から保持材に用いられている種々の無機繊維を用いることができる。例えば、アルミナ繊維、ムライト繊維、あるいはその他のセラミック繊維等を適宜使用できる。より具体的には、アルミナ繊維としては、例えばAl2O3が90重量%以上(残りはSiO2分)であって、かつX線結晶学に基いて低結晶化度を有することが好ましく、結晶化度は30%以下であればよく、好ましくは15%以下、さらに好ましくは10%以下である。また、その平均繊維径が3〜8μm、ウエットボリューム400cc/5g以上が好ましい。ムライト繊維としては、例えばAl2O3分/SiO2分重量比が70/30〜80/20程度のムライト組成であって、かつX線結晶学に基いて低結晶化度を有することが好ましく、結晶化度は30%以下であればよく、好ましくは15%以下、さらに好ましくは10%以下である。また、その平均繊維径が3〜8μm、ウエットボリューム400cc/5g以上が好ましい。その他のセラミック繊維としては、シリカアルミナ繊維やシリカ繊維を挙げることができるが、何れも従来から保持材に使用されているもので構わない。また、ガラス繊維やロックウール、生体溶解性繊維を配合してもよい。
【0023】
尚、上記ウエットボリュームは、次の方法で算出される。
1)乾燥した繊維材料5gを少数点2桁以上の精度を有する秤で計量する。
2)計量した繊維材料を500gのガラスビーカーに入れる。
3)2)のガラスビーカーに温度20〜25℃の蒸留水を400cc程度入れ、攪拌機を用いて繊維材料を切断しないように慎重に攪拌し、分散させる。この分散は超音波洗浄機を使用してもよい。
4)3)のガラスビーカーの中味を1000mlのメスシリンダーに移し、目盛で1000ccまで蒸留水を加える。
5)4)のメスシリンダーの口を手等で塞ぎ、水が漏れないように注意しながら上下逆さまにして攪拌する。これを計10回繰り返す。
6)攪拌停止後、室温下で静置し、30分経過後の繊維沈降体積を目視で計測する。
7)上記操作を3サンプルについて行い、その平均値を測定値とする。
【0024】
有機バインダーも公知のもので構わず、ゴム類、水溶性有機高分子化合物、熱可塑性樹脂、熱硬化性樹脂等を使用できる。具体的には、ゴム類の例としては、n−ブチルアクリレートとアクリロニトリルの共重合体、エチルアクリレートとアクリロニトリルの共重合体、ブタジエンとアクリロニトリルの共重合体、ブタジエンゴム等がある。水溶性有機高分子化合物の例としては、カルボキシメチルセルロース、ポリビニルアルコール等がある。熱可塑性樹脂の例としては、アクリル酸、アクリル酸エステル、アクリルアミド、アクリロニトリル、メタクリル酸、メタクリル酸エステル等の単独重合体及び共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・ブタジエン・スチレン共重合体等がある。熱硬化性樹脂としては、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂等がある。なお、これらの有機バインダーは二種以上を組み合わせて使用することもできる。有機バインダーの使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜10質量部であればよい。有機バインダーが0.1質量部未満では結束力が不足し、10質量部を越えると相対的に無機繊維の量が減ってしまい、保持材として必要な保持性能及びシール性能が得られなくなることが懸念される。有機バインダーの好ましい量は0.2〜6質量部、さらに好ましい量は0.2〜4質量部である。
【0025】
また、有機バインダーとしてパルプ等の有機繊維を少量配合することも可能である。有機繊維は細く長いものほどバインド力が高く、高度にフィブリル化したセルロースやセルロースナノファイバー等が好ましい。具体的には、繊維径が0.01〜50μm、繊維長が1〜5000μmであることが好ましく、繊維径が0.02〜1μm、繊維長が10〜1000μmであることがより好ましい。
【0026】
こうしたフィブリル化した繊維の使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜5質量部である。フィブリル化した繊維が0.1質量部未満では結束力が不足し、5質量部を越える場合は相対的に無機繊維の量が減り、保持材として必要な保持性能及びシール性能が得られない。フィブリル化した繊維の好ましい量は0.1〜2.5質量部、さらに好ましい量は0.1〜1質量部である。
【0027】
また、こうしたフィブリル化した繊維と無機バインダーを併用してもよい。フィブリル化した繊維と無機バインダーの併用によれば、使用時おける有機成分の揮発が起因する上述した不具合を回避するために、フィブリル化した繊維の使用量を少なくした場合であっても、無機繊維を良好に結束でき、従来と同等の厚さを維持できる触媒コンバーター用保持材を提供することができる。こういった無機バインダーは公知のもので構わず、ガラスフリット、コロイダルシリカ、アルミナゾル、珪酸ソーダ、チタニアゾル、珪酸リチウム、モンモリロナイトといった粘土鉱物、水ガラスなどが挙げられる。なお、これらの無機バインダーは二種以上を組み合わせて使用することもできる。無機バインダーの使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜10質量部である。無機バインダーが0.1質量部未満では結束力が不足し、5質量部を越える場合は相対的に無機繊維の量が減り、保持材として必要な保持性能及びシール性能が得られない。無機バインダーの好ましい量は0.2〜6質量部、さらに好ましい量は0.2〜4質量部である。
【0028】
尚、含有する有機分は、保持材全量に対して0.3〜4.0質量%であることが好ましく、0.5〜3.0質量%であることがより好ましく、1.0〜2.5質量%であることが特に好ましい。有機分が少なくなるほど、キャニング後に熱が加えられた際に揮発ガスが少なくなるので好ましい。ここで、有機分は700℃で30分加熱した後の強熱減量率で代用できる。
【0029】
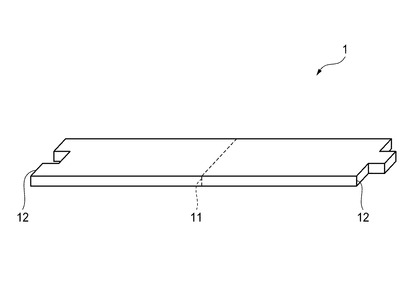
上記の保持材1、1A、1Bは、その形態には特に制限はなく、一枚のマット状(マット型保持材)であってもよく、断面形状が円形、楕円またはトラック形の筒型(筒型保持材)であってもよい。図4にマット型保持材1を示すが、一方の端部に凹部が形成され、他方の端部に凸部が形成され、凹部と凸部とが係合するように接合される。尚、凸部と凹部との接合部分が坪量最小部分となる。また、図5に、図1に示す断面が円形の筒型保持材を示す。尚、マット型保持材は、触媒担体に巻きつける作業が必要であるため、手間やコストを考慮すると筒型保持材の方が有利である。
【0030】
以下に、上記の保持材の製造方法について説明する。
【0031】
(第1の製造方法)
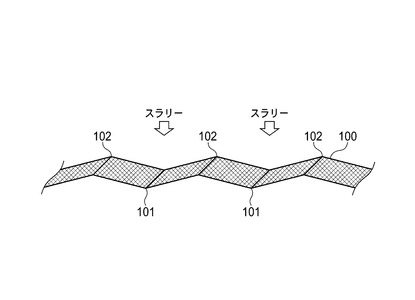
上記した断面円形の保持材1及び断面楕円の保持材1Aを製造には、図6に示すように、底部101(最も深い領域)と、頂部102(最も浅い領域)とが等間隔で現れるように折り畳んだ脱水成形型100を用い、図中上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型100の全面に保持材構成材料を付着させる。ここで、底部101から頂部102に向かって漸次浅くなる領域が形成される。また、脱水成形型100の開口率は、全面で一様である。
【0032】
尚、脱水成形型100は全体を取り囲む枠体を備えるが、ここでは枠体を省略して示す。以降の製造方法も同様である。また、脱水成形型100は、水性スラリー中の水分を透過し、無機繊維等の保持材の構成材料を型面上に残すことができればよく、例えば金網や、微細な穴を多数形成した平板等を使用することができる。ここでは、金網を例示して説明する。
【0033】
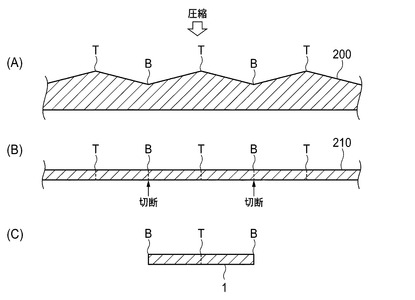
次いで、脱水成形型100を取り除くと、図7(A)に示すように、脱水成形型100の底部101に対応する頂部Tと、脱水成形型100の頂部102に対応する底部Bとが交互に連続して現れる断面形状を呈する湿潤成形体200が得られる。
【0034】
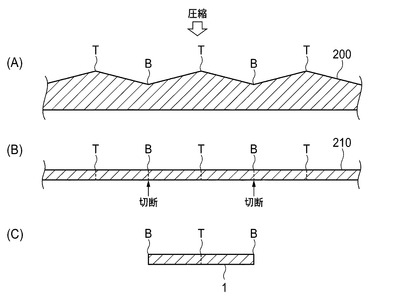
次いで、この湿潤成形体200を図中の上方から押圧して同一厚さとし、例えば100〜200℃で乾燥することにより、図7(B)に示すように、頂部Tに相当する部分の坪量が最も大きく、両端の底部Bに向かって坪量が漸減する長尺のシート210が得られる。
【0035】
次いで、図7(C)に示すように、シート210を「底部B−頂部T―底部B」を1ユニットとし、両端の底部Bに沿って切断することにより保持材1が得られる。この保持材1は、平坦なマット状であり、両端を図4に示すような凹凸形状に加工する。
【0036】
尚、本製造方法において、脱水成形型100は、図6のように底部101と頂部102とが屈曲した形状での他に、側面視で波形であってもよい。
【0037】
(第2の製造方法)
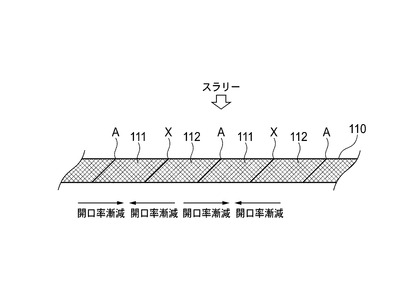
本製造方法によっても、同様の保持材1、1Aが得られる。即ち、図8に示すように、開口率が漸減する第1領域111と、開口率が漸増する第2領域112と交互に連接している平坦な脱水成形型110を用いる。脱水成形型110の第1領域111では、開口率が起点(A点)を最大として漸次小さくなっており、第1領域111に連接する第2領域112では、開口率が第1領域111との連接部(X点)が最小で漸次大きくなる。脱水成形型110は、このような開口率の増減パターンを繰り返す。そして、この脱水成形型110に、保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型110の全面に保持材構成材料を付着させる。ここで、脱水成形型100は平坦(深さは全面で一様)であることが製造上好ましいが、部分的に深さを変えることもできる。
【0038】
次いで、脱水成形型110を取り除くと、図9(A)に示すように、頂部Tと底部Bとが交互に連続して現れる断面形状を呈する湿潤成形体200が得られる。開口率が大きいほど水が多く吸引され、それに伴って無機繊維が吸い寄せられるため、A点で繊維付着量が最も多くなり、X点で繊維付着量が最も少なくなり、湿潤成形体200は図11(A)のような断面形状になる。
【0039】
次いで、第1の製造方法と同様にして、この湿潤成形体200を図中の上方から押圧して同一厚さとし、乾燥することにより、図9(B)に示すように、頂部Tに相当する部分の坪量が最も大きく、両端の底部Bに向かって坪量が漸減する長尺のシート210が得られる。
【0040】
次いで、図9(C)に示すように、シート210を「底部B−頂部T―底部B」を1ユニットとし、両端の底部Bに沿って切断することにより保持材1が得られる。この保持材1は、平坦なマット状であり、両端を図4に示すような凹凸形状に加工する。
【0041】
(第3の製造方法)
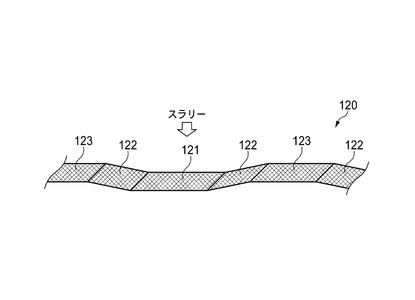
図3に示したような断面トラック形の保持材1Bを製造するには、図10に示すように、開口率が全面で一様で、平坦な底部領域121と、底部領域121の両端から徐々に上方に傾斜する傾斜領域122と、傾斜領域122の最高位置に連続する平坦な頂部領域123とが形成された脱水成形型120を用いる。底部領域121の幅はEE間距離に相当し、傾斜領域122の幅は湾曲部50の円弧長(EF間距離)に相当し、頂部領域123の幅はFF間距離に相当する。そして、図中上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型120の全面に保持材構成材料を付着させる。
【0042】
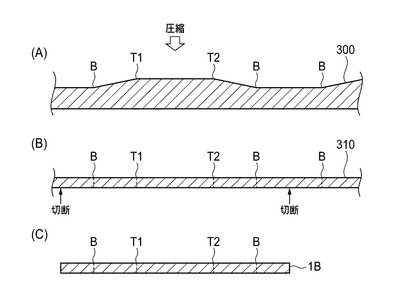
次いで、脱水成形型120を取り除くと、図11(A)に示すように、断面形状で、底部領域121に対応する(T1−T2)部分が厚く、その両端に傾斜領域122に対応して厚さが漸減する(B−T1)部分及び(T2−B)部分が連続し、更に頂部領域123に対応して最も薄い(B−B)部分が形成された湿潤成形体300が得られる。
【0043】
次いで、この湿潤成形体300を図中の上方から押圧して同一厚さとし、乾燥することにより、厚みに応じて坪量が変化したシート310が得られる。即ち、図11(B)に示すように、シート310は、湿潤成形体300の(T1−T2)部分に対応する部分で最も坪量が大きくなり、(B−T1)部分及び(T2−B)部分に対応する部分では坪量が漸減し、(B−B)部分に対応する部分で最も坪量が小さくなっている。
【0044】
次いで、図11(C)に示すように、(B−B)部分の半分の幅の位置で切断することにより保持材1Bが得られる。また、両端は図4に示したように、凹凸形状に加工される。
【0045】
(第4の製造方法)
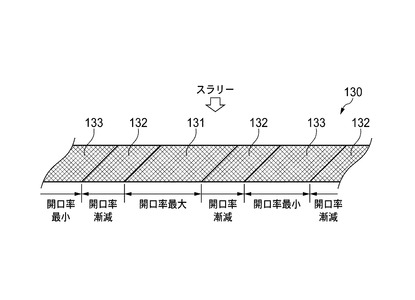
本製造方法によっても、同様の保持材1Bが得られる。即ち、図12に示すように、開口率が最大で一様な第1領域131と、開口率が第1領域から離間するのに従って漸減する第2領域132と、第2領域132に連続して開口率が最小で一様な第3領域133とが形成された平坦な脱水成形型130を用いる。そして、この脱水成形型130の上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型130の全面に保持材構成材料を付着させる。
【0046】
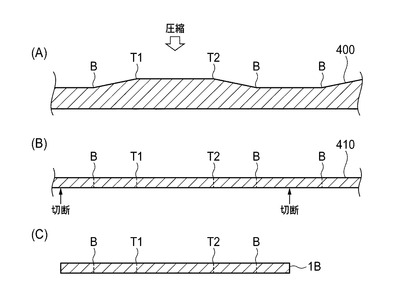
次いで、脱水成形型120を取り除くと、図13(A)に示すように、断面形状で、底部領域131に対応する(T1−T2)部分が厚く、その両端に傾斜領域132に対応して厚さが漸減する(B−T1)部分及び(T2−B)部分が連続し、更に頂部領域133に対応して最も薄い(B−B)部分が形成された湿潤成形体400が得られる。
【0047】
次いで、この湿潤成形体400を図中の上方から押圧して同一厚さとし、乾燥することにより、厚みに応じて坪量が変化したシート410が得られる。即ち、図13(B)に示すように、シート410は、湿潤成形体400の(T1−T2)部分に対応する部分で最も坪量が大きくなり、(B−T1)部分及び(T2−B)部分に対応する部分では坪量が漸減し、(B−B)部分に対応する部分で最も坪量が小さくなっている。
【0048】
次いで、図13(C)に示すように、(B−B)部分の半分の幅の位置で切断することにより保持材1Bが得られる。また、両端は図4に示したように、凹凸形状に加工される。
【0049】
(第5の製造方法)
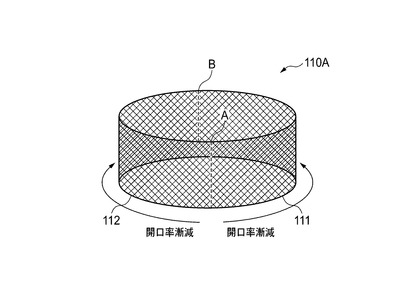
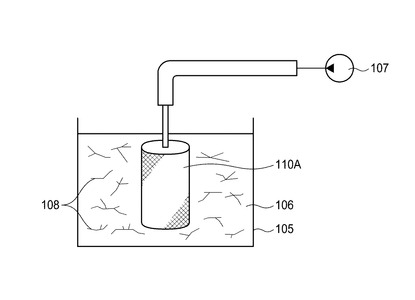
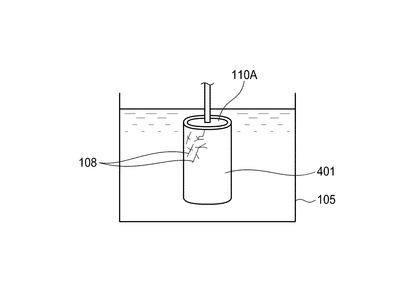
本製造方法は、図5に示す筒型保持材1を製造する方法である。図14に使用する脱水形成型110Aを示すが、図8に示した平板型の脱水成形型110の第1領域111と第2領域112とを切り出し、両端のA点同士を連結して円筒状に形成したものである。従って、連結部となるB点では開口率が最小となる。そして、図15に示すように、筒型脱水成形金型110Aを、スラリー溜め105に貯留された水性スラリー106に浸漬し、筒型脱水成形型110Aの内側から吸引ポンプ107で吸引する。これにより、図16に示すように、筒型脱水成形型110Aの表面に無機繊維108が付着して筒型湿潤成形体401が得られる。次いで、脱型した後、筒状を保持して同一厚さに圧縮し、乾燥することにより、断面円形の筒型の保持材が得られる。
【0050】
(第6の製造方法)
本製造方法は、断面トラック形の筒型保持材(断面形状については図3を参照)を製造する方法である。図17に使用する脱水成形型130Aを示すが、図12に示した平板型の脱水成形型130の「第3領域133−第2領域132−第1領域131−第2領域132−第3領域133」を切り出し、両端の第3領域133,133の半分の幅の位置で切断して連結したものである。そして、第5の製造方法と同様にしてスラリー溜めに貯留された水性スラリーに浸漬し、内側から吸引ポンプで吸引して筒型湿潤成形体が得られる。次いで、脱型した後、筒状を保持して同一厚さに圧縮し、乾燥することにより、断面トラック形の筒型の保持材が得られる。
【実施例】
【0051】
以下に実施例及び比較例を挙げて本発明を更に説明するが、本発明はこれにより何ら制限されるものではない。尚、何れも、直径100mmの断面円形の触媒担体用の保持材を作製した。
【0052】
(実施例1)
アルミナ繊維(アルミナ96質量%、シリカ4質量%)100質量部に対し、有機バインダーとしてのアクリル樹脂0.5質量部、無機バインダーとしてコロイダルシリカを3質量部、水10000質量部の水性スラリーを作製した。次いで、図6に示すような、開口率が全面で一様で、頂部と底部とが等間隔で現れるように折り畳んだ脱水成形型を用い、水性スラリーを流し込み、脱水成形して湿潤成形体を得た。なお、頂部と底部との最大差は10mmとした。そして、湿潤成形体全体を厚み方向に同一厚さになるように圧縮しながら100℃で乾燥し、図7(B)に示すような幅40mmで、脱水成形型の底部に相当する部分で坪量が最も大きく、両側に向かって坪量が漸減するシートを得た。そして、図7(C)に示すように、底部を挟む2つの頂部に沿って切断し、マット状の保持材を得た。得られた保持材の厚さはほぼ一定で平均6.7mmであり、±0.5mm以下であった。底部に相当する部分の坪量は1100g/cm2、底部に相当する部分の坪量は1000g/cm2であり、坪量比は1.1倍であった。また、保持材全量に対して、無機繊維96.6質量%、有機バインダー0.5質量%、無機バインダー2.9質量%含まれており、強熱減量率を測定したところ、有機分は0.5質量%であった。
【0053】
得られた保持材を、図1に示すように、底部に相当する部位が触媒担体の直上部分と一致するように触媒担体に巻き付けて触媒担体ユニットを得た。この触媒担体ユニットを、外径111mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作成した。
【0054】
(実施例2)
無機繊維としてのアルミナ繊維(アルミナ80質量%、シリカ20質量%)100質量部に対し、有機バインダーとしてのアクリル樹脂0.5質量部、無機バインダーとしてコロイダルシリカを3質量部、水10000質量部の水性スラリーを作製した。次いで、図8に示すような、開口率が50%から75%に連続的に変化する平坦な脱水成形型を用い、水性スラリーを流し込み、脱水成形して湿潤成形体を得た。そして、湿潤成形体全体を厚み方向に同一厚さになるように圧縮しながら100℃で乾燥し、図9(B)に示すような幅40mmで、開口率が最も大きくなる部分で坪量が最も大きく、両側に向かって坪量が漸減するシートを得た。そして、図9(C)に示すように、頂部を挟む2つの底部に沿って切断し、マット状の保持材を得た。得られた保持材の厚さはほぼ一定で平均6.7mmであり、±0.5mm以下であった。頂部に相当する部分の坪量は1100g/cm2、底部に相当する部分の坪量は1000g/cm2であり、坪量比は1.1倍であった。また、保持材全量に対して、無機繊維96.6質量%、有機バインダー0.5質量%、無機バインダー2.9質量%含まれており、強熱減量率を測定したところ、有機分は0.5質量%であった。
【0055】
得られた保持材を、図1に示すように、底部に相当する部位が触媒担体の直上部分と一致するように触媒担体に巻き付けて触媒担体ユニットを得た。この触媒担体ユニットを、外径111mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作成した。
【0056】
(比較例1)
実施例1と同様の水性スラリーを平坦な脱水成形型に流し込み、脱水成形、圧縮及び乾燥して、厚さ6.7mmで、坪量が1000g/m2で一様の保持材を得た。
【0057】
得られた保持材を触媒担体に巻き付けて触媒担体ユニットを得た。そして、外短径91mm、外長径131mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作製した。
【0058】
(保持力評価)
実施例1、2及び比較例1の触媒コンバーターについて、実施例1,2では保持材の坪量が最も大きい部分が真下に位置するように触媒コンバーターを置いた状態で加熱加振機に装着し、保持材の保持力を評価した。尚、比較例1では保持材全体で坪量が一様であるため、配置を考慮することなく触媒コンバーターを加熱加振機に装着した。評価条件は以下の通りであり、結果を表1に示した。
・試験温度:900℃
・加速度:60G
【0059】
【表1】

【0060】
以上の結果から、本発明に従う実施例1、2の保持材は全周方向から均一な力で担体を保持できることがわかる。
【符号の説明】
【0061】
1、1A、1B 保持材
10、10A、10B 触媒担体
20 ケーシング
30 低摩擦シート
100、110、120、130 平板型脱水成形型
110A、130A 筒型脱水成形型
200、300 湿潤成形体
【技術分野】
【0001】
本発明は、ガソリンエンジン、ディーゼルエンジン等の内燃機関から排出される排気ガス中に含まれるパティキュレートや一酸化炭素、炭化水素、窒素酸化物等を除去する触媒コンバーターに用いられる触媒担体を金属製ケーシング内に保持するための触媒コンバーター用保持材及びその製造方法に関する。
【背景技術】
【0002】
触媒コンバーター用保持材(以下、「保持材」ともいう)は、無機繊維と有機バインダーとを含有する水性スラリーを所定形状の脱水成形型を用いて湿式成形し、熱プレスして得られる。そして、触媒担体に装着した状態で金属製のケーシングに組み込まれ(以下、「キャニング」ともいう)、キャニング後に加えられた熱により、保持材に含まれる有機バインダーが焼失し、有機バインダーにより圧縮状態で拘束されていた無機繊維が厚み方向に膨張することにより、触媒担体とケーシングとの隙間をシールするとともに、触媒担体を保持する。
【0003】
また、図18に示すように、重力の影響により触媒担体10の重量が下方に作用するため、通常、保持材1に加わる力は触媒担体10の直下部分Gで最大となる。このため触媒担体10の坪量は、触媒担体10の直下部分Gを保持するのに必要な値で全体が一様に設定されている。そのため、保持材1の他の部分、特に触媒担体10の重量が全く加わらない直上部分Uと接する部分では必要以上の坪量となっており、無機繊維をはじめとする保持材構成材料を必要以上に使用している。
【0004】
尚、保持材は多種多様であり、特許出願も数多くされており、適当な従来技術を挙げることができない。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、このような状況に鑑みてなされたものであり、触媒担体の保持能力を確保しつつ、不要な保持材構成材料を削減して安価な触媒コンバーター用保持材を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は下記に示す触媒コンバーター用保持材及びその製造方法を提供する。
(1)触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、
触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
(2)最も深い領域を起点として漸次浅くなる脱水成形型に無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程と備えることを特徴とする触媒コンバーター用保持材の製造方法。
(3)開口率が最も大きい領域を起点として開口率が漸減する脱水成形型に、無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程とを備えることを特徴とする触媒コンバーター用保持材の製造方法。
【発明の効果】
【0007】
本発明の保持材は、触媒担体の重量が最も加わる触媒担体の直下部分の坪量が最も大きく、上方に向かうのに従い漸減して触媒担体の直上部分で最小となるため、保持能力を良好に確保しつつ、保持材構成材料を削減することができ安価になる。
【図面の簡単な説明】
【0008】
【図1】本発明に係る断面円形の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図2】本発明に係る断面楕円の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図3】本発明に係る断面トラック形の触媒担体用保持材を、触媒担体の断面形状に沿って示す図である。
【図4】マット型保持材を示す斜視図である。
【図5】筒型保持材を示す斜視図である。
【図6】本発明の第1の製造方法に使用される脱水成形型を示す模式図である。
【図7】(A)は第1の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図8】本発明の第2の製造方法に使用される脱水成形型を示す模式図である。
【図9】(A)は第2の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図10】本発明の第3の製造方法に使用される脱水成形型を示す斜視図である。
【図11】(A)は第3の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図12】本発明の第4の製造方法に使用される脱水成形型を示す斜視図である。
【図13】(A)は第4の製造方法により得られた湿潤成形体を示す断面図であり、(B)は圧縮・乾燥後に得られるシートを示す断面図であり、(C)はシートを切断して得られるマット状の保持材を示す断面図である。
【図14】本発明の第5の製造方法に使用される脱水成形型を示す斜視図である。
【図15】第5の製造方法を説明するための模式図である。
【図16】図15に示す方法により得られた筒型湿潤成形体を示す模式図である。
【図17】本発明の第6の製造方法に使用される脱水成形型を示す斜視図である。
【図18】従来の触媒コンバーター用保持材を、触媒担体の断面形状に沿って示す図である。
【発明を実施するための形態】
【0009】
以下、本発明に関して詳細に説明する。
【0010】
(保持材)
図1に断面図で示すように、保持材1は、触媒担体10の重量が最も加わる触媒担体1の直下部分Gと接する部分が、その厚み方向(符号11で示す部分;以下「坪量最大部分」ともいう)に沿って坪量が最も大きく、そこから直上部分Uと接する部分に向かって坪量が漸減し、直上部分Uで、その厚み方向(符号12で示す部分)に沿って坪量が最も小さくなる(以下「坪量最小部分」ともいう)ように設定されている。
【0011】
ここで、坪量とは単位面積あたりの繊維質量のことをいう。本発明の保持材においては、発明の効果を発揮できれば、その範囲は特に制限はなく、450〜4500g/m2であればよい。より具体的には、その範囲は触媒担体10とケーシング20との隙間(以下、「ギャップ」ともいう)の大きさにより異なり、例えば、ギャップが2〜6mmの場合には450〜1800g/m2、6〜10mmの場合には1800〜3600g/m2、8〜12mmの場合には2250〜4500g/m2であればよい。ケーシング20は、触媒担体10と相似形であり、ここでは断面が円形を呈する。
【0012】
坪量最大部分の坪量と、坪量最小部分の坪量との比は、本発明の効果を得られるのであれば特に制限はないが、1.05〜2.0倍であればよく、1.1〜1.8倍であることが好ましく、1.1〜1.6倍であればより好ましい。ケーシング20の触媒担体10とのギャップ差のばらつきは、ケーシング20の寸法精度、残留応力、加熱温度などに左右されるが、一般的には1.5倍以下である。そのため、前記の坪量比にすることにより、このようなギャップ差があっても触媒担体10の全周にわたり一様にシールすることができるようになる。
【0013】
保持材1は、保持力や断熱性能、シール性能等を考慮すると、厚さが一定であることが好ましい。具体的には、厚さは5〜30mmであればよく、6〜12mmであることが好ましい。また、厚さの変動は±15%以下であることが好ましく、より好ましくは±10%以下、さらに好ましくは±5%以下である。
【0014】
ケーシング20は、図示の例では上下2分割されているが、一体型のケーシングを用いてスタッフィング方式で保持材1をキャニングすることもでき、保持材1の厚さを一定にすることによりキャニングの生産性を向上させることが期待できる。
【0015】
また、保持材1の外周全面に、摩擦係数0.1〜0.3の低摩擦シート30が積層されてもよい。それにより、一体型のケーシングにキャニングする際の摩擦抵抗が小さくなり、キャニング作業が容易になる。
【0016】
尚、触媒担体10は、図示のような断面円形の他、断面形状が楕円やトラック形のような扁平であってもよい。
【0017】
図2は、断面楕円の触媒担体10Aを保持する保持材1Aを示す断面図であるが、触媒担体10Aの重量は、楕円と短径Hとが交差する下側の点Gにおいて最大となるため、その厚さ11に沿った部分が坪量最大部分となり、触媒担体10Aの楕円と短径Hとが交差する上側の点Uと接する部分が、その厚さ12に沿って坪量最小部分となる。また、坪量最大部分から坪量最小部分に向かって、坪量が漸減している。尚、図中の符号20Aはケーシングである。
【0018】
尚、低摩擦シート30を積層する場合は、保持材1Aの外周全面であってもよいが、触媒担体10Aの楕円と長径Lとが交差する点D,Dと接する部分の外周面のみに設けてもよい。触媒担体10Aに保持材1Aを装着したときに、点D,Dと接する部分の近傍は曲率半径が小さくなることから、この部分が外側(ケーシング側)に引っ張られて保持材1Aの外表面に割れやしわが発生する不具合を回避することができる。こうした保持材1の外表面の割れやしわは、キャニングするときの妨げになるため好ましくない。
【0019】
図3は、断面トラック形の触媒担体10Bを保持する保持材1Bを示す断面図であるが、触媒担体10Bの重量は、下側の平面部分10aと接する部分40の全体が一様に最大となるため、この部分40を坪量最大部分とする。また、上側の平面部分10bと接する部分41が坪量最小部分となる。更に、触媒担体10Bの湾曲部10cと接する部分50では、坪量が、部分40の端部E,Eから部分41の端部F、Fに向かって漸減している。尚、図中の符号20Bはケーシングであり、部分50の外周面に低摩擦シート(図示せず)を積層してもよい。
【0020】
触媒担体は、その他にも、図示は省略するが、触媒担体円を、直交する2つの直径側から押しつぶしたような扁平断面形状、あるいは楕円の曲率が各部で異なる断面形状であってもよい。
【0021】
上記において、保持材1、1A、1Bの構成材料には制限がなく、無機繊維や有機バインダーを含んでいればよい。また、必要に応じて、従来から使用されている、充填材や無機バインダー等を含んでいてもよい、これらの種類には制限はないが、以下に好ましい例を示す。
【0022】
無機繊維としては、従来から保持材に用いられている種々の無機繊維を用いることができる。例えば、アルミナ繊維、ムライト繊維、あるいはその他のセラミック繊維等を適宜使用できる。より具体的には、アルミナ繊維としては、例えばAl2O3が90重量%以上(残りはSiO2分)であって、かつX線結晶学に基いて低結晶化度を有することが好ましく、結晶化度は30%以下であればよく、好ましくは15%以下、さらに好ましくは10%以下である。また、その平均繊維径が3〜8μm、ウエットボリューム400cc/5g以上が好ましい。ムライト繊維としては、例えばAl2O3分/SiO2分重量比が70/30〜80/20程度のムライト組成であって、かつX線結晶学に基いて低結晶化度を有することが好ましく、結晶化度は30%以下であればよく、好ましくは15%以下、さらに好ましくは10%以下である。また、その平均繊維径が3〜8μm、ウエットボリューム400cc/5g以上が好ましい。その他のセラミック繊維としては、シリカアルミナ繊維やシリカ繊維を挙げることができるが、何れも従来から保持材に使用されているもので構わない。また、ガラス繊維やロックウール、生体溶解性繊維を配合してもよい。
【0023】
尚、上記ウエットボリュームは、次の方法で算出される。
1)乾燥した繊維材料5gを少数点2桁以上の精度を有する秤で計量する。
2)計量した繊維材料を500gのガラスビーカーに入れる。
3)2)のガラスビーカーに温度20〜25℃の蒸留水を400cc程度入れ、攪拌機を用いて繊維材料を切断しないように慎重に攪拌し、分散させる。この分散は超音波洗浄機を使用してもよい。
4)3)のガラスビーカーの中味を1000mlのメスシリンダーに移し、目盛で1000ccまで蒸留水を加える。
5)4)のメスシリンダーの口を手等で塞ぎ、水が漏れないように注意しながら上下逆さまにして攪拌する。これを計10回繰り返す。
6)攪拌停止後、室温下で静置し、30分経過後の繊維沈降体積を目視で計測する。
7)上記操作を3サンプルについて行い、その平均値を測定値とする。
【0024】
有機バインダーも公知のもので構わず、ゴム類、水溶性有機高分子化合物、熱可塑性樹脂、熱硬化性樹脂等を使用できる。具体的には、ゴム類の例としては、n−ブチルアクリレートとアクリロニトリルの共重合体、エチルアクリレートとアクリロニトリルの共重合体、ブタジエンとアクリロニトリルの共重合体、ブタジエンゴム等がある。水溶性有機高分子化合物の例としては、カルボキシメチルセルロース、ポリビニルアルコール等がある。熱可塑性樹脂の例としては、アクリル酸、アクリル酸エステル、アクリルアミド、アクリロニトリル、メタクリル酸、メタクリル酸エステル等の単独重合体及び共重合体、アクリロニトリル・スチレン共重合体、アクリロニトリル・ブタジエン・スチレン共重合体等がある。熱硬化性樹脂としては、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂等がある。なお、これらの有機バインダーは二種以上を組み合わせて使用することもできる。有機バインダーの使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜10質量部であればよい。有機バインダーが0.1質量部未満では結束力が不足し、10質量部を越えると相対的に無機繊維の量が減ってしまい、保持材として必要な保持性能及びシール性能が得られなくなることが懸念される。有機バインダーの好ましい量は0.2〜6質量部、さらに好ましい量は0.2〜4質量部である。
【0025】
また、有機バインダーとしてパルプ等の有機繊維を少量配合することも可能である。有機繊維は細く長いものほどバインド力が高く、高度にフィブリル化したセルロースやセルロースナノファイバー等が好ましい。具体的には、繊維径が0.01〜50μm、繊維長が1〜5000μmであることが好ましく、繊維径が0.02〜1μm、繊維長が10〜1000μmであることがより好ましい。
【0026】
こうしたフィブリル化した繊維の使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜5質量部である。フィブリル化した繊維が0.1質量部未満では結束力が不足し、5質量部を越える場合は相対的に無機繊維の量が減り、保持材として必要な保持性能及びシール性能が得られない。フィブリル化した繊維の好ましい量は0.1〜2.5質量部、さらに好ましい量は0.1〜1質量部である。
【0027】
また、こうしたフィブリル化した繊維と無機バインダーを併用してもよい。フィブリル化した繊維と無機バインダーの併用によれば、使用時おける有機成分の揮発が起因する上述した不具合を回避するために、フィブリル化した繊維の使用量を少なくした場合であっても、無機繊維を良好に結束でき、従来と同等の厚さを維持できる触媒コンバーター用保持材を提供することができる。こういった無機バインダーは公知のもので構わず、ガラスフリット、コロイダルシリカ、アルミナゾル、珪酸ソーダ、チタニアゾル、珪酸リチウム、モンモリロナイトといった粘土鉱物、水ガラスなどが挙げられる。なお、これらの無機バインダーは二種以上を組み合わせて使用することもできる。無機バインダーの使用量は、無機繊維を結束し得る量であれば制限はないが、無機繊維100質量部に対して0.1〜10質量部である。無機バインダーが0.1質量部未満では結束力が不足し、5質量部を越える場合は相対的に無機繊維の量が減り、保持材として必要な保持性能及びシール性能が得られない。無機バインダーの好ましい量は0.2〜6質量部、さらに好ましい量は0.2〜4質量部である。
【0028】
尚、含有する有機分は、保持材全量に対して0.3〜4.0質量%であることが好ましく、0.5〜3.0質量%であることがより好ましく、1.0〜2.5質量%であることが特に好ましい。有機分が少なくなるほど、キャニング後に熱が加えられた際に揮発ガスが少なくなるので好ましい。ここで、有機分は700℃で30分加熱した後の強熱減量率で代用できる。
【0029】
上記の保持材1、1A、1Bは、その形態には特に制限はなく、一枚のマット状(マット型保持材)であってもよく、断面形状が円形、楕円またはトラック形の筒型(筒型保持材)であってもよい。図4にマット型保持材1を示すが、一方の端部に凹部が形成され、他方の端部に凸部が形成され、凹部と凸部とが係合するように接合される。尚、凸部と凹部との接合部分が坪量最小部分となる。また、図5に、図1に示す断面が円形の筒型保持材を示す。尚、マット型保持材は、触媒担体に巻きつける作業が必要であるため、手間やコストを考慮すると筒型保持材の方が有利である。
【0030】
以下に、上記の保持材の製造方法について説明する。
【0031】
(第1の製造方法)
上記した断面円形の保持材1及び断面楕円の保持材1Aを製造には、図6に示すように、底部101(最も深い領域)と、頂部102(最も浅い領域)とが等間隔で現れるように折り畳んだ脱水成形型100を用い、図中上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型100の全面に保持材構成材料を付着させる。ここで、底部101から頂部102に向かって漸次浅くなる領域が形成される。また、脱水成形型100の開口率は、全面で一様である。
【0032】
尚、脱水成形型100は全体を取り囲む枠体を備えるが、ここでは枠体を省略して示す。以降の製造方法も同様である。また、脱水成形型100は、水性スラリー中の水分を透過し、無機繊維等の保持材の構成材料を型面上に残すことができればよく、例えば金網や、微細な穴を多数形成した平板等を使用することができる。ここでは、金網を例示して説明する。
【0033】
次いで、脱水成形型100を取り除くと、図7(A)に示すように、脱水成形型100の底部101に対応する頂部Tと、脱水成形型100の頂部102に対応する底部Bとが交互に連続して現れる断面形状を呈する湿潤成形体200が得られる。
【0034】
次いで、この湿潤成形体200を図中の上方から押圧して同一厚さとし、例えば100〜200℃で乾燥することにより、図7(B)に示すように、頂部Tに相当する部分の坪量が最も大きく、両端の底部Bに向かって坪量が漸減する長尺のシート210が得られる。
【0035】
次いで、図7(C)に示すように、シート210を「底部B−頂部T―底部B」を1ユニットとし、両端の底部Bに沿って切断することにより保持材1が得られる。この保持材1は、平坦なマット状であり、両端を図4に示すような凹凸形状に加工する。
【0036】
尚、本製造方法において、脱水成形型100は、図6のように底部101と頂部102とが屈曲した形状での他に、側面視で波形であってもよい。
【0037】
(第2の製造方法)
本製造方法によっても、同様の保持材1、1Aが得られる。即ち、図8に示すように、開口率が漸減する第1領域111と、開口率が漸増する第2領域112と交互に連接している平坦な脱水成形型110を用いる。脱水成形型110の第1領域111では、開口率が起点(A点)を最大として漸次小さくなっており、第1領域111に連接する第2領域112では、開口率が第1領域111との連接部(X点)が最小で漸次大きくなる。脱水成形型110は、このような開口率の増減パターンを繰り返す。そして、この脱水成形型110に、保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型110の全面に保持材構成材料を付着させる。ここで、脱水成形型100は平坦(深さは全面で一様)であることが製造上好ましいが、部分的に深さを変えることもできる。
【0038】
次いで、脱水成形型110を取り除くと、図9(A)に示すように、頂部Tと底部Bとが交互に連続して現れる断面形状を呈する湿潤成形体200が得られる。開口率が大きいほど水が多く吸引され、それに伴って無機繊維が吸い寄せられるため、A点で繊維付着量が最も多くなり、X点で繊維付着量が最も少なくなり、湿潤成形体200は図11(A)のような断面形状になる。
【0039】
次いで、第1の製造方法と同様にして、この湿潤成形体200を図中の上方から押圧して同一厚さとし、乾燥することにより、図9(B)に示すように、頂部Tに相当する部分の坪量が最も大きく、両端の底部Bに向かって坪量が漸減する長尺のシート210が得られる。
【0040】
次いで、図9(C)に示すように、シート210を「底部B−頂部T―底部B」を1ユニットとし、両端の底部Bに沿って切断することにより保持材1が得られる。この保持材1は、平坦なマット状であり、両端を図4に示すような凹凸形状に加工する。
【0041】
(第3の製造方法)
図3に示したような断面トラック形の保持材1Bを製造するには、図10に示すように、開口率が全面で一様で、平坦な底部領域121と、底部領域121の両端から徐々に上方に傾斜する傾斜領域122と、傾斜領域122の最高位置に連続する平坦な頂部領域123とが形成された脱水成形型120を用いる。底部領域121の幅はEE間距離に相当し、傾斜領域122の幅は湾曲部50の円弧長(EF間距離)に相当し、頂部領域123の幅はFF間距離に相当する。そして、図中上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型120の全面に保持材構成材料を付着させる。
【0042】
次いで、脱水成形型120を取り除くと、図11(A)に示すように、断面形状で、底部領域121に対応する(T1−T2)部分が厚く、その両端に傾斜領域122に対応して厚さが漸減する(B−T1)部分及び(T2−B)部分が連続し、更に頂部領域123に対応して最も薄い(B−B)部分が形成された湿潤成形体300が得られる。
【0043】
次いで、この湿潤成形体300を図中の上方から押圧して同一厚さとし、乾燥することにより、厚みに応じて坪量が変化したシート310が得られる。即ち、図11(B)に示すように、シート310は、湿潤成形体300の(T1−T2)部分に対応する部分で最も坪量が大きくなり、(B−T1)部分及び(T2−B)部分に対応する部分では坪量が漸減し、(B−B)部分に対応する部分で最も坪量が小さくなっている。
【0044】
次いで、図11(C)に示すように、(B−B)部分の半分の幅の位置で切断することにより保持材1Bが得られる。また、両端は図4に示したように、凹凸形状に加工される。
【0045】
(第4の製造方法)
本製造方法によっても、同様の保持材1Bが得られる。即ち、図12に示すように、開口率が最大で一様な第1領域131と、開口率が第1領域から離間するのに従って漸減する第2領域132と、第2領域132に連続して開口率が最小で一様な第3領域133とが形成された平坦な脱水成形型130を用いる。そして、この脱水成形型130の上方から保持材構成材料を含有する水性スラリーを流し込み、脱水成形により脱水成形型130の全面に保持材構成材料を付着させる。
【0046】
次いで、脱水成形型120を取り除くと、図13(A)に示すように、断面形状で、底部領域131に対応する(T1−T2)部分が厚く、その両端に傾斜領域132に対応して厚さが漸減する(B−T1)部分及び(T2−B)部分が連続し、更に頂部領域133に対応して最も薄い(B−B)部分が形成された湿潤成形体400が得られる。
【0047】
次いで、この湿潤成形体400を図中の上方から押圧して同一厚さとし、乾燥することにより、厚みに応じて坪量が変化したシート410が得られる。即ち、図13(B)に示すように、シート410は、湿潤成形体400の(T1−T2)部分に対応する部分で最も坪量が大きくなり、(B−T1)部分及び(T2−B)部分に対応する部分では坪量が漸減し、(B−B)部分に対応する部分で最も坪量が小さくなっている。
【0048】
次いで、図13(C)に示すように、(B−B)部分の半分の幅の位置で切断することにより保持材1Bが得られる。また、両端は図4に示したように、凹凸形状に加工される。
【0049】
(第5の製造方法)
本製造方法は、図5に示す筒型保持材1を製造する方法である。図14に使用する脱水形成型110Aを示すが、図8に示した平板型の脱水成形型110の第1領域111と第2領域112とを切り出し、両端のA点同士を連結して円筒状に形成したものである。従って、連結部となるB点では開口率が最小となる。そして、図15に示すように、筒型脱水成形金型110Aを、スラリー溜め105に貯留された水性スラリー106に浸漬し、筒型脱水成形型110Aの内側から吸引ポンプ107で吸引する。これにより、図16に示すように、筒型脱水成形型110Aの表面に無機繊維108が付着して筒型湿潤成形体401が得られる。次いで、脱型した後、筒状を保持して同一厚さに圧縮し、乾燥することにより、断面円形の筒型の保持材が得られる。
【0050】
(第6の製造方法)
本製造方法は、断面トラック形の筒型保持材(断面形状については図3を参照)を製造する方法である。図17に使用する脱水成形型130Aを示すが、図12に示した平板型の脱水成形型130の「第3領域133−第2領域132−第1領域131−第2領域132−第3領域133」を切り出し、両端の第3領域133,133の半分の幅の位置で切断して連結したものである。そして、第5の製造方法と同様にしてスラリー溜めに貯留された水性スラリーに浸漬し、内側から吸引ポンプで吸引して筒型湿潤成形体が得られる。次いで、脱型した後、筒状を保持して同一厚さに圧縮し、乾燥することにより、断面トラック形の筒型の保持材が得られる。
【実施例】
【0051】
以下に実施例及び比較例を挙げて本発明を更に説明するが、本発明はこれにより何ら制限されるものではない。尚、何れも、直径100mmの断面円形の触媒担体用の保持材を作製した。
【0052】
(実施例1)
アルミナ繊維(アルミナ96質量%、シリカ4質量%)100質量部に対し、有機バインダーとしてのアクリル樹脂0.5質量部、無機バインダーとしてコロイダルシリカを3質量部、水10000質量部の水性スラリーを作製した。次いで、図6に示すような、開口率が全面で一様で、頂部と底部とが等間隔で現れるように折り畳んだ脱水成形型を用い、水性スラリーを流し込み、脱水成形して湿潤成形体を得た。なお、頂部と底部との最大差は10mmとした。そして、湿潤成形体全体を厚み方向に同一厚さになるように圧縮しながら100℃で乾燥し、図7(B)に示すような幅40mmで、脱水成形型の底部に相当する部分で坪量が最も大きく、両側に向かって坪量が漸減するシートを得た。そして、図7(C)に示すように、底部を挟む2つの頂部に沿って切断し、マット状の保持材を得た。得られた保持材の厚さはほぼ一定で平均6.7mmであり、±0.5mm以下であった。底部に相当する部分の坪量は1100g/cm2、底部に相当する部分の坪量は1000g/cm2であり、坪量比は1.1倍であった。また、保持材全量に対して、無機繊維96.6質量%、有機バインダー0.5質量%、無機バインダー2.9質量%含まれており、強熱減量率を測定したところ、有機分は0.5質量%であった。
【0053】
得られた保持材を、図1に示すように、底部に相当する部位が触媒担体の直上部分と一致するように触媒担体に巻き付けて触媒担体ユニットを得た。この触媒担体ユニットを、外径111mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作成した。
【0054】
(実施例2)
無機繊維としてのアルミナ繊維(アルミナ80質量%、シリカ20質量%)100質量部に対し、有機バインダーとしてのアクリル樹脂0.5質量部、無機バインダーとしてコロイダルシリカを3質量部、水10000質量部の水性スラリーを作製した。次いで、図8に示すような、開口率が50%から75%に連続的に変化する平坦な脱水成形型を用い、水性スラリーを流し込み、脱水成形して湿潤成形体を得た。そして、湿潤成形体全体を厚み方向に同一厚さになるように圧縮しながら100℃で乾燥し、図9(B)に示すような幅40mmで、開口率が最も大きくなる部分で坪量が最も大きく、両側に向かって坪量が漸減するシートを得た。そして、図9(C)に示すように、頂部を挟む2つの底部に沿って切断し、マット状の保持材を得た。得られた保持材の厚さはほぼ一定で平均6.7mmであり、±0.5mm以下であった。頂部に相当する部分の坪量は1100g/cm2、底部に相当する部分の坪量は1000g/cm2であり、坪量比は1.1倍であった。また、保持材全量に対して、無機繊維96.6質量%、有機バインダー0.5質量%、無機バインダー2.9質量%含まれており、強熱減量率を測定したところ、有機分は0.5質量%であった。
【0055】
得られた保持材を、図1に示すように、底部に相当する部位が触媒担体の直上部分と一致するように触媒担体に巻き付けて触媒担体ユニットを得た。この触媒担体ユニットを、外径111mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作成した。
【0056】
(比較例1)
実施例1と同様の水性スラリーを平坦な脱水成形型に流し込み、脱水成形、圧縮及び乾燥して、厚さ6.7mmで、坪量が1000g/m2で一様の保持材を得た。
【0057】
得られた保持材を触媒担体に巻き付けて触媒担体ユニットを得た。そして、外短径91mm、外長径131mm、肉厚1.5mm(ギャップ4.0mm)の楕円型筒状のSUS製ケーシングに圧入して触媒コンバーターを作製した。
【0058】
(保持力評価)
実施例1、2及び比較例1の触媒コンバーターについて、実施例1,2では保持材の坪量が最も大きい部分が真下に位置するように触媒コンバーターを置いた状態で加熱加振機に装着し、保持材の保持力を評価した。尚、比較例1では保持材全体で坪量が一様であるため、配置を考慮することなく触媒コンバーターを加熱加振機に装着した。評価条件は以下の通りであり、結果を表1に示した。
・試験温度:900℃
・加速度:60G
【0059】
【表1】
【0060】
以上の結果から、本発明に従う実施例1、2の保持材は全周方向から均一な力で担体を保持できることがわかる。
【符号の説明】
【0061】
1、1A、1B 保持材
10、10A、10B 触媒担体
20 ケーシング
30 低摩擦シート
100、110、120、130 平板型脱水成形型
110A、130A 筒型脱水成形型
200、300 湿潤成形体
【特許請求の範囲】
【請求項1】
触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、
触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
【請求項2】
最も深い領域を起点として漸次浅くなる脱水成形型に無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程と備えることを特徴とする触媒コンバーター用保持材の製造方法。
【請求項3】
開口率が最も大きい領域を起点として開口率が漸減する脱水成形型に、無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程とを備えることを特徴とする触媒コンバーター用保持材の製造方法。
【請求項1】
触媒担体と、触媒担体を収容する金属製ケーシングと、触媒担体に装着されて触媒担体と金属製ケーシングとの間隙に介装される保持材とを備えた触媒コンバーターに用いられる保持材であって、
触媒担体に装着したときに該触媒担体の重量が最も加わる部分の坪量が最大で、前記部分から離間するのに伴って坪量が漸減することを特徴とする触媒コンバーター用保持材。
【請求項2】
最も深い領域を起点として漸次浅くなる脱水成形型に無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程と備えることを特徴とする触媒コンバーター用保持材の製造方法。
【請求項3】
開口率が最も大きい領域を起点として開口率が漸減する脱水成形型に、無機繊維を含有する水性スラリーを流し込む工程と、水性スラリーを脱水成形して湿潤成形体を得る工程と、湿潤成形体全体を厚さ方向に圧縮しながら乾燥する工程とを備えることを特徴とする触媒コンバーター用保持材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】

【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2011−208519(P2011−208519A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−75021(P2010−75021)
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000110804)ニチアス株式会社 (432)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000110804)ニチアス株式会社 (432)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]