
触媒コンバータ及びその製造方法
【課題】触媒坦体を直列配置で収容するタンデム型の触媒コンバータで、縮径部の平坦面の所要平面度を確実に確保することができる触媒コンバータ及びその製造方法を提供する。
【解決手段】円筒状のケーシング2内に触媒坦体3を直列配置で収容し、ケーシング2の触媒坦体3・3間に対応する位置に、センサーの取付座となる平坦面232を有する縮径部23を形成するタンデム型の触媒コンバータ1であり、ケーシング2の触媒坦体3・3間に対応する位置をスピニング加工を施して縮径し、前記縮径された部分にプレス加工を施して平坦面232を有する縮径部23を形成する。
【解決手段】円筒状のケーシング2内に触媒坦体3を直列配置で収容し、ケーシング2の触媒坦体3・3間に対応する位置に、センサーの取付座となる平坦面232を有する縮径部23を形成するタンデム型の触媒コンバータ1であり、ケーシング2の触媒坦体3・3間に対応する位置をスピニング加工を施して縮径し、前記縮径された部分にプレス加工を施して平坦面232を有する縮径部23を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状のケーシング内に触媒坦体を直列配置で収容するタンデム型の触媒コンバータ及びその製造方法に関する。
【背景技術】
【0002】
円筒状のケーシング内に触媒坦体を直列配置で収容するタンデム型の触媒コンバータとして、ケーシングの触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するものが知られている。前記触媒コンバータは、触媒坦体が収容される収容部の径に対応する円筒材を用い、円筒材を内型に装着して複数の割型を内型側に移動して円筒材をプレス加工することにより、取付座となる平坦面を有する縮径部を形成し、縮径部の両側に位置する収容部に触媒坦体を収容し、円筒材の両端にコーン部を有する案内部材を溶接して製造される(特許文献1参照)。
【0003】
【特許文献1】特開2004−92461号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記触媒コンバータは、内型と複数の割型のプレス加工により縮径部の平坦面と曲面を形成するものであるが、プレス加工時に円筒材の肉厚が加工部分に集中するため、高い平面度の平坦面を得るためには、例えば縮径部の平坦面と曲面との周長差を補うための凹溝或いは凸条を形成しながら加工することが必要となる。しかしんがら、前記凹溝或いは前記凸条を設けても、円筒材の径によっては平坦面に十分な平面度が得られない場合があり、斯様な場合にはセンサーの取付具と平坦面とをプロジェクション溶接等で取り付けることができなくなる。
【0005】
また、特許文献1の如く多数の割型でプレス加工を施す場合、縮径部の径が異なる多品種の触媒コンバータを製造するに際して、各径に対応する多数の割型を準備し、且つ変更する必要があるため、製造コストが高価になると共に、製造に要する労力も大きくなる。
【0006】
本発明は上記課題に鑑み提案するものであって、触媒坦体を直列配置で収容するタンデム型の触媒コンバータで、縮径部の平坦面の所要平面度を確実に確保することができる触媒コンバータ及びその製造方法を提供することを目的とする。また、本発明の他の目的は、製造コストの低減と、製造に要する労力の低減を図ることができる触媒コンバータ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の触媒コンバータは、略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータであって、前記平坦面を有する縮径部を、スピニング加工で縮径した部分にプレス加工を施して形成していることを特徴とする。
【0008】
また、本発明の触媒コンバータは、前記縮径部の平坦面から前記縮径部の曲面に滑らかに移行する構成とすることを特徴とする。
【0009】
また、本発明の触媒コンバータは、前記縮径部の内周面を、前記触媒坦体の外周に設けられて前記触媒坦体を保持する保持材よりも内側に配置することを特徴とする。
【0010】
また、本発明の触媒コンバータの製造方法は、略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータの製造方法であって、前記ケーシングとなる円筒材の前記触媒坦体間に対応する位置をスピニング加工を施して縮径する第1の工程と、前記第1の工程で縮径された部分にプレス加工を施して前記平坦面を有する縮径部を形成する第2の工程とを備えることを特徴とする。
【0011】
また、本発明の触媒コンバータの製造方法は、前記第2の工程に於いて、前記第1の工程で縮径された縮径部分の曲面の径を維持しつつ前記平坦面を形成することを特徴とする。
【0012】
また、本発明の触媒コンバータの製造方法は、前記第2の工程の後に、前記縮径部の平坦面に取付孔を形成し、前記取付孔にセンサーの取付具を挿入して前記取付具の鍔状部を前記平坦面に当接するように配置し、前記取付具の鍔状部と前記平坦面とをプロジェクション溶接を行う工程を備えることを特徴とする。
【0013】
尚、本発明の触媒コンバータは、自動車のエンジンの排気経路に設ける等、内燃機関の排気構造に於いて、内燃機関の排気経路に設けると好適である。また、本発明で直列配置される触媒坦体の個数は、3個、4個など2個以上の適宜の複数個とすることが可能である。また、本明細書開示の発明には、各発明や各実施形態の構成の他に、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものも含まれる。
【発明の効果】
【0014】
本発明では、ケーシングの縮径部がスピニング加工を施して縮径され、その縮径した部分にプレス加工を施して平坦面を有する縮径部が形成されている。そして、前記スピニング加工時に縮径した部分の肉厚はケーシングを構成する円筒材の両端側に逃げ、その後のプレス加工時にも縮径した部分の肉厚は円筒材の両端側に逃げるようになり、縮径部やその平坦面にシワが出来にくくなる。そのため、周長差を補うための凹溝或いは凸条を形成する必要がなく、例えば0.3mm以下の平面度など所要平面度の平坦面を有する縮径部を容易且つ確実に得ることができる。従って、センサーの取付具と平坦面とをプロジェクション溶接等で確実に固定することができ、又、内燃機関の排気経路等に設置する際に前記凸条等が障害となるような事が無く、内燃機関の排気経路等に確実に設置することができる。
【0015】
また、例えばスピニング加工で縮径し、その縮径した部分に、内型と平坦面に対応する部分を有する押型とでプレス加工を施して縮径部の平坦面を形成する等、スピニング加工で縮径された縮径部分の曲面の径を維持しつつ、プレス加工で平坦面を形成することにより、多数の割型を用いずに、縮径部の径が異なる多品種の触媒コンバータを低コスト、省労力で製造することができる。
【0016】
また、縮径部の平坦面から曲面に滑らかに移行する構成とすることにより、周長差を補うための凹溝或いは凸条を形成する金型を用いずに製造することが可能となり、製造コストを低減することができる。
【0017】
また、縮径部の内周面を、触媒坦体の外周に設けられ触媒坦体を保持する保持材よりも内側に配置することにより、保持材の飛散や保持材の変質を極力防止することができる。
【発明を実施するための最良の形態】
【0018】
本発明の触媒コンバータ及びその製造方法の実施形態について説明する。
【0019】
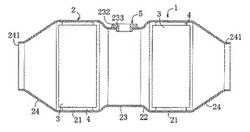
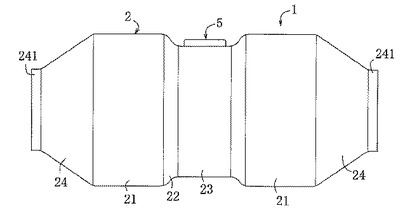
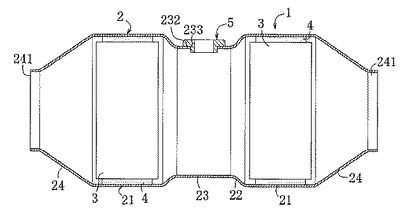
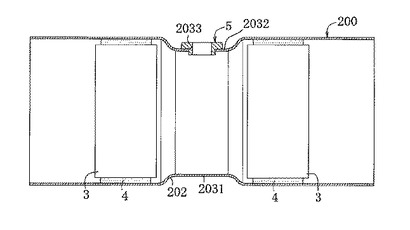
本実施形態の触媒コンバータ1は、触媒坦体が直列配置されるタンデム型の触媒コンバータであり、図1〜図3に示すように、略円筒状のケーシング2と、ケーシング2内に離間して直列配置で収容される2個の触媒坦体3と、ケーシング2内で触媒坦体3を保持する保持材4と、ケーシング2に取り付けられる酸素センサー等のセンサーの取付具5とを備える。
【0020】
ケーシング2には、長手方向の2箇所に離間して触媒坦体3が収容される収容部21が設けられており、収容部21は触媒坦体3の径より若干大径とされ、触媒坦体3の長さに対応する長さで形成されている。触媒坦体3・3間に対応する位置である収容部21・21間には、収容部21の内端より中央に向かって縮径するテーパ部22と、テーパ部22・22間に位置する縮径部23が形成されている。
【0021】
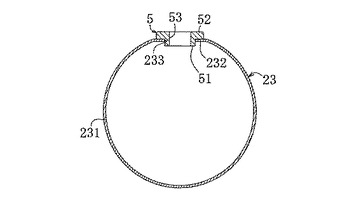
縮径部23は、横断面視に於いて、円周状の曲面231の上面にセンサー取付具5の取付座となる平坦面232が形成されている形状であり、平坦面232と曲面231との境界には外側に突出する凹溝或いは凸条がなく、平坦面232から曲面231に滑らかに移行する形状となっている。縮径部23の内周面である曲面231と平坦面232の内面は、後述する触媒坦体3を保持する保持材4よりも内側に配置されるように形成されている。前記平坦面232を有する縮径部23は、後述の如くスピニング加工で縮径した部分にプレス加工を施して形成される。更に、平坦面232の略中央には後述するセンサーの取付具5の取付孔233が形成されている。
【0022】
ケーシング2の両端にはコーン部24が各々形成されており、コーン部24は収容部21の外端から外側に向かって先細りになるように形成され、コーン部24の先端には筒状の開口部241が形成されている。
【0023】
触媒坦体3は、外周に保持材4を巻き付けられて各収容部21に収容されており、収容部21の内周面と触媒坦体3の外周面との間に介装される保持材4により、触媒坦体3は収容部21内で保持される。触媒坦体3は、モノリス型の触媒坦体等とし、保持材4は、セラミックス繊維など緩衝機能を有するクッション材とするとよい。
【0024】
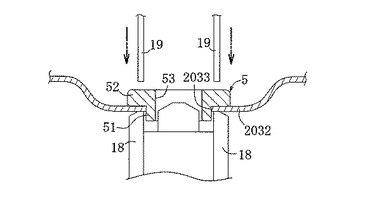
センサーの取付具5は、外周に段差を有する略リング状であり、小径部51と大径部52を有し、中央には周面に雌ねじを形成された取付孔53が設けられている(図9参照)。取付具5の小径部51は平坦面232の取付孔233と略同一径であり、小径部51は取付孔233に挿入され、大径部52は平坦面232に当接して載置される。取付具5とケーシング2とは、大径部52と平坦面232とが後述するプロジェクション溶接で溶接されることにより、固着されている。取付具5のねじ孔である取付孔53には図示しないセンサーの雄ねじ部が螺着され、前記螺着によりセンサーが触媒コンバータ1に取り付けられる。
【0025】
次に、上記触媒コンバータ1の製造方法について説明する。
【0026】
ケーシング2を構成する部材としては、図4に示す収容部21の径に対応する径を有する円筒材200を用いる。そして、図5に示すように、スピニング加工装置のクランプ11で円筒材200の一方側を保持し、円周方向に複数配設されている成形ローラ12により、ケーシング2の縮径部23の形成部位に対応する円筒材200の略中央部位に、横断面視で円筒材200と略同心円状で略真円形に縮径された縮径部203aを形成する。成形ローラ12は、自転及び前記円周方向の公転が可能であると共に、円筒材200の半径方向に移動可能である。スピニング加工で縮径部203aを形成する際には、成形ローラ12を円筒材200の外周面に当接し、成形ローラ12を自転及び公転させながら円筒材200の中心軸に向かって移動させ、成形ローラ12と略同一幅の縮径部203aを形成する。前記縮径部203aの形成に伴って縮径部203aの両側にはテーパ部202が形成される。
【0027】
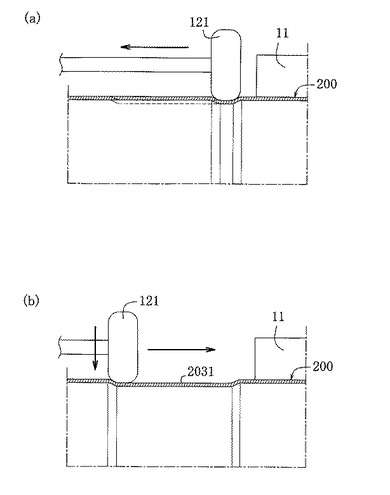
尚、前記縮径部203aと幅が同じ成形ローラ12を用いる構成に代え、図10に示すように、縮径部203aより幅の小さい成形ローラ121を用い、成形ローラ121を円筒材200の長手方向に移動しながら半径方向に移動することにより、縮径部203aを形成してもよい。例えば図10に示すように、円筒材200の長手方向に於ける縮径部203aの一方の端部に対応する位置に成形ローラ121を配置し、成形ローラ121を円筒材200の半径方向に移動して円筒材200に押し付けて縮径し(図10(a)参照)、前記半径方向の位置のまま縮径部203aの他方の端部に対応する位置に成形ローラ121を移動し、縮径部203aの対応領域全体に亘って縮径部2031を形成する(図10(b)参照)。次いで、前記他方の端部に対応する位置で、成形ローラ121を円筒材200の半径方向に更に移動して円筒材200に押し付けて縮径し、前記半径方向の位置のまま前記一方の端部に対応する位置に成形ローラ121を移動し、縮径部203aの対応領域全体に亘って更に縮径された縮径部を形成する。前記一方の端部と他方の端部の成形ローラ121の移動を複数回繰り返し、所定径の縮径部203aを形成する。前記縮径加工は、縮径部203aに於ける円筒材200の肉厚を縮径部203aの各端部側にバランス良く逃がすことができて好適である。また、前記成形ローラ12を公転する構成に代え、円筒材200をクランプ11で保持しつつ周方向に回転する構成としてもよい。
【0028】
その後、図6に示すように、プレス加工装置の内型13に円筒材200を外嵌して、円筒材200の縮径部203aが内型13で支持されるように配置する。前記配置状態では、内型13の上面の平面部131を後述する円筒材200の平坦面2032の形成位置に対応する位置に配置する。そして、横断面視で縮径部203aの下半分をパッド15で支持すると共に、縮径部203aの上半分から凹状の押型14を下降して縮径部203aを押圧して、内型13の平面部131と押型14の平面部141に対応する位置に平坦面2032をプレス加工で成形し、曲面2031の上面に平坦面2032を有する縮径部203を形成する。尚、本例の如く、プレス加工では略真円状の縮径部203aに平坦面2032だけを形成する工程とすると好適であるが、例えば割型を用いてプレス加工時に縮径部203aの更なる縮径を行いつつ平坦面2032を形成する工程とすることも可能である。
【0029】
その後、図7に示すように、円筒材200の縮径部203の内側に、平坦面2032に当接するようにして抜き台16を配置し、抜き台16の抜き穴161に対応するようにして縮径部203の外側にポンチ17を配置し、ポンチ17を抜き穴161まで下降して平坦面2032の略中央を打ち抜き、センサーの取付具5の取付孔2033をピアス加工で形成する。
【0030】
次いで、図8に示すように、センサーの取付具5の小径部51を取付孔2033に挿入し、大径部52の鍔状に突出する部分(鍔状部)の下面を平坦面2032の上面に当接して配置し、大径部52の前記突出部分と平坦面2032とをプロジェクション溶接して固着する。前記プロジェクション溶接を行う際には、図9に示すように、大径部52の前記突出部分と平坦面2032が重なる箇所に於いて、平坦面2032の下面に下側電極18を当接し、大径部232の前記下側電極18と対応する位置に上側電極19を当接し、電極18、19に電流を流して大径部232の前記突出部分と平坦面2032とを溶接する。
【0031】
更に、円筒材200の縮径部203の両側に、外周に保持材4を巻き付けられた触媒坦体3をそれぞれ挿入して収容する(図8参照)。そして、円筒材200を図示しないスピニング加工装置のクランプで保持し、円筒材200の長手方向の両端に成形ローラでスピニング加工を施して、筒状の開口部241を有するコーン部24を形成し、図1及び図2に示す触媒コンバータ1が完成する。その後、触媒コンバータ1の取付具5には、取付孔53に螺合してセンサーが取り付けられる。
【0032】
上記触媒コンバータ1の製造工程では、スピニング加工で縮径部203aを形成した際に縮径部203の肉厚が円筒材200の両端側に逃げ、その後のプレス加工時にも、前記肉厚の逃げの流れに倣って縮径部203の肉厚が円筒材200の両端側に逃げるようになり、縮径部23、203やその平坦面232、2032にシワが出来にくい。そのため、所要平面度の平坦面232を有する縮径部23を、周長差を補うための凹溝或いは凸条を形成することなく、容易且つ確実に得ることができる。また、平坦面232に所要平面度を確実に確保することが可能であるから、プロジェクション溶接の際に取付具5と平坦面232を確実に溶接することができる。また、多数の割型を用いないことから、縮径部23の径が異なる多品種の触媒コンバータ1を低コスト、省労力で製造することができる。
【産業上の利用可能性】
【0033】
本発明は、例えば自動車のエンジンの排気経路に設ける触媒コンバータとして利用することができる。
【図面の簡単な説明】
【0034】
【図1】実施形態の触媒コンバータの平面図。
【図2】実施形態の触媒コンバータの縦断面図。
【図3】実施形態の触媒コンバータの縮径部に於ける横断面図。
【図4】円筒材の縦断面図。
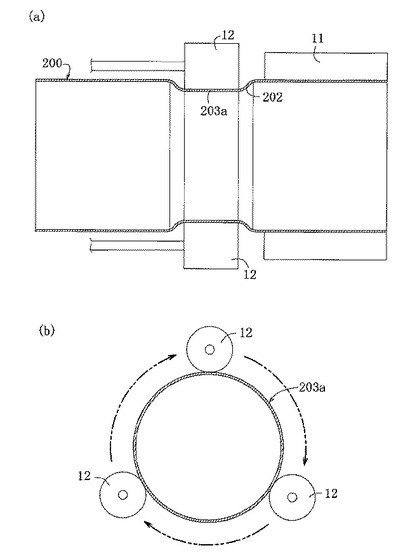
【図5】(a)はスピニング加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
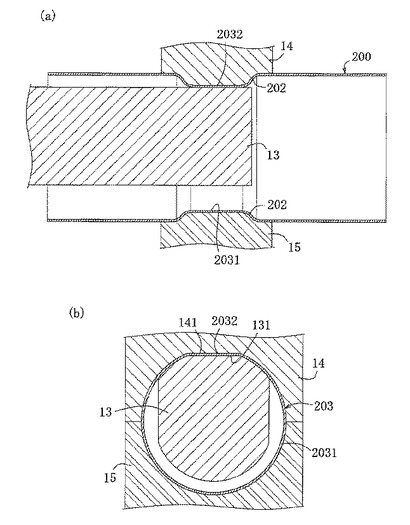
【図6】(a)は縮径部分にプレス加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
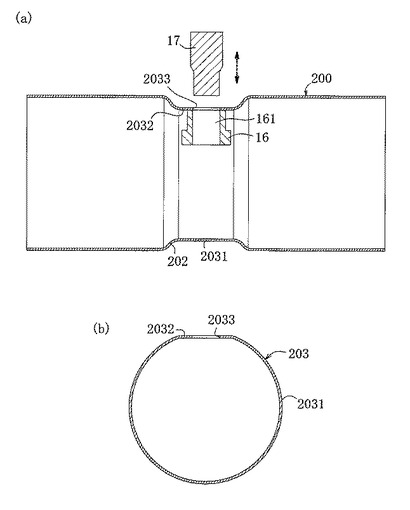
【図7】(a)は縮径部分にピアス加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
【図8】ピアス加工が施された円筒材にセンサー取付具と触媒坦体が設けられた状態を示す縦断面図。
【図9】平坦面の取付孔にセンサー取付具をプロジェクション溶接で固着する工程を説明する部分説明図。
【図10】(a)、(b)は変形例のスピニング加工が施される円筒材の一部を示す縦断面図。
【符号の説明】
【0035】
1…触媒コンバータ 2…ケーシング 200…円筒材 21…収容部 22、202…テーパ部 23、203、203a、2031…縮径部 231、2031…曲面 232、2032…平坦面 233、2033…取付孔 24…コーン部 241…開口部 3…触媒坦体 4…保持材 5…取付具 51…小径部 52…大径部 53…取付孔 11…クランプ 12、121…成形ローラ 13…内型 14…押型 131、141…平面部 15…パッド 16…抜き台 161…抜き穴 17…ポンチ 18…下側電極 19…上側電極
【技術分野】
【0001】
本発明は、円筒状のケーシング内に触媒坦体を直列配置で収容するタンデム型の触媒コンバータ及びその製造方法に関する。
【背景技術】
【0002】
円筒状のケーシング内に触媒坦体を直列配置で収容するタンデム型の触媒コンバータとして、ケーシングの触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するものが知られている。前記触媒コンバータは、触媒坦体が収容される収容部の径に対応する円筒材を用い、円筒材を内型に装着して複数の割型を内型側に移動して円筒材をプレス加工することにより、取付座となる平坦面を有する縮径部を形成し、縮径部の両側に位置する収容部に触媒坦体を収容し、円筒材の両端にコーン部を有する案内部材を溶接して製造される(特許文献1参照)。
【0003】
【特許文献1】特開2004−92461号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上記触媒コンバータは、内型と複数の割型のプレス加工により縮径部の平坦面と曲面を形成するものであるが、プレス加工時に円筒材の肉厚が加工部分に集中するため、高い平面度の平坦面を得るためには、例えば縮径部の平坦面と曲面との周長差を補うための凹溝或いは凸条を形成しながら加工することが必要となる。しかしんがら、前記凹溝或いは前記凸条を設けても、円筒材の径によっては平坦面に十分な平面度が得られない場合があり、斯様な場合にはセンサーの取付具と平坦面とをプロジェクション溶接等で取り付けることができなくなる。
【0005】
また、特許文献1の如く多数の割型でプレス加工を施す場合、縮径部の径が異なる多品種の触媒コンバータを製造するに際して、各径に対応する多数の割型を準備し、且つ変更する必要があるため、製造コストが高価になると共に、製造に要する労力も大きくなる。
【0006】
本発明は上記課題に鑑み提案するものであって、触媒坦体を直列配置で収容するタンデム型の触媒コンバータで、縮径部の平坦面の所要平面度を確実に確保することができる触媒コンバータ及びその製造方法を提供することを目的とする。また、本発明の他の目的は、製造コストの低減と、製造に要する労力の低減を図ることができる触媒コンバータ及びその製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の触媒コンバータは、略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータであって、前記平坦面を有する縮径部を、スピニング加工で縮径した部分にプレス加工を施して形成していることを特徴とする。
【0008】
また、本発明の触媒コンバータは、前記縮径部の平坦面から前記縮径部の曲面に滑らかに移行する構成とすることを特徴とする。
【0009】
また、本発明の触媒コンバータは、前記縮径部の内周面を、前記触媒坦体の外周に設けられて前記触媒坦体を保持する保持材よりも内側に配置することを特徴とする。
【0010】
また、本発明の触媒コンバータの製造方法は、略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータの製造方法であって、前記ケーシングとなる円筒材の前記触媒坦体間に対応する位置をスピニング加工を施して縮径する第1の工程と、前記第1の工程で縮径された部分にプレス加工を施して前記平坦面を有する縮径部を形成する第2の工程とを備えることを特徴とする。
【0011】
また、本発明の触媒コンバータの製造方法は、前記第2の工程に於いて、前記第1の工程で縮径された縮径部分の曲面の径を維持しつつ前記平坦面を形成することを特徴とする。
【0012】
また、本発明の触媒コンバータの製造方法は、前記第2の工程の後に、前記縮径部の平坦面に取付孔を形成し、前記取付孔にセンサーの取付具を挿入して前記取付具の鍔状部を前記平坦面に当接するように配置し、前記取付具の鍔状部と前記平坦面とをプロジェクション溶接を行う工程を備えることを特徴とする。
【0013】
尚、本発明の触媒コンバータは、自動車のエンジンの排気経路に設ける等、内燃機関の排気構造に於いて、内燃機関の排気経路に設けると好適である。また、本発明で直列配置される触媒坦体の個数は、3個、4個など2個以上の適宜の複数個とすることが可能である。また、本明細書開示の発明には、各発明や各実施形態の構成の他に、これらの部分的な構成を本明細書開示の他の構成に変更して特定したもの、或いはこれらの構成に本明細書開示の他の構成を付加して特定したもの、或いはこれらの部分的な構成を部分的な作用効果が得られる限度で削除して特定した上位概念化したものも含まれる。
【発明の効果】
【0014】
本発明では、ケーシングの縮径部がスピニング加工を施して縮径され、その縮径した部分にプレス加工を施して平坦面を有する縮径部が形成されている。そして、前記スピニング加工時に縮径した部分の肉厚はケーシングを構成する円筒材の両端側に逃げ、その後のプレス加工時にも縮径した部分の肉厚は円筒材の両端側に逃げるようになり、縮径部やその平坦面にシワが出来にくくなる。そのため、周長差を補うための凹溝或いは凸条を形成する必要がなく、例えば0.3mm以下の平面度など所要平面度の平坦面を有する縮径部を容易且つ確実に得ることができる。従って、センサーの取付具と平坦面とをプロジェクション溶接等で確実に固定することができ、又、内燃機関の排気経路等に設置する際に前記凸条等が障害となるような事が無く、内燃機関の排気経路等に確実に設置することができる。
【0015】
また、例えばスピニング加工で縮径し、その縮径した部分に、内型と平坦面に対応する部分を有する押型とでプレス加工を施して縮径部の平坦面を形成する等、スピニング加工で縮径された縮径部分の曲面の径を維持しつつ、プレス加工で平坦面を形成することにより、多数の割型を用いずに、縮径部の径が異なる多品種の触媒コンバータを低コスト、省労力で製造することができる。
【0016】
また、縮径部の平坦面から曲面に滑らかに移行する構成とすることにより、周長差を補うための凹溝或いは凸条を形成する金型を用いずに製造することが可能となり、製造コストを低減することができる。
【0017】
また、縮径部の内周面を、触媒坦体の外周に設けられ触媒坦体を保持する保持材よりも内側に配置することにより、保持材の飛散や保持材の変質を極力防止することができる。
【発明を実施するための最良の形態】
【0018】
本発明の触媒コンバータ及びその製造方法の実施形態について説明する。
【0019】
本実施形態の触媒コンバータ1は、触媒坦体が直列配置されるタンデム型の触媒コンバータであり、図1〜図3に示すように、略円筒状のケーシング2と、ケーシング2内に離間して直列配置で収容される2個の触媒坦体3と、ケーシング2内で触媒坦体3を保持する保持材4と、ケーシング2に取り付けられる酸素センサー等のセンサーの取付具5とを備える。
【0020】
ケーシング2には、長手方向の2箇所に離間して触媒坦体3が収容される収容部21が設けられており、収容部21は触媒坦体3の径より若干大径とされ、触媒坦体3の長さに対応する長さで形成されている。触媒坦体3・3間に対応する位置である収容部21・21間には、収容部21の内端より中央に向かって縮径するテーパ部22と、テーパ部22・22間に位置する縮径部23が形成されている。
【0021】
縮径部23は、横断面視に於いて、円周状の曲面231の上面にセンサー取付具5の取付座となる平坦面232が形成されている形状であり、平坦面232と曲面231との境界には外側に突出する凹溝或いは凸条がなく、平坦面232から曲面231に滑らかに移行する形状となっている。縮径部23の内周面である曲面231と平坦面232の内面は、後述する触媒坦体3を保持する保持材4よりも内側に配置されるように形成されている。前記平坦面232を有する縮径部23は、後述の如くスピニング加工で縮径した部分にプレス加工を施して形成される。更に、平坦面232の略中央には後述するセンサーの取付具5の取付孔233が形成されている。
【0022】
ケーシング2の両端にはコーン部24が各々形成されており、コーン部24は収容部21の外端から外側に向かって先細りになるように形成され、コーン部24の先端には筒状の開口部241が形成されている。
【0023】
触媒坦体3は、外周に保持材4を巻き付けられて各収容部21に収容されており、収容部21の内周面と触媒坦体3の外周面との間に介装される保持材4により、触媒坦体3は収容部21内で保持される。触媒坦体3は、モノリス型の触媒坦体等とし、保持材4は、セラミックス繊維など緩衝機能を有するクッション材とするとよい。
【0024】
センサーの取付具5は、外周に段差を有する略リング状であり、小径部51と大径部52を有し、中央には周面に雌ねじを形成された取付孔53が設けられている(図9参照)。取付具5の小径部51は平坦面232の取付孔233と略同一径であり、小径部51は取付孔233に挿入され、大径部52は平坦面232に当接して載置される。取付具5とケーシング2とは、大径部52と平坦面232とが後述するプロジェクション溶接で溶接されることにより、固着されている。取付具5のねじ孔である取付孔53には図示しないセンサーの雄ねじ部が螺着され、前記螺着によりセンサーが触媒コンバータ1に取り付けられる。
【0025】
次に、上記触媒コンバータ1の製造方法について説明する。
【0026】
ケーシング2を構成する部材としては、図4に示す収容部21の径に対応する径を有する円筒材200を用いる。そして、図5に示すように、スピニング加工装置のクランプ11で円筒材200の一方側を保持し、円周方向に複数配設されている成形ローラ12により、ケーシング2の縮径部23の形成部位に対応する円筒材200の略中央部位に、横断面視で円筒材200と略同心円状で略真円形に縮径された縮径部203aを形成する。成形ローラ12は、自転及び前記円周方向の公転が可能であると共に、円筒材200の半径方向に移動可能である。スピニング加工で縮径部203aを形成する際には、成形ローラ12を円筒材200の外周面に当接し、成形ローラ12を自転及び公転させながら円筒材200の中心軸に向かって移動させ、成形ローラ12と略同一幅の縮径部203aを形成する。前記縮径部203aの形成に伴って縮径部203aの両側にはテーパ部202が形成される。
【0027】
尚、前記縮径部203aと幅が同じ成形ローラ12を用いる構成に代え、図10に示すように、縮径部203aより幅の小さい成形ローラ121を用い、成形ローラ121を円筒材200の長手方向に移動しながら半径方向に移動することにより、縮径部203aを形成してもよい。例えば図10に示すように、円筒材200の長手方向に於ける縮径部203aの一方の端部に対応する位置に成形ローラ121を配置し、成形ローラ121を円筒材200の半径方向に移動して円筒材200に押し付けて縮径し(図10(a)参照)、前記半径方向の位置のまま縮径部203aの他方の端部に対応する位置に成形ローラ121を移動し、縮径部203aの対応領域全体に亘って縮径部2031を形成する(図10(b)参照)。次いで、前記他方の端部に対応する位置で、成形ローラ121を円筒材200の半径方向に更に移動して円筒材200に押し付けて縮径し、前記半径方向の位置のまま前記一方の端部に対応する位置に成形ローラ121を移動し、縮径部203aの対応領域全体に亘って更に縮径された縮径部を形成する。前記一方の端部と他方の端部の成形ローラ121の移動を複数回繰り返し、所定径の縮径部203aを形成する。前記縮径加工は、縮径部203aに於ける円筒材200の肉厚を縮径部203aの各端部側にバランス良く逃がすことができて好適である。また、前記成形ローラ12を公転する構成に代え、円筒材200をクランプ11で保持しつつ周方向に回転する構成としてもよい。
【0028】
その後、図6に示すように、プレス加工装置の内型13に円筒材200を外嵌して、円筒材200の縮径部203aが内型13で支持されるように配置する。前記配置状態では、内型13の上面の平面部131を後述する円筒材200の平坦面2032の形成位置に対応する位置に配置する。そして、横断面視で縮径部203aの下半分をパッド15で支持すると共に、縮径部203aの上半分から凹状の押型14を下降して縮径部203aを押圧して、内型13の平面部131と押型14の平面部141に対応する位置に平坦面2032をプレス加工で成形し、曲面2031の上面に平坦面2032を有する縮径部203を形成する。尚、本例の如く、プレス加工では略真円状の縮径部203aに平坦面2032だけを形成する工程とすると好適であるが、例えば割型を用いてプレス加工時に縮径部203aの更なる縮径を行いつつ平坦面2032を形成する工程とすることも可能である。
【0029】
その後、図7に示すように、円筒材200の縮径部203の内側に、平坦面2032に当接するようにして抜き台16を配置し、抜き台16の抜き穴161に対応するようにして縮径部203の外側にポンチ17を配置し、ポンチ17を抜き穴161まで下降して平坦面2032の略中央を打ち抜き、センサーの取付具5の取付孔2033をピアス加工で形成する。
【0030】
次いで、図8に示すように、センサーの取付具5の小径部51を取付孔2033に挿入し、大径部52の鍔状に突出する部分(鍔状部)の下面を平坦面2032の上面に当接して配置し、大径部52の前記突出部分と平坦面2032とをプロジェクション溶接して固着する。前記プロジェクション溶接を行う際には、図9に示すように、大径部52の前記突出部分と平坦面2032が重なる箇所に於いて、平坦面2032の下面に下側電極18を当接し、大径部232の前記下側電極18と対応する位置に上側電極19を当接し、電極18、19に電流を流して大径部232の前記突出部分と平坦面2032とを溶接する。
【0031】
更に、円筒材200の縮径部203の両側に、外周に保持材4を巻き付けられた触媒坦体3をそれぞれ挿入して収容する(図8参照)。そして、円筒材200を図示しないスピニング加工装置のクランプで保持し、円筒材200の長手方向の両端に成形ローラでスピニング加工を施して、筒状の開口部241を有するコーン部24を形成し、図1及び図2に示す触媒コンバータ1が完成する。その後、触媒コンバータ1の取付具5には、取付孔53に螺合してセンサーが取り付けられる。
【0032】
上記触媒コンバータ1の製造工程では、スピニング加工で縮径部203aを形成した際に縮径部203の肉厚が円筒材200の両端側に逃げ、その後のプレス加工時にも、前記肉厚の逃げの流れに倣って縮径部203の肉厚が円筒材200の両端側に逃げるようになり、縮径部23、203やその平坦面232、2032にシワが出来にくい。そのため、所要平面度の平坦面232を有する縮径部23を、周長差を補うための凹溝或いは凸条を形成することなく、容易且つ確実に得ることができる。また、平坦面232に所要平面度を確実に確保することが可能であるから、プロジェクション溶接の際に取付具5と平坦面232を確実に溶接することができる。また、多数の割型を用いないことから、縮径部23の径が異なる多品種の触媒コンバータ1を低コスト、省労力で製造することができる。
【産業上の利用可能性】
【0033】
本発明は、例えば自動車のエンジンの排気経路に設ける触媒コンバータとして利用することができる。
【図面の簡単な説明】
【0034】
【図1】実施形態の触媒コンバータの平面図。
【図2】実施形態の触媒コンバータの縦断面図。
【図3】実施形態の触媒コンバータの縮径部に於ける横断面図。
【図4】円筒材の縦断面図。
【図5】(a)はスピニング加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
【図6】(a)は縮径部分にプレス加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
【図7】(a)は縮径部分にピアス加工が施される円筒材を示す縦断面図、(b)は同図(a)の円筒材の縮径部分を示す横断面図。
【図8】ピアス加工が施された円筒材にセンサー取付具と触媒坦体が設けられた状態を示す縦断面図。
【図9】平坦面の取付孔にセンサー取付具をプロジェクション溶接で固着する工程を説明する部分説明図。
【図10】(a)、(b)は変形例のスピニング加工が施される円筒材の一部を示す縦断面図。
【符号の説明】
【0035】
1…触媒コンバータ 2…ケーシング 200…円筒材 21…収容部 22、202…テーパ部 23、203、203a、2031…縮径部 231、2031…曲面 232、2032…平坦面 233、2033…取付孔 24…コーン部 241…開口部 3…触媒坦体 4…保持材 5…取付具 51…小径部 52…大径部 53…取付孔 11…クランプ 12、121…成形ローラ 13…内型 14…押型 131、141…平面部 15…パッド 16…抜き台 161…抜き穴 17…ポンチ 18…下側電極 19…上側電極
【特許請求の範囲】
【請求項1】
略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータであって、
前記平坦面を有する縮径部を、スピニング加工で縮径した部分にプレス加工を施して形成していることを特徴とする触媒コンバータ。
【請求項2】
前記縮径部の平坦面から前記縮径部の曲面に滑らかに移行する構成とすることを特徴とする請求項1記載の触媒コンバータ。
【請求項3】
前記縮径部の内周面を、前記触媒坦体の外周に設けられて前記触媒坦体を保持する保持材よりも内側に配置することを特徴とする請求項1又は2記載の触媒コンバータ。
【請求項4】
略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータの製造方法であって、
前記ケーシングとなる円筒材の前記触媒坦体間に対応する位置をスピニング加工を施して縮径する第1の工程と、
前記第1の工程で縮径された部分にプレス加工を施して前記平坦面を有する縮径部を形成する第2の工程とを備えることを特徴とする触媒コンバータの製造方法。
【請求項5】
前記第2の工程に於いて、前記第1の工程で縮径された縮径部分の曲面の径を維持しつつ前記平坦面を形成することを特徴とする請求項4記載の触媒コンバータの製造方法。
【請求項6】
前記第2の工程の後に、前記縮径部の平坦面に取付孔を形成し、前記取付孔にセンサーの取付具を挿入して前記取付具の鍔状部を前記平坦面に当接するように配置し、前記取付具の鍔状部と前記平坦面とをプロジェクション溶接を行う工程を備えることを特徴とする請求項4又は5記載の触媒コンバータの製造方法。
【請求項1】
略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータであって、
前記平坦面を有する縮径部を、スピニング加工で縮径した部分にプレス加工を施して形成していることを特徴とする触媒コンバータ。
【請求項2】
前記縮径部の平坦面から前記縮径部の曲面に滑らかに移行する構成とすることを特徴とする請求項1記載の触媒コンバータ。
【請求項3】
前記縮径部の内周面を、前記触媒坦体の外周に設けられて前記触媒坦体を保持する保持材よりも内側に配置することを特徴とする請求項1又は2記載の触媒コンバータ。
【請求項4】
略円筒状のケーシング内に触媒坦体を直列配置で収容し、前記ケーシングの前記触媒坦体間に対応する位置に、センサーの取付座となる平坦面を有する縮径部を形成するタンデム型の触媒コンバータの製造方法であって、
前記ケーシングとなる円筒材の前記触媒坦体間に対応する位置をスピニング加工を施して縮径する第1の工程と、
前記第1の工程で縮径された部分にプレス加工を施して前記平坦面を有する縮径部を形成する第2の工程とを備えることを特徴とする触媒コンバータの製造方法。
【請求項5】
前記第2の工程に於いて、前記第1の工程で縮径された縮径部分の曲面の径を維持しつつ前記平坦面を形成することを特徴とする請求項4記載の触媒コンバータの製造方法。
【請求項6】
前記第2の工程の後に、前記縮径部の平坦面に取付孔を形成し、前記取付孔にセンサーの取付具を挿入して前記取付具の鍔状部を前記平坦面に当接するように配置し、前記取付具の鍔状部と前記平坦面とをプロジェクション溶接を行う工程を備えることを特徴とする請求項4又は5記載の触媒コンバータの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2009−127604(P2009−127604A)
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願番号】特願2007−306783(P2007−306783)
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000175766)三恵技研工業株式会社 (50)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成21年6月11日(2009.6.11)
【国際特許分類】
【出願日】平成19年11月28日(2007.11.28)
【出願人】(000175766)三恵技研工業株式会社 (50)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]