
計装制御方法および計装制御システム
【課題】 製造プラントの計装制御システムにおいて、プラント設備の入替えや追加等の改変を、簡単かつ安価に行えるようにする。
【解決手段】 複数の設備2の各々が独自に自己の状態情報STを、状態情報出力部12により、常時共通データベース11に書き込んで記録しておき、上記の改変に際し、その各々が独自に、接続順序情報COに従って、接続されているべき相手方設備を自ら特定すると共に、その相手方設備の上記状態情報STを、状態情報取得部13により、共通データベース11から読出す。そして自己と相手方との接続が正常であることをそれぞれが独自に確認したときに、材料の受入れおよび払出しを完了するようにする。
【解決手段】 複数の設備2の各々が独自に自己の状態情報STを、状態情報出力部12により、常時共通データベース11に書き込んで記録しておき、上記の改変に際し、その各々が独自に、接続順序情報COに従って、接続されているべき相手方設備を自ら特定すると共に、その相手方設備の上記状態情報STを、状態情報取得部13により、共通データベース11から読出す。そして自己と相手方との接続が正常であることをそれぞれが独自に確認したときに、材料の受入れおよび払出しを完了するようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば食品、化学、紙パルプ等の製品を多品種可変量生産するための複数の設備から構成される製造プラント、特にバッチ制御型の製造プラントを監視・制御するための計装制御方法ならびに計装制御システムに関する。
【背景技術】
【0002】
上記の「バッチ制御」については、国際測定制御学会(International Society for Measurement and Control)が、1995年に発行した規格(ISA S88.01)があり、従来よりこの規格に準拠したバッチプロセス制御システムが提供されている。これについて図を用いて簡単に説明する。
【0003】
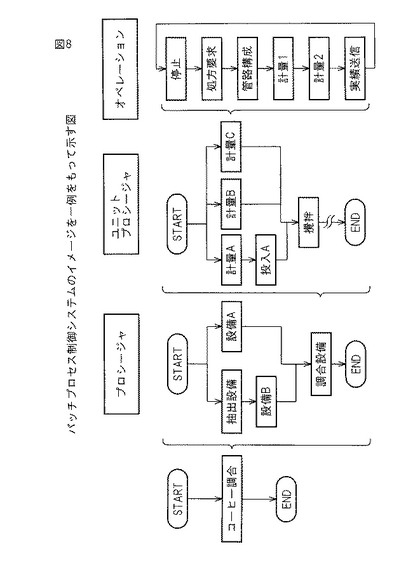
図8はバッチプロセス制御システムのイメージを一例をもって示す図である。本図の例は、コーヒー飲料の製造プラントに適用したバッチプロセス制御システムであり、図示するとおり、「プロシージャ」→「ユニットプロシージャ」→「オペレーション」→「フェーズ」と呼ばれる各レベルの階層構造をもって構築されている。なお、本図中の細部の構成は本発明と直接関係しないので、その詳細な説明は省略する。
【0004】
このようなバッチプロセス制御システムによって、上述した「多品種可変量生産」に対応するに当たっては、図8の上記階層中、「ユニットプロシージャ」レベル内の各工程の実行順序を可変とすることで対応している。したがってその上位の「プロシージャ」レベルで設備の接続順序を変えるということはしていない。つまり、この「プロシージャ」レベルでの実行順序は原則的に不変である。
【0005】
なお本発明に関連する公知技術として、下記の〔特許文献1〕と〔特許文献2〕とが挙げられる。後述するとおり、本発明は「プロシージャ」レベルでのフレキシブル計装制御を容易かつ安価に実現しようとするものである。これに対し、〔特許文献1〕は「ユニットプロシージャ」レベルでのシーケンス制御であって、本発明とは根本的に相違する。一方、〔特許文献2〕は本発明に近似する手法を示しているものの、問題解決のための具体的な方法あるいはシステム構成については何ら開示していない。
【0006】
【特許文献1】特開平5−250009号公報
【特許文献2】特開平11−73218号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
まず本発明が解決しようとする課題の理解を早めるために、製造プラントの構成例を示す。
【0008】
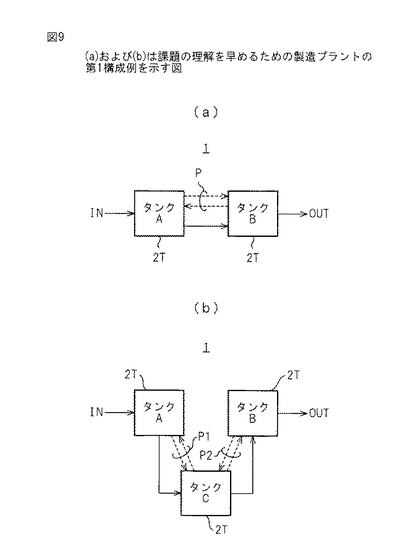
図9(a)および(b)は、本発明の課題の理解を早めるための製造プラントの第1構成例を示す図であり、
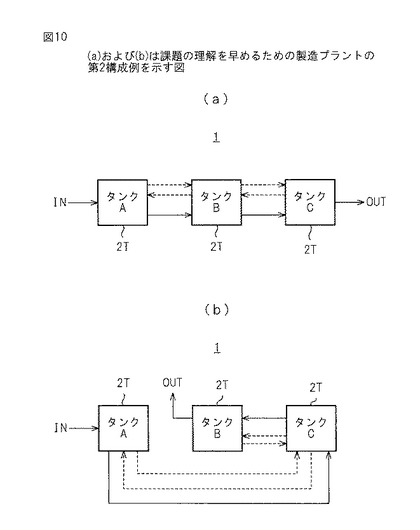
図10(a)および(b)はその第2構成例を示す図である。
【0009】
まず図9を参照すると、参照番号1は製造プラントを表しており、本図の(a)では、2つの設備2から構成されている例を示す。具体的には2つのタンク(tank)2T、すなわち2TAおよび2TBから構成されている。図中、実線の矢印は、製品の中間品または完成品の流れを表し、一方、点線の矢印は計装制御のためのプログラムが起動されている状態を表す。
【0010】
ここで上記図9(a)に示すような製造プラントが稼動中であったところ、次に製造品目の変更が生じたものとする。そうすると、一例として、同図(b)に示すようにタンク2TCがタンク2TAと2TBの間に介挿されるようになるといったことも起こり得る。
【0011】
かかる製造プラントの改変の例は図9のような場合に限らず、図10に示すような場合もある。すなわち、図10の(a)に示すようなタンク2TA→2TB→2TCといった構成であった製造プラント1を、同図(b)に示すようなタンク2TA→2TC→2TBといった構成に改変するような場合もある。さらに図示しないが、同図(b)においてタンク2TAと2TCの間にさらにタンク2TDが介挿される、といった改変もあり得る。
【0012】
上述した図9の(a)→(b)や図10の(a)→(b)といった製造プラントの改変は、後述する図5をここで参照して、さらに分かりやすく説明することができる。コーヒーの抽出工程を一例として挙げると、図5の「接続1」の態様は通常の抽出工程の場合を表す。この接続(接続2、接続3も同じ)は、図示するパイプやホース3によって行われ、またその接続の変更はこれらのつなぎ替えによって行われる。ここで製造品目が変わり新製品の生産に入ることになったとすると、種々の改変が行われる。例えば図5の「接続2」の態様で示す改変は、本図の上段に示す遠心分離機を一連の工程の中に新たに組み入れる、といった改変の様子を示す。また例えば図5の「接続3」の態様で示す改変では、本図の上段に示す冷却プレートと濾過機の工程順を入れ替える、といった改変の様子を示す。いずれにしても、既述した「多品種可変量生産」に対応させた製造プラント1では、上述したプラント構成の改変は不可避である。
【0013】
従来上述した図9あるいは図10に示すようなプラント構成の改変があったとき、すなわち、プロシージャの実行順序を変更しなければならないとき、あるいはプロシージャの追加(あるいは削除)があったとき、図9および図10の各(a)欄中、点線の矢印で示す一連のプログラムを、同図の各(b)欄中の点線の矢印で示す一連のプログラムに書き換えなければならない。
【0014】
このため、従来、プラント構成の改変に際しては、製造プラント1におけるプロセス全体の見直しをした上でプログラムを新たに作成し直す必要があり、その改変に要する時間と費用は相当大となって、多品種可変量生産にフレキシブルに対応することが容易ではない、という問題があった。このことは、近年の需要者ニーズの多様化あるいは多品目化に迅速に対応できないことを意味する。ここで前述した〔特許文献1〕および〔特許文献2〕の概要について簡単にまとめておくと、以下のとおりである。
【0015】
〔特許文献1〕(バッチプロセスのシーケンス制御方法)は、「ユニットプロシージャの制御」に関するものであって、その概要は、コンピューターによる自動制御と人間による手動操作が混在したバッチプロセスにおいて、容易にかつ効果的なシーケンス制御(=ユニットプロシージャ)を実行するに適したシーケンス制御の記述および実行方法を提供するものであり、製造作業手順書と工程関連図とを作成してコンピューターに入力し、翻訳処理を行うことでシーケンス制御ができるものである。このため複雑なプロミングを行う必要がない、という利点がある。
【0016】
〔特許文献2〕(製造プラントにおける製造プロセスの制御方法)は、製造プロセスの制御に関するものであって、その概要は、プロセスの変更が自在であり、かつ制御が容易で、連続プロセスとバッチプロセスとの混在が可能である製造プラントにおける製造プロセスの制御方法を提供するものであって、製造プロセスが2以上の各々独立に動作し得るモジュールからなり、各モジュールに受入口、製品出口、情報入力部、情報出力部が設けられるものである。このために、その効果の欄には、「プロセス設計、システム設計をモジュール単位で行えるため設計が容易になり、完成後のシステムテストや運転テスト、あるいは実際の原料を使ったテスト等をモジュール単位で確認することができるので、テストが効率よく実施でき、また修正や改良も容易である。」との記載がある。
【0017】
しかし、前述した問題すなわち、プラント構成の改変に要する時間と費用は相当大となって、多品種可変量生産にフレキシブルに対応することが容易ではない、という問題を解決するための具体的な方法あるいはシステム構成については、この〔特許文献2〕には何ら開示していない。
【0018】
したがって本発明は、上記問題点に鑑み、多品種可変量生産型の製造プラントの改変に容易かつ安価に対応することのできるフレキシブルな計装制御方法およびシステムを提供することを目的とするものである。
【課題を解決するための手段】
【0019】
図1は本発明に基づく計装制御方法を表すフローチャートである。まず本方法の基本的な前提は、複数の工程にそれぞれ対応させた複数の設備(図2の2)よりなる製造プラント(図2の1)を監視・制御するための計装制御方法である。ここにその方法の特徴は、図1のステップS11〜S14により表されており、
ステップS11:複数の設備2の各々から各設備2の状態情報ST(state)を常時外部に通知する状態情報出力ステップであり、
ステップS12:これらの設備2からの各状態情報STを、これらの設備2に共通の共通データベース(図2の11)に統合して記録する記録ステップであり、
ステップS13:第1の設備2において、これら設備間の接続順序について予め定めた接続順序情報CO(connection order)を入手してこの情報に基づき、上記の工程で次に接続されているべき下流側(または上流側)の第2の設備2を自ら特定すると共に、特定されたこの第2の設備に関する状態情報STを共通データベース11より自ら取得して確認する第1の状態確認ステップであり、
ステップS14:第2の設備2において、接続順序情報COを入手してこの情報に基づき、上記の工程で次に接続されているべき上流側(または下流側)の第1の設備2を自ら特定すると共に、特定されたこの第1の設備に関する状態情報STを共通データベース11より自ら取得して確認する第2の状態確認ステップである。
【0020】
その後、上記の第1および第2の設備2においてそれぞれ、相手方設備の状態が、次の工程に移行可能な状態であることをそれぞれ独自に確認して両設備間での材料の受入れおよび払出しを行うものである。
【0021】
またさらに好ましくは、図1のフローチャートのいずれかに「接続確認ステップ」を含む。この接続確認ステップは、接続順序情報COと、上述した第1の設備2および第2の設備2の間を接続すべき配管機器類の接続関係ならびに相互に直接接続される該設備相互間の接続関係と、の間の整合がとれていることを確認するためのステップである。
【発明の効果】
【0022】
i)前述したとおり、ISA S88.01により階層化の概念は既に提唱されている。しかし、実際のところは上記「ユニットプロシージャ」レベルでの製造プラントの変更しか行われていない。本発明は、「プロシージャ」レベルでの変更(設備2の入替えや追加や削除等)を可能にする計装制御方法ならびにシステムを実現するものである。
【0023】
ii)本発明により、プロセス設計やシステム設計が容易になり、完成後のシステムテストや運転テスト、あるいは実際の原料を使った予備テスト等は、設備(2)単位のユニットプロシージャの動作確認と、プロシージャレベルでの接続動作確認のみでよいことになる。したがって、これらのテストが効率よく実施でき、またシステムの修正や改良も容易となる。
【0024】
iii)接続順序情報COと、実際の製造ラインの接続とが整合しているか否かを確認する前述の「接続確認ステップ」を導入することで、確実な製造ラインの接続を行うことができる。この場合製造ラインの接続の検査のために、接続検査部(後述する図5の15参照)を利用すると、プロセス設計や設備同士の接続が正しいか否かの確認を容易に行うことができる。
【発明を実施するための最良の形態】
【0025】
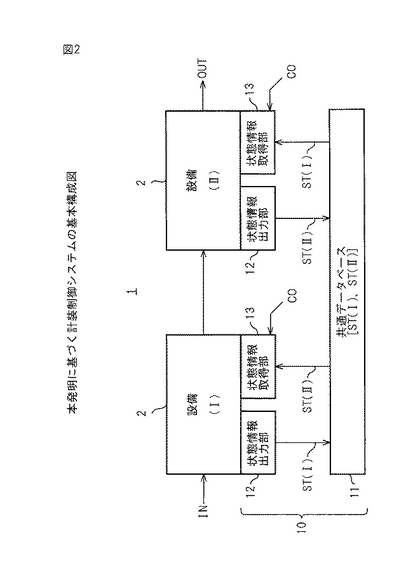
図2は本発明に基づく計装制御システムの基本構成図であり、
本図において、参照番号10は本発明に係る計装制御システムを示しており、共通データベース11と、設備2毎に設けられた状態情報出力部12および状態情報取得部13と、を含んで構成される。なお、本図のモデルは、一例として前述した図9(a)のモデルを採用しているが、同図(b)のモデルでもあるいは図10(a)および(b)のモデルでも同様に採用することができる。
【0026】
この計装制御システム10は前述したように、複数の工程にそれぞれ対応させた複数の設備(本図では、簡単のために2(I)と2(II)を例示)よりなる製造プラントを監視・制御するための計装制御システムを前提とする。ここに、上述した共通データベース11と状態情報出力部12と状態情報取得部13は、それぞれ次のような機能を有する。
【0027】
まず共通データベース11は、複数の設備2(I),2(II)の各々に関する状態情報STを統合して記録するものである。一方、状態情報出力部12は、複数の設備(2(I),2(II))の各々に設けられ、各該設備の状態情報STを常時ST(I),ST(II)として共通データベース11に書き込むものであり、状態情報取得部13は、同じく複数の設備(2(I),2(II))の各々に設けられて、これら設備間の接続順序について予め定めた接続順序情報COを入手してこの情報COに基づき自設備2(I)が接続されているべき相手方となる他設備(本図では2(II))を特定すると共に、特定されたこの他設備2(II)についての状態情報ST(II)を共通データベース11から読み出すものである。
【0028】
ここに、相互に接続されているべき自設備2(I)および他設備2(II)は、それぞれが独自に取得した各相手方設備の状態情報(ST)に基づき、その相互間での材料の受入れおよび払出しの可否を独自に判定するようにする。なお、本図2では、状態情報出力部12と状態情報取得部13とを、対応する各設備2に直接設けられたモジュールのように記載しているが、これに限定するものではなく、例えば、計装制御システム10の全体制御を司るCPU(図示せず)においてそれらのモジュールを形成するようにしてもよい。
【0029】
上述したごとく構成することによって、設備2(I)と設備2(II)とが新たに相互間での材料の受入れおよび払出しを行うに当たり、設備2(I)についても設備2(II)についても、相互に全く同じプログラム(図1)を実行することで、その相互接続を完了することができるのである。つまり、従来における前述した「一連のプログラムの書換え」は全く必要としない。これが本発明の要点である。さらに図9(b)を再び参照すれば、従来は同図(a)から同図(b)への接続替えに際し、同図(a)で用いたプログラム(図示の点線矢印Pで図解的に表す)を廃棄して、同図(b)の第1のプログラム(2TAと2TC間の点線矢印P1)と第2のプログラム(2TCと2TB間の点線矢印P2)とを新たにかつ個別に作り直さなければならなかった。これには多大な時間と費用が必要であった。
【0030】
ところが本発明によれば、製造プラント1中の設備2の入替え、追加、削除のいずれであれ、これに関係する複数の設備2の各々は、自設備が工程中のどの順番に設定されるかを、上記接続順序情報COによって知れば、あとは、自設備の上流側(あるいは下流側)の接続相手設備を対象として同一のプログラム(図1)を実行することによって、製造プラントの改変が完了する。これは短時間かつ安価に行える。ただし各設備は、通常動作時はそれぞれの役割に応じてそれぞれ独自のプログラム(上流側/下流側プログラム)で動作する。
【0031】
かくして本発明によれば、工程の上流側にある設備2(I)は上流側プログラムで動作させ、その下流側にある設備2(II)は下流側プログラムで動作させ、ここに設備同士の相互接続と、設備相互間での材料の受入れおよび払出しとを行う際しては、これらの設備に共通の統一プログラムによって、上記の上流側プログラムと下流側プログラムとを連動させるようにして、大幅なプログラムの書換えなしに、すなわち簡単かつ安価に、フレキシブルな計装システム10を実現する。これについて、以下にもう少し具体的に説明する。
【0032】
上記フレキシブル計装システムの基本的な考え方は、タンク2T間の移送工程を例にとると、従来のソフトウェアにおいては、From−Toの一連の移送動作を1つに合体したプログラムによって作成していた。これに対し本発明は、「Fromプログラム」(図1のステップS11,S12,S13)と「Toプログラム」(図1のステップS11,S12,S14)の2つに分け、その2つのプログラムが連動しながらあたかも1つのプログラムであるかのような動作を行うものである。このとき上流側プログラムと下流側プログラムとの間には、これらが連動して動くための取り合いが発生するが、この取り合いをどのプログラムでも共通なものとするのがポイントである。
【0033】
このようにしておけば、「From」にある第1タンク2Tが入り、「To」に別の第2タンク2Tが入ったとしても、プログラム上は完全に連動して動作する。したがって、2つの設備をつなぐ管路さえ確保できれば、正常に自動運転ができることになる。もちろん、手動運転と異なり、プログラムとしてはいつもと同じように動作しているので、常時監視等も通常の運転条件と変わらないレベルで実施される。
【0034】
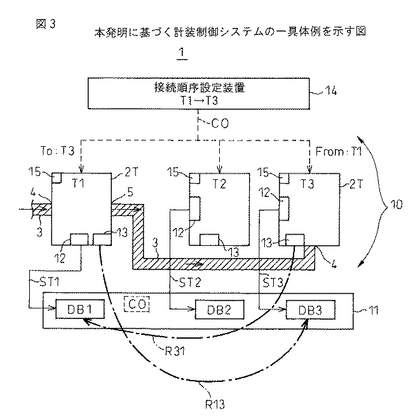
図3は本発明に基づく計装制御システムの一具体例を示す図である。なお、全図を通じて共通の構成要素には、同一の参照番号または記号を付して示す。
【0035】
本図において、製造プラント1は例えば3台の設備2、具体的には3台のタンク2T(T1,T2,T3)と配管のためのパイプやホース3とを備えていて、各タンク2Tにはパイプやホース3からの流入物を受入れる受入口4と、パイプやホース3へ流出物を払い出す払出口5とを有する。かかる製造プラント1が、本発明の計装制御システム10によって管理される。
【0036】
この計装制御システム10は、既に図2に示した、共通データベース11と状態情報出力部12と状態情報取得部13とを有している。さらに前述した接続順序情報COの情報源も有しており、本図の例では接続順序設定装置14として示す。すなわち、接続順序設定装置14は、接続順序情報COを保持し、状態情報取得部13はこの接続順序設定装置14から接続順序情報COを入手する。
【0037】
ただし、この接続順序情報COは、上記以外の方法でも設定可能である。例えば、共通データベース11はさらにこの接続順序情報COをも記録しておくようにする(図中、共通データベース11内のCO参照)。この場合、状態情報取得部13は共通データベース11からこの接続順序情報COを読み出すことになる。
【0038】
一方、状態情報出力部12について見てみる。前述のとおり、複数の設備2(本図中では、タンク2T)の各々は、工程に沿って順次搬送される製品の中間品または完成品の受入れおよび払出しをそれぞれ行う受入口4および払出口5を備えている。ここに、この状態情報出力部12は、少なくとも受入口4での受入準備完了/未了および払出口5での払出準備完了/未了をそれぞれ示す情報を状態情報STとして、共通データベース11に書き込む。このときタンク2T1,2T2および2T3の各状態情報ST1,ST2およびST3は、それぞれ対応する記録エリアDB1,DB2およびDB3に記録される。なお、その状態情報STとしては、上記のもの以外に、各タンク(2T)の現在の稼動状況等も含ませることができる。
【0039】
プラント構成の改変が行われるとき、該当のタンクはまず、各々の状態情報取得部13によって接続順序情報COを入手する。この入手は本図の例では、接続順序設定装置14より行う。このCOには、本図の例によれば、タンクT1→タンクT3という接続順序が設定されている。
【0040】
そうすると、タンク2T(T1)は接続相手がタンク2T(T3)であって、自分(T1)はその上流側にあることを独自に知る。またタンク2T(T3)も接続相手がタンク2T(T1)であって、自分(T3)はその下流側にあることを独自に知る。
【0041】
そこで次に、タンク2T(T1)の状態情報取得部13は、接続相手となるタンク2T(T3)より常時そのDB3に書き込まれている、このT3の状態情報ST3をDB3より取得する(図中の一点鎖線R13参照)。同様に、タンク2T(T3)の状態情報取得部13も、接続相手となるタンク2T(T1)より常時そのDB1に書き込まれている、このT1の状態情報ST1をDB1より取得する(図中の一点鎖線R31参照)。
【0042】
かくして、タンク2T(T1)側は、下流タンク2T(T3)側において流入物の受入れ準備が完了したか否かをT1独自に確認することができる。また同様に、タンク2T(T3)側は上流タンク2T(T1)側において流出物の払出し準備が完了したか否かをT3独自に確認することができる。そして各タンク(T1,T3)側にて、自己が準備完了であることを条件に、相手方の準備状況を見て、両者において準備完了を確認したとき、自律的に両タンク間での材料の受入れおよび払出しが実施されることになる。したがってこの場合、タンクT1およびT3の各状態情報取得部13は、少なくとも受入口4での受入準備完了/未了および払出口5での払出準備完了/未了をそれぞれ示す情報を状態情報STとして、共通データベース11から読み出すことになる。
【0043】
この本システム10では、上流側および下流側の各タンク2T間を相互に接続すべき配管機器類の接続関係が、上記の接続順序情報COと整合するか否かを検査する接続検査部15をさらに備えるのが望ましい。そしてその検査結果をも加味して、さらにタンク間の相互接続の正否までも判定するようにする。この検査結果は、接続順序設定装置14に保持するようにしてもよいし、あるいは、共通データベース11に記録するようにしてもよい。
【0044】
上記の配管機器類と接続検査部15について具体的に例示すると、図4および図5にそれぞれ示すとおりである。
【0045】
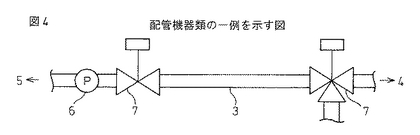
図4は配管機器類の一例を示す図であり、本図において、パイプやホース3は図3に示したとおりであって、このパイプやホース3にポンプ6やバルブ7等が設けられる。
【0046】
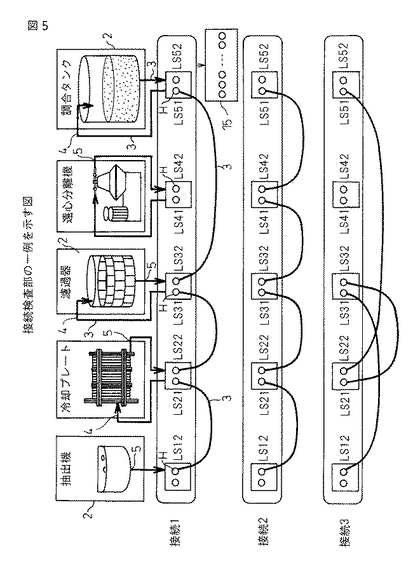
図5は接続検査部15の一例を示す図であり、図中、上段の抽出機、冷却プレート、濾過器等はこれまで述べた設備2の具体例を表すものである。図示するように、これらの各設備2の受入口4と払出口5に対応させた接続孔Hがあり、連通させるべき2つの孔H相互間をU字型パイプやホース3等の配管機器類で連結する。各接続孔Hには接続確認用のセンサ(LS:Limit Switch)が設けられ、パイプまたはホースで接続されているかどうかを認識する。このセンサLSの出力を接続検査部15にて監視することによって、所定の設備同士が接続されているかが判明する。
【0047】
このように図5に示すU字型パイプやホース3等の配管機器類を連結する連結口(H)に、連結の有/無を感知する上記のセンサLSを設け、その連結有/無情報と、接続順序情報COに基づいた機器の接続順序とを同期させることで、プロセス設計や設備同士の接続が正しいか否かの確認を容易に行うことができる。
なお、連結の有/無を感知するセンサが、上記のリミットスイッチ(LS)、あるいは近接スイッチ、金属探知スイッチ等であった場合、得られる接続情報はON/OFFのみとなるが、このセンサにバーコード、2次元バーコード、ICタグ等の読み取りセンサを付加した場合には、配管機器類の情報までも加味されることになり、どの機器がどの機器とどの配管機器類で接続されたかといった情報まで得ることができる。
【0048】
最後に図2に示す構成における具体的な動作について説明しておく。図6は本発明に基づく動作シーケンスの詳細例を示す図(その1)であり、
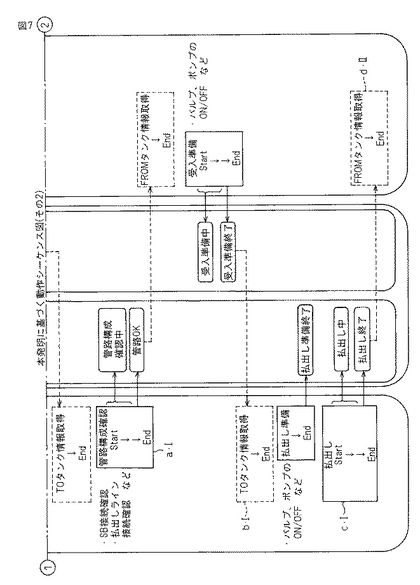
図7は同図(その2)である。
【0049】
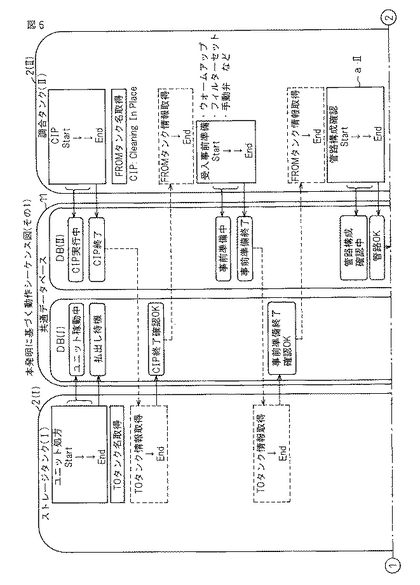
図6および7において、設備2(I)は詳細例としてストレージタンク(I)であり、設備2(II)は詳細例として調合タンク(II)である。これら2つの設備2(I)および2(II)の中間に示されているのが共通データベース(DB)11である。
【0050】
ストレージタンク2(I)について、共通データベース11へ向かう矢印は、状態情報出力部12・Iによる自己の状態情報(ST・I)の書き込み動作を表し、一方、共通データベース11から出る点線矢印は、状態情報取得部13・Iによる相手方の状態情報(ST・II)の読み出し動作を表す。
【0051】
同様に調合タンク2(II)について、共通データベース11へ向かう矢印は、状態情報出力部12・IIによる自己の状態情報(ST・II)の書き込み動作を表し、一方、共通データベース11から出る点線矢印は、状態情報取得部13・IIによる相手方の状態情報(ST・I)の読み出し動作を表す。
【0052】
ここに示す動作シーケンスの要点は、
1)図中のa・II(調合タンク側)およびa・I(ストレージタンク側)における管路構成の確認(図5の接続検査部15参照)、
2)図中のb・I(ストレージタンク側)における、「調合タンク2(II)における受入準備終了」という状態情報の取得、
3)上記2)の取得に基づく、図中のc・I(ストレージタンク側)による調合タンク内容物の払出し、
4)上記3)の払出しについての、図中のd・II(調合タンク側)による状態情報取得と、これに続く調合タンク2(II)内への上記内容物の搬入、である。
【産業上の利用可能性】
【0053】
以上、食品、化学、紙パルプ等の製品を製造するための製造プラントを例にとって説明してきたが、この他に、いくつかのブロックに区分されたベルトコンベアに乗って、各部分を順次組立てていって完成品を得るような量産工場においても、そのブロック間での中間品の受け渡しに際して本発明を利用することができる。
【図面の簡単な説明】
【0054】
【図1】本発明に基づく計装制御方法を表すフローチャートである。
【図2】本発明に基づく計装制御システムの基本構成図である。
【図3】本発明に基づく計装制御システムの一具体例を示す図である。
【図4】配管機器類の一例を示す図である。
【図5】接続検査部の一例を示す図である。
【図6】本発明に基づく動作シーケンス図(その1)である。
【図7】本発明に基づく動作シーケンス図(その2)である。
【図8】バッチプロセス制御システムのイメージを一例をもって示す図である。
【図9】(a)および(b)は課題の理解を早めるための製造プラントの第1構成例を示す図である。
【図10】(a)および(b)は課題の理解を早めるための製造プラントの第2構成例を示す図である。
【符号の説明】
【0055】
1 製造プラント
2 設備(タンク)
3 パイプ/ホース
4 受入口
5 払出口
6 ポンプ
7 バルブ
10 計装制御システム
11 共通データベース
12 状態情報出力部
13 状態情報取得部
14 接続順序設定装置
15 接続検査部
【技術分野】
【0001】
本発明は、例えば食品、化学、紙パルプ等の製品を多品種可変量生産するための複数の設備から構成される製造プラント、特にバッチ制御型の製造プラントを監視・制御するための計装制御方法ならびに計装制御システムに関する。
【背景技術】
【0002】
上記の「バッチ制御」については、国際測定制御学会(International Society for Measurement and Control)が、1995年に発行した規格(ISA S88.01)があり、従来よりこの規格に準拠したバッチプロセス制御システムが提供されている。これについて図を用いて簡単に説明する。
【0003】
図8はバッチプロセス制御システムのイメージを一例をもって示す図である。本図の例は、コーヒー飲料の製造プラントに適用したバッチプロセス制御システムであり、図示するとおり、「プロシージャ」→「ユニットプロシージャ」→「オペレーション」→「フェーズ」と呼ばれる各レベルの階層構造をもって構築されている。なお、本図中の細部の構成は本発明と直接関係しないので、その詳細な説明は省略する。
【0004】
このようなバッチプロセス制御システムによって、上述した「多品種可変量生産」に対応するに当たっては、図8の上記階層中、「ユニットプロシージャ」レベル内の各工程の実行順序を可変とすることで対応している。したがってその上位の「プロシージャ」レベルで設備の接続順序を変えるということはしていない。つまり、この「プロシージャ」レベルでの実行順序は原則的に不変である。
【0005】
なお本発明に関連する公知技術として、下記の〔特許文献1〕と〔特許文献2〕とが挙げられる。後述するとおり、本発明は「プロシージャ」レベルでのフレキシブル計装制御を容易かつ安価に実現しようとするものである。これに対し、〔特許文献1〕は「ユニットプロシージャ」レベルでのシーケンス制御であって、本発明とは根本的に相違する。一方、〔特許文献2〕は本発明に近似する手法を示しているものの、問題解決のための具体的な方法あるいはシステム構成については何ら開示していない。
【0006】
【特許文献1】特開平5−250009号公報
【特許文献2】特開平11−73218号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
まず本発明が解決しようとする課題の理解を早めるために、製造プラントの構成例を示す。
【0008】
図9(a)および(b)は、本発明の課題の理解を早めるための製造プラントの第1構成例を示す図であり、
図10(a)および(b)はその第2構成例を示す図である。
【0009】
まず図9を参照すると、参照番号1は製造プラントを表しており、本図の(a)では、2つの設備2から構成されている例を示す。具体的には2つのタンク(tank)2T、すなわち2TAおよび2TBから構成されている。図中、実線の矢印は、製品の中間品または完成品の流れを表し、一方、点線の矢印は計装制御のためのプログラムが起動されている状態を表す。
【0010】
ここで上記図9(a)に示すような製造プラントが稼動中であったところ、次に製造品目の変更が生じたものとする。そうすると、一例として、同図(b)に示すようにタンク2TCがタンク2TAと2TBの間に介挿されるようになるといったことも起こり得る。
【0011】
かかる製造プラントの改変の例は図9のような場合に限らず、図10に示すような場合もある。すなわち、図10の(a)に示すようなタンク2TA→2TB→2TCといった構成であった製造プラント1を、同図(b)に示すようなタンク2TA→2TC→2TBといった構成に改変するような場合もある。さらに図示しないが、同図(b)においてタンク2TAと2TCの間にさらにタンク2TDが介挿される、といった改変もあり得る。
【0012】
上述した図9の(a)→(b)や図10の(a)→(b)といった製造プラントの改変は、後述する図5をここで参照して、さらに分かりやすく説明することができる。コーヒーの抽出工程を一例として挙げると、図5の「接続1」の態様は通常の抽出工程の場合を表す。この接続(接続2、接続3も同じ)は、図示するパイプやホース3によって行われ、またその接続の変更はこれらのつなぎ替えによって行われる。ここで製造品目が変わり新製品の生産に入ることになったとすると、種々の改変が行われる。例えば図5の「接続2」の態様で示す改変は、本図の上段に示す遠心分離機を一連の工程の中に新たに組み入れる、といった改変の様子を示す。また例えば図5の「接続3」の態様で示す改変では、本図の上段に示す冷却プレートと濾過機の工程順を入れ替える、といった改変の様子を示す。いずれにしても、既述した「多品種可変量生産」に対応させた製造プラント1では、上述したプラント構成の改変は不可避である。
【0013】
従来上述した図9あるいは図10に示すようなプラント構成の改変があったとき、すなわち、プロシージャの実行順序を変更しなければならないとき、あるいはプロシージャの追加(あるいは削除)があったとき、図9および図10の各(a)欄中、点線の矢印で示す一連のプログラムを、同図の各(b)欄中の点線の矢印で示す一連のプログラムに書き換えなければならない。
【0014】
このため、従来、プラント構成の改変に際しては、製造プラント1におけるプロセス全体の見直しをした上でプログラムを新たに作成し直す必要があり、その改変に要する時間と費用は相当大となって、多品種可変量生産にフレキシブルに対応することが容易ではない、という問題があった。このことは、近年の需要者ニーズの多様化あるいは多品目化に迅速に対応できないことを意味する。ここで前述した〔特許文献1〕および〔特許文献2〕の概要について簡単にまとめておくと、以下のとおりである。
【0015】
〔特許文献1〕(バッチプロセスのシーケンス制御方法)は、「ユニットプロシージャの制御」に関するものであって、その概要は、コンピューターによる自動制御と人間による手動操作が混在したバッチプロセスにおいて、容易にかつ効果的なシーケンス制御(=ユニットプロシージャ)を実行するに適したシーケンス制御の記述および実行方法を提供するものであり、製造作業手順書と工程関連図とを作成してコンピューターに入力し、翻訳処理を行うことでシーケンス制御ができるものである。このため複雑なプロミングを行う必要がない、という利点がある。
【0016】
〔特許文献2〕(製造プラントにおける製造プロセスの制御方法)は、製造プロセスの制御に関するものであって、その概要は、プロセスの変更が自在であり、かつ制御が容易で、連続プロセスとバッチプロセスとの混在が可能である製造プラントにおける製造プロセスの制御方法を提供するものであって、製造プロセスが2以上の各々独立に動作し得るモジュールからなり、各モジュールに受入口、製品出口、情報入力部、情報出力部が設けられるものである。このために、その効果の欄には、「プロセス設計、システム設計をモジュール単位で行えるため設計が容易になり、完成後のシステムテストや運転テスト、あるいは実際の原料を使ったテスト等をモジュール単位で確認することができるので、テストが効率よく実施でき、また修正や改良も容易である。」との記載がある。
【0017】
しかし、前述した問題すなわち、プラント構成の改変に要する時間と費用は相当大となって、多品種可変量生産にフレキシブルに対応することが容易ではない、という問題を解決するための具体的な方法あるいはシステム構成については、この〔特許文献2〕には何ら開示していない。
【0018】
したがって本発明は、上記問題点に鑑み、多品種可変量生産型の製造プラントの改変に容易かつ安価に対応することのできるフレキシブルな計装制御方法およびシステムを提供することを目的とするものである。
【課題を解決するための手段】
【0019】
図1は本発明に基づく計装制御方法を表すフローチャートである。まず本方法の基本的な前提は、複数の工程にそれぞれ対応させた複数の設備(図2の2)よりなる製造プラント(図2の1)を監視・制御するための計装制御方法である。ここにその方法の特徴は、図1のステップS11〜S14により表されており、
ステップS11:複数の設備2の各々から各設備2の状態情報ST(state)を常時外部に通知する状態情報出力ステップであり、
ステップS12:これらの設備2からの各状態情報STを、これらの設備2に共通の共通データベース(図2の11)に統合して記録する記録ステップであり、
ステップS13:第1の設備2において、これら設備間の接続順序について予め定めた接続順序情報CO(connection order)を入手してこの情報に基づき、上記の工程で次に接続されているべき下流側(または上流側)の第2の設備2を自ら特定すると共に、特定されたこの第2の設備に関する状態情報STを共通データベース11より自ら取得して確認する第1の状態確認ステップであり、
ステップS14:第2の設備2において、接続順序情報COを入手してこの情報に基づき、上記の工程で次に接続されているべき上流側(または下流側)の第1の設備2を自ら特定すると共に、特定されたこの第1の設備に関する状態情報STを共通データベース11より自ら取得して確認する第2の状態確認ステップである。
【0020】
その後、上記の第1および第2の設備2においてそれぞれ、相手方設備の状態が、次の工程に移行可能な状態であることをそれぞれ独自に確認して両設備間での材料の受入れおよび払出しを行うものである。
【0021】
またさらに好ましくは、図1のフローチャートのいずれかに「接続確認ステップ」を含む。この接続確認ステップは、接続順序情報COと、上述した第1の設備2および第2の設備2の間を接続すべき配管機器類の接続関係ならびに相互に直接接続される該設備相互間の接続関係と、の間の整合がとれていることを確認するためのステップである。
【発明の効果】
【0022】
i)前述したとおり、ISA S88.01により階層化の概念は既に提唱されている。しかし、実際のところは上記「ユニットプロシージャ」レベルでの製造プラントの変更しか行われていない。本発明は、「プロシージャ」レベルでの変更(設備2の入替えや追加や削除等)を可能にする計装制御方法ならびにシステムを実現するものである。
【0023】
ii)本発明により、プロセス設計やシステム設計が容易になり、完成後のシステムテストや運転テスト、あるいは実際の原料を使った予備テスト等は、設備(2)単位のユニットプロシージャの動作確認と、プロシージャレベルでの接続動作確認のみでよいことになる。したがって、これらのテストが効率よく実施でき、またシステムの修正や改良も容易となる。
【0024】
iii)接続順序情報COと、実際の製造ラインの接続とが整合しているか否かを確認する前述の「接続確認ステップ」を導入することで、確実な製造ラインの接続を行うことができる。この場合製造ラインの接続の検査のために、接続検査部(後述する図5の15参照)を利用すると、プロセス設計や設備同士の接続が正しいか否かの確認を容易に行うことができる。
【発明を実施するための最良の形態】
【0025】
図2は本発明に基づく計装制御システムの基本構成図であり、
本図において、参照番号10は本発明に係る計装制御システムを示しており、共通データベース11と、設備2毎に設けられた状態情報出力部12および状態情報取得部13と、を含んで構成される。なお、本図のモデルは、一例として前述した図9(a)のモデルを採用しているが、同図(b)のモデルでもあるいは図10(a)および(b)のモデルでも同様に採用することができる。
【0026】
この計装制御システム10は前述したように、複数の工程にそれぞれ対応させた複数の設備(本図では、簡単のために2(I)と2(II)を例示)よりなる製造プラントを監視・制御するための計装制御システムを前提とする。ここに、上述した共通データベース11と状態情報出力部12と状態情報取得部13は、それぞれ次のような機能を有する。
【0027】
まず共通データベース11は、複数の設備2(I),2(II)の各々に関する状態情報STを統合して記録するものである。一方、状態情報出力部12は、複数の設備(2(I),2(II))の各々に設けられ、各該設備の状態情報STを常時ST(I),ST(II)として共通データベース11に書き込むものであり、状態情報取得部13は、同じく複数の設備(2(I),2(II))の各々に設けられて、これら設備間の接続順序について予め定めた接続順序情報COを入手してこの情報COに基づき自設備2(I)が接続されているべき相手方となる他設備(本図では2(II))を特定すると共に、特定されたこの他設備2(II)についての状態情報ST(II)を共通データベース11から読み出すものである。
【0028】
ここに、相互に接続されているべき自設備2(I)および他設備2(II)は、それぞれが独自に取得した各相手方設備の状態情報(ST)に基づき、その相互間での材料の受入れおよび払出しの可否を独自に判定するようにする。なお、本図2では、状態情報出力部12と状態情報取得部13とを、対応する各設備2に直接設けられたモジュールのように記載しているが、これに限定するものではなく、例えば、計装制御システム10の全体制御を司るCPU(図示せず)においてそれらのモジュールを形成するようにしてもよい。
【0029】
上述したごとく構成することによって、設備2(I)と設備2(II)とが新たに相互間での材料の受入れおよび払出しを行うに当たり、設備2(I)についても設備2(II)についても、相互に全く同じプログラム(図1)を実行することで、その相互接続を完了することができるのである。つまり、従来における前述した「一連のプログラムの書換え」は全く必要としない。これが本発明の要点である。さらに図9(b)を再び参照すれば、従来は同図(a)から同図(b)への接続替えに際し、同図(a)で用いたプログラム(図示の点線矢印Pで図解的に表す)を廃棄して、同図(b)の第1のプログラム(2TAと2TC間の点線矢印P1)と第2のプログラム(2TCと2TB間の点線矢印P2)とを新たにかつ個別に作り直さなければならなかった。これには多大な時間と費用が必要であった。
【0030】
ところが本発明によれば、製造プラント1中の設備2の入替え、追加、削除のいずれであれ、これに関係する複数の設備2の各々は、自設備が工程中のどの順番に設定されるかを、上記接続順序情報COによって知れば、あとは、自設備の上流側(あるいは下流側)の接続相手設備を対象として同一のプログラム(図1)を実行することによって、製造プラントの改変が完了する。これは短時間かつ安価に行える。ただし各設備は、通常動作時はそれぞれの役割に応じてそれぞれ独自のプログラム(上流側/下流側プログラム)で動作する。
【0031】
かくして本発明によれば、工程の上流側にある設備2(I)は上流側プログラムで動作させ、その下流側にある設備2(II)は下流側プログラムで動作させ、ここに設備同士の相互接続と、設備相互間での材料の受入れおよび払出しとを行う際しては、これらの設備に共通の統一プログラムによって、上記の上流側プログラムと下流側プログラムとを連動させるようにして、大幅なプログラムの書換えなしに、すなわち簡単かつ安価に、フレキシブルな計装システム10を実現する。これについて、以下にもう少し具体的に説明する。
【0032】
上記フレキシブル計装システムの基本的な考え方は、タンク2T間の移送工程を例にとると、従来のソフトウェアにおいては、From−Toの一連の移送動作を1つに合体したプログラムによって作成していた。これに対し本発明は、「Fromプログラム」(図1のステップS11,S12,S13)と「Toプログラム」(図1のステップS11,S12,S14)の2つに分け、その2つのプログラムが連動しながらあたかも1つのプログラムであるかのような動作を行うものである。このとき上流側プログラムと下流側プログラムとの間には、これらが連動して動くための取り合いが発生するが、この取り合いをどのプログラムでも共通なものとするのがポイントである。
【0033】
このようにしておけば、「From」にある第1タンク2Tが入り、「To」に別の第2タンク2Tが入ったとしても、プログラム上は完全に連動して動作する。したがって、2つの設備をつなぐ管路さえ確保できれば、正常に自動運転ができることになる。もちろん、手動運転と異なり、プログラムとしてはいつもと同じように動作しているので、常時監視等も通常の運転条件と変わらないレベルで実施される。
【0034】
図3は本発明に基づく計装制御システムの一具体例を示す図である。なお、全図を通じて共通の構成要素には、同一の参照番号または記号を付して示す。
【0035】
本図において、製造プラント1は例えば3台の設備2、具体的には3台のタンク2T(T1,T2,T3)と配管のためのパイプやホース3とを備えていて、各タンク2Tにはパイプやホース3からの流入物を受入れる受入口4と、パイプやホース3へ流出物を払い出す払出口5とを有する。かかる製造プラント1が、本発明の計装制御システム10によって管理される。
【0036】
この計装制御システム10は、既に図2に示した、共通データベース11と状態情報出力部12と状態情報取得部13とを有している。さらに前述した接続順序情報COの情報源も有しており、本図の例では接続順序設定装置14として示す。すなわち、接続順序設定装置14は、接続順序情報COを保持し、状態情報取得部13はこの接続順序設定装置14から接続順序情報COを入手する。
【0037】
ただし、この接続順序情報COは、上記以外の方法でも設定可能である。例えば、共通データベース11はさらにこの接続順序情報COをも記録しておくようにする(図中、共通データベース11内のCO参照)。この場合、状態情報取得部13は共通データベース11からこの接続順序情報COを読み出すことになる。
【0038】
一方、状態情報出力部12について見てみる。前述のとおり、複数の設備2(本図中では、タンク2T)の各々は、工程に沿って順次搬送される製品の中間品または完成品の受入れおよび払出しをそれぞれ行う受入口4および払出口5を備えている。ここに、この状態情報出力部12は、少なくとも受入口4での受入準備完了/未了および払出口5での払出準備完了/未了をそれぞれ示す情報を状態情報STとして、共通データベース11に書き込む。このときタンク2T1,2T2および2T3の各状態情報ST1,ST2およびST3は、それぞれ対応する記録エリアDB1,DB2およびDB3に記録される。なお、その状態情報STとしては、上記のもの以外に、各タンク(2T)の現在の稼動状況等も含ませることができる。
【0039】
プラント構成の改変が行われるとき、該当のタンクはまず、各々の状態情報取得部13によって接続順序情報COを入手する。この入手は本図の例では、接続順序設定装置14より行う。このCOには、本図の例によれば、タンクT1→タンクT3という接続順序が設定されている。
【0040】
そうすると、タンク2T(T1)は接続相手がタンク2T(T3)であって、自分(T1)はその上流側にあることを独自に知る。またタンク2T(T3)も接続相手がタンク2T(T1)であって、自分(T3)はその下流側にあることを独自に知る。
【0041】
そこで次に、タンク2T(T1)の状態情報取得部13は、接続相手となるタンク2T(T3)より常時そのDB3に書き込まれている、このT3の状態情報ST3をDB3より取得する(図中の一点鎖線R13参照)。同様に、タンク2T(T3)の状態情報取得部13も、接続相手となるタンク2T(T1)より常時そのDB1に書き込まれている、このT1の状態情報ST1をDB1より取得する(図中の一点鎖線R31参照)。
【0042】
かくして、タンク2T(T1)側は、下流タンク2T(T3)側において流入物の受入れ準備が完了したか否かをT1独自に確認することができる。また同様に、タンク2T(T3)側は上流タンク2T(T1)側において流出物の払出し準備が完了したか否かをT3独自に確認することができる。そして各タンク(T1,T3)側にて、自己が準備完了であることを条件に、相手方の準備状況を見て、両者において準備完了を確認したとき、自律的に両タンク間での材料の受入れおよび払出しが実施されることになる。したがってこの場合、タンクT1およびT3の各状態情報取得部13は、少なくとも受入口4での受入準備完了/未了および払出口5での払出準備完了/未了をそれぞれ示す情報を状態情報STとして、共通データベース11から読み出すことになる。
【0043】
この本システム10では、上流側および下流側の各タンク2T間を相互に接続すべき配管機器類の接続関係が、上記の接続順序情報COと整合するか否かを検査する接続検査部15をさらに備えるのが望ましい。そしてその検査結果をも加味して、さらにタンク間の相互接続の正否までも判定するようにする。この検査結果は、接続順序設定装置14に保持するようにしてもよいし、あるいは、共通データベース11に記録するようにしてもよい。
【0044】
上記の配管機器類と接続検査部15について具体的に例示すると、図4および図5にそれぞれ示すとおりである。
【0045】
図4は配管機器類の一例を示す図であり、本図において、パイプやホース3は図3に示したとおりであって、このパイプやホース3にポンプ6やバルブ7等が設けられる。
【0046】
図5は接続検査部15の一例を示す図であり、図中、上段の抽出機、冷却プレート、濾過器等はこれまで述べた設備2の具体例を表すものである。図示するように、これらの各設備2の受入口4と払出口5に対応させた接続孔Hがあり、連通させるべき2つの孔H相互間をU字型パイプやホース3等の配管機器類で連結する。各接続孔Hには接続確認用のセンサ(LS:Limit Switch)が設けられ、パイプまたはホースで接続されているかどうかを認識する。このセンサLSの出力を接続検査部15にて監視することによって、所定の設備同士が接続されているかが判明する。
【0047】
このように図5に示すU字型パイプやホース3等の配管機器類を連結する連結口(H)に、連結の有/無を感知する上記のセンサLSを設け、その連結有/無情報と、接続順序情報COに基づいた機器の接続順序とを同期させることで、プロセス設計や設備同士の接続が正しいか否かの確認を容易に行うことができる。
なお、連結の有/無を感知するセンサが、上記のリミットスイッチ(LS)、あるいは近接スイッチ、金属探知スイッチ等であった場合、得られる接続情報はON/OFFのみとなるが、このセンサにバーコード、2次元バーコード、ICタグ等の読み取りセンサを付加した場合には、配管機器類の情報までも加味されることになり、どの機器がどの機器とどの配管機器類で接続されたかといった情報まで得ることができる。
【0048】
最後に図2に示す構成における具体的な動作について説明しておく。図6は本発明に基づく動作シーケンスの詳細例を示す図(その1)であり、
図7は同図(その2)である。
【0049】
図6および7において、設備2(I)は詳細例としてストレージタンク(I)であり、設備2(II)は詳細例として調合タンク(II)である。これら2つの設備2(I)および2(II)の中間に示されているのが共通データベース(DB)11である。
【0050】
ストレージタンク2(I)について、共通データベース11へ向かう矢印は、状態情報出力部12・Iによる自己の状態情報(ST・I)の書き込み動作を表し、一方、共通データベース11から出る点線矢印は、状態情報取得部13・Iによる相手方の状態情報(ST・II)の読み出し動作を表す。
【0051】
同様に調合タンク2(II)について、共通データベース11へ向かう矢印は、状態情報出力部12・IIによる自己の状態情報(ST・II)の書き込み動作を表し、一方、共通データベース11から出る点線矢印は、状態情報取得部13・IIによる相手方の状態情報(ST・I)の読み出し動作を表す。
【0052】
ここに示す動作シーケンスの要点は、
1)図中のa・II(調合タンク側)およびa・I(ストレージタンク側)における管路構成の確認(図5の接続検査部15参照)、
2)図中のb・I(ストレージタンク側)における、「調合タンク2(II)における受入準備終了」という状態情報の取得、
3)上記2)の取得に基づく、図中のc・I(ストレージタンク側)による調合タンク内容物の払出し、
4)上記3)の払出しについての、図中のd・II(調合タンク側)による状態情報取得と、これに続く調合タンク2(II)内への上記内容物の搬入、である。
【産業上の利用可能性】
【0053】
以上、食品、化学、紙パルプ等の製品を製造するための製造プラントを例にとって説明してきたが、この他に、いくつかのブロックに区分されたベルトコンベアに乗って、各部分を順次組立てていって完成品を得るような量産工場においても、そのブロック間での中間品の受け渡しに際して本発明を利用することができる。
【図面の簡単な説明】
【0054】
【図1】本発明に基づく計装制御方法を表すフローチャートである。
【図2】本発明に基づく計装制御システムの基本構成図である。
【図3】本発明に基づく計装制御システムの一具体例を示す図である。
【図4】配管機器類の一例を示す図である。
【図5】接続検査部の一例を示す図である。
【図6】本発明に基づく動作シーケンス図(その1)である。
【図7】本発明に基づく動作シーケンス図(その2)である。
【図8】バッチプロセス制御システムのイメージを一例をもって示す図である。
【図9】(a)および(b)は課題の理解を早めるための製造プラントの第1構成例を示す図である。
【図10】(a)および(b)は課題の理解を早めるための製造プラントの第2構成例を示す図である。
【符号の説明】
【0055】
1 製造プラント
2 設備(タンク)
3 パイプ/ホース
4 受入口
5 払出口
6 ポンプ
7 バルブ
10 計装制御システム
11 共通データベース
12 状態情報出力部
13 状態情報取得部
14 接続順序設定装置
15 接続検査部
【特許請求の範囲】
【請求項1】
複数の工程にそれぞれ対応させた複数の設備よりなる製造プラントを監視・制御するための計装制御方法であって、
前記複数の設備の各々から各該設備の状態情報を常時外部に通知する状態情報出力ステップと、
前記複数の設備からの各前記状態情報を、該複数の設備に共通の共通データベースに統合して記録する記録ステップと、
第1の前記設備において、前記複数の設備間の実行順序について予め定めた接続順序情報を入手してこの情報に基づき、前記工程で次に接続されているべき下流側(または上流側)の第2の前記設備を自ら特定すると共に、特定された該第2の設備に関する前記状態情報を前記共通データベースより自ら取得して確認する第1の状態確認ステップと、
第2の前記設備において、前記接続順序情報を入手してこの情報に基づき、前記工程で次に接続されているべき上流側(または下流側)の第1の前記設備を自ら特定すると共に、特定された該第1の設備に関する前記状態情報を前記共通データベースより自ら取得して確認する第2の状態確認ステップと、
を有してなり、前記第1および第2の設備においてそれぞれ、相手方設備の状態が、前記次の工程に移行可能な状態であることをそれぞれ独自に確認して両設備間の材料の受入れおよび払出しを行うことを特徴とする計装制御方法。
【請求項2】
前記実行順序情報と、前記第1の設備および第2の設備の間を接続すべき配管機器類の接続関係ならびに相互に直接接続される前記設備相互間の接続関係と、の間の整合がとれていることを確認する接続確認ステップをさらに含むことを特徴とする請求項1に記載の計装制御方法。
【請求項3】
前記工程の上流側にある前記設備は上流側プログラムで動作させ、その下流側にある前記設備は下流側プログラムで動作させ、ここに設備同士の相互接続に際しては各前記設備に共通の統一プログラムによって、前記上流側プログラムと前記下流側プログラムとを連動させることを特徴とする請求項2に記載の計装制御方法。
【請求項4】
複数の工程にそれぞれ対応させた複数の設備よりなる製造プラントを監視・制御するための計装制御システムであって、
前記複数の設備の各々に関する状態情報を統合して記録する共通データベースと、
前記複数の設備の各々に設けられ、各該設備の状態情報を常時前記共通データベースに書き込む状態情報出力部と、
前記複数の設備の各々に設けられ、前記複数の設備間の接続順序について予め定めた接続順序情報を入手してこの情報に基づき自設備が接続されているべき相手方となる他設備を特定すると共に、特定された該他設備についての前記状態情報を前記共通データベースから読み出す状態情報取得部と、
を備えてなり、相互に接続されているべき前記自設備および他設備は、それぞれが独自に取得した各相手方設備の状態情報に基づき、その相互接続の可否を独自に判定することを特徴とする計装制御システム。
【請求項5】
前記接続順序情報を保持する接続順序設定装置を備え、前記状態情報取得部は該接続順序設定装置から該接続順序情報を入手することを特徴とする請求項4に記載の計装制御システム。
【請求項6】
前記共通データベースはさらに前記接続順序情報をも記録し、前記状態情報取得部は該共通データベースから該接続順序情報を読み出すことを特徴とする請求項4に記載の計装制御システム。
【請求項7】
前記複数の設備の各々は、前記工程に沿って順次搬送される製品の中間品または完成品の受入れおよび払出しをそれぞれ行う受入口および払出口を備え、
前記状態情報出力部は、少なくとも前記受入口での受入準備完了/未了および前記払出口での払出準備完了/未了をそれぞれ示す情報を前記状態情報として、前記共通データベースに書き込むことを特徴とする請求項4に記載の計装制御システム。
【請求項8】
前記状態情報取得部は、少なくとも前記受入口での受入準備完了/未了および前記払出口での払出準備完了/未了をそれぞれ示す情報を前記状態情報として、前記共通データベースから読み出すことを特徴とする請求項4に記載の計装制御システム。
【請求項9】
上流側および下流側の各前記設備間を相互に接続すべき配管機器類の接続関係ならびに相互に直接接続される前記設備相互間の接続関係が、前記接続順序情報と整合するか否かを検査する接続検査部を備え、その検査結果をも加味して、前記の相互接続の正否を判定することを特徴とする請求項4に記載の計装制御システム。
【請求項10】
前記検査結果は前記接続順序設定装置に保持することを特徴とする請求項9に記載の計装制御システム。
【請求項11】
前記検査結果は前記共通データベースに記録することを特徴とする請求項9に記載の計装制御システム。
【請求項12】
前記配管機器類は、ポンプ、バルブおよびパイプならびにホースのいずれかを少なくとも含むことを特徴とする請求項9に記載の計装制御システム。
【請求項1】
複数の工程にそれぞれ対応させた複数の設備よりなる製造プラントを監視・制御するための計装制御方法であって、
前記複数の設備の各々から各該設備の状態情報を常時外部に通知する状態情報出力ステップと、
前記複数の設備からの各前記状態情報を、該複数の設備に共通の共通データベースに統合して記録する記録ステップと、
第1の前記設備において、前記複数の設備間の実行順序について予め定めた接続順序情報を入手してこの情報に基づき、前記工程で次に接続されているべき下流側(または上流側)の第2の前記設備を自ら特定すると共に、特定された該第2の設備に関する前記状態情報を前記共通データベースより自ら取得して確認する第1の状態確認ステップと、
第2の前記設備において、前記接続順序情報を入手してこの情報に基づき、前記工程で次に接続されているべき上流側(または下流側)の第1の前記設備を自ら特定すると共に、特定された該第1の設備に関する前記状態情報を前記共通データベースより自ら取得して確認する第2の状態確認ステップと、
を有してなり、前記第1および第2の設備においてそれぞれ、相手方設備の状態が、前記次の工程に移行可能な状態であることをそれぞれ独自に確認して両設備間の材料の受入れおよび払出しを行うことを特徴とする計装制御方法。
【請求項2】
前記実行順序情報と、前記第1の設備および第2の設備の間を接続すべき配管機器類の接続関係ならびに相互に直接接続される前記設備相互間の接続関係と、の間の整合がとれていることを確認する接続確認ステップをさらに含むことを特徴とする請求項1に記載の計装制御方法。
【請求項3】
前記工程の上流側にある前記設備は上流側プログラムで動作させ、その下流側にある前記設備は下流側プログラムで動作させ、ここに設備同士の相互接続に際しては各前記設備に共通の統一プログラムによって、前記上流側プログラムと前記下流側プログラムとを連動させることを特徴とする請求項2に記載の計装制御方法。
【請求項4】
複数の工程にそれぞれ対応させた複数の設備よりなる製造プラントを監視・制御するための計装制御システムであって、
前記複数の設備の各々に関する状態情報を統合して記録する共通データベースと、
前記複数の設備の各々に設けられ、各該設備の状態情報を常時前記共通データベースに書き込む状態情報出力部と、
前記複数の設備の各々に設けられ、前記複数の設備間の接続順序について予め定めた接続順序情報を入手してこの情報に基づき自設備が接続されているべき相手方となる他設備を特定すると共に、特定された該他設備についての前記状態情報を前記共通データベースから読み出す状態情報取得部と、
を備えてなり、相互に接続されているべき前記自設備および他設備は、それぞれが独自に取得した各相手方設備の状態情報に基づき、その相互接続の可否を独自に判定することを特徴とする計装制御システム。
【請求項5】
前記接続順序情報を保持する接続順序設定装置を備え、前記状態情報取得部は該接続順序設定装置から該接続順序情報を入手することを特徴とする請求項4に記載の計装制御システム。
【請求項6】
前記共通データベースはさらに前記接続順序情報をも記録し、前記状態情報取得部は該共通データベースから該接続順序情報を読み出すことを特徴とする請求項4に記載の計装制御システム。
【請求項7】
前記複数の設備の各々は、前記工程に沿って順次搬送される製品の中間品または完成品の受入れおよび払出しをそれぞれ行う受入口および払出口を備え、
前記状態情報出力部は、少なくとも前記受入口での受入準備完了/未了および前記払出口での払出準備完了/未了をそれぞれ示す情報を前記状態情報として、前記共通データベースに書き込むことを特徴とする請求項4に記載の計装制御システム。
【請求項8】
前記状態情報取得部は、少なくとも前記受入口での受入準備完了/未了および前記払出口での払出準備完了/未了をそれぞれ示す情報を前記状態情報として、前記共通データベースから読み出すことを特徴とする請求項4に記載の計装制御システム。
【請求項9】
上流側および下流側の各前記設備間を相互に接続すべき配管機器類の接続関係ならびに相互に直接接続される前記設備相互間の接続関係が、前記接続順序情報と整合するか否かを検査する接続検査部を備え、その検査結果をも加味して、前記の相互接続の正否を判定することを特徴とする請求項4に記載の計装制御システム。
【請求項10】
前記検査結果は前記接続順序設定装置に保持することを特徴とする請求項9に記載の計装制御システム。
【請求項11】
前記検査結果は前記共通データベースに記録することを特徴とする請求項9に記載の計装制御システム。
【請求項12】
前記配管機器類は、ポンプ、バルブおよびパイプならびにホースのいずれかを少なくとも含むことを特徴とする請求項9に記載の計装制御システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−285850(P2006−285850A)
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願番号】特願2005−107612(P2005−107612)
【出願日】平成17年4月4日(2005.4.4)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
【公開日】平成18年10月19日(2006.10.19)
【国際特許分類】
【出願日】平成17年4月4日(2005.4.4)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
[ Back to top ]