
計量包装システム及び組合せ秤
【課題】組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態を考慮して、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整し、安定した運転を促進する技術を提供することを目的とする。
【解決手段】組合せ秤99に供給された被計量物を各計量ホッパ12,12,,,へ分散させる分散フィーダ3にある被計量物の量を、供給量検出器(重量検出器4)で検出し、この分散フィーダ3にある被計量物の量が、有効な排出シュートの数(又は、稼動している包装機98の数)に応じて決定された上限値及び下限値の間となるように分散フィーダ3に被計量物を供給する。
【解決手段】組合せ秤99に供給された被計量物を各計量ホッパ12,12,,,へ分散させる分散フィーダ3にある被計量物の量を、供給量検出器(重量検出器4)で検出し、この分散フィーダ3にある被計量物の量が、有効な排出シュートの数(又は、稼動している包装機98の数)に応じて決定された上限値及び下限値の間となるように分散フィーダ3に被計量物を供給する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組合せ秤、並びに、組合せ秤と包装機とを併せ備えた計量包装システムに関し、特に、組合せ秤において外部から供給された被計量物を分散させる分散フィーダでの被計量物の量を最適に制御するための技術に関する。
【背景技術】
【0002】
従来、組合せ秤と包装機とは、これらを組み合わせることにより、計量包装システムとして構築されている。計量包装システムに備えられる組合せ秤は、複数の計量容器内の被計量物の計量値を種々に組合せ、これらの組合せの中から、合計重量が目標重量に最も近い値の組合せを選択し、選択された組合せの計量容器から被計量物を排出するものである。また、包装機は、組合せ秤から排出された被計量物を逐次包装するものである。
【0003】
一般的な組合せ秤の動作について簡単に説明する。まず、供給フィーダにより、被計量物が円錐状の分散フィーダの頂点に供給される。分散フィーダに供給された計量物は、分散フィーダの周りに放射状に配置された複数の直進フィーダへ分散して搬送されたのち、供給ホッパを介して計量ホッパ(計量容器)に投入される。各計量ホッパで被計量物の重量がそれぞれ計量されて、その計量結果が制御部に出力される。制御部では、当該計量結果に基づいて、計量物の重量が目標重量となる最適な計量ホッパの組合せが選択されるとともに、選択された計量ホッパに対して保持している被計量物を放出するよう指示が与えられる。制御部からの指示を受けた計量ホッパから放出された被計量物は、集合シュートで集められたのち、排出シュートを介して包装機へ投入されて1つの袋に袋詰めされる。
【0004】
組合せ秤では、前述の動作により1サイクル中に目標重量とほぼ同じ量の被計量物が消費される。従って、その間に分散フィーダに供給される被計量物の量が目標重量と等しければ、直進フィーダから下流側において過不足が生じることがなく、組合せ秤は最も効率よく安定して動作する。そこで、特許文献1や特許文献2では、分散フィーダにある被計量物の量を制御する組合せ秤が開示されている。これらでは、分散フィーダに供給される被計量物の量を制御することにより、分散フィーダ上の被計量物の層厚がほぼ一定に保持されている。
【0005】
特許文献1に記載の組合せ秤は、分散フィーダの上方に、被計量物が許容上限に達したことと、被計量物が許容下限を切ったことをそれぞれ検出するレベル検出器を備えている。そして、制御部は、被計量物が許容下限を切ったことが検出されると、供給フィーダの動作を開始させ、被計量物が許容上限に達したことが検出されると、供給フィーダの動作を停止させるように、構成されている。
【0006】
また、特許文献2に記載の組合せ秤は、分散フィーダ上の被計量物の重量(分散重量)を計量する計量装置を備え、前記計量装置において計量された重量に基づいて分散フィーダからの被計量物の搬出量を求め、分散フィーダからの被計量物の搬出量が目標重量となるように分散重量目標値を変更しつつ、当該分散重量目標値に基づいて供給フィーダをオン・オフ制御するように構成されている。
【特許文献1】特開昭60−179616号公報
【特許文献2】特開2004−163301号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、組合せ秤には、同時に複数組の組合せ演算を行い、複数の排出シュートからそれぞれ目標重量に組み合わされた被計量物を排出する形態のものがある。このような組合せ秤を備えた計量包装システムには、組合せ秤の排出シュートの数に合わせて複数の包装機が備えられるが、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、特定の包装機を一時的に休ませることがある。このとき、特許文献1又は特許文献2に記載の組合せ秤では、分散フィーダ上の被計量物が所定量を維持するようにフィードバック制御が行われているので、組合せ秤量を繰り返すうちに分散フィーダ上の被計量物はやがて所定量に回復するが、この間に数回程度のタイムラグが生じ、この数回の間の組合せ秤量に過不足が生じたり、分散フィーダでの分散性が悪くなったりして、組合せ秤量精度が著しく低下する。特に、目標重量が大きいほど組合せ秤量精度の低下が顕在化する。
【0008】
しかし、このような包装機の稼動状況(休止・運転再開など)の変化に伴う被計量物の消費量の変動に対する組合せ秤の分散フィーダへの被計量物の供給量の調整は行われていなかった。
【0009】
そこで本発明は、上記のような課題を解決するためになされたものであって、組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態に応じて組合せ秤の分散フィーダ(分散部)への被計量物の供給量を調整することによって、稼働している包装機の数が変動した直後における分散フィーダの分散性の悪化とそれによる組合せ秤量精度の低下を防止できる計量包装システム及び組合せ秤を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の計量包装システムは、被計量物を計量する複数の計量容器、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダ、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュート、及び、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置を、有する組合せ秤と、前記排出シュートから排出された被計量物を包装する、前記複数の排出シュートの数に応じた複数の包装機、又は、前記複数の排出シュートの数に応じた複数の包装部を備えた包装機とを、備えた計量包装システムであって、前記組合せ秤の前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されているものである。そして、前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている。
【0011】
上記構成の計量包装システムによれば、包装機の稼働状態に応じて、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、計量包装システムの安定した運転に寄与することができる。
【0012】
前記計量包装システムにおいて、前記信号は、前記包装機の運転オン・オフ信号とすることができる。或いは、前記信号は、前記組合せ秤への被計量物の排出指令信号とすることができる。包装機の運転オン・オフ信号及び被計量物の排出指令信号は、従来、包装機から組合せ秤へ送信される信号であるので、包装機に別途特別な機能を付加する必要がない。
【0013】
また、前記計量包装システムにおいて、前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成することができる。この場合、前記制御装置に、1台の包装機又は1つの包装部が有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、前記制御装置は、前記基本上限値及び前記基本下限値に、稼動している包装機又は包装部の数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成することが望ましい。
【0014】
或いは、前記計量包装システムにおいて、前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成することができる。
【0015】
また、本発明の組合せ秤は、被計量物を計量する複数の計量容器と、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダと、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュートと、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置とを、備えた組合せ秤であって、前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量に応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されているものである。そして、前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている。
【0016】
上記構成の組合せ秤によれば、有効な排出シュート、即ち、被計量物を排出可能な状態にある排出シュートの数に応じて、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、組合せ秤の安定した運転に寄与することができる。
【0017】
また、前記組合せ秤において、前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成することができる。この場合、前記制御装置に、1本の排出シュートが有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、前記制御装置は、前記基本上限値及び前記基本下限値に、有効な排出シュートの数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されていることが望ましい。
【0018】
さらに、前記組合せ秤において、前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成することができる。
【発明の効果】
【0019】
本発明は、以下に示すような効果を奏する。
【0020】
本発明によれば、組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態に応じて、組合せ秤の分散部への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、組合せ秤及び計量包装システムの安定した運転に寄与することができる。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態について、図面を参照しながら、詳細に説明する。なお、以下では全ての図を通じて同一又は相当する要素には同一の参照符号を付して、その重複説明を省略する。図1は本発明の実施の形態1に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【0022】
(実施の形態1)
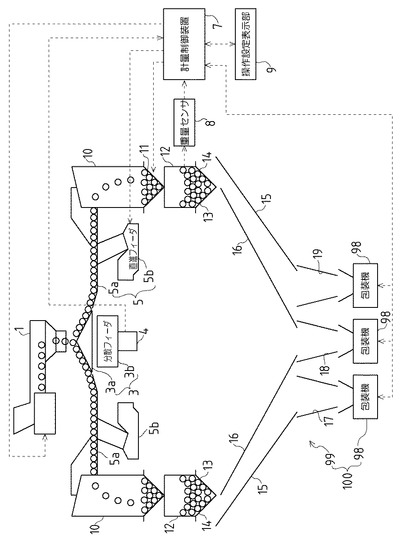
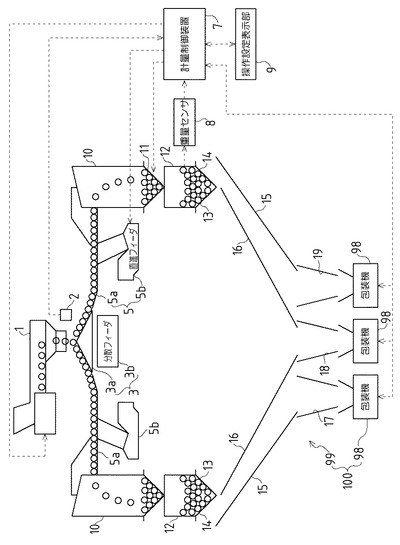
まず、本発明の実施の形態1に係る計量包装システム100の概略構成から説明する。図1に示すように、計量包装システム100は、組合せ秤99と、組合せ秤99で組合せ秤量された物品を包装する複数の包装機98,98,,,とを、備えている。以下、これらの計量包装システム100の構成要素について詳細に説明する。
【0023】
〔組合せ秤99〕
ここで、組合せ秤99のハードウエアの構成から説明する。
【0024】
組合せ秤99は、主に、被計量物を計量する複数の計量ホッパ(計量容器)12,12,,,と、外部から受け取った被計量物を複数の計量ホッパ12,12,,,へ搬送(供給)するフィーダと、複数の計量ホッパ12,12,,,から放出された被計量物を外部へ排出する集合シュート15,16並びに複数の排出シュート17,18,19と、組合せ秤99に具備される各構成要素の動作を制御するとともに、複数の計量ホッパ12,12,,,に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う計量制御装置7とを、備えている。
【0025】
フィーダは、外部から受け取った被計量物の量を調整しながら供給する供給フィーダ(供給部)1と、供給フィーダから供給された被計量物を分散させる分散フィーダ(分散部)3と、分散された被計量物を複数の計量ホッパ12,12,,,へ搬送する複数の直進フィーダ(搬送部)5と、分散フィーダ3にある被計量物の量を検出する重量検出器(供給量検出器)4とを、備えている。
【0026】
供給フィーダ1は、振動器が取り付けられたトラフ(大型の細長い容器)を備え、このトラフには図示されていない他の装置から被計量物が供給される。この供給フィーダ1では、振動器によってトラフが適宜加振されて、分散フィーダ3上に被計量物が送り出される。なお、供給フィーダ1の構造は上記に限定されず、例えば、無端状のベルトに複数の容器が列をなして配置されて成るベルトコンベア等により構成することもできる。
【0027】
分散フィーダ3は、組合せ秤99の本体の上部(集合シュート15,16の上方)に設けられている。分散フィーダ3は、円錐形状のトップコーン3aと、このトップコーン3aに振動を与える振動器3bとで構成されている。供給フィーダ1より、振動器3bにより加振されているトップコーン3aへ供給されてきた被計量物は、その振動によって放射状に分散する。この分散フィーダ3のトップコーン3a及び振動器3bの重量を合わせて検出できるように重量検出器4が設けられている。よって、重量検出器4で検出された重量からトップコーン3aと振動器3bとの重量を差し引くことにより、分散フィーダ3のトップコーン3a上にある被計量物の重量を検出することができる。
【0028】
分散フィーダ3の周囲には、複数の直進フィーダ5が放射状に複数設けられている。各直進フィーダ5は、リニアフィーダパン5aと、このリニアフィーダパン5aに振動を加える振動器5bとで構成されている。分散フィーダ3より、振動器5bにより加振されているリニアフィーダパン5aへ送給されてきた被計量物は、その振動によって供給ホッパ10に送り出される。
【0029】
供給ホッパ10は、直進フィーダ5の被計量物の送給側に各直進フィーダ5に対応して複数設けられている。そして、各供給ホッパ10の下方には、各供給ホッパ10に対応して計量容器としての計量ホッパ12が設けられている。複数の供給ホッパ10及び計量ホッパ12は、直進フィーダ5の周囲に環状に配置されている。供給ホッパ10は、供給ホッパゲート11を備えており、供給ホッパゲート11が開かれると、供給ホッパ10に保持されている被計量物が放出されて、計量ホッパ12に投入される。また、計量ホッパ12は、計量ホッパ内ゲート13及び計量ホッパ外ゲート14を備えており、計量ホッパ内ゲート13が開かれると計量ホッパ12に保持されている被計量物が内側集合シュート16へ放出され、計量ホッパ外ゲート14が開かれると計量ホッパ12に保持されている被計量物が外側集合シュート15へ放出される。
【0030】
計量ホッパ12は、計量ホッパ12内の被計量物の重量を計量するために、ロードセル等の重量センサ8を備えている。重量センサ8の計量値(検出信号)は、計量制御装置7へ伝達される。
【0031】
計量ホッパ12の下方には、外側の外側集合シュート15と、外側集合シュート15よりも内側に配置された内側集合シュート16との、内外二層の集合シュート15,16が設けられている。外側集合シュート15を滑落した被計量物は、第一排出シュート17又は第三排出シュート19を通って組合せ秤99から排出され、包装機98,98へ投入される。また、内側集合シュート16を滑落した被計量物は、第二排出シュート18を通って、包装機98へ投入される。このように、第一排出シュート17、第二排出シュート18、及び第三排出シュート19から排出された所定の目標重量の被計量物は、それぞれ異なる包装機98,98,98に投入されて、包装される。
【0032】
なお、上記において、直進フィーダ5、供給ホッパ10、計量ホッパ12、及び重量センサ8から1連の計量ヘッドが構成されており、複数連の計量ヘッドが組合せ秤99に備えられている。本実施の形態に係る組合せ秤99は、20連の計量ヘッドを備えている。
【0033】
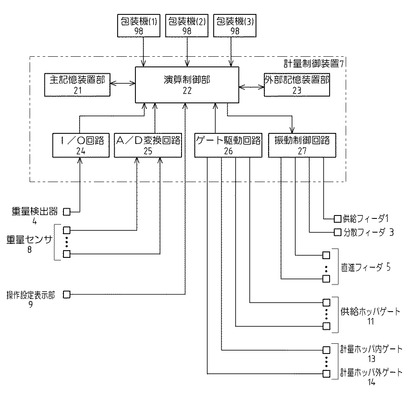
続いて、組合せ秤99の制御系統の構成について説明する。図2は計量制御装置の機能ブロック図である。
【0034】
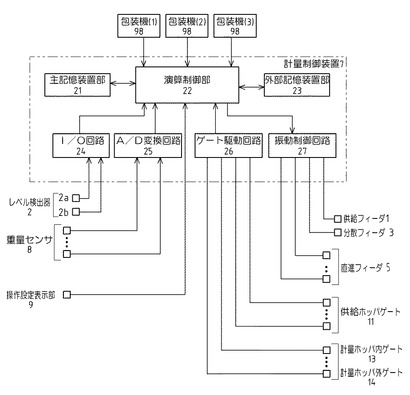
図2に示すように、計量制御装置7は、CPUを中心とするマイクロプロセッサとして構成されており、CPUを内蔵した演算制御部22と、処理プログラム等を記憶し作業領域として利用される主記憶装置部21と、大容量のデータを記憶することが可能な外部記憶装置部23と、I/O回路24と、A/D変換回路25と、ゲート駆動回路26と、振動制御回路27とを、備えている。さらに、演算制御部22には、組合せ秤99のユーザーインターフェースである操作設定表示部9が、信号を相互に送受信可能に接続されている。この操作設定表示部9は、組合せ秤99の運転の操作を行うタッチパネル式の操作部と、計量制御装置7の出力を受けて組合せ秤99の運転状態などを表示する表示部とにより構成されている。
【0035】
ゲート駆動回路26は、供給ホッパゲート11、計量ホッパ内ゲート13及び計量ホッパ外ゲート14に信号を送信可能に接続されている。そして、ゲート駆動回路26は、演算制御部22から信号を受けて、供給ホッパゲート11、計量ホッパ内ゲート13及び計量ホッパ外ゲート14に信号を送信するように構成されている。また、振動制御回路27は、供給フィーダ1、分散フィーダ3、及び直進フィーダ5に信号を送信可能に接続されている。そして、振動制御回路27は、演算制御部22からの信号を受けて、供給フィーダ1、分散フィーダ3、及び直進フィーダ5に信号を送信するように構成されている。
【0036】
I/O回路24は重量検出器4と接続されており、重量検出器4からの検出信号は、I/O回路24を介して演算制御部22に入力されるように構成されている。また、A/D変換回路25は重量センサ8と接続されており、重量センサ8からの検出信号は、A/D変換回路25を介して検出値に変換されて、演算制御部22へ入力されるように構成されている。
【0037】
なお、本実施の形態において、計量制御装置7とは、単独の制御装置のみならず複数の制御装置からなる制御装置群をも意味する。従って、計量制御装置7は、単独の制御装置で構成されていてもよく、分散配置され共働して制御する複数の制御装置で構成されていてもよい。
【0038】
〔包装機98〕
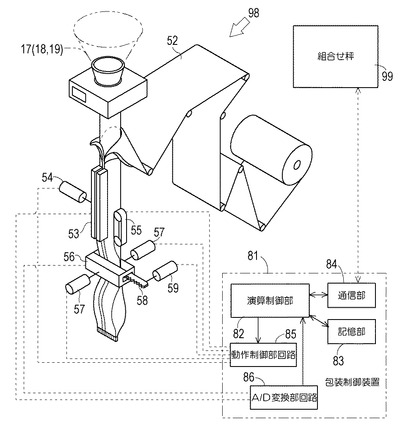
次に、包装機98の構成について、図3を用いて説明する。図3は包装機の概略構成を示す図である。ここでは、1台につき1つの包装部を備えた包装機98について説明するが、計量包装システム100に1台に付き複数の包装部を備えた包装機98を備えることもできる。
【0039】
まず、包装機98のハードウエアの構成から説明する。包装機98は、例えば、袋を製造しながら、この袋に組合せ秤99から投入される物品を充填して包装するものである。包装機98は、包装フィルム52を筒状にヒートシールする縦シール用ヒータ53と、このヒータ53を進退移動させる縦シール用エアーシリンダ54と、筒状となった包装フィルム52を下方に送り出すプルベルト55と、組合せ秤99の排出シュート17,18,19から供給される被計量物を充填した後に横シールを行う横シール用ヒータ56と、このヒータ56を進退移動させる横シール用エアーシリンダ57,57と、横シールの後に包装フィルム52を切断するカッタ58と、カッタ58を駆動するカッタ用エアーシリンダ59とを備えている。
【0040】
続いて、包装機98の制御系統の構成について説明する。包装機98の包装制御装置81は、CPU等からなる演算制御部82と、RAM及びROM等のメモリからなる記憶部83等を備えている。記憶部83には、包装機の運転用プログラム、運転用設定データである多数の運転パラメータのデータ等が記憶されており、この運転用プログラムを演算制御部82が実行することにより、包装機98の動作が制御される。
【0041】
さらに、包装制御装置81の演算制御部82には、動作制御回路85、A/D変換回路86、及び通信部84が接続されている。演算制御部82は、動作制御回路85を介して、縦シール用エアーシリンダ54、横シール用エアーシリンダ57、カッタ用エアーシリンダ59、及びプルベルト55の動作を制御する。また、演算制御部82は、A/D変換回路86を介して、縦シール用ヒータ53、及び横シール用ヒータ56に備えられた温度コントローラによる計測値を取得する。さらに、演算制御部82は、通信部84を介して、組合せ秤99との間で排出許可信号や排出完了信号の送受信、並びに各種情報の送受信を行う。
【0042】
〔計量包装システム100の動作〕
以上のように構成された計量包装システム100の動作について説明する。組合せ秤99の計量制御装置7は、運転用プログラムを実行して、組合せ秤99の動作制御を行うとともに組合せ演算を行う。予め、計量制御装置7の演算制御部22に対して操作設定表示部9から組合せ目標重量値や運転速度の条件を示すパラメータ等が入力され、主記憶装置部21に格納される。これらのパラメータ等は、必要に応じて演算制御部22により読み出される。
【0043】
計量制御装置7は、計量動作を開始するに際して、まず、供給フィーダ1の振動器、分散フィーダ3の振動器3b、及び直進フィーダ5の振動器5bを動作させるように、振動制御回路27を介してそれぞれ制御する。これにより、供給フィーダ1から分散フィーダ3上に供給された被計量物は、分散フィーダ3から円周方向に分散されて、放射状に配置された直進フィーダ5を通じて、各供給ホッパ10へ送給される。このとき、計量制御装置7は、重量検出器4により分散フィーダ3上の被計量物の重量を検出し、その被計量物の重量が所定量(下限値)より少なくなると、振動制御回路27を介して供給フィーダ1の振動器を動作させることにより、分散フィーダ3上に、所定量以上の被計量物が常時供給されるようにしている。
【0044】
続いて、計量制御装置7は、計量ホッパ12が空であることを検知し、ゲート駆動回路26を介して、供給ホッパ10の供給ホッパゲート11を開放するように制御する。これにより、供給ホッパ10から計量ホッパ12に被計量物が投入される。計量ホッパ12に被計量物が投入されると、計量制御装置7は、重量センサ8による計測値(各計量ホッパ12に保持されている被計量物の重量)をA/D変換回路25を介して検出し、検出された被計量物の重量に基づいて組合せ演算を行う。この組合せ演算では、複数の計量ホッパ12の中から、重量センサ8により計量された物品の重量値の合計が、予め定められた所定重量範囲(目標重量に対する許容重量範囲)内にある組合せが1つ求められ、被計量物を放出すべき計量ホッパ12の組合せが選択される。
【0045】
そして、包装機98から排出許可信号が入力されると、計量制御装置7は、ゲート駆動回路26を介して組合せ演算で求めた組合せに選択されている計量ホッパ12の計量ホッパ内ゲート13又は計量ホッパ外ゲート14を開放させ、被計量物を外側集合シュート15又は内側集合シュート16上へ放出させるとともに、包装機98へ排出完了信号を出力する。被計量物は、外側集合シュート15又は内側集合シュート16上を滑り排出シュート17,18,19のいずれかで集められて、包装機98へ送り出される。包装機98では、組合せ秤99からの排出完了信号の入力タイミングに基づいてシール動作等の動作を行う。
【0046】
なお、組合せ秤99では、同時に複数の組合せ秤量が行われる。本実施の形態に係る組合せ秤99は、3つの同時組合せ秤量を行うために、20連の計量ヘッドを備えており、これらの計量ヘッドは10連ずつに分割されて、10連の計量ヘッド群で組合せ秤量が行われる。ここで、10連以上の計量ヘッド群で組合せ演算が行われることによって、所定の組合せ秤量精度が維持される。
【0047】
具体的には、10連の計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ外ゲート14が開放されて、被計量物は外側集合シュート15へ放出され、排出シュート17を通じて包装機98へ投入される。これと同時に、残りの10連の計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ内ゲート13が開放されて、被計量物は内側集合シュート16へ放出され、第二排出シュート18を通じて包装機98へ投入される。さらに、何れの組合せにも選択されなかった計量ホッパ12を含む計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ外ゲート14が開放されて、被計量物は外側集合シュート15へ放出され、第三排出シュート19を通じて包装機98へ投入される。このようにして、ほぼ同時に3つの排出シュート17,18,19から目標重量の被計量物がそれぞれ排出される。
【0048】
なお、2つの同時組合せ秤量を行う場合は、組合せ秤99に14連の計量ヘッドを備え、組合せに参加する計量ホッパ12の数を4個として組合せ演算を行うとともに、第一排出シュート17及び第三排出シュート19を合わせた排出シュートを設け、この排出シュートと第二排出シュート18とから、目標重量の被計量物がそれぞれ排出されるように構成すれば、所定の組合せ秤量精度を維持することができる。
【0049】
〔分散フィーダ3への被計量物の供給量制御〕
続いて、供給フィーダ1から分散フィーダ3への被計量物の供給量制御について説明する。図4は組合せ秤の操作設定表示部に表示された「自動運転画面」の一例を示す図である。
【0050】
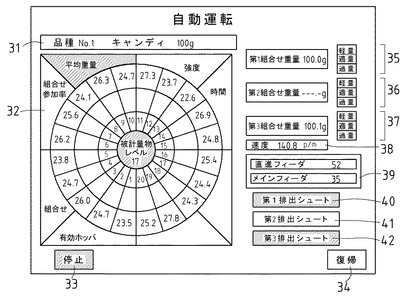
図4に示す自動運転画面には、組合せ秤量を行う品種番号を表示する品種番号・品種表示エリア31と、ヘッドの計量情報を表示するヘッド円形表示エリア32と、運転のオン・オフを行う「開始/停止」タッチキー33と、自動運転画面を呼び出した画面に戻るための「復帰」タッチキー34と、「第1組合せ重量・適量判別」表示エリア35と、「第2組合せ重量・適量判別」表示エリア36と、「第3組合せ重量・適量判別」表示エリア37と、運転速度を表示する速度表示エリア38と、リニアフィーダとメインフィーダの振幅強度を設定する「フィーダ強度表示・設定」エリア39とが、設けられている。ヘッド円形表示エリア32では、各計量ホッパ12に保持されている被計量物の平均重量と、分散フィーダ3のトップコーン3a上の被計量物の量(レベル(層厚)、又は重量)とが、表示されている。自動運転画面に表示されている各タッチキーは、反転表示されることによって切換が示されている。
【0051】
さらに、自動運転画面には、第1排出シュートオン・オフタッチキー40と、第2排出シュートオン・オフタッチキー41と、第3排出シュートオン・オフタッチキー42とが、設けられている。第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42に示されているオン・オフは、第一排出シュート17、第二排出シュート18、及び第三排出シュート19を通じて被計量物が投入される包装機98,98,98が稼動しているか否かを示している。そして、組合せ秤99の計量制御装置7は、第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42のうち、オフと示されているタッチキーに該当する排出シュート17,18,19に被計量物が投入されないように、動作を制御している。
【0052】
第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42は、包装機98,98,98の包装制御装置81,81,81から所定の信号を取得した計量制御装置7が、自動的にオン・オフを切り換えて表示するように構成されている。例えば、3台の包装機98,98,98のうち1台が稼動していない状況では、この稼動していない包装機98に対応する排出シュートの排出シュートオン・オフタッチキーがオフと示され、組合せ秤99では残りの2つの排出シュートを介して稼動している2台の包装機98,98へ被計量物が投入される。ここで、「所定の信号」とは、包装機98の運転オン・オフ信号、又は、排出許可信号のことであり、計量制御装置7は、この所定の信号を取得することにより包装機98の稼動状況を検出することができる。包装機98の運転オン・オフ信号及び被計量物の排出指令信号は、従来、包装機98から組合せ秤99へ送信される信号であるので、包装機98に別途特別な機能を付加する必要がなく、好適である。
【0053】
或いは、第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42は、それぞれ使用者が手動でオン・オフを切り換えることもできる。この場合、包装機98,98,98の稼働状況に関わらず、オフと示されている排出シュートオン・オフタッチキー40,41,42に該当する組合せ秤99の排出シュート17,18,19は無効とされ、被計量物が投入されない。例えば、排出シュートオン・オフタッチキー40,41,42のうち1つがオフと示されている場合、残りの2つの排出シュートが有効、つまり、被計量物が排出可能な状態にあり、これらの排出シュートを介して2台の包装機98,98へ被計量物が投入される。
【0054】
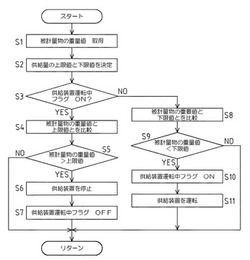
ここで、計量制御装置7による、供給フィーダ1から分散フィーダ3への被計量物の供給量制御の流れについて、図5を用いて説明する。図5は計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【0055】
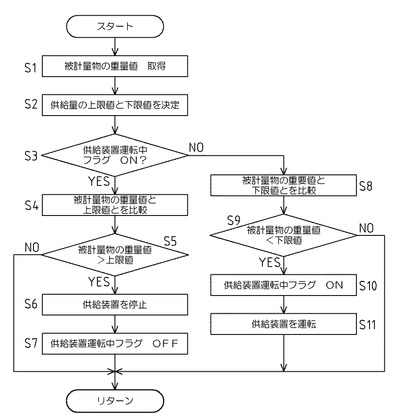
まず、計量制御装置7は、重量検出器4で検出された分散フィーダ3のトップコーン3a上の被計量物の重量を取得する(ステップS1)。
【0056】
次に、計量制御装置7は、供給量の上限値及び下限値を決定する(ステップ2)。ここで「供給量」とは、分散フィーダ3のトップコーン3a上にある被計量物の重量をいい、供給量の上限値及び下限値により分散フィーダ3のトップコーン3a上にある被計量物の重量の好適な範囲が定められる。なお、供給量の上限値及び下限値は、稼動している包装機98の数、又は、有効な排出シュートの数によって決定される。つまり、稼動している包装機98の数(又は、有効な排出シュートの数)が多ければ、供給量の上限値及び下限値ともに大きく、稼動している包装機98の数(又は、有効な排出シュートの数)が少なければ、供給量の上限値及び下限値はともに小さくなる。ここで「有効な排出シュート」とは、例えば、下方の包装機が稼働していて被計量物が排出可能な状況にある排出シュート17,18,19のことである。なお、計量制御装置7は、稼動している包装機98の数、又は、有効な排出シュートの数を、前述の通り、包装機98からの運転オン・オフ信号、包装機98からの排出許可信号、又は、操作設定表示部9を介して使用者が手動で切り換えた排出シュート17,18,19のオン・オフにより、検知する。
【0057】
例えば、1台の包装機98が稼動しているとき(又は、1本の排出シュートが有効であるとき)の分散フィーダ3のトップコーン3a上の被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として計量制御装置7に設定されており、計量制御装置7は基本上限値及び基本下限値に、稼働している包装機98の数(又は、有効な排出シュートの数)を乗じて供給量の上限値と下限値とを決定するように構成することができる。このように供給量の上限値及び下限値が決定されるので、計量制御装置7による演算やプログラムは比較的簡易ながらも、確実にトップコーン3aにある被計量物の分散状態を良好な状態に維持することが可能となる。
【0058】
また、例えば、稼動している包装機98の数(又は、有効な排出シュートの数)と、目標組合せ重量、上限値、及び下限値との関係が予め計算により、実験により、或いは任意に求められ、これがテーブルとして計量制御装置7に設定されており、計量制御装置7はこのテーブルを読み出して供給量の上限値と下限値とを決定するように構成されていてもよい。この場合、稼働している包装機98の数の増大に伴って供給量の上限値及び下限値も増大する。
【0059】
続いて、計量制御装置7は、供給フィーダの運転中フラグがONであるか、即ち、供給フィーダ1が運転中であるかを判別し(ステップS3)、運転中フラグがONであれば、取得した被計量物の重量値と供給量の上限値とを比較する(ステップS4)。被計量物の重量値が供給量の上限値よりも大きい場合は(ステップS5でYES)、計量制御装置7は、供給フィーダ1を停止させて(ステップS6)、供給フィーダ運転中フラグをOFFにする(ステップS7)。
【0060】
また、ステップS2で、運転中フラグがOFFであれば、計量制御装置7は、取得した被計量物の重量値と供給量の下限値とを比較する(ステップS8)。被計量物の重量値が所定の供給量の下限値よりも小さい場合は(ステップS9でYES)、計量制御装置7は、供給フィーダ運転中フラグをONとし(ステップS10)、供給フィーダ1を運転させる(ステップS11)。
【0061】
上述のように、組合せ秤99では、包装機98の稼働状況に応じて分散フィーダ3上にある被計量物の重量の好適な範囲(供給量の上限値及び下限値)が決定され、これに応じて、供給フィーダ1から分散フィーダ3へ供給される被計量物の供給量が調整される。よって、例えば、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、包装機98の稼動状況が一時的に変動しても、組合せ秤99での被計量物の消費量の変化に応じて供給フィーダ1からの被計量物の供給量が調整される。つまり、分散フィーダ3上の被計量物の量は、包装機98の稼働状況が変化しても、それに応じた好適な値となるように維持され、分散フィーダ3での被計量物の分散状態が略一定に維持される。従って、組合せ秤99において被計量物の過不足が生じることがなく、且つ、分散フィーダ3での良好な分散性が維持されるので、組合せ秤99は効率よく安定して動作し、組合せ秤99の組合せ秤量精度及び計量速度が維持される。
【0062】
(実施の形態2)
次に、本発明の実施の形態2について説明する。図6は本発明の実施の形態2に係る組合せ秤の鉛直方向断面の概略構成を示す図、図7は計量制御装置の機能ブロック図である。
【0063】
実施の形態1に係る組合せ秤99及び計量包装システム100は、分散フィーダ3のトップコーン3a上にある被計量物の量を検出するために重量検出器4を備えているのに対し、図6及び図7に示すように、実施の形態2に係る組合せ秤99及び計量包装システム100は、重量検出器4に代えてレベル検出器2を備えている。実施の形態2に係る組合せ秤99及び計量包装システム100は、重量検出器4に代えてレベル検出器2を備えている以外は、実施の形態1に係る組合せ秤99及び計量包装システム100と同一の構成である。そこで、以下では、組合せ秤99に備えたレベル検出器2に関して説明し、前述の実施の形態1と重複する説明を省略する。
【0064】
図6に示すように、組合せ秤99の分散フィーダ3の上方には、該分散フィーダ3上の被計量物の量(層厚)を検出するためのレベル検出器2が設けられている。このレベル検出器2は、例えば、超音波センサで構成されている。レベル検出器2は、2組の検出部から成り、そのうち一方の検出部は分散フィーダ3のトップコーン3a上にある被計量物の層厚が許容上限に達したとき出力信号を発する上限レベル検出部2aであり、他方の検出部は分散フィーダ3のトップコーン3a上にある被計量物の層厚が許容下限に達したときに出力信号を発する下限レベル検出部2bである。
【0065】
そして、図7に示すように、レベル検出器2は計量制御装置7のI/O回路24と接続されており、レベル検出器2からの検出信号は、I/O回路24を介して計量制御装置7の演算制御部22に入力されるように構成されている。
【0066】
続いて、計量包装システム100の動作について説明する。本実施の形態に係る計量包装システム100の組合せ秤量動作は、実施の形態1で説明したものとほぼ同じであるので説明を省略し、以下では、分散フィーダ3への被計量物の供給量制御について説明する。図8は計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【0067】
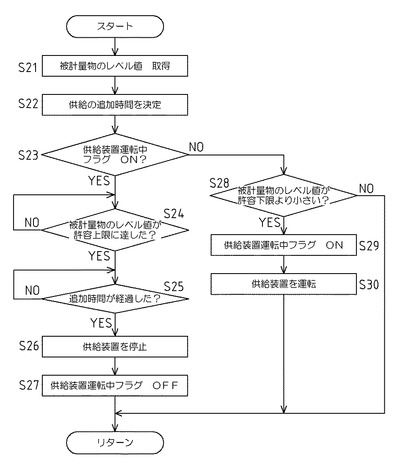
図8に示すように、まず、計量制御装置7は、レベル検出器2からの信号を受けて、分散フィーダ3のトップコーン3a上の被計量物のレベル値(層厚)を判定する(ステップS21)。ここで、計量制御装置7は、レベル検出器2の上限レベル検出部2a及び下限レベル検出部2bから共に出力信号を受けたときは被計量物のレベル値が許容上限に達していると判定し、下限レベル検出部2bのみから出力信号を受けたときは被計量物のレベル値は許容下限と許容上限の間にあると判定し、上限レベル検出部2a及び下限レベル検出部2bから共に出力信号を受けていないときは被計量物のレベル値が許容下限よりも少ないと判定する。
【0068】
次に、計量制御装置7は、供給の追加時間を決定する(ステップ22)。ここで「追加時間」とは、供給フィーダ1による分散フィーダ3への被計量物の供給を開始し、分散フィーダ3のトップコーン3a上の被計量物のレベル値(層厚)が許容上限を超えたときから、供給フィーダ1による供給を停止させるまでの時間のことをいう。
【0069】
供給の追加時間は、稼動している包装機98の数、又は、有効な排出シュートの数によって決定される。つまり、稼動している包装機98の数(又は、有効な排出シュートの数)が多ければ、供給の追加時間は大きく、稼動している包装機98の数(又は、有効な排出シュートの数)が少なければ、供給の追加時間は小さくなる。ここで「有効な排出シュート」とは、例えば、下方の包装機が稼働していて被計量物が排出可能な状況にある排出シュート17,18,19のことである。なお、計量制御装置7は、稼動している包装機98の数、又は、有効な排出シュートの数を、包装機98からの運転オン・オフ信号、包装機98からの排出許可信号、又は、操作設定表示部9を介して使用者が手動で切り換えた排出シュート17,18,19のオン・オフにより、検知する。
【0070】
例えば、稼働している包装機98の数(又は、有効な排出シュートの数)と追加時間との関係が予め計算により、実験により、或いは任意に求められ、これがテーブルとして計量制御装置7に設定されており、計量制御装置7は稼動している包装機98の数、又は、有効な排出シュートの数に応じて追加時間を決定するように構成することができる。この場合、稼働している包装機98の数の増大に従って追加時間も増大する。
【0071】
また、例えば、1台の包装機98が稼動しているとき(又は、1本の排出シュートが有効であるとき)の追加時間(例えば、0.1秒)が基本追加時間として計量制御装置7に設定されており、計量制御装置7は基本追加時間に、稼働している包装機98の数(又は、有効な排出シュートの数)を乗じて供給の追加時間を決定するように構成することもできる。このように供給の追加時間が決定される場合、計量制御装置7による演算やプログラムは比較的簡易ながらも、確実にトップコーン3aにある被計量物の分散状態を良好な状態に維持することが可能となる。
【0072】
続いて、計量制御装置7は、供給フィーダの運転中フラグがONであるか、即ち、供給フィーダ1が運転中であるかを判別し(ステップS23)、運転中フラグがONであれば、被計量物のレベル値が許容上限に達したか判別する(ステップS24)。被計量物のレベル値が許容上限に達した場合は(ステップS24でYES)、計量制御装置7は、そこから時間計測を開始し、追加時間が経過したか判別する(ステップS25)。計量制御装置7は、追加時間が経過したら(ステップS25でYES)、供給フィーダ1を停止させて(ステップS26)、供給フィーダ運転中フラグをOFFにする(ステップS27)。
【0073】
また、ステップS2で、運転中フラグがOFFであれば、計量制御装置7は、被計量物のレベル値が許容下限より小さいか判別する(ステップS28)。被計量物のレベル値が許容下限より小さい場合は(ステップS28でYES)、計量制御装置7は、供給フィーダ運転中フラグをONとし(ステップS29)、供給フィーダ1を運転させる(ステップS30)。
【0074】
上述のように、組合せ秤99では、包装機98の稼働状況に応じて分散フィーダ3に被計量物が供給される追加時間が決定され、換言すれば、包装機98の稼働状況に応じて分散フィーダ3に供給すべき被計量物の量が決定され、これにより供給フィーダ1から分散フィーダ3へ供給される被計量物の供給量が調整される。よって、例えば、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、包装機98の稼動状況が一時的に変動しても、組合せ秤99での被計量物の消費量の変化に応じて供給フィーダ1からの被計量物の供給量が調整される。つまり、分散フィーダ3に供給される被計量物の量は、包装機98の稼働状況が変化しても、それに応じた好適な値となるように維持され、分散フィーダ3での被計量物の分散状態が略一定に維持される。従って、組合せ秤99において被計量物の過不足が生じることがなく、且つ、分散フィーダ3での良好な分散性が維持されるので、組合せ秤99は効率よく安定して動作し、組合せ秤99の組合せ秤量精度及び計量速度が維持される。
【産業上の利用可能性】
【0075】
本発明は、複数の排出シュートを備えた組合せ秤、並びに、1台の組合せ秤と複数の包装機とを備えた計量包装システムにおいて、組合せ秤への被計量物の供給量を調整するための技術として有用である。
【図面の簡単な説明】
【0076】
【図1】本発明の実施の形態1に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【図2】計量制御装置の機能ブロック図である。
【図3】包装機の概略構成を示す図である。
【図4】組合せ秤の操作設定表示部に表示された「自動運転画面」の一例を示す図である。
【図5】計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【図6】本発明の実施の形態2に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【図7】計量制御装置の機能ブロック図である。
【図8】計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【符号の説明】
【0077】
100 計量包装システム
99 組合せ秤
98 包装機
1 供給フィーダ(供給部)
2 レベル検出器(供給量検出器)
3 分散フィーダ(分散部)
3a トップコーン
3b 振動器
4 重量検出器(供給量検出器)
5 直進フィーダ(搬送部)
5a リニアフィーダパン
5b 振動器
7 計量制御装置
8 重量センサ
9 操作設定表示部
10 供給ホッパ
11 供給ホッパゲート
12 計量ホッパ(計量容器)
13 計量ホッパ内ゲート
14 計量ホッパ外ゲート
15 外側集合シュート
16 内側集合シュート
17 第一排出シュート
18 第二排出シュート
19 第三排出シュート
52 包装フィルム
53 縦シール用ヒータ
54 縦シール用エアーシリンダ
55 プルベルト
56 横シール用ヒータ
57 横シール用エアーシリンダ
58 カッタ
59 カッタ用エアーシリンダ
81 包装制御装置
【技術分野】
【0001】
本発明は、組合せ秤、並びに、組合せ秤と包装機とを併せ備えた計量包装システムに関し、特に、組合せ秤において外部から供給された被計量物を分散させる分散フィーダでの被計量物の量を最適に制御するための技術に関する。
【背景技術】
【0002】
従来、組合せ秤と包装機とは、これらを組み合わせることにより、計量包装システムとして構築されている。計量包装システムに備えられる組合せ秤は、複数の計量容器内の被計量物の計量値を種々に組合せ、これらの組合せの中から、合計重量が目標重量に最も近い値の組合せを選択し、選択された組合せの計量容器から被計量物を排出するものである。また、包装機は、組合せ秤から排出された被計量物を逐次包装するものである。
【0003】
一般的な組合せ秤の動作について簡単に説明する。まず、供給フィーダにより、被計量物が円錐状の分散フィーダの頂点に供給される。分散フィーダに供給された計量物は、分散フィーダの周りに放射状に配置された複数の直進フィーダへ分散して搬送されたのち、供給ホッパを介して計量ホッパ(計量容器)に投入される。各計量ホッパで被計量物の重量がそれぞれ計量されて、その計量結果が制御部に出力される。制御部では、当該計量結果に基づいて、計量物の重量が目標重量となる最適な計量ホッパの組合せが選択されるとともに、選択された計量ホッパに対して保持している被計量物を放出するよう指示が与えられる。制御部からの指示を受けた計量ホッパから放出された被計量物は、集合シュートで集められたのち、排出シュートを介して包装機へ投入されて1つの袋に袋詰めされる。
【0004】
組合せ秤では、前述の動作により1サイクル中に目標重量とほぼ同じ量の被計量物が消費される。従って、その間に分散フィーダに供給される被計量物の量が目標重量と等しければ、直進フィーダから下流側において過不足が生じることがなく、組合せ秤は最も効率よく安定して動作する。そこで、特許文献1や特許文献2では、分散フィーダにある被計量物の量を制御する組合せ秤が開示されている。これらでは、分散フィーダに供給される被計量物の量を制御することにより、分散フィーダ上の被計量物の層厚がほぼ一定に保持されている。
【0005】
特許文献1に記載の組合せ秤は、分散フィーダの上方に、被計量物が許容上限に達したことと、被計量物が許容下限を切ったことをそれぞれ検出するレベル検出器を備えている。そして、制御部は、被計量物が許容下限を切ったことが検出されると、供給フィーダの動作を開始させ、被計量物が許容上限に達したことが検出されると、供給フィーダの動作を停止させるように、構成されている。
【0006】
また、特許文献2に記載の組合せ秤は、分散フィーダ上の被計量物の重量(分散重量)を計量する計量装置を備え、前記計量装置において計量された重量に基づいて分散フィーダからの被計量物の搬出量を求め、分散フィーダからの被計量物の搬出量が目標重量となるように分散重量目標値を変更しつつ、当該分散重量目標値に基づいて供給フィーダをオン・オフ制御するように構成されている。
【特許文献1】特開昭60−179616号公報
【特許文献2】特開2004−163301号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、組合せ秤には、同時に複数組の組合せ演算を行い、複数の排出シュートからそれぞれ目標重量に組み合わされた被計量物を排出する形態のものがある。このような組合せ秤を備えた計量包装システムには、組合せ秤の排出シュートの数に合わせて複数の包装機が備えられるが、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、特定の包装機を一時的に休ませることがある。このとき、特許文献1又は特許文献2に記載の組合せ秤では、分散フィーダ上の被計量物が所定量を維持するようにフィードバック制御が行われているので、組合せ秤量を繰り返すうちに分散フィーダ上の被計量物はやがて所定量に回復するが、この間に数回程度のタイムラグが生じ、この数回の間の組合せ秤量に過不足が生じたり、分散フィーダでの分散性が悪くなったりして、組合せ秤量精度が著しく低下する。特に、目標重量が大きいほど組合せ秤量精度の低下が顕在化する。
【0008】
しかし、このような包装機の稼動状況(休止・運転再開など)の変化に伴う被計量物の消費量の変動に対する組合せ秤の分散フィーダへの被計量物の供給量の調整は行われていなかった。
【0009】
そこで本発明は、上記のような課題を解決するためになされたものであって、組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態に応じて組合せ秤の分散フィーダ(分散部)への被計量物の供給量を調整することによって、稼働している包装機の数が変動した直後における分散フィーダの分散性の悪化とそれによる組合せ秤量精度の低下を防止できる計量包装システム及び組合せ秤を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の計量包装システムは、被計量物を計量する複数の計量容器、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダ、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュート、及び、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置を、有する組合せ秤と、前記排出シュートから排出された被計量物を包装する、前記複数の排出シュートの数に応じた複数の包装機、又は、前記複数の排出シュートの数に応じた複数の包装部を備えた包装機とを、備えた計量包装システムであって、前記組合せ秤の前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されているものである。そして、前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている。
【0011】
上記構成の計量包装システムによれば、包装機の稼働状態に応じて、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、計量包装システムの安定した運転に寄与することができる。
【0012】
前記計量包装システムにおいて、前記信号は、前記包装機の運転オン・オフ信号とすることができる。或いは、前記信号は、前記組合せ秤への被計量物の排出指令信号とすることができる。包装機の運転オン・オフ信号及び被計量物の排出指令信号は、従来、包装機から組合せ秤へ送信される信号であるので、包装機に別途特別な機能を付加する必要がない。
【0013】
また、前記計量包装システムにおいて、前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成することができる。この場合、前記制御装置に、1台の包装機又は1つの包装部が有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、前記制御装置は、前記基本上限値及び前記基本下限値に、稼動している包装機又は包装部の数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成することが望ましい。
【0014】
或いは、前記計量包装システムにおいて、前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成することができる。
【0015】
また、本発明の組合せ秤は、被計量物を計量する複数の計量容器と、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダと、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュートと、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置とを、備えた組合せ秤であって、前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量に応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されているものである。そして、前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている。
【0016】
上記構成の組合せ秤によれば、有効な排出シュート、即ち、被計量物を排出可能な状態にある排出シュートの数に応じて、組合せ秤の分散部(分散フィーダ)への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、組合せ秤の安定した運転に寄与することができる。
【0017】
また、前記組合せ秤において、前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成することができる。この場合、前記制御装置に、1本の排出シュートが有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、前記制御装置は、前記基本上限値及び前記基本下限値に、有効な排出シュートの数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されていることが望ましい。
【0018】
さらに、前記組合せ秤において、前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成することができる。
【発明の効果】
【0019】
本発明は、以下に示すような効果を奏する。
【0020】
本発明によれば、組合せ秤と複数の包装機とを備えた計量包装システムにおいて、包装機の稼働状態に応じて、組合せ秤の分散部への被計量物の供給量を調整して、分散部にある被計量物の量を好適な状態に維持することができる。これにより、分散部での被計量物の分散状態が略一定に維持される結果、良好な組合せ秤量精度及び計量速度が維持され、組合せ秤及び計量包装システムの安定した運転に寄与することができる。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態について、図面を参照しながら、詳細に説明する。なお、以下では全ての図を通じて同一又は相当する要素には同一の参照符号を付して、その重複説明を省略する。図1は本発明の実施の形態1に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【0022】
(実施の形態1)
まず、本発明の実施の形態1に係る計量包装システム100の概略構成から説明する。図1に示すように、計量包装システム100は、組合せ秤99と、組合せ秤99で組合せ秤量された物品を包装する複数の包装機98,98,,,とを、備えている。以下、これらの計量包装システム100の構成要素について詳細に説明する。
【0023】
〔組合せ秤99〕
ここで、組合せ秤99のハードウエアの構成から説明する。
【0024】
組合せ秤99は、主に、被計量物を計量する複数の計量ホッパ(計量容器)12,12,,,と、外部から受け取った被計量物を複数の計量ホッパ12,12,,,へ搬送(供給)するフィーダと、複数の計量ホッパ12,12,,,から放出された被計量物を外部へ排出する集合シュート15,16並びに複数の排出シュート17,18,19と、組合せ秤99に具備される各構成要素の動作を制御するとともに、複数の計量ホッパ12,12,,,に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う計量制御装置7とを、備えている。
【0025】
フィーダは、外部から受け取った被計量物の量を調整しながら供給する供給フィーダ(供給部)1と、供給フィーダから供給された被計量物を分散させる分散フィーダ(分散部)3と、分散された被計量物を複数の計量ホッパ12,12,,,へ搬送する複数の直進フィーダ(搬送部)5と、分散フィーダ3にある被計量物の量を検出する重量検出器(供給量検出器)4とを、備えている。
【0026】
供給フィーダ1は、振動器が取り付けられたトラフ(大型の細長い容器)を備え、このトラフには図示されていない他の装置から被計量物が供給される。この供給フィーダ1では、振動器によってトラフが適宜加振されて、分散フィーダ3上に被計量物が送り出される。なお、供給フィーダ1の構造は上記に限定されず、例えば、無端状のベルトに複数の容器が列をなして配置されて成るベルトコンベア等により構成することもできる。
【0027】
分散フィーダ3は、組合せ秤99の本体の上部(集合シュート15,16の上方)に設けられている。分散フィーダ3は、円錐形状のトップコーン3aと、このトップコーン3aに振動を与える振動器3bとで構成されている。供給フィーダ1より、振動器3bにより加振されているトップコーン3aへ供給されてきた被計量物は、その振動によって放射状に分散する。この分散フィーダ3のトップコーン3a及び振動器3bの重量を合わせて検出できるように重量検出器4が設けられている。よって、重量検出器4で検出された重量からトップコーン3aと振動器3bとの重量を差し引くことにより、分散フィーダ3のトップコーン3a上にある被計量物の重量を検出することができる。
【0028】
分散フィーダ3の周囲には、複数の直進フィーダ5が放射状に複数設けられている。各直進フィーダ5は、リニアフィーダパン5aと、このリニアフィーダパン5aに振動を加える振動器5bとで構成されている。分散フィーダ3より、振動器5bにより加振されているリニアフィーダパン5aへ送給されてきた被計量物は、その振動によって供給ホッパ10に送り出される。
【0029】
供給ホッパ10は、直進フィーダ5の被計量物の送給側に各直進フィーダ5に対応して複数設けられている。そして、各供給ホッパ10の下方には、各供給ホッパ10に対応して計量容器としての計量ホッパ12が設けられている。複数の供給ホッパ10及び計量ホッパ12は、直進フィーダ5の周囲に環状に配置されている。供給ホッパ10は、供給ホッパゲート11を備えており、供給ホッパゲート11が開かれると、供給ホッパ10に保持されている被計量物が放出されて、計量ホッパ12に投入される。また、計量ホッパ12は、計量ホッパ内ゲート13及び計量ホッパ外ゲート14を備えており、計量ホッパ内ゲート13が開かれると計量ホッパ12に保持されている被計量物が内側集合シュート16へ放出され、計量ホッパ外ゲート14が開かれると計量ホッパ12に保持されている被計量物が外側集合シュート15へ放出される。
【0030】
計量ホッパ12は、計量ホッパ12内の被計量物の重量を計量するために、ロードセル等の重量センサ8を備えている。重量センサ8の計量値(検出信号)は、計量制御装置7へ伝達される。
【0031】
計量ホッパ12の下方には、外側の外側集合シュート15と、外側集合シュート15よりも内側に配置された内側集合シュート16との、内外二層の集合シュート15,16が設けられている。外側集合シュート15を滑落した被計量物は、第一排出シュート17又は第三排出シュート19を通って組合せ秤99から排出され、包装機98,98へ投入される。また、内側集合シュート16を滑落した被計量物は、第二排出シュート18を通って、包装機98へ投入される。このように、第一排出シュート17、第二排出シュート18、及び第三排出シュート19から排出された所定の目標重量の被計量物は、それぞれ異なる包装機98,98,98に投入されて、包装される。
【0032】
なお、上記において、直進フィーダ5、供給ホッパ10、計量ホッパ12、及び重量センサ8から1連の計量ヘッドが構成されており、複数連の計量ヘッドが組合せ秤99に備えられている。本実施の形態に係る組合せ秤99は、20連の計量ヘッドを備えている。
【0033】
続いて、組合せ秤99の制御系統の構成について説明する。図2は計量制御装置の機能ブロック図である。
【0034】
図2に示すように、計量制御装置7は、CPUを中心とするマイクロプロセッサとして構成されており、CPUを内蔵した演算制御部22と、処理プログラム等を記憶し作業領域として利用される主記憶装置部21と、大容量のデータを記憶することが可能な外部記憶装置部23と、I/O回路24と、A/D変換回路25と、ゲート駆動回路26と、振動制御回路27とを、備えている。さらに、演算制御部22には、組合せ秤99のユーザーインターフェースである操作設定表示部9が、信号を相互に送受信可能に接続されている。この操作設定表示部9は、組合せ秤99の運転の操作を行うタッチパネル式の操作部と、計量制御装置7の出力を受けて組合せ秤99の運転状態などを表示する表示部とにより構成されている。
【0035】
ゲート駆動回路26は、供給ホッパゲート11、計量ホッパ内ゲート13及び計量ホッパ外ゲート14に信号を送信可能に接続されている。そして、ゲート駆動回路26は、演算制御部22から信号を受けて、供給ホッパゲート11、計量ホッパ内ゲート13及び計量ホッパ外ゲート14に信号を送信するように構成されている。また、振動制御回路27は、供給フィーダ1、分散フィーダ3、及び直進フィーダ5に信号を送信可能に接続されている。そして、振動制御回路27は、演算制御部22からの信号を受けて、供給フィーダ1、分散フィーダ3、及び直進フィーダ5に信号を送信するように構成されている。
【0036】
I/O回路24は重量検出器4と接続されており、重量検出器4からの検出信号は、I/O回路24を介して演算制御部22に入力されるように構成されている。また、A/D変換回路25は重量センサ8と接続されており、重量センサ8からの検出信号は、A/D変換回路25を介して検出値に変換されて、演算制御部22へ入力されるように構成されている。
【0037】
なお、本実施の形態において、計量制御装置7とは、単独の制御装置のみならず複数の制御装置からなる制御装置群をも意味する。従って、計量制御装置7は、単独の制御装置で構成されていてもよく、分散配置され共働して制御する複数の制御装置で構成されていてもよい。
【0038】
〔包装機98〕
次に、包装機98の構成について、図3を用いて説明する。図3は包装機の概略構成を示す図である。ここでは、1台につき1つの包装部を備えた包装機98について説明するが、計量包装システム100に1台に付き複数の包装部を備えた包装機98を備えることもできる。
【0039】
まず、包装機98のハードウエアの構成から説明する。包装機98は、例えば、袋を製造しながら、この袋に組合せ秤99から投入される物品を充填して包装するものである。包装機98は、包装フィルム52を筒状にヒートシールする縦シール用ヒータ53と、このヒータ53を進退移動させる縦シール用エアーシリンダ54と、筒状となった包装フィルム52を下方に送り出すプルベルト55と、組合せ秤99の排出シュート17,18,19から供給される被計量物を充填した後に横シールを行う横シール用ヒータ56と、このヒータ56を進退移動させる横シール用エアーシリンダ57,57と、横シールの後に包装フィルム52を切断するカッタ58と、カッタ58を駆動するカッタ用エアーシリンダ59とを備えている。
【0040】
続いて、包装機98の制御系統の構成について説明する。包装機98の包装制御装置81は、CPU等からなる演算制御部82と、RAM及びROM等のメモリからなる記憶部83等を備えている。記憶部83には、包装機の運転用プログラム、運転用設定データである多数の運転パラメータのデータ等が記憶されており、この運転用プログラムを演算制御部82が実行することにより、包装機98の動作が制御される。
【0041】
さらに、包装制御装置81の演算制御部82には、動作制御回路85、A/D変換回路86、及び通信部84が接続されている。演算制御部82は、動作制御回路85を介して、縦シール用エアーシリンダ54、横シール用エアーシリンダ57、カッタ用エアーシリンダ59、及びプルベルト55の動作を制御する。また、演算制御部82は、A/D変換回路86を介して、縦シール用ヒータ53、及び横シール用ヒータ56に備えられた温度コントローラによる計測値を取得する。さらに、演算制御部82は、通信部84を介して、組合せ秤99との間で排出許可信号や排出完了信号の送受信、並びに各種情報の送受信を行う。
【0042】
〔計量包装システム100の動作〕
以上のように構成された計量包装システム100の動作について説明する。組合せ秤99の計量制御装置7は、運転用プログラムを実行して、組合せ秤99の動作制御を行うとともに組合せ演算を行う。予め、計量制御装置7の演算制御部22に対して操作設定表示部9から組合せ目標重量値や運転速度の条件を示すパラメータ等が入力され、主記憶装置部21に格納される。これらのパラメータ等は、必要に応じて演算制御部22により読み出される。
【0043】
計量制御装置7は、計量動作を開始するに際して、まず、供給フィーダ1の振動器、分散フィーダ3の振動器3b、及び直進フィーダ5の振動器5bを動作させるように、振動制御回路27を介してそれぞれ制御する。これにより、供給フィーダ1から分散フィーダ3上に供給された被計量物は、分散フィーダ3から円周方向に分散されて、放射状に配置された直進フィーダ5を通じて、各供給ホッパ10へ送給される。このとき、計量制御装置7は、重量検出器4により分散フィーダ3上の被計量物の重量を検出し、その被計量物の重量が所定量(下限値)より少なくなると、振動制御回路27を介して供給フィーダ1の振動器を動作させることにより、分散フィーダ3上に、所定量以上の被計量物が常時供給されるようにしている。
【0044】
続いて、計量制御装置7は、計量ホッパ12が空であることを検知し、ゲート駆動回路26を介して、供給ホッパ10の供給ホッパゲート11を開放するように制御する。これにより、供給ホッパ10から計量ホッパ12に被計量物が投入される。計量ホッパ12に被計量物が投入されると、計量制御装置7は、重量センサ8による計測値(各計量ホッパ12に保持されている被計量物の重量)をA/D変換回路25を介して検出し、検出された被計量物の重量に基づいて組合せ演算を行う。この組合せ演算では、複数の計量ホッパ12の中から、重量センサ8により計量された物品の重量値の合計が、予め定められた所定重量範囲(目標重量に対する許容重量範囲)内にある組合せが1つ求められ、被計量物を放出すべき計量ホッパ12の組合せが選択される。
【0045】
そして、包装機98から排出許可信号が入力されると、計量制御装置7は、ゲート駆動回路26を介して組合せ演算で求めた組合せに選択されている計量ホッパ12の計量ホッパ内ゲート13又は計量ホッパ外ゲート14を開放させ、被計量物を外側集合シュート15又は内側集合シュート16上へ放出させるとともに、包装機98へ排出完了信号を出力する。被計量物は、外側集合シュート15又は内側集合シュート16上を滑り排出シュート17,18,19のいずれかで集められて、包装機98へ送り出される。包装機98では、組合せ秤99からの排出完了信号の入力タイミングに基づいてシール動作等の動作を行う。
【0046】
なお、組合せ秤99では、同時に複数の組合せ秤量が行われる。本実施の形態に係る組合せ秤99は、3つの同時組合せ秤量を行うために、20連の計量ヘッドを備えており、これらの計量ヘッドは10連ずつに分割されて、10連の計量ヘッド群で組合せ秤量が行われる。ここで、10連以上の計量ヘッド群で組合せ演算が行われることによって、所定の組合せ秤量精度が維持される。
【0047】
具体的には、10連の計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ外ゲート14が開放されて、被計量物は外側集合シュート15へ放出され、排出シュート17を通じて包装機98へ投入される。これと同時に、残りの10連の計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ内ゲート13が開放されて、被計量物は内側集合シュート16へ放出され、第二排出シュート18を通じて包装機98へ投入される。さらに、何れの組合せにも選択されなかった計量ホッパ12を含む計量ヘッド群で組合せ演算が行われ、この組合せに選択された計量ホッパ12の計量ホッパ外ゲート14が開放されて、被計量物は外側集合シュート15へ放出され、第三排出シュート19を通じて包装機98へ投入される。このようにして、ほぼ同時に3つの排出シュート17,18,19から目標重量の被計量物がそれぞれ排出される。
【0048】
なお、2つの同時組合せ秤量を行う場合は、組合せ秤99に14連の計量ヘッドを備え、組合せに参加する計量ホッパ12の数を4個として組合せ演算を行うとともに、第一排出シュート17及び第三排出シュート19を合わせた排出シュートを設け、この排出シュートと第二排出シュート18とから、目標重量の被計量物がそれぞれ排出されるように構成すれば、所定の組合せ秤量精度を維持することができる。
【0049】
〔分散フィーダ3への被計量物の供給量制御〕
続いて、供給フィーダ1から分散フィーダ3への被計量物の供給量制御について説明する。図4は組合せ秤の操作設定表示部に表示された「自動運転画面」の一例を示す図である。
【0050】
図4に示す自動運転画面には、組合せ秤量を行う品種番号を表示する品種番号・品種表示エリア31と、ヘッドの計量情報を表示するヘッド円形表示エリア32と、運転のオン・オフを行う「開始/停止」タッチキー33と、自動運転画面を呼び出した画面に戻るための「復帰」タッチキー34と、「第1組合せ重量・適量判別」表示エリア35と、「第2組合せ重量・適量判別」表示エリア36と、「第3組合せ重量・適量判別」表示エリア37と、運転速度を表示する速度表示エリア38と、リニアフィーダとメインフィーダの振幅強度を設定する「フィーダ強度表示・設定」エリア39とが、設けられている。ヘッド円形表示エリア32では、各計量ホッパ12に保持されている被計量物の平均重量と、分散フィーダ3のトップコーン3a上の被計量物の量(レベル(層厚)、又は重量)とが、表示されている。自動運転画面に表示されている各タッチキーは、反転表示されることによって切換が示されている。
【0051】
さらに、自動運転画面には、第1排出シュートオン・オフタッチキー40と、第2排出シュートオン・オフタッチキー41と、第3排出シュートオン・オフタッチキー42とが、設けられている。第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42に示されているオン・オフは、第一排出シュート17、第二排出シュート18、及び第三排出シュート19を通じて被計量物が投入される包装機98,98,98が稼動しているか否かを示している。そして、組合せ秤99の計量制御装置7は、第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42のうち、オフと示されているタッチキーに該当する排出シュート17,18,19に被計量物が投入されないように、動作を制御している。
【0052】
第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42は、包装機98,98,98の包装制御装置81,81,81から所定の信号を取得した計量制御装置7が、自動的にオン・オフを切り換えて表示するように構成されている。例えば、3台の包装機98,98,98のうち1台が稼動していない状況では、この稼動していない包装機98に対応する排出シュートの排出シュートオン・オフタッチキーがオフと示され、組合せ秤99では残りの2つの排出シュートを介して稼動している2台の包装機98,98へ被計量物が投入される。ここで、「所定の信号」とは、包装機98の運転オン・オフ信号、又は、排出許可信号のことであり、計量制御装置7は、この所定の信号を取得することにより包装機98の稼動状況を検出することができる。包装機98の運転オン・オフ信号及び被計量物の排出指令信号は、従来、包装機98から組合せ秤99へ送信される信号であるので、包装機98に別途特別な機能を付加する必要がなく、好適である。
【0053】
或いは、第1排出シュートオン・オフタッチキー40、第2排出シュートオン・オフタッチキー41、及び第3排出シュートオン・オフタッチキー42は、それぞれ使用者が手動でオン・オフを切り換えることもできる。この場合、包装機98,98,98の稼働状況に関わらず、オフと示されている排出シュートオン・オフタッチキー40,41,42に該当する組合せ秤99の排出シュート17,18,19は無効とされ、被計量物が投入されない。例えば、排出シュートオン・オフタッチキー40,41,42のうち1つがオフと示されている場合、残りの2つの排出シュートが有効、つまり、被計量物が排出可能な状態にあり、これらの排出シュートを介して2台の包装機98,98へ被計量物が投入される。
【0054】
ここで、計量制御装置7による、供給フィーダ1から分散フィーダ3への被計量物の供給量制御の流れについて、図5を用いて説明する。図5は計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【0055】
まず、計量制御装置7は、重量検出器4で検出された分散フィーダ3のトップコーン3a上の被計量物の重量を取得する(ステップS1)。
【0056】
次に、計量制御装置7は、供給量の上限値及び下限値を決定する(ステップ2)。ここで「供給量」とは、分散フィーダ3のトップコーン3a上にある被計量物の重量をいい、供給量の上限値及び下限値により分散フィーダ3のトップコーン3a上にある被計量物の重量の好適な範囲が定められる。なお、供給量の上限値及び下限値は、稼動している包装機98の数、又は、有効な排出シュートの数によって決定される。つまり、稼動している包装機98の数(又は、有効な排出シュートの数)が多ければ、供給量の上限値及び下限値ともに大きく、稼動している包装機98の数(又は、有効な排出シュートの数)が少なければ、供給量の上限値及び下限値はともに小さくなる。ここで「有効な排出シュート」とは、例えば、下方の包装機が稼働していて被計量物が排出可能な状況にある排出シュート17,18,19のことである。なお、計量制御装置7は、稼動している包装機98の数、又は、有効な排出シュートの数を、前述の通り、包装機98からの運転オン・オフ信号、包装機98からの排出許可信号、又は、操作設定表示部9を介して使用者が手動で切り換えた排出シュート17,18,19のオン・オフにより、検知する。
【0057】
例えば、1台の包装機98が稼動しているとき(又は、1本の排出シュートが有効であるとき)の分散フィーダ3のトップコーン3a上の被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として計量制御装置7に設定されており、計量制御装置7は基本上限値及び基本下限値に、稼働している包装機98の数(又は、有効な排出シュートの数)を乗じて供給量の上限値と下限値とを決定するように構成することができる。このように供給量の上限値及び下限値が決定されるので、計量制御装置7による演算やプログラムは比較的簡易ながらも、確実にトップコーン3aにある被計量物の分散状態を良好な状態に維持することが可能となる。
【0058】
また、例えば、稼動している包装機98の数(又は、有効な排出シュートの数)と、目標組合せ重量、上限値、及び下限値との関係が予め計算により、実験により、或いは任意に求められ、これがテーブルとして計量制御装置7に設定されており、計量制御装置7はこのテーブルを読み出して供給量の上限値と下限値とを決定するように構成されていてもよい。この場合、稼働している包装機98の数の増大に伴って供給量の上限値及び下限値も増大する。
【0059】
続いて、計量制御装置7は、供給フィーダの運転中フラグがONであるか、即ち、供給フィーダ1が運転中であるかを判別し(ステップS3)、運転中フラグがONであれば、取得した被計量物の重量値と供給量の上限値とを比較する(ステップS4)。被計量物の重量値が供給量の上限値よりも大きい場合は(ステップS5でYES)、計量制御装置7は、供給フィーダ1を停止させて(ステップS6)、供給フィーダ運転中フラグをOFFにする(ステップS7)。
【0060】
また、ステップS2で、運転中フラグがOFFであれば、計量制御装置7は、取得した被計量物の重量値と供給量の下限値とを比較する(ステップS8)。被計量物の重量値が所定の供給量の下限値よりも小さい場合は(ステップS9でYES)、計量制御装置7は、供給フィーダ運転中フラグをONとし(ステップS10)、供給フィーダ1を運転させる(ステップS11)。
【0061】
上述のように、組合せ秤99では、包装機98の稼働状況に応じて分散フィーダ3上にある被計量物の重量の好適な範囲(供給量の上限値及び下限値)が決定され、これに応じて、供給フィーダ1から分散フィーダ3へ供給される被計量物の供給量が調整される。よって、例えば、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、包装機98の稼動状況が一時的に変動しても、組合せ秤99での被計量物の消費量の変化に応じて供給フィーダ1からの被計量物の供給量が調整される。つまり、分散フィーダ3上の被計量物の量は、包装機98の稼働状況が変化しても、それに応じた好適な値となるように維持され、分散フィーダ3での被計量物の分散状態が略一定に維持される。従って、組合せ秤99において被計量物の過不足が生じることがなく、且つ、分散フィーダ3での良好な分散性が維持されるので、組合せ秤99は効率よく安定して動作し、組合せ秤99の組合せ秤量精度及び計量速度が維持される。
【0062】
(実施の形態2)
次に、本発明の実施の形態2について説明する。図6は本発明の実施の形態2に係る組合せ秤の鉛直方向断面の概略構成を示す図、図7は計量制御装置の機能ブロック図である。
【0063】
実施の形態1に係る組合せ秤99及び計量包装システム100は、分散フィーダ3のトップコーン3a上にある被計量物の量を検出するために重量検出器4を備えているのに対し、図6及び図7に示すように、実施の形態2に係る組合せ秤99及び計量包装システム100は、重量検出器4に代えてレベル検出器2を備えている。実施の形態2に係る組合せ秤99及び計量包装システム100は、重量検出器4に代えてレベル検出器2を備えている以外は、実施の形態1に係る組合せ秤99及び計量包装システム100と同一の構成である。そこで、以下では、組合せ秤99に備えたレベル検出器2に関して説明し、前述の実施の形態1と重複する説明を省略する。
【0064】
図6に示すように、組合せ秤99の分散フィーダ3の上方には、該分散フィーダ3上の被計量物の量(層厚)を検出するためのレベル検出器2が設けられている。このレベル検出器2は、例えば、超音波センサで構成されている。レベル検出器2は、2組の検出部から成り、そのうち一方の検出部は分散フィーダ3のトップコーン3a上にある被計量物の層厚が許容上限に達したとき出力信号を発する上限レベル検出部2aであり、他方の検出部は分散フィーダ3のトップコーン3a上にある被計量物の層厚が許容下限に達したときに出力信号を発する下限レベル検出部2bである。
【0065】
そして、図7に示すように、レベル検出器2は計量制御装置7のI/O回路24と接続されており、レベル検出器2からの検出信号は、I/O回路24を介して計量制御装置7の演算制御部22に入力されるように構成されている。
【0066】
続いて、計量包装システム100の動作について説明する。本実施の形態に係る計量包装システム100の組合せ秤量動作は、実施の形態1で説明したものとほぼ同じであるので説明を省略し、以下では、分散フィーダ3への被計量物の供給量制御について説明する。図8は計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【0067】
図8に示すように、まず、計量制御装置7は、レベル検出器2からの信号を受けて、分散フィーダ3のトップコーン3a上の被計量物のレベル値(層厚)を判定する(ステップS21)。ここで、計量制御装置7は、レベル検出器2の上限レベル検出部2a及び下限レベル検出部2bから共に出力信号を受けたときは被計量物のレベル値が許容上限に達していると判定し、下限レベル検出部2bのみから出力信号を受けたときは被計量物のレベル値は許容下限と許容上限の間にあると判定し、上限レベル検出部2a及び下限レベル検出部2bから共に出力信号を受けていないときは被計量物のレベル値が許容下限よりも少ないと判定する。
【0068】
次に、計量制御装置7は、供給の追加時間を決定する(ステップ22)。ここで「追加時間」とは、供給フィーダ1による分散フィーダ3への被計量物の供給を開始し、分散フィーダ3のトップコーン3a上の被計量物のレベル値(層厚)が許容上限を超えたときから、供給フィーダ1による供給を停止させるまでの時間のことをいう。
【0069】
供給の追加時間は、稼動している包装機98の数、又は、有効な排出シュートの数によって決定される。つまり、稼動している包装機98の数(又は、有効な排出シュートの数)が多ければ、供給の追加時間は大きく、稼動している包装機98の数(又は、有効な排出シュートの数)が少なければ、供給の追加時間は小さくなる。ここで「有効な排出シュート」とは、例えば、下方の包装機が稼働していて被計量物が排出可能な状況にある排出シュート17,18,19のことである。なお、計量制御装置7は、稼動している包装機98の数、又は、有効な排出シュートの数を、包装機98からの運転オン・オフ信号、包装機98からの排出許可信号、又は、操作設定表示部9を介して使用者が手動で切り換えた排出シュート17,18,19のオン・オフにより、検知する。
【0070】
例えば、稼働している包装機98の数(又は、有効な排出シュートの数)と追加時間との関係が予め計算により、実験により、或いは任意に求められ、これがテーブルとして計量制御装置7に設定されており、計量制御装置7は稼動している包装機98の数、又は、有効な排出シュートの数に応じて追加時間を決定するように構成することができる。この場合、稼働している包装機98の数の増大に従って追加時間も増大する。
【0071】
また、例えば、1台の包装機98が稼動しているとき(又は、1本の排出シュートが有効であるとき)の追加時間(例えば、0.1秒)が基本追加時間として計量制御装置7に設定されており、計量制御装置7は基本追加時間に、稼働している包装機98の数(又は、有効な排出シュートの数)を乗じて供給の追加時間を決定するように構成することもできる。このように供給の追加時間が決定される場合、計量制御装置7による演算やプログラムは比較的簡易ながらも、確実にトップコーン3aにある被計量物の分散状態を良好な状態に維持することが可能となる。
【0072】
続いて、計量制御装置7は、供給フィーダの運転中フラグがONであるか、即ち、供給フィーダ1が運転中であるかを判別し(ステップS23)、運転中フラグがONであれば、被計量物のレベル値が許容上限に達したか判別する(ステップS24)。被計量物のレベル値が許容上限に達した場合は(ステップS24でYES)、計量制御装置7は、そこから時間計測を開始し、追加時間が経過したか判別する(ステップS25)。計量制御装置7は、追加時間が経過したら(ステップS25でYES)、供給フィーダ1を停止させて(ステップS26)、供給フィーダ運転中フラグをOFFにする(ステップS27)。
【0073】
また、ステップS2で、運転中フラグがOFFであれば、計量制御装置7は、被計量物のレベル値が許容下限より小さいか判別する(ステップS28)。被計量物のレベル値が許容下限より小さい場合は(ステップS28でYES)、計量制御装置7は、供給フィーダ運転中フラグをONとし(ステップS29)、供給フィーダ1を運転させる(ステップS30)。
【0074】
上述のように、組合せ秤99では、包装機98の稼働状況に応じて分散フィーダ3に被計量物が供給される追加時間が決定され、換言すれば、包装機98の稼働状況に応じて分散フィーダ3に供給すべき被計量物の量が決定され、これにより供給フィーダ1から分散フィーダ3へ供給される被計量物の供給量が調整される。よって、例えば、生産計画、包装機のトラブル、包装機の包装紙の交換等のメンテナンスなどにより、包装機98の稼動状況が一時的に変動しても、組合せ秤99での被計量物の消費量の変化に応じて供給フィーダ1からの被計量物の供給量が調整される。つまり、分散フィーダ3に供給される被計量物の量は、包装機98の稼働状況が変化しても、それに応じた好適な値となるように維持され、分散フィーダ3での被計量物の分散状態が略一定に維持される。従って、組合せ秤99において被計量物の過不足が生じることがなく、且つ、分散フィーダ3での良好な分散性が維持されるので、組合せ秤99は効率よく安定して動作し、組合せ秤99の組合せ秤量精度及び計量速度が維持される。
【産業上の利用可能性】
【0075】
本発明は、複数の排出シュートを備えた組合せ秤、並びに、1台の組合せ秤と複数の包装機とを備えた計量包装システムにおいて、組合せ秤への被計量物の供給量を調整するための技術として有用である。
【図面の簡単な説明】
【0076】
【図1】本発明の実施の形態1に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【図2】計量制御装置の機能ブロック図である。
【図3】包装機の概略構成を示す図である。
【図4】組合せ秤の操作設定表示部に表示された「自動運転画面」の一例を示す図である。
【図5】計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【図6】本発明の実施の形態2に係る組合せ秤の鉛直方向断面の概略構成を示す図である。
【図7】計量制御装置の機能ブロック図である。
【図8】計量制御装置による供給フィーダから分散フィーダへの被計量物の供給量制御の流れ図である。
【符号の説明】
【0077】
100 計量包装システム
99 組合せ秤
98 包装機
1 供給フィーダ(供給部)
2 レベル検出器(供給量検出器)
3 分散フィーダ(分散部)
3a トップコーン
3b 振動器
4 重量検出器(供給量検出器)
5 直進フィーダ(搬送部)
5a リニアフィーダパン
5b 振動器
7 計量制御装置
8 重量センサ
9 操作設定表示部
10 供給ホッパ
11 供給ホッパゲート
12 計量ホッパ(計量容器)
13 計量ホッパ内ゲート
14 計量ホッパ外ゲート
15 外側集合シュート
16 内側集合シュート
17 第一排出シュート
18 第二排出シュート
19 第三排出シュート
52 包装フィルム
53 縦シール用ヒータ
54 縦シール用エアーシリンダ
55 プルベルト
56 横シール用ヒータ
57 横シール用エアーシリンダ
58 カッタ
59 カッタ用エアーシリンダ
81 包装制御装置
【特許請求の範囲】
【請求項1】
被計量物を計量する複数の計量容器、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダ、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュート、及び、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置を、有する組合せ秤と、
前記排出シュートから排出された被計量物を包装する、前記複数の排出シュートの数に応じた複数の包装機、又は、前記複数の排出シュートの数に応じた複数の包装部を備えた包装機とを、
備えた計量包装システムであって、
前記組合せ秤の前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されている、
計量包装システム。
【請求項2】
前記信号は、前記包装機の運転オン・オフ信号である、
請求項1に記載の計量包装システム。
【請求項3】
前記信号は、前記組合せ秤への被計量物の排出指令信号である、
請求項1に記載の計量包装システム。
【請求項4】
前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成されている、
請求項1〜請求項3のいずれか一項に記載の計量包装システム。
【請求項5】
前記制御装置に、1台の包装機又は1つの包装部が有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、
前記制御装置は、前記基本上限値及び前記基本下限値に、稼動している包装機又は包装部の数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されている、
請求項4に記載の計量包装システム。
【請求項6】
前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成されている、
請求項1〜請求項3のいずれか一項に記載の計量包装システム。
【請求項7】
前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている、
請求項1〜請求項6のいずれか一項に記載の計量包装システム。
【請求項8】
被計量物を計量する複数の計量容器と、
外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダと、
前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュートと、
前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置とを、備えた組合せ秤であって、
前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量に応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されている、
組合せ秤。
【請求項9】
前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成されている、
請求項8に記載の組合せ秤。
【請求項10】
前記制御装置に、1本の排出シュートが有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、
前記制御装置は、前記基本上限値及び前記基本下限値に、有効な排出シュートの数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されている、
請求項9に記載の組合せ秤。
【請求項11】
前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成されている、
請求項8に記載の組合せ秤。
【請求項12】
前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている、
請求項8〜請求項11のいずれか一項に記載の組合せ秤。
【請求項1】
被計量物を計量する複数の計量容器、外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダ、前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュート、及び、前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置を、有する組合せ秤と、
前記排出シュートから排出された被計量物を包装する、前記複数の排出シュートの数に応じた複数の包装機、又は、前記複数の排出シュートの数に応じた複数の包装部を備えた包装機とを、
備えた計量包装システムであって、
前記組合せ秤の前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されている、
計量包装システム。
【請求項2】
前記信号は、前記包装機の運転オン・オフ信号である、
請求項1に記載の計量包装システム。
【請求項3】
前記信号は、前記組合せ秤への被計量物の排出指令信号である、
請求項1に記載の計量包装システム。
【請求項4】
前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成されている、
請求項1〜請求項3のいずれか一項に記載の計量包装システム。
【請求項5】
前記制御装置に、1台の包装機又は1つの包装部が有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、
前記制御装置は、前記基本上限値及び前記基本下限値に、稼動している包装機又は包装部の数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されている、
請求項4に記載の計量包装システム。
【請求項6】
前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、
前記制御装置は、前記包装機から受け取った所定の信号に基づき検出される前記包装機の稼働状況と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成されている、
請求項1〜請求項3のいずれか一項に記載の計量包装システム。
【請求項7】
前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている、
請求項1〜請求項6のいずれか一項に記載の計量包装システム。
【請求項8】
被計量物を計量する複数の計量容器と、
外部から受け取った被計量物を前記複数の計量容器へ搬送するフィーダと、
前記複数の計量容器から放出された被計量物を外部へ排出する複数の排出シュートと、
前記フィーダの動作を制御するとともに、前記複数の計量容器に保持された被計量物の重量を組み合わせて所定の目標重量となる計量容器の組合せを選択する組合せ演算を行う制御装置とを、備えた組合せ秤であって、
前記フィーダは、外部から受け取った被計量物をその量を調整しながら供給する供給部と、前記供給部から供給された被計量物を分散させる分散部と、分散された被計量物を前記複数の計量容器へ搬送する搬送部と、前記分散部にある被計量物の量を検出する供給量検出器とを有し、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量に応じて、前記供給部を介して前記分散部への被計量物の供給量を調整するように構成されている、
組合せ秤。
【請求項9】
前記供給量検出器は、前記分散部にある被計量物の重量を検出する重量検出器であり、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて上限値及び下限値を決定し、前記重量検出器にて検出される前記分散部にある被計量物の重量が前記下限値より小さくなったときに前記供給部による被計量物の供給を開始し、前記重量が前記上限値となったときに前記供給部による被計量物の供給を停止するように構成されている、
請求項8に記載の組合せ秤。
【請求項10】
前記制御装置に、1本の排出シュートが有効であるときに前記分散部にある被計量物の重量の上限と下限がそれぞれ基本上限値と基本下限値として設定され、
前記制御装置は、前記基本上限値及び前記基本下限値に、有効な排出シュートの数を乗じて前記上限値及び前記下限値をそれぞれ決定するように構成されている、
請求項9に記載の組合せ秤。
【請求項11】
前記供給量検出器は、前記分散部にある被計量物の層厚を検出するレベル検出器であり、
前記制御装置は、前記複数の排出シュートのうち有効な排出シュートの数と前記目標重量とに応じて追加時間を決定し、前記レベル検出器で検出される前記分散部にある被計量物の層厚が所定の下限レベルより小さくなったときに、前記供給部による被計量物の供給を開始し、前記層厚が前記所定の上限レベルを超えたときから前記追加時間が経過したのちに前記供給部による被計量物の供給を停止するように構成されている、
請求項8に記載の組合せ秤。
【請求項12】
前記組合せ秤は、同時に複数の前記組合せ演算を行うように構成されている、
請求項8〜請求項11のいずれか一項に記載の組合せ秤。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−6423(P2010−6423A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−168138(P2008−168138)
【出願日】平成20年6月27日(2008.6.27)
【出願人】(000208444)大和製衡株式会社 (535)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月27日(2008.6.27)
【出願人】(000208444)大和製衡株式会社 (535)
【Fターム(参考)】
[ Back to top ]