
記録媒体用ガラス基板の収納容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体
【課題】収納容器に保管、搬送されたガラス基板の表面に異物が付着しない記録媒体用ガラス基板の収納容器を提供することである。
【解決手段】ガラス基板の外周端部が、曲率半径R2の円弧状に加工され、収納容器の溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、R1>R2であること。
【解決手段】ガラス基板の外周端部が、曲率半径R2の円弧状に加工され、収納容器の溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、R1>R2であること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、記録媒体用ガラス基板を収納する収納容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体に関する。
【背景技術】
【0002】
磁気、光、光磁気等の性質を利用した記録層を有する記録媒体のなかで、代表的なものとして磁気ディスクがある。磁気ディスク用基板として、従来アルミニウム合金基板が広く用いられていた。しかし、アルミニウム合金は変形しやすく、また硬さが不十分であるため研磨後の基板表面の平滑性が十分とは言えなかった。さらに、記録用ヘッドが機械的に磁気ディスクに接触する際、磁性膜が基板から剥離しやすいという問題もあった。そこで、変形が少なく、平滑性が良好で、かつ機械的強度の大きいガラス基板が、携帯型のみならず据え置き型の情報機器やその他のテレビ等の家庭用機器にも広く使用されていくことが予測されている。
【0003】
このような記録媒体用ガラス基板は、研削処理や研磨処理、化学強化処理、洗浄処理などの複数の工程を経て製造されている。しかし、その製造工程中又はその工程間において、ガラス基板表面に異物が付着することがある。このような異物が記録媒体用ガラス基板表面に存在すると、磁気ディスク、あるいは、磁気ディスクを搭載したハードディスクドライブの信頼性が低下し、クラッシュなどの障害を起こす恐れがある。そのため、記録媒体用ガラス基板の表面は、平滑、且つ、清浄でなければならない。
【0004】
製造工程中における記録媒体用ガラス基板は、厚みも1mm以下と薄く、傷を受け易い。そのため、製造の各工程における処理や各工程を経たガラス基板の保管、搬送に際しては、ガラス基板同士が相互に接触したり、あるいは、他のものと接触したりすることによる損傷を受けることがないようにする必要がある。
【0005】
そこで、ガラス基板の保管及び搬送に際しては、複数枚のガラス基板を所定の間隔を隔てて収納保持するための収納容器が提案されている。このような収納容器としては、例えば、特許文献1に記載されているように、上方が開放された収納レーンと、この収納レーンの内壁に形成されガラス基板を収納保持するための複数の溝部とを有するものが提案されている。磁気ディスクの製造においては、このような収納容器を用いて製造された磁気ディスク用ガラス基板上に、スパッタリング成膜等の方法により、磁性層等の薄膜が成膜される。
【特許文献1】特開2007−99279号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1における収納容器を用いて記録媒体用ガラス基板を製造したところ、ガラス基板の保管、搬送の後にガラス基板表面に異物が付着するという問題が生じた。
【0007】
従って、本発明が解決しようとする技術課題は、記録媒体用ガラス基板の製造工程において、収納容器に保管、搬送されたガラス基板の表面に異物が付着しない記録媒体用ガラス基板の収容容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体を提供することである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明は以下の構成を有するものである。
【0009】
1.
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、
前記ガラス基板の外周端部の曲率半径をR2としたとき、
R1>R2であることを特徴とする記録媒体用ガラス基板の収納容器。
【0010】
2.
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状がV字状部を有し、該V字状部で前記ガラス基板の外周端部を支持し、
前記V字状の角度θが90°〜170°であることを特徴とする記録媒体用ガラス基板の収納容器。
【0011】
3.
前記収納容器における、前記ガラス基板と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることを特徴とする1又は2に記載の記録媒体用ガラス基板の収納容器。
【0012】
4.
1乃至3の何れか1項に記載の収納容器に、前記ガラス基板を収納し、該ガラス基板を保管することを特徴とする記録媒体用ガラス基板収納体。
【0013】
5.
ガラス基板を研磨する研磨工程と、該研磨工程の後に前記ガラス基板を洗浄する洗浄工程とを有する記録媒体用ガラス基板の製造方法において、
4に記載の記録媒体用ガラス基板収納体を、前記洗浄工程後の前記ガラス基板の保管に用いることを特徴とする記録媒体用ガラス基板の製造方法。
【0014】
6.
5に記載の記録媒体用ガラス基板の製造方法を用いて製造されることを特徴とする記録媒体用ガラス基板。
【0015】
7.
6に記載の記録媒体用ガラス基板の表面に磁性膜を有することを特徴とする記録媒体。
【発明の効果】
【0016】
本発明によれば、ガラス基板の外周端部と収納容器の溝との収納時における接触面積を少なくすることができる。よって、記録媒体用ガラス基板の製造工程において、収納容器に保管、搬送されたガラス基板と収納容器との接触よる微粉や、接触部の摩擦帯電を抑えることができ、ガラス基板表面に異物が付着しない記録媒体用ガラス基板の収納容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、図面を参照して、本発明の実施の形態を説明する。
【0018】
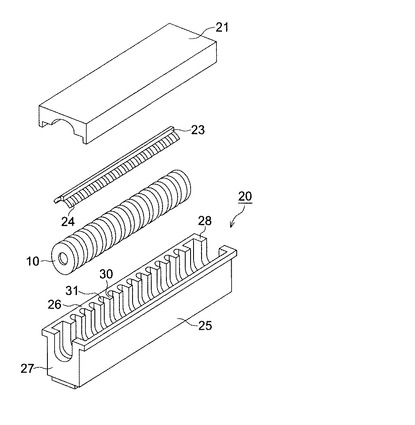
図1は、本発明の記録媒体用ガラス基板の収納容器を用いた記録媒体用ガラス基板収納体1の一実施形態の全体を示す分解斜視図である。記録媒体用ガラス基板収納体1は、複数のガラス基板10と、ガラス基板10を収納する収納容器20、上蓋21、上蓋21に取り付けられ、収納容器20に収納されたガラス基板10を固定する固定部材23からなっている。固定部材23は、ガラス基板10の外周端部を抑える抑え板24を有している。
【0019】
収納容器20は、側板25、26と、該側板25、26を連結し、U字形状の開口を持つ連結板27、28と、収納容器20の下部を構成する底板29からなり、側板25、26の内壁には、複数のリブ30がガラス基板10の厚みより広い、所定の間隔で形成されている。このように複数のリブ30を形成することで、ガラス基板10をその厚み方向に所定の間隔で支持する複数の溝31を形成している。
【0020】
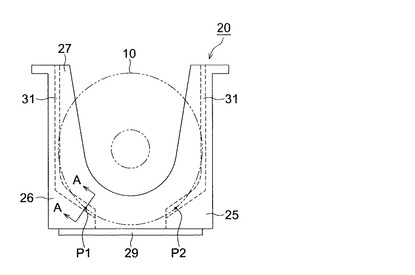
図2は、収納容器20にガラス基板10を収納した状態を連結板27側から見た側面図である。ガラス基板10は、互いに対向配置された一対の溝31に支持されてる。側板25、26の内壁の間隔は、上方の開口側は、ガラス基板10の外径よりわずかに大きく、上方からガラス基板10を挿入できるようになっている。また、下方の底板29側に近づくにつれて、側板25、26の内壁の間隔は狭くなり、溝31のP1とP2でガラス基板10の外周端部と接触している。
【0021】
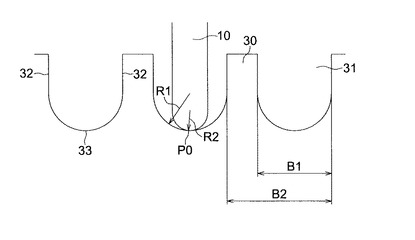
図3は、図2における溝31とガラス基板10との接触位置P1で、ガラス基板10の厚み方向に切断した断面A−Aの模式図である。
【0022】
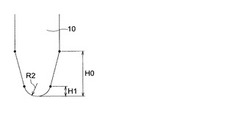
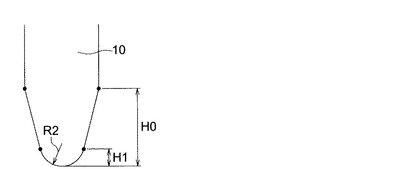
本発明において、ガラス基板10の外周端部は、曲率半径R2の円弧状に加工されている。図3のガラス基板10の外周端部は、半円弧状に加工されているが、図4に示すように、外周端部の幅H0のうち、その先端部の幅H1が曲率半径R2の円弧状に加工されていれば良く、それ以外の外周端部(H0−H1)は、図のように直線状でも、また、放物線状であっても良い。
【0023】
また、収納容器20の溝31の断面形状は、曲率半径R1の円弧状部を有し、該円弧状部でガラス基板10の外周端部を支持し、ガラス基板10の外周端部の円弧状部の曲率半径R2よりも溝の円弧状部分の曲率半径R1が大きい。また、曲率半径R1は、R2<R1<10・R2であることが好ましい。R1がR2よりも小さいと、溝の曲率部分で、ガラス基板の外周端部の曲率部分を保持できなくなり、先端部で擦れによる微粉が発生しやすくなる。また、R2の10倍よりも大きくなっても、溝の曲率部分で、外周端部が動きやすくなり、微粉が発生しやすく、好ましくない。図3では、溝の曲率部分は、半円状であるが、円弧状部分でガラス基板10の外周端部を支持できる円弧部分があればよい。
【0024】
このような構成にすることにより、記録媒体用ガラス基板の製造工程において、ガラス基板10を保管、搬送する場合、収納容器20とガラス基板10の外周端部との接触領域を少なくすることができ、かつ、曲率部分が接することにより、ガラス基板10の外周端部の破損を防ぐことができる。よって、保管、搬送時に収納容器20とガラス基板10との擦れによる発塵を抑え、また、接触部の摩擦帯電を抑制でき、周りの粉塵の吸着を抑えることができる。よって、ガラス基板10の表面に異物が付着しない記録媒体用ガラス基板収納体を提供することができる。
【0025】
なお、本実施形態においては、上蓋21、固定部材23が別々の部材となっているが、合体したものであってもよい。また、収納容器20は、樹脂を主体とする材料であれば良く、金属材料に樹脂被覆したものであっても良い。また、溝の幅B1は、ガラス基板10の幅よりも大きければよく、ピッチB2も特に限定しない。
【0026】
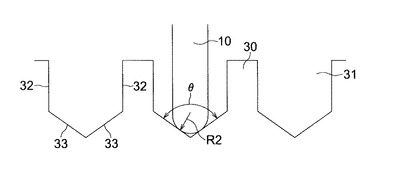
また、別の実施形態としては、図5に示すように、溝31の断面形状が、V字状部を有し、該V字状部で前記ガラス基板10の外周端部を支持し、V字状部の角度θが90°〜170°である。溝31の断面形状以外は、先に説明した実施形態と同様である。角度θが90°より小さいと、ガラス基板10が溝31に食い込んだ状態になり、取り出しにくくなる。また、角度θが170°より大きくなるとガラス基板が10の安定が悪くなり、ガラス基板の外周端部が溝の中で横に動くことにより、微粉が発生する。
【0027】
また、上記2つの実施形態において、収納容器20における、ガラス基板10と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましい。即ち、溝31を構成する表面(側面32、底面33)の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましい。表面粗さRaが50nmを越えると、収納容器20とガラス基板10との接触により、微粉の発生が多くなり、好ましくない。また、表面粗さRaが50nm以下であっても、Rmaxが500nmを越えても微粉の発生が多くなり、好ましくない。表面粗さは、JISのB0601に規定されおり表面の算術平均粗さRa、Rmaxとして、原子間力顕微鏡(AFM)により測定できる。
【0028】
本発明に係る収納容器20を製造するにあたっては、一例として、樹脂成形方法を用いることができる。この樹脂成形工程では、各種ポリエチレン、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、テフロン(登録商標)/PTFE等の一般的な樹脂を用いることができる。特に、射出成形法により製造する場合、樹脂としては、例えば、ポリカーボネート、ポリアミド、サーモトロピック液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトン(PEK)、PEEK系アロイ樹脂(例えば、PEEK/サーモトロピック液晶ポリマー、PEEK/ポリベンゾイミダゾール(PBI)等)、ポリベンゾイミダゾール(PBI)、ポリフェニレンサルファイド(PPS)、ポリエーテルスルホン(PES)、ポリエーテルイミド(PEI)、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂等を用いることができる。また、研削砥石を用いて、所定の形状の溝に作成することもできる。
【0029】
更に、樹脂材料に導電性を付与するのが好ましい。例えば導電性樹脂や導電粒子を含有させることが好ましく、カーボンなどを含有させても良い。また、表面に金属などの導電性材料を塗布したり、蒸着させても良い。樹脂材料に導電性を付与することでガラス基板との接触や、梱包時の梱包材との接触などで生じる収納容器の局部的な帯電を抑えることができ、周辺の異物の吸着を抑えることができ、ガラス表面への異物付着を抑制することができる。
【0030】
また、溝部の表面粗さは、研磨を行うことにより所定の粗さにすることができる。具体的には、織布や皮などを用いたバフ研磨を行うのが好ましい。
【0031】
次に、本発明の記録媒体用ガラス基板収納体1を用いた記録媒体用ガラス基板の製造方法の一例について説明する。なお、記録媒体用ガラス基板の製造方法は、以下の方法に限るものではなく、本発明の記録媒体用ガラス基板収納体を用いた記録媒体用ガラス基板の製造方法であればよい。
【0032】
(製造工程)
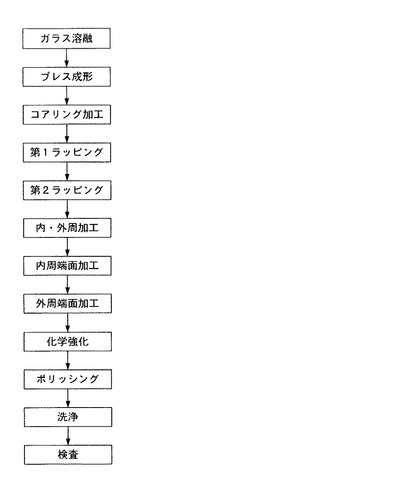
記録媒体用ガラス基板の製造方法について製造工程順に説明する。図6に、記録媒体用ガラス基板の製造工程の例をフロー図で示す。
(ガラス溶融工程)
まず、ガラス溶融工程として、ガラス素材を溶融する。ガラス基板の材料としては、例えば、SiO2、Na2O、CaOを主成分としたソーダライムガラス;SiO2、Al2O3、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;Li2O−SiO2系ガラス;Li2O−Al2O3−SiO2系ガラス;R’O−Al2O3−SiO2系ガラス(R’=Mg、Ca、Sr、Ba)などを使用することができる。中でも、アルミノシリケートガラスやボロシリケートガラスは、耐衝撃性や耐振動性に優れるため特に好ましい。
(プレス成型工程)
次に、プレス成形工程として、溶融ガラスを下型に流し込み、上型によってプレス成形して円板状のガラス基板前駆体を得る。なお、円板状のガラス基板前駆体は、プレス成形によらず、例えばダウンドロー法やフロート法で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0033】
ガラス基板の大きさに限定はない。例えば、外径が2.5インチ、1.8インチ、1インチ、0.8インチなど種々の大きさのガラス基板がある。また、ガラス基板の厚みにも限定はなく、2mm、1mm、0.63mmなど種々の厚みのガラス基板がある。
(コアリング加工工程)
プレス成形したガラス基板前駆体は、コアリング加工工程で、中心部に穴を開ける。穴開けは、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することで中心部に穴を開ける。
(第1ラッピング工程)
次に、第1ラッピング工程として、ガラス基板の両表面を研磨加工し、ガラス基板の全体形状、すなわちガラス基板の平行度、平坦度および厚みを予備調整する。
(第2ラッピング工程)
更に、ガラス基板の両表面を再び研磨加工して、ガラス基板の平行度、平坦度および厚みを微調整する。
【0034】
第1及び第2ラッピング工程にてガラス基板の表裏の表面を研磨する研磨機は、両面研磨機と呼ばれる公知の研磨機を使用できる。両面研磨機は、互いに平行になるように上下に配置された円盤状の上定盤と下定盤とを備えており、互いに逆方向に回転する。この上下の定盤の対向するそれぞれの面にガラス基板の主表面を研磨するための複数のダイヤモンドペレットが貼り付けてある。上下の定盤の間には、下定盤の外周に円環状に設けてあるインターナルギアと下定盤の回転軸の周囲に設けてあるサンギアとに結合して回転する複数のキャリアがある。このキャリアには、複数の穴が設けてあり、この穴にガラス基板をはめ込んで配置する。上下の定盤、インターナルギア及びサンギアは別駆動で動作することができる。
【0035】
研磨機の研磨動作は、上下の定盤が互いに逆方向に回転し、ダイヤモンドペレットを介して定盤に挟まれているキャリアは、複数のガラス基板を保持した状態で、自転しながら定盤の回転中心に対して下定盤と同じ方向に公転する。このような動作している研磨機において、研削液を上定盤とガラス基板及び下定盤とガラス基板との間に供給することでガラス基板の研磨を行うことができる。
【0036】
この両面研磨機を使用する際、ガラス基板に加わる定盤の荷重及び定盤の回転数を所望の研磨状態に応じて適宜調整する。第1及び第2ラッピング工程における単位面積当たりの荷重は、60g/cm2から120g/cm2とするのが好ましい。また、定盤の回転数は、10rpmから30rpm程度とし、上の定盤の回転数を下の定盤回転数より30%から40%程度遅くするのが好ましい。定盤による荷重を大きくし、定盤の回転数を速くすると研磨量は多くなるが、荷重を大きくしすぎると面粗さが良好とならず、また、回転数が速すぎると平坦度が良好とならない。また荷重が小さく定盤の回転数が遅いと研磨量が少なく製造効率が低くなる。
【0037】
第2ラッピング工程を終えた時点で、大きなうねり、欠け、ひび等の欠陥は除去され、ガラス基板の主表面の面粗さは、Rmaxが2μmから4μm、Raが0.2μmから0.4μm程度とするのが好ましい。このような面状態にしておくことで、次の化学強化処理工程を経て第1ポリッシング工程で研磨を効率よく行うことができる。
【0038】
尚、第1ラッピング工程では、第2ラッピング工程を効率よく行うことができるように大まかに大きなうねり、欠け、ひびを効率よく除去する。このため、第2ラッピングで使用する粗さ#1300メッシュから#1700メッシュより粗い#800メッシュから#1200メッシュ程度のダイヤモンドペレットを使用するのが好ましい。第1ラッピング工程が完了した時点での面粗さは、Rmaxが4μmから8μmで、Raが0.4μmから0.8μm程度とするのが好ましい。
【0039】
また、ガラス基板を研磨する方法として、上下の定盤の研磨面にパッドを貼り付け、研磨剤を含む研磨液を供給して研磨する方法を用いることもできる。研磨剤としては、例えば、酸化セリウム、酸化ジルコニウム、酸化アルミニウム、酸化マンガン、コロイダルシリカ、ダイヤモンドなどが挙げられる。これらを水で分散化してスラリー状として使用する。パッドは硬質パッドと軟質パッドとに分けられるが、必要に応じて適宜選択して用いることができる。硬質パッドとしては、硬質ベロア、ウレタン発泡、ピッチ含有スウェード等を素材とするパッドが挙げられ、軟質パッドとしては、スウェードやベロア等を素材とするパッドが挙げられる。
【0040】
パッドと研磨剤を使用する研磨方法は、研磨剤の粒度やパッドの種類を変えて、粗研磨から精密研磨まで対応することができる。よって、第1ラッピング工程と第2ラッピング工程で、効率よく大きなうねり、欠け、ひび等を除去し上記の面粗さを得ることができる様に研磨材、研磨材の粒度、パッドを適宜組み合わせて対応することができる。
【0041】
また、第1及び第2ラッピング工程の後、ガラス基板の表面に残った研磨剤やガラス粉を除去するための洗浄工程を行うことが好ましい。
【0042】
尚、第1ラッピング工程及び第2ラッピング工程で使用する研磨機は、同一構成ではあるがそれぞれの工程専用に用意された別の研磨機を用いて研磨加工を行うのが好ましい。これは、専用のダイヤモンドペレットを貼り付けているため交換が大掛かりな作業となり、また、研磨条件を再設定する等の煩雑な作業が必要となり、製造効率が低下するためである。
(内・外周加工工程)
次に、内・外周加工工程として、ガラス基板の外周端面および内周端面を、例えば鼓状のダイヤモンド等の研削砥石により研削する。
(内・外端面加工工程)
内・外径加工工程を終えたガラス基板を、所定の間隔を空けて、複数積み重ねて、積層し、その状態で内周端面及び外周端面の研磨加工を、端面研磨機を用いて研磨する。外周端面の研磨機としては、複数の凹型の砥石を上記所定の間隔を空けて、それぞれのガラス基板の外周端面に対応させ、砥石を回転させると共にガラス基板も回転させて、接触させることで端面の研磨加工をする。砥石の凹部の形状により、所望の曲率半径R2の円弧状の形状を作製することができる。内・外端面加工は、研磨剤をかけながら、ブラシ状のものを回転させて行うこともできる。内・外端面加工工程の後、ガラス基板の表面に残った研磨剤やガラス粉を除去するための洗浄を行う。洗浄方法としては、超音波洗浄装置を用いることができる。
(化学強化処理工程)
内・外端面加工工程の次に、化学強化処理工程として、化学強化液にガラス基板を浸漬してガラス基板に化学強化層を形成する。化学強化層を形成することで耐衝撃性、耐振動性及び耐熱性等を向上させることができる。
【0043】
化学強化処理工程は、加熱された化学強化処理液にガラス基板を浸漬することによってガラス基板に含まれるリチウムイオン、ナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンによって置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0044】
化学強化処理液に特に制限はなく、公知の化学強化処理液を用いることができる。通常、カリウムイオンを含む溶融塩又はカリウムイオンとナトリウムイオンをふくむ溶融塩を用いることが一般的である。カリウムイオンやナトリウムイオンを含む溶融塩としては、カリウムやナトリウムの硝酸塩、炭酸塩、硫酸塩やこれらの混合溶融塩が挙げられる。中でも、融点が低く、ガラス基板の変形を防止できるという観点からは、硝酸塩を用いることが好ましい。
【0045】
化学強化処理液は、上記の成分が融解する温度よりも高温になるよう加熱される。一方、化学強化処理液の加熱温度が高すぎると、ガラス基板の温度が上がりすぎ、ガラス基板の変形を招く恐れがある。このため、化学強化処理液の加熱温度はガラス基板のガラス転移点(Tg)よりも低い温度が好ましく、ガラス転移点−50℃よりも低い温度とすることが更に好ましい。
【0046】
なお、加熱された化学強化処理液に浸漬される際の熱衝撃によるガラス基板の割れや微細なクラックの発生を防止するため、化学強化処理液への浸漬に先立って、予熱槽でガラス基板を所定温度に加熱する予熱工程を有していても良い。
【0047】
化学強化層の厚みとしては、ガラス基板の強度向上とポリッシング工程の時間の短縮との兼ね合いから、5μm〜15μm程度の範囲が好ましい。強化層の厚みがこの範囲の場合、平坦度、機械的強度である耐衝撃性が良好なガラス基板とすることができる。
【0048】
化学強化処理工程後の表主表面及び裏主表面の外周端部の形状は、化学強化処理工程前とほとんど変わらず、上記の5μm〜15μm程度の化学強化層がガラス基板の表面全体にほぼ一様に載った状態となる。
(研磨工程)
次に、研磨工程としてのポリッシング工程を行う。
【0049】
ポリッシング工程では、ガラス基板の表面を精密に仕上げると伴に主表面の外周端部の形状を所定の形状に研磨する。ポリッシング工程は1工程でも良いが、2工程の方が好ましい。
【0050】
まず、第1ポリシング工程では、第2ポリッシング工程で最終的に必要とされる面粗さを効率よく得ることができるように、面粗さを向上させるとともに最終的に本発明の形状を効率よく得ることができる研磨を行う。
【0051】
研磨の方法は、ラッピング工程で使用したダイヤモンドペレットと研削液に代えて、パッドと研磨液を使用する以外は第1及び2ラッピング工程で使用した研磨機と同一の構成の研磨機を使用する。
【0052】
パッドは硬度Aで80から90程度の硬質パッドで例えば発泡ウレタンを使用するのが好ましい。パッドの硬度が研磨による発熱により柔らかくなると研磨面の形状変化が大きくなるため硬質パッドを用いるのが好ましい。研磨材は、粒径が0.6μmから2.5μmの酸化セリウム等を水に分散させてスラリー状にして用いるのが好ましい。水と研磨剤との混合比率は、概ね1:9から3:7程度が好ましい。
【0053】
定盤によるガラス基板への単位面積当たりの荷重は、90g/cm2から110g/cm2とするのが好ましい。定盤によるガラス基板への荷重は、外周端部の形状に大きく影響する。荷重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、荷重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。こうした傾向を観察しながら荷重を決めることができる。
【0054】
また、面粗さを向上させるために、定盤の回転数を25rpmから50rpmとし、上の定盤の回転数を下の定盤回転数より30%から40%遅くするのが好ましい。
【0055】
上記の研磨条件により研磨量を30μmから40μmとするのが好ましい。30μm未満では、キズや欠陥を十分に除去ができない。また40μmを超える場合は、面粗さをRmaxが2nmから60nm、Raが2nmから4nmの範囲とすることができるが、必要以上に研磨を行うことになり製造効率が低下する。
【0056】
第2ポリッシング工程は、第1ポリッシング工程後のガラス基板の表面を更に精密に研磨する工程である。第2ポリッシング工程で使用するパッドは、第1ポリッシング工程で使用するパッドより柔らかい硬度65から80(Asker−C)程度の軟質パッドで、例えば発泡ウレタンやスウェードを使用するのが好ましい。研磨材としては、第1ポリッシング工程と同様の酸化セリウム等を用いることができるが、ガラス基板の表面をより滑らかにするため、粒径がより細かくバラツキが少ない研磨剤を用いるのが好ましい。粒径の平均粒子径が40nmから70nmの研磨剤を水に分散させてスラリー状にして研磨液として用い、水と研磨剤との混合比率は、1:9から3:7程度が好ましい。
【0057】
定盤によるガラス基板への単位面積当たりの荷重は、90g/cm2から110g/cm2が好ましい。定盤によるガラス基板への荷重は、第1ポリッシング工程と同様に外周端部の形状に大きく影響するが、研磨速度が遅いため第1ポリッシング工程ほど効率的に形状を変化させることはできない。荷重の加減による外周端部の形状の変化は、第1ポリッシング工程と同様であり、荷重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、荷重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。外周端部の形状を得るために、こうした傾向を観察しながら荷重を決めることができる。定盤の回転数を15rpmから35rpmとし、上定盤の回転数を下定盤の回転数より30%から40%遅くするのが好ましい。
【0058】
上記の様に第2ポリッシング工程での研磨条件を調整して外周端部の面粗さをRmaxが2nmから6nm、Raが0.2nmから0.4nmの範囲とすることができる。
【0059】
表面の研磨量は2μmから5μmとするのが好ましい。研磨量をこの範囲とすると、表面に発生した微小な荒れやうねり、これまでの工程で生じた微小な傷痕といった微小な欠陥を効率良く除去することができる。
(洗浄工程)
次に、研磨工程であるポリッシング工程を終えた後に洗浄工程として、スクラブ洗浄を行う。スクラブ洗浄装置は、圧接する一対の回転ローラであるスクラブ部材としてのスポンジローラのニップ部でガラス基板を挟み込み、洗浄液をスポンジローラとガラス基板との接触部近傍に滴下又はスプレー噴霧しながら、前記一対のスポンジローラを互いに逆方向に回転させると同時に、ガラス基板も回転させることによりガラス基板の表裏面全体を洗浄するものである。2つのスポンジローラの回転数はそれぞれ同一でもよいし、必要に応じてそれぞれ異なる回転数としても構わない。スポンジローラの回転数としては一般に100〜1000rpmの範囲であり、より好ましくは300〜500rpmの範囲である。またガラス基板の回転数としては一般に50〜500rpmの範囲であり、より好ましくは100〜300rpmの範囲である。洗浄液50の供給速度は一般に10〜1000ml/分の範囲、より好ましくは50〜500ml/分の範囲である。スクラブ洗浄の時間は一般に5〜150秒の範囲、より好ましくは10〜100秒の範囲である。
【0060】
スポンジローラとしては、特に限定されず、例えば、セルローススポンジ、ポリビニルアルコールスポンジ、ウレタンフォーム、エチレン−酢酸ビニル共重合体(EVA)スポンジ、メラミンフォーム、ポリエチレンフォーム等の樹脂系スポンジ、天然ゴム(NR)スポンジ、クロロプレンゴム(CR)スポンジ、エチレン−プロピレンゴム(EPDM)スポンジ、ブタジエン−アクリロニトリルゴムスポンジ等のゴム系スポンジ等で構成することができる。この中でも、スポンジ部分は、樹脂系スポンジで構成、すなわち樹脂を主材料として構成されているのが好ましい。また、前記樹脂は、ポリウレタン、メラミン樹脂、セルロース、ポリビニルアルコール等の親水性ポリマーであるのが好ましい。これにより、スポンジ部分による汚れ等の保持能力および洗浄液の担持能力をより優れたものとすることができ、また、ガラス基板との接触面積も多くなり、より、汚れの除去能力があがる。
【0061】
スクラブ洗浄において用いる洗浄液としては、一般に用いられる洗浄液を用いることが出来る。
【0062】
このようにして、スクラブ洗浄がなされ、ガラス基板表面に付着した研磨剤や異物が除去される。
【0063】
スクラブ洗浄がなされたガラス基板に対して、必要により洗剤による超音波洗浄及び乾燥処理が行われる。乾燥処理は具体的には、ガラス基板をIPA(イソプロピルアルコール)中に浸漬し、IPA中に洗浄液成分を溶け込ませ、基板表面の被覆液体をIPAと置換した後、さらにIPA蒸気中にさらしながら、IPAを蒸発させてガラス基板を乾燥させるものである。そしてその後、必要により検査が行われる。基板の乾燥処理としてはこれに限定されるわけではなく、スピン乾燥、エアーナイフ乾燥などガラス基板の乾燥方法として一般的に知られた方法であってももちろん構わない。
【0064】
洗浄後のガラス基板10の表面は、非常に活性の高い状態にあるため、速やかに、図1に示す収納容器20に収納し、製造された記録媒体用ガラス基板10を収納した記録媒体用ガラス基板収納体1とする。この記録媒体用ガラス基板収納体を真空パックして保管する。
【0065】
このようにして保管された記録媒体用ガラス基板10は、記録媒体とするためにその表面に磁性膜を形成する工程に搬送される。
【0066】
磁性膜形成工程に搬送された記録媒体用ガラス基板収納体1は、真空パックから取り出される。その後、記録媒体用ガラス基板収納体1からロボットアームなどで1枚づつ記録媒体用ガラス基板10を取り出し、蒸着装置にセットして、磁性膜を蒸着する。
【0067】
このように本発明の記録媒体用ガラス基板収納体1を用いて保管、搬送を行うことにより、保管、搬送時に記録媒体用ガラス基板10の外周端部と収納容器20の溝31の部分での接触面積が少なく、擦れによる発塵や、摩擦帯電を抑えることができる。
【0068】
なお、記録媒体用ガラス基板収納体1を研磨加工であるポリッシング工程の後の洗浄工程後に保管、搬送用として用いているが、これに限らず、製造工程中であれば、工程間での保管、搬送用に用いることができる。特に、ガラス基板の研磨を行い、その後洗浄する洗浄工程の後に用いるのが、ガラス表面への異物付着の抑制に対して、より効果がある。
【0069】
(記録媒体)
次に、上記のように作成された記録媒体用ガラス基板10を用いた記録媒体について説明する。この記録媒体用ガラス基板10を用いると、表面に異物の付着がほとんど無く、ハードディスクに用いた場合の耐久性および高記録密度が実現される。以下、図面に基づき記録媒体について説明する。
【0070】
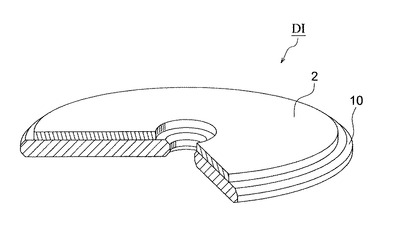
図7は磁気ディスクDIの斜視図である。この磁気ディスクDIは、円形の記録媒体用ガラス基板10の表面に磁性膜2を直接形成されている。磁性膜2の形成方法としては従来公知の方法を用いることができ、例えば磁性粒子を分散させた熱硬化性樹脂を基板上にスピンコートして形成する方法や、スパッタリング、無電解めっきにより形成する方法が挙げられる。スピンコート法での膜厚は約0.3μm〜1.2μm程度、スパッタリング法での膜厚は0.04μm〜0.08μm程度、無電解めっき法での膜厚は0.05μm〜0.1μm程度であり、薄膜化および高密度化の観点からはスパッタリング法および無電解めっき法による膜形成が好ましい。
【0071】
磁性膜に用いる磁性材料としては、特に限定はなく従来公知のものが使用できるが、高い保持力を得るために結晶異方性の高いCoを基本とし、残留磁束密度を調整する目的でNiやCrを加えたCo系合金などが好適である。具体的には、Coを主成分とするCoPt、CoCr、CoNi、CoNiCr、CoCrTa、CoPtCr、CoNiPtや、CoNiCrPt、CoNiCrTa、CoCrPtTa、CoCrPtB、CoCrPtSiOなどが挙げられる。磁性膜は、非磁性膜(例えば、Cr、CrMo、CrVなど)で分割しノイズの低減を図った多層構成(例えば、CoPtCr/CrMo/CoPtCr、CoCrPtTa/CrMo/CoCrPtTaなど)としてもよい。上記の磁性材料の他、フェライト系、鉄−希土類系や、SiO2、BNなどからなる非磁性膜中にFe、Co、FeCo、CoNiPt等の磁性粒子を分散された構造のグラニュラーなどであってもよい。また、磁性膜は、内面型および垂直型のいずれの記録形式であってもよい。
【0072】
また、磁気ヘッドの滑りをよくするために磁性膜の表面に潤滑剤を薄くコーティングしてもよい。潤滑剤としては、例えば液体潤滑剤であるパーフロロポリエーテル(PFPE)をフレオン系などの溶媒で希釈したものが挙げられる。
【0073】
さらに必要により下地層や保護層を設けてもよい。磁気ディスクにおける下地層は磁性膜に応じて選択される。下地層の材料としては、例えば、Cr、Mo、Ta、Ti、W、V、B、Al、Niなどの非磁性金属から選ばれる少なくとも一種以上の材料が挙げられる。Coを主成分とする磁性膜の場合には、磁気特性向上等の観点からCr単体やCr合金であることが好ましい。また、下地層は単層とは限らず、同一又は異種の層を積層した複数層構造としても構わない。例えば、Cr/Cr、Cr/CrMo、Cr/CrV、NiAl/Cr、NiAl/CrMo、NiAl/CrV等の多層下地層としてもよい。
【0074】
磁性膜の摩耗や腐食を防止する保護層としては、例えば、Cr層、Cr合金層、カーボン層、水素化カーボン層、ジルコニア層、シリカ層などが挙げられる。これらの保護層は、下地層、磁性膜など共にインライン型スパッタ装置で連続して形成できる。また、これらの保護層は、単層としてもよく、あるいは、同一又は異種の層からなる多層構成としてもよい。なお、上記保護層上に、あるいは上記保護層に替えて、他の保護層を形成してもよい。例えば、上記保護層に替えて、Cr層の上にテトラアルコキシシランをアルコール系の溶媒で希釈した中に、コロイダルシリカ微粒子を分散して塗布し、さらに焼成して二酸化ケイ素(SiO2)層を形成してもよい。
【0075】
以上、記録媒体の一実施態様として磁気ディスクについて説明したが、記録媒体はこれに限定されるものではなく、光磁気ディスクや光ディスクなどにも本発明の記録媒体用ガラス基板10を用いることができる。
【実施例】
【0076】
(実施例1〜15、比較例1〜4)
(1)溶融、プレス成型工程
ガラス材料としてTgが480℃のアルミノシリケートガラスを用い、溶融ガラスをプレス成形してガラス基板前駆体(外径68mm、厚さ1.3mm)を作製した。
(2)コアリング工程
次に円筒状のダイヤモンド砥石を用いてガラス基板の中心部に円穴(直径18mm)を開けた。
(3)第1ラッピング工程
ガラス基板の両表面を研磨機(HAMAI社製)を用いて研磨した。
【0077】
研磨条件としては、ダイヤモンドペレットとしては、#1200メッシュを用い、単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。
【0078】
得られたガラス基板の厚さは、0.9mm、表面粗さはRmaxが1.5μm、Raが1.0μmであった。
(4)第2ラッピング工程
ガラス基板の両表面を研磨機(HAMAI社製)を用いて研磨した。
【0079】
研磨条件としては、ダイヤモンドペレットとしては、#1200メッシュを用い、単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。
【0080】
得られたガラス基板の表面粗さはRmaxが3μm、Raが0.3μmであった。
(5)内・外周加工工程
鼓状のダイヤモンド砥石により内・外径加工をい、内径20mm、外径65mmとした。
(6)内・外端面加工工程
内・外加工工程を終えて得られたガラス基板を所定の間隔を空けて100枚重ね、端面研磨機を用いて、内周及び外周の端面を研磨した。外周端面の研磨砥石には、所定の形状の凹型砥石を用い、外周端面加工後のガラス基板の外周端部が図4の形状のもので、曲率半径R2が表1のものを作成した。
(7)化学強化処理工程
次に、ガラス基板を化学強化処理液に浸漬して化学強化処理工程を行った。化学強化処理液には、硝酸カリウム(KNO3)と硝酸ナトリウム(NaNO3)の混合溶融塩を用いた。混合比は質量比で1:1とした。また、化学強化処理液の温度は400℃、浸漬時間は40分とした。
(8)研磨工程
次に研磨工程の第1ポリッシング工程として、研磨機(HAMAI社製)を用い、パッドに硬度Aで80度の発泡ウレタンを用いた。研磨材は、平均粒径1.5μmの酸化セリウムを水に分散させてスラリー状にして用いた。水と研磨剤との混合比率は、2:8とした。単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。研磨量を30μmとした。
【0081】
得られたガラス基板の表面粗さはRmaxが30nm、Raが3nmであった。
【0082】
次に第2ポリッシング工程として、研磨機(HAMAI社製)を用い、パッドに硬度Aで70度の発泡ウレタンを用いた。研磨材は、平均粒径60nmの酸化セリウムを水に分散させてスラリー状にして用いた。水と研磨剤との混合比率は、2:8とした。単位面積当たりの荷重90g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。研磨量を3μmとした。
【0083】
得られたガラス基板の表面粗さはRmaxが5nm、Raが0.3nmであった。
(9)洗浄工程
第2ポリッシング工程の終了後、洗浄装置でスクラブ洗浄を行った。スクラブ部材のスポンジとしては、ポリビニルアルコールスポンジを用いた。空隙率は、50%で、硬度は、45°(JIS K7312)であった。また、スポンジローラの回転数は共に300rpmとした。またガラス基板の回転数は200rpmとした。洗浄液としては、過酸化水素濃度が0.5質量%の過酸化水素水を用いた。洗浄液の供給は、スプレー噴霧によって、スクラブ洗浄開始3秒前からスクラブ洗浄終了時まで連続して、毎分100mlの量を供給した。
【0084】
このようにして表1の実施例1〜15、比較例1〜3のガラス基板をそれぞれ100枚づつ作成した。
【0085】
次に、この表面を清浄にしたガラス基板を、図3に示す情報記録媒体用ガラス基板収納体に収納した。情報記録媒体用ガラス基板収納体の収納容器20、上蓋21、固定部材23は、ポリカーボネート樹脂を射出成型することにより作成した。収納容器20の溝形状としては、図3と図5のものを用い、溝の幅B1は、2.00mm、ピッチB2は、6.35mm、溝部の表面粗さは、バフ研磨により所定の表面粗さとした。溝部の曲率半径R1、角度θ、表面粗さRa、Rmaxを表1に示すようにして、実施例1〜15、比較例1〜3とした。また、溝部の表面粗さは、原子間力顕微鏡(AFM)により測定した。
【0086】
それぞれのガラス基板を収納した情報記録媒体用ガラス基板収納体を真空パックした後、トラックに乗せて、100km搬送し、その後、ガラス基板表面の異物の付着状態を観察した。
【0087】
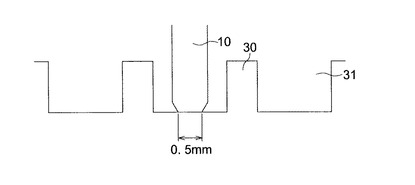
また、比較例4として、ガラス基板の外周端面処理を図8のように0.5mmのフラット面に処理し、溝の形状を平坦な形状にした他は、実施例1と同様に作製した。
(ガラス基板面評価)
作製したガラス基板を走査型レーザーディスク表面検査装置を用い、ガラス基板表面に付着した微小異物に関して評価した。100枚の微小付着物の数の合計を比較例4のものを1として相対評価した。ランクは、付着物の数が0〜0.7を◎、0.7を越えて0.8までを○、0.8を越えて1までを×とした。なお付着物の数が相対値で0.8を超えると磁気ディスクでのヘッドの読み取りエラーの発生が高くなるので0.8以下が製品として要求される。
【0088】
評価結果を表1に示す。
【0089】
【表1】

【0090】
表1の結果から、実施例1〜4と比較例1とを比べると、ガラス基板の外周端部が曲率半径R2の円弧状に加工され、収納容器の溝の断面形状の曲率半径R1がR2よりも大きいことにより、保管搬送時におけるガラス基板の外周端部と収納容器の溝との擦れに伴う異物の発生、表面への付着が少ないことがわかる。また、R1はR2の10倍より小さいことが好ましいといえる。R1がR2と同じ場合には、接触面積が多いため異物の発生や、摩擦帯電が起こり、異物付着が多くなっていると考えられる。また、実施例5、6と比較例2、3を比べると、ガラス基板の外周端部が円弧状に加工され、収納容器の溝の断面形状がV字状部で、V字状部の角度θが90°〜170°であると、異物の付着が少ないことがわかる。θが90°より小さいと、ガラス基板端面が溝に食い込む状態になり、擦れによる異物の発生が多くなっていると考えられる。また、θが170°を越えると、溝が外周端部を支持する位置が移動しやすく不安定になり、溝部分でがたつきが発生して異物の発生が多くなっていることが考えられる。
【0091】
また、実施例7〜15を比較すると、溝部の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましいことがわかる。また、表面粗さがこの範囲を超えると、微粉の発生が増えて、好ましくないことがわかる。
【図面の簡単な説明】
【0092】
【図1】記録媒体用ガラス基板収納体の全体構成を示す分解斜視図である。
【図2】収納容器にガラス基板を収納した状態を示す側面図である。
【図3】収納容器の溝とガラス基板との接触位置で、ガラス基板の厚み方向に切断した断面A−Aの模式図である。
【図4】ガラス基板の外周端面の円弧状に加工した状態を示す模式図である。
【図5】収納容器の溝とガラス基板との接触位置で、ガラス基板の厚み方向に切断した断面A−Aの別の模式図である。
【図6】記録媒体用ガラス基板の製造工程の例を示すフロー図である。
【図7】磁気ディスクの部分断面を含む斜視図である。
【図8】ガラス基板の外周端部が平面状に加工され、収納容器の溝が平坦であるときの接触位置での模式図である。
【符号の説明】
【0093】
1 記録媒体用ガラス基板収納体
10 ガラス基板(記録媒体用ガラス基板)
20 収納容器
21 上蓋
23 固定部材
24 抑え板
25、26 側板
27、28 連結板
29 底板
30 リブ
31 溝
2 磁性膜
DI 磁気ディスク
【技術分野】
【0001】
本発明は、記録媒体用ガラス基板を収納する収納容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体に関する。
【背景技術】
【0002】
磁気、光、光磁気等の性質を利用した記録層を有する記録媒体のなかで、代表的なものとして磁気ディスクがある。磁気ディスク用基板として、従来アルミニウム合金基板が広く用いられていた。しかし、アルミニウム合金は変形しやすく、また硬さが不十分であるため研磨後の基板表面の平滑性が十分とは言えなかった。さらに、記録用ヘッドが機械的に磁気ディスクに接触する際、磁性膜が基板から剥離しやすいという問題もあった。そこで、変形が少なく、平滑性が良好で、かつ機械的強度の大きいガラス基板が、携帯型のみならず据え置き型の情報機器やその他のテレビ等の家庭用機器にも広く使用されていくことが予測されている。
【0003】
このような記録媒体用ガラス基板は、研削処理や研磨処理、化学強化処理、洗浄処理などの複数の工程を経て製造されている。しかし、その製造工程中又はその工程間において、ガラス基板表面に異物が付着することがある。このような異物が記録媒体用ガラス基板表面に存在すると、磁気ディスク、あるいは、磁気ディスクを搭載したハードディスクドライブの信頼性が低下し、クラッシュなどの障害を起こす恐れがある。そのため、記録媒体用ガラス基板の表面は、平滑、且つ、清浄でなければならない。
【0004】
製造工程中における記録媒体用ガラス基板は、厚みも1mm以下と薄く、傷を受け易い。そのため、製造の各工程における処理や各工程を経たガラス基板の保管、搬送に際しては、ガラス基板同士が相互に接触したり、あるいは、他のものと接触したりすることによる損傷を受けることがないようにする必要がある。
【0005】
そこで、ガラス基板の保管及び搬送に際しては、複数枚のガラス基板を所定の間隔を隔てて収納保持するための収納容器が提案されている。このような収納容器としては、例えば、特許文献1に記載されているように、上方が開放された収納レーンと、この収納レーンの内壁に形成されガラス基板を収納保持するための複数の溝部とを有するものが提案されている。磁気ディスクの製造においては、このような収納容器を用いて製造された磁気ディスク用ガラス基板上に、スパッタリング成膜等の方法により、磁性層等の薄膜が成膜される。
【特許文献1】特開2007−99279号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1における収納容器を用いて記録媒体用ガラス基板を製造したところ、ガラス基板の保管、搬送の後にガラス基板表面に異物が付着するという問題が生じた。
【0007】
従って、本発明が解決しようとする技術課題は、記録媒体用ガラス基板の製造工程において、収納容器に保管、搬送されたガラス基板の表面に異物が付着しない記録媒体用ガラス基板の収容容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体を提供することである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明は以下の構成を有するものである。
【0009】
1.
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、
前記ガラス基板の外周端部の曲率半径をR2としたとき、
R1>R2であることを特徴とする記録媒体用ガラス基板の収納容器。
【0010】
2.
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状がV字状部を有し、該V字状部で前記ガラス基板の外周端部を支持し、
前記V字状の角度θが90°〜170°であることを特徴とする記録媒体用ガラス基板の収納容器。
【0011】
3.
前記収納容器における、前記ガラス基板と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることを特徴とする1又は2に記載の記録媒体用ガラス基板の収納容器。
【0012】
4.
1乃至3の何れか1項に記載の収納容器に、前記ガラス基板を収納し、該ガラス基板を保管することを特徴とする記録媒体用ガラス基板収納体。
【0013】
5.
ガラス基板を研磨する研磨工程と、該研磨工程の後に前記ガラス基板を洗浄する洗浄工程とを有する記録媒体用ガラス基板の製造方法において、
4に記載の記録媒体用ガラス基板収納体を、前記洗浄工程後の前記ガラス基板の保管に用いることを特徴とする記録媒体用ガラス基板の製造方法。
【0014】
6.
5に記載の記録媒体用ガラス基板の製造方法を用いて製造されることを特徴とする記録媒体用ガラス基板。
【0015】
7.
6に記載の記録媒体用ガラス基板の表面に磁性膜を有することを特徴とする記録媒体。
【発明の効果】
【0016】
本発明によれば、ガラス基板の外周端部と収納容器の溝との収納時における接触面積を少なくすることができる。よって、記録媒体用ガラス基板の製造工程において、収納容器に保管、搬送されたガラス基板と収納容器との接触よる微粉や、接触部の摩擦帯電を抑えることができ、ガラス基板表面に異物が付着しない記録媒体用ガラス基板の収納容器、記録媒体用ガラス基板収納体、記録媒体用ガラス基板の製造方法、記録媒体用ガラス基板及び記録媒体を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、図面を参照して、本発明の実施の形態を説明する。
【0018】
図1は、本発明の記録媒体用ガラス基板の収納容器を用いた記録媒体用ガラス基板収納体1の一実施形態の全体を示す分解斜視図である。記録媒体用ガラス基板収納体1は、複数のガラス基板10と、ガラス基板10を収納する収納容器20、上蓋21、上蓋21に取り付けられ、収納容器20に収納されたガラス基板10を固定する固定部材23からなっている。固定部材23は、ガラス基板10の外周端部を抑える抑え板24を有している。
【0019】
収納容器20は、側板25、26と、該側板25、26を連結し、U字形状の開口を持つ連結板27、28と、収納容器20の下部を構成する底板29からなり、側板25、26の内壁には、複数のリブ30がガラス基板10の厚みより広い、所定の間隔で形成されている。このように複数のリブ30を形成することで、ガラス基板10をその厚み方向に所定の間隔で支持する複数の溝31を形成している。
【0020】
図2は、収納容器20にガラス基板10を収納した状態を連結板27側から見た側面図である。ガラス基板10は、互いに対向配置された一対の溝31に支持されてる。側板25、26の内壁の間隔は、上方の開口側は、ガラス基板10の外径よりわずかに大きく、上方からガラス基板10を挿入できるようになっている。また、下方の底板29側に近づくにつれて、側板25、26の内壁の間隔は狭くなり、溝31のP1とP2でガラス基板10の外周端部と接触している。
【0021】
図3は、図2における溝31とガラス基板10との接触位置P1で、ガラス基板10の厚み方向に切断した断面A−Aの模式図である。
【0022】
本発明において、ガラス基板10の外周端部は、曲率半径R2の円弧状に加工されている。図3のガラス基板10の外周端部は、半円弧状に加工されているが、図4に示すように、外周端部の幅H0のうち、その先端部の幅H1が曲率半径R2の円弧状に加工されていれば良く、それ以外の外周端部(H0−H1)は、図のように直線状でも、また、放物線状であっても良い。
【0023】
また、収納容器20の溝31の断面形状は、曲率半径R1の円弧状部を有し、該円弧状部でガラス基板10の外周端部を支持し、ガラス基板10の外周端部の円弧状部の曲率半径R2よりも溝の円弧状部分の曲率半径R1が大きい。また、曲率半径R1は、R2<R1<10・R2であることが好ましい。R1がR2よりも小さいと、溝の曲率部分で、ガラス基板の外周端部の曲率部分を保持できなくなり、先端部で擦れによる微粉が発生しやすくなる。また、R2の10倍よりも大きくなっても、溝の曲率部分で、外周端部が動きやすくなり、微粉が発生しやすく、好ましくない。図3では、溝の曲率部分は、半円状であるが、円弧状部分でガラス基板10の外周端部を支持できる円弧部分があればよい。
【0024】
このような構成にすることにより、記録媒体用ガラス基板の製造工程において、ガラス基板10を保管、搬送する場合、収納容器20とガラス基板10の外周端部との接触領域を少なくすることができ、かつ、曲率部分が接することにより、ガラス基板10の外周端部の破損を防ぐことができる。よって、保管、搬送時に収納容器20とガラス基板10との擦れによる発塵を抑え、また、接触部の摩擦帯電を抑制でき、周りの粉塵の吸着を抑えることができる。よって、ガラス基板10の表面に異物が付着しない記録媒体用ガラス基板収納体を提供することができる。
【0025】
なお、本実施形態においては、上蓋21、固定部材23が別々の部材となっているが、合体したものであってもよい。また、収納容器20は、樹脂を主体とする材料であれば良く、金属材料に樹脂被覆したものであっても良い。また、溝の幅B1は、ガラス基板10の幅よりも大きければよく、ピッチB2も特に限定しない。
【0026】
また、別の実施形態としては、図5に示すように、溝31の断面形状が、V字状部を有し、該V字状部で前記ガラス基板10の外周端部を支持し、V字状部の角度θが90°〜170°である。溝31の断面形状以外は、先に説明した実施形態と同様である。角度θが90°より小さいと、ガラス基板10が溝31に食い込んだ状態になり、取り出しにくくなる。また、角度θが170°より大きくなるとガラス基板が10の安定が悪くなり、ガラス基板の外周端部が溝の中で横に動くことにより、微粉が発生する。
【0027】
また、上記2つの実施形態において、収納容器20における、ガラス基板10と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましい。即ち、溝31を構成する表面(側面32、底面33)の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましい。表面粗さRaが50nmを越えると、収納容器20とガラス基板10との接触により、微粉の発生が多くなり、好ましくない。また、表面粗さRaが50nm以下であっても、Rmaxが500nmを越えても微粉の発生が多くなり、好ましくない。表面粗さは、JISのB0601に規定されおり表面の算術平均粗さRa、Rmaxとして、原子間力顕微鏡(AFM)により測定できる。
【0028】
本発明に係る収納容器20を製造するにあたっては、一例として、樹脂成形方法を用いることができる。この樹脂成形工程では、各種ポリエチレン、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、テフロン(登録商標)/PTFE等の一般的な樹脂を用いることができる。特に、射出成形法により製造する場合、樹脂としては、例えば、ポリカーボネート、ポリアミド、サーモトロピック液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトン(PEK)、PEEK系アロイ樹脂(例えば、PEEK/サーモトロピック液晶ポリマー、PEEK/ポリベンゾイミダゾール(PBI)等)、ポリベンゾイミダゾール(PBI)、ポリフェニレンサルファイド(PPS)、ポリエーテルスルホン(PES)、ポリエーテルイミド(PEI)、ポリテトラフルオロエチレン(PTFE)等のフッ素樹脂等を用いることができる。また、研削砥石を用いて、所定の形状の溝に作成することもできる。
【0029】
更に、樹脂材料に導電性を付与するのが好ましい。例えば導電性樹脂や導電粒子を含有させることが好ましく、カーボンなどを含有させても良い。また、表面に金属などの導電性材料を塗布したり、蒸着させても良い。樹脂材料に導電性を付与することでガラス基板との接触や、梱包時の梱包材との接触などで生じる収納容器の局部的な帯電を抑えることができ、周辺の異物の吸着を抑えることができ、ガラス表面への異物付着を抑制することができる。
【0030】
また、溝部の表面粗さは、研磨を行うことにより所定の粗さにすることができる。具体的には、織布や皮などを用いたバフ研磨を行うのが好ましい。
【0031】
次に、本発明の記録媒体用ガラス基板収納体1を用いた記録媒体用ガラス基板の製造方法の一例について説明する。なお、記録媒体用ガラス基板の製造方法は、以下の方法に限るものではなく、本発明の記録媒体用ガラス基板収納体を用いた記録媒体用ガラス基板の製造方法であればよい。
【0032】
(製造工程)
記録媒体用ガラス基板の製造方法について製造工程順に説明する。図6に、記録媒体用ガラス基板の製造工程の例をフロー図で示す。
(ガラス溶融工程)
まず、ガラス溶融工程として、ガラス素材を溶融する。ガラス基板の材料としては、例えば、SiO2、Na2O、CaOを主成分としたソーダライムガラス;SiO2、Al2O3、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;Li2O−SiO2系ガラス;Li2O−Al2O3−SiO2系ガラス;R’O−Al2O3−SiO2系ガラス(R’=Mg、Ca、Sr、Ba)などを使用することができる。中でも、アルミノシリケートガラスやボロシリケートガラスは、耐衝撃性や耐振動性に優れるため特に好ましい。
(プレス成型工程)
次に、プレス成形工程として、溶融ガラスを下型に流し込み、上型によってプレス成形して円板状のガラス基板前駆体を得る。なお、円板状のガラス基板前駆体は、プレス成形によらず、例えばダウンドロー法やフロート法で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0033】
ガラス基板の大きさに限定はない。例えば、外径が2.5インチ、1.8インチ、1インチ、0.8インチなど種々の大きさのガラス基板がある。また、ガラス基板の厚みにも限定はなく、2mm、1mm、0.63mmなど種々の厚みのガラス基板がある。
(コアリング加工工程)
プレス成形したガラス基板前駆体は、コアリング加工工程で、中心部に穴を開ける。穴開けは、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することで中心部に穴を開ける。
(第1ラッピング工程)
次に、第1ラッピング工程として、ガラス基板の両表面を研磨加工し、ガラス基板の全体形状、すなわちガラス基板の平行度、平坦度および厚みを予備調整する。
(第2ラッピング工程)
更に、ガラス基板の両表面を再び研磨加工して、ガラス基板の平行度、平坦度および厚みを微調整する。
【0034】
第1及び第2ラッピング工程にてガラス基板の表裏の表面を研磨する研磨機は、両面研磨機と呼ばれる公知の研磨機を使用できる。両面研磨機は、互いに平行になるように上下に配置された円盤状の上定盤と下定盤とを備えており、互いに逆方向に回転する。この上下の定盤の対向するそれぞれの面にガラス基板の主表面を研磨するための複数のダイヤモンドペレットが貼り付けてある。上下の定盤の間には、下定盤の外周に円環状に設けてあるインターナルギアと下定盤の回転軸の周囲に設けてあるサンギアとに結合して回転する複数のキャリアがある。このキャリアには、複数の穴が設けてあり、この穴にガラス基板をはめ込んで配置する。上下の定盤、インターナルギア及びサンギアは別駆動で動作することができる。
【0035】
研磨機の研磨動作は、上下の定盤が互いに逆方向に回転し、ダイヤモンドペレットを介して定盤に挟まれているキャリアは、複数のガラス基板を保持した状態で、自転しながら定盤の回転中心に対して下定盤と同じ方向に公転する。このような動作している研磨機において、研削液を上定盤とガラス基板及び下定盤とガラス基板との間に供給することでガラス基板の研磨を行うことができる。
【0036】
この両面研磨機を使用する際、ガラス基板に加わる定盤の荷重及び定盤の回転数を所望の研磨状態に応じて適宜調整する。第1及び第2ラッピング工程における単位面積当たりの荷重は、60g/cm2から120g/cm2とするのが好ましい。また、定盤の回転数は、10rpmから30rpm程度とし、上の定盤の回転数を下の定盤回転数より30%から40%程度遅くするのが好ましい。定盤による荷重を大きくし、定盤の回転数を速くすると研磨量は多くなるが、荷重を大きくしすぎると面粗さが良好とならず、また、回転数が速すぎると平坦度が良好とならない。また荷重が小さく定盤の回転数が遅いと研磨量が少なく製造効率が低くなる。
【0037】
第2ラッピング工程を終えた時点で、大きなうねり、欠け、ひび等の欠陥は除去され、ガラス基板の主表面の面粗さは、Rmaxが2μmから4μm、Raが0.2μmから0.4μm程度とするのが好ましい。このような面状態にしておくことで、次の化学強化処理工程を経て第1ポリッシング工程で研磨を効率よく行うことができる。
【0038】
尚、第1ラッピング工程では、第2ラッピング工程を効率よく行うことができるように大まかに大きなうねり、欠け、ひびを効率よく除去する。このため、第2ラッピングで使用する粗さ#1300メッシュから#1700メッシュより粗い#800メッシュから#1200メッシュ程度のダイヤモンドペレットを使用するのが好ましい。第1ラッピング工程が完了した時点での面粗さは、Rmaxが4μmから8μmで、Raが0.4μmから0.8μm程度とするのが好ましい。
【0039】
また、ガラス基板を研磨する方法として、上下の定盤の研磨面にパッドを貼り付け、研磨剤を含む研磨液を供給して研磨する方法を用いることもできる。研磨剤としては、例えば、酸化セリウム、酸化ジルコニウム、酸化アルミニウム、酸化マンガン、コロイダルシリカ、ダイヤモンドなどが挙げられる。これらを水で分散化してスラリー状として使用する。パッドは硬質パッドと軟質パッドとに分けられるが、必要に応じて適宜選択して用いることができる。硬質パッドとしては、硬質ベロア、ウレタン発泡、ピッチ含有スウェード等を素材とするパッドが挙げられ、軟質パッドとしては、スウェードやベロア等を素材とするパッドが挙げられる。
【0040】
パッドと研磨剤を使用する研磨方法は、研磨剤の粒度やパッドの種類を変えて、粗研磨から精密研磨まで対応することができる。よって、第1ラッピング工程と第2ラッピング工程で、効率よく大きなうねり、欠け、ひび等を除去し上記の面粗さを得ることができる様に研磨材、研磨材の粒度、パッドを適宜組み合わせて対応することができる。
【0041】
また、第1及び第2ラッピング工程の後、ガラス基板の表面に残った研磨剤やガラス粉を除去するための洗浄工程を行うことが好ましい。
【0042】
尚、第1ラッピング工程及び第2ラッピング工程で使用する研磨機は、同一構成ではあるがそれぞれの工程専用に用意された別の研磨機を用いて研磨加工を行うのが好ましい。これは、専用のダイヤモンドペレットを貼り付けているため交換が大掛かりな作業となり、また、研磨条件を再設定する等の煩雑な作業が必要となり、製造効率が低下するためである。
(内・外周加工工程)
次に、内・外周加工工程として、ガラス基板の外周端面および内周端面を、例えば鼓状のダイヤモンド等の研削砥石により研削する。
(内・外端面加工工程)
内・外径加工工程を終えたガラス基板を、所定の間隔を空けて、複数積み重ねて、積層し、その状態で内周端面及び外周端面の研磨加工を、端面研磨機を用いて研磨する。外周端面の研磨機としては、複数の凹型の砥石を上記所定の間隔を空けて、それぞれのガラス基板の外周端面に対応させ、砥石を回転させると共にガラス基板も回転させて、接触させることで端面の研磨加工をする。砥石の凹部の形状により、所望の曲率半径R2の円弧状の形状を作製することができる。内・外端面加工は、研磨剤をかけながら、ブラシ状のものを回転させて行うこともできる。内・外端面加工工程の後、ガラス基板の表面に残った研磨剤やガラス粉を除去するための洗浄を行う。洗浄方法としては、超音波洗浄装置を用いることができる。
(化学強化処理工程)
内・外端面加工工程の次に、化学強化処理工程として、化学強化液にガラス基板を浸漬してガラス基板に化学強化層を形成する。化学強化層を形成することで耐衝撃性、耐振動性及び耐熱性等を向上させることができる。
【0043】
化学強化処理工程は、加熱された化学強化処理液にガラス基板を浸漬することによってガラス基板に含まれるリチウムイオン、ナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンによって置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0044】
化学強化処理液に特に制限はなく、公知の化学強化処理液を用いることができる。通常、カリウムイオンを含む溶融塩又はカリウムイオンとナトリウムイオンをふくむ溶融塩を用いることが一般的である。カリウムイオンやナトリウムイオンを含む溶融塩としては、カリウムやナトリウムの硝酸塩、炭酸塩、硫酸塩やこれらの混合溶融塩が挙げられる。中でも、融点が低く、ガラス基板の変形を防止できるという観点からは、硝酸塩を用いることが好ましい。
【0045】
化学強化処理液は、上記の成分が融解する温度よりも高温になるよう加熱される。一方、化学強化処理液の加熱温度が高すぎると、ガラス基板の温度が上がりすぎ、ガラス基板の変形を招く恐れがある。このため、化学強化処理液の加熱温度はガラス基板のガラス転移点(Tg)よりも低い温度が好ましく、ガラス転移点−50℃よりも低い温度とすることが更に好ましい。
【0046】
なお、加熱された化学強化処理液に浸漬される際の熱衝撃によるガラス基板の割れや微細なクラックの発生を防止するため、化学強化処理液への浸漬に先立って、予熱槽でガラス基板を所定温度に加熱する予熱工程を有していても良い。
【0047】
化学強化層の厚みとしては、ガラス基板の強度向上とポリッシング工程の時間の短縮との兼ね合いから、5μm〜15μm程度の範囲が好ましい。強化層の厚みがこの範囲の場合、平坦度、機械的強度である耐衝撃性が良好なガラス基板とすることができる。
【0048】
化学強化処理工程後の表主表面及び裏主表面の外周端部の形状は、化学強化処理工程前とほとんど変わらず、上記の5μm〜15μm程度の化学強化層がガラス基板の表面全体にほぼ一様に載った状態となる。
(研磨工程)
次に、研磨工程としてのポリッシング工程を行う。
【0049】
ポリッシング工程では、ガラス基板の表面を精密に仕上げると伴に主表面の外周端部の形状を所定の形状に研磨する。ポリッシング工程は1工程でも良いが、2工程の方が好ましい。
【0050】
まず、第1ポリシング工程では、第2ポリッシング工程で最終的に必要とされる面粗さを効率よく得ることができるように、面粗さを向上させるとともに最終的に本発明の形状を効率よく得ることができる研磨を行う。
【0051】
研磨の方法は、ラッピング工程で使用したダイヤモンドペレットと研削液に代えて、パッドと研磨液を使用する以外は第1及び2ラッピング工程で使用した研磨機と同一の構成の研磨機を使用する。
【0052】
パッドは硬度Aで80から90程度の硬質パッドで例えば発泡ウレタンを使用するのが好ましい。パッドの硬度が研磨による発熱により柔らかくなると研磨面の形状変化が大きくなるため硬質パッドを用いるのが好ましい。研磨材は、粒径が0.6μmから2.5μmの酸化セリウム等を水に分散させてスラリー状にして用いるのが好ましい。水と研磨剤との混合比率は、概ね1:9から3:7程度が好ましい。
【0053】
定盤によるガラス基板への単位面積当たりの荷重は、90g/cm2から110g/cm2とするのが好ましい。定盤によるガラス基板への荷重は、外周端部の形状に大きく影響する。荷重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、荷重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。こうした傾向を観察しながら荷重を決めることができる。
【0054】
また、面粗さを向上させるために、定盤の回転数を25rpmから50rpmとし、上の定盤の回転数を下の定盤回転数より30%から40%遅くするのが好ましい。
【0055】
上記の研磨条件により研磨量を30μmから40μmとするのが好ましい。30μm未満では、キズや欠陥を十分に除去ができない。また40μmを超える場合は、面粗さをRmaxが2nmから60nm、Raが2nmから4nmの範囲とすることができるが、必要以上に研磨を行うことになり製造効率が低下する。
【0056】
第2ポリッシング工程は、第1ポリッシング工程後のガラス基板の表面を更に精密に研磨する工程である。第2ポリッシング工程で使用するパッドは、第1ポリッシング工程で使用するパッドより柔らかい硬度65から80(Asker−C)程度の軟質パッドで、例えば発泡ウレタンやスウェードを使用するのが好ましい。研磨材としては、第1ポリッシング工程と同様の酸化セリウム等を用いることができるが、ガラス基板の表面をより滑らかにするため、粒径がより細かくバラツキが少ない研磨剤を用いるのが好ましい。粒径の平均粒子径が40nmから70nmの研磨剤を水に分散させてスラリー状にして研磨液として用い、水と研磨剤との混合比率は、1:9から3:7程度が好ましい。
【0057】
定盤によるガラス基板への単位面積当たりの荷重は、90g/cm2から110g/cm2が好ましい。定盤によるガラス基板への荷重は、第1ポリッシング工程と同様に外周端部の形状に大きく影響するが、研磨速度が遅いため第1ポリッシング工程ほど効率的に形状を変化させることはできない。荷重の加減による外周端部の形状の変化は、第1ポリッシング工程と同様であり、荷重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、荷重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。外周端部の形状を得るために、こうした傾向を観察しながら荷重を決めることができる。定盤の回転数を15rpmから35rpmとし、上定盤の回転数を下定盤の回転数より30%から40%遅くするのが好ましい。
【0058】
上記の様に第2ポリッシング工程での研磨条件を調整して外周端部の面粗さをRmaxが2nmから6nm、Raが0.2nmから0.4nmの範囲とすることができる。
【0059】
表面の研磨量は2μmから5μmとするのが好ましい。研磨量をこの範囲とすると、表面に発生した微小な荒れやうねり、これまでの工程で生じた微小な傷痕といった微小な欠陥を効率良く除去することができる。
(洗浄工程)
次に、研磨工程であるポリッシング工程を終えた後に洗浄工程として、スクラブ洗浄を行う。スクラブ洗浄装置は、圧接する一対の回転ローラであるスクラブ部材としてのスポンジローラのニップ部でガラス基板を挟み込み、洗浄液をスポンジローラとガラス基板との接触部近傍に滴下又はスプレー噴霧しながら、前記一対のスポンジローラを互いに逆方向に回転させると同時に、ガラス基板も回転させることによりガラス基板の表裏面全体を洗浄するものである。2つのスポンジローラの回転数はそれぞれ同一でもよいし、必要に応じてそれぞれ異なる回転数としても構わない。スポンジローラの回転数としては一般に100〜1000rpmの範囲であり、より好ましくは300〜500rpmの範囲である。またガラス基板の回転数としては一般に50〜500rpmの範囲であり、より好ましくは100〜300rpmの範囲である。洗浄液50の供給速度は一般に10〜1000ml/分の範囲、より好ましくは50〜500ml/分の範囲である。スクラブ洗浄の時間は一般に5〜150秒の範囲、より好ましくは10〜100秒の範囲である。
【0060】
スポンジローラとしては、特に限定されず、例えば、セルローススポンジ、ポリビニルアルコールスポンジ、ウレタンフォーム、エチレン−酢酸ビニル共重合体(EVA)スポンジ、メラミンフォーム、ポリエチレンフォーム等の樹脂系スポンジ、天然ゴム(NR)スポンジ、クロロプレンゴム(CR)スポンジ、エチレン−プロピレンゴム(EPDM)スポンジ、ブタジエン−アクリロニトリルゴムスポンジ等のゴム系スポンジ等で構成することができる。この中でも、スポンジ部分は、樹脂系スポンジで構成、すなわち樹脂を主材料として構成されているのが好ましい。また、前記樹脂は、ポリウレタン、メラミン樹脂、セルロース、ポリビニルアルコール等の親水性ポリマーであるのが好ましい。これにより、スポンジ部分による汚れ等の保持能力および洗浄液の担持能力をより優れたものとすることができ、また、ガラス基板との接触面積も多くなり、より、汚れの除去能力があがる。
【0061】
スクラブ洗浄において用いる洗浄液としては、一般に用いられる洗浄液を用いることが出来る。
【0062】
このようにして、スクラブ洗浄がなされ、ガラス基板表面に付着した研磨剤や異物が除去される。
【0063】
スクラブ洗浄がなされたガラス基板に対して、必要により洗剤による超音波洗浄及び乾燥処理が行われる。乾燥処理は具体的には、ガラス基板をIPA(イソプロピルアルコール)中に浸漬し、IPA中に洗浄液成分を溶け込ませ、基板表面の被覆液体をIPAと置換した後、さらにIPA蒸気中にさらしながら、IPAを蒸発させてガラス基板を乾燥させるものである。そしてその後、必要により検査が行われる。基板の乾燥処理としてはこれに限定されるわけではなく、スピン乾燥、エアーナイフ乾燥などガラス基板の乾燥方法として一般的に知られた方法であってももちろん構わない。
【0064】
洗浄後のガラス基板10の表面は、非常に活性の高い状態にあるため、速やかに、図1に示す収納容器20に収納し、製造された記録媒体用ガラス基板10を収納した記録媒体用ガラス基板収納体1とする。この記録媒体用ガラス基板収納体を真空パックして保管する。
【0065】
このようにして保管された記録媒体用ガラス基板10は、記録媒体とするためにその表面に磁性膜を形成する工程に搬送される。
【0066】
磁性膜形成工程に搬送された記録媒体用ガラス基板収納体1は、真空パックから取り出される。その後、記録媒体用ガラス基板収納体1からロボットアームなどで1枚づつ記録媒体用ガラス基板10を取り出し、蒸着装置にセットして、磁性膜を蒸着する。
【0067】
このように本発明の記録媒体用ガラス基板収納体1を用いて保管、搬送を行うことにより、保管、搬送時に記録媒体用ガラス基板10の外周端部と収納容器20の溝31の部分での接触面積が少なく、擦れによる発塵や、摩擦帯電を抑えることができる。
【0068】
なお、記録媒体用ガラス基板収納体1を研磨加工であるポリッシング工程の後の洗浄工程後に保管、搬送用として用いているが、これに限らず、製造工程中であれば、工程間での保管、搬送用に用いることができる。特に、ガラス基板の研磨を行い、その後洗浄する洗浄工程の後に用いるのが、ガラス表面への異物付着の抑制に対して、より効果がある。
【0069】
(記録媒体)
次に、上記のように作成された記録媒体用ガラス基板10を用いた記録媒体について説明する。この記録媒体用ガラス基板10を用いると、表面に異物の付着がほとんど無く、ハードディスクに用いた場合の耐久性および高記録密度が実現される。以下、図面に基づき記録媒体について説明する。
【0070】
図7は磁気ディスクDIの斜視図である。この磁気ディスクDIは、円形の記録媒体用ガラス基板10の表面に磁性膜2を直接形成されている。磁性膜2の形成方法としては従来公知の方法を用いることができ、例えば磁性粒子を分散させた熱硬化性樹脂を基板上にスピンコートして形成する方法や、スパッタリング、無電解めっきにより形成する方法が挙げられる。スピンコート法での膜厚は約0.3μm〜1.2μm程度、スパッタリング法での膜厚は0.04μm〜0.08μm程度、無電解めっき法での膜厚は0.05μm〜0.1μm程度であり、薄膜化および高密度化の観点からはスパッタリング法および無電解めっき法による膜形成が好ましい。
【0071】
磁性膜に用いる磁性材料としては、特に限定はなく従来公知のものが使用できるが、高い保持力を得るために結晶異方性の高いCoを基本とし、残留磁束密度を調整する目的でNiやCrを加えたCo系合金などが好適である。具体的には、Coを主成分とするCoPt、CoCr、CoNi、CoNiCr、CoCrTa、CoPtCr、CoNiPtや、CoNiCrPt、CoNiCrTa、CoCrPtTa、CoCrPtB、CoCrPtSiOなどが挙げられる。磁性膜は、非磁性膜(例えば、Cr、CrMo、CrVなど)で分割しノイズの低減を図った多層構成(例えば、CoPtCr/CrMo/CoPtCr、CoCrPtTa/CrMo/CoCrPtTaなど)としてもよい。上記の磁性材料の他、フェライト系、鉄−希土類系や、SiO2、BNなどからなる非磁性膜中にFe、Co、FeCo、CoNiPt等の磁性粒子を分散された構造のグラニュラーなどであってもよい。また、磁性膜は、内面型および垂直型のいずれの記録形式であってもよい。
【0072】
また、磁気ヘッドの滑りをよくするために磁性膜の表面に潤滑剤を薄くコーティングしてもよい。潤滑剤としては、例えば液体潤滑剤であるパーフロロポリエーテル(PFPE)をフレオン系などの溶媒で希釈したものが挙げられる。
【0073】
さらに必要により下地層や保護層を設けてもよい。磁気ディスクにおける下地層は磁性膜に応じて選択される。下地層の材料としては、例えば、Cr、Mo、Ta、Ti、W、V、B、Al、Niなどの非磁性金属から選ばれる少なくとも一種以上の材料が挙げられる。Coを主成分とする磁性膜の場合には、磁気特性向上等の観点からCr単体やCr合金であることが好ましい。また、下地層は単層とは限らず、同一又は異種の層を積層した複数層構造としても構わない。例えば、Cr/Cr、Cr/CrMo、Cr/CrV、NiAl/Cr、NiAl/CrMo、NiAl/CrV等の多層下地層としてもよい。
【0074】
磁性膜の摩耗や腐食を防止する保護層としては、例えば、Cr層、Cr合金層、カーボン層、水素化カーボン層、ジルコニア層、シリカ層などが挙げられる。これらの保護層は、下地層、磁性膜など共にインライン型スパッタ装置で連続して形成できる。また、これらの保護層は、単層としてもよく、あるいは、同一又は異種の層からなる多層構成としてもよい。なお、上記保護層上に、あるいは上記保護層に替えて、他の保護層を形成してもよい。例えば、上記保護層に替えて、Cr層の上にテトラアルコキシシランをアルコール系の溶媒で希釈した中に、コロイダルシリカ微粒子を分散して塗布し、さらに焼成して二酸化ケイ素(SiO2)層を形成してもよい。
【0075】
以上、記録媒体の一実施態様として磁気ディスクについて説明したが、記録媒体はこれに限定されるものではなく、光磁気ディスクや光ディスクなどにも本発明の記録媒体用ガラス基板10を用いることができる。
【実施例】
【0076】
(実施例1〜15、比較例1〜4)
(1)溶融、プレス成型工程
ガラス材料としてTgが480℃のアルミノシリケートガラスを用い、溶融ガラスをプレス成形してガラス基板前駆体(外径68mm、厚さ1.3mm)を作製した。
(2)コアリング工程
次に円筒状のダイヤモンド砥石を用いてガラス基板の中心部に円穴(直径18mm)を開けた。
(3)第1ラッピング工程
ガラス基板の両表面を研磨機(HAMAI社製)を用いて研磨した。
【0077】
研磨条件としては、ダイヤモンドペレットとしては、#1200メッシュを用い、単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。
【0078】
得られたガラス基板の厚さは、0.9mm、表面粗さはRmaxが1.5μm、Raが1.0μmであった。
(4)第2ラッピング工程
ガラス基板の両表面を研磨機(HAMAI社製)を用いて研磨した。
【0079】
研磨条件としては、ダイヤモンドペレットとしては、#1200メッシュを用い、単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。
【0080】
得られたガラス基板の表面粗さはRmaxが3μm、Raが0.3μmであった。
(5)内・外周加工工程
鼓状のダイヤモンド砥石により内・外径加工をい、内径20mm、外径65mmとした。
(6)内・外端面加工工程
内・外加工工程を終えて得られたガラス基板を所定の間隔を空けて100枚重ね、端面研磨機を用いて、内周及び外周の端面を研磨した。外周端面の研磨砥石には、所定の形状の凹型砥石を用い、外周端面加工後のガラス基板の外周端部が図4の形状のもので、曲率半径R2が表1のものを作成した。
(7)化学強化処理工程
次に、ガラス基板を化学強化処理液に浸漬して化学強化処理工程を行った。化学強化処理液には、硝酸カリウム(KNO3)と硝酸ナトリウム(NaNO3)の混合溶融塩を用いた。混合比は質量比で1:1とした。また、化学強化処理液の温度は400℃、浸漬時間は40分とした。
(8)研磨工程
次に研磨工程の第1ポリッシング工程として、研磨機(HAMAI社製)を用い、パッドに硬度Aで80度の発泡ウレタンを用いた。研磨材は、平均粒径1.5μmの酸化セリウムを水に分散させてスラリー状にして用いた。水と研磨剤との混合比率は、2:8とした。単位面積当たりの荷重100g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。研磨量を30μmとした。
【0081】
得られたガラス基板の表面粗さはRmaxが30nm、Raが3nmであった。
【0082】
次に第2ポリッシング工程として、研磨機(HAMAI社製)を用い、パッドに硬度Aで70度の発泡ウレタンを用いた。研磨材は、平均粒径60nmの酸化セリウムを水に分散させてスラリー状にして用いた。水と研磨剤との混合比率は、2:8とした。単位面積当たりの荷重90g/cm2とし、上定盤の回転数30rpm、下定盤の回転数10rpmとした。研磨量を3μmとした。
【0083】
得られたガラス基板の表面粗さはRmaxが5nm、Raが0.3nmであった。
(9)洗浄工程
第2ポリッシング工程の終了後、洗浄装置でスクラブ洗浄を行った。スクラブ部材のスポンジとしては、ポリビニルアルコールスポンジを用いた。空隙率は、50%で、硬度は、45°(JIS K7312)であった。また、スポンジローラの回転数は共に300rpmとした。またガラス基板の回転数は200rpmとした。洗浄液としては、過酸化水素濃度が0.5質量%の過酸化水素水を用いた。洗浄液の供給は、スプレー噴霧によって、スクラブ洗浄開始3秒前からスクラブ洗浄終了時まで連続して、毎分100mlの量を供給した。
【0084】
このようにして表1の実施例1〜15、比較例1〜3のガラス基板をそれぞれ100枚づつ作成した。
【0085】
次に、この表面を清浄にしたガラス基板を、図3に示す情報記録媒体用ガラス基板収納体に収納した。情報記録媒体用ガラス基板収納体の収納容器20、上蓋21、固定部材23は、ポリカーボネート樹脂を射出成型することにより作成した。収納容器20の溝形状としては、図3と図5のものを用い、溝の幅B1は、2.00mm、ピッチB2は、6.35mm、溝部の表面粗さは、バフ研磨により所定の表面粗さとした。溝部の曲率半径R1、角度θ、表面粗さRa、Rmaxを表1に示すようにして、実施例1〜15、比較例1〜3とした。また、溝部の表面粗さは、原子間力顕微鏡(AFM)により測定した。
【0086】
それぞれのガラス基板を収納した情報記録媒体用ガラス基板収納体を真空パックした後、トラックに乗せて、100km搬送し、その後、ガラス基板表面の異物の付着状態を観察した。
【0087】
また、比較例4として、ガラス基板の外周端面処理を図8のように0.5mmのフラット面に処理し、溝の形状を平坦な形状にした他は、実施例1と同様に作製した。
(ガラス基板面評価)
作製したガラス基板を走査型レーザーディスク表面検査装置を用い、ガラス基板表面に付着した微小異物に関して評価した。100枚の微小付着物の数の合計を比較例4のものを1として相対評価した。ランクは、付着物の数が0〜0.7を◎、0.7を越えて0.8までを○、0.8を越えて1までを×とした。なお付着物の数が相対値で0.8を超えると磁気ディスクでのヘッドの読み取りエラーの発生が高くなるので0.8以下が製品として要求される。
【0088】
評価結果を表1に示す。
【0089】
【表1】
【0090】
表1の結果から、実施例1〜4と比較例1とを比べると、ガラス基板の外周端部が曲率半径R2の円弧状に加工され、収納容器の溝の断面形状の曲率半径R1がR2よりも大きいことにより、保管搬送時におけるガラス基板の外周端部と収納容器の溝との擦れに伴う異物の発生、表面への付着が少ないことがわかる。また、R1はR2の10倍より小さいことが好ましいといえる。R1がR2と同じ場合には、接触面積が多いため異物の発生や、摩擦帯電が起こり、異物付着が多くなっていると考えられる。また、実施例5、6と比較例2、3を比べると、ガラス基板の外周端部が円弧状に加工され、収納容器の溝の断面形状がV字状部で、V字状部の角度θが90°〜170°であると、異物の付着が少ないことがわかる。θが90°より小さいと、ガラス基板端面が溝に食い込む状態になり、擦れによる異物の発生が多くなっていると考えられる。また、θが170°を越えると、溝が外周端部を支持する位置が移動しやすく不安定になり、溝部分でがたつきが発生して異物の発生が多くなっていることが考えられる。
【0091】
また、実施例7〜15を比較すると、溝部の表面粗さRaが50nm以下、Rmaxが500nm以下であることが好ましいことがわかる。また、表面粗さがこの範囲を超えると、微粉の発生が増えて、好ましくないことがわかる。
【図面の簡単な説明】
【0092】
【図1】記録媒体用ガラス基板収納体の全体構成を示す分解斜視図である。
【図2】収納容器にガラス基板を収納した状態を示す側面図である。
【図3】収納容器の溝とガラス基板との接触位置で、ガラス基板の厚み方向に切断した断面A−Aの模式図である。
【図4】ガラス基板の外周端面の円弧状に加工した状態を示す模式図である。
【図5】収納容器の溝とガラス基板との接触位置で、ガラス基板の厚み方向に切断した断面A−Aの別の模式図である。
【図6】記録媒体用ガラス基板の製造工程の例を示すフロー図である。
【図7】磁気ディスクの部分断面を含む斜視図である。
【図8】ガラス基板の外周端部が平面状に加工され、収納容器の溝が平坦であるときの接触位置での模式図である。
【符号の説明】
【0093】
1 記録媒体用ガラス基板収納体
10 ガラス基板(記録媒体用ガラス基板)
20 収納容器
21 上蓋
23 固定部材
24 抑え板
25、26 側板
27、28 連結板
29 底板
30 リブ
31 溝
2 磁性膜
DI 磁気ディスク
【特許請求の範囲】
【請求項1】
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、
前記ガラス基板の外周端部の曲率半径をR2としたとき、
R1>R2であることを特徴とする記録媒体用ガラス基板の収納容器。
【請求項2】
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状がV字状部を有し、該V字状部で前記ガラス基板の外周端部を支持し、
前記V字状の角度θが90°〜170°であることを特徴とする記録媒体用ガラス基板の収納容器。
【請求項3】
前記収納容器における、前記ガラス基板と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることを特徴とする請求項1又は2に記載の記録媒体用ガラス基板の収納容器。
【請求項4】
請求項1乃至3の何れか1項に記載の収納容器に、前記ガラス基板を収納し、該ガラス基板を保管することを特徴とする記録媒体用ガラス基板収納体。
【請求項5】
ガラス基板を研磨する研磨工程と、該研磨工程の後に前記ガラス基板を洗浄する洗浄工程とを有する記録媒体用ガラス基板の製造方法において、
請求項4に記載の記録媒体用ガラス基板収納体を、前記洗浄工程後の前記ガラス基板の保管に用いることを特徴とする記録媒体用ガラス基板の製造方法。
【請求項6】
請求項5に記載の記録媒体用ガラス基板の製造方法を用いて製造されることを特徴とする記録媒体用ガラス基板。
【請求項7】
請求項6に記載の記録媒体用ガラス基板の表面に磁性膜を有することを特徴とする記録媒体。
【請求項1】
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状が、曲率半径R1の円弧状部を有し、該円弧状部で前記ガラス基板の外周端部を支持し、
前記ガラス基板の外周端部の曲率半径をR2としたとき、
R1>R2であることを特徴とする記録媒体用ガラス基板の収納容器。
【請求項2】
外周端部が円弧状のガラス基板を起立した状態で、前記ガラス基板の厚み方向に所定の間隔で支持するための、少なくとも表面が樹脂からなる複数の溝を備えた記録媒体用ガラス基板の収納容器において、
前記溝の断面形状がV字状部を有し、該V字状部で前記ガラス基板の外周端部を支持し、
前記V字状の角度θが90°〜170°であることを特徴とする記録媒体用ガラス基板の収納容器。
【請求項3】
前記収納容器における、前記ガラス基板と接触する部分の表面粗さRaが50nm以下、Rmaxが500nm以下であることを特徴とする請求項1又は2に記載の記録媒体用ガラス基板の収納容器。
【請求項4】
請求項1乃至3の何れか1項に記載の収納容器に、前記ガラス基板を収納し、該ガラス基板を保管することを特徴とする記録媒体用ガラス基板収納体。
【請求項5】
ガラス基板を研磨する研磨工程と、該研磨工程の後に前記ガラス基板を洗浄する洗浄工程とを有する記録媒体用ガラス基板の製造方法において、
請求項4に記載の記録媒体用ガラス基板収納体を、前記洗浄工程後の前記ガラス基板の保管に用いることを特徴とする記録媒体用ガラス基板の製造方法。
【請求項6】
請求項5に記載の記録媒体用ガラス基板の製造方法を用いて製造されることを特徴とする記録媒体用ガラス基板。
【請求項7】
請求項6に記載の記録媒体用ガラス基板の表面に磁性膜を有することを特徴とする記録媒体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−173295(P2009−173295A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2008−11245(P2008−11245)
【出願日】平成20年1月22日(2008.1.22)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.レーザーディスク
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願日】平成20年1月22日(2008.1.22)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.レーザーディスク
【出願人】(303000408)コニカミノルタオプト株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]