
記録媒体用ガラス基板
【課題】本発明は、フラッタリング特性と表面平滑性に優れた記録媒体用ガラス基板を提供することを目的とする。
【解決手段】本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆したものであって、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であることを特徴とする。
【解決手段】本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆したものであって、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、記録媒体用ガラス基板に関する。
【背景技術】
【0002】
近年、ハードディスクドライブ(HDD)等の磁気記録媒体用の基板として、ガラス基板が用いられている(たとえば特許文献1および2)。昨今の記録容量の高密度化に伴い、このようなガラス基板は以前に比しより高速回転で用いられる状況が増加している。また、そのような記録容量の高密度化に伴い、ガラス基板に対する記録読取り用ヘッドの浮上量もより減少したものとなっている。さらに、そのようなヘッドとしては、DFH(ダイナミックフライングハイト)機構を備えたものも普及している。
【0003】
このため、磁気記録等の記録媒体用ガラス基板には、高速回転時のフラッタリング特性と表面平滑性とが高度に求められるようになってきている。このような状況下において、特開2001−266329号公報(特許文献3)には、ガラス基板のダンピング率(減衰係数)を向上させることによりフラッタリング特性を改良することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−151881号公報
【特許文献2】特開2002−137936号公報
【特許文献3】特開2001−266329号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、特許文献3はフラッタリング特性の改良を提案しているが、昨今の記録容量の高密度化の進展に伴い、フラッタリング特性のさらなる改良が求められているとともに、より高度な表面平滑性も求められている。
【0006】
本発明は、このような状況下においてなされたものであり、その目的とするところは、フラッタリング特性と表面平滑性に優れた記録媒体用ガラス基板を提供することにある。
【課題を解決するための手段】
【0007】
本発明でいうフラッタリング特性とは、ガラス基板の高速回転時の振幅量(面振れ)を意味し、下記式(I)のような関係式で規定される。
【0008】
【数1】

【0009】
式(I)中、Fはフラッタリング特性(単位:nm)であり、aはガラス基板の外半径を示し、νはガラス基板のポアソン比を示し、Eはガラス基板のヤング率を示し、ξはガラス基板の減衰係数を示し、hはガラス基板の厚みを示し、λ4はモデル関数パラメータである。この場合、ガラス基板の外半径および厚みを一定にすれば、ポアソン比は化学組成による差があまりないため、フラッタリング特性Fは、最右辺により関係付けられる。
【0010】
すなわち、フラッタリング特性は、上記のようにガラス基板の高速回転時の振幅量であることから、これを小さくすることが好ましく、したがってヤング率および減衰係数を大きくすることが有利であると考えられる。
【0011】
一方、ガラス基板の表面平滑性を担保するためには、種々の要因を制御することが必要であるが、中でもガラス基板のSi溶出量を制御することが有効であることが本発明者の研究により明らかとなってきた。これは、ガラス基板のSi溶出量を絶妙の比率にコントロールすると、ガラス基板を研磨しやすくなり、ガラス基板の表面平滑性を高めることができるためであると推察される。
【0012】
本発明者は、以上のような知見に基づき鋭意検討を重ねることにより、ついに本発明を完成させたものである。
【0013】
すなわち、本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆したものであって、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であり、かつ内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であるガラス組成を有することを特徴とする。
【0014】
ここで、上記内層のヤング率は、上記表層のヤング率より大きいことが好ましい。
また、上記内層の表面側の上記表層の厚みと上記内層の裏面側の上記表層の厚みとの差は、5μm以下であり、かつ上記内層の表面側の上記表層の厚みは、上記記録媒体用ガラス基板の全体の厚みの1/4以下であることが好ましい。
【0015】
また、上記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時の上記記録媒体用ガラス基板のフラッタリング特性は、50nm以下であることが好ましく、回転数8000rpm時の上記記録媒体用ガラス基板のフラッタリング特性は、20nm以下であることが好ましい。
【発明の効果】
【0016】
本発明の記録媒体用ガラス基板は、上記のような構成を有することにより、フラッタリング特性と表面平滑性とに優れるという極めて優れた効果を示す。
【図面の簡単な説明】
【0017】
【図1】記録媒体用ガラス基板の内部摩擦係数の測定方法を示す模式図である。
【図2】内部摩擦係数を説明するグラフである。
【図3】記録媒体用ガラス基板の減衰係数を測定する装置の正面模式図である。
【図4】記録媒体用ガラス基板の減衰係数を測定する装置の側面模式図である。
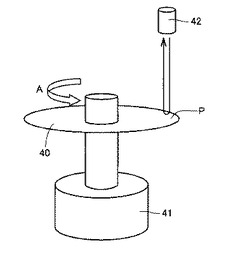
【図5】記録媒体用ガラス基板のフラッタリング特性の測定方法を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明についてさらに詳細に説明する。
<記録媒体用ガラス基板>
本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆した構造を有する。このような本発明の記録媒体用ガラス基板は、ハードディスクドライブ等の磁気記録媒体用の基板として好適に用いられるものである。
【0019】
本発明の記録媒体用ガラス基板は、通常、円板状の形状を有し、ハードディスクドライブ等の装置のスピンドルにセットされるように、その中央部に穴が開けられている。上記表層は、内層の表裏両面を被覆する限り、円板外周の端面や穴壁面においては、内層を被覆していてもよいし、被覆していなくてもよい。
【0020】
なお、上記円板状の形状の各寸法は、特に限定されるものではないが、通常、直径が60〜70mm、厚みが0.7〜0.9mmである。
【0021】
<記録媒体用ガラス基板のガラス組成>
本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆した構造を有し、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、かつ内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であることを特徴とする。
【0022】
このように表層および内層のSiO2を40〜70質量%とすることによって、表面からのSi溶出量を調整し、記録媒体用ガラス基板の表面を研磨しやすい組成とする一方で、内層の特定アルカリ成分の合計量が、表層の特定アルカリ成分の合計量より0.1質量%以上多くなることにより、ガラス基板全体の減衰係数を大きくすることが可能となり、フラッタリング特性を低くすることができる。すなわち、上述のように内層および表層の組成比をそれぞれ調整することにより、フラッタリング特性に優れ、かつ表面平滑性に優れた記録媒体用ガラス基板を得ることができる。
【0023】
<内層>
本発明の内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有する。このようなガラス組成を有することにより、比較的大きなヤング率を有するようにすることが可能となる。
【0024】
ここで、SiO2は、ガラス組成の所謂骨格成分となるものであり、40〜70質量%含まれることがより好ましく、さらに好ましくは42〜68質量%である。SiO2が40質量%未満では、内層自体を製造することが困難となるため好ましくなく、70質量%を超えると、化学的強度を十分に担保することができないため好ましくない。
【0025】
また、Li2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量は、11〜15質量%とすることがより好ましい。これらの特定アルカリ成分の合計量が、10質量%未満であると、ヤング率が低くなり過ぎ、16質量%を超えると、ガラスとしての耐久性が劣り強度が低下するため好ましくない。
【0026】
そして、このような内層は、特定アルカリ成分として1〜10質量%のLi2Oを含むことが好ましい。これにより、ガラスの耐久性を劣化することなく、より有効に溶融温度を低下させることができるからである。
【0027】
なお、内層を構成するガラス組成は、上記の規定を満たす限り他の成分については特に限定的ではなく、上記の組成以外に、たとえばMgO、CaO、SrO、BaO、ZnO、B2O3、Al2O3、TiO2、ZrO2、SnO2、La2O3、CeO2、Nb2O5、Sb2O3等、ガラス組成を構成する従来公知の任意の成分を含むことができる。
【0028】
<表層>
本発明の表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有する。このようなガラス組成を有することにより、ガラス基板の表面から外部へのSiの溶出量を20〜100ppb/Diskに調整することができ、もってガラス基板が研磨しやすい組成となる。ここで、表層のSiの溶出量は、表層を研磨するときの研磨のしやすさを示す指標となり、Siの溶出量が上記範囲内であると、表層の硬度が硬すぎることなく、研磨工程での加工性に優れ、かつ化学的な安定性にも優れるという効果を示す。SiO2が40質量%未満であると、Siの溶出量が20ppb/Disk未満となり、表層の硬度が高すぎて研磨しても表層の表面平滑性を高めにくくなる。一方、SiO2が70質量%を超えると、Siの溶出量が100ppb/Diskを超え、記録媒体用ガラス基板の化学的安定性が不十分なものとなる。
【0029】
ここで、SiO2は、ガラス組成の所謂骨格成分となるものであり、40〜70質量%含まれることがより好ましく、より好ましくは42〜68質量%である。これにより、Siの溶出量を30〜90ppb/Diskとすることができ、表層の硬度のバランスと記録媒体用ガラス基板の化学的安定性とを高度に両立し、もって研磨工程において表面平滑性に優れた記録媒体用ガラス基板を作製することができる。
【0030】
また、Li2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量は、1.2〜9.7質量%とすることがより好ましく、1.5〜9.5質量%とすることがさらに好ましい。
【0031】
なお、表層を構成するガラス組成は、上記の規定を満たす限り他の成分については特に限定的ではなく、上記の組成以外に、たとえばMgO、CaO、SrO、BaO、ZnO、B2O3、Al2O3、TiO2、ZrO2、SnO2、La2O3、CeO2、Nb2O5、Sb2O3等、ガラス組成を構成する従来公知の任意の成分を含むことができる。
【0032】
<内層および表層の特定アルカリ成分の合計量の差>
本発明の記録媒体用ガラス基板においては、上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差が、0.1質量%以上であること、すなわち、上記内層の特定アルカリ成分の合計量が、表層の特定アルカリ成分の合計量より0.1質量%以上多くなることを特徴とする。これにより、ガラス基板全体の減衰係数を大きくすることが可能となる。ガラス基板全体の減衰係数がこのように大きくなる理由は、内層および表層間において上記のような特定アルカリ成分の濃度差による明確な界面が形成されるためと考えられる。したがって、このように内層および表層間において特定アルカリ成分の濃度差を設けることにより、フラッタリング特性を小さくすることができる。なお、本発明の記録媒体用ガラス基板には、化学強化ガラス(ガラス基板の表面部においてアルカリ成分の濃度が徐々に変化するが明確な界面を形成することのないガラス)等は含まれない。
【0033】
なお、上記明確な界面の存在は、たとえば記録媒体用ガラス基板の厚み方向に2μm離れた2点間のヤング率を測定し、ヤング率に急激な変化(2GPa以上の差)がある場合、その2点間に上記濃度差による界面が存在するものと判断することができる。
【0034】
上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差は、0.5質量%以上とすることがより好ましく、0.9質量%以上とすることがさらに好ましい。このようにこれらの合計量の差は、大きければ大きいほどより大きな減衰係数が得られるため好ましい。しかし、内層の特定アルカリ成分の合計量が多過ぎると、上記のように強度低下につながるため、このようなデメリットが生じない範囲内で調整することが望まれる。なお、上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差が0.1質量%未満では、上記のような効果を得ることはできない。
【0035】
<ヤング率>
本発明の内層のヤング率は、表層のヤング率よりも大きいことが好ましい。内層と表層のヤング率をこのように規定することにより、ガラス基板全体の減衰係数を大きくすることができるためである。したがって、このように内層と表層のヤング率を規定することにより、フラッタリング特性を小さくすることが可能となる。
【0036】
なお、内層のヤング率は、通常80〜100GPaとすることが好ましく、表層のヤング率は、通常60〜78GPaとすることが好ましい。これにより、ガラス基板全体のヤング率を、75〜95GPa程度に調整することができる。
【0037】
<内層および表層の厚み>
上記内層の表面側の表層の厚みと上記内層の裏面側の表層の厚みとの差は、5μm以下であり、かつ上記内層の表面側の表層の厚みは、本発明の記録媒体用ガラス基板の全体の厚みの1/4以下であることが好ましい。このように、各厚みを規定することにより、フラッタリング特性を小さくすることに寄与することができる。この詳細なメカニズムは未だ十分には解明されていないが、内層および表層間において、特定アルカリ成分の濃度差による明確な界面の形成が基板全体の減衰係数を大きくし、且つ内層の表面側表層厚みと裏面側表層厚みをほぼ同一厚みにすることで、対称性が保持されることにより、フラッタリング特性を小さくすることに寄与するものと考えられる。
【0038】
なお、本発明における内層および表層の厚みは、上記の規定を満たす限り特に限定されるものではないが、通常、内層を400〜700μmとすることが好ましく、表層(表裏両面の合計厚み)を50〜200μmとすることが好ましい。表裏両面の表層の厚みは、上記より明らかなように、同程度とすることが好ましい。
【0039】
<フラッタリング特性>
本発明の記録媒体用ガラス基板は、直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時のフラッタリング特性は、50nm以下であることが好ましく、48nm以下であることがより好ましい。また、同様に、回転数8000rpm時のフラッタリング特性は、20nm以下であることが好ましく、18nm以下であることがより好ましい。これにより、ハードディスクドライブ等に該記録媒体用ガラス基板をセットし高速回転させた場合において、ヘッドと該記録媒体用ガラス基板とが接触することを防止でき、ヘッドを損傷する等の不都合を防止することができる。
【0040】
<製造方法>
本発明の記録媒体用ガラス基板は、たとえば以下のような製造方法により製造することができる。
【0041】
まず、第1の製造方法としては、上記内層用のガラス組成物と上記表層用のガラス組成物とをそれぞれ溶融し、上記表層が上記内層を被覆するようにして二重ノズルから滴下する工程と、滴下された該ガラス組成物をプレスすることにより円板形状のブランク材を得る工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0042】
また、第2の製造方法としては、上記内層用のガラス組成物を一重ノズルから滴下する工程と、滴下されたガラス組成物をプレスすることにより円板形状のブランク材を得る工程と、上記ブランク材の表面に、表層用のガラス組成物をスパッタリングまたは蒸着により被覆する工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0043】
また、第3の製造方法としては、上記第1の製造方法および第2の製造方法とは異なりフロート法を利用するものであり、上記内層用のガラス組成物を300℃程度の溶融塩浴に流し込み、シート状の内層を得る工程と、上記表層用のガラス組成物を300℃程度の溶融塩浴に流し込み、シート状の表層を得る工程と、上下2枚のシート状の表層でシート状の内層を挟み込み、貼り合わせることにより積層体を得る工程と、該積層体を円板形状に成形することによりブランク材を得る工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0044】
また、本発明の記録媒体用ガラス基板の製造方法は、さらに上記の第1の製造方法〜第3の製造方法を広くアレンジすることができ、たとえば第3の製造方法により得たシート状の内層の表裏両面に対して、第2の製造方法のように表層をスパッタリングまたは蒸着により形成することもできる。
【0045】
なお、上記の各製造方法の各工程は、従来公知の条件を広く採用することができ、特に限定的な条件はない。たとえば、ガラス組成物を溶融する場合は、1300〜1550℃程度の温度に加熱することにより溶融することが可能であり、ブランク材の中央部に穴を開ける場合(所謂コアリング工程)は、スクライブ法またはコアドリル等を用いて穴を開けることができ、ブランク材の外周端面と穴壁面とに対し、ダイヤモンド砥石による内外径精密加工を行なった後に、酸化セリウム(CeO2)スラリー液を用いたブラシ研磨等を用いて研磨することができる。
【0046】
また、ブランク材の表裏両面を研削する工程は、ブランク材の表裏両面をダイヤモンド砥石等を用いて研削し、ブランク材の表裏両面が平行になるように粗加工する工程である。この場合、該ブランク材は、この表裏両面を研削する工程の後、その表面の算術平均粗さRaが0.1μm以下となっていることが好ましい。これにより、本工程に続くブランク材の表裏両面を研磨する工程により、所定の規格値となるように仕上げることが容易となる。ブランク材の表裏両面を研磨する工程は、研削されたブランク材の表裏両面を酸化セリウム(CeO2)、コロイダルシリカ、アルミナ砥粒等を用いてポリッシュし、平行度、平面度、および表面粗さを所定の規格値となるように仕上げる工程である。
【0047】
また、ブランク材を洗浄する工程は、酸またはアルカリの洗浄液を用いて行なうことができ、ブランク材を検査する工程は、通常、レーザー照射により異物の付着等が検査される。そして、最終的にこのような検査を経ることにより、本発明の記録媒体用ガラス基板が製造される。
【実施例】
【0048】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0049】
<実施例1〜8および比較例1〜4>
表1〜表3記載の内層のガラス組成となるように、所定量の原料粉末を白金るつぼに秤量して入れ、混合した後、電気炉中で1550℃で溶融した。次いで、その溶融物を、300℃の酸化スズ(SnO2)(溶融塩)の浴に流し込むことにより、該浴の表面上にシート状物を形成させた。その後、該浴から該シート状物を取り出すことによりシート状の内層(縦:70mm、横:70mm、厚み:約0.5mm)を得た。
【0050】
一方、表1〜表3記載の表層のガラス組成となるように、所定量の原料粉末を白金るつぼに秤量して入れ、混合した後、電気炉中で1550℃で溶融した。次いで、その溶融物を、300℃の酸化スズ(SnO2)(溶融塩)の浴に流し込むことにより、該浴の表面上にシート状物を形成した。その後、該浴から該シート状物を取り出すことによりシート状の表層(縦:70mm、横:70mm、厚み:約0.2mm)を得た。
【0051】
続いて、上記で得られたシート状の表層2枚の間に、同じく上記で得られたシート状の内層1枚を挟み込み、接着成分であるアクリル樹脂系接着剤を用いて貼り合わせることにより積層体を得た。そして、該積層体を、スクライブ法を用いて円板形状(直径:66mm、厚み:0.9mm)に切り出すことによりブランク材を得た。
【0052】
次いで、該ブランク材の中央部に、スクライブ法またはコアドリル等を用いて穴(直径:66mm)を開けた後、該ブランク材の外周端面と穴壁面とをダイヤモンド砥石による内外径精密加工工程を行なった後に、酸化セリウム(CeO2)スラリー液を用いたブラシ研磨等を用いて研磨した。続いて、該ブランク材の表裏両面を算術平均粗さRaが0.1μmとなるように、ダイヤモンド砥石を用いて研削した。引き続き、該ブランク材の表裏両面が所定の規格値(平行度:1μm、平面度:1μm、表面粗さ:0.12nm)となるように、酸化セリウム(CeO2)およびコロイダルシリカを用いて研磨した。
【0053】
その後、洗浄液として酸性洗剤を用いて該ブランク材を洗浄し、次いでレーザー照射することにより該ブランク材の表面に異物の付着が存在しないことを検査することにより、記録媒体用ガラス基板(直径:65mm、内層の厚み:0.500mm、内層の表面側の表層の厚み:0.148mm、内層の裏面側の表層の厚み:0.152mm)を製造した。
【0054】
このようにして製造した記録媒体用ガラス基板について、下記の物性評価を行なった。
<比較例5〜6>
表4に記載の組成を有するガラス基板を従来公知の製造方法により製造し、上記の実施例と同様の物性評価を行なった。なお、比較例5の基板は、化学強化ガラス基板であり、比較例6の基板は、単層の無アルカリのガラス基板である。
【0055】
【表1】
【0056】
【表2】
【0057】
【表3】
【0058】
【表4】
【0059】
<物性評価>
<密度>
アルキメデス法により測定した。その結果を表5〜表6に示す。
【0060】
<ヤング率>
内層、表層、および記録媒体用ガラス基板全体の各ヤング率Eを測定した。内層は、上記で作製したシート状の内層について測定し、表層は同じく上記で作製したシート状の表層について測定した。該測定は、JIS R 1602ファインセラミックスの弾性試験方法の動的弾性率試験方法に準じる方法で測定した。その結果を表5〜表6に示す。なお、各表中、「全体」とはガラス基板全体のヤング率を示し、比較例5および6は単層構造であるため、ガラス基板全体のヤング率のみを測定した。
【0061】
<比弾性率>
上記で求めたヤング率Eとアルキメデス法により求めた比重(密度)ρとにより、比弾性率E/ρを算出した。その結果を表5〜表6に示す。
【0062】
<ポアソン比>
JIS R 1602ファインセラミックスの弾性試験方法の動的弾性率試験方法に準じる方法で測定した。その結果を表5〜表6に示す。
【0063】
<ビッカース硬度>
ビッカース硬度試験機(商品名:HM-112、アカシ社製)を用い荷重100g、負荷時間15secの条件下にて、ビッカース硬度Hvを測定した。その結果を表5〜表6に示す。
【0064】
<Si溶出量>
上記で作製した記録媒体用ガラス基板の表面を酸化セリウムで研磨して、Ra値が2nm以下の平滑面とした後、その表面を洗浄し、80℃の逆浸透膜水50ml中に24時間浸漬した後、ICP発光分光分析装置(商品名:SPS7800、セイコーインスツルメンツ社製)により溶出液を分析することにより、Si溶出量(ppb/Disk)を算出した。その結果を表5〜表6に示す。
【0065】
<線熱膨張係数>
示差膨張測定装置(商品名:EXSTAR6000、セイコーインスツルメンツ社製)を用いて、荷重:5g、温度範囲:25〜100℃、昇温速度:5℃/minの条件で測定することにより、線熱膨張係数を測定した。その結果を表5〜表6に示す。なお、表中、「α×10-7」とは、各記載の数値に10-7を乗じた数値が測定値であることを示す。
【0066】
<ガラス転移点(Tg)および屈伏点(At)>
示差熱測定装置(商品名:EXSTAR6000、セイコーインスツルメンツ社製)を用いて、室温〜900℃の温度範囲を10℃/minの昇温速度で、粉末状に調整したガラス試料を加熱し測定することにより、ガラス転移点(Tg)および屈伏点(At)を測定した。その結果を表5〜表6に示す。
【0067】
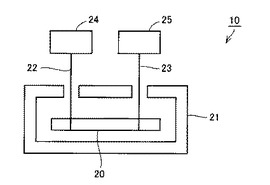
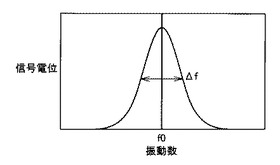
<内部摩擦係数>
図1に示した装置10を用いて測定した。当該測定原理は、曲げ共振法に依っており、吊り糸22、23によりフード21内に吊り下げられた試料20(記録媒体用ガラス基板)に、振動器24によって振動を与えた。その結果、検出器25により振動を捉えると、図2に示す共振曲線が得られた。図2において、縦軸は検出器25で捉えられる振動の大きさを表す信号電位を示し、横軸は振動数である。
【0068】
信号電位は、試料20の最も変動しやすい一次の固有振動数f0で最大となる。共振曲線が鋭い程、振動エネルギーの散逸が小さいため、1サイクル当たりに振動で失う振動エネルギーの割合を内部摩擦係数Q-1、すなわちQ-1=Δf/(31/2・f0)で表すことができる。ここで、Δfは共振曲線の半値幅である。内部摩擦係数Q-1の値が大きい程振動エネルギーの散逸が大きいことになる。その結果を表5〜表6に示す。なお、表中、「α×10-4」とは、各記載の数値に10-4を乗じた数値が測定値であることを示す。
【0069】
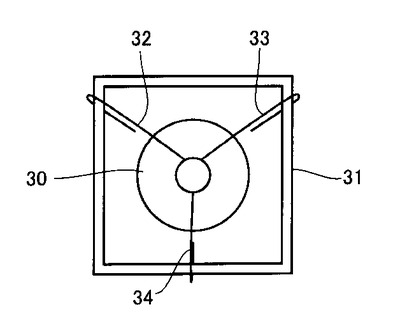
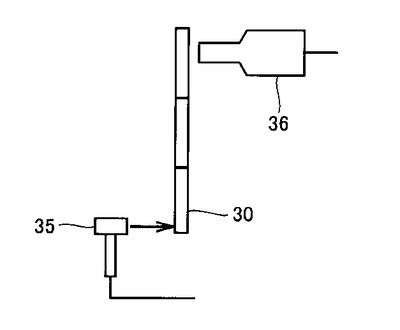
<減衰係数>
図3および図4に示した装置を用いて測定した。図3は該装置の正面図であり、図4は該装置の側面図である。吊り糸32、33、34によりフード31内に吊り下げられた試料30(記録媒体用ガラス基板)を、インパルスハンマー35で打撃した。その結果、騒音計36により音圧が捉えられ、音圧の減衰履歴により振動の減衰係数(ダンピング係数)を測定した。減衰係数が大きいと、振動がより早く減衰することになる。その結果を表5〜表6に示す。なお、表中、「α×10-4」とは、各記載の数値に10-4を乗じた数値が測定値であることを示す。
【0070】
【表5】
【0071】
【表6】
【0072】
<フラッタリング特性>
図5に示した装置を用いて測定した。試料40(記録媒体用ガラス基板)をエアスピンドルモータ41によって矢印Aの方向に高速回転し、試料40の表面にレーザー振動計42によりレーザー光を照射した。試料40の表面で反射する光は、試料40の上下方向(スピンドルの軸方向)の振動により波長が変化するため、試料40の1周内のその変化量(振れ量)を測定することにより、その振れ量をフラッタリング特性とした。なお、試料40の外周から1.5mmの位置を測定点Pとし、その結果を表7に示す。表7に示されているように、各回転数についてフラッタリング特性を測定した。
【0073】
【表7】
【0074】
上記表7より明らかなように、実施例の記録媒体用ガラス基板は、比較例の記録媒体用ガラス基板に比し、いずれも優れたフラッタリング特性が示された。また、実施例の記録媒体用ガラス基板の表面に磁性膜を形成させたところ、いずれも表面平滑性に優れるものであった。これに対し、比較例5の記録媒体用ガラス基板の表面に磁性膜を形成させたところ、部分的に磁性膜が膨れ上がり、表面平滑性に劣っていた。
【0075】
したがって、本発明の構成を有する記録媒体用ガラス基板は、優れたフラッタリング特性と表面平滑性を両立させたものであることは明らかである。
【0076】
以上のように本発明の実施の形態および実施例について説明を行なったが、上述の各実施の形態および実施例の構成を適宜組み合わせることも当初から予定している。
【0077】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0078】
10 装置、20,30,40 試料、21,31 フード、22,23,32,33,34 吊り糸、24 振動器、25 検出器、35 インパルスハンマー、36 騒音計、41 エアスピンドルメータ、42 レーザー振動計。
【技術分野】
【0001】
本発明は、記録媒体用ガラス基板に関する。
【背景技術】
【0002】
近年、ハードディスクドライブ(HDD)等の磁気記録媒体用の基板として、ガラス基板が用いられている(たとえば特許文献1および2)。昨今の記録容量の高密度化に伴い、このようなガラス基板は以前に比しより高速回転で用いられる状況が増加している。また、そのような記録容量の高密度化に伴い、ガラス基板に対する記録読取り用ヘッドの浮上量もより減少したものとなっている。さらに、そのようなヘッドとしては、DFH(ダイナミックフライングハイト)機構を備えたものも普及している。
【0003】
このため、磁気記録等の記録媒体用ガラス基板には、高速回転時のフラッタリング特性と表面平滑性とが高度に求められるようになってきている。このような状況下において、特開2001−266329号公報(特許文献3)には、ガラス基板のダンピング率(減衰係数)を向上させることによりフラッタリング特性を改良することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−151881号公報
【特許文献2】特開2002−137936号公報
【特許文献3】特開2001−266329号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、特許文献3はフラッタリング特性の改良を提案しているが、昨今の記録容量の高密度化の進展に伴い、フラッタリング特性のさらなる改良が求められているとともに、より高度な表面平滑性も求められている。
【0006】
本発明は、このような状況下においてなされたものであり、その目的とするところは、フラッタリング特性と表面平滑性に優れた記録媒体用ガラス基板を提供することにある。
【課題を解決するための手段】
【0007】
本発明でいうフラッタリング特性とは、ガラス基板の高速回転時の振幅量(面振れ)を意味し、下記式(I)のような関係式で規定される。
【0008】
【数1】
【0009】
式(I)中、Fはフラッタリング特性(単位:nm)であり、aはガラス基板の外半径を示し、νはガラス基板のポアソン比を示し、Eはガラス基板のヤング率を示し、ξはガラス基板の減衰係数を示し、hはガラス基板の厚みを示し、λ4はモデル関数パラメータである。この場合、ガラス基板の外半径および厚みを一定にすれば、ポアソン比は化学組成による差があまりないため、フラッタリング特性Fは、最右辺により関係付けられる。
【0010】
すなわち、フラッタリング特性は、上記のようにガラス基板の高速回転時の振幅量であることから、これを小さくすることが好ましく、したがってヤング率および減衰係数を大きくすることが有利であると考えられる。
【0011】
一方、ガラス基板の表面平滑性を担保するためには、種々の要因を制御することが必要であるが、中でもガラス基板のSi溶出量を制御することが有効であることが本発明者の研究により明らかとなってきた。これは、ガラス基板のSi溶出量を絶妙の比率にコントロールすると、ガラス基板を研磨しやすくなり、ガラス基板の表面平滑性を高めることができるためであると推察される。
【0012】
本発明者は、以上のような知見に基づき鋭意検討を重ねることにより、ついに本発明を完成させたものである。
【0013】
すなわち、本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆したものであって、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であり、かつ内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であるガラス組成を有することを特徴とする。
【0014】
ここで、上記内層のヤング率は、上記表層のヤング率より大きいことが好ましい。
また、上記内層の表面側の上記表層の厚みと上記内層の裏面側の上記表層の厚みとの差は、5μm以下であり、かつ上記内層の表面側の上記表層の厚みは、上記記録媒体用ガラス基板の全体の厚みの1/4以下であることが好ましい。
【0015】
また、上記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時の上記記録媒体用ガラス基板のフラッタリング特性は、50nm以下であることが好ましく、回転数8000rpm時の上記記録媒体用ガラス基板のフラッタリング特性は、20nm以下であることが好ましい。
【発明の効果】
【0016】
本発明の記録媒体用ガラス基板は、上記のような構成を有することにより、フラッタリング特性と表面平滑性とに優れるという極めて優れた効果を示す。
【図面の簡単な説明】
【0017】
【図1】記録媒体用ガラス基板の内部摩擦係数の測定方法を示す模式図である。
【図2】内部摩擦係数を説明するグラフである。
【図3】記録媒体用ガラス基板の減衰係数を測定する装置の正面模式図である。
【図4】記録媒体用ガラス基板の減衰係数を測定する装置の側面模式図である。
【図5】記録媒体用ガラス基板のフラッタリング特性の測定方法を示す模式図である。
【発明を実施するための形態】
【0018】
以下、本発明についてさらに詳細に説明する。
<記録媒体用ガラス基板>
本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆した構造を有する。このような本発明の記録媒体用ガラス基板は、ハードディスクドライブ等の磁気記録媒体用の基板として好適に用いられるものである。
【0019】
本発明の記録媒体用ガラス基板は、通常、円板状の形状を有し、ハードディスクドライブ等の装置のスピンドルにセットされるように、その中央部に穴が開けられている。上記表層は、内層の表裏両面を被覆する限り、円板外周の端面や穴壁面においては、内層を被覆していてもよいし、被覆していなくてもよい。
【0020】
なお、上記円板状の形状の各寸法は、特に限定されるものではないが、通常、直径が60〜70mm、厚みが0.7〜0.9mmである。
【0021】
<記録媒体用ガラス基板のガラス組成>
本発明の記録媒体用ガラス基板は、内層の表裏両面を表層で被覆した構造を有し、該内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、該表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、かつ内層の特定アルカリ成分の合計量と表層の特定アルカリ成分の合計量との差が、0.1質量%以上であることを特徴とする。
【0022】
このように表層および内層のSiO2を40〜70質量%とすることによって、表面からのSi溶出量を調整し、記録媒体用ガラス基板の表面を研磨しやすい組成とする一方で、内層の特定アルカリ成分の合計量が、表層の特定アルカリ成分の合計量より0.1質量%以上多くなることにより、ガラス基板全体の減衰係数を大きくすることが可能となり、フラッタリング特性を低くすることができる。すなわち、上述のように内層および表層の組成比をそれぞれ調整することにより、フラッタリング特性に優れ、かつ表面平滑性に優れた記録媒体用ガラス基板を得ることができる。
【0023】
<内層>
本発明の内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有する。このようなガラス組成を有することにより、比較的大きなヤング率を有するようにすることが可能となる。
【0024】
ここで、SiO2は、ガラス組成の所謂骨格成分となるものであり、40〜70質量%含まれることがより好ましく、さらに好ましくは42〜68質量%である。SiO2が40質量%未満では、内層自体を製造することが困難となるため好ましくなく、70質量%を超えると、化学的強度を十分に担保することができないため好ましくない。
【0025】
また、Li2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量は、11〜15質量%とすることがより好ましい。これらの特定アルカリ成分の合計量が、10質量%未満であると、ヤング率が低くなり過ぎ、16質量%を超えると、ガラスとしての耐久性が劣り強度が低下するため好ましくない。
【0026】
そして、このような内層は、特定アルカリ成分として1〜10質量%のLi2Oを含むことが好ましい。これにより、ガラスの耐久性を劣化することなく、より有効に溶融温度を低下させることができるからである。
【0027】
なお、内層を構成するガラス組成は、上記の規定を満たす限り他の成分については特に限定的ではなく、上記の組成以外に、たとえばMgO、CaO、SrO、BaO、ZnO、B2O3、Al2O3、TiO2、ZrO2、SnO2、La2O3、CeO2、Nb2O5、Sb2O3等、ガラス組成を構成する従来公知の任意の成分を含むことができる。
【0028】
<表層>
本発明の表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有する。このようなガラス組成を有することにより、ガラス基板の表面から外部へのSiの溶出量を20〜100ppb/Diskに調整することができ、もってガラス基板が研磨しやすい組成となる。ここで、表層のSiの溶出量は、表層を研磨するときの研磨のしやすさを示す指標となり、Siの溶出量が上記範囲内であると、表層の硬度が硬すぎることなく、研磨工程での加工性に優れ、かつ化学的な安定性にも優れるという効果を示す。SiO2が40質量%未満であると、Siの溶出量が20ppb/Disk未満となり、表層の硬度が高すぎて研磨しても表層の表面平滑性を高めにくくなる。一方、SiO2が70質量%を超えると、Siの溶出量が100ppb/Diskを超え、記録媒体用ガラス基板の化学的安定性が不十分なものとなる。
【0029】
ここで、SiO2は、ガラス組成の所謂骨格成分となるものであり、40〜70質量%含まれることがより好ましく、より好ましくは42〜68質量%である。これにより、Siの溶出量を30〜90ppb/Diskとすることができ、表層の硬度のバランスと記録媒体用ガラス基板の化学的安定性とを高度に両立し、もって研磨工程において表面平滑性に優れた記録媒体用ガラス基板を作製することができる。
【0030】
また、Li2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量は、1.2〜9.7質量%とすることがより好ましく、1.5〜9.5質量%とすることがさらに好ましい。
【0031】
なお、表層を構成するガラス組成は、上記の規定を満たす限り他の成分については特に限定的ではなく、上記の組成以外に、たとえばMgO、CaO、SrO、BaO、ZnO、B2O3、Al2O3、TiO2、ZrO2、SnO2、La2O3、CeO2、Nb2O5、Sb2O3等、ガラス組成を構成する従来公知の任意の成分を含むことができる。
【0032】
<内層および表層の特定アルカリ成分の合計量の差>
本発明の記録媒体用ガラス基板においては、上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差が、0.1質量%以上であること、すなわち、上記内層の特定アルカリ成分の合計量が、表層の特定アルカリ成分の合計量より0.1質量%以上多くなることを特徴とする。これにより、ガラス基板全体の減衰係数を大きくすることが可能となる。ガラス基板全体の減衰係数がこのように大きくなる理由は、内層および表層間において上記のような特定アルカリ成分の濃度差による明確な界面が形成されるためと考えられる。したがって、このように内層および表層間において特定アルカリ成分の濃度差を設けることにより、フラッタリング特性を小さくすることができる。なお、本発明の記録媒体用ガラス基板には、化学強化ガラス(ガラス基板の表面部においてアルカリ成分の濃度が徐々に変化するが明確な界面を形成することのないガラス)等は含まれない。
【0033】
なお、上記明確な界面の存在は、たとえば記録媒体用ガラス基板の厚み方向に2μm離れた2点間のヤング率を測定し、ヤング率に急激な変化(2GPa以上の差)がある場合、その2点間に上記濃度差による界面が存在するものと判断することができる。
【0034】
上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差は、0.5質量%以上とすることがより好ましく、0.9質量%以上とすることがさらに好ましい。このようにこれらの合計量の差は、大きければ大きいほどより大きな減衰係数が得られるため好ましい。しかし、内層の特定アルカリ成分の合計量が多過ぎると、上記のように強度低下につながるため、このようなデメリットが生じない範囲内で調整することが望まれる。なお、上記内層の特定アルカリ成分の合計量と上記表層の特定アルカリ成分の合計量との差が0.1質量%未満では、上記のような効果を得ることはできない。
【0035】
<ヤング率>
本発明の内層のヤング率は、表層のヤング率よりも大きいことが好ましい。内層と表層のヤング率をこのように規定することにより、ガラス基板全体の減衰係数を大きくすることができるためである。したがって、このように内層と表層のヤング率を規定することにより、フラッタリング特性を小さくすることが可能となる。
【0036】
なお、内層のヤング率は、通常80〜100GPaとすることが好ましく、表層のヤング率は、通常60〜78GPaとすることが好ましい。これにより、ガラス基板全体のヤング率を、75〜95GPa程度に調整することができる。
【0037】
<内層および表層の厚み>
上記内層の表面側の表層の厚みと上記内層の裏面側の表層の厚みとの差は、5μm以下であり、かつ上記内層の表面側の表層の厚みは、本発明の記録媒体用ガラス基板の全体の厚みの1/4以下であることが好ましい。このように、各厚みを規定することにより、フラッタリング特性を小さくすることに寄与することができる。この詳細なメカニズムは未だ十分には解明されていないが、内層および表層間において、特定アルカリ成分の濃度差による明確な界面の形成が基板全体の減衰係数を大きくし、且つ内層の表面側表層厚みと裏面側表層厚みをほぼ同一厚みにすることで、対称性が保持されることにより、フラッタリング特性を小さくすることに寄与するものと考えられる。
【0038】
なお、本発明における内層および表層の厚みは、上記の規定を満たす限り特に限定されるものではないが、通常、内層を400〜700μmとすることが好ましく、表層(表裏両面の合計厚み)を50〜200μmとすることが好ましい。表裏両面の表層の厚みは、上記より明らかなように、同程度とすることが好ましい。
【0039】
<フラッタリング特性>
本発明の記録媒体用ガラス基板は、直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時のフラッタリング特性は、50nm以下であることが好ましく、48nm以下であることがより好ましい。また、同様に、回転数8000rpm時のフラッタリング特性は、20nm以下であることが好ましく、18nm以下であることがより好ましい。これにより、ハードディスクドライブ等に該記録媒体用ガラス基板をセットし高速回転させた場合において、ヘッドと該記録媒体用ガラス基板とが接触することを防止でき、ヘッドを損傷する等の不都合を防止することができる。
【0040】
<製造方法>
本発明の記録媒体用ガラス基板は、たとえば以下のような製造方法により製造することができる。
【0041】
まず、第1の製造方法としては、上記内層用のガラス組成物と上記表層用のガラス組成物とをそれぞれ溶融し、上記表層が上記内層を被覆するようにして二重ノズルから滴下する工程と、滴下された該ガラス組成物をプレスすることにより円板形状のブランク材を得る工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0042】
また、第2の製造方法としては、上記内層用のガラス組成物を一重ノズルから滴下する工程と、滴下されたガラス組成物をプレスすることにより円板形状のブランク材を得る工程と、上記ブランク材の表面に、表層用のガラス組成物をスパッタリングまたは蒸着により被覆する工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0043】
また、第3の製造方法としては、上記第1の製造方法および第2の製造方法とは異なりフロート法を利用するものであり、上記内層用のガラス組成物を300℃程度の溶融塩浴に流し込み、シート状の内層を得る工程と、上記表層用のガラス組成物を300℃程度の溶融塩浴に流し込み、シート状の表層を得る工程と、上下2枚のシート状の表層でシート状の内層を挟み込み、貼り合わせることにより積層体を得る工程と、該積層体を円板形状に成形することによりブランク材を得る工程と、該ブランク材の中央部に穴を開ける工程と、該ブランク材の外周端面と穴壁面とを研磨する工程と、該ブランク材の表裏両面を研削する工程と、該ブランク材の表裏両面を研磨する工程と、研磨された該ブランク材を洗浄する工程と、洗浄された該ブランク材を検査する工程と、を含むことができる。
【0044】
また、本発明の記録媒体用ガラス基板の製造方法は、さらに上記の第1の製造方法〜第3の製造方法を広くアレンジすることができ、たとえば第3の製造方法により得たシート状の内層の表裏両面に対して、第2の製造方法のように表層をスパッタリングまたは蒸着により形成することもできる。
【0045】
なお、上記の各製造方法の各工程は、従来公知の条件を広く採用することができ、特に限定的な条件はない。たとえば、ガラス組成物を溶融する場合は、1300〜1550℃程度の温度に加熱することにより溶融することが可能であり、ブランク材の中央部に穴を開ける場合(所謂コアリング工程)は、スクライブ法またはコアドリル等を用いて穴を開けることができ、ブランク材の外周端面と穴壁面とに対し、ダイヤモンド砥石による内外径精密加工を行なった後に、酸化セリウム(CeO2)スラリー液を用いたブラシ研磨等を用いて研磨することができる。
【0046】
また、ブランク材の表裏両面を研削する工程は、ブランク材の表裏両面をダイヤモンド砥石等を用いて研削し、ブランク材の表裏両面が平行になるように粗加工する工程である。この場合、該ブランク材は、この表裏両面を研削する工程の後、その表面の算術平均粗さRaが0.1μm以下となっていることが好ましい。これにより、本工程に続くブランク材の表裏両面を研磨する工程により、所定の規格値となるように仕上げることが容易となる。ブランク材の表裏両面を研磨する工程は、研削されたブランク材の表裏両面を酸化セリウム(CeO2)、コロイダルシリカ、アルミナ砥粒等を用いてポリッシュし、平行度、平面度、および表面粗さを所定の規格値となるように仕上げる工程である。
【0047】
また、ブランク材を洗浄する工程は、酸またはアルカリの洗浄液を用いて行なうことができ、ブランク材を検査する工程は、通常、レーザー照射により異物の付着等が検査される。そして、最終的にこのような検査を経ることにより、本発明の記録媒体用ガラス基板が製造される。
【実施例】
【0048】
以下、実施例を挙げて本発明をより詳細に説明するが、本発明はこれらに限定されるものではない。
【0049】
<実施例1〜8および比較例1〜4>
表1〜表3記載の内層のガラス組成となるように、所定量の原料粉末を白金るつぼに秤量して入れ、混合した後、電気炉中で1550℃で溶融した。次いで、その溶融物を、300℃の酸化スズ(SnO2)(溶融塩)の浴に流し込むことにより、該浴の表面上にシート状物を形成させた。その後、該浴から該シート状物を取り出すことによりシート状の内層(縦:70mm、横:70mm、厚み:約0.5mm)を得た。
【0050】
一方、表1〜表3記載の表層のガラス組成となるように、所定量の原料粉末を白金るつぼに秤量して入れ、混合した後、電気炉中で1550℃で溶融した。次いで、その溶融物を、300℃の酸化スズ(SnO2)(溶融塩)の浴に流し込むことにより、該浴の表面上にシート状物を形成した。その後、該浴から該シート状物を取り出すことによりシート状の表層(縦:70mm、横:70mm、厚み:約0.2mm)を得た。
【0051】
続いて、上記で得られたシート状の表層2枚の間に、同じく上記で得られたシート状の内層1枚を挟み込み、接着成分であるアクリル樹脂系接着剤を用いて貼り合わせることにより積層体を得た。そして、該積層体を、スクライブ法を用いて円板形状(直径:66mm、厚み:0.9mm)に切り出すことによりブランク材を得た。
【0052】
次いで、該ブランク材の中央部に、スクライブ法またはコアドリル等を用いて穴(直径:66mm)を開けた後、該ブランク材の外周端面と穴壁面とをダイヤモンド砥石による内外径精密加工工程を行なった後に、酸化セリウム(CeO2)スラリー液を用いたブラシ研磨等を用いて研磨した。続いて、該ブランク材の表裏両面を算術平均粗さRaが0.1μmとなるように、ダイヤモンド砥石を用いて研削した。引き続き、該ブランク材の表裏両面が所定の規格値(平行度:1μm、平面度:1μm、表面粗さ:0.12nm)となるように、酸化セリウム(CeO2)およびコロイダルシリカを用いて研磨した。
【0053】
その後、洗浄液として酸性洗剤を用いて該ブランク材を洗浄し、次いでレーザー照射することにより該ブランク材の表面に異物の付着が存在しないことを検査することにより、記録媒体用ガラス基板(直径:65mm、内層の厚み:0.500mm、内層の表面側の表層の厚み:0.148mm、内層の裏面側の表層の厚み:0.152mm)を製造した。
【0054】
このようにして製造した記録媒体用ガラス基板について、下記の物性評価を行なった。
<比較例5〜6>
表4に記載の組成を有するガラス基板を従来公知の製造方法により製造し、上記の実施例と同様の物性評価を行なった。なお、比較例5の基板は、化学強化ガラス基板であり、比較例6の基板は、単層の無アルカリのガラス基板である。
【0055】
【表1】
【0056】
【表2】
【0057】
【表3】
【0058】
【表4】
【0059】
<物性評価>
<密度>
アルキメデス法により測定した。その結果を表5〜表6に示す。
【0060】
<ヤング率>
内層、表層、および記録媒体用ガラス基板全体の各ヤング率Eを測定した。内層は、上記で作製したシート状の内層について測定し、表層は同じく上記で作製したシート状の表層について測定した。該測定は、JIS R 1602ファインセラミックスの弾性試験方法の動的弾性率試験方法に準じる方法で測定した。その結果を表5〜表6に示す。なお、各表中、「全体」とはガラス基板全体のヤング率を示し、比較例5および6は単層構造であるため、ガラス基板全体のヤング率のみを測定した。
【0061】
<比弾性率>
上記で求めたヤング率Eとアルキメデス法により求めた比重(密度)ρとにより、比弾性率E/ρを算出した。その結果を表5〜表6に示す。
【0062】
<ポアソン比>
JIS R 1602ファインセラミックスの弾性試験方法の動的弾性率試験方法に準じる方法で測定した。その結果を表5〜表6に示す。
【0063】
<ビッカース硬度>
ビッカース硬度試験機(商品名:HM-112、アカシ社製)を用い荷重100g、負荷時間15secの条件下にて、ビッカース硬度Hvを測定した。その結果を表5〜表6に示す。
【0064】
<Si溶出量>
上記で作製した記録媒体用ガラス基板の表面を酸化セリウムで研磨して、Ra値が2nm以下の平滑面とした後、その表面を洗浄し、80℃の逆浸透膜水50ml中に24時間浸漬した後、ICP発光分光分析装置(商品名:SPS7800、セイコーインスツルメンツ社製)により溶出液を分析することにより、Si溶出量(ppb/Disk)を算出した。その結果を表5〜表6に示す。
【0065】
<線熱膨張係数>
示差膨張測定装置(商品名:EXSTAR6000、セイコーインスツルメンツ社製)を用いて、荷重:5g、温度範囲:25〜100℃、昇温速度:5℃/minの条件で測定することにより、線熱膨張係数を測定した。その結果を表5〜表6に示す。なお、表中、「α×10-7」とは、各記載の数値に10-7を乗じた数値が測定値であることを示す。
【0066】
<ガラス転移点(Tg)および屈伏点(At)>
示差熱測定装置(商品名:EXSTAR6000、セイコーインスツルメンツ社製)を用いて、室温〜900℃の温度範囲を10℃/minの昇温速度で、粉末状に調整したガラス試料を加熱し測定することにより、ガラス転移点(Tg)および屈伏点(At)を測定した。その結果を表5〜表6に示す。
【0067】
<内部摩擦係数>
図1に示した装置10を用いて測定した。当該測定原理は、曲げ共振法に依っており、吊り糸22、23によりフード21内に吊り下げられた試料20(記録媒体用ガラス基板)に、振動器24によって振動を与えた。その結果、検出器25により振動を捉えると、図2に示す共振曲線が得られた。図2において、縦軸は検出器25で捉えられる振動の大きさを表す信号電位を示し、横軸は振動数である。
【0068】
信号電位は、試料20の最も変動しやすい一次の固有振動数f0で最大となる。共振曲線が鋭い程、振動エネルギーの散逸が小さいため、1サイクル当たりに振動で失う振動エネルギーの割合を内部摩擦係数Q-1、すなわちQ-1=Δf/(31/2・f0)で表すことができる。ここで、Δfは共振曲線の半値幅である。内部摩擦係数Q-1の値が大きい程振動エネルギーの散逸が大きいことになる。その結果を表5〜表6に示す。なお、表中、「α×10-4」とは、各記載の数値に10-4を乗じた数値が測定値であることを示す。
【0069】
<減衰係数>
図3および図4に示した装置を用いて測定した。図3は該装置の正面図であり、図4は該装置の側面図である。吊り糸32、33、34によりフード31内に吊り下げられた試料30(記録媒体用ガラス基板)を、インパルスハンマー35で打撃した。その結果、騒音計36により音圧が捉えられ、音圧の減衰履歴により振動の減衰係数(ダンピング係数)を測定した。減衰係数が大きいと、振動がより早く減衰することになる。その結果を表5〜表6に示す。なお、表中、「α×10-4」とは、各記載の数値に10-4を乗じた数値が測定値であることを示す。
【0070】
【表5】
【0071】
【表6】
【0072】
<フラッタリング特性>
図5に示した装置を用いて測定した。試料40(記録媒体用ガラス基板)をエアスピンドルモータ41によって矢印Aの方向に高速回転し、試料40の表面にレーザー振動計42によりレーザー光を照射した。試料40の表面で反射する光は、試料40の上下方向(スピンドルの軸方向)の振動により波長が変化するため、試料40の1周内のその変化量(振れ量)を測定することにより、その振れ量をフラッタリング特性とした。なお、試料40の外周から1.5mmの位置を測定点Pとし、その結果を表7に示す。表7に示されているように、各回転数についてフラッタリング特性を測定した。
【0073】
【表7】
【0074】
上記表7より明らかなように、実施例の記録媒体用ガラス基板は、比較例の記録媒体用ガラス基板に比し、いずれも優れたフラッタリング特性が示された。また、実施例の記録媒体用ガラス基板の表面に磁性膜を形成させたところ、いずれも表面平滑性に優れるものであった。これに対し、比較例5の記録媒体用ガラス基板の表面に磁性膜を形成させたところ、部分的に磁性膜が膨れ上がり、表面平滑性に劣っていた。
【0075】
したがって、本発明の構成を有する記録媒体用ガラス基板は、優れたフラッタリング特性と表面平滑性を両立させたものであることは明らかである。
【0076】
以上のように本発明の実施の形態および実施例について説明を行なったが、上述の各実施の形態および実施例の構成を適宜組み合わせることも当初から予定している。
【0077】
今回開示された実施の形態および実施例はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0078】
10 装置、20,30,40 試料、21,31 フード、22,23,32,33,34 吊り糸、24 振動器、25 検出器、35 インパルスハンマー、36 騒音計、41 エアスピンドルメータ、42 レーザー振動計。
【特許請求の範囲】
【請求項1】
内層の表裏両面を表層で被覆した記録媒体用ガラス基板であって、
前記内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、
前記表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、かつ
前記内層の特定アルカリ成分の合計量と前記表層の特定アルカリ成分の合計量との差が、0.1質量%以上である、記録媒体用ガラス基板。
【請求項2】
前記内層のヤング率は、前記表層のヤング率より大きい、請求項1記載の記録媒体用ガラス基板。
【請求項3】
前記内層の表面側の前記表層の厚みと前記内層の裏面側の前記表層の厚みとの差は、5μm以下であり、かつ前記内層の表面側の前記表層の厚みは、前記記録媒体用ガラス基板の全体の厚みの1/4以下である、請求項1または2記載の記録媒体用ガラス基板。
【請求項4】
前記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時の前記記録媒体用ガラス基板のフラッタリング特性は、50nm以下である、請求項1〜3のいずれかに記載の記録媒体用ガラス基板。
【請求項5】
前記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数8000rpm時の前記記録媒体用ガラス基板のフラッタリング特性は、20nm以下である、請求項1〜4のいずれかに記載の記録媒体用ガラス基板。
【請求項1】
内層の表裏両面を表層で被覆した記録媒体用ガラス基板であって、
前記内層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が10〜16質量%であるガラス組成を有し、
前記表層は、SiO2を40〜70質量%含み、かつLi2O、Na2O、およびK2Oからなる特定アルカリ成分の合計量が1〜9.9質量%であるガラス組成を有し、かつ
前記内層の特定アルカリ成分の合計量と前記表層の特定アルカリ成分の合計量との差が、0.1質量%以上である、記録媒体用ガラス基板。
【請求項2】
前記内層のヤング率は、前記表層のヤング率より大きい、請求項1記載の記録媒体用ガラス基板。
【請求項3】
前記内層の表面側の前記表層の厚みと前記内層の裏面側の前記表層の厚みとの差は、5μm以下であり、かつ前記内層の表面側の前記表層の厚みは、前記記録媒体用ガラス基板の全体の厚みの1/4以下である、請求項1または2記載の記録媒体用ガラス基板。
【請求項4】
前記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数15000rpm時の前記記録媒体用ガラス基板のフラッタリング特性は、50nm以下である、請求項1〜3のいずれかに記載の記録媒体用ガラス基板。
【請求項5】
前記記録媒体用ガラス基板の直径を60〜70mmとし、厚みを0.7〜0.9mmとする場合、回転数8000rpm時の前記記録媒体用ガラス基板のフラッタリング特性は、20nm以下である、請求項1〜4のいずれかに記載の記録媒体用ガラス基板。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−126626(P2012−126626A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−281713(P2010−281713)
【出願日】平成22年12月17日(2010.12.17)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]