
診断装置及び診断方法
【課題】超音波の結合効率に影響されることなく、鋼より線の腐食を診断することができる。
【解決手段】診断装置10は、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する超音波探触子2と、鋼より線において超音波探触子2からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、鋼より線の結合効率を含まない判定値を算出する判定値算出部と、判定値算出部により算出された判定値に基づいて、鋼より線の腐食度合いを判定する判定部とを備える。
【解決手段】診断装置10は、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する超音波探触子2と、鋼より線において超音波探触子2からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、鋼より線の結合効率を含まない判定値を算出する判定値算出部と、判定値算出部により算出された判定値に基づいて、鋼より線の腐食度合いを判定する判定部とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波を利用して腐食を診断する診断装置及び診断方法に関する。
【背景技術】
【0002】
電話の音声信号やインターネットの通信信号は電線や光ファイバケーブルを通して、電話局舎と各ユーザの家庭やオフィスとの間で送受信される。この電線や光ファイバケーブル等のケーブルは、電柱の間に引かれたつり線と呼ばれる鋼より線に保持されている。このつり線には電柱に保持するための吊架金物や、分岐のための分岐金物、結線部分を風雨や紫外線から保護する接続端子かんと呼ばれる箱などが接続されている。
【0003】
この接続端子かんが接続されている部分は、雨水等が侵入することにより、赤錆が付着し、減肉することがある。また、吊架金物や分岐金物と接続する部分は、強風の影響により疲労破断することがある。つり線には重いケーブルがつられているため、破断するとケーブル落下による大きな事故につながる。しかしながら、吊架金物や分線金物、接続端子かんなどが設置されている部分は目視による点検が困難である。また、分解して調査するには、時間と手間がかかる。そこで、非破壊で内部の局部的な腐食を診断する機器が必要とされている。
【0004】
従来から、鉄板などの鋼材の表面に超音波探触子を接続させて超音波を入射させ、反射エコーを測定し、鋼材の表面や内部の傷を発見する方法が知られている(例えば、特許文献1参照)。そこで、つり線に超音波探触子を接触させて超音波を入射し、反射エコー(反射波)を測定することにより接続端子かん内にあるつり線の局部腐食を検出することが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−114221号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
つり線は屋外に設置されているため、表面に白錆などの様々な付着物が付着する。このため、つり線によって超音波の結合効率が異なる。超音波の結合効率とは、いかに効率よく超音波を入射できるかを評価する指標である。また、超音波探触子をつり線に押し付ける力加減によっても超音波の結合効率は変動する。このため、反射エコーの測定毎に超音波の結合効率が異なり、測定結果にばらつきが生じる、という問題がある。
【0007】
本発明は上記の点に鑑みてなされたものであり、その目的は、超音波の結合効率に影響されることなく、鋼より線の腐食を診断することができる診断装置及び診断方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は上記の課題を解決するためになされたものであり、本発明の一態様は、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する探触子と、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出する判定値算出部と、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定する判定部と、を備えることを特徴とする診断装置である。
【0009】
この発明によれば、後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波とに基づいて、鋼より線の結合効率を含まない判定値を算出する。これにより、超音波の結合効率に影響することなく、鋼より線の腐食を診断することができる。
【0010】
また、本発明の一態様は、上記の診断装置において、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信する受信部と、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出する検出部と、を備え、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0011】
この発明によれば、対象領域からの反射波と、後方散乱成分とを同時に取得している。このため、後方散乱成分を測定するために、超音波をもう一度鋼より線に入射する必要がないため、作業者の手間が掛からない。
【0012】
また、本発明の一態様は、上記の診断装置において、前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、前記探触子を介して前記後方散乱成分を受信する第1の受信部と、前記探触子を介して前記対象領域からの反射波を受信する第2の受信部と、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出する検出部と、を備え、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0013】
この発明によれば、対象領域に対して逆方向に入射された超音波から後方散乱成分を測定している。つまり、障害物等がない方向で後方散乱成分を測定できるため、鋼より線本来の後方散乱成分を測定することができる。これにより、より精度良く腐食を診断できる。
【0014】
また、本発明の一態様は、上記の診断装置において、前記判定値に対応する腐食度合いを記憶する記憶部を備え、前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを前記記憶部から読み出すことにより前記鋼より線の腐食度合いを判定することを特徴とする。
【0015】
また、本発明の一態様は、診断装置の探触子が、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信するステップと、前記診断装置の判定値算出部が、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出するステップと、前記診断装置の判定部が、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定するステップと、を有することを特徴とする診断方法である。
【0016】
また、本発明の一態様は、上記の診断方法において、前記診断装置の受信部が、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信するステップと、前記診断装置の検出部が、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出するステップと、を有し、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0017】
また、本発明の一態様は、上記の診断方法において、前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、前記診断装置の第1の受信部が、前記探触子を介して前記後方散乱成分を受信するステップと、前記診断装置の第2の受信部が、前記探触子を介して前記対象領域からの反射波を受信するステップと、前記診断装置の検出部が、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出するステップと、を有し、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0018】
また、本発明の一態様は、上記の診断方法において、前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを、前記判定値に対応する腐食度合いを記憶する記憶部から読み出すことにより前記鋼より線の腐食度合いを判定することを特徴とする。
【発明の効果】
【0019】
本発明によれば、後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波とに基づいて、鋼より線の結合効率を含まない判定値を算出する。これにより、超音波の結合効率に影響することなく、鋼より線の腐食を診断することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一本実施形態による診断装置を用いたつり線の腐食診断の様子を示す概略図である。
【図2】本実施形態による診断装置の腐食診断対象領域を説明するためのイメージ図である。
【図3】本実施形態による超音波探触子をつり線に接触させて診断する様子を示す断面図である。
【図4】本実施形態による後方散乱成分を説明するためのイメージ図である。
【図5】本実施形態による検査器の機能構成を示すブロック図である。
【図6】本実施形態による対応テーブルの一例を示す概略図である。
【図7】実施例1による腐食診断の様子を示す概略図である。
【図8】実施例1による超音波の反射エコーの強度を示すグラフである。
【図9】実施例1による検査器の腐食診断処理の手順を示すフローチャートである。
【図10】実施例1による検査器を用いた実験結果を示すグラフである。
【図11】実施例1による検査器を用いた他の実験結果を示すグラフである。
【図12】実施例2による腐食診断の様子を示す概略図である。
【図13】実施例2による超音波の反射エコーの強度を示すグラフである。
【図14】実施例2による検査器の腐食判定処理の手順を示すフローチャートである。
【発明を実施するための形態】
【0021】
以下、図面を参照しながら本発明の一実施形態について詳しく説明する。
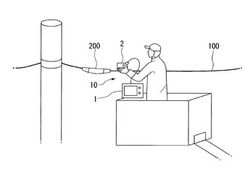
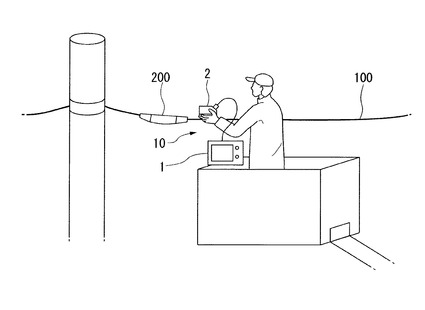
図1は、本実施形態による診断装置10を用いたつり線の腐食診断の様子を示す概略図である。
診断装置10は、検査器1と超音波探触子2とを含んで構成され、つり線100の腐食診断を行う装置である。診断装置10は、つり線100に接触させた超音波探触子2から超音波を入射し、反射エコー(入射させた超音波の反射波)を測定することにより接続端子かん200内にあるつり線100の局部腐食を検出する。つり線100の局部腐食とは、減肉や破断等によるつり線100の局部的な腐食である。つり線100は、7本程度の素線(鋼線)をよった鋼より線であり、電柱間に引かれた電線や光ファイバケーブル等を保持する。接続端子かん200は、つり線100の結線部分を風雨や紫外線から保護する箱である。
【0022】
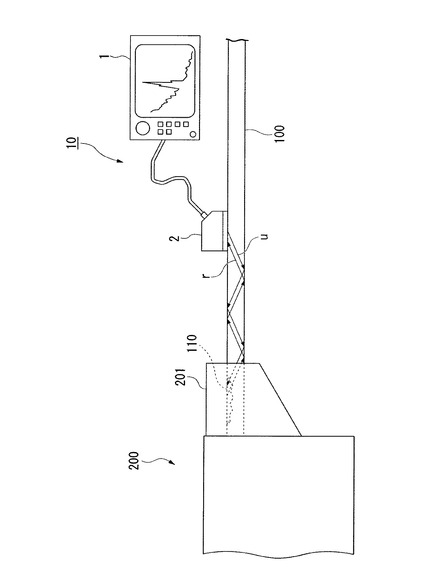
図2は、本実施形態による診断装置10の腐食診断対象領域を説明するためのイメージ図である。
接続端子かん200の両端にあるノズル部201の先端にはシーリングテープが巻かれている。シーリングテープ下にあるつり線100は、雨水等がシーリングテープ内に侵入することにより赤錆等が付着し、減肉(腐食)することがある。診断装置10は、このシーリングテープ下にあるつり線100の腐食を診断する。つまり、診断装置10が腐食を診断する(腐食度合いを判定する)腐食診断対象領域は、鋼より線において目視が困難である部分である、シーリングテープ下にあるつり線100である。診断装置10を操作する作業者は、超音波探触子2からこの腐食診断対象領域に向けて超音波uを入射する。腐食診断対象領域に局部腐食110があると、この局部腐食110から反射エコー(反射波)rが反射される。超音波探触子2は、入射した超音波uの反射エコーrを受信する。
【0023】
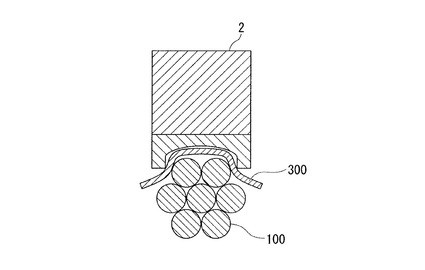
図3は、本実施形態による超音波探触子2をつり線100に接触させて診断する様子を示す断面図である。
本図は、つり線100を長手方向から見た断面を示す。診断装置10を操作する作業者は、つり線100を診断する際には、まず、つり線100にポリマーシート300を貼付する。ポリマーシート300は、超音波の結合効率を向上させる接触媒質である。そして、作業者は、ポリマーシート300を介して、超音波探触子2をつり線100に接触させる。
【0024】
超音波探触子2は、腐食診断対象領域からおよそ30cm以内の位置でつり線100に接触させる。そして、超音波探触子2は、超音波がつり線100の長手方向に伝播するように、超音波探触子2とつり線100との接触面に対して斜めに、超音波をつり線100に入射する。超音波の入射角度は、診断するつり線100の径の大きさ、対象領域までの距離などにより設定する。入射する超音波の周波数は1〜5MHzである。
【0025】
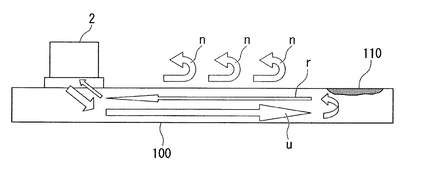
図4は、本実施形態による後方散乱成分を説明するためのイメージ図である。
超音波を鋼より線(つり線100)に入射させると、鋼より線特有の反射ノイズnが発生する。超音波探触子2は、局部腐食110からの反射エコーrとともにこの反射ノイズnも受信する。本実施形態による後方散乱成分とは、つり線100において超音波探触子2からの距離が所定の範囲内(例えば、200mm〜300mm)にある後方散乱成分領域からの反射ノイズnである。
【0026】
ここで、局部腐食110からの反射エコーrの強度Iechoは、次の式(1)により表すことができる。
【0027】
【数1】

【0028】
ただし、ηは超音波の結合効率であり、rは局部腐食110での反射率(劣化度合い)であり、αは超音波の減衰率であり、hは超音波探触子2から局部腐食110までの距離であり、I0は、入射した超音波の強度である。
【0029】
また、後方散乱成分の強度の積算値Inoiseは、次の式(2)により表すことができる。
【0030】
【数2】
【0031】
ただし、rnoiseは後方散乱成分が発生した箇所の反射率であり、xは超音波探触子2から後方散乱成分が発生した箇所までの距離である。
【0032】
局部腐食110からの反射エコーrの強度Iechoを後方散乱成分の強度の積算値Inoiseで除算した値Iは、次の式(3)によりことができる。
【0033】
【数3】
【0034】
式(3)に示すように、値Iは、結合効率ηに依存しない。このため、本実施形態による診断装置10は、この値Iに基づいて腐食診断する。
【0035】
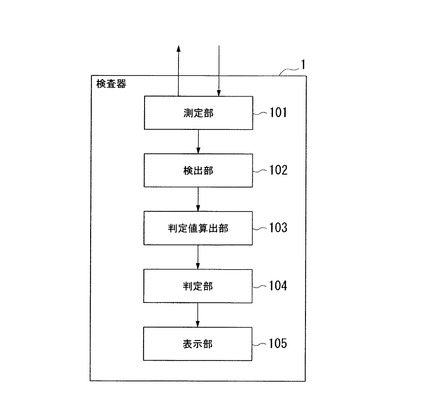
図5は、本実施形態による検査器1の機能構成を示すブロック図である。
検査器1は、測定部101と、検出部102と、判定値算出部103と、判定部104と、表示部105とを含んで構成される。
測定部101は、超音波探触子2に超音波を出力させ、超音波探触子2を介して出力させた超音波の反射エコーを受信する。検出部102は、測定部101により受信された反射エコーから、局部腐食110からの反射エコーのピーク強度と後方散乱成分の強度とを検出する。具体的には、検出部102は、腐食診断対象領域における最も強い反射エコーの強度をピーク強度とする。また、検出部102は、後方散乱成分領域における反射エコーの強度を後方散乱成分の強度とする。判定値算出部103は、上述した式(3)に対応する判定値を算出する。具体的には、判定値算出部103は、まず、上述した式(2)に対応する後方散乱成分の強度の積算値を算出する。そして、判定値算出部103は、上述した式(1)に対応するピーク強度を、算出した後方散乱成分の強度の積算値で除算した判定値を算出する。なお、判定値算出部103は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を判定値としてもよい。判定部104は、判定値算出部103により算出された判定値に基づいて、腐食の度合いを判定する。具体的には、判定部104は、判定値に対応する劣化レベルを示す対応テーブルから、算出された判定値に合致する劣化レベルを読み出す。劣化レベルは、腐食度合いを示す。そして、判定部104は、読み出した劣化レベルをつり線100の腐食度合いと判定する。ここで、対応テーブルは予め記憶部(不図示)に記憶されている。表示部105は、判定部104による判定結果(劣化レベル)を表示する。
【0036】
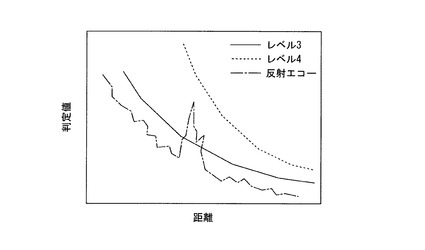
図6は、本実施形態による対応テーブルの一例を示す概略図である。
本図に示すグラフにおいて、縦軸は判定値であり、横軸は超音波探触子2から局部腐食110までの距離である。図に示すとおり、対応テーブルには、超音波探触子2から局部腐食110までの距離応じて各劣化レベルの判定曲線(下限値)が設定されている。図に示す例では、反射エコーのピーク強度の判定値は、劣化レベル3の判定曲線より大きく劣化レベル4の判定曲線より小さい。よって、判定部104は、この反射エコーに対応する腐食の度合いを劣化レベル3と判定する。
【0037】
以下、本実施形態に係る検査器1について、実施例を挙げて説明する。
【実施例1】
【0038】
図7は、本実施例による腐食診断の様子を示す概略図である。
本実施例における検査器1の測定部(受信部)101は、局部腐食110からの反射エコーと後方散乱成分とを同時に超音波探触子2を介して受信する。作業者は、接続端子かん200内の腐食診断対象領域に向けて、超音波探触子2から超音波を入射する。
【0039】
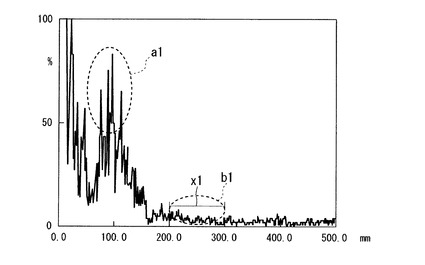
図8は、本実施例による超音波の反射エコーの強度を示すグラフである。
このグラフにおいて、縦軸は反射エコーの強度であり、横軸は超音波探触子2からの距離である。ここで、検出部102は、超音波の反射エコーを受信した時間(超音波を入射してからの時間)に基づいて、距離を算出する。このグラフに示す符号a1が局部腐食110からの反射エコーの強度であり、符号b1が後方散乱成分の強度である。この後方散乱成分は、後方散乱成分領域x1(超音波探触子2からの距離が200mmから300mm)における反射ノイズである。
【0040】
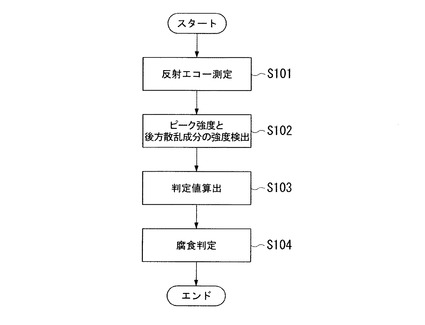
図9は、本実施例による検査器1の腐食診断処理の手順を示すフローチャートである。
まず、ステップS101において、測定部101が、超音波探触子2からつり線100の腐食診断対象領域に向けて入射された超音波の反射エコーを受信する(図8参照)。
次に、ステップS102において、検出部102が、受信した反射エコーから、ピーク強度(図8符号a1のピーク値参照)と後方散乱成分の強度(図8符号b1参照)とを検出する。具体的には、検出部102は、最も強い反射エコーの強度をピーク強度とする。また、後方散乱成分領域x1からの反射エコーの強度を後方散乱成分の強度とする。
次に、ステップS103において、判定値算出部103は、後方散乱成分の強度の積算値を算出し、算出した後方散乱成分の強度の積算値Inoiseでピーク強度Iechoを除算した判定値Iを算出する。つまり、判定値I=Iecho/Inoiseである。ここで、判定値は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を用いてもよい。
最後に、ステップS104において、判定部104が、つり線100の腐食診断対象領域における腐食度合い(劣化レベル)を判定する。具体的には、判定部104は、算出された判定値Iに対応する劣化レベルを対応テーブルから読み出して、読み出した劣化レベルを腐食度合いとする。そして、表示部105が、判定部104に判定された劣化レベルを表示する。
【0041】
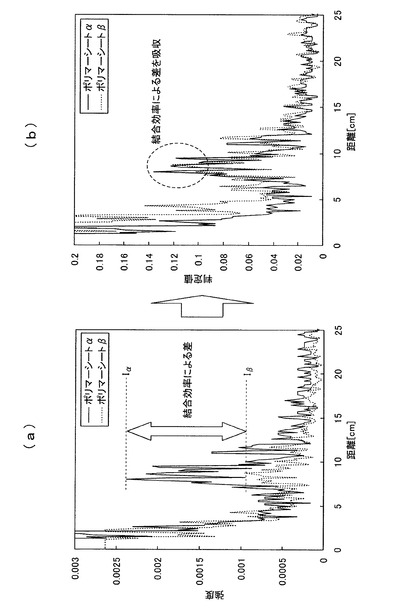
図10は、本実施例による検査器1を用いた実験結果を示すグラフである。
本実験では、同じ局部腐食110に対して、ポリマーシートαを用いて超音波をつり線100に入射した場合と、ポリマーシートαより結合効率の低いポリマーシートβを用いて超音波をつり線100に入射した場合とにおける超音波の反射エコーの強度を測定した。
この図に示すグラフの横軸は超音波探触子2からの距離である。また、実線はポリマーシートαを用いた場合の実験結果であり、破線はポリマーシートβを用いた場合の実験結果である。
【0042】
図10(a)は、反射エコーの強度を示すグラフである。このグラフにおける縦軸は反射エコーの強度である。本図に示すように、ポリマーシートαにおけるピーク強度Iαと、ポリマーシートβにおけるピーク強度Iβとには差が生じる。このため、ピーク強度のみを用いた場合には、結合効率の影響により精度良く腐食の診断を行うことができない。
【0043】
図10(b)は、判定値を示すグラフである。このグラフにおける縦軸は判定値である。本図に示すように、ポリマーシートαにおけるピーク強度Iαの判定値Iαと、ポリマーシートβにおけるピーク強度Iβの判定値Iβとはほぼ等しい。これは、ピーク強度を後方散乱成分の強度の積算値で除算することにより、結合効率の影響が除去されたためである。これにより、診断装置10は、超音波の結合効率に影響されることなく、腐食度合いを判定することができる。
【0044】
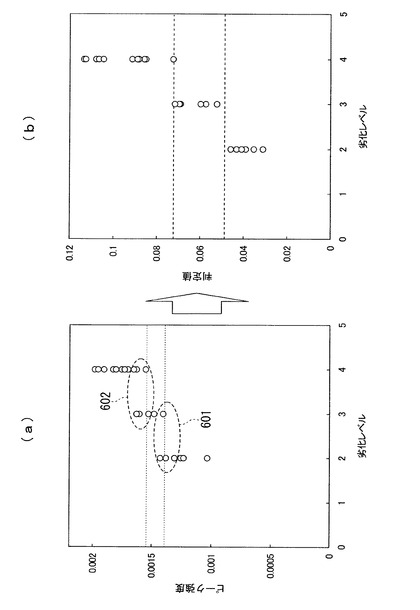
図11は、本実施例による検査器1を用いた他の実験結果を示すグラフである。
本実験では、劣化レベル2から4の局部腐食110夫々に対して、複数種類の結合効率夫々における超音波の反射エコーのピーク強度を測定した。なお、劣化レベルが高いほど腐食の度合いは高く、劣化レベルが低いほど腐食の度合いは低い。
【0045】
図11(a)は、反射エコーのピーク強度を示すグラフである。このグラフにおける縦軸はピーク強度であり、横軸は劣化レベルである。本図に示すように、結合効率の影響により、低い劣化レベルのピーク強度が高い劣化レベルのピーク強度より強くなる場合がある。例えば、劣化レベル2のピーク強度が劣化レベル3のピーク強度より高くなる場合(図11(a)符号601参照)や、劣化レベル3のピーク強度が劣化レベル4のピーク強度より高くなる場合(図11(a)符号602参照)がある。このため、対応テーブルを作成する際に、劣化レベルの切り分け(各劣化レベルに対応するピーク強度の範囲を決定すること)が困難である。
【0046】
図11(b)は、判定値を示すグラフである。このグラフにおける縦軸は判定値であり、横軸は劣化レベルである。本図に示すように、低い劣化レベルの判定値は、高い劣化レベルの判定値より小さい。例えば、劣化レベル2の判定値は劣化レベル3の判定値より小さく、劣化レベル3の判定値は劣化レベル4の判定値より小さい。このため、判定値を算出することにより、対応テーブルを作成する際に、劣化レベルの切り分けを容易にすることができる。本図に示す例では、点線で示すように、劣化レベル2に対応する判定値の範囲を0.05未満とし、劣化レベル3に対応する判定値の範囲を0.05以上0.07未満とし、劣化レベル4に対応する判定値の範囲を0.07以上とする。
【0047】
このように、診断装置10は、後方散乱成分の強度に基づいて、反射エコーのピーク強度から判定値を算出することにより、超音波の結合効率に影響されることなく、腐食度合いを判定することができる。
また、本実施例では、局部腐食110からの反射エコーを測定する際に、後方散乱成分も同時に測定する。これにより、局部腐食110からの反射エコーと後方散乱成分とを1回の測定で取得できるため、作業者の手間が掛からない。
【実施例2】
【0048】
次に、本実施形態よる他の実施例2について説明する。実施例1では、局部腐食110からの反射エコーと後方散乱成分とを同時に測定したが、実施例2では、局部腐食110からの反射エコーと後方散乱成分とを別々に測定する。
【0049】
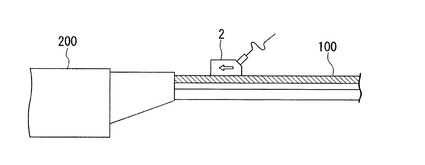
図12は、本実施例による腐食診断の様子を示す概略図である。
本実施例における検査器1は、腐食診断対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードを有する。そして、検査器1の測定部101は、このモードにおいて、超音波探触子2を介して後方散乱成分を受信する第1の受信部と、超音波探触子2を介して局部腐食110からの反射エコーを受信する第2の受信部とを備える。図12(a)は、後方散乱成分を測定する様子を示す概略図である。図12(b)は、局部腐食110からの反射エコーを測定する様子を示す概略図である。まず、作業者は、接続端子かん200内の腐食診断対象領域の反対方向に向けて超音波を入射し、後方散乱成分を測定する。次に、作業者は、接続端子かん200内の腐食診断対象領域に向けて超音波を入射し、局部腐食110からの反射エコーを測定する。ここで、作業者は、超音波探触子2を略同じ場所に設置して後方散乱成分と局部腐食110からの反射エコーとを測定する。これにより、局部腐食110からの反射エコーを測定するときと近い結合効率で、後方散乱成分を測定することができる。なお、結合効率がほぼ等しい場所であれば、別の場所で後方散乱成分と局部腐食110からの反射エコーとを測定してもよい。
【0050】
図13は、本実施例による超音波の反射エコーの強度を示すグラフである。
このグラフにおいて、縦軸は反射エコーの強度であり、横軸は超音波探触子2からの距離である。図13(a)は、後方散乱成分を測定した際の反射エコーの強度を示すグラフである。このグラフに示す符号b2が後方散乱成分の強度である。この後方散乱成分は、後方散乱成分領域x2(超音波探触子2からの距離が200mmから300mm)における反射ノイズである。また、図13(b)は、局部腐食110からの反射エコーを測定した際の反射エコーの強度である。このグラフに示す符号a1が局部腐食110からの反射エコーの強度である。
【0051】
図14は、本実施例による検査器1の腐食判定処理の手順を示すフローチャートである。
まず、ステップS201において、測定部101が、後方散乱成分を測定する。つまり、測定部101は、超音波探触子2からつり線100の腐食診断対象領域の反対方向に向けて入射された超音波の反射エコー(後方散乱成分)を受信する(図13(a)参照)。
次に、ステップS202において、検出部102が、ステップS201において受信した反射エコーから後方散乱成分の強度を検出する。具体的には、検出部102は、後方散乱成分領域x2からの反射エコーの強度を後方散乱成分の強度とする。
次に、ステップS203において、測定部101が、局部腐食110からの反射エコーを測定する。つまり、測定部101は、超音波探触子2からつり線100の腐食診断対象領域に向けて入射された超音波の反射エコーを受信する(図13(b)参照)。
次に、ステップS204において、検出部102が、ステップS203において受信した反射エコーからピーク強度を検出する。具体的には、検出部102は、最も強い反射エコーの強度をピーク強度とする。
【0052】
次に、ステップS204において、判定値算出部103が、後方散乱成分の強度の積算値を算出し、算出した後方散乱成分の強度の積算値Inoiseでピーク強度Iechoを除算した判定値Iを算出する。ここで、判定値は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を用いてもよい。
最後に、ステップS205において、判定部104が、つり線100の腐食診断対象領域における腐食度合い(劣化レベル)を判定する。具体的には、判定部104は、算出された判定値Iに対応する劣化レベルを対応テーブルから読み出して、読み出した劣化レベルを腐食度合いとする。そして、表示部105が、判定部104に判定された劣化レベルを表示する。
【0053】
なお、本実施例では、検査器1は、後方散乱成分を測定してから局部腐食110からの反射エコーを測定しているが、局部腐食110からの反射エコーを測定してから後方散乱成分を測定してもよい。
また、本実施例では、1つの超音波探触子2で後方散乱成分と局部腐食110からの反射エコーとを2回に分けて測定しているが、例えば、2つの超音波探触子2を用いて後方散乱成分と局部腐食110からの反射エコーとを同時に測定してもよい。この場合、第1の受信部は、一方の超音波探触子2を介して受信した反射エコーを後方散乱成分として受信し、第2の受信部は、他方の超音波探触子2を介して受信した反射エコーを局部腐食110からの反射エコーとして受信する。
また、ステップS201で後方散乱成分を測定する前に、表示部105が「腐食診断対象領域の逆方向に向けて超音波を入射してください」等、腐食診断対象領域に対して逆方向に超音波を入射することを促す表示をしてもよい。
【0054】
このように、本実施例では、後方散乱成分を測定する際に、腐食診断対象領域とは反対方向に向けて超音波を入射している。この腐食診断対象領域の反対方向には、接続端子かん200等の障害物がないため、つり線100本来の後方散乱成分を測定することができる。これにより、より精度良く腐食を診断することができる。
【0055】
また、図9又は図14に示す各ステップを実現するためのプログラムをコンピュータ読み取り可能な記録媒体に記録して、この記録媒体に記録されたプログラムをコンピュータシステムに読み込ませ、実行することにより、腐食診断処理を行ってもよい。なお、ここでいう「コンピュータシステム」とは、OSや周辺機器等のハードウェアを含むものであってもよい。
また、「コンピュータシステム」は、WWWシステムを利用している場合であれば、ホームページ提供環境(あるいは表示環境)も含むものとする。
また、「コンピュータ読み取り可能な記録媒体」とは、フレキシブルディスク、光磁気ディスク、ROM、フラッシュメモリ等の書き込み可能な不揮発性メモリ、CD−ROM等の可搬媒体、コンピュータシステムに内蔵されるハードディスク等の記憶装置のことをいう。
【0056】
さらに「コンピュータ読み取り可能な記録媒体」とは、インターネット等のネットワークや電話回線等の通信回線を介してプログラムが送信された場合のサーバやクライアントとなるコンピュータシステム内部の揮発性メモリ(例えばDRAM(Dynamic Random Access Memory))のように、一定時間プログラムを保持しているものも含むものとする。
また、上記プログラムは、このプログラムを記憶装置等に格納したコンピュータシステムから、伝送媒体を介して、あるいは、伝送媒体中の伝送波により他のコンピュータシステムに伝送されてもよい。ここで、プログラムを伝送する「伝送媒体」は、インターネット等のネットワーク(通信網)や電話回線等の通信回線(通信線)のように情報を伝送する機能を有する媒体のことをいう。
また、上記プログラムは、前述した機能の一部を実現するためのものであっても良い。さらに、前述した機能をコンピュータシステムにすでに記録されているプログラムとの組み合わせで実現できるもの、いわゆる差分ファイル(差分プログラム)であっても良い。
【0057】
以上、図面を参照してこの発明の一実施形態について詳しく説明してきたが、具体的な構成は上述のものに限られることはなく、この発明の要旨を逸脱しない範囲内において様々な設計変更等をすることが可能である。
例えば、本実施形態では、接続端子かん200内にあるつり線100の腐食を診断しているが、腐食診断対象領域は、例えば、吊架金物や分岐金物等と接続する部分等、鋼より線において人の目から見え難い(目視による点検が困難である)部分であればよい。
【符号の説明】
【0058】
1… 検査器 2…超音波探触子 10…診断装置 100…つり線 101…測定部 102…検出部 103…判定値算出部 104…判定部 105…表示部 200…接続端子かん
【技術分野】
【0001】
本発明は、超音波を利用して腐食を診断する診断装置及び診断方法に関する。
【背景技術】
【0002】
電話の音声信号やインターネットの通信信号は電線や光ファイバケーブルを通して、電話局舎と各ユーザの家庭やオフィスとの間で送受信される。この電線や光ファイバケーブル等のケーブルは、電柱の間に引かれたつり線と呼ばれる鋼より線に保持されている。このつり線には電柱に保持するための吊架金物や、分岐のための分岐金物、結線部分を風雨や紫外線から保護する接続端子かんと呼ばれる箱などが接続されている。
【0003】
この接続端子かんが接続されている部分は、雨水等が侵入することにより、赤錆が付着し、減肉することがある。また、吊架金物や分岐金物と接続する部分は、強風の影響により疲労破断することがある。つり線には重いケーブルがつられているため、破断するとケーブル落下による大きな事故につながる。しかしながら、吊架金物や分線金物、接続端子かんなどが設置されている部分は目視による点検が困難である。また、分解して調査するには、時間と手間がかかる。そこで、非破壊で内部の局部的な腐食を診断する機器が必要とされている。
【0004】
従来から、鉄板などの鋼材の表面に超音波探触子を接続させて超音波を入射させ、反射エコーを測定し、鋼材の表面や内部の傷を発見する方法が知られている(例えば、特許文献1参照)。そこで、つり線に超音波探触子を接触させて超音波を入射し、反射エコー(反射波)を測定することにより接続端子かん内にあるつり線の局部腐食を検出することが考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−114221号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
つり線は屋外に設置されているため、表面に白錆などの様々な付着物が付着する。このため、つり線によって超音波の結合効率が異なる。超音波の結合効率とは、いかに効率よく超音波を入射できるかを評価する指標である。また、超音波探触子をつり線に押し付ける力加減によっても超音波の結合効率は変動する。このため、反射エコーの測定毎に超音波の結合効率が異なり、測定結果にばらつきが生じる、という問題がある。
【0007】
本発明は上記の点に鑑みてなされたものであり、その目的は、超音波の結合効率に影響されることなく、鋼より線の腐食を診断することができる診断装置及び診断方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は上記の課題を解決するためになされたものであり、本発明の一態様は、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する探触子と、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出する判定値算出部と、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定する判定部と、を備えることを特徴とする診断装置である。
【0009】
この発明によれば、後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波とに基づいて、鋼より線の結合効率を含まない判定値を算出する。これにより、超音波の結合効率に影響することなく、鋼より線の腐食を診断することができる。
【0010】
また、本発明の一態様は、上記の診断装置において、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信する受信部と、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出する検出部と、を備え、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0011】
この発明によれば、対象領域からの反射波と、後方散乱成分とを同時に取得している。このため、後方散乱成分を測定するために、超音波をもう一度鋼より線に入射する必要がないため、作業者の手間が掛からない。
【0012】
また、本発明の一態様は、上記の診断装置において、前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、前記探触子を介して前記後方散乱成分を受信する第1の受信部と、前記探触子を介して前記対象領域からの反射波を受信する第2の受信部と、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出する検出部と、を備え、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0013】
この発明によれば、対象領域に対して逆方向に入射された超音波から後方散乱成分を測定している。つまり、障害物等がない方向で後方散乱成分を測定できるため、鋼より線本来の後方散乱成分を測定することができる。これにより、より精度良く腐食を診断できる。
【0014】
また、本発明の一態様は、上記の診断装置において、前記判定値に対応する腐食度合いを記憶する記憶部を備え、前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを前記記憶部から読み出すことにより前記鋼より線の腐食度合いを判定することを特徴とする。
【0015】
また、本発明の一態様は、診断装置の探触子が、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信するステップと、前記診断装置の判定値算出部が、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出するステップと、前記診断装置の判定部が、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定するステップと、を有することを特徴とする診断方法である。
【0016】
また、本発明の一態様は、上記の診断方法において、前記診断装置の受信部が、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信するステップと、前記診断装置の検出部が、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出するステップと、を有し、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0017】
また、本発明の一態様は、上記の診断方法において、前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、前記診断装置の第1の受信部が、前記探触子を介して前記後方散乱成分を受信するステップと、前記診断装置の第2の受信部が、前記探触子を介して前記対象領域からの反射波を受信するステップと、前記診断装置の検出部が、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出するステップと、を有し、前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算することを特徴とする。
【0018】
また、本発明の一態様は、上記の診断方法において、前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを、前記判定値に対応する腐食度合いを記憶する記憶部から読み出すことにより前記鋼より線の腐食度合いを判定することを特徴とする。
【発明の効果】
【0019】
本発明によれば、後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波とに基づいて、鋼より線の結合効率を含まない判定値を算出する。これにより、超音波の結合効率に影響することなく、鋼より線の腐食を診断することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一本実施形態による診断装置を用いたつり線の腐食診断の様子を示す概略図である。
【図2】本実施形態による診断装置の腐食診断対象領域を説明するためのイメージ図である。
【図3】本実施形態による超音波探触子をつり線に接触させて診断する様子を示す断面図である。
【図4】本実施形態による後方散乱成分を説明するためのイメージ図である。
【図5】本実施形態による検査器の機能構成を示すブロック図である。
【図6】本実施形態による対応テーブルの一例を示す概略図である。
【図7】実施例1による腐食診断の様子を示す概略図である。
【図8】実施例1による超音波の反射エコーの強度を示すグラフである。
【図9】実施例1による検査器の腐食診断処理の手順を示すフローチャートである。
【図10】実施例1による検査器を用いた実験結果を示すグラフである。
【図11】実施例1による検査器を用いた他の実験結果を示すグラフである。
【図12】実施例2による腐食診断の様子を示す概略図である。
【図13】実施例2による超音波の反射エコーの強度を示すグラフである。
【図14】実施例2による検査器の腐食判定処理の手順を示すフローチャートである。
【発明を実施するための形態】
【0021】
以下、図面を参照しながら本発明の一実施形態について詳しく説明する。
図1は、本実施形態による診断装置10を用いたつり線の腐食診断の様子を示す概略図である。
診断装置10は、検査器1と超音波探触子2とを含んで構成され、つり線100の腐食診断を行う装置である。診断装置10は、つり線100に接触させた超音波探触子2から超音波を入射し、反射エコー(入射させた超音波の反射波)を測定することにより接続端子かん200内にあるつり線100の局部腐食を検出する。つり線100の局部腐食とは、減肉や破断等によるつり線100の局部的な腐食である。つり線100は、7本程度の素線(鋼線)をよった鋼より線であり、電柱間に引かれた電線や光ファイバケーブル等を保持する。接続端子かん200は、つり線100の結線部分を風雨や紫外線から保護する箱である。
【0022】
図2は、本実施形態による診断装置10の腐食診断対象領域を説明するためのイメージ図である。
接続端子かん200の両端にあるノズル部201の先端にはシーリングテープが巻かれている。シーリングテープ下にあるつり線100は、雨水等がシーリングテープ内に侵入することにより赤錆等が付着し、減肉(腐食)することがある。診断装置10は、このシーリングテープ下にあるつり線100の腐食を診断する。つまり、診断装置10が腐食を診断する(腐食度合いを判定する)腐食診断対象領域は、鋼より線において目視が困難である部分である、シーリングテープ下にあるつり線100である。診断装置10を操作する作業者は、超音波探触子2からこの腐食診断対象領域に向けて超音波uを入射する。腐食診断対象領域に局部腐食110があると、この局部腐食110から反射エコー(反射波)rが反射される。超音波探触子2は、入射した超音波uの反射エコーrを受信する。
【0023】
図3は、本実施形態による超音波探触子2をつり線100に接触させて診断する様子を示す断面図である。
本図は、つり線100を長手方向から見た断面を示す。診断装置10を操作する作業者は、つり線100を診断する際には、まず、つり線100にポリマーシート300を貼付する。ポリマーシート300は、超音波の結合効率を向上させる接触媒質である。そして、作業者は、ポリマーシート300を介して、超音波探触子2をつり線100に接触させる。
【0024】
超音波探触子2は、腐食診断対象領域からおよそ30cm以内の位置でつり線100に接触させる。そして、超音波探触子2は、超音波がつり線100の長手方向に伝播するように、超音波探触子2とつり線100との接触面に対して斜めに、超音波をつり線100に入射する。超音波の入射角度は、診断するつり線100の径の大きさ、対象領域までの距離などにより設定する。入射する超音波の周波数は1〜5MHzである。
【0025】
図4は、本実施形態による後方散乱成分を説明するためのイメージ図である。
超音波を鋼より線(つり線100)に入射させると、鋼より線特有の反射ノイズnが発生する。超音波探触子2は、局部腐食110からの反射エコーrとともにこの反射ノイズnも受信する。本実施形態による後方散乱成分とは、つり線100において超音波探触子2からの距離が所定の範囲内(例えば、200mm〜300mm)にある後方散乱成分領域からの反射ノイズnである。
【0026】
ここで、局部腐食110からの反射エコーrの強度Iechoは、次の式(1)により表すことができる。
【0027】
【数1】
【0028】
ただし、ηは超音波の結合効率であり、rは局部腐食110での反射率(劣化度合い)であり、αは超音波の減衰率であり、hは超音波探触子2から局部腐食110までの距離であり、I0は、入射した超音波の強度である。
【0029】
また、後方散乱成分の強度の積算値Inoiseは、次の式(2)により表すことができる。
【0030】
【数2】
【0031】
ただし、rnoiseは後方散乱成分が発生した箇所の反射率であり、xは超音波探触子2から後方散乱成分が発生した箇所までの距離である。
【0032】
局部腐食110からの反射エコーrの強度Iechoを後方散乱成分の強度の積算値Inoiseで除算した値Iは、次の式(3)によりことができる。
【0033】
【数3】
【0034】
式(3)に示すように、値Iは、結合効率ηに依存しない。このため、本実施形態による診断装置10は、この値Iに基づいて腐食診断する。
【0035】
図5は、本実施形態による検査器1の機能構成を示すブロック図である。
検査器1は、測定部101と、検出部102と、判定値算出部103と、判定部104と、表示部105とを含んで構成される。
測定部101は、超音波探触子2に超音波を出力させ、超音波探触子2を介して出力させた超音波の反射エコーを受信する。検出部102は、測定部101により受信された反射エコーから、局部腐食110からの反射エコーのピーク強度と後方散乱成分の強度とを検出する。具体的には、検出部102は、腐食診断対象領域における最も強い反射エコーの強度をピーク強度とする。また、検出部102は、後方散乱成分領域における反射エコーの強度を後方散乱成分の強度とする。判定値算出部103は、上述した式(3)に対応する判定値を算出する。具体的には、判定値算出部103は、まず、上述した式(2)に対応する後方散乱成分の強度の積算値を算出する。そして、判定値算出部103は、上述した式(1)に対応するピーク強度を、算出した後方散乱成分の強度の積算値で除算した判定値を算出する。なお、判定値算出部103は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を判定値としてもよい。判定部104は、判定値算出部103により算出された判定値に基づいて、腐食の度合いを判定する。具体的には、判定部104は、判定値に対応する劣化レベルを示す対応テーブルから、算出された判定値に合致する劣化レベルを読み出す。劣化レベルは、腐食度合いを示す。そして、判定部104は、読み出した劣化レベルをつり線100の腐食度合いと判定する。ここで、対応テーブルは予め記憶部(不図示)に記憶されている。表示部105は、判定部104による判定結果(劣化レベル)を表示する。
【0036】
図6は、本実施形態による対応テーブルの一例を示す概略図である。
本図に示すグラフにおいて、縦軸は判定値であり、横軸は超音波探触子2から局部腐食110までの距離である。図に示すとおり、対応テーブルには、超音波探触子2から局部腐食110までの距離応じて各劣化レベルの判定曲線(下限値)が設定されている。図に示す例では、反射エコーのピーク強度の判定値は、劣化レベル3の判定曲線より大きく劣化レベル4の判定曲線より小さい。よって、判定部104は、この反射エコーに対応する腐食の度合いを劣化レベル3と判定する。
【0037】
以下、本実施形態に係る検査器1について、実施例を挙げて説明する。
【実施例1】
【0038】
図7は、本実施例による腐食診断の様子を示す概略図である。
本実施例における検査器1の測定部(受信部)101は、局部腐食110からの反射エコーと後方散乱成分とを同時に超音波探触子2を介して受信する。作業者は、接続端子かん200内の腐食診断対象領域に向けて、超音波探触子2から超音波を入射する。
【0039】
図8は、本実施例による超音波の反射エコーの強度を示すグラフである。
このグラフにおいて、縦軸は反射エコーの強度であり、横軸は超音波探触子2からの距離である。ここで、検出部102は、超音波の反射エコーを受信した時間(超音波を入射してからの時間)に基づいて、距離を算出する。このグラフに示す符号a1が局部腐食110からの反射エコーの強度であり、符号b1が後方散乱成分の強度である。この後方散乱成分は、後方散乱成分領域x1(超音波探触子2からの距離が200mmから300mm)における反射ノイズである。
【0040】
図9は、本実施例による検査器1の腐食診断処理の手順を示すフローチャートである。
まず、ステップS101において、測定部101が、超音波探触子2からつり線100の腐食診断対象領域に向けて入射された超音波の反射エコーを受信する(図8参照)。
次に、ステップS102において、検出部102が、受信した反射エコーから、ピーク強度(図8符号a1のピーク値参照)と後方散乱成分の強度(図8符号b1参照)とを検出する。具体的には、検出部102は、最も強い反射エコーの強度をピーク強度とする。また、後方散乱成分領域x1からの反射エコーの強度を後方散乱成分の強度とする。
次に、ステップS103において、判定値算出部103は、後方散乱成分の強度の積算値を算出し、算出した後方散乱成分の強度の積算値Inoiseでピーク強度Iechoを除算した判定値Iを算出する。つまり、判定値I=Iecho/Inoiseである。ここで、判定値は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を用いてもよい。
最後に、ステップS104において、判定部104が、つり線100の腐食診断対象領域における腐食度合い(劣化レベル)を判定する。具体的には、判定部104は、算出された判定値Iに対応する劣化レベルを対応テーブルから読み出して、読み出した劣化レベルを腐食度合いとする。そして、表示部105が、判定部104に判定された劣化レベルを表示する。
【0041】
図10は、本実施例による検査器1を用いた実験結果を示すグラフである。
本実験では、同じ局部腐食110に対して、ポリマーシートαを用いて超音波をつり線100に入射した場合と、ポリマーシートαより結合効率の低いポリマーシートβを用いて超音波をつり線100に入射した場合とにおける超音波の反射エコーの強度を測定した。
この図に示すグラフの横軸は超音波探触子2からの距離である。また、実線はポリマーシートαを用いた場合の実験結果であり、破線はポリマーシートβを用いた場合の実験結果である。
【0042】
図10(a)は、反射エコーの強度を示すグラフである。このグラフにおける縦軸は反射エコーの強度である。本図に示すように、ポリマーシートαにおけるピーク強度Iαと、ポリマーシートβにおけるピーク強度Iβとには差が生じる。このため、ピーク強度のみを用いた場合には、結合効率の影響により精度良く腐食の診断を行うことができない。
【0043】
図10(b)は、判定値を示すグラフである。このグラフにおける縦軸は判定値である。本図に示すように、ポリマーシートαにおけるピーク強度Iαの判定値Iαと、ポリマーシートβにおけるピーク強度Iβの判定値Iβとはほぼ等しい。これは、ピーク強度を後方散乱成分の強度の積算値で除算することにより、結合効率の影響が除去されたためである。これにより、診断装置10は、超音波の結合効率に影響されることなく、腐食度合いを判定することができる。
【0044】
図11は、本実施例による検査器1を用いた他の実験結果を示すグラフである。
本実験では、劣化レベル2から4の局部腐食110夫々に対して、複数種類の結合効率夫々における超音波の反射エコーのピーク強度を測定した。なお、劣化レベルが高いほど腐食の度合いは高く、劣化レベルが低いほど腐食の度合いは低い。
【0045】
図11(a)は、反射エコーのピーク強度を示すグラフである。このグラフにおける縦軸はピーク強度であり、横軸は劣化レベルである。本図に示すように、結合効率の影響により、低い劣化レベルのピーク強度が高い劣化レベルのピーク強度より強くなる場合がある。例えば、劣化レベル2のピーク強度が劣化レベル3のピーク強度より高くなる場合(図11(a)符号601参照)や、劣化レベル3のピーク強度が劣化レベル4のピーク強度より高くなる場合(図11(a)符号602参照)がある。このため、対応テーブルを作成する際に、劣化レベルの切り分け(各劣化レベルに対応するピーク強度の範囲を決定すること)が困難である。
【0046】
図11(b)は、判定値を示すグラフである。このグラフにおける縦軸は判定値であり、横軸は劣化レベルである。本図に示すように、低い劣化レベルの判定値は、高い劣化レベルの判定値より小さい。例えば、劣化レベル2の判定値は劣化レベル3の判定値より小さく、劣化レベル3の判定値は劣化レベル4の判定値より小さい。このため、判定値を算出することにより、対応テーブルを作成する際に、劣化レベルの切り分けを容易にすることができる。本図に示す例では、点線で示すように、劣化レベル2に対応する判定値の範囲を0.05未満とし、劣化レベル3に対応する判定値の範囲を0.05以上0.07未満とし、劣化レベル4に対応する判定値の範囲を0.07以上とする。
【0047】
このように、診断装置10は、後方散乱成分の強度に基づいて、反射エコーのピーク強度から判定値を算出することにより、超音波の結合効率に影響されることなく、腐食度合いを判定することができる。
また、本実施例では、局部腐食110からの反射エコーを測定する際に、後方散乱成分も同時に測定する。これにより、局部腐食110からの反射エコーと後方散乱成分とを1回の測定で取得できるため、作業者の手間が掛からない。
【実施例2】
【0048】
次に、本実施形態よる他の実施例2について説明する。実施例1では、局部腐食110からの反射エコーと後方散乱成分とを同時に測定したが、実施例2では、局部腐食110からの反射エコーと後方散乱成分とを別々に測定する。
【0049】
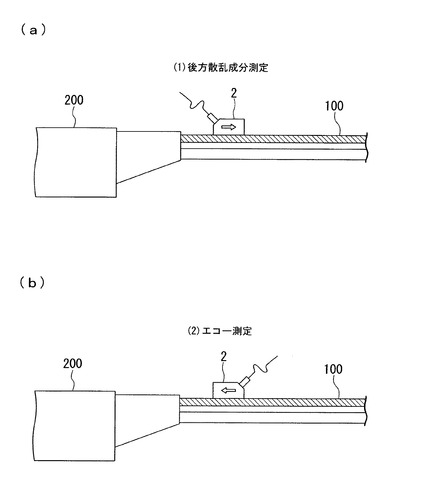
図12は、本実施例による腐食診断の様子を示す概略図である。
本実施例における検査器1は、腐食診断対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードを有する。そして、検査器1の測定部101は、このモードにおいて、超音波探触子2を介して後方散乱成分を受信する第1の受信部と、超音波探触子2を介して局部腐食110からの反射エコーを受信する第2の受信部とを備える。図12(a)は、後方散乱成分を測定する様子を示す概略図である。図12(b)は、局部腐食110からの反射エコーを測定する様子を示す概略図である。まず、作業者は、接続端子かん200内の腐食診断対象領域の反対方向に向けて超音波を入射し、後方散乱成分を測定する。次に、作業者は、接続端子かん200内の腐食診断対象領域に向けて超音波を入射し、局部腐食110からの反射エコーを測定する。ここで、作業者は、超音波探触子2を略同じ場所に設置して後方散乱成分と局部腐食110からの反射エコーとを測定する。これにより、局部腐食110からの反射エコーを測定するときと近い結合効率で、後方散乱成分を測定することができる。なお、結合効率がほぼ等しい場所であれば、別の場所で後方散乱成分と局部腐食110からの反射エコーとを測定してもよい。
【0050】
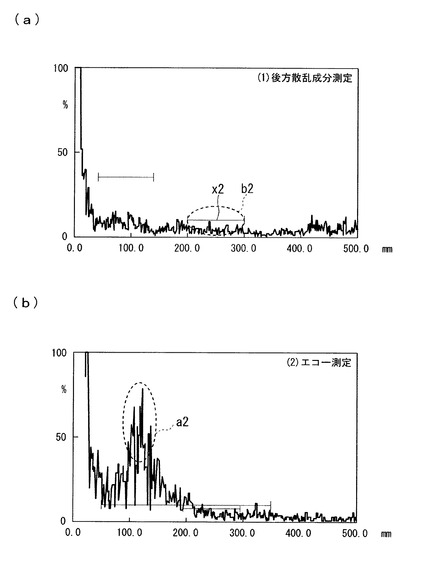
図13は、本実施例による超音波の反射エコーの強度を示すグラフである。
このグラフにおいて、縦軸は反射エコーの強度であり、横軸は超音波探触子2からの距離である。図13(a)は、後方散乱成分を測定した際の反射エコーの強度を示すグラフである。このグラフに示す符号b2が後方散乱成分の強度である。この後方散乱成分は、後方散乱成分領域x2(超音波探触子2からの距離が200mmから300mm)における反射ノイズである。また、図13(b)は、局部腐食110からの反射エコーを測定した際の反射エコーの強度である。このグラフに示す符号a1が局部腐食110からの反射エコーの強度である。
【0051】
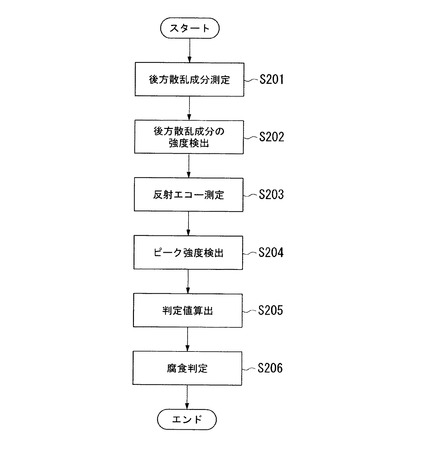
図14は、本実施例による検査器1の腐食判定処理の手順を示すフローチャートである。
まず、ステップS201において、測定部101が、後方散乱成分を測定する。つまり、測定部101は、超音波探触子2からつり線100の腐食診断対象領域の反対方向に向けて入射された超音波の反射エコー(後方散乱成分)を受信する(図13(a)参照)。
次に、ステップS202において、検出部102が、ステップS201において受信した反射エコーから後方散乱成分の強度を検出する。具体的には、検出部102は、後方散乱成分領域x2からの反射エコーの強度を後方散乱成分の強度とする。
次に、ステップS203において、測定部101が、局部腐食110からの反射エコーを測定する。つまり、測定部101は、超音波探触子2からつり線100の腐食診断対象領域に向けて入射された超音波の反射エコーを受信する(図13(b)参照)。
次に、ステップS204において、検出部102が、ステップS203において受信した反射エコーからピーク強度を検出する。具体的には、検出部102は、最も強い反射エコーの強度をピーク強度とする。
【0052】
次に、ステップS204において、判定値算出部103が、後方散乱成分の強度の積算値を算出し、算出した後方散乱成分の強度の積算値Inoiseでピーク強度Iechoを除算した判定値Iを算出する。ここで、判定値は、ピーク強度を所定の領域の後方散乱成分の強度で除算した値を用いてもよい。
最後に、ステップS205において、判定部104が、つり線100の腐食診断対象領域における腐食度合い(劣化レベル)を判定する。具体的には、判定部104は、算出された判定値Iに対応する劣化レベルを対応テーブルから読み出して、読み出した劣化レベルを腐食度合いとする。そして、表示部105が、判定部104に判定された劣化レベルを表示する。
【0053】
なお、本実施例では、検査器1は、後方散乱成分を測定してから局部腐食110からの反射エコーを測定しているが、局部腐食110からの反射エコーを測定してから後方散乱成分を測定してもよい。
また、本実施例では、1つの超音波探触子2で後方散乱成分と局部腐食110からの反射エコーとを2回に分けて測定しているが、例えば、2つの超音波探触子2を用いて後方散乱成分と局部腐食110からの反射エコーとを同時に測定してもよい。この場合、第1の受信部は、一方の超音波探触子2を介して受信した反射エコーを後方散乱成分として受信し、第2の受信部は、他方の超音波探触子2を介して受信した反射エコーを局部腐食110からの反射エコーとして受信する。
また、ステップS201で後方散乱成分を測定する前に、表示部105が「腐食診断対象領域の逆方向に向けて超音波を入射してください」等、腐食診断対象領域に対して逆方向に超音波を入射することを促す表示をしてもよい。
【0054】
このように、本実施例では、後方散乱成分を測定する際に、腐食診断対象領域とは反対方向に向けて超音波を入射している。この腐食診断対象領域の反対方向には、接続端子かん200等の障害物がないため、つり線100本来の後方散乱成分を測定することができる。これにより、より精度良く腐食を診断することができる。
【0055】
また、図9又は図14に示す各ステップを実現するためのプログラムをコンピュータ読み取り可能な記録媒体に記録して、この記録媒体に記録されたプログラムをコンピュータシステムに読み込ませ、実行することにより、腐食診断処理を行ってもよい。なお、ここでいう「コンピュータシステム」とは、OSや周辺機器等のハードウェアを含むものであってもよい。
また、「コンピュータシステム」は、WWWシステムを利用している場合であれば、ホームページ提供環境(あるいは表示環境)も含むものとする。
また、「コンピュータ読み取り可能な記録媒体」とは、フレキシブルディスク、光磁気ディスク、ROM、フラッシュメモリ等の書き込み可能な不揮発性メモリ、CD−ROM等の可搬媒体、コンピュータシステムに内蔵されるハードディスク等の記憶装置のことをいう。
【0056】
さらに「コンピュータ読み取り可能な記録媒体」とは、インターネット等のネットワークや電話回線等の通信回線を介してプログラムが送信された場合のサーバやクライアントとなるコンピュータシステム内部の揮発性メモリ(例えばDRAM(Dynamic Random Access Memory))のように、一定時間プログラムを保持しているものも含むものとする。
また、上記プログラムは、このプログラムを記憶装置等に格納したコンピュータシステムから、伝送媒体を介して、あるいは、伝送媒体中の伝送波により他のコンピュータシステムに伝送されてもよい。ここで、プログラムを伝送する「伝送媒体」は、インターネット等のネットワーク(通信網)や電話回線等の通信回線(通信線)のように情報を伝送する機能を有する媒体のことをいう。
また、上記プログラムは、前述した機能の一部を実現するためのものであっても良い。さらに、前述した機能をコンピュータシステムにすでに記録されているプログラムとの組み合わせで実現できるもの、いわゆる差分ファイル(差分プログラム)であっても良い。
【0057】
以上、図面を参照してこの発明の一実施形態について詳しく説明してきたが、具体的な構成は上述のものに限られることはなく、この発明の要旨を逸脱しない範囲内において様々な設計変更等をすることが可能である。
例えば、本実施形態では、接続端子かん200内にあるつり線100の腐食を診断しているが、腐食診断対象領域は、例えば、吊架金物や分岐金物等と接続する部分等、鋼より線において人の目から見え難い(目視による点検が困難である)部分であればよい。
【符号の説明】
【0058】
1… 検査器 2…超音波探触子 10…診断装置 100…つり線 101…測定部 102…検出部 103…判定値算出部 104…判定部 105…表示部 200…接続端子かん
【特許請求の範囲】
【請求項1】
鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する探触子と、
前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出する判定値算出部と、
前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定する判定部と、
を備えることを特徴とする診断装置。
【請求項2】
前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信する受信部と、
前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出する検出部と、
を備え、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項1に記載の診断装置。
【請求項3】
前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、
前記探触子を介して前記後方散乱成分を受信する第1の受信部と、
前記探触子を介して前記対象領域からの反射波を受信する第2の受信部と、
前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出する検出部と、
を備え、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項1に記載の診断装置。
【請求項4】
前記判定値に対応する腐食度合いを記憶する記憶部を備え、
前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを前記記憶部から読み出すことにより前記鋼より線の腐食度合いを判定する
ことを特徴とする請求項1から3いずれか1項に記載の診断装置。
【請求項5】
診断装置の探触子が、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信するステップと、
前記診断装置の判定値算出部が、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出するステップと、
前記診断装置の判定部が、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定するステップと、
を有することを特徴とする診断方法。
【請求項6】
前記診断装置の受信部が、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信するステップと、
前記診断装置の検出部が、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出するステップと、
を有し、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項5に記載の診断方法。
【請求項7】
前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、
前記診断装置の第1の受信部が、前記探触子を介して前記後方散乱成分を受信するステップと、
前記診断装置の第2の受信部が、前記探触子を介して前記対象領域からの反射波を受信するステップと、
前記診断装置の検出部が、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出するステップと、
を有し、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項5に記載の診断方法。
【請求項8】
前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを、前記判定値に対応する腐食度合いを記憶する記憶部から読み出すことにより前記鋼より線の腐食度合いを判定する
ことを特徴とする請求項5から7いずれか1項に記載の診断方法。
【請求項1】
鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信する探触子と、
前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出する判定値算出部と、
前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定する判定部と、
を備えることを特徴とする診断装置。
【請求項2】
前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信する受信部と、
前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出する検出部と、
を備え、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項1に記載の診断装置。
【請求項3】
前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、
前記探触子を介して前記後方散乱成分を受信する第1の受信部と、
前記探触子を介して前記対象領域からの反射波を受信する第2の受信部と、
前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出する検出部と、
を備え、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項1に記載の診断装置。
【請求項4】
前記判定値に対応する腐食度合いを記憶する記憶部を備え、
前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを前記記憶部から読み出すことにより前記鋼より線の腐食度合いを判定する
ことを特徴とする請求項1から3いずれか1項に記載の診断装置。
【請求項5】
診断装置の探触子が、鋼より線に超音波を入射させ、当該入射させた超音波の反射波を受信するステップと、
前記診断装置の判定値算出部が、前記鋼より線において前記探触子からの距離が所定の範囲内にある領域からの超音波の反射波である後方散乱成分の強度と、腐食度合いを判定する対象領域からの超音波の反射波の強度とに基づいて、前記鋼より線の結合効率を含まない判定値を算出するステップと、
前記診断装置の判定部が、前記判定値算出部により算出された判定値に基づいて、前記鋼より線の腐食度合いを判定するステップと、
を有することを特徴とする診断方法。
【請求項6】
前記診断装置の受信部が、前記対象領域からの反射波と前記後方散乱成分とを同時に前記探触子を介して受信するステップと、
前記診断装置の検出部が、前記受信部により受信された前記対象領域からの反射波の強度と、前記受信部により受信された前記後方散乱成分の強度とを検出するステップと、
を有し、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項5に記載の診断方法。
【請求項7】
前記対象領域に対して逆方向に超音波を入射して後方散乱成分を測定するモードにおいて、
前記診断装置の第1の受信部が、前記探触子を介して前記後方散乱成分を受信するステップと、
前記診断装置の第2の受信部が、前記探触子を介して前記対象領域からの反射波を受信するステップと、
前記診断装置の検出部が、前記第1の受信部により受信された後方散乱成分の強度と、前記第2の受信部により受信された前記対象領域からの反射波の強度とを検出するステップと、
を有し、
前記判定値算出部は、前記検出部により検出された前記対象領域からの反射波の強度を、前記検出部により検出された前記後方散乱成分の強度又は強度の積分値で除算する
ことを特徴とする請求項5に記載の診断方法。
【請求項8】
前記判定部は、前記判定値算出部により算出された判定値に対応する腐食度合いを、前記判定値に対応する腐食度合いを記憶する記憶部から読み出すことにより前記鋼より線の腐食度合いを判定する
ことを特徴とする請求項5から7いずれか1項に記載の診断方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−159400(P2012−159400A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−19437(P2011−19437)
【出願日】平成23年2月1日(2011.2.1)
【出願人】(399040405)東日本電信電話株式会社 (286)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月1日(2011.2.1)
【出願人】(399040405)東日本電信電話株式会社 (286)
【Fターム(参考)】
[ Back to top ]