
試料ハンドリングシステム

【課題】シール部材の剥離を円滑に行うことができる試料ハンドリングシステムを提供する。
【解決手段】試料ハンドリングシステムは、それぞれが試料を注入されるための開口を有する複数の容器10aに対して、その開口の全てを容器10a間の隙間とともに覆うようにしてシールするシール部材12を有するシール装置600と、複数の容器10aの開口が個々にシールされるようにシール部材12を容器10a間の隙間で切断するカッタ装置700と、複数の容器10aの開口を個々にシールするシール部材13を全て剥離するピール装置400と、を備える。
【解決手段】試料ハンドリングシステムは、それぞれが試料を注入されるための開口を有する複数の容器10aに対して、その開口の全てを容器10a間の隙間とともに覆うようにしてシールするシール部材12を有するシール装置600と、複数の容器10aの開口が個々にシールされるようにシール部材12を容器10a間の隙間で切断するカッタ装置700と、複数の容器10aの開口を個々にシールするシール部材13を全て剥離するピール装置400と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薬の研究や化学物質の分析等において試料を取り扱うのに用いる試料ハンドリングシステムに関する。
【背景技術】
【0002】
一般に、複数のチューブを配列したプレートを利用して試料の処理を行う試料ハンドリングシステムが知られている。このシステムでは、プレートに配列したチューブ内の試料を保管するため、チューブの開口を密封する必要がある。その密封方法の1つとして、剥離可能なシール部材を用いるものが知られている(例えば特許文献1を参照。)。このシール部材は、複数のチューブの開口の全てをそのチューブ間の隙間とともに覆うようにしてシールする一枚のシート状部材である。そして、チューブ内の試料を処理するに際しては、シール部材を斜め上方に向けて引き剥がすようにすることで、シール部材を剥離し、複数のチューブの開口の全てを露出させるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特表2010−520840号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のシステムによれば、シール部材を剥離するので、チューブを再び試料の注入に供することができるなど、チューブを再利用することができる点では有用である。しかし、シール部材が大きい場合、引剥し作業の途中でシール部材が破損し易く、一枚のシール部材を完全に剥離することが難しくなる。また、そのような破損を考慮して、シール部材を徐々に引き剥がしたのでは、完全に剥離するまでに時間が長くかかってしまう。
【0005】
本発明は、シール部材の剥離を円滑に行うことができる試料ハンドリングシステムを提供することをその目的としている。
【課題を解決するための手段】
【0006】
本発明の試料ハンドリングシステムは、それぞれが試料を注入されるための開口を有する複数の容器に対して、その開口の全てを容器間の隙間とともに覆うようにしてシールするシール部材を有するシール装置と、複数の容器の開口が個々にシールされるようにシール部材を容器間の隙間で切断するカッタ装置と、複数の容器の開口を個々にシールするシール部材を全て剥離するピール装置と、を備えたものである。
【0007】
本発明によれば、容器の数が多くてシール部材が大きい場合であっても、その剥離の前にシール部材を容器間の隙間で切断しておくことができる。これにより、ピール装置による個々のシール部材の剥離を円滑に且つ適切に行うことが可能となる。
【0008】
本発明の好ましい一態様によれば、試料ハンドリングシステムは、第1の方向と当該第1の方向に直交する第2の方向とに複数の容器を配列して支持する支持ユニットを更に備えるとよい。これにより、複数の容器の保管を含む取扱いが容易となる。
【0009】
また、本発明の好ましい一態様によれば、ピール装置は、支持ユニットに対して相対的に第1の方向に移動するピールユニットを有するとよい。そして、ピールユニットは、第1の方向への相対的な移動に伴い、複数の容器の開口を個々にシールするシール部材のうち、第2の方向に配列された1ラインのシール部材を少なくも1ラインずつ剥離するとよい。こうすることで、シール部材を個々に剥離する場合に比べて、ある程度まとまった単位(少なくとも1ライン)で剥離することができるので、剥離に要する時間を短縮化することができる。
【0010】
さらに、本発明の好ましい一態様によれば、カッタ装置は、支持ユニットに対して相対的に第1の方向及び第2の方向に移動するカッタユニットを有するとよい。そして、カッタユニットは、第1の方向及び第2の方向への相対的な移動に伴い、当該両方向にある容器間の隙間でシール部材を切断するとよい。
【0011】
この場合、カッタユニットは、シール部材に切り込むカッタ刃と、カッタ刃にシール部材を切断するための力を印加する印加手段と、を有することが好ましい。また、印加手段としては、前記力として超音波を用いるものであることが好ましい。この構成によれば、シール部材を確実性良く切断することができる。
【0012】
また、本発明の好ましい一態様によれば、試料ハンドリングシステムは、複数の容器を支持ユニットを介して、シール装置、カッタ装置及びピール装置に搬送する搬送手段を更に備えるとよい。この構成によれば、支持ユニットを有効に利用して、各装置に複数の容器を搬送することができる。
【図面の簡単な説明】
【0013】
【図1】実施形態に係る試料ハンドリングシステムの全体構成を示す概略図である。
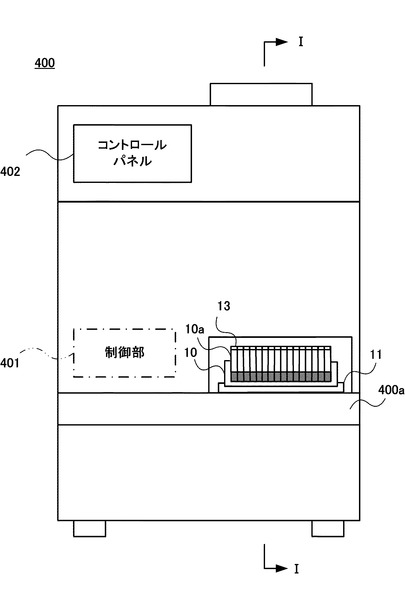
【図2】同実施の形態に係るピール装置の正面図である。
【図3】図2のピール装置のI−I断面図である。
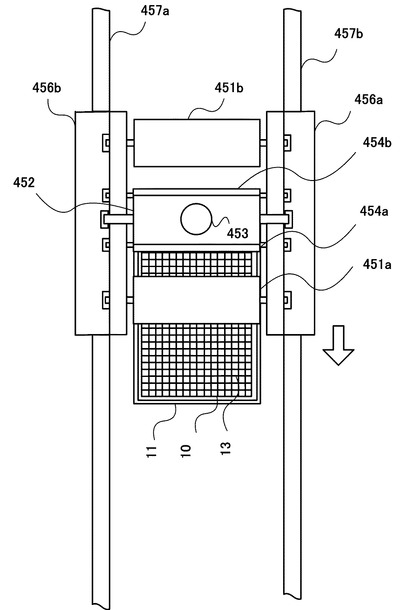
【図4】図2のピール装置のピールユニットをプレートとともに示す模式的断面図である。
【図5】図2のピール装置のピールユニットをプレートとともに示す平面図である。
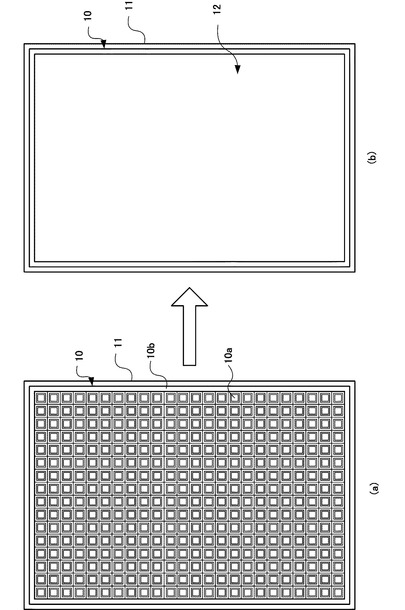
【図6】実施形態に係るプレートを示す平面図であり、(a)はシール部材で覆われる前の状態を示し、(b)はシール部材で覆われた後の状態を示す。
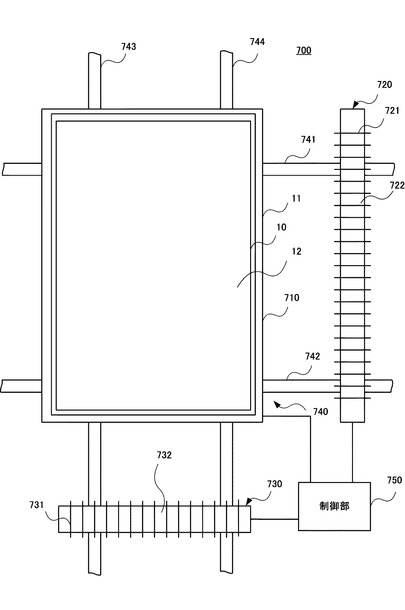
【図7】実施形態に係るカッタ装置の内部構造の主要部をプレートとともに示す平面図である。
【図8】実施形態に係るプレートを示す平面図であり、(a)はシール部材をチューブの隙間毎に切断する前の状態を示し、(b)はシール部材をチューブの隙間毎に切断した後の状態を示す。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0015】
図1に示す試料ハンドリングシステム1は、試料を保管及び計測等のハンドリング処理を行うシステムである。試料ハンドリングシステム1は、例えば、液体の試料が注入されたチューブ10aを複数配列したマザープレートを用い、このマザープレート上のチューブ10aから試料を所定量抽出する。また、試料ハンドリングシステム1は、この抽出した試料に基づいてドータープレートを作成し、ドータープレートを所定期間保管することにより、試料がどのような反応をするかを管理する。
【0016】
本実施形態では、マザープレート及びドータープレートのように試料を保管するために用いられるプレート10は、複数のチューブ10aを支持する支持ユニットを構成するものであり、ここでは16×24=386の数のチューブ10aを格子状に配列し支持することが可能な384プレートである。
【0017】
ただし、プレートとしては、例えば、96の数のチューブ10aを格子状に配列可能な96プレートの他、1536の数のチューブ10aを格子状に配列可能な1536プレートなどの種々のプレートがあり、これらのプレートを試料ハンドリングシステム1に適用することも可能である。また、プレート(支持ユニット)としては、チューブ10aを第1の方向とこれに直交する第2の方向とに配列する限り、チューブ10aを格子状に配列するものに限るものではない。さらに、方形のプレートのみならず、円板のプレートであってもよい。
【0018】
ここで、チューブ10aは、いわゆるマイクロチューブやウェルと呼ばれる小型の容器であり、例えばポリプロピレンなどの樹脂により形成されている。チューブ10aは、例えば、下端を閉塞し且つ上端を開放した有底筒状の部材からなり、断面方形に形成されている。このように構成されたチューブ10aは、その閉塞した下端部をプレート10に着脱可能に収納され、支持される。
【0019】
プレート10は、例えば、図6に示すように全体として枠状の形状を有しており、プレート10の内側の領域が386本のチューブ10aを個々に保持可能に構成されている。そして、この保持した状態では、図3に示すように、チューブ10aの上端側の開口が、プレート10の上面周縁10bの上方に位置する。また、格子状に配列したときに隣り合う二つのチューブ10aの隙間(間隔)は、例えば0.2〜0.3mmである。
【0020】
図1に戻って、試料ハンドリングシステム1について説明する。
試料ハンドリングシステム1は、管理装置100、自動冷凍倉庫200、スタッカ300、シール剥離装置であるピール装置400、分注装置500、シール装置600、カッタ装置700及びスタッカ800を有している。
【0021】
管理装置100は、試料ハンドリングシステム1の各構成要素(200、300、400、500、600、700及び800)が実行する各処理を管理する。また、管理装置100は、自動冷凍倉庫200から出庫されるプレート10が、スタッカ300、ピール装置400、分注装置500、シール装置600、カッタ装置700及びスタッカ800を介して再び自動冷凍倉庫200へ入庫されるまでの搬送過程を管理する。これらの構成要素間におけるプレート10の搬送は、例えば、搬送ロボットなどの搬送手段を用いて行うことが可能であり、その詳細な説明は省略する。
【0022】
自動冷凍倉庫200は、試料がチューブ10aに注入されたプレート10を低温(例えば、−20℃。)で保管し、管理装置100の指示に基づいて、保管した所定のプレート10をスタッカ300へ出庫する。このような自動冷凍倉庫200の一例を示すと、超低温フリーザ、搬送ロボット及びピッキングシステムが備えられたものである。超低温フリーザはプレート10を低温で保管し、搬送ロボットは超低温フリーザとピッキングシステムとの間でプレート10を移動する。ピッキングシステムは、プレート10からチューブ10a単位で自動冷凍倉庫200外へ出庫を行う際に使用され、所定のチューブ10aをプレートからピッキングする。なお、以下では、プレート10単位で試料のハンドリングを行う場合の処理について説明する。
【0023】
自動冷凍倉庫200内のプレート10では、複数のチューブ10aは、それぞれの上端側の開口が矩形状のシール部材13(参照:図8(b))で覆われて密封されている。個々のシール部材13は、詳細を後述するとおり、プレート10の全てのチューブ10aの開口側の上端面に熱融着した1枚のシール部材12(参照:図8(a))を、チューブ10a間の隙間毎に切断して構成されたものである。したがって、自動冷凍倉庫200内では、各チューブ10aの上端側の開口が各シール部材13によって蓋をされるようにして、各チューブ10a内の試料が液密に保管される。
【0024】
スタッカ300は、自動冷凍倉庫200から出庫されたプレート10を格納する。ピール装置400は、スタッカ300より搬送されたプレート10のチューブ10aから、384枚のシール部材13を全て剥離する。分注装置500は、例えば、剥離後のプレート10のチューブ10aから試料を採取し、採取した試料を分注した後、所定の試料を注入してドータープレートを作成する。シール装置600は、詳細を後述するとおり、分注処理後のプレート10の全てのチューブ10aに対して一つのシール部材12をシールする。カッタ装置700は、シール処理後のプレート10に臨んでシール部材12を切断し、チューブ10a毎に開口を密封するシール部材13を形成する。スタッカ800は、切断処理後のプレート10を格納する。スタッカ800で格納したプレート10は、自動冷凍倉庫200内に入庫され、再度、保管される。すなわち、プレート10及びこれに支持されるチューブ10aは、試料ハンドリングシステム1において、再利用可能になっている。
【0025】
なお、試料ハンドリングシステム1のうち、管理装置100、自動冷凍倉庫200、スタッカ300、分注装置500及びスタッカ800については、既存のものを適用することができるので、ここでは詳細な説明は省略する。以下では、ピール装置400、シール装置600及びカッタ装置700について、順に詳細に説明する。
【0026】
図2及び図3に示すピール装置400は、プレート10に格子状に配列されたチューブ10aのシール部材13を(参照:図8(b))、1ライン以上ずつ順に剥離し、最終的にプレート10からシール部材13を全て剥離するものである。なお、1ラインとは、格子状配列を構成する縦又は横の1列をいい、384プレートの場合には16個又は24個のシール部材13が並んでいる列をいう。
【0027】
ピール装置400は、筐体の下部にある架台400a上に搬送路410を有し、この搬送路410には、プレート10を支持するプレート支持台11が移動可能に設けられている。搬送路410は、筐体外の初期位置(図3において実線で示すプレート支持台11の位置)と筐体内のシール剥離位置(図3において破線で示すプレート支持台11の位置)との間で延在している。搬送路410上のプレート支持台11は、図示省略したモータなどの駆動源によって、初期位置とシール剥離位置との間を移動する。
【0028】
また、図3に示すように、ピール装置400は、筐体内の搬送路410の上方に、回転可能な供給ローラ420(第1のローラ)と、回転可能な巻き取りドラム430(第2のローラ)とを有すると共に、これらの間に供給側ガイド440、ピールユニット450及び巻取り側ガイド460を有している。供給ローラ420には一面に粘着剤が塗布されているピールテープ421が繰り出し可能にセットされ、巻き取りドラム430にはピールテープ421の先端部分が固着されている。巻き取りドラム430は、図示省略したモータによって回転駆動するように構成されており、巻き取りドラム430が回転駆動されることによって、供給ローラ420からピールテープ421が繰り出されて、巻き取りドラム430に巻き取られる。ピールテープ421の幅(長手方向に直交する方向の長さ)は、格子状配列されたチューブ10aの1ラインを超える長さに設定されており、好ましくは当該1ラインの両端にあるチューブ10aをそれぞれ越えてプレート10の上面周縁10bに達するとよい。なお、供給側ガイド440及び巻取り側ガイド460は固定された円筒部材を用いればよいが、ローラを用いることも可能である。
【0029】
また、ピール装置400は、図2において一点鎖線で示す制御部401を有している。制御部401は、チューブ10aからシール部材13を剥離するシール剥離処理を制御する。シール剥離処理としては、プレート支持台11の初期位置からシール剥離位置への移動処理及びシール剥離位置から初期位置への移動処理、巻き取りドラム430の回転駆動処理、並びにピールユニット450の移動処理が含まれる。以下では、制御部401は、管理装置100の指示に基づいてシール剥離処理を行う場合を例に説明するが、図2に示すコントロールパネル402を用いてユーザからの指示に基づいてシール剥離処理を行うことも可能である。
【0030】
次に、図4及び図5を参照してピールユニット450について説明する。なお、図5においては、構成の説明を容易にするためピールテープ421は図示していない。
【0031】
ピールユニット450は、ピールテープ421の粘着面をプレート10に向けた状態で、搬送路410に沿った方向(第1の方向)に移動可能に構成されている。そして、この移動の際に、ピールユニット450は、搬送路410に沿った方向と直交する方向(第2の方向)に配列されている1ラインのシール部材13に、ピールテープ421の粘着面を接触させ、この粘着力を利用して、接触した1ラインのシール部材13をチューブ10aから剥離するように構成されている。
【0032】
より詳細には、ピールユニット450は、ガイド451a,451b、ピールローラ452(第3のローラ)及び押圧機構453によって、ピールテープ421の粘着面をシール部材13に押圧し、これを剥離するように構成されている。ガイド451a、451bは、ピールローラ452よりも鉛直上方の位置にて、ピールローラ452を経由するピールテープ421をそれぞれ供給ローラ420及び巻き取りドラム430に案内する。
【0033】
押圧機構453は、ピールローラ452をシール部材13に向かって押圧する。ピールローラ452は、押圧機構453によってピールテープ421の粘着面をチューブ10a上のシール部材13に押圧するように構成されている。これにより、ピールユニット450がプレート10上を通過する際、ピールテープ421の粘着面が、プレート10における1ラインのシール部材13に押さえつけられるように接触する。
【0034】
このような押圧機構453は、鉛直方向に伸縮可能な弾性部材、例えば、バネで構成することができる。一例を説明すると、ピールローラ452の回転軸の両端部を鉛直下方に向かって付勢するように設けられた二つのバネで押圧機構453を構成することができる。こうすることで、押圧機構453は、ピールローラ453をプレート10の上面(すなわち、ここではシール部材13。)に押さえつけながらも鉛直上方に若干(ばねの弾性力分)動作可能になっている。このため、ピールローラ453は、例えば、プレート10において配列されるチューブ10aの高さが若干異なる場合にも、それぞれのシール部材13に適切に押圧することが可能になっている。
【0035】
更に、ピールユニット450は、2つのチューブ押さえローラ(押さえ込み部材)454a,454bを有している。チューブ押さえローラ454a,454bは、ピールローラ452の前後(すなわち搬送路410に沿った方向の前後)、かつ、プレート10の上面と接する位置に設けられている。チューブ押さえローラ454a(又は454b)は、ピールローラ452によってシール部材13が1ラインずつ剥離される際、ピールテープ421の粘着力によってプレート10から浮いてしまったチューブ10aをプレート10に押さえつけ、当該チューブ10aを整列する。
【0036】
ピールユニット450が、図4において左側へ移動している場合、チューブ押さえローラ454bがチューブ10aを押さえつける機能を発揮し、同図において右側へ移動している場合、チューブ押さえローラ454aがチューブ10aを押さえつける機能を発揮する。
【0037】
また更に、ピールユニット450は、2つのプレート押さえローラ455a,455bを有している。プレート押さえローラ455a,455bは、ローラ451a,451bの鉛直下方において同じ高さ位置、かつ、ピールローラ452と水平方向において同じ高さ位置に設けられている。言い換えれば、プレート押さえローラ455a,455bは、ピールローラ452の前後で、プレート10をプレート支持台11を介して搬送路410に押えつけるように構成されている。
【0038】
図5に示すように、ピールユニット450は、搬送路410の両側に位置するように2つの支持部材456a,456bを有し、2つの支持部材456a,456bには、ガイド451a,451b、ピールローラ452、チューブ押さえローラ454a,454b、及びプレート押さえローラ455a,455bが軸支されている。この場合、ガイド451a,451bを除く各種ローラ(452など)は、2つの支持部材456a,456bに回転可能に軸支されている。
【0039】
各支持部材456a,456bは、図示省略したモータによって、搬送路410を規定する搬送部材457a,457bに沿って移動可能に設けられている。したがって、各支持部材456a,456bは、搬送部材457a,457bに沿って、プレート10の上面にピールローラ452を向けた状態で移動できるように構成されている。
【0040】
次に、ピールユニット450によるシール剥離処理について説明する。本実施形態においては、ピールユニット450が、プレート10からシール部材13を1ラインずつ剥離する場合の処理について説明する。
【0041】
まず、ピールユニット450がシール剥離処理を行う場合、巻き取りドラム430により事前にピールテープ421が所定距離分巻き取られ、ピールテープ421の未使用部分がシール剥離処理に供されるようになっている。そして、シール剥離処理の際にピールテープ421が引っ張られないように、供給ローラ420及び巻き取りドラム430にはブレーキがかかり、ピールテープ421には所定のテンションがかけられるようになっている。この状態において、ピールユニット450が一方向に移動すると、ピールローラ452によってピールテープ421の粘着面が1ラインのシール部材13に押さえつけられるように接触する。更に、ピールユニット450の移動が進行すると、その移動に伴いピールローラ452が回転し、この回転に伴って当該1ラインのシール部材13が各チューブ10aの開口から剥離し、ピールテープ421に粘着された状態で残る。
【0042】
そして次の移動が進行すると、同様に、ピールテープ421の未使用部分の次の粘着面が次の1ラインのシール部材13に押さえつけられるように接触し、これを剥離する。このようにしてプレート10のシール部材13が1ラインずつ剥離されていくことで、ピールユニット450がプレート10上を通過した後では、全てのシール部材13が剥離される。
【0043】
シール剥離処理の過程では、上記したように、ピールテープ421の粘着力によってチューブ10aが上方に引っ張られてプレート10から浮いてしまっても、その直後にこれをピールローラ452の近傍のチューブ押さえローラ424bでプレート10に対して押さえつけ、規定位置に整列させることができる。また、同様に、プレート10がプレート支持台11から浮いてしまう場合も、プレート押さえローラ455a,455bでプレート10をプレート支持台11に押さえこむことができる。
【0044】
ここで、ピールユニット450の一方向への移動において、シール部材13の剥離漏れが生じる場合もある。このため、そのようなシール部材13の剥離漏れを検出するためのセンサ(例えば、ラインセンサ)を設けておくことが好ましい。そして、センサがシール部材13の剥離漏れを検出した場合、ピールユニット450を先ほどとは反対の方向に移動させればよい。剥離漏れが生じた箇所のピールテープ421の部分には、シール部材13が付着せずに依然として粘着面があるので、上記の反対方向への移動により、この粘着面で剥離漏れのシール部材13を剥離することが可能となる。したがって、ピール装置400は、プレート10に格子状に配列した全てのチューブ10aからシール部材13を確実に剥離することができる。
【0045】
なお、本実施形態では、ピールユニット450は、ピールローラ452を中心にして、ガイド451a,451bと、チューブ押さえローラ454a,454bと、プレート押さえローラ455a、455bとが線対称に構成されているため、剥離漏れが生じた場合のピールユニット450の反対方向への移動も適切に行うことができる。
【0046】
また、本実施形態においては、シールを剥離する構成としてピールユニット450(主として、ピールローラ452)を用いた場合で説明したが、これに限られるものではない。また、プレート10から1ラインずつシール部材13を剥離する場合を説明したが、ピール装置400を2ライン以上ずつ剥離するように構成することも可能であり、要するに少なくとも1ラインを剥離できればよい。
【0047】
更に、本実施形態においては、プレート支持台11をシール剥離位置へ搬送した後、ピールユニット450を移動させてシール部材13を剥離する場合について説明したが、これに限るものではない。例えば、ピールユニット450を固定し、プレート支持台11をピールユニット450に対して移動させてシール部材13を剥離するようにしても良い。更に言えば、シール部材13を剥離する構成は、ピールユニット450とプレート10とが相対的に移動する構成であれば良い。
【0048】
次に、シール装置600について説明する。シール装置600は、管理装置100の指示に基づいて、プレート10の上面全体(配列されているチューブ10aの開口群全体)を1つのシール部材12で覆い、密封する装置である。すなわち、シール装置600によって、図6(a)に示す状態から図6(b)に示す状態へと、プレート10に格子状に配列されたチューブ10aの開口の全てが、チューブ10a間の隙間とともに1枚のシール部材12によって覆われるようにしてシールされる。シール部材12としては、一面に熱で溶ける粘着剤(例えば、のり)が塗布されたアルミテープを用いることができるが、これに限られない。
【0049】
シール装置600は、例えば、ローラに繰り出し可能に巻回されたシール部材12と、シール部材12をプレート10のサイズに対応した必要な長さに切断する切断機構と、プレート10を支持する上記のプレート支持台11を初期位置から作業位置まで搬送する搬送機構と、作業位置でシール部材12を加熱する加熱機構と、を有している(これらは図示を省略する。)。シール装置600においては、ローラから繰り出されて切断されたシール部材12が、作業位置でプレート10の全チューブ10aの開口側を覆うように被せられ、加熱機構によって低温で加熱される。これにより、シール部材12の粘着剤が溶けて、シール部材12がプレート10上の全てのチューブ10aの開口縁部に熱融着され、この開口群全体を密封する。ただし、シール部材12はチューブ10aの開口縁部に溶着されるわけではないので、上述したピール装置400によって完全に剥離することが可能となっている。シール装置600は、チューブ10aの密封後、作業位置から初期位置までプレート支持台11を搬送する。なお、プレート10を載せたプレート支持台11は、搬送ロボットによってカッタ装置700に搬送される。
【0050】
次に、図7を参照して、カッタ装置700について説明する。カッタ装置700は、プレート10の上面全体、より具体的には全てのチューブ10aの開口を密封するシール部材12を、チューブ10a間の隙間毎に切断する装置である。すなわち、カッタ装置700によって、シール部材12で密封された図8(a)に示す状態から、チューブ10a毎に開口がシール部材13で密封された図8(b)に示す状態へと移行することになる。
【0051】
図7に示すように、カッタ装置700は、プレート支持台710と、カッタ部720及びカッタ部730と、移動機構740と、制御部750とを有している。カッタ部720、カッタ部730及び移動機構740によって、特許請求の範囲に記載のカッタユニットが構成されている。プレート支持台710には、シール部材12がシールされたプレート10が支持される。プレート支持台710は、上記のプレート支持台11を利用することができる。
【0052】
カッタ部720は、円柱形状をした回転部材722と、回転部材722の周面に所定の間隔毎に設けられたカッタ刃721と、を有している。同様に、カッタ部730は、円柱形状をした回転部材732と、回転部材732の周面に所定の間隔毎に設けられたカッタ刃731と、を有している。カッタ刃721,731が設けられるそれぞれの所定の間隔は、プレート10に格子状に配列されるチューブ10aの間隔と同じである。カッタ刃721,731は、プレート10が回転部材722,732の下側を通過する際、カッタ刃721,731がシール部材12に直接切り込んで切断することができる位置に配置されている。また、回転部材722、732の軸方向は、チューブ10aの格子状配列の縦及び横の各方向であり、互いに直交している。
【0053】
移動機構740は、プレート支持台711を、図7に示す基準位置から移動路741,742を用いて回転部材722へと移動させると共に、図7に示す基準位置から移動路743,744を用いて回転部材732へと移動させる機構である。
【0054】
制御部750は、移動機構740によるプレート支持台711の移動動作の他、カッタ部720のカッタ刃721及びカッタ部730のカッタ刃731の回転動作等を制御する。具体的には、制御部750は、まず、プレート支持台11が基準位置に位置していない場合、移動機構740を制御してプレート支持台11を基準位置に移動させる。
【0055】
次に、制御部750は、図示省略したモータにより回転部材722を回転させながら、移動機構740を制御してプレート支持台711を基準位置から回転部材722へと移動させ、最終的にプレート10が回転部材722を通過するまで移動させる。回転部材722の回転により、カッタ刃721にシール部材12を切断するための力が印加され、このカッタ刃721によって、シール部材12がプレート10の短手方向(第2の方向)において各チューブ10a間の隙間で切断される。その後は、プレート支持台711を基準位置へと戻すべく、移動させる。
【0056】
次いで、制御部750は、図示省略したモータにより回転部材732を回転させながら、移動機構740を制御してプレート支持台711を基準位置から回転部材732へと移動させ、最終的にプレート10が回転部材732を通過するまで移動させる。上記同様に、回転部材732の回転により、カッタ刃731にシール部材12を切断するための力が印加され、このカッタ刃731によって、シール部材12がプレート10の長手方向(第1の方向)においても各チューブ10a間の隙間で切断される。その後は、プレート支持台711を基準位置へと戻すべく、移動させる。
【0057】
以上説明した切断処理により、図8(b)に示すように、プレート10の上面全体を覆うシール部材12が、格子状に配列された各チューブ10a間の隙間で切断され、チューブ10a毎に開口を密封するシール部材13が作成される。なお、本実施形態において、カッタ装置700は、カッタ刃721,731に切断のための力を印加する構成として、上記の機械的構成(回転部材722,732)に限るものではない。例えば、いわゆる超音波カッタを用いることもできる。この場合には、回転部材722及び回転部材732に代わる印加手段としては、カッタ刃721,731に超音波振動を印加するものが用いられる。
【0058】
更に、本実施形態においては、プレート10に対して、移動機構740によりカッタ部720,730を移動させる例を説明したが、これに限るものではない。例えば、カッタユニット(カッタ部720,730)の位置を固定し、プレート10を上記した二方向に移動させることでシール部材12の切断処理を行ってもよい。要するに、シール部材12を切断する構成は、カッタユニットとプレート10とが相対的に移動する構成であれば良い。
【0059】
以上説明したように、本実施形態の試料ハンドリングシステム1によれば、シール装置600及びカッタ装置700によって、格子状に配列したチューブ10a毎に開口をシール部材13で密封することができる。また、ピール装置400によって、個々のシール部材13を1ラインずつプレート10から1ラインずつ剥離することができる。したがって、チューブ10aの数が多くてシール部材12が大きい場合であっても、ピール装置400による個々のシール部材13の剥離を円滑に且つ適切に行うことが可能となる。
【符号の説明】
【0060】
1・・・・試料ハンドリングシステム、10・・・プレート、10a・・チューブ、11・・・プレート支持台、12・・・シール部材、13・・・切断されたシール部材、400・・・ピール装置、420・・・供給ローラ、430・・・巻き取りドラム、450・・・ピールユニット、452・・・ピールローラ、454a,454b・・・チューブ押さえローラ、455a,455b・・・プレート押さえローラ、600・・・シール装置、700・・・カッタ装置
【技術分野】
【0001】
本発明は、薬の研究や化学物質の分析等において試料を取り扱うのに用いる試料ハンドリングシステムに関する。
【背景技術】
【0002】
一般に、複数のチューブを配列したプレートを利用して試料の処理を行う試料ハンドリングシステムが知られている。このシステムでは、プレートに配列したチューブ内の試料を保管するため、チューブの開口を密封する必要がある。その密封方法の1つとして、剥離可能なシール部材を用いるものが知られている(例えば特許文献1を参照。)。このシール部材は、複数のチューブの開口の全てをそのチューブ間の隙間とともに覆うようにしてシールする一枚のシート状部材である。そして、チューブ内の試料を処理するに際しては、シール部材を斜め上方に向けて引き剥がすようにすることで、シール部材を剥離し、複数のチューブの開口の全てを露出させるようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特表2010−520840号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のシステムによれば、シール部材を剥離するので、チューブを再び試料の注入に供することができるなど、チューブを再利用することができる点では有用である。しかし、シール部材が大きい場合、引剥し作業の途中でシール部材が破損し易く、一枚のシール部材を完全に剥離することが難しくなる。また、そのような破損を考慮して、シール部材を徐々に引き剥がしたのでは、完全に剥離するまでに時間が長くかかってしまう。
【0005】
本発明は、シール部材の剥離を円滑に行うことができる試料ハンドリングシステムを提供することをその目的としている。
【課題を解決するための手段】
【0006】
本発明の試料ハンドリングシステムは、それぞれが試料を注入されるための開口を有する複数の容器に対して、その開口の全てを容器間の隙間とともに覆うようにしてシールするシール部材を有するシール装置と、複数の容器の開口が個々にシールされるようにシール部材を容器間の隙間で切断するカッタ装置と、複数の容器の開口を個々にシールするシール部材を全て剥離するピール装置と、を備えたものである。
【0007】
本発明によれば、容器の数が多くてシール部材が大きい場合であっても、その剥離の前にシール部材を容器間の隙間で切断しておくことができる。これにより、ピール装置による個々のシール部材の剥離を円滑に且つ適切に行うことが可能となる。
【0008】
本発明の好ましい一態様によれば、試料ハンドリングシステムは、第1の方向と当該第1の方向に直交する第2の方向とに複数の容器を配列して支持する支持ユニットを更に備えるとよい。これにより、複数の容器の保管を含む取扱いが容易となる。
【0009】
また、本発明の好ましい一態様によれば、ピール装置は、支持ユニットに対して相対的に第1の方向に移動するピールユニットを有するとよい。そして、ピールユニットは、第1の方向への相対的な移動に伴い、複数の容器の開口を個々にシールするシール部材のうち、第2の方向に配列された1ラインのシール部材を少なくも1ラインずつ剥離するとよい。こうすることで、シール部材を個々に剥離する場合に比べて、ある程度まとまった単位(少なくとも1ライン)で剥離することができるので、剥離に要する時間を短縮化することができる。
【0010】
さらに、本発明の好ましい一態様によれば、カッタ装置は、支持ユニットに対して相対的に第1の方向及び第2の方向に移動するカッタユニットを有するとよい。そして、カッタユニットは、第1の方向及び第2の方向への相対的な移動に伴い、当該両方向にある容器間の隙間でシール部材を切断するとよい。
【0011】
この場合、カッタユニットは、シール部材に切り込むカッタ刃と、カッタ刃にシール部材を切断するための力を印加する印加手段と、を有することが好ましい。また、印加手段としては、前記力として超音波を用いるものであることが好ましい。この構成によれば、シール部材を確実性良く切断することができる。
【0012】
また、本発明の好ましい一態様によれば、試料ハンドリングシステムは、複数の容器を支持ユニットを介して、シール装置、カッタ装置及びピール装置に搬送する搬送手段を更に備えるとよい。この構成によれば、支持ユニットを有効に利用して、各装置に複数の容器を搬送することができる。
【図面の簡単な説明】
【0013】
【図1】実施形態に係る試料ハンドリングシステムの全体構成を示す概略図である。
【図2】同実施の形態に係るピール装置の正面図である。
【図3】図2のピール装置のI−I断面図である。
【図4】図2のピール装置のピールユニットをプレートとともに示す模式的断面図である。
【図5】図2のピール装置のピールユニットをプレートとともに示す平面図である。
【図6】実施形態に係るプレートを示す平面図であり、(a)はシール部材で覆われる前の状態を示し、(b)はシール部材で覆われた後の状態を示す。
【図7】実施形態に係るカッタ装置の内部構造の主要部をプレートとともに示す平面図である。
【図8】実施形態に係るプレートを示す平面図であり、(a)はシール部材をチューブの隙間毎に切断する前の状態を示し、(b)はシール部材をチューブの隙間毎に切断した後の状態を示す。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態について図面を参照しながら説明する。
【0015】
図1に示す試料ハンドリングシステム1は、試料を保管及び計測等のハンドリング処理を行うシステムである。試料ハンドリングシステム1は、例えば、液体の試料が注入されたチューブ10aを複数配列したマザープレートを用い、このマザープレート上のチューブ10aから試料を所定量抽出する。また、試料ハンドリングシステム1は、この抽出した試料に基づいてドータープレートを作成し、ドータープレートを所定期間保管することにより、試料がどのような反応をするかを管理する。
【0016】
本実施形態では、マザープレート及びドータープレートのように試料を保管するために用いられるプレート10は、複数のチューブ10aを支持する支持ユニットを構成するものであり、ここでは16×24=386の数のチューブ10aを格子状に配列し支持することが可能な384プレートである。
【0017】
ただし、プレートとしては、例えば、96の数のチューブ10aを格子状に配列可能な96プレートの他、1536の数のチューブ10aを格子状に配列可能な1536プレートなどの種々のプレートがあり、これらのプレートを試料ハンドリングシステム1に適用することも可能である。また、プレート(支持ユニット)としては、チューブ10aを第1の方向とこれに直交する第2の方向とに配列する限り、チューブ10aを格子状に配列するものに限るものではない。さらに、方形のプレートのみならず、円板のプレートであってもよい。
【0018】
ここで、チューブ10aは、いわゆるマイクロチューブやウェルと呼ばれる小型の容器であり、例えばポリプロピレンなどの樹脂により形成されている。チューブ10aは、例えば、下端を閉塞し且つ上端を開放した有底筒状の部材からなり、断面方形に形成されている。このように構成されたチューブ10aは、その閉塞した下端部をプレート10に着脱可能に収納され、支持される。
【0019】
プレート10は、例えば、図6に示すように全体として枠状の形状を有しており、プレート10の内側の領域が386本のチューブ10aを個々に保持可能に構成されている。そして、この保持した状態では、図3に示すように、チューブ10aの上端側の開口が、プレート10の上面周縁10bの上方に位置する。また、格子状に配列したときに隣り合う二つのチューブ10aの隙間(間隔)は、例えば0.2〜0.3mmである。
【0020】
図1に戻って、試料ハンドリングシステム1について説明する。
試料ハンドリングシステム1は、管理装置100、自動冷凍倉庫200、スタッカ300、シール剥離装置であるピール装置400、分注装置500、シール装置600、カッタ装置700及びスタッカ800を有している。
【0021】
管理装置100は、試料ハンドリングシステム1の各構成要素(200、300、400、500、600、700及び800)が実行する各処理を管理する。また、管理装置100は、自動冷凍倉庫200から出庫されるプレート10が、スタッカ300、ピール装置400、分注装置500、シール装置600、カッタ装置700及びスタッカ800を介して再び自動冷凍倉庫200へ入庫されるまでの搬送過程を管理する。これらの構成要素間におけるプレート10の搬送は、例えば、搬送ロボットなどの搬送手段を用いて行うことが可能であり、その詳細な説明は省略する。
【0022】
自動冷凍倉庫200は、試料がチューブ10aに注入されたプレート10を低温(例えば、−20℃。)で保管し、管理装置100の指示に基づいて、保管した所定のプレート10をスタッカ300へ出庫する。このような自動冷凍倉庫200の一例を示すと、超低温フリーザ、搬送ロボット及びピッキングシステムが備えられたものである。超低温フリーザはプレート10を低温で保管し、搬送ロボットは超低温フリーザとピッキングシステムとの間でプレート10を移動する。ピッキングシステムは、プレート10からチューブ10a単位で自動冷凍倉庫200外へ出庫を行う際に使用され、所定のチューブ10aをプレートからピッキングする。なお、以下では、プレート10単位で試料のハンドリングを行う場合の処理について説明する。
【0023】
自動冷凍倉庫200内のプレート10では、複数のチューブ10aは、それぞれの上端側の開口が矩形状のシール部材13(参照:図8(b))で覆われて密封されている。個々のシール部材13は、詳細を後述するとおり、プレート10の全てのチューブ10aの開口側の上端面に熱融着した1枚のシール部材12(参照:図8(a))を、チューブ10a間の隙間毎に切断して構成されたものである。したがって、自動冷凍倉庫200内では、各チューブ10aの上端側の開口が各シール部材13によって蓋をされるようにして、各チューブ10a内の試料が液密に保管される。
【0024】
スタッカ300は、自動冷凍倉庫200から出庫されたプレート10を格納する。ピール装置400は、スタッカ300より搬送されたプレート10のチューブ10aから、384枚のシール部材13を全て剥離する。分注装置500は、例えば、剥離後のプレート10のチューブ10aから試料を採取し、採取した試料を分注した後、所定の試料を注入してドータープレートを作成する。シール装置600は、詳細を後述するとおり、分注処理後のプレート10の全てのチューブ10aに対して一つのシール部材12をシールする。カッタ装置700は、シール処理後のプレート10に臨んでシール部材12を切断し、チューブ10a毎に開口を密封するシール部材13を形成する。スタッカ800は、切断処理後のプレート10を格納する。スタッカ800で格納したプレート10は、自動冷凍倉庫200内に入庫され、再度、保管される。すなわち、プレート10及びこれに支持されるチューブ10aは、試料ハンドリングシステム1において、再利用可能になっている。
【0025】
なお、試料ハンドリングシステム1のうち、管理装置100、自動冷凍倉庫200、スタッカ300、分注装置500及びスタッカ800については、既存のものを適用することができるので、ここでは詳細な説明は省略する。以下では、ピール装置400、シール装置600及びカッタ装置700について、順に詳細に説明する。
【0026】
図2及び図3に示すピール装置400は、プレート10に格子状に配列されたチューブ10aのシール部材13を(参照:図8(b))、1ライン以上ずつ順に剥離し、最終的にプレート10からシール部材13を全て剥離するものである。なお、1ラインとは、格子状配列を構成する縦又は横の1列をいい、384プレートの場合には16個又は24個のシール部材13が並んでいる列をいう。
【0027】
ピール装置400は、筐体の下部にある架台400a上に搬送路410を有し、この搬送路410には、プレート10を支持するプレート支持台11が移動可能に設けられている。搬送路410は、筐体外の初期位置(図3において実線で示すプレート支持台11の位置)と筐体内のシール剥離位置(図3において破線で示すプレート支持台11の位置)との間で延在している。搬送路410上のプレート支持台11は、図示省略したモータなどの駆動源によって、初期位置とシール剥離位置との間を移動する。
【0028】
また、図3に示すように、ピール装置400は、筐体内の搬送路410の上方に、回転可能な供給ローラ420(第1のローラ)と、回転可能な巻き取りドラム430(第2のローラ)とを有すると共に、これらの間に供給側ガイド440、ピールユニット450及び巻取り側ガイド460を有している。供給ローラ420には一面に粘着剤が塗布されているピールテープ421が繰り出し可能にセットされ、巻き取りドラム430にはピールテープ421の先端部分が固着されている。巻き取りドラム430は、図示省略したモータによって回転駆動するように構成されており、巻き取りドラム430が回転駆動されることによって、供給ローラ420からピールテープ421が繰り出されて、巻き取りドラム430に巻き取られる。ピールテープ421の幅(長手方向に直交する方向の長さ)は、格子状配列されたチューブ10aの1ラインを超える長さに設定されており、好ましくは当該1ラインの両端にあるチューブ10aをそれぞれ越えてプレート10の上面周縁10bに達するとよい。なお、供給側ガイド440及び巻取り側ガイド460は固定された円筒部材を用いればよいが、ローラを用いることも可能である。
【0029】
また、ピール装置400は、図2において一点鎖線で示す制御部401を有している。制御部401は、チューブ10aからシール部材13を剥離するシール剥離処理を制御する。シール剥離処理としては、プレート支持台11の初期位置からシール剥離位置への移動処理及びシール剥離位置から初期位置への移動処理、巻き取りドラム430の回転駆動処理、並びにピールユニット450の移動処理が含まれる。以下では、制御部401は、管理装置100の指示に基づいてシール剥離処理を行う場合を例に説明するが、図2に示すコントロールパネル402を用いてユーザからの指示に基づいてシール剥離処理を行うことも可能である。
【0030】
次に、図4及び図5を参照してピールユニット450について説明する。なお、図5においては、構成の説明を容易にするためピールテープ421は図示していない。
【0031】
ピールユニット450は、ピールテープ421の粘着面をプレート10に向けた状態で、搬送路410に沿った方向(第1の方向)に移動可能に構成されている。そして、この移動の際に、ピールユニット450は、搬送路410に沿った方向と直交する方向(第2の方向)に配列されている1ラインのシール部材13に、ピールテープ421の粘着面を接触させ、この粘着力を利用して、接触した1ラインのシール部材13をチューブ10aから剥離するように構成されている。
【0032】
より詳細には、ピールユニット450は、ガイド451a,451b、ピールローラ452(第3のローラ)及び押圧機構453によって、ピールテープ421の粘着面をシール部材13に押圧し、これを剥離するように構成されている。ガイド451a、451bは、ピールローラ452よりも鉛直上方の位置にて、ピールローラ452を経由するピールテープ421をそれぞれ供給ローラ420及び巻き取りドラム430に案内する。
【0033】
押圧機構453は、ピールローラ452をシール部材13に向かって押圧する。ピールローラ452は、押圧機構453によってピールテープ421の粘着面をチューブ10a上のシール部材13に押圧するように構成されている。これにより、ピールユニット450がプレート10上を通過する際、ピールテープ421の粘着面が、プレート10における1ラインのシール部材13に押さえつけられるように接触する。
【0034】
このような押圧機構453は、鉛直方向に伸縮可能な弾性部材、例えば、バネで構成することができる。一例を説明すると、ピールローラ452の回転軸の両端部を鉛直下方に向かって付勢するように設けられた二つのバネで押圧機構453を構成することができる。こうすることで、押圧機構453は、ピールローラ453をプレート10の上面(すなわち、ここではシール部材13。)に押さえつけながらも鉛直上方に若干(ばねの弾性力分)動作可能になっている。このため、ピールローラ453は、例えば、プレート10において配列されるチューブ10aの高さが若干異なる場合にも、それぞれのシール部材13に適切に押圧することが可能になっている。
【0035】
更に、ピールユニット450は、2つのチューブ押さえローラ(押さえ込み部材)454a,454bを有している。チューブ押さえローラ454a,454bは、ピールローラ452の前後(すなわち搬送路410に沿った方向の前後)、かつ、プレート10の上面と接する位置に設けられている。チューブ押さえローラ454a(又は454b)は、ピールローラ452によってシール部材13が1ラインずつ剥離される際、ピールテープ421の粘着力によってプレート10から浮いてしまったチューブ10aをプレート10に押さえつけ、当該チューブ10aを整列する。
【0036】
ピールユニット450が、図4において左側へ移動している場合、チューブ押さえローラ454bがチューブ10aを押さえつける機能を発揮し、同図において右側へ移動している場合、チューブ押さえローラ454aがチューブ10aを押さえつける機能を発揮する。
【0037】
また更に、ピールユニット450は、2つのプレート押さえローラ455a,455bを有している。プレート押さえローラ455a,455bは、ローラ451a,451bの鉛直下方において同じ高さ位置、かつ、ピールローラ452と水平方向において同じ高さ位置に設けられている。言い換えれば、プレート押さえローラ455a,455bは、ピールローラ452の前後で、プレート10をプレート支持台11を介して搬送路410に押えつけるように構成されている。
【0038】
図5に示すように、ピールユニット450は、搬送路410の両側に位置するように2つの支持部材456a,456bを有し、2つの支持部材456a,456bには、ガイド451a,451b、ピールローラ452、チューブ押さえローラ454a,454b、及びプレート押さえローラ455a,455bが軸支されている。この場合、ガイド451a,451bを除く各種ローラ(452など)は、2つの支持部材456a,456bに回転可能に軸支されている。
【0039】
各支持部材456a,456bは、図示省略したモータによって、搬送路410を規定する搬送部材457a,457bに沿って移動可能に設けられている。したがって、各支持部材456a,456bは、搬送部材457a,457bに沿って、プレート10の上面にピールローラ452を向けた状態で移動できるように構成されている。
【0040】
次に、ピールユニット450によるシール剥離処理について説明する。本実施形態においては、ピールユニット450が、プレート10からシール部材13を1ラインずつ剥離する場合の処理について説明する。
【0041】
まず、ピールユニット450がシール剥離処理を行う場合、巻き取りドラム430により事前にピールテープ421が所定距離分巻き取られ、ピールテープ421の未使用部分がシール剥離処理に供されるようになっている。そして、シール剥離処理の際にピールテープ421が引っ張られないように、供給ローラ420及び巻き取りドラム430にはブレーキがかかり、ピールテープ421には所定のテンションがかけられるようになっている。この状態において、ピールユニット450が一方向に移動すると、ピールローラ452によってピールテープ421の粘着面が1ラインのシール部材13に押さえつけられるように接触する。更に、ピールユニット450の移動が進行すると、その移動に伴いピールローラ452が回転し、この回転に伴って当該1ラインのシール部材13が各チューブ10aの開口から剥離し、ピールテープ421に粘着された状態で残る。
【0042】
そして次の移動が進行すると、同様に、ピールテープ421の未使用部分の次の粘着面が次の1ラインのシール部材13に押さえつけられるように接触し、これを剥離する。このようにしてプレート10のシール部材13が1ラインずつ剥離されていくことで、ピールユニット450がプレート10上を通過した後では、全てのシール部材13が剥離される。
【0043】
シール剥離処理の過程では、上記したように、ピールテープ421の粘着力によってチューブ10aが上方に引っ張られてプレート10から浮いてしまっても、その直後にこれをピールローラ452の近傍のチューブ押さえローラ424bでプレート10に対して押さえつけ、規定位置に整列させることができる。また、同様に、プレート10がプレート支持台11から浮いてしまう場合も、プレート押さえローラ455a,455bでプレート10をプレート支持台11に押さえこむことができる。
【0044】
ここで、ピールユニット450の一方向への移動において、シール部材13の剥離漏れが生じる場合もある。このため、そのようなシール部材13の剥離漏れを検出するためのセンサ(例えば、ラインセンサ)を設けておくことが好ましい。そして、センサがシール部材13の剥離漏れを検出した場合、ピールユニット450を先ほどとは反対の方向に移動させればよい。剥離漏れが生じた箇所のピールテープ421の部分には、シール部材13が付着せずに依然として粘着面があるので、上記の反対方向への移動により、この粘着面で剥離漏れのシール部材13を剥離することが可能となる。したがって、ピール装置400は、プレート10に格子状に配列した全てのチューブ10aからシール部材13を確実に剥離することができる。
【0045】
なお、本実施形態では、ピールユニット450は、ピールローラ452を中心にして、ガイド451a,451bと、チューブ押さえローラ454a,454bと、プレート押さえローラ455a、455bとが線対称に構成されているため、剥離漏れが生じた場合のピールユニット450の反対方向への移動も適切に行うことができる。
【0046】
また、本実施形態においては、シールを剥離する構成としてピールユニット450(主として、ピールローラ452)を用いた場合で説明したが、これに限られるものではない。また、プレート10から1ラインずつシール部材13を剥離する場合を説明したが、ピール装置400を2ライン以上ずつ剥離するように構成することも可能であり、要するに少なくとも1ラインを剥離できればよい。
【0047】
更に、本実施形態においては、プレート支持台11をシール剥離位置へ搬送した後、ピールユニット450を移動させてシール部材13を剥離する場合について説明したが、これに限るものではない。例えば、ピールユニット450を固定し、プレート支持台11をピールユニット450に対して移動させてシール部材13を剥離するようにしても良い。更に言えば、シール部材13を剥離する構成は、ピールユニット450とプレート10とが相対的に移動する構成であれば良い。
【0048】
次に、シール装置600について説明する。シール装置600は、管理装置100の指示に基づいて、プレート10の上面全体(配列されているチューブ10aの開口群全体)を1つのシール部材12で覆い、密封する装置である。すなわち、シール装置600によって、図6(a)に示す状態から図6(b)に示す状態へと、プレート10に格子状に配列されたチューブ10aの開口の全てが、チューブ10a間の隙間とともに1枚のシール部材12によって覆われるようにしてシールされる。シール部材12としては、一面に熱で溶ける粘着剤(例えば、のり)が塗布されたアルミテープを用いることができるが、これに限られない。
【0049】
シール装置600は、例えば、ローラに繰り出し可能に巻回されたシール部材12と、シール部材12をプレート10のサイズに対応した必要な長さに切断する切断機構と、プレート10を支持する上記のプレート支持台11を初期位置から作業位置まで搬送する搬送機構と、作業位置でシール部材12を加熱する加熱機構と、を有している(これらは図示を省略する。)。シール装置600においては、ローラから繰り出されて切断されたシール部材12が、作業位置でプレート10の全チューブ10aの開口側を覆うように被せられ、加熱機構によって低温で加熱される。これにより、シール部材12の粘着剤が溶けて、シール部材12がプレート10上の全てのチューブ10aの開口縁部に熱融着され、この開口群全体を密封する。ただし、シール部材12はチューブ10aの開口縁部に溶着されるわけではないので、上述したピール装置400によって完全に剥離することが可能となっている。シール装置600は、チューブ10aの密封後、作業位置から初期位置までプレート支持台11を搬送する。なお、プレート10を載せたプレート支持台11は、搬送ロボットによってカッタ装置700に搬送される。
【0050】
次に、図7を参照して、カッタ装置700について説明する。カッタ装置700は、プレート10の上面全体、より具体的には全てのチューブ10aの開口を密封するシール部材12を、チューブ10a間の隙間毎に切断する装置である。すなわち、カッタ装置700によって、シール部材12で密封された図8(a)に示す状態から、チューブ10a毎に開口がシール部材13で密封された図8(b)に示す状態へと移行することになる。
【0051】
図7に示すように、カッタ装置700は、プレート支持台710と、カッタ部720及びカッタ部730と、移動機構740と、制御部750とを有している。カッタ部720、カッタ部730及び移動機構740によって、特許請求の範囲に記載のカッタユニットが構成されている。プレート支持台710には、シール部材12がシールされたプレート10が支持される。プレート支持台710は、上記のプレート支持台11を利用することができる。
【0052】
カッタ部720は、円柱形状をした回転部材722と、回転部材722の周面に所定の間隔毎に設けられたカッタ刃721と、を有している。同様に、カッタ部730は、円柱形状をした回転部材732と、回転部材732の周面に所定の間隔毎に設けられたカッタ刃731と、を有している。カッタ刃721,731が設けられるそれぞれの所定の間隔は、プレート10に格子状に配列されるチューブ10aの間隔と同じである。カッタ刃721,731は、プレート10が回転部材722,732の下側を通過する際、カッタ刃721,731がシール部材12に直接切り込んで切断することができる位置に配置されている。また、回転部材722、732の軸方向は、チューブ10aの格子状配列の縦及び横の各方向であり、互いに直交している。
【0053】
移動機構740は、プレート支持台711を、図7に示す基準位置から移動路741,742を用いて回転部材722へと移動させると共に、図7に示す基準位置から移動路743,744を用いて回転部材732へと移動させる機構である。
【0054】
制御部750は、移動機構740によるプレート支持台711の移動動作の他、カッタ部720のカッタ刃721及びカッタ部730のカッタ刃731の回転動作等を制御する。具体的には、制御部750は、まず、プレート支持台11が基準位置に位置していない場合、移動機構740を制御してプレート支持台11を基準位置に移動させる。
【0055】
次に、制御部750は、図示省略したモータにより回転部材722を回転させながら、移動機構740を制御してプレート支持台711を基準位置から回転部材722へと移動させ、最終的にプレート10が回転部材722を通過するまで移動させる。回転部材722の回転により、カッタ刃721にシール部材12を切断するための力が印加され、このカッタ刃721によって、シール部材12がプレート10の短手方向(第2の方向)において各チューブ10a間の隙間で切断される。その後は、プレート支持台711を基準位置へと戻すべく、移動させる。
【0056】
次いで、制御部750は、図示省略したモータにより回転部材732を回転させながら、移動機構740を制御してプレート支持台711を基準位置から回転部材732へと移動させ、最終的にプレート10が回転部材732を通過するまで移動させる。上記同様に、回転部材732の回転により、カッタ刃731にシール部材12を切断するための力が印加され、このカッタ刃731によって、シール部材12がプレート10の長手方向(第1の方向)においても各チューブ10a間の隙間で切断される。その後は、プレート支持台711を基準位置へと戻すべく、移動させる。
【0057】
以上説明した切断処理により、図8(b)に示すように、プレート10の上面全体を覆うシール部材12が、格子状に配列された各チューブ10a間の隙間で切断され、チューブ10a毎に開口を密封するシール部材13が作成される。なお、本実施形態において、カッタ装置700は、カッタ刃721,731に切断のための力を印加する構成として、上記の機械的構成(回転部材722,732)に限るものではない。例えば、いわゆる超音波カッタを用いることもできる。この場合には、回転部材722及び回転部材732に代わる印加手段としては、カッタ刃721,731に超音波振動を印加するものが用いられる。
【0058】
更に、本実施形態においては、プレート10に対して、移動機構740によりカッタ部720,730を移動させる例を説明したが、これに限るものではない。例えば、カッタユニット(カッタ部720,730)の位置を固定し、プレート10を上記した二方向に移動させることでシール部材12の切断処理を行ってもよい。要するに、シール部材12を切断する構成は、カッタユニットとプレート10とが相対的に移動する構成であれば良い。
【0059】
以上説明したように、本実施形態の試料ハンドリングシステム1によれば、シール装置600及びカッタ装置700によって、格子状に配列したチューブ10a毎に開口をシール部材13で密封することができる。また、ピール装置400によって、個々のシール部材13を1ラインずつプレート10から1ラインずつ剥離することができる。したがって、チューブ10aの数が多くてシール部材12が大きい場合であっても、ピール装置400による個々のシール部材13の剥離を円滑に且つ適切に行うことが可能となる。
【符号の説明】
【0060】
1・・・・試料ハンドリングシステム、10・・・プレート、10a・・チューブ、11・・・プレート支持台、12・・・シール部材、13・・・切断されたシール部材、400・・・ピール装置、420・・・供給ローラ、430・・・巻き取りドラム、450・・・ピールユニット、452・・・ピールローラ、454a,454b・・・チューブ押さえローラ、455a,455b・・・プレート押さえローラ、600・・・シール装置、700・・・カッタ装置
【特許請求の範囲】
【請求項1】
それぞれが試料を注入されるための開口を有する複数の容器に対して、その開口の全てを当該容器間の隙間とともに覆うようにしてシールするシール部材を有するシール装置と、
前記複数の容器の開口が個々にシールされるように、前記シール部材を前記容器間の隙間で切断するカッタ装置と、
前記複数の容器の開口を個々にシールするシール部材を全て剥離するピール装置と、
を備えた、試料ハンドリングシステム。
【請求項2】
第1の方向と当該第1の方向に直交する第2の方向とに前記複数の容器を配列して支持する支持ユニットを更に備えた、請求項1に記載の試料ハンドリングシステム。
【請求項3】
前記ピール装置は、前記支持ユニットに対して相対的に前記第1の方向に移動するピールユニットを有し、
前記ピールユニットは、前記第1の方向への相対的な移動に伴い、前記複数の容器の開口を個々にシールするシール部材のうち、前記第2の方向に配列された1ラインのシール部材を少なくも1ラインずつ剥離する、請求項2に記載の試料ハンドリングシステム。
【請求項4】
前記カッタ装置は、前記支持ユニットに対して相対的に前記第1の方向及び前記第2の方向に移動するカッタユニットを有し、
前記カッタユニットは、前記第1の方向及び前記第2の方向への相対的な移動に伴い、当該両方向にある前記容器間の隙間で前記シール部材を切断する、請求項2又は3に記載の試料ハンドリングシステム。
【請求項5】
前記カッタユニットは、
前記シール部材に切り込むカッタ刃と、
前記カッタ刃に前記シール部材を切断するための力を印加する印加手段と、を有する、請求項4に記載の試料ハンドリングシステム。
【請求項6】
前記印加手段は、前記力として超音波を用いるものである、請求項5に記載の試料ハンドリングシステム。
【請求項7】
前記複数の容器を前記支持ユニットを介して、前記シール装置、前記カッタ装置及び前記ピール装置に搬送する搬送手段を更に備えた、請求項2ないし6のいずれか一項に記載の試料ハンドリングシステム。
【請求項1】
それぞれが試料を注入されるための開口を有する複数の容器に対して、その開口の全てを当該容器間の隙間とともに覆うようにしてシールするシール部材を有するシール装置と、
前記複数の容器の開口が個々にシールされるように、前記シール部材を前記容器間の隙間で切断するカッタ装置と、
前記複数の容器の開口を個々にシールするシール部材を全て剥離するピール装置と、
を備えた、試料ハンドリングシステム。
【請求項2】
第1の方向と当該第1の方向に直交する第2の方向とに前記複数の容器を配列して支持する支持ユニットを更に備えた、請求項1に記載の試料ハンドリングシステム。
【請求項3】
前記ピール装置は、前記支持ユニットに対して相対的に前記第1の方向に移動するピールユニットを有し、
前記ピールユニットは、前記第1の方向への相対的な移動に伴い、前記複数の容器の開口を個々にシールするシール部材のうち、前記第2の方向に配列された1ラインのシール部材を少なくも1ラインずつ剥離する、請求項2に記載の試料ハンドリングシステム。
【請求項4】
前記カッタ装置は、前記支持ユニットに対して相対的に前記第1の方向及び前記第2の方向に移動するカッタユニットを有し、
前記カッタユニットは、前記第1の方向及び前記第2の方向への相対的な移動に伴い、当該両方向にある前記容器間の隙間で前記シール部材を切断する、請求項2又は3に記載の試料ハンドリングシステム。
【請求項5】
前記カッタユニットは、
前記シール部材に切り込むカッタ刃と、
前記カッタ刃に前記シール部材を切断するための力を印加する印加手段と、を有する、請求項4に記載の試料ハンドリングシステム。
【請求項6】
前記印加手段は、前記力として超音波を用いるものである、請求項5に記載の試料ハンドリングシステム。
【請求項7】
前記複数の容器を前記支持ユニットを介して、前記シール装置、前記カッタ装置及び前記ピール装置に搬送する搬送手段を更に備えた、請求項2ないし6のいずれか一項に記載の試料ハンドリングシステム。
【図1】



【図2】
【図3】

【図4】

【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−107663(P2013−107663A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252886(P2011−252886)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(508128129)株式会社C.A.N. (4)
【出願人】(503318666)日京テクノス株式会社 (19)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(508128129)株式会社C.A.N. (4)
【出願人】(503318666)日京テクノス株式会社 (19)
【Fターム(参考)】
[ Back to top ]