
詰め物用交絡糸及びこれを用いた詰め物体
【課題】嵩高で耐洗濯性に優れた詰め物用交絡糸及びこれを用いた詰め物体を提供する。
【解決手段】長繊維で構成され、芯糸2と芯糸2よりも長い花糸3を含み、芯糸2と花糸3は交絡により一体化しており、花糸3は開繊されてループ状繊維を形成している詰め物用交絡糸。前記長繊維交絡糸を側地内に充填した詰め物体であって、交絡糸は詰め物の長さ方向に配列され、交絡糸は詰め物の幅方向に縫製された複数本のキルト糸により固定されている。好ましくはさらに人体の上半身より外側の位置に人体の形状に沿ってキルト糸が加えられている詰め物体。
【解決手段】長繊維で構成され、芯糸2と芯糸2よりも長い花糸3を含み、芯糸2と花糸3は交絡により一体化しており、花糸3は開繊されてループ状繊維を形成している詰め物用交絡糸。前記長繊維交絡糸を側地内に充填した詰め物体であって、交絡糸は詰め物の長さ方向に配列され、交絡糸は詰め物の幅方向に縫製された複数本のキルト糸により固定されている。好ましくはさらに人体の上半身より外側の位置に人体の形状に沿ってキルト糸が加えられている詰め物体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長繊維で構成される詰め物用交絡糸及びこれを用いた詰め物体に関する。
【背景技術】
【0002】
羽毛布団、羽毛ジャケットなどの羽毛製品に充填される羽毛は、一般的には水鳥の羽毛が使用されている。水鳥としてはグース(ガチョウ)、ダック(アヒル)、北極圏の海岸線に生息するアイダー(野生の鴨)などである。羽毛には、胸毛にあたるダウンと、羽根と呼ばれるフェザーがあり、ともに羽毛製品に使われている。羽毛の産地はポーランド、ハンガリーなどの中欧、スカンジナビア半島を含む北欧、中国などである。羽毛は、嵩高性に優れ、暖かく、掛け布団や羽毛ジャケットの羽毛製品として高級素材の地位を占めている。
【0003】
しかし、天然の羽毛は水鳥に依存しており、その供給量には限度がある上、自然条件や厄病(例えば鳥ウィルス)の影響によって供給量も変動するという問題がある。あるいは自然保護の観点から、野生の鳥を捕捉することには限度がある。その上、天然の羽毛は、洗いが不充分であると悪臭の原因となるため、事前に悪臭の原因となる汚物を除去し、羽毛の洗浄の程度を見る清浄度と酸素計数を一定のレベルに保つ管理が必要である。加えて、羽毛布団、羽毛ジャケットなどの羽毛製品の洗濯は容易ではないという基本的な問題がある。
【0004】
そこで、従来から詰め綿については多くの提案がある。特許文献1には短繊維をループ状に屈曲させ、集中点を固着することが提案されている。特許文献2にはエアーノズルを用いて芯繊維とループ繊維とを空気交絡させた後に融着することが提案されている。特許文献3にはポリエステル繊維を加熱処理により収縮させて捲縮を発現させ、嵩高と弾力性を持たせることが提案されている。特許文献4には無撚の短繊維を低融点繊維で結束し、融着させることが提案されている。本出願人らは特許文献5において芯糸と花糸から構成され、芯糸を融着させる詰め綿を提案している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭55−158366号公報
【特許文献2】特開昭58−146385号公報
【特許文献3】特開平6−93513号公報
【特許文献4】WO2006/104010A1
【特許文献5】特開2009−52183号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らは、特許文献1,4のように短繊維を花糸に使用した例では、洗濯により詰め物の片寄りが生じ、嵩はへたり易く、嵩の耐久性に問題があった。特許文献2のように単に空気交絡をさせ融着する方法では十分な嵩高性が得られず、特許文献3のように繊維自体の捲縮だけで嵩高性を発現させた例でも、やはり洗濯により詰め物の片寄りが生じ、へたり易く、嵩の耐久性に問題があり、そのため、現在に至るまで実用化されているのはカード開繊綿であるという問題があった。特許文献5に提案の詰め綿は柔らかいが、耐洗濯性に問題があり、洗濯により詰め綿が片寄ってしまう問題と、花糸をウエストゲージに回転又は糸振りさせて供給する必要があり、いずれの場合も糸の落下速度が遅く、これが障害となって糸の巻き取り速度を上げることができず、生産性はあまり高くないという問題があった。
【0007】
本発明は、上記問題を解決するため、嵩高で耐洗濯性に優れ、生産性も高くて製造コストの安い詰め物用交絡糸及びこれを用いた詰め物体を提供する。
【課題を解決するための手段】
【0008】
本発明の詰め物用交絡糸は、長繊維で構成される詰め物用交絡糸であって、前記交絡糸は、芯糸と前記芯糸よりも長い花糸を含み、前記芯糸と花糸は交絡により一体化しており、前記花糸は開繊されてループ状繊維を形成していることを特徴とする。
【0009】
本発明の詰め物体は、前記の詰め物用交絡糸を側地内に充填した詰め物体であって、前記交絡糸は前記詰め物の長さ方向に配列され、前記交絡糸は前記詰め物の幅方向に縫製された複数本のキルト糸により固定されていることを特徴とする。
【発明の効果】
【0010】
本発明は、長繊維(フィラメント)をエアー交絡させているため、嵩は高く、耐洗濯性に優れ、生産性も高くて製造コストの安い詰め物用交絡糸を提供できる。また本発明の詰め物体は、固定箇所の間で長繊維エアー交絡糸の長さは変化することはなく、花糸と芯糸は一体化しているので、洗濯を繰り返しても長繊維エアー交絡糸の動きは制限され、詰め綿の片寄りが少なく、嵩も高い詰め物製品を提供できる。さらに、ドレープ性が良好で保温性も高い詰め物体を提供できる。
【図面の簡単な説明】
【0011】
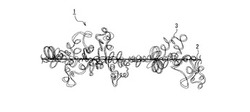
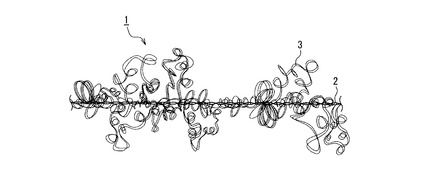
【図1】図1は本発明の一実施例における交絡糸の側面図である。
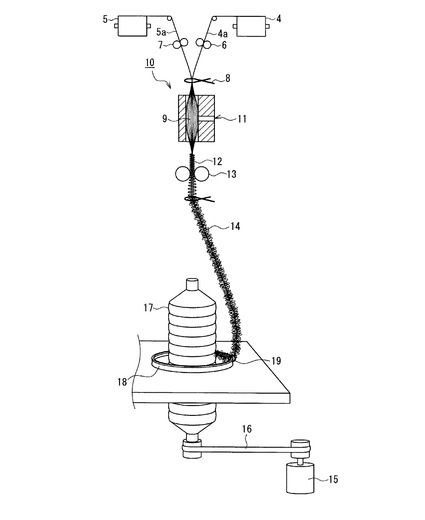
【図2】図2は本発明の一実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。
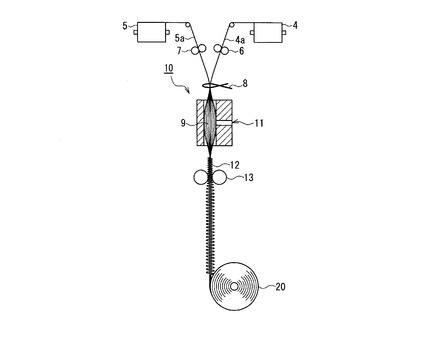
【図3】図3は本発明の別の実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。
【図4】図4は本発明の一実施例の製造工程図である。
【図5】図5Aは本発明の一実施例の掛け布団の斜視図、図5Bは同I-I線の断面図である。
【図6】図6は本発明の別の実施例の掛け布団の平面図である。
【図7】図7は本発明の一実施例における長繊維エアー交絡糸を複数本束ねてその長さ方向の周囲にフィルムを円筒状にラッピングした包装体の斜視図である。
【図8】図8Aは本発明の一実施例の掛け布団のドレープ性を示す説明図、図8Bは別の実施例の掛け布団のドレープ性を示す説明図、図8Cは比較例の羽毛掛け布団のドレープ性を示す説明図である。
【発明を実施するための形態】
【0012】
本発明において交絡とは、複数本からなる長繊維糸(フィラメント糸)束を構成する単繊維が相互に絡まり集束性を与えられた状態をいう。交絡は、エアーノズルから噴射される高速気流の作用により、走行する繊維束のフィラメントをかく乱し、開繊し、繊維相互の配列を乱すことによって形成される。エアー交絡糸の生産性は高いため、製造コストを安くできる。
【0013】
本発明で使用する長繊維詰め綿は、花糸を芯糸で一体化した長繊維詰め綿であり、前記花糸は開繊されてループ状繊維を形成している。これにより、嵩高い詰め物が得られる。本発明において、構成単繊維が必ずしも互いに融着固定されている必要はない。もちろん、融着固定されていてもよい。また、エアー交絡時に同時に開繊されてもよいし、独立した開繊工程によって開繊されてもよい。なお、花糸と芯糸の一体化は、交絡だけでも実現できるが、花糸と芯糸をまとめて撚りをかけてもよい。ループ状繊維は長繊維であるマルチフィラメント繊維で構成され、開繊され、ループ状繊維同士を融着させてもよい。ループ状繊維同士が融着されることにより、嵩高性の向上と耐洗濯性を向上できる。すなわち、開繊させたループ状繊維同士を融着させることにより、固定点が多くなるため、へたりにくくなる。
【0014】
ループ状繊維のループの平均長さは1〜200mmの範囲が好ましく、5〜50mmの範囲がより好ましく、10〜40mmの範囲がさらに好ましい。ループ状繊維のループの平均長さが前記の範囲であれば、風合いと嵩高性と嵩耐久性を更に高めることができる。
【0015】
ループ状繊維(花糸)の単繊維繊度が0.1〜300dtex、かつトータル繊度が10〜600dtex(dtexはdeci texを示す。)の範囲が好ましい。更に好ましくは単繊維繊度が1.0〜50dtex、かつトータル繊度が20〜250dtexの範囲であり、特に好ましくは単繊維繊度が2.0〜25dtex、かつトータル繊度が30〜100dtexの範囲である。繊度が前記の範囲であれば、へたりにくく、かつ風合いも良好である。
【0016】
交絡糸は無撚りでも良いし、実撚りを加えても良い。無撚りの場合の糸の巻き取り速度は50〜1500m/分とすることができる。実撚りを加えると、芯糸と花糸との一体化固定がさらに高まる。実撚りを加える場合の糸の巻き取り速度は10〜100m/分とすることができる。
【0017】
交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲、特に0.02〜1.5g/mの範囲が好ましい。この範囲であると、詰め物加工にする際の取り扱いに便利である。
【0018】
交絡糸の花糸は、芯糸に対して1.1〜100倍長いことが好ましい。この範囲であると、花糸が長い分だけループ繊維になり、嵩高くできる。交絡糸の花糸は芯糸に対して1.1〜30倍長いことがさらに好ましい。
【0019】
交絡糸は、芯糸と花糸の走行方向に対して垂直方向に圧空を噴射するエアー交絡機により処理されたものである。この処理により効率よく交絡糸を製造できる。
【0020】
交絡糸は複数本束ねられ、その長さ方向の周囲にフィルムが円筒状にラッピングされているのが好ましい。このような包装体を使用すると、梱包及び輸送に便利なだけでなく、詰め物を製造する際に、側地内に交絡糸を充填する際にも便利である。すなわち、筒状体のフィルムの端から交絡糸束を露出させ、この露出部を側地の端に配置して抑え、フィルムを抜くだけで側地内に交絡糸束を収納できる。
【0021】
花糸及び/又は芯糸は通常の合成繊維(非融着繊維)を使用できる。非融着繊維としては、ポリエステル、ナイロン、ポリプロピレン等の合成繊維が好ましい。非融着繊維と融着繊維を使用することもできる。花糸及び/又は芯糸が融着繊維を含む場合、花糸及び芯糸の融着繊維は、融点が異なる2以上のポリマーで構成される複合繊維とするのが好ましい。この複合繊維としては、高融点ポリマーが芯、低融点ポリマーが鞘である芯鞘構造の繊維が好ましい。低融点ポリマーを融着させるためである。このような芯鞘構造の複合繊維は、例えばKBセーレン社製“ベルカップル”、ユニチカ社製“メルセット”、ウンジンケミカル社製“EZBON”などがある。これらの複合繊維は、芯がポリエチレンテレフタレート(PET)であり、鞘が低融点ポリエステル共重合体で構成されている。花糸及び芯糸の融着繊維は、ポリエステルマルチフィラメント融着繊維であることが好ましい。ポリエステルはへたりにくいからである。また、融着繊維の融着温度が160〜200℃であることが好ましい。この範囲であれば、加工しやすい。前記芯糸の融着繊維と非融着繊維の割合は、前記芯糸を100重量%としたとき融着繊維が10〜100重量%、非融着繊維が0〜90重量%であることが好ましい。
【0022】
芯糸は、融点が異なる2以上のポリマーで構成される複合繊維を含む構成でもよい。融点が異なる2以上のポリマーで構成される複合繊維としては、融点の異なるポリマーを芯鞘状などに複合したコンジュゲート繊維などが例示され、具体的には、高融点ポリマーがポリプロピレンポリマーであり、低融点ポリマーがポリエチレンポリマーまたは低融点ポリプロピレンポリマーからなる芯鞘繊維等が挙げられる。融点が異なる2以上のポリマーで構成される複合繊維は、単独で芯糸を構成してもよく、また他の芯糸と組み合わせて、芯糸を構成してもよい。ループ状繊維をより確実に一体化する観点から、芯鞘繊維を低融点熱接着繊維糸と組み合わせて用いるのが好ましい。
【0023】
前記融点が異なる少なくとも2種類の芯糸又は融点が異なる2以上のポリマーの融点差は、10〜200℃あることが好ましい。
【0024】
ループ状繊維(花糸)と芯糸の重量比は、ループ状繊維(花糸)と芯糸を母数にしたとき、ループ状繊維(花糸)の割合は51〜99質量%(wt%)の範囲が好ましい。更に好ましくは80〜98wt%の範囲、特に好ましくは85〜97wt%の範囲である。前記範囲であれば、芯糸による固定一体化はしっかりしたものとなり、かつ風合いも良好となる。
【0025】
本発明の詰め綿には、さらにシリコーン処理剤が熱固定されていることが好ましい。シリコーン処理剤の好ましい付着量は、ループ状繊維(花糸)と芯糸の合計量に対して0.1〜10wt%の範囲である。さらに、硬さ調整のためアクリル樹脂、ウレタン樹脂等を固定しても良い。
【0026】
本発明の詰め綿は長繊維である。基本的に数十センチメートル〜数十万メートルあるいはそれ以上の長さでも可能である。側地と一体化する際には、側地の1辺の長さに折りたたんでもよいし、布団の長さ又は幅の長さにカットしても良いし、これより2〜20cm程度長くカットしてもよい。長繊維詰め綿の引き揃え方向は、人体の身長方向に配列するのが好ましい。例えば掛け布団であれば縦方向、枕であれば長さ方向(縦方向)、防寒コートであれば身長方向である。長繊維エアー交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲が好ましく、さらに好ましい重量は0.02〜1.5g/mの範囲である。前記の範囲であれば製造が可能で取り扱い性も良好である。
【0027】
本発明の詰め物体は、長繊維エアー交絡糸を詰め物の長さ方向に配列して充填され、詰め物の幅方向に縫製された複数本のキルト糸により側地と固定されている。これにより、固定箇所の間で交絡糸の長さは変化することはなく、花糸と芯糸は一体化しているので、洗濯を繰り返しても交絡糸の動きは制限され、詰め綿の片寄りが少なく、嵩も高い詰め物製品となる。前記においてキルト糸複数本とは好ましくは2本〜10本であり、さらに好ましくは3本〜5本である。前記の範囲であれば、嵩高性を保持できて暖かく、かつ洗濯などによる長繊維エアー交絡糸の動きを抑制することができる。なお、本発明の詰め物体は、長繊維交絡糸とともに、その他長繊維詰め物を用いてもよく、その他長繊維詰め物と本発明の長繊維交絡糸とを混合して、複数本のキルト糸により側地と固定してもよい。また、他の羽毛や人工羽毛と併用してもよい。
【0028】
キルト糸はさらに人体の上半身より外側の位置に人体の形状に沿って加えられていることが好ましい。この形状であると、人体に沿って詰め物体は折れ曲がり、人体からの放熱が防げる。本発明においては、人体に沿って詰め物体が折れ曲がる性質をドレープ性といい、測定方法は後に示す。
【0029】
側地内において交絡糸の末端は折り返され、固定せずフリー状態にしておくと、詰め物体の端部周辺領域は膨張してボリュームが高くなり、暖かくできることから好ましい。
【0030】
本発明における詰め物体は、布団、毛布、寝袋、枕、クッション、マット、ぬいぐるみ、ひざ掛け、ジャケット、パンツ、ベスト、コート、防寒服又はネックウォーマーに好適である。洗濯ができるウォッシャブル性があることから、寝具類はホテル用、レンタル用、災害用、病院用、老人施設用などに好適であり、衣類はスポーツ用に好適である。
【0031】
以下図面を用いて説明する。各図面において、同一符号は同一部分を示す。図1は本発明の一実施例における長繊維交絡糸の側面図である。この長繊維交絡糸1は、芯糸2と花糸3の構成繊維が互いに絡まっており、花糸3が開繊されて部分的にループ状繊維を形成する。なお、芯糸及び/又は花糸が融着繊維を含む場合は、キュアリング時に芯糸及び花糸を融着固定することもできる。この場合は、開繊されて部分的にループ状繊維を形成した花糸3及び/又は芯糸2は融着された部分を有する。
【0032】
図2はエアー交絡糸の製造方法を示す模式的説明図である。巻き糸体4から芯糸4aを引き出し、巻き糸体5から花糸5a引き出し、2個のフィードローラ6、7と糸ガイド8を通過させてエアー交絡装置10に供給する。エアー交絡装置10に圧力空気11を供給すると、糸道9内の繊維は開繊されたり旋回されることにより、互いに交絡する。12は混繊交絡糸である。芯糸の供給速度は10〜200m/分、花糸の供給速度は20〜10000m/分、巻き取り速度10〜200m/分、空気圧力0.01〜1.0MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ13通過後の糸をリング撚糸機構付のパーン17で巻き取る。リング撚糸機は、モーター15、ベルト16を介してパーン17が回転され、この周りのリング18にトラベラー19が組み込まれ、パーン17の回転より遅れて回転することにより、トラベラー19を通過する交絡糸14には実撚りが掛けられる。好ましい撚り数は1〜400回/mである。
【0033】
図3は本発明の別の実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。図2と異なる部分は、エアー交絡糸を実撚りを掛けずに巻き糸体20に巻き取る部分である。この方法は、糸の巻き取り速度を20〜1500m/分と高速化でき、生産性が高いところに利点がある。
【0034】
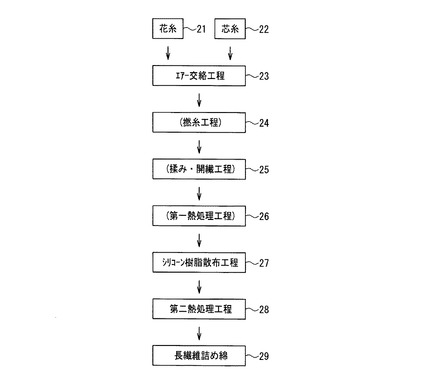
図4は本発明の一実施例の製造工程図である。図4中の( )内は必須ではない。花糸21と芯糸22はエアー交絡工程23で交絡処理され、必要により撚糸工程24で実撚りが掛けられ、必要により揉み・開繊工程25で開繊処理される。この工程では、ゴム、織物、不織布、樹脂シート等を2枚擦り合わせることにより、間に入れたループヤーンは揉まれ、花糸21は開繊されてループ状繊維となる。開繊するには揉み手段のほか、叩いたり、ブラッシング処理等を採用することもできる。機械的揉み機の揉み部材としては、ゴム(ネオプレンゴム、シリコーンゴム、ウレタンゴム、フッ素ゴム等)発泡体(ウレタンフォーム、シリコーンゴムフォーム、エチレン−ビニルアルコール(EVA)系発泡体、セルロース系発泡体等)、不織布、人工皮革等がある。また、ブラシの場合は、ナイロン、ポリエステル、ポリオレフィン、塩化ビニル、アクリル、アラミド、フッ素樹脂等の合成繊維;羊毛、馬毛、鹿毛、豚毛等の獣毛繊維、金属線等のブラシがある。
【0035】
揉み・開繊工程で開繊処理されたループヤーンは、第一熱処理工程26で熱処理する。第一熱処理工程26も必須工程ではないが、融着繊維を使用する場合に加える。熱処理温度は、融着ポリマーが融着する例えば70〜220℃、特に140〜210℃、熱処理時間は1秒〜20分程度が好ましい。さらに、1kg/cm2以上の圧力を加えるとより好ましい。この第一熱処理により、開繊されたループ状繊維同士の接触部は融着される。芯の部分にもループ状繊維は集中するので融着される。
【0036】
次にシリコーン樹脂散布工程27において、シリコーン樹脂が散布される。シリコーン樹脂としては、分子末端がハイドロジェン基(−OH)、ビニル基(−CH=CH2)等を有する反応性シリコーン処理剤を使用するのが好ましい。例えば、松本油脂製薬社製“TERON E 530”バルキーシリコン、“TERON E 731”、“TERON E 722”等のソフトシリコンを使用できる。散布量は、乾燥重量で詰め綿に対し0.1〜10wt%散布するのが好ましい。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングする。
【0037】
次に第二熱処理工程28において、例えば120〜200℃で1秒〜20分程度熱処理し、シリコーン樹脂をキュアリングする。このようにして長繊維詰め綿29を得る。
【0038】
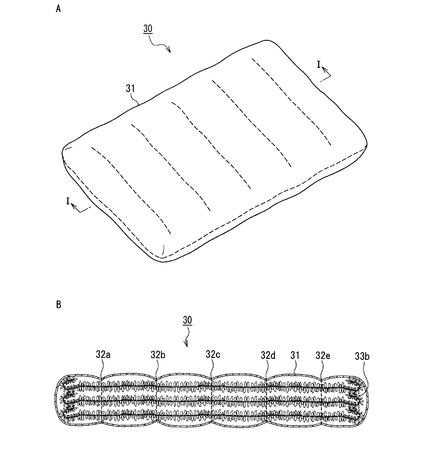
図5Aは本発明の一実施例の掛け布団の斜視図、図5Bは同I−I線の断面図である。掛け布団30は側地31と、側地内に充填されている長繊維エアー交絡糸33aと、布団の幅方向に縫製したキルト線32で構成されている。この例では、幅方向のキルト線32は、5本のキルト線32a−32eとしている。キルト線は連続した縫製線でも良いし、和とじのように点縫いでつなげても良い。長繊維エアー交絡糸33aの両端部33bは折り返され、固定せずフリー状態にしておくと、掛け布団30の隅々まで詰め綿を充填でき、ボリューム感も出せて暖かい状態を保てる。折り返し長さは任意のものとすることができる。好ましくは2〜20cmである。
【0039】
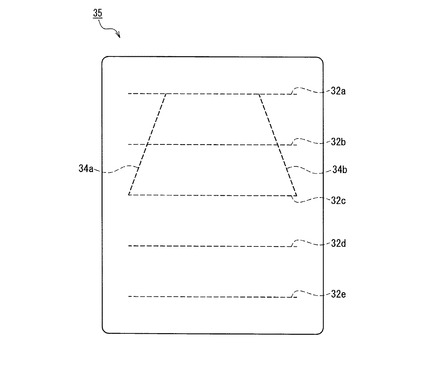
図6は本発明の別の実施例の掛け布団の平面図である。図5Aと異なる部分は、上半分にハ字状のキルト線34a,34bを加えたことである。キルト線34a,34bは首から肩にかけての人体の上半身より外側に沿った位置に加えられているので、人体に沿って詰め物体は折れ曲がり、人体の上半身からの放熱が防げる。キルト線34a,34bは掛け布団35の上端まで入れても良いが、図6に示すように幅方向のキルト線32aから中央のキルト線32cまで入れてもよい。
【0040】
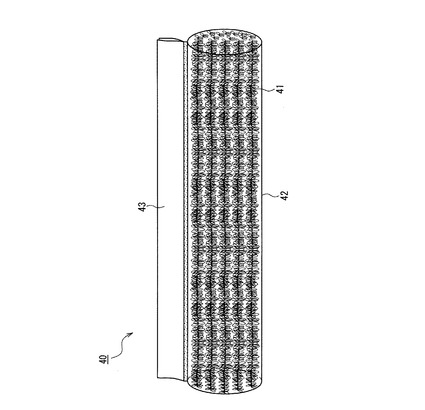
図7は本発明の一実施例における長繊維エアー交絡糸41を複数本束ねてその長さ方向の周囲にフィルム42を円筒状にラッピングした包装体40の斜視図である。43はシール部である。このような包装体40は、梱包及び輸送に便利なだけでなく、詰め物製造時、側地内に交絡糸を充填する際にも便利である。すなわち、筒状体のフィルム42の端から交絡糸41の束を露出させ、この露出部を側地の端に配置して抑え、フィルムを抜くだけで側地内に交絡糸41の束を収納できる。包装フィルムはポリエステル、ポリエチレン、ポリプロピレンなど任意のフィルムを使用できる。
【0041】
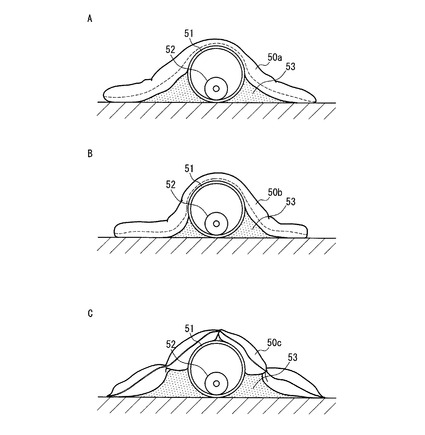
図8Aは本発明の一実施例の掛け布団50aのドレープ性を示す説明図、図8Bは別の実施例の掛け布団50bのドレープ性を示す説明図、図8Cは比較例の羽毛掛け布団50cのドレープ性を示す説明図である。直径310mm、長さ1mの円筒体51の内部に錘52を置き、円筒体51を固定し、円筒体51の上から掛け布団を掛け、円筒体51と掛け布団との間に形成される隙間53の面積を算出することにより、ドレープ性の評価ができる。羽毛掛け布団50cは側地内の羽毛が嵩高いためドレープ性は良好ではなく、図8Cのように円筒体51との隙間が大きく、この隙間から熱が放散して保温性(クロー値)はあまり高くならない。これに対して図8A−Bに示す掛け布団は、ドレープ性が良好で保温性(クロー値)も高くなる。ここでクロー値とは、着衣の熱抵抗を表わす単位であり、物理単位ではあるが、実用単位でもある。クロー値はSI単位による熱抵抗の単位(m2・K)/Wに換算係数0.155をかけることにより求められる。1クローの保温力とは、気温21.2℃、相対湿度50%RH以下、気流0.1m/sの室内で、椅子座位安静の男子(エネルギー代謝M58W/m2)が、快適で、平均皮膚温度を33℃に維持できるような着衣の保温力である(「繊維の百科事典」、丸善、2002年3月25日、497-498頁)。クロー値が高いほど保温力は高い。
【実施例】
【0042】
以下実施例により、本発明をさらに具体的に説明する。なお本発明は下記の実施例に限定されるものではない。
【0043】
各物性の測定方法について説明する。
(1)洗濯評価
家庭用洗濯機を使用し、市販洗剤(花王社製「アタック」)30gを加えて水で洗濯し、濯ぎを2回し、その後乾燥した。この洗濯を5回繰り返した後、詰め物が片寄っていないか手で触って検査した。
(2)ドレープ性
図8A−Cのトレース図面に示す写真から、隙間53の面積を算出することにより、ドレープ性の評価をした。この測定は写真データをパソコンに入力し、隙間の面積を算出して評価した。ドレープ性は数値が低いほど隙間の面積が小さく、優れる。
(3)保温性
保温性は、クロー(clo)値を算出することにより評価した。クロー値は、室温20℃、湿度65%RHに調整された環境室にて、市販されている敷布団及び枕の上に寝かせたサーマルマネキン(各部位の表面温度が36℃に一定)の上に測定サンプルの布団を掛けて、半日以上放置した後、測定開始から1時間後の消費電力、サーマルマネキンの各部位の表面温度(各部位ごとに表面温度が低下したら36℃一定になるように発熱)、環境温度を測定することにより布団の熱抵抗(保温性)を算出する。算出された熱抵抗をクロー(clo)という単位で表す。
(4)バルキー性
掛け布団の場合、2つ折りにした状態で厚さを測定し、バルキー性の評価とした。バルキー性は数値が高いほど嵩高いことを意味し、優れる。なお、厚さの測定については、ばらつきを減らすために、40cm×40cmのダンボール紙(重さ:80g)を2つ折りした掛け布団の上に載せ、そのダンボール紙の下面の高さを2カ所測定し、その平均値を2つ折りにした状態の厚さとした。
【0044】
(実施例1)
本実施例は芯糸及び花糸に融着繊維を使用した例である。芯糸及び花糸共にウンジンケミカル社製商品名“EZBON”(芯がPET、鞘がポリエステル共重合体からなる複合マルチフィラメント繊維、トータル繊度78dtex、フィラメント数24本、ストレート糸)を用い、図2に示すエア交絡装置の2個のフィードローラ6,7に、それぞれ2本供給し、芯糸の供給速度を50m/分、花糸の供給速度を800m/分、巻き取り速度50m/分として、空気圧力0.4MPaの交絡ノズル10で混繊交絡処理を施した後、デリベリローラ13通過後の糸をリング撚糸機構付のパーンで巻き取り、エアー交絡糸を得た。撚り数は250回/mであった。
【0045】
得られた長繊維エアー交絡糸はパーンから解舒し、図4に示す揉み・開繊工程で開繊処理した。揉み・開繊工程では、ゴム、織物、不織布、樹脂シート等を2枚擦り合わせることにより、間に入れたループヤーンは揉まれ、開繊された。
【0046】
次にシリコーン樹脂散布工程において、シリコーン樹脂を散布した。シリコーン樹脂としては、松本油脂製薬社製“TERON E 530”のバルキーシリコン、“TERONE 731”、“TERON E 722”のソフトシリコンを3種混合水溶液として使用した。散布量は、乾燥重量で詰め綿に対し3.0wt%散布した。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングすると共に芯糸及び花糸を融着固定した。
【0047】
得られた長繊維詰め綿は、図1に示すように芯糸2と花糸3の構成繊維が互いに絡まっており、花糸3が解繊されて部分的にループ状繊維を形成しており、解繊されて部分的にループ状繊維を形成している花糸3同士が融着された部分を含み、芯糸2も融着されていた。この長繊維詰め綿の1mあたりの重量は0.2gであった。
【0048】
得られた長繊維詰め綿を図7に示すように一方向に引き揃えてラッピング包装した。長繊維詰め綿の長さは230cmとした。この包装体を、シートをタテ210cm、ヨコ150cmの側地内に1400g充填して掛け布団とした。長繊維詰め綿の両端は図5Aに示すように10cmずつ折り曲げた。キルティング縫製線は図5Bに示すように形成した。得られた掛け布団は5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品の羽毛掛け布団とほぼ同一の暖かさであった。その他の測定評価を加えて表1にまとめて示す。
【0049】
(比較例1)
この比較例は、実施例1の縫製による固定がない例である。実施例1のように側地と長繊維詰め綿とを一体縫製せずに、側地内に単に長繊維詰め綿を充填した詰め物体について、5回洗濯後の掛け布団を観察したところ詰め綿の片寄りが認められ、四隅には詰め綿がない状態であった。
【0050】
(実施例2)
実施例1で得られた長繊維詰め綿を使用して、キルティング縫製線を除き実施例1と同様にして掛け布団を製造した。キルティング縫製線は図6に示すように形成した。得られた掛け布団は5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品1及びダウン90質量%,フェザー10質量%の従来品2の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表1にまとめて示す。
【0051】
【表1】

【0052】
表1に示すとおり、本発明の実施例1〜2品は従来品に比べてドレープ性が良好で保温性が高かった。また、本発明の実施例1〜2品はキルトを入れているので、バルキー性は低くなると予想したが、それほど低くはならず、大きな欠点にはならないことが確認できた。
【0053】
(実施例3、実施例4)
本実施例は芯糸及び花糸共に融着繊維を使用しない例である。芯糸にPETマルチフィラメント繊維(トータル繊度33dtex、フィラメント数18本、ユニチカ社製商品名“シルミー”)を、花糸にPETマルチフィラメント繊維(トータル繊度40dtex、フィラメント数12本、帝人社製商品名“エアロカプセル”)を用い、エアー交絡装置の2個のフィードローラに、それぞれ1本供給し、芯糸の供給速度を50m/分、花糸の供給速度を800m/分、巻き取り速度55m/分として、空気圧力0.4MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ通過後の糸をリング撚糸機構付のパーンで巻き取り、エアー交絡糸を得た。撚り数は250回/mであった。得られたループヤーン(エアー交絡糸)は、エアー交絡時に同時に開繊されおり、実使用上問題ない開繊状態であった。
【0054】
次にシリコーン樹脂散布工程において、シリコーン樹脂を散布した。シリコーン樹脂としては、松本油脂製薬社製“TERON E 530”のバルキーシリコン、“TERONE 731”、“TERON E 722”のソフトシリコンを3種混合水溶液として使用した。散布量は、乾燥重量で詰め綿に対し3.0wt%散布した。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングした。
【0055】
得られた長繊維詰め綿では、芯糸42と花糸41の構成繊維が互いに絡まることにより一体化されており、花糸41が解繊されて部分的にループ状繊維を形成していた。なお、融着は認められなかった。また、得られた長繊維詰め綿の1mあたりの重量は0.15gであった。
【0056】
得られた長繊維詰め綿を使用して、実施例1と同様にして掛け布団を製造した。キルティング縫製線は図5A(実施例3)と図6(実施例4)に示す形状とした。得られた掛け布団は、実施例3品及び実施例4品とも5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品及びダウン90質量%,フェザー10質量%の従来の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表2にまとめて示す。
【0057】
(実施例5、実施例6)
実施例3において、実撚りを加えず、無撚りとした以外は実施例1と同様にエアー交絡糸を製造した。図3に示す製造装置を用いた。芯糸の供給速度50m/分、花糸の供給速度800m/分、巻き取り速度55m/分として、空気圧力0.4MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ通過後の糸をそのまま巻き取り、エアー交絡糸を得た。その後、シリコーン樹脂加工をして長繊維詰め綿を得た。この長繊維詰め物を使用して、実施例1と同様にして掛け布団を製造した。キルティング縫製線は図5A(実施例3)と図6(実施例4)に示す形状とした。得られた掛け布団は、実施例3品及び実施例4品とも5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品及びダウン90質量%,フェザー10質量%の従来の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表2にまとめて示す。
【0058】
【表2】
【0059】
表2に示すとおり、本発明の実施例3〜6品はドレープ性が良好で保温性が高かった。また、キルト線を加えているにもかかわらずバルキー性はそれほど低くはならず、大きな欠点にはならないことが確認できた。
【符号の説明】
【0060】
1 長繊維交絡糸
2,4a,22 芯糸
3,5a,21 花糸
4,5,20 巻き糸体
6,7 フィードローラ
8 糸ガイド
9 交絡機の糸道
10 エアー交絡装置
11 圧力空気
12 混繊交絡糸
13 デリベリローラ
14 実撚りが掛けられた交絡糸
15 モーター
16 ベルト
17 パーン
18 リング
19 トラベラー
23 エアー交絡工程
24 撚糸工程
25 揉み・開繊工程
26 第一熱処理工程
27 シリコーン樹脂散布工程
28 第二熱処理工程
29 長繊維詰め綿
30 掛け布団
31 側地
32,32a−32e,34a,34b キルト線
33a,41 長繊維エアー交絡糸
33b 長繊維エアー交絡糸の端部
40 包装体
42 筒状体フィルム
43 シール部
50a,50b,50c 掛け布団
51 円筒体
52 錘
53 隙間
【技術分野】
【0001】
本発明は、長繊維で構成される詰め物用交絡糸及びこれを用いた詰め物体に関する。
【背景技術】
【0002】
羽毛布団、羽毛ジャケットなどの羽毛製品に充填される羽毛は、一般的には水鳥の羽毛が使用されている。水鳥としてはグース(ガチョウ)、ダック(アヒル)、北極圏の海岸線に生息するアイダー(野生の鴨)などである。羽毛には、胸毛にあたるダウンと、羽根と呼ばれるフェザーがあり、ともに羽毛製品に使われている。羽毛の産地はポーランド、ハンガリーなどの中欧、スカンジナビア半島を含む北欧、中国などである。羽毛は、嵩高性に優れ、暖かく、掛け布団や羽毛ジャケットの羽毛製品として高級素材の地位を占めている。
【0003】
しかし、天然の羽毛は水鳥に依存しており、その供給量には限度がある上、自然条件や厄病(例えば鳥ウィルス)の影響によって供給量も変動するという問題がある。あるいは自然保護の観点から、野生の鳥を捕捉することには限度がある。その上、天然の羽毛は、洗いが不充分であると悪臭の原因となるため、事前に悪臭の原因となる汚物を除去し、羽毛の洗浄の程度を見る清浄度と酸素計数を一定のレベルに保つ管理が必要である。加えて、羽毛布団、羽毛ジャケットなどの羽毛製品の洗濯は容易ではないという基本的な問題がある。
【0004】
そこで、従来から詰め綿については多くの提案がある。特許文献1には短繊維をループ状に屈曲させ、集中点を固着することが提案されている。特許文献2にはエアーノズルを用いて芯繊維とループ繊維とを空気交絡させた後に融着することが提案されている。特許文献3にはポリエステル繊維を加熱処理により収縮させて捲縮を発現させ、嵩高と弾力性を持たせることが提案されている。特許文献4には無撚の短繊維を低融点繊維で結束し、融着させることが提案されている。本出願人らは特許文献5において芯糸と花糸から構成され、芯糸を融着させる詰め綿を提案している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭55−158366号公報
【特許文献2】特開昭58−146385号公報
【特許文献3】特開平6−93513号公報
【特許文献4】WO2006/104010A1
【特許文献5】特開2009−52183号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者らは、特許文献1,4のように短繊維を花糸に使用した例では、洗濯により詰め物の片寄りが生じ、嵩はへたり易く、嵩の耐久性に問題があった。特許文献2のように単に空気交絡をさせ融着する方法では十分な嵩高性が得られず、特許文献3のように繊維自体の捲縮だけで嵩高性を発現させた例でも、やはり洗濯により詰め物の片寄りが生じ、へたり易く、嵩の耐久性に問題があり、そのため、現在に至るまで実用化されているのはカード開繊綿であるという問題があった。特許文献5に提案の詰め綿は柔らかいが、耐洗濯性に問題があり、洗濯により詰め綿が片寄ってしまう問題と、花糸をウエストゲージに回転又は糸振りさせて供給する必要があり、いずれの場合も糸の落下速度が遅く、これが障害となって糸の巻き取り速度を上げることができず、生産性はあまり高くないという問題があった。
【0007】
本発明は、上記問題を解決するため、嵩高で耐洗濯性に優れ、生産性も高くて製造コストの安い詰め物用交絡糸及びこれを用いた詰め物体を提供する。
【課題を解決するための手段】
【0008】
本発明の詰め物用交絡糸は、長繊維で構成される詰め物用交絡糸であって、前記交絡糸は、芯糸と前記芯糸よりも長い花糸を含み、前記芯糸と花糸は交絡により一体化しており、前記花糸は開繊されてループ状繊維を形成していることを特徴とする。
【0009】
本発明の詰め物体は、前記の詰め物用交絡糸を側地内に充填した詰め物体であって、前記交絡糸は前記詰め物の長さ方向に配列され、前記交絡糸は前記詰め物の幅方向に縫製された複数本のキルト糸により固定されていることを特徴とする。
【発明の効果】
【0010】
本発明は、長繊維(フィラメント)をエアー交絡させているため、嵩は高く、耐洗濯性に優れ、生産性も高くて製造コストの安い詰め物用交絡糸を提供できる。また本発明の詰め物体は、固定箇所の間で長繊維エアー交絡糸の長さは変化することはなく、花糸と芯糸は一体化しているので、洗濯を繰り返しても長繊維エアー交絡糸の動きは制限され、詰め綿の片寄りが少なく、嵩も高い詰め物製品を提供できる。さらに、ドレープ性が良好で保温性も高い詰め物体を提供できる。
【図面の簡単な説明】
【0011】
【図1】図1は本発明の一実施例における交絡糸の側面図である。
【図2】図2は本発明の一実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。
【図3】図3は本発明の別の実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。
【図4】図4は本発明の一実施例の製造工程図である。
【図5】図5Aは本発明の一実施例の掛け布団の斜視図、図5Bは同I-I線の断面図である。
【図6】図6は本発明の別の実施例の掛け布団の平面図である。
【図7】図7は本発明の一実施例における長繊維エアー交絡糸を複数本束ねてその長さ方向の周囲にフィルムを円筒状にラッピングした包装体の斜視図である。
【図8】図8Aは本発明の一実施例の掛け布団のドレープ性を示す説明図、図8Bは別の実施例の掛け布団のドレープ性を示す説明図、図8Cは比較例の羽毛掛け布団のドレープ性を示す説明図である。
【発明を実施するための形態】
【0012】
本発明において交絡とは、複数本からなる長繊維糸(フィラメント糸)束を構成する単繊維が相互に絡まり集束性を与えられた状態をいう。交絡は、エアーノズルから噴射される高速気流の作用により、走行する繊維束のフィラメントをかく乱し、開繊し、繊維相互の配列を乱すことによって形成される。エアー交絡糸の生産性は高いため、製造コストを安くできる。
【0013】
本発明で使用する長繊維詰め綿は、花糸を芯糸で一体化した長繊維詰め綿であり、前記花糸は開繊されてループ状繊維を形成している。これにより、嵩高い詰め物が得られる。本発明において、構成単繊維が必ずしも互いに融着固定されている必要はない。もちろん、融着固定されていてもよい。また、エアー交絡時に同時に開繊されてもよいし、独立した開繊工程によって開繊されてもよい。なお、花糸と芯糸の一体化は、交絡だけでも実現できるが、花糸と芯糸をまとめて撚りをかけてもよい。ループ状繊維は長繊維であるマルチフィラメント繊維で構成され、開繊され、ループ状繊維同士を融着させてもよい。ループ状繊維同士が融着されることにより、嵩高性の向上と耐洗濯性を向上できる。すなわち、開繊させたループ状繊維同士を融着させることにより、固定点が多くなるため、へたりにくくなる。
【0014】
ループ状繊維のループの平均長さは1〜200mmの範囲が好ましく、5〜50mmの範囲がより好ましく、10〜40mmの範囲がさらに好ましい。ループ状繊維のループの平均長さが前記の範囲であれば、風合いと嵩高性と嵩耐久性を更に高めることができる。
【0015】
ループ状繊維(花糸)の単繊維繊度が0.1〜300dtex、かつトータル繊度が10〜600dtex(dtexはdeci texを示す。)の範囲が好ましい。更に好ましくは単繊維繊度が1.0〜50dtex、かつトータル繊度が20〜250dtexの範囲であり、特に好ましくは単繊維繊度が2.0〜25dtex、かつトータル繊度が30〜100dtexの範囲である。繊度が前記の範囲であれば、へたりにくく、かつ風合いも良好である。
【0016】
交絡糸は無撚りでも良いし、実撚りを加えても良い。無撚りの場合の糸の巻き取り速度は50〜1500m/分とすることができる。実撚りを加えると、芯糸と花糸との一体化固定がさらに高まる。実撚りを加える場合の糸の巻き取り速度は10〜100m/分とすることができる。
【0017】
交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲、特に0.02〜1.5g/mの範囲が好ましい。この範囲であると、詰め物加工にする際の取り扱いに便利である。
【0018】
交絡糸の花糸は、芯糸に対して1.1〜100倍長いことが好ましい。この範囲であると、花糸が長い分だけループ繊維になり、嵩高くできる。交絡糸の花糸は芯糸に対して1.1〜30倍長いことがさらに好ましい。
【0019】
交絡糸は、芯糸と花糸の走行方向に対して垂直方向に圧空を噴射するエアー交絡機により処理されたものである。この処理により効率よく交絡糸を製造できる。
【0020】
交絡糸は複数本束ねられ、その長さ方向の周囲にフィルムが円筒状にラッピングされているのが好ましい。このような包装体を使用すると、梱包及び輸送に便利なだけでなく、詰め物を製造する際に、側地内に交絡糸を充填する際にも便利である。すなわち、筒状体のフィルムの端から交絡糸束を露出させ、この露出部を側地の端に配置して抑え、フィルムを抜くだけで側地内に交絡糸束を収納できる。
【0021】
花糸及び/又は芯糸は通常の合成繊維(非融着繊維)を使用できる。非融着繊維としては、ポリエステル、ナイロン、ポリプロピレン等の合成繊維が好ましい。非融着繊維と融着繊維を使用することもできる。花糸及び/又は芯糸が融着繊維を含む場合、花糸及び芯糸の融着繊維は、融点が異なる2以上のポリマーで構成される複合繊維とするのが好ましい。この複合繊維としては、高融点ポリマーが芯、低融点ポリマーが鞘である芯鞘構造の繊維が好ましい。低融点ポリマーを融着させるためである。このような芯鞘構造の複合繊維は、例えばKBセーレン社製“ベルカップル”、ユニチカ社製“メルセット”、ウンジンケミカル社製“EZBON”などがある。これらの複合繊維は、芯がポリエチレンテレフタレート(PET)であり、鞘が低融点ポリエステル共重合体で構成されている。花糸及び芯糸の融着繊維は、ポリエステルマルチフィラメント融着繊維であることが好ましい。ポリエステルはへたりにくいからである。また、融着繊維の融着温度が160〜200℃であることが好ましい。この範囲であれば、加工しやすい。前記芯糸の融着繊維と非融着繊維の割合は、前記芯糸を100重量%としたとき融着繊維が10〜100重量%、非融着繊維が0〜90重量%であることが好ましい。
【0022】
芯糸は、融点が異なる2以上のポリマーで構成される複合繊維を含む構成でもよい。融点が異なる2以上のポリマーで構成される複合繊維としては、融点の異なるポリマーを芯鞘状などに複合したコンジュゲート繊維などが例示され、具体的には、高融点ポリマーがポリプロピレンポリマーであり、低融点ポリマーがポリエチレンポリマーまたは低融点ポリプロピレンポリマーからなる芯鞘繊維等が挙げられる。融点が異なる2以上のポリマーで構成される複合繊維は、単独で芯糸を構成してもよく、また他の芯糸と組み合わせて、芯糸を構成してもよい。ループ状繊維をより確実に一体化する観点から、芯鞘繊維を低融点熱接着繊維糸と組み合わせて用いるのが好ましい。
【0023】
前記融点が異なる少なくとも2種類の芯糸又は融点が異なる2以上のポリマーの融点差は、10〜200℃あることが好ましい。
【0024】
ループ状繊維(花糸)と芯糸の重量比は、ループ状繊維(花糸)と芯糸を母数にしたとき、ループ状繊維(花糸)の割合は51〜99質量%(wt%)の範囲が好ましい。更に好ましくは80〜98wt%の範囲、特に好ましくは85〜97wt%の範囲である。前記範囲であれば、芯糸による固定一体化はしっかりしたものとなり、かつ風合いも良好となる。
【0025】
本発明の詰め綿には、さらにシリコーン処理剤が熱固定されていることが好ましい。シリコーン処理剤の好ましい付着量は、ループ状繊維(花糸)と芯糸の合計量に対して0.1〜10wt%の範囲である。さらに、硬さ調整のためアクリル樹脂、ウレタン樹脂等を固定しても良い。
【0026】
本発明の詰め綿は長繊維である。基本的に数十センチメートル〜数十万メートルあるいはそれ以上の長さでも可能である。側地と一体化する際には、側地の1辺の長さに折りたたんでもよいし、布団の長さ又は幅の長さにカットしても良いし、これより2〜20cm程度長くカットしてもよい。長繊維詰め綿の引き揃え方向は、人体の身長方向に配列するのが好ましい。例えば掛け布団であれば縦方向、枕であれば長さ方向(縦方向)、防寒コートであれば身長方向である。長繊維エアー交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲が好ましく、さらに好ましい重量は0.02〜1.5g/mの範囲である。前記の範囲であれば製造が可能で取り扱い性も良好である。
【0027】
本発明の詰め物体は、長繊維エアー交絡糸を詰め物の長さ方向に配列して充填され、詰め物の幅方向に縫製された複数本のキルト糸により側地と固定されている。これにより、固定箇所の間で交絡糸の長さは変化することはなく、花糸と芯糸は一体化しているので、洗濯を繰り返しても交絡糸の動きは制限され、詰め綿の片寄りが少なく、嵩も高い詰め物製品となる。前記においてキルト糸複数本とは好ましくは2本〜10本であり、さらに好ましくは3本〜5本である。前記の範囲であれば、嵩高性を保持できて暖かく、かつ洗濯などによる長繊維エアー交絡糸の動きを抑制することができる。なお、本発明の詰め物体は、長繊維交絡糸とともに、その他長繊維詰め物を用いてもよく、その他長繊維詰め物と本発明の長繊維交絡糸とを混合して、複数本のキルト糸により側地と固定してもよい。また、他の羽毛や人工羽毛と併用してもよい。
【0028】
キルト糸はさらに人体の上半身より外側の位置に人体の形状に沿って加えられていることが好ましい。この形状であると、人体に沿って詰め物体は折れ曲がり、人体からの放熱が防げる。本発明においては、人体に沿って詰め物体が折れ曲がる性質をドレープ性といい、測定方法は後に示す。
【0029】
側地内において交絡糸の末端は折り返され、固定せずフリー状態にしておくと、詰め物体の端部周辺領域は膨張してボリュームが高くなり、暖かくできることから好ましい。
【0030】
本発明における詰め物体は、布団、毛布、寝袋、枕、クッション、マット、ぬいぐるみ、ひざ掛け、ジャケット、パンツ、ベスト、コート、防寒服又はネックウォーマーに好適である。洗濯ができるウォッシャブル性があることから、寝具類はホテル用、レンタル用、災害用、病院用、老人施設用などに好適であり、衣類はスポーツ用に好適である。
【0031】
以下図面を用いて説明する。各図面において、同一符号は同一部分を示す。図1は本発明の一実施例における長繊維交絡糸の側面図である。この長繊維交絡糸1は、芯糸2と花糸3の構成繊維が互いに絡まっており、花糸3が開繊されて部分的にループ状繊維を形成する。なお、芯糸及び/又は花糸が融着繊維を含む場合は、キュアリング時に芯糸及び花糸を融着固定することもできる。この場合は、開繊されて部分的にループ状繊維を形成した花糸3及び/又は芯糸2は融着された部分を有する。
【0032】
図2はエアー交絡糸の製造方法を示す模式的説明図である。巻き糸体4から芯糸4aを引き出し、巻き糸体5から花糸5a引き出し、2個のフィードローラ6、7と糸ガイド8を通過させてエアー交絡装置10に供給する。エアー交絡装置10に圧力空気11を供給すると、糸道9内の繊維は開繊されたり旋回されることにより、互いに交絡する。12は混繊交絡糸である。芯糸の供給速度は10〜200m/分、花糸の供給速度は20〜10000m/分、巻き取り速度10〜200m/分、空気圧力0.01〜1.0MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ13通過後の糸をリング撚糸機構付のパーン17で巻き取る。リング撚糸機は、モーター15、ベルト16を介してパーン17が回転され、この周りのリング18にトラベラー19が組み込まれ、パーン17の回転より遅れて回転することにより、トラベラー19を通過する交絡糸14には実撚りが掛けられる。好ましい撚り数は1〜400回/mである。
【0033】
図3は本発明の別の実施例における長繊維エアー交絡糸の製造方法の模式的説明図である。図2と異なる部分は、エアー交絡糸を実撚りを掛けずに巻き糸体20に巻き取る部分である。この方法は、糸の巻き取り速度を20〜1500m/分と高速化でき、生産性が高いところに利点がある。
【0034】
図4は本発明の一実施例の製造工程図である。図4中の( )内は必須ではない。花糸21と芯糸22はエアー交絡工程23で交絡処理され、必要により撚糸工程24で実撚りが掛けられ、必要により揉み・開繊工程25で開繊処理される。この工程では、ゴム、織物、不織布、樹脂シート等を2枚擦り合わせることにより、間に入れたループヤーンは揉まれ、花糸21は開繊されてループ状繊維となる。開繊するには揉み手段のほか、叩いたり、ブラッシング処理等を採用することもできる。機械的揉み機の揉み部材としては、ゴム(ネオプレンゴム、シリコーンゴム、ウレタンゴム、フッ素ゴム等)発泡体(ウレタンフォーム、シリコーンゴムフォーム、エチレン−ビニルアルコール(EVA)系発泡体、セルロース系発泡体等)、不織布、人工皮革等がある。また、ブラシの場合は、ナイロン、ポリエステル、ポリオレフィン、塩化ビニル、アクリル、アラミド、フッ素樹脂等の合成繊維;羊毛、馬毛、鹿毛、豚毛等の獣毛繊維、金属線等のブラシがある。
【0035】
揉み・開繊工程で開繊処理されたループヤーンは、第一熱処理工程26で熱処理する。第一熱処理工程26も必須工程ではないが、融着繊維を使用する場合に加える。熱処理温度は、融着ポリマーが融着する例えば70〜220℃、特に140〜210℃、熱処理時間は1秒〜20分程度が好ましい。さらに、1kg/cm2以上の圧力を加えるとより好ましい。この第一熱処理により、開繊されたループ状繊維同士の接触部は融着される。芯の部分にもループ状繊維は集中するので融着される。
【0036】
次にシリコーン樹脂散布工程27において、シリコーン樹脂が散布される。シリコーン樹脂としては、分子末端がハイドロジェン基(−OH)、ビニル基(−CH=CH2)等を有する反応性シリコーン処理剤を使用するのが好ましい。例えば、松本油脂製薬社製“TERON E 530”バルキーシリコン、“TERON E 731”、“TERON E 722”等のソフトシリコンを使用できる。散布量は、乾燥重量で詰め綿に対し0.1〜10wt%散布するのが好ましい。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングする。
【0037】
次に第二熱処理工程28において、例えば120〜200℃で1秒〜20分程度熱処理し、シリコーン樹脂をキュアリングする。このようにして長繊維詰め綿29を得る。
【0038】
図5Aは本発明の一実施例の掛け布団の斜視図、図5Bは同I−I線の断面図である。掛け布団30は側地31と、側地内に充填されている長繊維エアー交絡糸33aと、布団の幅方向に縫製したキルト線32で構成されている。この例では、幅方向のキルト線32は、5本のキルト線32a−32eとしている。キルト線は連続した縫製線でも良いし、和とじのように点縫いでつなげても良い。長繊維エアー交絡糸33aの両端部33bは折り返され、固定せずフリー状態にしておくと、掛け布団30の隅々まで詰め綿を充填でき、ボリューム感も出せて暖かい状態を保てる。折り返し長さは任意のものとすることができる。好ましくは2〜20cmである。
【0039】
図6は本発明の別の実施例の掛け布団の平面図である。図5Aと異なる部分は、上半分にハ字状のキルト線34a,34bを加えたことである。キルト線34a,34bは首から肩にかけての人体の上半身より外側に沿った位置に加えられているので、人体に沿って詰め物体は折れ曲がり、人体の上半身からの放熱が防げる。キルト線34a,34bは掛け布団35の上端まで入れても良いが、図6に示すように幅方向のキルト線32aから中央のキルト線32cまで入れてもよい。
【0040】
図7は本発明の一実施例における長繊維エアー交絡糸41を複数本束ねてその長さ方向の周囲にフィルム42を円筒状にラッピングした包装体40の斜視図である。43はシール部である。このような包装体40は、梱包及び輸送に便利なだけでなく、詰め物製造時、側地内に交絡糸を充填する際にも便利である。すなわち、筒状体のフィルム42の端から交絡糸41の束を露出させ、この露出部を側地の端に配置して抑え、フィルムを抜くだけで側地内に交絡糸41の束を収納できる。包装フィルムはポリエステル、ポリエチレン、ポリプロピレンなど任意のフィルムを使用できる。
【0041】
図8Aは本発明の一実施例の掛け布団50aのドレープ性を示す説明図、図8Bは別の実施例の掛け布団50bのドレープ性を示す説明図、図8Cは比較例の羽毛掛け布団50cのドレープ性を示す説明図である。直径310mm、長さ1mの円筒体51の内部に錘52を置き、円筒体51を固定し、円筒体51の上から掛け布団を掛け、円筒体51と掛け布団との間に形成される隙間53の面積を算出することにより、ドレープ性の評価ができる。羽毛掛け布団50cは側地内の羽毛が嵩高いためドレープ性は良好ではなく、図8Cのように円筒体51との隙間が大きく、この隙間から熱が放散して保温性(クロー値)はあまり高くならない。これに対して図8A−Bに示す掛け布団は、ドレープ性が良好で保温性(クロー値)も高くなる。ここでクロー値とは、着衣の熱抵抗を表わす単位であり、物理単位ではあるが、実用単位でもある。クロー値はSI単位による熱抵抗の単位(m2・K)/Wに換算係数0.155をかけることにより求められる。1クローの保温力とは、気温21.2℃、相対湿度50%RH以下、気流0.1m/sの室内で、椅子座位安静の男子(エネルギー代謝M58W/m2)が、快適で、平均皮膚温度を33℃に維持できるような着衣の保温力である(「繊維の百科事典」、丸善、2002年3月25日、497-498頁)。クロー値が高いほど保温力は高い。
【実施例】
【0042】
以下実施例により、本発明をさらに具体的に説明する。なお本発明は下記の実施例に限定されるものではない。
【0043】
各物性の測定方法について説明する。
(1)洗濯評価
家庭用洗濯機を使用し、市販洗剤(花王社製「アタック」)30gを加えて水で洗濯し、濯ぎを2回し、その後乾燥した。この洗濯を5回繰り返した後、詰め物が片寄っていないか手で触って検査した。
(2)ドレープ性
図8A−Cのトレース図面に示す写真から、隙間53の面積を算出することにより、ドレープ性の評価をした。この測定は写真データをパソコンに入力し、隙間の面積を算出して評価した。ドレープ性は数値が低いほど隙間の面積が小さく、優れる。
(3)保温性
保温性は、クロー(clo)値を算出することにより評価した。クロー値は、室温20℃、湿度65%RHに調整された環境室にて、市販されている敷布団及び枕の上に寝かせたサーマルマネキン(各部位の表面温度が36℃に一定)の上に測定サンプルの布団を掛けて、半日以上放置した後、測定開始から1時間後の消費電力、サーマルマネキンの各部位の表面温度(各部位ごとに表面温度が低下したら36℃一定になるように発熱)、環境温度を測定することにより布団の熱抵抗(保温性)を算出する。算出された熱抵抗をクロー(clo)という単位で表す。
(4)バルキー性
掛け布団の場合、2つ折りにした状態で厚さを測定し、バルキー性の評価とした。バルキー性は数値が高いほど嵩高いことを意味し、優れる。なお、厚さの測定については、ばらつきを減らすために、40cm×40cmのダンボール紙(重さ:80g)を2つ折りした掛け布団の上に載せ、そのダンボール紙の下面の高さを2カ所測定し、その平均値を2つ折りにした状態の厚さとした。
【0044】
(実施例1)
本実施例は芯糸及び花糸に融着繊維を使用した例である。芯糸及び花糸共にウンジンケミカル社製商品名“EZBON”(芯がPET、鞘がポリエステル共重合体からなる複合マルチフィラメント繊維、トータル繊度78dtex、フィラメント数24本、ストレート糸)を用い、図2に示すエア交絡装置の2個のフィードローラ6,7に、それぞれ2本供給し、芯糸の供給速度を50m/分、花糸の供給速度を800m/分、巻き取り速度50m/分として、空気圧力0.4MPaの交絡ノズル10で混繊交絡処理を施した後、デリベリローラ13通過後の糸をリング撚糸機構付のパーンで巻き取り、エアー交絡糸を得た。撚り数は250回/mであった。
【0045】
得られた長繊維エアー交絡糸はパーンから解舒し、図4に示す揉み・開繊工程で開繊処理した。揉み・開繊工程では、ゴム、織物、不織布、樹脂シート等を2枚擦り合わせることにより、間に入れたループヤーンは揉まれ、開繊された。
【0046】
次にシリコーン樹脂散布工程において、シリコーン樹脂を散布した。シリコーン樹脂としては、松本油脂製薬社製“TERON E 530”のバルキーシリコン、“TERONE 731”、“TERON E 722”のソフトシリコンを3種混合水溶液として使用した。散布量は、乾燥重量で詰め綿に対し3.0wt%散布した。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングすると共に芯糸及び花糸を融着固定した。
【0047】
得られた長繊維詰め綿は、図1に示すように芯糸2と花糸3の構成繊維が互いに絡まっており、花糸3が解繊されて部分的にループ状繊維を形成しており、解繊されて部分的にループ状繊維を形成している花糸3同士が融着された部分を含み、芯糸2も融着されていた。この長繊維詰め綿の1mあたりの重量は0.2gであった。
【0048】
得られた長繊維詰め綿を図7に示すように一方向に引き揃えてラッピング包装した。長繊維詰め綿の長さは230cmとした。この包装体を、シートをタテ210cm、ヨコ150cmの側地内に1400g充填して掛け布団とした。長繊維詰め綿の両端は図5Aに示すように10cmずつ折り曲げた。キルティング縫製線は図5Bに示すように形成した。得られた掛け布団は5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品の羽毛掛け布団とほぼ同一の暖かさであった。その他の測定評価を加えて表1にまとめて示す。
【0049】
(比較例1)
この比較例は、実施例1の縫製による固定がない例である。実施例1のように側地と長繊維詰め綿とを一体縫製せずに、側地内に単に長繊維詰め綿を充填した詰め物体について、5回洗濯後の掛け布団を観察したところ詰め綿の片寄りが認められ、四隅には詰め綿がない状態であった。
【0050】
(実施例2)
実施例1で得られた長繊維詰め綿を使用して、キルティング縫製線を除き実施例1と同様にして掛け布団を製造した。キルティング縫製線は図6に示すように形成した。得られた掛け布団は5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品1及びダウン90質量%,フェザー10質量%の従来品2の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表1にまとめて示す。
【0051】
【表1】
【0052】
表1に示すとおり、本発明の実施例1〜2品は従来品に比べてドレープ性が良好で保温性が高かった。また、本発明の実施例1〜2品はキルトを入れているので、バルキー性は低くなると予想したが、それほど低くはならず、大きな欠点にはならないことが確認できた。
【0053】
(実施例3、実施例4)
本実施例は芯糸及び花糸共に融着繊維を使用しない例である。芯糸にPETマルチフィラメント繊維(トータル繊度33dtex、フィラメント数18本、ユニチカ社製商品名“シルミー”)を、花糸にPETマルチフィラメント繊維(トータル繊度40dtex、フィラメント数12本、帝人社製商品名“エアロカプセル”)を用い、エアー交絡装置の2個のフィードローラに、それぞれ1本供給し、芯糸の供給速度を50m/分、花糸の供給速度を800m/分、巻き取り速度55m/分として、空気圧力0.4MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ通過後の糸をリング撚糸機構付のパーンで巻き取り、エアー交絡糸を得た。撚り数は250回/mであった。得られたループヤーン(エアー交絡糸)は、エアー交絡時に同時に開繊されおり、実使用上問題ない開繊状態であった。
【0054】
次にシリコーン樹脂散布工程において、シリコーン樹脂を散布した。シリコーン樹脂としては、松本油脂製薬社製“TERON E 530”のバルキーシリコン、“TERONE 731”、“TERON E 722”のソフトシリコンを3種混合水溶液として使用した。散布量は、乾燥重量で詰め綿に対し3.0wt%散布した。次に熱処理工程において、140〜190℃で1〜10分間熱処理し、シリコーン樹脂をキュアリングした。
【0055】
得られた長繊維詰め綿では、芯糸42と花糸41の構成繊維が互いに絡まることにより一体化されており、花糸41が解繊されて部分的にループ状繊維を形成していた。なお、融着は認められなかった。また、得られた長繊維詰め綿の1mあたりの重量は0.15gであった。
【0056】
得られた長繊維詰め綿を使用して、実施例1と同様にして掛け布団を製造した。キルティング縫製線は図5A(実施例3)と図6(実施例4)に示す形状とした。得られた掛け布団は、実施例3品及び実施例4品とも5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品及びダウン90質量%,フェザー10質量%の従来の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表2にまとめて示す。
【0057】
(実施例5、実施例6)
実施例3において、実撚りを加えず、無撚りとした以外は実施例1と同様にエアー交絡糸を製造した。図3に示す製造装置を用いた。芯糸の供給速度50m/分、花糸の供給速度800m/分、巻き取り速度55m/分として、空気圧力0.4MPaの交絡ノズルで混繊交絡処理を施した後、デリベリローラ通過後の糸をそのまま巻き取り、エアー交絡糸を得た。その後、シリコーン樹脂加工をして長繊維詰め綿を得た。この長繊維詰め物を使用して、実施例1と同様にして掛け布団を製造した。キルティング縫製線は図5A(実施例3)と図6(実施例4)に示す形状とした。得られた掛け布団は、実施例3品及び実施例4品とも5回洗濯後においても、四隅まで詰め綿が均一に充填されており、詰め綿の片寄りはなかった。実際に着用試験したところ、ダウン50質量%,フェザー50質量%の従来品及びダウン90質量%,フェザー10質量%の従来の羽毛掛け布団よりも暖かかった。その他の測定評価を加えて表2にまとめて示す。
【0058】
【表2】
【0059】
表2に示すとおり、本発明の実施例3〜6品はドレープ性が良好で保温性が高かった。また、キルト線を加えているにもかかわらずバルキー性はそれほど低くはならず、大きな欠点にはならないことが確認できた。
【符号の説明】
【0060】
1 長繊維交絡糸
2,4a,22 芯糸
3,5a,21 花糸
4,5,20 巻き糸体
6,7 フィードローラ
8 糸ガイド
9 交絡機の糸道
10 エアー交絡装置
11 圧力空気
12 混繊交絡糸
13 デリベリローラ
14 実撚りが掛けられた交絡糸
15 モーター
16 ベルト
17 パーン
18 リング
19 トラベラー
23 エアー交絡工程
24 撚糸工程
25 揉み・開繊工程
26 第一熱処理工程
27 シリコーン樹脂散布工程
28 第二熱処理工程
29 長繊維詰め綿
30 掛け布団
31 側地
32,32a−32e,34a,34b キルト線
33a,41 長繊維エアー交絡糸
33b 長繊維エアー交絡糸の端部
40 包装体
42 筒状体フィルム
43 シール部
50a,50b,50c 掛け布団
51 円筒体
52 錘
53 隙間
【特許請求の範囲】
【請求項1】
長繊維で構成される詰め物用交絡糸であって、
前記交絡糸は、芯糸と前記芯糸よりも長い花糸を含み、前記芯糸と花糸は交絡により一体化しており、前記花糸は開繊されてループ状繊維を形成していることを特徴とする詰め物用交絡糸。
【請求項2】
前記詰め物用交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲である請求項1に記載の詰め物用交絡糸。
【請求項3】
前記詰め物用交絡糸の花糸は、芯糸に対して1.1〜30倍長い請求項1又は2に記載の詰め物用交絡糸。
【請求項4】
前記詰め物用交絡糸は、芯糸と花糸の走行方向に対して垂直方向に圧空を噴射するエアー交絡機による交絡である請求項1〜3のいずれか1項に記載の詰め物用交絡糸。
【請求項5】
前記芯糸及び花糸から選ばれる少なくとも一つの糸に融着繊維を含み、前記融着繊維の融着によりループ状繊維が固定されている請求項1〜4のいずれか1項に記載の詰め物用交絡糸。
【請求項6】
請求項1〜5のいずれか1項に記載の詰め物用交絡糸が複数本束ねられ、その長さ方向の周囲にフィルムが円筒状にラッピングされている詰め物用交絡糸。
【請求項7】
請求項1〜6のいずれか1項に記載の詰め物用交絡糸を側地内に充填した詰め物体であって、
前記交絡糸は前記詰め物の長さ方向に配列され、
前記交絡糸は前記詰め物の幅方向に縫製された複数本のキルト糸により固定されていることを特徴とする詰め物体。
【請求項8】
前記キルト糸はさらに人体の上半身より外側の位置に人体の形状に沿って加えられている請求項7に記載の詰め物体。
【請求項9】
前記交絡糸の末端は折り返され、固定されていない請求項7又は8に記載の詰め物体。
【請求項10】
前記詰め物体は、布団、毛布、寝袋、枕、クッション、マット、ぬいぐるみ、ひざ掛け、ジャケット、パンツ、ベスト、コート、防寒服及びネックウォーマーから選ばれる少なくとも一つである請求項7〜9のいずれか1項に記載の詰め物体。
【請求項1】
長繊維で構成される詰め物用交絡糸であって、
前記交絡糸は、芯糸と前記芯糸よりも長い花糸を含み、前記芯糸と花糸は交絡により一体化しており、前記花糸は開繊されてループ状繊維を形成していることを特徴とする詰め物用交絡糸。
【請求項2】
前記詰め物用交絡糸の単位長さ当たりの重量は0.01〜3g/mの範囲である請求項1に記載の詰め物用交絡糸。
【請求項3】
前記詰め物用交絡糸の花糸は、芯糸に対して1.1〜30倍長い請求項1又は2に記載の詰め物用交絡糸。
【請求項4】
前記詰め物用交絡糸は、芯糸と花糸の走行方向に対して垂直方向に圧空を噴射するエアー交絡機による交絡である請求項1〜3のいずれか1項に記載の詰め物用交絡糸。
【請求項5】
前記芯糸及び花糸から選ばれる少なくとも一つの糸に融着繊維を含み、前記融着繊維の融着によりループ状繊維が固定されている請求項1〜4のいずれか1項に記載の詰め物用交絡糸。
【請求項6】
請求項1〜5のいずれか1項に記載の詰め物用交絡糸が複数本束ねられ、その長さ方向の周囲にフィルムが円筒状にラッピングされている詰め物用交絡糸。
【請求項7】
請求項1〜6のいずれか1項に記載の詰め物用交絡糸を側地内に充填した詰め物体であって、
前記交絡糸は前記詰め物の長さ方向に配列され、
前記交絡糸は前記詰め物の幅方向に縫製された複数本のキルト糸により固定されていることを特徴とする詰め物体。
【請求項8】
前記キルト糸はさらに人体の上半身より外側の位置に人体の形状に沿って加えられている請求項7に記載の詰め物体。
【請求項9】
前記交絡糸の末端は折り返され、固定されていない請求項7又は8に記載の詰め物体。
【請求項10】
前記詰め物体は、布団、毛布、寝袋、枕、クッション、マット、ぬいぐるみ、ひざ掛け、ジャケット、パンツ、ベスト、コート、防寒服及びネックウォーマーから選ばれる少なくとも一つである請求項7〜9のいずれか1項に記載の詰め物体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−67430(P2012−67430A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2011−110691(P2011−110691)
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成23年5月17日(2011.5.17)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]