
誘導加熱用具及びそれを用いた光モジュールの製造方法
【課題】 信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法を提供することを目的とする。
【解決手段】 誘導加熱用具80は、間隙GPが形成される管状の磁性コアCRと、その管状の磁性コアCRの外周上の少なくとも一部に巻回されるコイルCLとを備えている。間隙GPを含む磁性コアCRの外周には、内側から外側に向かって、管状の磁性コアCRの菅軸AXに斜めとなる平らな傾斜面IFが形成されている。
【解決手段】 誘導加熱用具80は、間隙GPが形成される管状の磁性コアCRと、その管状の磁性コアCRの外周上の少なくとも一部に巻回されるコイルCLとを備えている。間隙GPを含む磁性コアCRの外周には、内側から外側に向かって、管状の磁性コアCRの菅軸AXに斜めとなる平らな傾斜面IFが形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法に関する。
【背景技術】
【0002】
半導体レーザ素子から出力されたレーザ光を光ファイバに入力する光モジュールが知られている。この光モジュールでは、一般に、筐体内の基台上にレーザサブマウント及びファイバサブマウントが配置されている。そして、半導体レーザ素子と光ファイバの端部の相対的位置が正確に合わされた状態で、レーザサブマウント上に半導体レーザ素子が固定され、ファイバサブマウント上に光ファイバの一端側が固定されている。
【0003】
光ファイバの他端側は、筺体の外周側へ突出するパイプ部に通され、筐体の外部に導出されており、そのパイプ部の内周面と光ファイバの外周面との空間は隙間なく封止されている。なお、このパイプ部は、スリーブなどと呼ばれる場合もある。
【0004】
パイプ部の内周面と光ファイバの外周面とを封止する手法として、下記特許文献1のように、抵抗加熱、誘導加熱、レーザ加熱等によりはんだを溶融してパイプ部内に充填した後に固化する手法がある。また、誘導加熱用具として、下記特許文献2のように、管状のコアの中途に間隙が形成され、その間隙に対向するコア部分にコイルが巻回されたものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−350689号公報
【特許文献2】特許第2791595号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般に、半導体レーザ素子等の光素子は外部から侵入する湿気等に大変弱く信頼性を著しく損ねることがある。したがって、光素子と外部とを完全に遮断するためにパイプ部の内周面と光ファイバの外周面とを、そのパイプ部の連結部分付近に至るまで気密封止することが、光モジュールの信頼性を高めるうえで重要な事項の1つとなる。そのためには、パイプ部と、そのパイプ部の一端が連結される筺体内壁との境界まで加熱してはんだの濡れ性を高めれば良い。
【0007】
ところで、上記特許文献1のパイプ部に、上記特許文献2の磁性コアを配置する場合、一般には、磁性コア内にパイプ部を挿通させて、そのパイプ部の外周上に磁性コアが配置されるものと考えられる。
【0008】
しかしながら、パイプ部の外周上に磁性コアを配置した場合、パイプ部では、そのパイプ部の一端が連結される連結部分と、それ以外の部分との温度勾配が大きくなる傾向にあるため、特に連結部分でのはんだの濡れ性が悪くなる。この結果、パイプ部と光ファイバとの気密封止が不十分となり、光モジュールの信頼性が低下するという問題がある。
【0009】
そこで、本発明は、信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため本発明の誘導加熱用具は、間隙が形成される管状の磁性コアと、前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、を備え、前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成されることを特徴とする。
【0011】
このような誘導加熱用具によれば、光素子を収容すべき箱部の外側に延在するパイプ部の一端が連結される箱部の壁に対して、コイルの有無にかかわらず、傾斜面を介して磁性コアを当接することが可能となる。このため、パイプ部の一端が連結される箱部の壁に磁性コアが非当接となる場合に比べて、パイプ部と、そのパイプ部の一端が連結される箱部の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部内空での温度勾配を小さくし、箱部との境界に至るまではんだの濡れ性を向上することが可能となる。
【0012】
また、前記傾斜面は、前記磁性コアの管軸方向の一端面において前記間隙を隔てて互いに対向する内側の角と、前記磁性コアの管軸方向の他端面において前記間隙を隔てて互いに対向する外側の角とを通る傾斜面とされることが好ましい。
【0013】
このような誘導加熱用具によれば、磁性コア外側の間隙部分の縁全体を、加熱対象とすべき壁面に当接させることができるため、パイプ部の一端が連結される箱部の壁に対する単位空間当たりの誘導加熱量をより一段と増加させることができる。この結果、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。
【0014】
また、前記間隙を挟んで対向する磁性コアの両端の距離は、光素子を収容すべき箱部に対して一端が連結され箱部の外側に延在するパイプ部の幅よりも大きい距離とされ、前記磁性コアの厚みは、前記パイプ部の高さよりも大きい厚みとされることが好ましい。
【0015】
このような誘導加熱用具によれば、磁性コアの両端の距離が、パイプ部の幅よりも大きい距離とされているため、磁性コアの両端にパイプ部を挟んだ状態で、パイプ部が連結される壁に傾斜面を当接させることができる。このため、パイプ部と側壁との境界付近を直接的に加熱することが可能となり、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。また、磁性コアの厚みが、パイプ部の高さよりも大きい厚みとされているため、パイプ部と側壁との境界部分よりも大きい傾斜面を、パイプ部が連結される壁に当接させることができる。このため、箱部の壁が冷却されている状態であったとしても、その壁を介して伝導する冷却熱に起因して境界部分に温度勾配が生じることを大幅に抑制することができる。
【0016】
また、上記課題を解決するため本発明の光モジュールの製造方法は、一方の端部のクラッドが露出された光ファイバを準備する準備工程と、光素子を収容すべき箱部に一端が連結されその箱部の外側に延在するパイプ部を介して、前記クラッドの露出部分の少なくとも先端が箱部内に位置するよう前記光ファイバを配置する配置工程と、誘導加熱用具を用いて、前記パイプ部の内壁と前記光ファイバとをはんだ付けするはんだ付け工程とを有する。前記誘導加熱用具は、間隙が形成される磁性コアと、前記磁性コアの外周上の少なくとも一部に巻回されるコイルとを備え、前記間隙を含む磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる傾斜面が形成され、この傾斜面が、前記パイプ部が連結される箱部の壁に当接される。
【0017】
このような光モジュールの製造方法によれば、箱部の壁に対して、コイルの有無にかかわらず、傾斜面を介して磁性コアを当接することが可能となる。このため、パイプ部の一端が連結される箱部の壁に磁性コアが非当接となる場合に比べて、パイプ部と、そのパイプ部の一端が連結される箱部の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部内空での温度勾配を小さくし、箱部との境界に至るまではんだの濡れ性を向上することが可能となる。
【0018】
また、前記はんだ付け工程において、前記間隙における磁性コアの両端に前記パイプ部が挟まれた状態で前記傾斜面が当接されることが好ましい。
【0019】
このような光モジュールの製造方法によれば、パイプ部と側壁との境界付近を直接的に加熱することが可能となり、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。
【0020】
或いは、前記はんだ付け工程において、前記光素子が収容された箱部の壁の一部が冷却された状態とされることが好ましい。
【0021】
このような光モジュールの製造方法によれば、冷却された状態ではんだ付けされているため、そのはんだ付けで生じる加熱に起因する光素子の温度上昇が大幅に低減され、光素子の特質の劣化が未然に防止される。また、加熱の対象が、パイプ部と側壁との境界付近とされている場合、パイプ部の熱が冷却部分に伝導する事を抑制することができる。したがって、光素子が収容された箱部の壁の一部が冷却されていても、パイプ部と壁との連結部分の境界付近での温度勾配が大幅に抑制される。
【0022】
また、前記パイプ部が連結される壁は、前記パイプ部よりも透磁率が高いものとされることが好ましい。
【0023】
このような光モジュールの製造方法によれば、壁の単位空間当たりの誘導加熱量がパイプ部に比べて大きくなるため、パイプ部と壁との境界付近での温度勾配がより一段と抑制される。
【発明の効果】
【0024】
以上のように、本発明によれば、パイプ部と壁との連結部分の境界付近に至るまでパイプ部内空でのはんだの濡れ性を向上させて信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態に係る光モジュールを真横から見た概略図である。
【図2】光ファイバの長手方向に垂直となる断面を示す図である。
【図3】光ファイバの一方の端部側の様子を示す図である。
【図4】光モジュールの製造方法の工程を示すフローチャートである。
【図5】製造中途段階にある光モジュールの様子を示す図である。
【図6】誘導加熱用具を示す図である。
【図7】誘導加熱によるパイプ部のはんだ付けの様子を、真横及び光ファイバの長手方向から見た図である。
【図8】誘導加熱用具の他の形態(1)を示す図である。
【図9】誘導加熱用具の他の形態(2)を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明に係る光モジュールの製造方法の好適な実施形態について図面を参照しながら詳細に説明する。
【0027】
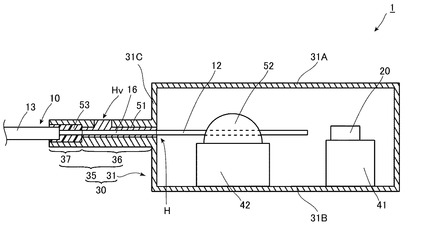
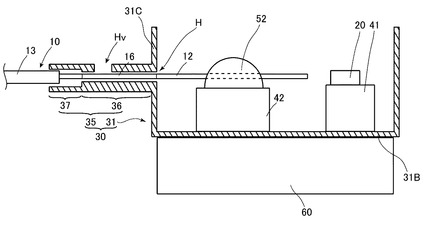
図1は、本発明の実施形態に係る光モジュールを真横から見た概略図である。図1に示すように光モジュール1は、筺体30、レーザサブマウント41、ファイバサブマウント42、半導体レーザ素子20及び光ファイバ10を主な構成要素として備える。なお、理解の容易のため、筐体30だけはその断面を示すとともに、レーザサブマウント41、ファイバサブマウント42及び半導体レーザ素子20の形状は直方体として簡略している。
【0028】
筺体30は、箱部31と、パイプ部35とで成り、これらが一体に成型されている。箱部31は、天壁31A及び底壁31Bと、その天壁31Aと底壁31Bとに挟まれる側壁31Cとを有し、これら壁によって閉じられた空間を形成している。この実施形態では、箱部31の形状は、中空の略直方体とされる。箱部31の側壁31Cには貫通孔Hが形成されている。
【0029】
パイプ部35は、箱部31の外側へ真っ直ぐ伸展する管であり、貫通孔Hを介して、箱部内の空間と箱部外の空間とを連通している。このパイプ部35の厚みは、中間位置を境として箱部31に近い部分と、中間位置を境として箱部31から遠ざかる部分とで相違しており、その近い部分は肉厚部36として、遠ざかる部分は肉薄部37として形成されている。したがって、このパイプ部35では、中間位置を境として箱部31に近い肉厚部36の鉛直断面の面積が、その中間位置から遠ざかる肉薄部37の鉛直断面の面積に比べて小さい状態となっている。
【0030】
肉厚部36には、パイプ部35の外周面から内周面まで貫通する開口Hvが、パイプ部35の長手方向に対して垂直に形成されている。
【0031】
なお、筺体30は、箱部31とパイプ部35とを別体として成型した後、そのパイプ部35の一端を箱部31の側壁31Cに連結するようにしても良い。また、箱部31とパイプ部35とは、互いに異なる材料を用いて成型されていても良い。
【0032】
レーザサブマウント41は、半導体レーザ素子20の高さを調整するための台であり、箱部31の内壁における所定位置に例えばはんだ付け等により固定されている。このレーザサブマウント41を構成する材料としては、特に制限されないが、例えば、AlNやAl2O3等のセラミックを挙げることができ、中でも、熱伝導性に優れる観点からAlNが好ましい。なお、レーザサブマウント41は、箱部31と一体に成型されても良い。
【0033】
ファイバサブマウント42は、光ファイバ10の高さを調整するための台であり、箱部31の内壁における所定位置に例えばはんだ付け等により固定されている。このファイバサブマウント42を構成する材料としては、特に制限されないが、例えば、レーザサブマウント41を構成する材料と同様の材料を挙げることができ、中でも、熱伝導性に優れる観点からAlNが好ましい。なお、ファイバサブマウント42は、箱部31と一体に成型されても良い。
【0034】
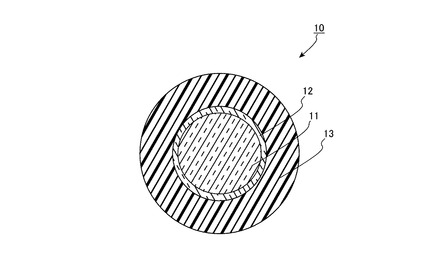
図2は、光ファイバ10の長手方向に垂直となる断面の構造を示す図である。図2に示すように、光ファイバ10は、コア11と、コア11の外周面を囲むクラッド12とクラッド12の外周面を被覆する被覆層13とから構成されている。コア11は、例えば、ゲルマニウム等の屈折率を上げるドーパントが添加された石英から形成される。クラッド12は、例えば、何らドーパントが添加されない純粋な石英から形成され、コア11の屈折率よりも低い屈折率とされる。被覆層13は、例えば、紫外線硬化樹脂等から形成される1層又は2層以上の樹脂層とされる。
【0035】
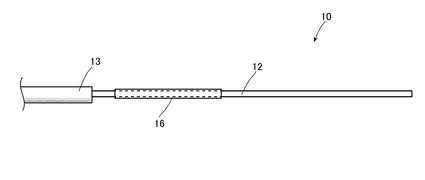
図3は、光ファイバ10の一方の端部側の様子を示す図である。図3に示すように、光ファイバ10は、一方の端部側の被覆層13が剥離されて、クラッド12が露出している。クラッド12が露出している部分の外周面は、先端から所定の間隔をあけて、メタライズ層16により覆われている。
【0036】
メタライズ層16は、金属の層であり、はんだ51が固定可能な材料とされる。後述するようにはんだ付けは、フラックス無しで行うため、メタライズ層16の表面は、はんだ濡れ性を高めるためAuであることが好ましい。さらに光ファイバ10のクラッドと、Auの密着性を高めるために下地層としてNi層を設けることが好ましい。本実施形態では、メタライズ層16は、Ni層とAu層の積層体から成り、Ni層がクラッド12の外周面を被覆しており、Au層がNi層の外周面を被覆している。また、Ni層、Au層の厚さは、特に限定されないが、例えば、Ni層が2μm〜3μmであり、Au層が0.1μm〜0.2μmとされる。このNi層が漏れ光の一部を吸収する。
【0037】
図1に示すように、このメタライズ層16は、肉厚部36の内空に位置し、はんだ51により肉厚部36に固定されている。
【0038】
はんだ51は、パイプ部35における肉厚部36の内空全体に充填されると共に、開口Hv全体にまで充填されることで、隙間なく封止しており、この結果、箱部31が気密となっている。このはんだ51の材料は、例えば、金錫系の共晶はんだを挙げることができ、Auと錫(Sn)の比としては、Au80%−Sn20%や、Au10%−Sn90%を挙げることができる。本実施形態では、はんだ51がAu80%−Sn20%である場合について説明する。この場合、はんだ51の融点はおおむね280度である。
【0039】
また、図1に示すように、パイプ部35における肉薄部37の内空には、光ファイバ10においてクラッド12が露出されるほうの被覆層13の端部が位置しており、その端部は、固定樹脂53により肉薄部37に固定されている。
【0040】
固定樹脂53は、肉薄部37の内空全体に充填されることで、光ファイバ10のクラッド12が被覆層13により覆われる部分と、その被覆層13から露出する部分との境界を含む外周面を覆っており、この結果、当該境界部分が保護されている。固定樹脂53の材料としては、特に限定されないが、例えば、紫外線硬化樹脂を挙げることができる。
【0041】
なお、光ファイバ10のうち、クラッド12が露出されるほうの端部は、半導体レーザ素子20の出射面に向けられており、半導体レーザ素子20から出力されるレーザ光が光ファイバ10のコア11に入力するよう、光ファイバ10と半導体レーザ素子20とが光学的に結合されている。
【0042】
このような光モジュール1では、図示しない電力源から供給される電力により半導体レーザ素子20が励起され、レーザ光が出射される。このレーザ光は、光ファイバ10のコア11に入力して、コア11を伝播して、光モジュール1の外部に出射される。
【0043】
なお、レーザ光が光ファイバ10に入射するとき、光ファイバ10の端面における屈折や、光ファイバ10と半導体レーザ素子20との光軸のずれ等により、レーザ光の一部がクラッド12に漏れ光として入射する場合がある。この場合、漏れ光は、主にクラッド12を伝播して、光ファイバ10がメタライズ層16で被覆されている部分に到達して、漏れ光の少なくとも一部がメタライズ層16に吸収され、熱に変換される。このときメタライズ層16で生じる熱は、はんだ51を介して筐体30のパイプ部35に伝導し、外部に放出される。
【0044】
次に、光モジュール1の製造方法について説明する。
【0045】
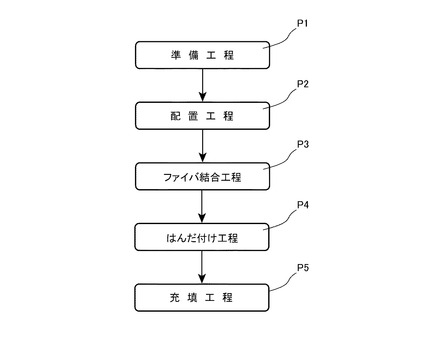
図4は、光モジュール1の製造方法の工程を示すフローチャートである。図4に示すように、光モジュール1の製造方法は、主として、準備工程P1、配置工程P2、ファイバ結合工程P3、はんだ付け工程P4及び充填工程P5を有する。
【0046】
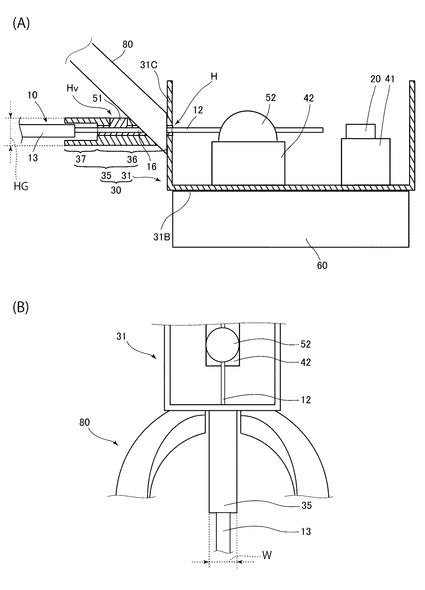
以下、これら工程P1〜P5を、図5〜図7を適宜用いて詳細に説明する。図5は、製造中途段階にある光モジュールの様子を示す図である。図6は、誘導加熱用具を示す斜視図であり、図7は、誘導加熱によるパイプ部のはんだ付けの様子を、真横及び真上から見た図である。
【0047】
<準備工程P1>
この準備工程P1では、図5に示すように、クラッド12の外周面の一部にメタライズ層16を設けた光ファイバ10が準備される。すなわち、光ファイバ10の一方の端部側において被覆層13が剥離され、クラッド12が露出される。そして、クラッド12の外周面のうち、はんだ付けが予定される領域にメタライズ層16が設けられる。
【0048】
なお、はんだ付けが予定される領域は、具体的には、光ファイバ10の端部がパイプ部35に挿入され、貫通孔Hを介して箱部31に収容された場合に、肉厚部36に位置する光ファイバ10のクラッド外周面である。
【0049】
メタライズ層16は、上述のように、例えば、Ni層とAu層との積層体であるため、めっき法により設けられることが好ましい。めっき法によれば、外形が円柱の側面状であるクラッド12の外周面に対して、より均一な厚さでメタライズ層16を設けることができるためである。
【0050】
こうして、クラッド12の外周面の一部にメタライズ層16を設けた光ファイバ10が準備される。
【0051】
また、この準備工程P1では、図5に示すように、メタライズ層16が設けられた光ファイバ10を取り付けるべき筺体30が準備される。すなわち、まず、箱部31の内部空間が露出している筺体30が用意される。具体的に本工程では、箱部31の天壁31Aが省略された筺体30が用意される
【0052】
続いて、箱部31の所定位置に、レーザサブマウント41、ファイバサブマウント42及び半導体レーザ素子20がそれぞれ配置され、例えばはんだ付け等により固定される。
【0053】
こうして、メタライズ層16が設けられた光ファイバ10を取り付けるべき筺体30が準備される。
【0054】
<配置工程P2>
この配置工程P2では、図5に示すように、レーザサブマウント41及びファイバサブマウント42が固定されている箱部31の底壁31Bが熱引きブロック60に対向する状態で、準備工程P1で準備された筺体30が熱引きブロック60に配置される。この熱引きブロック60は、例えば、液循環によって熱引きするものや、ペルチェ効果を利用して熱引きするものを用いることができる。
【0055】
また、この配置工程P2では、準備工程P1で準備された光ファイバ10が、準備工程P1で準備された筺体30に配置される。具体的には、光ファイバ10が、被覆層13の剥離側からパイプ部35に挿入され、メタライズ層16が肉厚部36に位置するまで、押し入れられる。
【0056】
また、この配置工程P2では、半導体レーザ素子20から出射されるレーザ光の光軸に光ファイバ10の中心軸が合うよう、図示しない治具を用いて、光ファイバ10の配置位置が微調整される。この結果、半導体レーザ素子20と光ファイバ10とが光学的に結合される。
【0057】
<ファイバ結合工程P3>
このファイバ結合工程P3では、ファイバサブマウント42上にある光ファイバ10の一部が、例えば樹脂等の結合部材52を用いて、ファイバサブマウント42に結合され固定される。
【0058】
<はんだ付け工程P4>
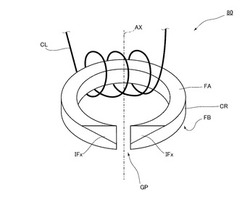
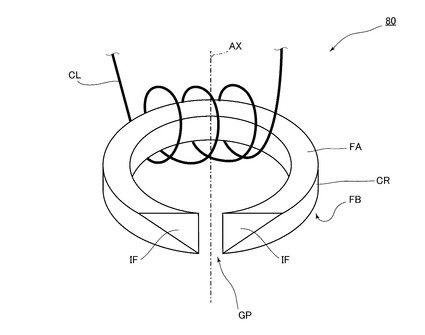
このはんだ付け工程P4では、図6に示すように、誘導加熱用具80が加熱手段として用いられる。この誘導加熱用具80は、磁性コアCRと、コイルCLとを主な構成として備えている。磁性コアCRは、フェライトやダストコアなどの透磁率の高い磁性材料を用いて、断面が円の管状体として形成されている。
【0059】
この磁性コアCRには、磁性コアCRの管軸AX方向の一端面FAから他端面FBにわたって間隙GPが設けられている。この間隙GPの幅は、パイプ部35の幅W(外径)よりも大きい幅とされる。また、磁性コアCRの厚みは、パイプ部35の高さHG(外径)よりも大きい厚みとされる。一方、間隙GPに対向するコア部分の外周上には、コイルCLが巻回されている。なお、コイルCLは、間隙GPを除くコア全体の外周上に巻回されていても良く、間隙GPに対向するコア部分以外の部分の外周上に巻回されていても良い。要するに、間隙GPを除く磁性コアCRの少なくとも一部の外周上にコイルCLが巻回されていれば良い。
【0060】
さらに、間隙GPを含む磁性コアCRの外周には、管軸AXに対して、コア内側から外側に向かって斜めとなる平らな傾斜面IFが形成されている。具体的には、磁性コアCRのうち、管軸AX方向の一端面FAにおいて間隙GPを隔てて互いに対向する内側の角と、他端面FBにおいて間隙GPを隔てて互いに対向する外側の角とを通る平面を切断面として、磁性コアCRが切断され、その平面が傾斜面IFとされている。
【0061】
このような誘導加熱用具80を用いて、メタライズ層16を含む光ファイバ10の一部が、箱部31の底壁31Bが冷却されている状態においてはんだ付けされる。すなわち、まず、はんだ51がパイプ部35の開口Hvに配置される。なお、はんだ51の配置は、上述の配置工程P2において行っても良い。また、はんだ51の組成としてフラックスが非含有であることが、光ファイバ10の端面又は半導体レーザ素子20の出射面に対するフラックスの付着を回避する観点や、はんだの腐食(酸化や硫化)を防止する観点では好ましい。
【0062】
続いて、図7に示すように、誘導加熱用具80における磁性コアCRの内空に光ファイバを挿入させ、その磁性コアCRに形成される傾斜面IFが、箱部31の側壁31Cの外壁に当接される。具体的には、誘導加熱用具80における磁性コアCRの間隙GPにパイプ部35が挟まれる状態で、パイプ部35の両脇の外壁に傾斜面IFが当接される。
【0063】
続いて、誘導加熱用具80におけるコイルCLに交流信号が印加される。これにより磁性コアCRには、コイルCLの磁力線が収束され、その磁性コアCRの間隙GPに生じる磁力線によって箱部31の側壁31Cに熱が誘導される。この熱は、箱部31の側壁31Cを介してパイプ部35に伝導し、そのパイプ部35の開口Hvに配置されているはんだ51に伝導することにより、はんだ51が溶融する。この結果、はんだ51は、肉厚部36に広がる。
【0064】
なお、半導体レーザ素子20への熱影響を抑制するため、はんだ51の加熱時における底壁31Bの温度として例えば150度以下であることを要する。したがって、筐体30の冷却温度は150度よりも低い温度とされる。また、はんだ51の加熱温度は、はんだ51の融点以上とされる。特に、はんだ51の加熱温度又は筺体30の冷却温度を温度モニターで検知することが、筺体30を冷却しながらも正確かつ確実にはんだ51を溶融する観点では好ましい。この温度モニターは、非接触であることが、はんだ付けに影響を与えない観点から好ましい。
【0065】
続いて、コイルCLに対する交流信号の印加が停止される。これによりはんだ51が直ちに固化し、図1に示すように、パイプ部35における肉厚部36に光ファイバ10の一部が固定されるともに、肉厚部36の内空が隙間なく封止される。
【0066】
<充填工程P5>
この充填工程P5では、パイプ部35における肉薄部37の内空に固定樹脂53が充填される。例えば固定樹脂53が紫外線硬化樹脂である場合、貫通孔Hの箱部31側の反対側から、紫外線硬化樹脂の前駆体である未硬化状態の紫外線硬化性樹脂が充填され、その未硬化状態の紫外線硬化性樹脂に対して紫外線が照射される。これにより光ファイバ10のクラッド12が被覆層13により覆われる部分と、その被覆層13から露出する部分との境界を含む外周面が、固定樹脂53に覆われた状態で、肉薄部37に固定される。
【0067】
最後に、筐体30における箱部31の天壁31Aが取り付けられ、図1に示す光モジュール1が得られる。
【0068】
以上説明したように、本実施形態における光モジュール1の製造方法によれば、熱引きブロック60の熱引きにより箱部31の底壁31Bが冷却されている状態で、はんだ51に対して、誘導加熱用具80の誘導加熱により生じる熱が与えられる。このため、誘導加熱用具80の誘導加熱に起因する半導体レーザ素子20自体の温度上昇が大幅に低減される。この結果、誘導加熱用具80の誘導加熱に起因する半導体レーザ素子20の特質の劣化が抑制される。
【0069】
また、誘導加熱の対象が、箱部31の側壁31Cのうちパイプ部35脇とされている。このため、パイプ部35自体を誘導加熱の対象とする場合に比べて、パイプ部35と、そのパイプ部35の一端が連結される箱部31の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部35には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部35内空での温度勾配を小さくし、箱部31との境界に至るまではんだの濡れ性を向上することが可能となる。また、箱部31の底壁31Bの冷却との関係でパイプ部35と側壁31Cとの境界付近での温度勾配が大幅に抑制される。
【0070】
本実施形態では、誘導加熱するものとして、間隙GPを有する磁性コアCRと、その磁性コアCRの外周上に巻回されるコイルCLとを備える誘導加熱用具80が用いられている。この間隙GPを含む磁性コアCRの外周には、管軸AXに対して斜めとなる平らな傾斜面IFが形成され、この傾斜面IFが、パイプ部35脇に当接される。このため、側壁31Cにおけるパイプ部35脇に対して、隙間なく間隙GPを当接することが可能となり、傾斜面IFが非形成となる場合に比べて、より一段とパイプ部35脇に間隙GPを近づけることができる。これに加えて、間隙GPを挟んで対向する磁性コアCRの両端のギャップ面積は、傾斜する分だけ狭くなるため、磁場を集中させることができ、単位空間当たりの誘導加熱量を増加させることもできる。したがって、側壁31Cにおけるパイプ部35脇の内壁と外壁との双方を加熱対象とすることが可能となり、パイプ部35と側壁31Cとの境界付近での温度勾配が抑制される。したがって、パイプ部35と側壁31Cとの境界付近に至るまでのはんだ51の濡れ性が向上する。
【0071】
なお、パイプ部35の透磁率に比べて、少なくともそのパイプ部35が連結されている側壁31Cの透磁率が高い関係にあることが好ましい。具体的には、例えば、パイプ部35の材料をコバール(登録商標)(比透磁率800)とし、側壁31Cの材料を軟鉄(比透磁率2000)とする等といったように、パイプ部35と側壁31Cとの材料を相違させることで実現可能である。このようにすれば、パイプ部35よりも側壁31Cに磁束が集中するため、パイプ部35の肉厚部36に比べて、箱部31の側壁31Cの単位空間当たりの誘導加熱量が大きくなり、この結果、パイプ部35と側壁31Cとの境界付近での温度勾配をより一段と抑制することが可能となる。
【0072】
またこの実施形態の場合、間隙GPを挟んで対向する磁性コアCRの両端の距離は、パイプ部35の幅W(図7)よりも大きい距離とされる。このため、磁性コアCRの両端にパイプ部35を挟んだ状態で、パイプ部35が連結される側壁31Cに傾斜面IFを当接させることができる。したがって、パイプ部35と側壁31Cとの境界付近を直接的に加熱することが可能となり、パイプ部35の連結部分でのはんだの濡れ性がより一段と向上される。
【0073】
さらにこの実施形態の場合、磁性コアCRの厚みは、パイプ部35の高さHG(図7)よりも大きい厚みとされる。このため、パイプ部35と側壁31Cとの境界部分よりも大きい傾斜面IFを、パイプ部35が連結される側壁31Cに当接させることができる。したがって、箱部31の底壁31Aが冷却されている状態であったとしても、その底壁31Aを介して伝導する冷却熱に起因して境界部分に温度勾配が生じることを大幅に抑制することができる。
【0074】
以上、本発明について上記実施形態を例に説明したが、本発明はこれに限らない。
【0075】
上記製造方法で用いられる誘導加熱用具80の磁性コアCRが、断面を円とする管状体に形成されたが、断面を矩形とする管状体に形成されていても良く、円筒を円状に曲げて円筒の両端を連結したドーナツのような管状体に形成されていても良く、これら以外の形状に形成されていても良い。
【0076】
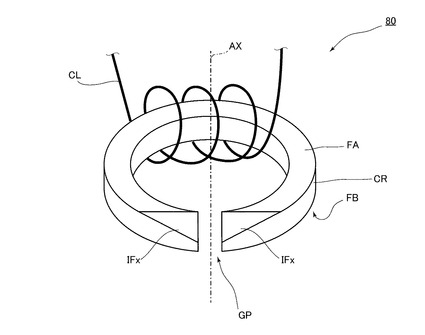
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFは、図6に示すように、管軸AX方向の一端面FAから他端面FBにわたって平らな面として形成された。この傾斜面IFに代えて、図8に示すように、一端面FAから他端面FBの中途の位置までにわたって平らな傾斜面IFxが形成されていても良い。ただし、一端面から他端面方向への距離が長いほど、ギャップ面積が小さくなり単位空間当たりの誘導加熱量が大きくなるため、上記実施形態のように、一端面から他端面にわたって形成されるほうが好ましい。
【0077】
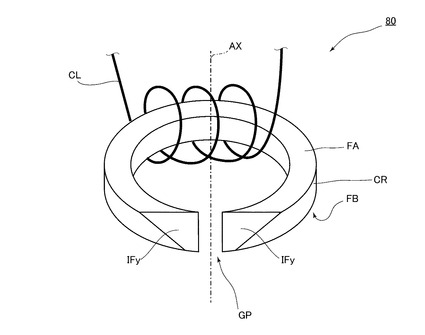
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの形状として、三角状ものが適用された。この傾斜面IFに代えて、図9に示すように、台形状の傾斜面IFyが適用されても良く、図示しない楕円又は円形状の傾斜面が適用されても良く、これら以外の様々な形状の傾斜面が適用可能である。
【0078】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの傾斜角度は特に規定しなかったが、大きいほうが好ましい。これは、管軸AXに対する傾斜角度が大きくなるほど、誘導加熱用具80全体がパイプ部35の長方向に沿うことになり、パイプ部35の鉛直方向のスペースをより大きく確保できるためである。特に、誘導加熱用具80全体をパイプ部35の長方向に沿わせる観点では、傾斜面IFの傾斜角度は、管軸AXに対して45度よりも大きい角度であることが好ましい。
【0079】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの当接対象として、箱部31の側壁31Cにおけるパイプ部35脇が適用されたが、パイプ部35が連結されている箱部31の側壁31Cであれば、パイプ部35脇以外の部位であっても良い。
【0080】
上記実施形態では、箱部31の形状として、中空の直方体状が適用されたが、中空の円柱状であっても良く、これら以外の様々な形状が適用されてもよい。
【0081】
上記実施形態では、パイプ部35として、断面が円となるものが適用されたが、断面が矩形となるものであっても良く、これら以外の断面形状のものが適用されも良い。また、パイプ部35の厚みは部位ごとに相違されたが、同じとされていても良い。
【0082】
上記実施形態では、光素子として、半導体レーザ素子20を用いた光モジュール1が例にされたが、これに限らず、例えば、誘電体結晶を用いた光通信用LiNbO3変調器などのように、他の光素子を用いた光モジュールが適用できる。
【産業上の利用可能性】
【0083】
以上説明したように、本発明によれば信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法とが提供でき、励起光源の製造や、光通信用LiNbO3変調器の製造等に活用可能である。
【符号の説明】
【0084】
1・・・光モジュール
10・・・光ファイバ
11・・・コア
12・・・クラッド
13・・・被覆層
16・・・メタライズ層
20・・・半導体レーザ素子
30・・・筐体
31・・・箱部
35・・・パイプ部
36・・・肉厚部
37・・・肉薄部
41・・・レーザサブマウント
42・・・ファイバサブマウント
51・・・はんだ
52・・・結合部材
53・・・固定樹脂
60・・・冷却器
80・・・誘導加熱用具
AX・・・管軸
CR・・・磁性コア
CL・・・コイル
GP・・・間隙
H・・・貫通孔
Hv・・・開口
IF・・・傾斜面
P1・・・準備工程
P2・・・配置工程
P3・・・ファイバ結合工程
P4・・・はんだ付け工程
P5・・・充填工程
【技術分野】
【0001】
本発明は、信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法に関する。
【背景技術】
【0002】
半導体レーザ素子から出力されたレーザ光を光ファイバに入力する光モジュールが知られている。この光モジュールでは、一般に、筐体内の基台上にレーザサブマウント及びファイバサブマウントが配置されている。そして、半導体レーザ素子と光ファイバの端部の相対的位置が正確に合わされた状態で、レーザサブマウント上に半導体レーザ素子が固定され、ファイバサブマウント上に光ファイバの一端側が固定されている。
【0003】
光ファイバの他端側は、筺体の外周側へ突出するパイプ部に通され、筐体の外部に導出されており、そのパイプ部の内周面と光ファイバの外周面との空間は隙間なく封止されている。なお、このパイプ部は、スリーブなどと呼ばれる場合もある。
【0004】
パイプ部の内周面と光ファイバの外周面とを封止する手法として、下記特許文献1のように、抵抗加熱、誘導加熱、レーザ加熱等によりはんだを溶融してパイプ部内に充填した後に固化する手法がある。また、誘導加熱用具として、下記特許文献2のように、管状のコアの中途に間隙が形成され、その間隙に対向するコア部分にコイルが巻回されたものがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−350689号公報
【特許文献2】特許第2791595号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
一般に、半導体レーザ素子等の光素子は外部から侵入する湿気等に大変弱く信頼性を著しく損ねることがある。したがって、光素子と外部とを完全に遮断するためにパイプ部の内周面と光ファイバの外周面とを、そのパイプ部の連結部分付近に至るまで気密封止することが、光モジュールの信頼性を高めるうえで重要な事項の1つとなる。そのためには、パイプ部と、そのパイプ部の一端が連結される筺体内壁との境界まで加熱してはんだの濡れ性を高めれば良い。
【0007】
ところで、上記特許文献1のパイプ部に、上記特許文献2の磁性コアを配置する場合、一般には、磁性コア内にパイプ部を挿通させて、そのパイプ部の外周上に磁性コアが配置されるものと考えられる。
【0008】
しかしながら、パイプ部の外周上に磁性コアを配置した場合、パイプ部では、そのパイプ部の一端が連結される連結部分と、それ以外の部分との温度勾配が大きくなる傾向にあるため、特に連結部分でのはんだの濡れ性が悪くなる。この結果、パイプ部と光ファイバとの気密封止が不十分となり、光モジュールの信頼性が低下するという問題がある。
【0009】
そこで、本発明は、信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するため本発明の誘導加熱用具は、間隙が形成される管状の磁性コアと、前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、を備え、前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成されることを特徴とする。
【0011】
このような誘導加熱用具によれば、光素子を収容すべき箱部の外側に延在するパイプ部の一端が連結される箱部の壁に対して、コイルの有無にかかわらず、傾斜面を介して磁性コアを当接することが可能となる。このため、パイプ部の一端が連結される箱部の壁に磁性コアが非当接となる場合に比べて、パイプ部と、そのパイプ部の一端が連結される箱部の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部内空での温度勾配を小さくし、箱部との境界に至るまではんだの濡れ性を向上することが可能となる。
【0012】
また、前記傾斜面は、前記磁性コアの管軸方向の一端面において前記間隙を隔てて互いに対向する内側の角と、前記磁性コアの管軸方向の他端面において前記間隙を隔てて互いに対向する外側の角とを通る傾斜面とされることが好ましい。
【0013】
このような誘導加熱用具によれば、磁性コア外側の間隙部分の縁全体を、加熱対象とすべき壁面に当接させることができるため、パイプ部の一端が連結される箱部の壁に対する単位空間当たりの誘導加熱量をより一段と増加させることができる。この結果、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。
【0014】
また、前記間隙を挟んで対向する磁性コアの両端の距離は、光素子を収容すべき箱部に対して一端が連結され箱部の外側に延在するパイプ部の幅よりも大きい距離とされ、前記磁性コアの厚みは、前記パイプ部の高さよりも大きい厚みとされることが好ましい。
【0015】
このような誘導加熱用具によれば、磁性コアの両端の距離が、パイプ部の幅よりも大きい距離とされているため、磁性コアの両端にパイプ部を挟んだ状態で、パイプ部が連結される壁に傾斜面を当接させることができる。このため、パイプ部と側壁との境界付近を直接的に加熱することが可能となり、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。また、磁性コアの厚みが、パイプ部の高さよりも大きい厚みとされているため、パイプ部と側壁との境界部分よりも大きい傾斜面を、パイプ部が連結される壁に当接させることができる。このため、箱部の壁が冷却されている状態であったとしても、その壁を介して伝導する冷却熱に起因して境界部分に温度勾配が生じることを大幅に抑制することができる。
【0016】
また、上記課題を解決するため本発明の光モジュールの製造方法は、一方の端部のクラッドが露出された光ファイバを準備する準備工程と、光素子を収容すべき箱部に一端が連結されその箱部の外側に延在するパイプ部を介して、前記クラッドの露出部分の少なくとも先端が箱部内に位置するよう前記光ファイバを配置する配置工程と、誘導加熱用具を用いて、前記パイプ部の内壁と前記光ファイバとをはんだ付けするはんだ付け工程とを有する。前記誘導加熱用具は、間隙が形成される磁性コアと、前記磁性コアの外周上の少なくとも一部に巻回されるコイルとを備え、前記間隙を含む磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる傾斜面が形成され、この傾斜面が、前記パイプ部が連結される箱部の壁に当接される。
【0017】
このような光モジュールの製造方法によれば、箱部の壁に対して、コイルの有無にかかわらず、傾斜面を介して磁性コアを当接することが可能となる。このため、パイプ部の一端が連結される箱部の壁に磁性コアが非当接となる場合に比べて、パイプ部と、そのパイプ部の一端が連結される箱部の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部内空での温度勾配を小さくし、箱部との境界に至るまではんだの濡れ性を向上することが可能となる。
【0018】
また、前記はんだ付け工程において、前記間隙における磁性コアの両端に前記パイプ部が挟まれた状態で前記傾斜面が当接されることが好ましい。
【0019】
このような光モジュールの製造方法によれば、パイプ部と側壁との境界付近を直接的に加熱することが可能となり、パイプ部の連結部分でのはんだの濡れ性がより一段と向上される。
【0020】
或いは、前記はんだ付け工程において、前記光素子が収容された箱部の壁の一部が冷却された状態とされることが好ましい。
【0021】
このような光モジュールの製造方法によれば、冷却された状態ではんだ付けされているため、そのはんだ付けで生じる加熱に起因する光素子の温度上昇が大幅に低減され、光素子の特質の劣化が未然に防止される。また、加熱の対象が、パイプ部と側壁との境界付近とされている場合、パイプ部の熱が冷却部分に伝導する事を抑制することができる。したがって、光素子が収容された箱部の壁の一部が冷却されていても、パイプ部と壁との連結部分の境界付近での温度勾配が大幅に抑制される。
【0022】
また、前記パイプ部が連結される壁は、前記パイプ部よりも透磁率が高いものとされることが好ましい。
【0023】
このような光モジュールの製造方法によれば、壁の単位空間当たりの誘導加熱量がパイプ部に比べて大きくなるため、パイプ部と壁との境界付近での温度勾配がより一段と抑制される。
【発明の効果】
【0024】
以上のように、本発明によれば、パイプ部と壁との連結部分の境界付近に至るまでパイプ部内空でのはんだの濡れ性を向上させて信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法が提供される。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態に係る光モジュールを真横から見た概略図である。
【図2】光ファイバの長手方向に垂直となる断面を示す図である。
【図3】光ファイバの一方の端部側の様子を示す図である。
【図4】光モジュールの製造方法の工程を示すフローチャートである。
【図5】製造中途段階にある光モジュールの様子を示す図である。
【図6】誘導加熱用具を示す図である。
【図7】誘導加熱によるパイプ部のはんだ付けの様子を、真横及び光ファイバの長手方向から見た図である。
【図8】誘導加熱用具の他の形態(1)を示す図である。
【図9】誘導加熱用具の他の形態(2)を示す図である。
【発明を実施するための形態】
【0026】
以下、本発明に係る光モジュールの製造方法の好適な実施形態について図面を参照しながら詳細に説明する。
【0027】
図1は、本発明の実施形態に係る光モジュールを真横から見た概略図である。図1に示すように光モジュール1は、筺体30、レーザサブマウント41、ファイバサブマウント42、半導体レーザ素子20及び光ファイバ10を主な構成要素として備える。なお、理解の容易のため、筐体30だけはその断面を示すとともに、レーザサブマウント41、ファイバサブマウント42及び半導体レーザ素子20の形状は直方体として簡略している。
【0028】
筺体30は、箱部31と、パイプ部35とで成り、これらが一体に成型されている。箱部31は、天壁31A及び底壁31Bと、その天壁31Aと底壁31Bとに挟まれる側壁31Cとを有し、これら壁によって閉じられた空間を形成している。この実施形態では、箱部31の形状は、中空の略直方体とされる。箱部31の側壁31Cには貫通孔Hが形成されている。
【0029】
パイプ部35は、箱部31の外側へ真っ直ぐ伸展する管であり、貫通孔Hを介して、箱部内の空間と箱部外の空間とを連通している。このパイプ部35の厚みは、中間位置を境として箱部31に近い部分と、中間位置を境として箱部31から遠ざかる部分とで相違しており、その近い部分は肉厚部36として、遠ざかる部分は肉薄部37として形成されている。したがって、このパイプ部35では、中間位置を境として箱部31に近い肉厚部36の鉛直断面の面積が、その中間位置から遠ざかる肉薄部37の鉛直断面の面積に比べて小さい状態となっている。
【0030】
肉厚部36には、パイプ部35の外周面から内周面まで貫通する開口Hvが、パイプ部35の長手方向に対して垂直に形成されている。
【0031】
なお、筺体30は、箱部31とパイプ部35とを別体として成型した後、そのパイプ部35の一端を箱部31の側壁31Cに連結するようにしても良い。また、箱部31とパイプ部35とは、互いに異なる材料を用いて成型されていても良い。
【0032】
レーザサブマウント41は、半導体レーザ素子20の高さを調整するための台であり、箱部31の内壁における所定位置に例えばはんだ付け等により固定されている。このレーザサブマウント41を構成する材料としては、特に制限されないが、例えば、AlNやAl2O3等のセラミックを挙げることができ、中でも、熱伝導性に優れる観点からAlNが好ましい。なお、レーザサブマウント41は、箱部31と一体に成型されても良い。
【0033】
ファイバサブマウント42は、光ファイバ10の高さを調整するための台であり、箱部31の内壁における所定位置に例えばはんだ付け等により固定されている。このファイバサブマウント42を構成する材料としては、特に制限されないが、例えば、レーザサブマウント41を構成する材料と同様の材料を挙げることができ、中でも、熱伝導性に優れる観点からAlNが好ましい。なお、ファイバサブマウント42は、箱部31と一体に成型されても良い。
【0034】
図2は、光ファイバ10の長手方向に垂直となる断面の構造を示す図である。図2に示すように、光ファイバ10は、コア11と、コア11の外周面を囲むクラッド12とクラッド12の外周面を被覆する被覆層13とから構成されている。コア11は、例えば、ゲルマニウム等の屈折率を上げるドーパントが添加された石英から形成される。クラッド12は、例えば、何らドーパントが添加されない純粋な石英から形成され、コア11の屈折率よりも低い屈折率とされる。被覆層13は、例えば、紫外線硬化樹脂等から形成される1層又は2層以上の樹脂層とされる。
【0035】
図3は、光ファイバ10の一方の端部側の様子を示す図である。図3に示すように、光ファイバ10は、一方の端部側の被覆層13が剥離されて、クラッド12が露出している。クラッド12が露出している部分の外周面は、先端から所定の間隔をあけて、メタライズ層16により覆われている。
【0036】
メタライズ層16は、金属の層であり、はんだ51が固定可能な材料とされる。後述するようにはんだ付けは、フラックス無しで行うため、メタライズ層16の表面は、はんだ濡れ性を高めるためAuであることが好ましい。さらに光ファイバ10のクラッドと、Auの密着性を高めるために下地層としてNi層を設けることが好ましい。本実施形態では、メタライズ層16は、Ni層とAu層の積層体から成り、Ni層がクラッド12の外周面を被覆しており、Au層がNi層の外周面を被覆している。また、Ni層、Au層の厚さは、特に限定されないが、例えば、Ni層が2μm〜3μmであり、Au層が0.1μm〜0.2μmとされる。このNi層が漏れ光の一部を吸収する。
【0037】
図1に示すように、このメタライズ層16は、肉厚部36の内空に位置し、はんだ51により肉厚部36に固定されている。
【0038】
はんだ51は、パイプ部35における肉厚部36の内空全体に充填されると共に、開口Hv全体にまで充填されることで、隙間なく封止しており、この結果、箱部31が気密となっている。このはんだ51の材料は、例えば、金錫系の共晶はんだを挙げることができ、Auと錫(Sn)の比としては、Au80%−Sn20%や、Au10%−Sn90%を挙げることができる。本実施形態では、はんだ51がAu80%−Sn20%である場合について説明する。この場合、はんだ51の融点はおおむね280度である。
【0039】
また、図1に示すように、パイプ部35における肉薄部37の内空には、光ファイバ10においてクラッド12が露出されるほうの被覆層13の端部が位置しており、その端部は、固定樹脂53により肉薄部37に固定されている。
【0040】
固定樹脂53は、肉薄部37の内空全体に充填されることで、光ファイバ10のクラッド12が被覆層13により覆われる部分と、その被覆層13から露出する部分との境界を含む外周面を覆っており、この結果、当該境界部分が保護されている。固定樹脂53の材料としては、特に限定されないが、例えば、紫外線硬化樹脂を挙げることができる。
【0041】
なお、光ファイバ10のうち、クラッド12が露出されるほうの端部は、半導体レーザ素子20の出射面に向けられており、半導体レーザ素子20から出力されるレーザ光が光ファイバ10のコア11に入力するよう、光ファイバ10と半導体レーザ素子20とが光学的に結合されている。
【0042】
このような光モジュール1では、図示しない電力源から供給される電力により半導体レーザ素子20が励起され、レーザ光が出射される。このレーザ光は、光ファイバ10のコア11に入力して、コア11を伝播して、光モジュール1の外部に出射される。
【0043】
なお、レーザ光が光ファイバ10に入射するとき、光ファイバ10の端面における屈折や、光ファイバ10と半導体レーザ素子20との光軸のずれ等により、レーザ光の一部がクラッド12に漏れ光として入射する場合がある。この場合、漏れ光は、主にクラッド12を伝播して、光ファイバ10がメタライズ層16で被覆されている部分に到達して、漏れ光の少なくとも一部がメタライズ層16に吸収され、熱に変換される。このときメタライズ層16で生じる熱は、はんだ51を介して筐体30のパイプ部35に伝導し、外部に放出される。
【0044】
次に、光モジュール1の製造方法について説明する。
【0045】
図4は、光モジュール1の製造方法の工程を示すフローチャートである。図4に示すように、光モジュール1の製造方法は、主として、準備工程P1、配置工程P2、ファイバ結合工程P3、はんだ付け工程P4及び充填工程P5を有する。
【0046】
以下、これら工程P1〜P5を、図5〜図7を適宜用いて詳細に説明する。図5は、製造中途段階にある光モジュールの様子を示す図である。図6は、誘導加熱用具を示す斜視図であり、図7は、誘導加熱によるパイプ部のはんだ付けの様子を、真横及び真上から見た図である。
【0047】
<準備工程P1>
この準備工程P1では、図5に示すように、クラッド12の外周面の一部にメタライズ層16を設けた光ファイバ10が準備される。すなわち、光ファイバ10の一方の端部側において被覆層13が剥離され、クラッド12が露出される。そして、クラッド12の外周面のうち、はんだ付けが予定される領域にメタライズ層16が設けられる。
【0048】
なお、はんだ付けが予定される領域は、具体的には、光ファイバ10の端部がパイプ部35に挿入され、貫通孔Hを介して箱部31に収容された場合に、肉厚部36に位置する光ファイバ10のクラッド外周面である。
【0049】
メタライズ層16は、上述のように、例えば、Ni層とAu層との積層体であるため、めっき法により設けられることが好ましい。めっき法によれば、外形が円柱の側面状であるクラッド12の外周面に対して、より均一な厚さでメタライズ層16を設けることができるためである。
【0050】
こうして、クラッド12の外周面の一部にメタライズ層16を設けた光ファイバ10が準備される。
【0051】
また、この準備工程P1では、図5に示すように、メタライズ層16が設けられた光ファイバ10を取り付けるべき筺体30が準備される。すなわち、まず、箱部31の内部空間が露出している筺体30が用意される。具体的に本工程では、箱部31の天壁31Aが省略された筺体30が用意される
【0052】
続いて、箱部31の所定位置に、レーザサブマウント41、ファイバサブマウント42及び半導体レーザ素子20がそれぞれ配置され、例えばはんだ付け等により固定される。
【0053】
こうして、メタライズ層16が設けられた光ファイバ10を取り付けるべき筺体30が準備される。
【0054】
<配置工程P2>
この配置工程P2では、図5に示すように、レーザサブマウント41及びファイバサブマウント42が固定されている箱部31の底壁31Bが熱引きブロック60に対向する状態で、準備工程P1で準備された筺体30が熱引きブロック60に配置される。この熱引きブロック60は、例えば、液循環によって熱引きするものや、ペルチェ効果を利用して熱引きするものを用いることができる。
【0055】
また、この配置工程P2では、準備工程P1で準備された光ファイバ10が、準備工程P1で準備された筺体30に配置される。具体的には、光ファイバ10が、被覆層13の剥離側からパイプ部35に挿入され、メタライズ層16が肉厚部36に位置するまで、押し入れられる。
【0056】
また、この配置工程P2では、半導体レーザ素子20から出射されるレーザ光の光軸に光ファイバ10の中心軸が合うよう、図示しない治具を用いて、光ファイバ10の配置位置が微調整される。この結果、半導体レーザ素子20と光ファイバ10とが光学的に結合される。
【0057】
<ファイバ結合工程P3>
このファイバ結合工程P3では、ファイバサブマウント42上にある光ファイバ10の一部が、例えば樹脂等の結合部材52を用いて、ファイバサブマウント42に結合され固定される。
【0058】
<はんだ付け工程P4>
このはんだ付け工程P4では、図6に示すように、誘導加熱用具80が加熱手段として用いられる。この誘導加熱用具80は、磁性コアCRと、コイルCLとを主な構成として備えている。磁性コアCRは、フェライトやダストコアなどの透磁率の高い磁性材料を用いて、断面が円の管状体として形成されている。
【0059】
この磁性コアCRには、磁性コアCRの管軸AX方向の一端面FAから他端面FBにわたって間隙GPが設けられている。この間隙GPの幅は、パイプ部35の幅W(外径)よりも大きい幅とされる。また、磁性コアCRの厚みは、パイプ部35の高さHG(外径)よりも大きい厚みとされる。一方、間隙GPに対向するコア部分の外周上には、コイルCLが巻回されている。なお、コイルCLは、間隙GPを除くコア全体の外周上に巻回されていても良く、間隙GPに対向するコア部分以外の部分の外周上に巻回されていても良い。要するに、間隙GPを除く磁性コアCRの少なくとも一部の外周上にコイルCLが巻回されていれば良い。
【0060】
さらに、間隙GPを含む磁性コアCRの外周には、管軸AXに対して、コア内側から外側に向かって斜めとなる平らな傾斜面IFが形成されている。具体的には、磁性コアCRのうち、管軸AX方向の一端面FAにおいて間隙GPを隔てて互いに対向する内側の角と、他端面FBにおいて間隙GPを隔てて互いに対向する外側の角とを通る平面を切断面として、磁性コアCRが切断され、その平面が傾斜面IFとされている。
【0061】
このような誘導加熱用具80を用いて、メタライズ層16を含む光ファイバ10の一部が、箱部31の底壁31Bが冷却されている状態においてはんだ付けされる。すなわち、まず、はんだ51がパイプ部35の開口Hvに配置される。なお、はんだ51の配置は、上述の配置工程P2において行っても良い。また、はんだ51の組成としてフラックスが非含有であることが、光ファイバ10の端面又は半導体レーザ素子20の出射面に対するフラックスの付着を回避する観点や、はんだの腐食(酸化や硫化)を防止する観点では好ましい。
【0062】
続いて、図7に示すように、誘導加熱用具80における磁性コアCRの内空に光ファイバを挿入させ、その磁性コアCRに形成される傾斜面IFが、箱部31の側壁31Cの外壁に当接される。具体的には、誘導加熱用具80における磁性コアCRの間隙GPにパイプ部35が挟まれる状態で、パイプ部35の両脇の外壁に傾斜面IFが当接される。
【0063】
続いて、誘導加熱用具80におけるコイルCLに交流信号が印加される。これにより磁性コアCRには、コイルCLの磁力線が収束され、その磁性コアCRの間隙GPに生じる磁力線によって箱部31の側壁31Cに熱が誘導される。この熱は、箱部31の側壁31Cを介してパイプ部35に伝導し、そのパイプ部35の開口Hvに配置されているはんだ51に伝導することにより、はんだ51が溶融する。この結果、はんだ51は、肉厚部36に広がる。
【0064】
なお、半導体レーザ素子20への熱影響を抑制するため、はんだ51の加熱時における底壁31Bの温度として例えば150度以下であることを要する。したがって、筐体30の冷却温度は150度よりも低い温度とされる。また、はんだ51の加熱温度は、はんだ51の融点以上とされる。特に、はんだ51の加熱温度又は筺体30の冷却温度を温度モニターで検知することが、筺体30を冷却しながらも正確かつ確実にはんだ51を溶融する観点では好ましい。この温度モニターは、非接触であることが、はんだ付けに影響を与えない観点から好ましい。
【0065】
続いて、コイルCLに対する交流信号の印加が停止される。これによりはんだ51が直ちに固化し、図1に示すように、パイプ部35における肉厚部36に光ファイバ10の一部が固定されるともに、肉厚部36の内空が隙間なく封止される。
【0066】
<充填工程P5>
この充填工程P5では、パイプ部35における肉薄部37の内空に固定樹脂53が充填される。例えば固定樹脂53が紫外線硬化樹脂である場合、貫通孔Hの箱部31側の反対側から、紫外線硬化樹脂の前駆体である未硬化状態の紫外線硬化性樹脂が充填され、その未硬化状態の紫外線硬化性樹脂に対して紫外線が照射される。これにより光ファイバ10のクラッド12が被覆層13により覆われる部分と、その被覆層13から露出する部分との境界を含む外周面が、固定樹脂53に覆われた状態で、肉薄部37に固定される。
【0067】
最後に、筐体30における箱部31の天壁31Aが取り付けられ、図1に示す光モジュール1が得られる。
【0068】
以上説明したように、本実施形態における光モジュール1の製造方法によれば、熱引きブロック60の熱引きにより箱部31の底壁31Bが冷却されている状態で、はんだ51に対して、誘導加熱用具80の誘導加熱により生じる熱が与えられる。このため、誘導加熱用具80の誘導加熱に起因する半導体レーザ素子20自体の温度上昇が大幅に低減される。この結果、誘導加熱用具80の誘導加熱に起因する半導体レーザ素子20の特質の劣化が抑制される。
【0069】
また、誘導加熱の対象が、箱部31の側壁31Cのうちパイプ部35脇とされている。このため、パイプ部35自体を誘導加熱の対象とする場合に比べて、パイプ部35と、そのパイプ部35の一端が連結される箱部31の内壁との境界付近の温度を半田融点まで直接的に上げることが可能となる。その一方、パイプ部35には磁束が集中せず直接熱が加わることを抑制可能となる。したがって、パイプ部35内空での温度勾配を小さくし、箱部31との境界に至るまではんだの濡れ性を向上することが可能となる。また、箱部31の底壁31Bの冷却との関係でパイプ部35と側壁31Cとの境界付近での温度勾配が大幅に抑制される。
【0070】
本実施形態では、誘導加熱するものとして、間隙GPを有する磁性コアCRと、その磁性コアCRの外周上に巻回されるコイルCLとを備える誘導加熱用具80が用いられている。この間隙GPを含む磁性コアCRの外周には、管軸AXに対して斜めとなる平らな傾斜面IFが形成され、この傾斜面IFが、パイプ部35脇に当接される。このため、側壁31Cにおけるパイプ部35脇に対して、隙間なく間隙GPを当接することが可能となり、傾斜面IFが非形成となる場合に比べて、より一段とパイプ部35脇に間隙GPを近づけることができる。これに加えて、間隙GPを挟んで対向する磁性コアCRの両端のギャップ面積は、傾斜する分だけ狭くなるため、磁場を集中させることができ、単位空間当たりの誘導加熱量を増加させることもできる。したがって、側壁31Cにおけるパイプ部35脇の内壁と外壁との双方を加熱対象とすることが可能となり、パイプ部35と側壁31Cとの境界付近での温度勾配が抑制される。したがって、パイプ部35と側壁31Cとの境界付近に至るまでのはんだ51の濡れ性が向上する。
【0071】
なお、パイプ部35の透磁率に比べて、少なくともそのパイプ部35が連結されている側壁31Cの透磁率が高い関係にあることが好ましい。具体的には、例えば、パイプ部35の材料をコバール(登録商標)(比透磁率800)とし、側壁31Cの材料を軟鉄(比透磁率2000)とする等といったように、パイプ部35と側壁31Cとの材料を相違させることで実現可能である。このようにすれば、パイプ部35よりも側壁31Cに磁束が集中するため、パイプ部35の肉厚部36に比べて、箱部31の側壁31Cの単位空間当たりの誘導加熱量が大きくなり、この結果、パイプ部35と側壁31Cとの境界付近での温度勾配をより一段と抑制することが可能となる。
【0072】
またこの実施形態の場合、間隙GPを挟んで対向する磁性コアCRの両端の距離は、パイプ部35の幅W(図7)よりも大きい距離とされる。このため、磁性コアCRの両端にパイプ部35を挟んだ状態で、パイプ部35が連結される側壁31Cに傾斜面IFを当接させることができる。したがって、パイプ部35と側壁31Cとの境界付近を直接的に加熱することが可能となり、パイプ部35の連結部分でのはんだの濡れ性がより一段と向上される。
【0073】
さらにこの実施形態の場合、磁性コアCRの厚みは、パイプ部35の高さHG(図7)よりも大きい厚みとされる。このため、パイプ部35と側壁31Cとの境界部分よりも大きい傾斜面IFを、パイプ部35が連結される側壁31Cに当接させることができる。したがって、箱部31の底壁31Aが冷却されている状態であったとしても、その底壁31Aを介して伝導する冷却熱に起因して境界部分に温度勾配が生じることを大幅に抑制することができる。
【0074】
以上、本発明について上記実施形態を例に説明したが、本発明はこれに限らない。
【0075】
上記製造方法で用いられる誘導加熱用具80の磁性コアCRが、断面を円とする管状体に形成されたが、断面を矩形とする管状体に形成されていても良く、円筒を円状に曲げて円筒の両端を連結したドーナツのような管状体に形成されていても良く、これら以外の形状に形成されていても良い。
【0076】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFは、図6に示すように、管軸AX方向の一端面FAから他端面FBにわたって平らな面として形成された。この傾斜面IFに代えて、図8に示すように、一端面FAから他端面FBの中途の位置までにわたって平らな傾斜面IFxが形成されていても良い。ただし、一端面から他端面方向への距離が長いほど、ギャップ面積が小さくなり単位空間当たりの誘導加熱量が大きくなるため、上記実施形態のように、一端面から他端面にわたって形成されるほうが好ましい。
【0077】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの形状として、三角状ものが適用された。この傾斜面IFに代えて、図9に示すように、台形状の傾斜面IFyが適用されても良く、図示しない楕円又は円形状の傾斜面が適用されても良く、これら以外の様々な形状の傾斜面が適用可能である。
【0078】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの傾斜角度は特に規定しなかったが、大きいほうが好ましい。これは、管軸AXに対する傾斜角度が大きくなるほど、誘導加熱用具80全体がパイプ部35の長方向に沿うことになり、パイプ部35の鉛直方向のスペースをより大きく確保できるためである。特に、誘導加熱用具80全体をパイプ部35の長方向に沿わせる観点では、傾斜面IFの傾斜角度は、管軸AXに対して45度よりも大きい角度であることが好ましい。
【0079】
また、誘導加熱用具80の磁性コアCRに形成される傾斜面IFの当接対象として、箱部31の側壁31Cにおけるパイプ部35脇が適用されたが、パイプ部35が連結されている箱部31の側壁31Cであれば、パイプ部35脇以外の部位であっても良い。
【0080】
上記実施形態では、箱部31の形状として、中空の直方体状が適用されたが、中空の円柱状であっても良く、これら以外の様々な形状が適用されてもよい。
【0081】
上記実施形態では、パイプ部35として、断面が円となるものが適用されたが、断面が矩形となるものであっても良く、これら以外の断面形状のものが適用されも良い。また、パイプ部35の厚みは部位ごとに相違されたが、同じとされていても良い。
【0082】
上記実施形態では、光素子として、半導体レーザ素子20を用いた光モジュール1が例にされたが、これに限らず、例えば、誘電体結晶を用いた光通信用LiNbO3変調器などのように、他の光素子を用いた光モジュールが適用できる。
【産業上の利用可能性】
【0083】
以上説明したように、本発明によれば信頼性の高い光モジュールを製造するために用いられる誘導加熱用具と、それを用いた光モジュールの製造方法とが提供でき、励起光源の製造や、光通信用LiNbO3変調器の製造等に活用可能である。
【符号の説明】
【0084】
1・・・光モジュール
10・・・光ファイバ
11・・・コア
12・・・クラッド
13・・・被覆層
16・・・メタライズ層
20・・・半導体レーザ素子
30・・・筐体
31・・・箱部
35・・・パイプ部
36・・・肉厚部
37・・・肉薄部
41・・・レーザサブマウント
42・・・ファイバサブマウント
51・・・はんだ
52・・・結合部材
53・・・固定樹脂
60・・・冷却器
80・・・誘導加熱用具
AX・・・管軸
CR・・・磁性コア
CL・・・コイル
GP・・・間隙
H・・・貫通孔
Hv・・・開口
IF・・・傾斜面
P1・・・準備工程
P2・・・配置工程
P3・・・ファイバ結合工程
P4・・・はんだ付け工程
P5・・・充填工程
【特許請求の範囲】
【請求項1】
間隙が形成される管状の磁性コアと、
前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、
を備え、
前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成される
ことを特徴とする誘導加熱用具。
【請求項2】
前記傾斜面は、前記磁性コアの管軸方向の一端面において前記間隙を隔てて互いに対向する内側の角と、前記磁性コアの管軸方向の他端面において前記間隙を隔てて互いに対向する外側の角とを通る傾斜面とされる
ことを特徴とする請求項1に記載の誘導加熱用具。
【請求項3】
前記間隙を挟んで対向する磁性コアの両端の距離は、光素子を収容すべき箱部に対して一端が連結され箱部の外側に延在するパイプ部の幅よりも大きい距離とされ、前記磁性コアの厚みは、前記パイプ部の高さ以上とされる
ことを特徴とする請求項2に記載の誘導加熱用具。
【請求項4】
一方の端部のクラッドが露出された光ファイバを準備する準備工程と、
光素子を収容すべき箱部に一端が連結されその箱部の外側に延在するパイプ部を介して、前記クラッドの露出部分の少なくとも先端が箱部内に位置するよう前記光ファイバを配置する配置工程と、
誘導加熱用具を用いて、前記パイプ部の内壁と前記光ファイバとをはんだ付けするはんだ付け工程と、
を有し、
前記誘導加熱用具は、
間隙が形成される管状の磁性コアと、
前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、
を備え、
前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成され、この傾斜面が、前記パイプ部が連結される箱部の壁に当接される
ことを特徴とする光モジュールの製造方法。
【請求項5】
前記はんだ付け工程では、前記磁性コアにおける間隙の両端に前記パイプ部が挟まれた状態で前記傾斜面が当接される
ことを特徴とする請求項4に記載の光モジュールの製造方法。
【請求項6】
前記はんだ付け工程において、前記光素子が収容された箱部の底壁の一部が冷却された状態とされる
ことを特徴とする請求項5に記載の光モジュールの製造方法。
【請求項1】
間隙が形成される管状の磁性コアと、
前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、
を備え、
前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成される
ことを特徴とする誘導加熱用具。
【請求項2】
前記傾斜面は、前記磁性コアの管軸方向の一端面において前記間隙を隔てて互いに対向する内側の角と、前記磁性コアの管軸方向の他端面において前記間隙を隔てて互いに対向する外側の角とを通る傾斜面とされる
ことを特徴とする請求項1に記載の誘導加熱用具。
【請求項3】
前記間隙を挟んで対向する磁性コアの両端の距離は、光素子を収容すべき箱部に対して一端が連結され箱部の外側に延在するパイプ部の幅よりも大きい距離とされ、前記磁性コアの厚みは、前記パイプ部の高さ以上とされる
ことを特徴とする請求項2に記載の誘導加熱用具。
【請求項4】
一方の端部のクラッドが露出された光ファイバを準備する準備工程と、
光素子を収容すべき箱部に一端が連結されその箱部の外側に延在するパイプ部を介して、前記クラッドの露出部分の少なくとも先端が箱部内に位置するよう前記光ファイバを配置する配置工程と、
誘導加熱用具を用いて、前記パイプ部の内壁と前記光ファイバとをはんだ付けするはんだ付け工程と、
を有し、
前記誘導加熱用具は、
間隙が形成される管状の磁性コアと、
前記磁性コアの外周上の少なくとも一部に巻回されるコイルと、
を備え、
前記間隙を含む前記磁性コアの外周には、前記磁性コアの内側から外側に向かって、前記磁性コアの管軸に斜めとなる平らな傾斜面が形成され、この傾斜面が、前記パイプ部が連結される箱部の壁に当接される
ことを特徴とする光モジュールの製造方法。
【請求項5】
前記はんだ付け工程では、前記磁性コアにおける間隙の両端に前記パイプ部が挟まれた状態で前記傾斜面が当接される
ことを特徴とする請求項4に記載の光モジュールの製造方法。
【請求項6】
前記はんだ付け工程において、前記光素子が収容された箱部の底壁の一部が冷却された状態とされる
ことを特徴とする請求項5に記載の光モジュールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−89466(P2013−89466A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229190(P2011−229190)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(509206556)アロニクス株式会社 (2)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000005186)株式会社フジクラ (4,463)
【出願人】(509206556)アロニクス株式会社 (2)
【Fターム(参考)】
[ Back to top ]