
調整された接着能を具備するロール用チューブ及びその製造方法、並びに該チューブを含むロール複合体
【課題】 内壁面の接着性が調整されたフッ素系樹脂フレキシブルチューブ、及び該チューブを被覆したロールを提供することにある。更に、従来の安全性、連続性を確保しつつ、内壁面の接着性が調整できる化学的処理方法を提供することにある。
【解決手段】 フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、内壁面を一旦酸欠状態に維持した後、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御する。
【解決手段】 フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、内壁面を一旦酸欠状態に維持した後、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、調整された接着能を具備するロール用チューブ及びその製造方法、並びに該チューブを使用したロール複合体に関する。更に詳しくは、本発明は、特にプリンタや複写機等の画像形成装置の定着又は加圧ロールに採用されるフッ素系樹脂フレキシブルチューブ及びその製造方法、並びに該チューブを含むロール複合体に関する。
【背景技術】
【0002】
周知のごとく、フッ素系樹脂は優れた物理的特性を有するが、一方ではその表面の機能性、例えば、濡れ性ないしは接着性に乏しいという欠点があるため、これまで表面改質方法が種々提案されてきた。
例えば、処理剤としてアルカリ金属の液体アンモニア溶液をフッ素系樹脂フレキシブルチューブ(以下、単に“チューブ”と称することがある)の内部に充填した状態でアンモニアの沸点以下に冷却して脱フッ素処理を施し、次いで脱フッ素部に親水基を導入することにより、該チューブの内壁面の濡れ性を改善することは知られている(例えば、特許文献1参照。)。
しかしながら、この改質法には次のような問題点がある。
(a) 脱フッ素処理後のチューブ内壁面は反応性にとんだカーボンラジカルが発生するため、親水基の導入量の調整が困難である。そのため、該内壁面の濡れ性、ひいては接着性がばらついてくる。
(b) チューブの接着態様は、一時接着ないし仮固定の場合と完全接着の場合とに大別され、目的に応じたチューブ接着能が要求される。つまり、チューブ内壁面には予め調整された接着能が付与されている必要がある。しかし、このような要求には到底対応できない。
これとは別に、フッ素系樹脂フレキシブルチューブはロールの離型層として使用されることが多い。この場合、該チューブは、芯金上に形成されたシリコーンゴム層等に強固に貼り付いている状態が望ましい。接着強度が弱いと、該チューブが剥がれるという致命的欠陥につながるからである。そのため、従来はしばしばプライマーの塗布量を必要以上に多くしたり、チューブ内壁面のエッチング加工を過度に行うことを余儀なくされ、結果的には素材自体を傷めたりすることがあった。
以上のように、フッ素系樹脂フレキシブルチューブの内壁面は、その接着目的に応じて予め調整された接着能を具備していることが望ましいが、このような調整自体、極めて困難で、技術的に未だ確立されていないのが現状である。
【0003】
【特許文献1】特開平10−60139号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、本発明の課題は、上述の従来技術の問題点を解決し、内壁面の接着性が調整された、ロール用チューブを提供することにある。
更に、本発明の課題は、上記チューブの内壁面の接着能を調整できる連続処理方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明者は、フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、該内壁面を一旦酸欠状態に維持することにより該内壁面の前記カーボンラジアルをC−HやC=C結合で安定させてから、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御することにより、上記の課題を一挙に解決するに至った。
【発明の効果】
【0006】
上記の構成を採る本発明によれば、以下のような顕著な作用・効果が奏される。
a.チューブ内壁面の濡れ性、ひいては接着性が予め調整可能になる。これに伴い、接着目的に応じて接着強度や接着耐久性も制御可能になる。
b.接着性改善剤は、加熱処理やUV照射によリ導入されるので、フッ素基材に劣化、損傷を与えることが無い。
【発明を実施するための最良の形態】
【0007】
以下、本発明にしたがって、調整された接着能を具備するロール用チューブについて、添付図面を参照しながら説明する。
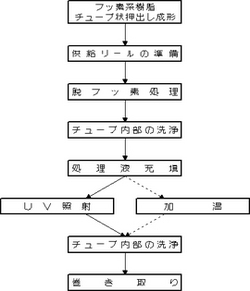
図1は、上記のチューブを製造する一連の工程を示すブロック図である。
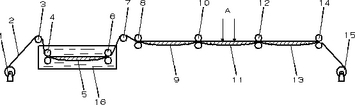
図2は、上記のチューブの接着能を調整する工程で使用する装置の一例を示す概略側面図である。
図1を参照するに、本発明のロール用チューブは、以下の工程を経て得られる。
フッ素系樹脂を押出機に投入して、チューブに押出成形する工程;
押出成形されたチューブを巻き取って、事後の処理のための供給リールを準備する工程;
該供給リールから引き出されたチューブの一定長さに亘ってその内部にアルカリ金属の液体アンモニア溶液(以下、“処理液1”と称する)を充填した後、アンモニアの沸点以下に冷却する工程;
脱フッ素処理後のチューブ内部を酸欠状態に維持する工程;
酸欠状態に維持したチューブ内部に接着性改善剤(以下、“処理液2”と称する)を充填する工程;
上記の充填状態で、該チューブ外方から、処理液が接触したチューブ内部に向けてUVを照射、又は加熱する工程;
照射もしくは加熱処理後のチューブ内部を洗浄する工程;及び
洗浄されたチューブを巻き取る工程。
図2において、1は供給リール、2は供給リールから解除されたチューブ、3、7はテンションロール、4、6、8、10、12及び14はピンチロール(閉塞部材)、5は該チューブ2の内部に充填された処理液1、9及び13は、該チューブ2の内部に充填された洗浄液、11は、該チューブ2の内部に充填された処理液2、15は処理されたチューブの巻取りリール、16は処理液1を冷却する槽、そして、AはUV照射もしくは加熱処理による反応帯域である。
この例においては、未処理のチューブ2の内壁面は以下の手順で処理される。
先ず、供給リール1から取り出した未処理のチューブ2を、テンションロール3、ピンチロール4、6の順に通し、その際、ピンチロール4は閉塞状態、ピンチロール6は開放状態に維持する。この状態でチューブ2の先端から処理液1を入れ、ピンチロール4と6の間のチューブ2に処理液1が充填された時点でピンチロール6を閉塞させる。これにより処理液1は、ピンチロール4と6との間に封入される。その後、冷却媒体として、アルコール類やフッ素系不活性液体等を槽16に入れ温度を下げる。
次いで、ピンチロール6以降に滞留していた処理液1を取り除いてから、チューブ2をテンションロール7に回して、ピンチロール8、10に通す。その際、ピンチロール8は閉塞状態、ピンチロール10は開放状態に維持する。この状態でチューブ2の先端から洗浄液9を注入し、ピンチロール8と10の間のチューブ2に洗浄液9が充填された時点でピンチロール10を閉塞させる。これにより、洗浄液9は、ピンチロール8と10との間に封入され、チューブ内壁面は酸欠状態に維持される。
次いで、同様に、ピンチロール10と12および12と14の間にそれぞれ処理液2及び洗浄剤13を封入する。
最後に、チューブ2の先端を処理チューブ巻取りリール15に巻き取る。
この状態で、巻取りリール15を一定の速度で回転駆動させてチューブ2を走行させながら、処理帯域Aで放射線を該チューブ2の外方から照射するか、該チューブを加熱し、引き続き洗浄してから、巻取りリール15に連続的に巻き取っていく。
上記の態様に特徴的なことは、脱フッ素処理を施したチューブ内壁面を一旦酸欠状態に維持すること、そして、事後に該内壁面に接着性改善剤を接触させた状態で施す加熱及び/又はUV照射を、該内壁面に要求される接着能に応じて、制御することにある。
特に、酸欠処理は、チューブ内壁面にC−HやC=Cを発生させるために不可欠の工程である。何故なら、このような基が事後に親水基やビニール基の受容基として機能するからである。
更に、本発明について更に詳細に述べる。
処理液1は、アルカリ金属の液体アンモニア溶液である。液体アンモニアに対するアルカリ金属の濃度が、0.1〜5重量%であることが好ましく、特に、0.2〜2重量%であることが好ましい。中でも、ナトリウムの液体アンモニア溶液が好ましい。
処理液2は、酸化剤が好ましく用いられる。具体的には、過酸化水素水や過炭酸ナトリウム等が挙げられる。
洗浄液9及び13としては、n−ヘキサン、ベンゼン、四塩化炭素、エチルアルコール、及びメチルアルコール等のアルコール類、水、及びアセトン、エーテル等を挙げることができる。中でも、洗浄剤9については、酸欠状態を維持して脱フッ素処理後のチューブ内壁面に酸化物の付着が起きないように機能する必要があるので、極性の小さいn−ヘキサン、ベンゼン、及び四塩化炭素が好ましく用いられる。
処理液2が接触したチューブ2の内壁面に照射するUVの照射強度は1〜500mW/cm2の範囲に、好ましくは10〜100mW/cm2の範囲にあればよい。照射線量が1未満では、官能基導入のための反応時間が長くなり他方、500mW/cm2を超えると、内壁面に発生した官能基が分解される懸念がある。このときのUV波長は200〜420nmの範囲にあればよい。又、加熱処理の条件は、例えば、温度は30〜50℃、時間は0.5〜3秒程度であればよい、このようなUV照射及び/又加熱処理によって、脱フッ素処理時にチューブ内壁面に発生していた結合(C=C、C−H)は酸化剤で酸化されるか、又は該結合部分に機能性官能基が直接又は間接的に付加する。この置換された機能性官能基によってフッ素系樹脂成形品の表面が改質される。
チューブ自体については、その肉厚が、特に30〜200μmの範囲にあるものが好ましく供される。このようなチューブを構成するフッ素系樹脂としては、ポリテトラフルオロエチレン(PTFE)、パーフルオロエチレンプロペンコポリマー(FEP)、エチレン−テトラフルオロエチレンコポリマー(ETFE)、パーフルオロアルコキシアルカン(PFA)、ポリトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)、ポリクロロトリフルオロエチレン(PCTFE)、テトラフルオロエチレン−パーフルオロメチルビニルエーテル共重合体(MFA)、及びテトラフルオロエチレン−パーフルオロエチルビニルエーテル共重合体(EFA)等の一種、又は二種以上のブレンド体が挙げられる。
【実施例】
【0008】
先ず、フッ素系樹脂からなるチューブ2を、以下のようにして形成した。
PFA樹脂「451HP−J」(三井・デュポンフロロケミカル株式会社製)を用意し、これを通常の横型押出機にて押出成形して、長さ1000m、外径φ30mm、厚さ100μmのチューブを供給リール1に巻き取った。
次に、得られたチューブ2の内壁面を図2に示した装置にて改質処理した。このときのピンチロール4と6、8と10、10と12、12と14の間の距離は、夫々100cmとした。その際、処理液1としては、液体アンモニアに対するアルカリ金属の濃度が、1.1重量%のアンモニア溶液を、処理液2としては、過炭酸ナトリウムを、そして、洗浄液9としてはn−ヘキサン、洗浄液13としてはエチルアルコールを用いた。更に、反応帯域Aでは、UVを照射強度は50mW/cm2で照射し、その際、照射時間を60秒、30秒、及び10秒として3種類のサンプル(a)〜(c)を得た。処理された各チューブは巻取りリール15に1m/分の線速度で巻き取った。
【0009】
このようにして得られた3種類のチューブについて、夫々の内壁面の接着耐久性を確認することにより接着能の比較をした。
先ず、夫々のチューブにプライマーを塗布した後、開いてシート状にし、内壁面側にRTV「TSE326」(GE東芝シリコーン株式会社製)を塗布して、150℃のオーブンに20分入れて硬化させた。
サンプル(a)(UV照射時間60秒)は3000時間放置してもフッ素樹脂とRTVの剥がれは見られず、サンプル(b)(UV照射時間30秒)は1000時間で均一な剥がれが発生し、又、サンプル(c)(UV照射時間10秒)については100時間で均一な剥がれが発生した。このようにして、UV照射の程度を制御することにより、一次接着、仮固定、又は完全接着に対して要求される均一な接着能がチューブ内壁部に随時付与される。
比較のため、上記の実施例で洗浄液9の充填工程(酸欠化工程)を省略する以外は、同様の処理を行い、比較サンプル(a)〜(c)を得た。その結果、比較サンプルのいずれも斑があり、均一な面接着ではない状態が随所に見受けられた。
【0010】
上述より接着の耐久性に差が確認された。このことから、本発明によれば、フッ素系樹脂フレキシブルチューブ内壁面の接着能が調整できることが確認された。
【産業上の利用可能性】
【0011】
本発明にしたがって、その接着能が調整されたフッ素系樹脂フレキシブルチューブは、プリンタ、複写機等の画像形成装置に使用されるロール又はベルトとして特に有用である。更に、該チューブを切り開くことによって、シートとしても使用できる。
【図面の簡単な説明】
【0012】
【図1】本発明にしたがって、その接着能が調整されたフッ素系樹脂フレキシブルチューブを製造する一連の工程を示すブロック図である。
【図2】上記のフッ素系樹脂フレキシブルチューブの接着能を調整する工程で使用する装置の一例を示す概略側面図である。
【符号の説明】
【0013】
1 供給リール
2 フッ素系樹脂からなる長尺状フレキシブルチューブ
3 テンションロール
4 ピンチロール(閉塞部材)
5 処理液1
6 ピンチロール
7 テンションロール
8 ピンチロール
9 洗浄液
10 ピンチロール
11 処理液2
12 ピンチロール
13 洗浄液
14 ピンチロール
15 巻取りリール
16 冷却槽
A 反応帯域
【技術分野】
【0001】
本発明は、調整された接着能を具備するロール用チューブ及びその製造方法、並びに該チューブを使用したロール複合体に関する。更に詳しくは、本発明は、特にプリンタや複写機等の画像形成装置の定着又は加圧ロールに採用されるフッ素系樹脂フレキシブルチューブ及びその製造方法、並びに該チューブを含むロール複合体に関する。
【背景技術】
【0002】
周知のごとく、フッ素系樹脂は優れた物理的特性を有するが、一方ではその表面の機能性、例えば、濡れ性ないしは接着性に乏しいという欠点があるため、これまで表面改質方法が種々提案されてきた。
例えば、処理剤としてアルカリ金属の液体アンモニア溶液をフッ素系樹脂フレキシブルチューブ(以下、単に“チューブ”と称することがある)の内部に充填した状態でアンモニアの沸点以下に冷却して脱フッ素処理を施し、次いで脱フッ素部に親水基を導入することにより、該チューブの内壁面の濡れ性を改善することは知られている(例えば、特許文献1参照。)。
しかしながら、この改質法には次のような問題点がある。
(a) 脱フッ素処理後のチューブ内壁面は反応性にとんだカーボンラジカルが発生するため、親水基の導入量の調整が困難である。そのため、該内壁面の濡れ性、ひいては接着性がばらついてくる。
(b) チューブの接着態様は、一時接着ないし仮固定の場合と完全接着の場合とに大別され、目的に応じたチューブ接着能が要求される。つまり、チューブ内壁面には予め調整された接着能が付与されている必要がある。しかし、このような要求には到底対応できない。
これとは別に、フッ素系樹脂フレキシブルチューブはロールの離型層として使用されることが多い。この場合、該チューブは、芯金上に形成されたシリコーンゴム層等に強固に貼り付いている状態が望ましい。接着強度が弱いと、該チューブが剥がれるという致命的欠陥につながるからである。そのため、従来はしばしばプライマーの塗布量を必要以上に多くしたり、チューブ内壁面のエッチング加工を過度に行うことを余儀なくされ、結果的には素材自体を傷めたりすることがあった。
以上のように、フッ素系樹脂フレキシブルチューブの内壁面は、その接着目的に応じて予め調整された接着能を具備していることが望ましいが、このような調整自体、極めて困難で、技術的に未だ確立されていないのが現状である。
【0003】
【特許文献1】特開平10−60139号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、本発明の課題は、上述の従来技術の問題点を解決し、内壁面の接着性が調整された、ロール用チューブを提供することにある。
更に、本発明の課題は、上記チューブの内壁面の接着能を調整できる連続処理方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明者は、フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、該内壁面を一旦酸欠状態に維持することにより該内壁面の前記カーボンラジアルをC−HやC=C結合で安定させてから、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御することにより、上記の課題を一挙に解決するに至った。
【発明の効果】
【0006】
上記の構成を採る本発明によれば、以下のような顕著な作用・効果が奏される。
a.チューブ内壁面の濡れ性、ひいては接着性が予め調整可能になる。これに伴い、接着目的に応じて接着強度や接着耐久性も制御可能になる。
b.接着性改善剤は、加熱処理やUV照射によリ導入されるので、フッ素基材に劣化、損傷を与えることが無い。
【発明を実施するための最良の形態】
【0007】
以下、本発明にしたがって、調整された接着能を具備するロール用チューブについて、添付図面を参照しながら説明する。
図1は、上記のチューブを製造する一連の工程を示すブロック図である。
図2は、上記のチューブの接着能を調整する工程で使用する装置の一例を示す概略側面図である。
図1を参照するに、本発明のロール用チューブは、以下の工程を経て得られる。
フッ素系樹脂を押出機に投入して、チューブに押出成形する工程;
押出成形されたチューブを巻き取って、事後の処理のための供給リールを準備する工程;
該供給リールから引き出されたチューブの一定長さに亘ってその内部にアルカリ金属の液体アンモニア溶液(以下、“処理液1”と称する)を充填した後、アンモニアの沸点以下に冷却する工程;
脱フッ素処理後のチューブ内部を酸欠状態に維持する工程;
酸欠状態に維持したチューブ内部に接着性改善剤(以下、“処理液2”と称する)を充填する工程;
上記の充填状態で、該チューブ外方から、処理液が接触したチューブ内部に向けてUVを照射、又は加熱する工程;
照射もしくは加熱処理後のチューブ内部を洗浄する工程;及び
洗浄されたチューブを巻き取る工程。
図2において、1は供給リール、2は供給リールから解除されたチューブ、3、7はテンションロール、4、6、8、10、12及び14はピンチロール(閉塞部材)、5は該チューブ2の内部に充填された処理液1、9及び13は、該チューブ2の内部に充填された洗浄液、11は、該チューブ2の内部に充填された処理液2、15は処理されたチューブの巻取りリール、16は処理液1を冷却する槽、そして、AはUV照射もしくは加熱処理による反応帯域である。
この例においては、未処理のチューブ2の内壁面は以下の手順で処理される。
先ず、供給リール1から取り出した未処理のチューブ2を、テンションロール3、ピンチロール4、6の順に通し、その際、ピンチロール4は閉塞状態、ピンチロール6は開放状態に維持する。この状態でチューブ2の先端から処理液1を入れ、ピンチロール4と6の間のチューブ2に処理液1が充填された時点でピンチロール6を閉塞させる。これにより処理液1は、ピンチロール4と6との間に封入される。その後、冷却媒体として、アルコール類やフッ素系不活性液体等を槽16に入れ温度を下げる。
次いで、ピンチロール6以降に滞留していた処理液1を取り除いてから、チューブ2をテンションロール7に回して、ピンチロール8、10に通す。その際、ピンチロール8は閉塞状態、ピンチロール10は開放状態に維持する。この状態でチューブ2の先端から洗浄液9を注入し、ピンチロール8と10の間のチューブ2に洗浄液9が充填された時点でピンチロール10を閉塞させる。これにより、洗浄液9は、ピンチロール8と10との間に封入され、チューブ内壁面は酸欠状態に維持される。
次いで、同様に、ピンチロール10と12および12と14の間にそれぞれ処理液2及び洗浄剤13を封入する。
最後に、チューブ2の先端を処理チューブ巻取りリール15に巻き取る。
この状態で、巻取りリール15を一定の速度で回転駆動させてチューブ2を走行させながら、処理帯域Aで放射線を該チューブ2の外方から照射するか、該チューブを加熱し、引き続き洗浄してから、巻取りリール15に連続的に巻き取っていく。
上記の態様に特徴的なことは、脱フッ素処理を施したチューブ内壁面を一旦酸欠状態に維持すること、そして、事後に該内壁面に接着性改善剤を接触させた状態で施す加熱及び/又はUV照射を、該内壁面に要求される接着能に応じて、制御することにある。
特に、酸欠処理は、チューブ内壁面にC−HやC=Cを発生させるために不可欠の工程である。何故なら、このような基が事後に親水基やビニール基の受容基として機能するからである。
更に、本発明について更に詳細に述べる。
処理液1は、アルカリ金属の液体アンモニア溶液である。液体アンモニアに対するアルカリ金属の濃度が、0.1〜5重量%であることが好ましく、特に、0.2〜2重量%であることが好ましい。中でも、ナトリウムの液体アンモニア溶液が好ましい。
処理液2は、酸化剤が好ましく用いられる。具体的には、過酸化水素水や過炭酸ナトリウム等が挙げられる。
洗浄液9及び13としては、n−ヘキサン、ベンゼン、四塩化炭素、エチルアルコール、及びメチルアルコール等のアルコール類、水、及びアセトン、エーテル等を挙げることができる。中でも、洗浄剤9については、酸欠状態を維持して脱フッ素処理後のチューブ内壁面に酸化物の付着が起きないように機能する必要があるので、極性の小さいn−ヘキサン、ベンゼン、及び四塩化炭素が好ましく用いられる。
処理液2が接触したチューブ2の内壁面に照射するUVの照射強度は1〜500mW/cm2の範囲に、好ましくは10〜100mW/cm2の範囲にあればよい。照射線量が1未満では、官能基導入のための反応時間が長くなり他方、500mW/cm2を超えると、内壁面に発生した官能基が分解される懸念がある。このときのUV波長は200〜420nmの範囲にあればよい。又、加熱処理の条件は、例えば、温度は30〜50℃、時間は0.5〜3秒程度であればよい、このようなUV照射及び/又加熱処理によって、脱フッ素処理時にチューブ内壁面に発生していた結合(C=C、C−H)は酸化剤で酸化されるか、又は該結合部分に機能性官能基が直接又は間接的に付加する。この置換された機能性官能基によってフッ素系樹脂成形品の表面が改質される。
チューブ自体については、その肉厚が、特に30〜200μmの範囲にあるものが好ましく供される。このようなチューブを構成するフッ素系樹脂としては、ポリテトラフルオロエチレン(PTFE)、パーフルオロエチレンプロペンコポリマー(FEP)、エチレン−テトラフルオロエチレンコポリマー(ETFE)、パーフルオロアルコキシアルカン(PFA)、ポリトリフルオロエチレン(PCTFE)、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニル(PVF)、エチレン−クロロトリフルオロエチレン共重合体(ECTFE)、ポリクロロトリフルオロエチレン(PCTFE)、テトラフルオロエチレン−パーフルオロメチルビニルエーテル共重合体(MFA)、及びテトラフルオロエチレン−パーフルオロエチルビニルエーテル共重合体(EFA)等の一種、又は二種以上のブレンド体が挙げられる。
【実施例】
【0008】
先ず、フッ素系樹脂からなるチューブ2を、以下のようにして形成した。
PFA樹脂「451HP−J」(三井・デュポンフロロケミカル株式会社製)を用意し、これを通常の横型押出機にて押出成形して、長さ1000m、外径φ30mm、厚さ100μmのチューブを供給リール1に巻き取った。
次に、得られたチューブ2の内壁面を図2に示した装置にて改質処理した。このときのピンチロール4と6、8と10、10と12、12と14の間の距離は、夫々100cmとした。その際、処理液1としては、液体アンモニアに対するアルカリ金属の濃度が、1.1重量%のアンモニア溶液を、処理液2としては、過炭酸ナトリウムを、そして、洗浄液9としてはn−ヘキサン、洗浄液13としてはエチルアルコールを用いた。更に、反応帯域Aでは、UVを照射強度は50mW/cm2で照射し、その際、照射時間を60秒、30秒、及び10秒として3種類のサンプル(a)〜(c)を得た。処理された各チューブは巻取りリール15に1m/分の線速度で巻き取った。
【0009】
このようにして得られた3種類のチューブについて、夫々の内壁面の接着耐久性を確認することにより接着能の比較をした。
先ず、夫々のチューブにプライマーを塗布した後、開いてシート状にし、内壁面側にRTV「TSE326」(GE東芝シリコーン株式会社製)を塗布して、150℃のオーブンに20分入れて硬化させた。
サンプル(a)(UV照射時間60秒)は3000時間放置してもフッ素樹脂とRTVの剥がれは見られず、サンプル(b)(UV照射時間30秒)は1000時間で均一な剥がれが発生し、又、サンプル(c)(UV照射時間10秒)については100時間で均一な剥がれが発生した。このようにして、UV照射の程度を制御することにより、一次接着、仮固定、又は完全接着に対して要求される均一な接着能がチューブ内壁部に随時付与される。
比較のため、上記の実施例で洗浄液9の充填工程(酸欠化工程)を省略する以外は、同様の処理を行い、比較サンプル(a)〜(c)を得た。その結果、比較サンプルのいずれも斑があり、均一な面接着ではない状態が随所に見受けられた。
【0010】
上述より接着の耐久性に差が確認された。このことから、本発明によれば、フッ素系樹脂フレキシブルチューブ内壁面の接着能が調整できることが確認された。
【産業上の利用可能性】
【0011】
本発明にしたがって、その接着能が調整されたフッ素系樹脂フレキシブルチューブは、プリンタ、複写機等の画像形成装置に使用されるロール又はベルトとして特に有用である。更に、該チューブを切り開くことによって、シートとしても使用できる。
【図面の簡単な説明】
【0012】
【図1】本発明にしたがって、その接着能が調整されたフッ素系樹脂フレキシブルチューブを製造する一連の工程を示すブロック図である。
【図2】上記のフッ素系樹脂フレキシブルチューブの接着能を調整する工程で使用する装置の一例を示す概略側面図である。
【符号の説明】
【0013】
1 供給リール
2 フッ素系樹脂からなる長尺状フレキシブルチューブ
3 テンションロール
4 ピンチロール(閉塞部材)
5 処理液1
6 ピンチロール
7 テンションロール
8 ピンチロール
9 洗浄液
10 ピンチロール
11 処理液2
12 ピンチロール
13 洗浄液
14 ピンチロール
15 巻取りリール
16 冷却槽
A 反応帯域
【特許請求の範囲】
【請求項1】
フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、内壁面を一旦酸欠状態に維持した後、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御することにより得られることを特徴とする、調整された接着能を具備するロール用チューブ。
【請求項2】
該接着性改善剤が酸化剤である、請求項1に記載のロール用チューブ。
【請求項3】
該UVの照射強度が10〜500mW/cm2である、請求項1および2に記載のロール用チューブ。
【請求項4】
該フッ素系樹脂チューブの外方から、該内壁面に向けてUV照射を施すことによって得られた、請求項1〜3のいずれかに記載のロール用チューブ。
【請求項5】
フッ素系樹脂からなる長尺状フレキシブルチューブの供給リールを準備する工程、該リールから引き出されて走行するチューブの内壁面に脱フッ素処理を施す工程、内壁面を一旦酸欠状態に維持する工程、該内壁面に接着性改善剤を接触させる工程、該接着性改善剤を接触せしめた内壁面に加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御する工程、及び該内壁面が改質されたチューブを連続的に巻き取る工程を含むことを特徴とする、請求項1〜4のいずれかに記載の制御された対シリコーンゴム接着能を具備するロール用チューブの連続製造方法。
【請求項1】
フッ素系樹脂フレキシブルチューブの内壁面に脱フッ素処理を施し、次いで、内壁面を一旦酸欠状態に維持した後、該内壁面に接着性改善剤を接触させた状態で加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御することにより得られることを特徴とする、調整された接着能を具備するロール用チューブ。
【請求項2】
該接着性改善剤が酸化剤である、請求項1に記載のロール用チューブ。
【請求項3】
該UVの照射強度が10〜500mW/cm2である、請求項1および2に記載のロール用チューブ。
【請求項4】
該フッ素系樹脂チューブの外方から、該内壁面に向けてUV照射を施すことによって得られた、請求項1〜3のいずれかに記載のロール用チューブ。
【請求項5】
フッ素系樹脂からなる長尺状フレキシブルチューブの供給リールを準備する工程、該リールから引き出されて走行するチューブの内壁面に脱フッ素処理を施す工程、内壁面を一旦酸欠状態に維持する工程、該内壁面に接着性改善剤を接触させる工程、該接着性改善剤を接触せしめた内壁面に加熱及び/又はUV照射を施し、その際、該内壁面に要求される接着能に応じて、該加熱及び/又はUV照射の程度を制御する工程、及び該内壁面が改質されたチューブを連続的に巻き取る工程を含むことを特徴とする、請求項1〜4のいずれかに記載の制御された対シリコーンゴム接着能を具備するロール用チューブの連続製造方法。
【図1】



【図2】
【図2】
【公開番号】特開2006−45255(P2006−45255A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−223923(P2004−223923)
【出願日】平成16年7月30日(2004.7.30)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年7月30日(2004.7.30)
【出願人】(000226932)日星電気株式会社 (98)
【Fターム(参考)】
[ Back to top ]