
調整部材を備えたスプレー装置
【課題】塗料の吐出量を容易に調整することができ、ノズルの洗浄を効率良く行うことができるスプレー装置を提供する。
【解決手段】本発明のスプレー装置400は、ノズル122と、塗料噴出孔を開閉するためのニードル150と、ニードルに固定されたフロントピストン170と、フロントピストンを押すニードルスプリング174とを備える。さらに、ノズルの中心軸線に沿う方向におけるニードル150の位置を調整するためのニードル位置調整機構が設けられる。ニードル位置調整機構は、ノズル122の中心軸線を中心として回転可能な調整部材430と、前記調整部材の回転角度に対応して、ノズルの中心軸線に沿うフロントピストン170の位置を設定するための回転位置設定部材450とを含む。
【解決手段】本発明のスプレー装置400は、ノズル122と、塗料噴出孔を開閉するためのニードル150と、ニードルに固定されたフロントピストン170と、フロントピストンを押すニードルスプリング174とを備える。さらに、ノズルの中心軸線に沿う方向におけるニードル150の位置を調整するためのニードル位置調整機構が設けられる。ニードル位置調整機構は、ノズル122の中心軸線を中心として回転可能な調整部材430と、前記調整部材の回転角度に対応して、ノズルの中心軸線に沿うフロントピストン170の位置を設定するための回転位置設定部材450とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装すべき対象物(以下、「被塗物」という)に塗料を噴霧するためのスプレー装置に関する。特に、本発明は、ニードルが軸線方向にそって移動可能なスプレー装置に関する。さらに、本発明は、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種の液体を噴霧すべき物体に噴霧することが可能であり、手動式(マニュアル)の調整部材(調整つまみ)を備えたスプレー装置に関する。
【背景技術】
【0002】
被塗物に塗料を噴霧するためのスプレー装置であるプレート式自動ガンは、主に塗装用の自動スプレーガンとして塗装ラインに1台もしくは複数台設置される。塗装ラインにはコンベヤによる吊り下げ式やフロアー式など多くの種類のラインがあり、コンベヤスピードが一定の場合もあれば、タクト式の場合もある。また、被塗物を単体で流す場合もあれば、被塗物を回転させたりする場合もあれば、ワンハンガーに被塗物を複数個吊り下げる場合もあれば、或いは、タクト式の場合において、被塗物を円周上に複数個並べて回転させたりする場合もある。
【0003】
自動スプレーガンの設置方法については、固定式の場合もあれば、ロボットに自動スプレーガンを持たせる場合もあれば、上下方向又は前後方向に(手前から奥に向かって)同一直線上に動く「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付ける場合もあれば、前述の構成を組み合わせる場合もある。
【0004】
実際のユーザーにおいては、被塗物として数種類のものが取り扱われるのが通例であって、同じ被塗物に対しても多種類の色に塗り分けられる事が多い。また、被塗物の形状や大きさも様々であることが知られている。
【0005】
塗料に関しては、プライマーやベースコートと呼ばれるものもあれば、ソリッドと呼ばれる単色のものや、メタリック(通例はアルミ粉末)、パール(真珠)、マイカ(雲母)、ビーズ(ガラス)、クリヤー(透明)、カラークリヤー(色付き透明)など多様な種類のものが使われている。溶剤のタイプに関しては、溶剤型、ハイソリッド型(溶剤の割合が少ないもの)、水系型などがある。樹脂の成分に関しては、メラミン、フッ素、アクリル、ウレタンなど多様な種類のものが使われている。塗装工程については、下塗り、中塗り、上塗りなどがあり、その工程や工数は様々である。
【0006】
例えば、従来の第1タイプでは、スプレーガンにおいて、ストッパをあらかじめ設定された2つの位置相互間に変位せしめる遠隔制御式変位機構を設け、吐出口の開度を全開及び半開の二段階に遠隔制御できるように構成している(特許文献1参照)。
【0007】
従来の第2タイプでは、塗布装置において、ニードルバルブの第1の後端突き当て位置を、シリンダの駆動力を解除して更にニードルバルブの第2の後端突き当て位置に瞬時に引き下げ、吐出流路内の滞留物の吐き出しを行い、次いで、シリンダを駆動して、ニードルバルブの第1の後端突き当て位置に瞬時に戻すことにより、当初設定塗布量を回復させるように構成している。シリンダーピストンが前進したときの端部の位置は、ピストン前進端調整ねじによって調整される(特許文献2参照)。
【0008】
従来の第3タイプでは、スプレー装置は、塗料を霧化させて噴出させるためのガンユニットと、塗料およびエアを受け入れるためのブラケットユニットとを備えている。ブラケットユニットは、ガンユニットに着脱自在に固定されるように構成される。ノズル開閉弁を後方に移動させて塗料を塗料噴出孔から噴出させている(特許文献3参照)。
【0009】
従来の第4タイプでは、スプレーガンにおいて、ニードル弁の後端を後方に配置された第1のピストンにねじで固定し、第1のピストンの前方に第2のピストンを配置している。第1のピストンを移動させる第1のエア供給通路に圧縮エアを供給し、或いは、第2のピストンを移動させる第2のエア供給通路に圧縮エアを供給してニードル弁の移動量を変更し、異なる吐出量で吐出させるように構成している(特許文献4参照)。
【0010】
従来の第5タイプでは、スプレーガンにおいて、ねじにより前後に調節することができる第1の調定部材をシリンダの端蓋に設けている。第1の調定部材の先端を、ばね受部材に対応させる。ばね受部材には、ねじにより外部から調節することができる第2の調定部材をねじ結合させて設けている(特許文献5参照)。
【0011】
従来の第6タイプでは、スプレーガンにおいて、ねじにより前後に調節することができる第1の調定部材をシリンダの端蓋に設けている。第1の調定部材の先端を、ばね受部材に対応させる。ばね受部材には、ねじにより外部から調節することができる第2の調定部材をねじ結合させて設けている(特許文献6参照)。
【0012】
従来の第7タイプでは、流量制御機能付き開閉バルブにおいて、復帰ばねとして長尺ばねと短尺ばねとを備えている。パイロットエア圧の高低変更により、ニードル弁体を段階的に開いて流量を調整している(特許文献7参照)。
【0013】
従来の第8タイプでは、塗料供給用ニードル弁において、ニードル弁体を小流路開弁位置と、大流路開弁位置との間に切り換えている(特許文献8参照)。
【0014】
従来の第9タイプでは、スプレーガン用ニードル弁において、第2シリンダー室に空気を圧送することにより第2ピストンが第1ピストンに設けた係止位置まで変位して、塗料排出口を半開させる。第1シリンダー室に空気を圧送することにより第1ピストンが第2ピストンを伴って変位して、塗料排出口を全開させるように構成している(特許文献9参照)。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開昭59−62360号公報
【特許文献2】特開2003−205258号公報
【特許文献3】特開2008−649号公報
【特許文献4】特開2008−12404号公報
【特許文献5】実公昭63−38929号公報
【特許文献6】実開昭60−13264号公報
【特許文献7】実開平5−71547号公報
【特許文献8】実公開3−36779号公報
【特許文献9】実公昭48−14667号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
上記のような観点から、スプレー装置では、色替えや洗浄が頻繁に行われる事が予想され、色替えや洗浄は確実に早く自動的に行われるのが望ましい。従来のスプレー塗布装置では、スプレーガンのオーバーホールなどをするときに、ノズルをスプレーガンボディから取り外す必要があった。さらに、従来のスプレー塗布装置では、ピストン部材やボディ部材の構造が複雑であって、製造および組立に多くの時間を要していた。
【0017】
図19を参照すると、従来のアジャスト式タイプのスプレー塗布装置900は、ガンボディ910と、リアボディ930とを有している。フルイドチップ912と、ニードル914と、フロントピストン916とがガンボディ910に配置されている。フロントピストン916は、スプリング918により、前方に付勢されている。フロントピストンパッキン920が、フロントピストン916とガンボディ910とを密閉(シール)している。
【0018】
後部に配置された調整つまみ932と、ロックナット934とにより、フルイドチップ912とニードル914の開度(クリアランス)を調整することができる。このスプレー塗布装置900において、例えば、塗装時のニードル914の開度は、調整部材である調整つまみ932を全閉より1.5回転させた位置、或いは、調整つまみ932を全閉より2.0回転させた位置に設定して塗装していた。塗装ラインで被塗物(塗装すべき対象物)につき色替えを行いたい場合は、洗浄という工程を行い、それまで塗装していた塗料の色とは違う色の塗料を塗装機(スプレー塗布装置)に充填させていた。このようなときに、フルイドチップ912とニードル914の開度(クリアランス)が狭い状態では、洗浄(シンナーを使用する)に時間がかかり、生産ロスにつながるため、洗浄時には一時的に調整つまみを全開位置、すなわち、4.0回転から5.0回転させた位置に開度調整するケースが多かった。
【0019】
この場合の問題点として、洗浄工程終了後に、フルイドチップ912とニードル914の開度(クリアランス)を元の状態に戻すことが必要とされるが、従来の調整つまみ932はねじ式であり、調整つまみ932はロックナット934により固定される構造であるため、調整つまみ932を正確に元の位置に調整することが難しく、また、調整に多くの時間を要していた。もし、調整つまみ932の調整不良が発生したならば、スプレー塗布装置900から噴霧される塗料の吐出量が変動して、塗装不良品が発生してしまうおそれがあった。
【0020】
本発明の目的は、スプレー装置のノズルを洗浄するときにおける塗装作業を効率良く行うことができ、塗料の変更に要する時間を短くして、塗装作業の多色化に対応することができるように構成したスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、塗料の噴出量の調整を短時間で容易に行うことができるスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、製造および組立が容易なスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、従来のアジャスト式タイプと、エア式2段引きタイプと、手動式複数段式タイプのいずれもが容易に実現するように構成されたスプレー装置を提供することにある。
【課題を解決するための手段】
【0021】
本発明は、塗料噴出孔から塗料を噴霧するスプレー装置において、塗料を霧化させて噴出させるための塗料噴出孔を有するノズルと、前記塗料噴出孔を開閉するためのニードルと、前記ニードルに固定されたフロントピストンと、前記フロントピストンを前記塗料噴出孔に向かって押すように設けられたニードルスプリングと、前記ノズルを収容し、かつ、前記フロントピストンを収容するガンボディと、前記ガンボディの後方に配置されたリヤボディと、前記ノズルの中心軸線に沿う方向における前記ニードルの位置を調整するためのニードル位置調整機構と、前記ガンボディに着脱自在に固定されたブラケットユニットとを備えるように構成した。
【0022】
前記ブラケットユニットを前記ガンボディに固定したときに、前記ブラケットユニットが受け入れる塗料およびエアは前記ガンボディに流通するように構成されている。前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整部材と、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転位置設定部材とを含んでいる。
【0023】
前記ニードル位置調整機構を調整して、前記塗料噴出孔から出る塗料の吐出量を設定した状態で、前記フロントピストンが前記ニードルとともに前記塗料噴出孔から遠ざかる方向に前記ノズルの中心軸線にそって移動すると、前記フロントピストンと前記ニードルは一緒になって、前記塗料噴出孔から遠ざかる方向に移動するように構成ように構成されている。この構成のスプレー装置は、分解、組立、メインテナンス、ガンボディ側の部品の交換などが容易である。本発明のスプレー装置においては、塗料の吐出量を容易に調整することができ、ノズルの洗浄を効率良く行うことができる
【0024】
本発明のスプレー装置においては、前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整つまみと、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転ストッパとを含むように構成されている。前記フロントピストンの筒状部分の外周部は、前記回転ストッパの筒状部分の内周部の中に摺動可能に配置されている。
【0025】
本発明のスプレー装置においては、前記回転ストッパには、複数のざくり穴が形成され、前記リヤボディには、回転ストッパ位置決めピンが設けられ、前記ノズルの中心軸線に沿う方向に前記調整つまみを移動させて前記調整つまみを回転させることによって、前記ざくり穴に前記回転ストッパ位置決めピンを位置決めすることができるように構成されている。
【0026】
本発明のスプレー装置は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。
【0027】
本発明のスプレー装置において塗装作業を行う時には、ニードル位置調整機構を用いて、ノズルの中心軸線を中心として調整部材を回転させて、前記ノズルの中心軸線に沿う前記フロントピストンの位置を塗装作業位置に設定する。次に、フロントピストン作動エアの供給源からフロントピストン作動エアをガンユニットに送り、ニードルを後方に移動させて、塗料を塗料噴出孔から噴出させる。このときに、霧化エアの供給源から霧化エアを導入し、霧化エア孔から霧化エアを噴出させることによって、塗料噴出孔から噴出した塗料を霧化することができる。また、同時に、パターンエアの供給源からパターンエアを導入し、パターンエア孔からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。塗料噴出孔から噴出しない残部の塗料は、塗料供給源(或いは、塗料タンク)に戻すことができる。このようにして、塗料のサーキュレーションラインを構成することができる。
【0028】
メタリック系塗料のように、塗料に金属粉などが含まれる場合は、長時間にわたって塗料回路を閉じた状態にすると、重い内容物が沈下(沈降)する傾向があり、塗装不良や塗料回路の詰まりを発生するおそれがある。したがって、このような場合には、循環型の構成が好ましい。或いは、戻り通路が無い非循環型に構成することもできる。或いは、本発明のスプレー装置を用いて、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を自動的に、或いは、手動で噴霧することができる。
【0029】
本発明のスプレー装置において、スプレーガンボディのノズルを洗浄する時においては、ニードル位置調整機構を用いて、ノズルの中心軸線を中心として調整部材を回転させて、前記ノズルの中心軸線に沿う前記フロントピストンの位置を洗浄作業位置に設定する。フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバに導入した状態において、ニードルとフロントピストンは一緒になって、ニードルスプリングのばね力に抗して、ノズル中心軸線にそって後方に移動した状態を維持する。この状態で、ノズルを洗浄することができる。
【発明の効果】
【0030】
本発明のスプレー装置は、ノズルを閉鎖した状態からノズル洗浄状態までにニードルが後方に移動できる量を十分大きく設定することができる。したがって、スプレー装置のノズルを洗浄するときにおける塗装作業を効率良く行うことができ、塗装作業のダウンタイムを短縮することが可能である。また、本発明のスプレー装置は、塗料の変更に要する時間を短くすることができ、塗装作業の多色化に対応することができる。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0031】
また、本発明のスプレー装置は、上述したように構成されているので、従来のスプレー装置と比較すると、洗浄時間を大幅に削減し、稼動効率を大幅に向上させるなどの性能改善を可能としている。従来のスプレー装置では、ニードル調整をスプレーガン後部のニードル調整つまみを用いて調整しているので、全開にしたい場合は手動つまみを開けなくてはならなかった。このため、ニードル位置を元の位置に戻す際の多くの場合には、作業者の感覚や目視に頼り手動で再調整することが必要であった。
【0032】
さらに、本発明のスプレー装置において、従来のアジャスト式と、エア式2段引きと、手動式複数段式の3種類のタイプのスプレー装置のいずれの構成も容易に実現することができる。このような3タイプのスプレー装置を導入することにより、スプレー装置の客先(ユーザ)ごとのライン構成や、設備状況、被塗物(製品)の色替え、使用する塗料の種類等に合わせてスプレー装置のタイプを選択することが可能になり、また、複数のタイプのスプレー装置を併用することも可能になる。すなわち、3タイプのスプレー装置を用いることによる相乗効果により、被塗物(製品)の価値観を向上させることが可能になり、一般製品と差別化することが可能になり、製品の販売しやすさに期待することができる。
【0033】
そのうえ、本発明の手動式複数段式タイプのスプレー装置においては、エア式2段引きタイプのスプレー装置と比較すると、エア回路が1系統少ないので(従来のアジャスト式タイプのスプレー装置と同様である)、従来のアジャスト式タイプのスプレー装置を使用中の場合は、エア回路を追加することなしに、本発明の手動式複数段式タイプのスプレー装置への置き換えが可能である。
【図面の簡単な説明】
【0034】
【図1】本発明の実施形態において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【図2】本発明の実施形態において、ガンユニットの構造を示す正面図である。
【図3】本発明の実施形態において、スプレー装置の構造を示す側面図である。
【図4】本発明の実施形態において、ガンユニットの構造を示す背面図である。
【図5】本発明の実施形態において、ガンユニットおよびブラケットユニットの構造を示す背面図である。
【図6】本発明の実施形態において、スプレー装置の流路を含めた構造を示す縦断面図である。
【図7】本発明の実施形態において、スプレー装置の流路の配置を示す概略断面図である。
【図8】本発明の実施形態において、リヤボディ、回転ストッパ、調整つまみの構造を示す分解組立図である。
【図9】本発明の実施形態において、リヤボディ、回転ストッパ、調整つまみの構造を示す図である。図9(a)は正面図であり、図9(b)は断面図であり、図9(c)は側面図であり、図9(d)は背面図である。
【図10】本発明の実施形態において、回転ストッパの構造を示す斜視図である。
【図11】本発明の実施形態において、回転ストッパの構造を示す図である。図11(a)は正面図であり、図11(b)は断面図であり、図11(c)は側面図であり、図11(d)は背面図である。
【図12】本発明の実施形態において、調整つまみの構造を示す図である。図12(a)は調整つまみの正面図であり、図12(b)は調整つまみの断面図であり、図12(c)は調整つまみの側面図であり、図12(d)は調整つまみの背面図である。
【図13】本発明の実施形態において、ノズルの第1の吐出量の状態でのスプレー装置の構造を示す縦断面図である。
【図14】本発明の実施形態において、ノズルの第2の吐出量の状態でのスプレー装置の構造を示す縦断面図である。
【図15】本発明の実施形態において、ノズルの第3の吐出量の状態(ノズルを洗浄する状態)でのスプレー装置の構造を示す縦断面図である。
【図16】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【図17】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルの第1開放状態でのスプレー装置の構造を示す縦断面図である。
【図18】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルの第2開放状態(ノズルを洗浄する状態)でのスプレー装置の構造を示す縦断面図である。
【図19】従来のアジャスト式タイプのスプレー装置において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【発明を実施するための形態】
【0035】
(1)スプレー装置の構成:
以下に、本発明の実施の形態を図面に基づいて説明する。以下に説明する本発明の実施の形態は、物体に塗料を噴霧するスプレー装置に関するものであるが、本発明に係るスプレー装置は、塗料だけでなく、水、液体タイプの接着剤、液体タイプの防錆剤、液体タイプの絶縁剤、液体タイプのコーティング剤、液体タイプの薬剤などの各種液体に広く応用することができることに注目してほしい。
【0036】
本発明のスプレー装置は、「手動式2段引き式」のスプレー装置と称することができるものであるが、ここで「2段引き」という記載は、任意のポジション(ニードルの引きしろ)と、洗浄(CLEAN)ポジションの2つを意味している。したがって、本発明のスプレー装置は、ニードルを複数の位置に設定することができる「手動式複数段式」のスプレー装置に関するものである。以下で説明する本発明のスプレー装置の実施の形態は、ニードルを3つの位置(第1の吐出量の噴出可能な位置、第2の吐出量の噴出可能な位置、および、洗浄位置)に設定することができるスプレー装置に関するものであるが、本発明のスプレー装置は、ニードルを2つの位置に設定することができるスプレー装置に適用することもできるし、或いは、ニードルを3つ以上の位置(第1の吐出量の噴出可能な位置、第2の吐出量の噴出可能な位置、・・・、第Nの吐出量の噴出可能な位置、および、洗浄位置)に設定することができるスプレー装置に適用することもできることに注目すべきである。
【0037】
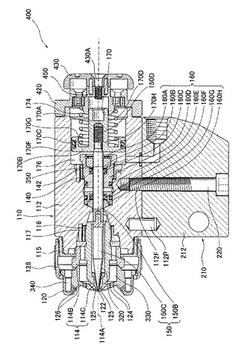
図1から図3を参照すると、本発明の実施の形態において、ノズルの塗料噴出孔から塗装対象物に対して塗料を噴霧するスプレー装置400は、塗料を霧化させて噴出させるためのガンユニット110と、塗料およびエアを受け入れるためのマニホールドを構成するブラケットユニット210と、リヤボディ420とを備える。六角穴付ボルト220のようなユニット固定装置を用いることによって、ブラケットユニット210はガンユニット110に対して着脱自在に固定することができるように構成される。例えば、ブラケットユニット210はガンユニット110の一つの面に対して配置される。リヤボディ420は、ガンユニット110の後方に配置される。
【0038】
(2)ガンユニットの構成:
図1から図4を参照すると、ガンユニット110は、ベース部材を構成するガンボディ112と、ガンボディ112の前側に支持されたノズル114と、ノズル114の前側に支持されたエアキャップ120と、ガンボディ112に対してエアキャップ120を支持するリテーニングリング128と、ガンボディ112の後側に配置されたリヤボディ420とを備える。ガンボディ112は、強度があり、耐溶剤性があるエンジニアリングプラスチックで形成するのが好ましい。
【0039】
ガンボディ112は、例えば、POM(ポリオキシメチレン)で形成される。リヤボディ420は、例えば、POM(ポリオキシメチレン)で形成するのが好ましい。POM(ポリオキシメチレン)は、耐溶剤性があり、水系対応が可能である。この構成により、ガンボディ112の重量を軽減することができる。複数のスプレー装置をロボットやレシプロに搭載する場合、積載重量(積載能力)や稼動範囲が制限される場合があり、ガンボディ112の重量を軽減する必要が発生している。なお、重量を軽減する必要が無いときは、従来のアルミニウム(アルマイト処理)や、ステンレス素材や、ステンレス素材の熱処理品を使用することも可能である。
【0040】
ブラケットユニット210を案内するための案内ピン112Pがガンボディ112の下面側に設けられる。ブラケットユニット210を固定する六角穴付ボルト220をねじ止めするための雌ねじ部112Fがガンボディ112の下面側に設けられる。図には1本の案内ピン112Pを示しているが、案内ピン112Pは、2本設けるのが好ましい。案内ピン112Pの個数は、1本であってもよいし、或いは、2本設けてもよい。
【0041】
ここで、「前方」、「前側」とは、ガンユニット110において、塗料を噴出させる方向、側を示す。また、「後方」、「後側」とは、ガンユニット110において、塗料を噴出させる方向、側と反対の方向、側を示している。
【0042】
ノズル114は、円筒状に形成され、ノズル中心軸線114Aを定める。ノズル114は、ノズルボディ114Bと、ノズルチップ114Cとを含む。ノズルチップ114Cの先端部は先細り形状に形成される。ノズルチップ114Cはタングステン合金で形成するのが好ましい。ノズルボディ114Bは、第1ねじ強化リング115および第2ねじ強化リング116により、ガンボディ112に対して支持される。第1留めピン117が、第2ねじ強化リング116をガンボディ112に対して位置決めしている。第1ねじ強化リング115は、第2ねじ強化リング116より前方で外側に位置している。第1ねじ強化リング115は、ピン(図示せず)で固定して接着することによりガンボディ112に対して固定されるのが好ましい。ガンボディ112のねじ部には、ヘリサート(市販のねじ強化部品)を使用するのが好ましい。
【0043】
図1および図2を参照すると、塗料を噴出させるための塗料噴出孔122がノズルチップ114Cの先端部に設けられる。ノズル114の内部は、液状の塗料を流通させることができるようになっている。エアキャップ120は、副霧化エア孔124を有する。ノズル114の先端部は、エアキャップ120のノズル穴の中に配置される。塗料噴出孔122の中心軸線はノズル中心軸線114A上に配置される。エアキャップ120のノズル穴の中心はノズル中心軸線114A上に配置される。塗料噴出孔122から噴出し霧化された塗料のパターンを形成するためのエアを噴出させるためのパターンエア孔126が設けられる。パターンエア孔126は、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。
【0044】
副霧化エア孔124は、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。或いは、副霧化エア孔124は、ノズル中心軸線114Aを中心として第1の半径の同心状に複数個配置し、さらに、第1の半径と異なる更なる半径(第2の半径、或いは、第2の半径および第3の半径など)においてノズル中心軸線114Aを中心として、それぞれ同心状に複数個配置することもできる。
【0045】
図1を参照すると、ガンユニット110は、塗料噴出孔122を開閉させるためのノズル開閉弁すなわちニードル150と、ガンボディ112の内側に配置されてニードル150を支持するためのニードルシールキット160と、ガンボディ112の内側においてニードルシールキット160の後方に配置されたフロントピストン170とを備える。ニードルシールキット160は、ノズル114の後方に配置される。ニードル150は、前方に位置するニードルチップ150Cと、後方に位置するニードル本体150Bとを含む。ニードルチップ150Cの後部は、ニードル本体150Bの前部に嵌め込まれて固定される。ニードルチップ150Cの中心軸線は、ノズル中心軸線114Aに配置される。ニードル本体150Bの中心軸線は、ノズル中心軸線114Aに配置される。したがって、ニードル150の中心軸線はノズル中心軸線114A上に配置される。
【0046】
ニードルチップ150Cはタングステン合金で形成するのが好ましい。ニードル本体150Bはステンレス鋼(例えば、SUS304など)で形成して硬質クロム処理を行うのが好ましい。ニードルチップ150Cをタングステン合金で形成することにより、従来のSUS303で形成したものと比べて耐久性を大幅に向上させることができる。この構成により、摩耗によるスピット(すなわち、塗装トラブルの一種であり、ノズルの先端の液漏れによる不具合)を防ぐことができる。同時に、この構成により、ニードル150のメインテナンスを容易にして、ニードル150の交換時期を遅らせることが可能になる。さらに、ニードル本体150Bに硬質クロム処理を行うことによって、ニードル本体150Bの摩耗によるニードルシール部よりの液漏れによるトラブルを回避して、ニードル150のメインテナンスを容易にして、ニードル150の交換時期を遅らせることが可能になる。
【0047】
第3ねじ強化リング留めピン140により、第3ねじ強化リング142がガンボディ112に固定される。第3ねじ強化リング142は、ニードルシールキット160をねじ込み固定するための雌ねじ部を有する。ニードルシールキット160は、ニードルシールキット160をねじ込み固定するための雄ねじ部を有する。ニードルシールキット160の雄ねじ部を第3ねじ強化リング142の雌ねじ部にねじ込むことによって、ニードルシールキット160をガンボディ112に着脱可能に固定することができる。
【0048】
ニードルシールキット160は、留め輪160Aと、後方に位置するシールストッパ160Bと、第1オムニシール160Cと、シールハウジング160Dと、第1・Oリング(第1オーリング)160Eと、第2オムニシール160Fと、第2・Oリング(第2オーリング)160Gと、前方に位置するフロントシール160Hとを含む。ニードルシールキット160の中心軸線はノズル中心軸線114A上に配置される。第2・Oリング160Gは、第1・Oリング160Eよりも前方に位置する。第2オムニシール160Fは、第1オムニシール160Cよりも前方に位置する。第2オムニシール160Fは、フロントシール160Hにより、シールハウジング160Dの前方の内方に保持される。第1オムニシール160Cは、シールストッパ160Bにより、シールハウジング160Dの後方の内方に保持される。シールストッパ160Bは、留め輪160Aにより、シールハウジング160Dの後方の内方に保持される。第2オムニシール160F、および、第1オムニシール160Cは、シールハウジング160Dとニードル本体150Bを密閉するために設けられる。第1・Oリング160E、および、第2・Oリング160Gは、シールハウジング160Dとガンボディ112を密閉するために設けられる。
【0049】
第1・Oリング160E、および、第2・Oリング160Gは、パーフロで形成されたOリングであるのが好ましい。一般に、ゴム関係の素材は溶剤に対して弱く、変形したり、膨張したりする可能性が大きい。製品の用途が主に塗装用であって、オーバーホールやメインテナンス時に溶剤を使用する用途では、組めない、或いは、動かないというトラブルを回避するために、パーフロを採用するのが好ましい。
【0050】
ニードルシールキット160は、一体式にて抜き取り交換可能な構成となっているので、ガンのメインテナンスを容易にしている。ニードルシールキット160に使われる2個のVパッキンは、摺動抵抗が少なく、ニードル本体150Bとの摩耗による液漏れを防止し、耐久性の向上に役立っている。フロントシール160Hについては、前側のVパッキン機能(液をシールする機能)をダブルに追加した物であり、ニードルシールキット160の締め付け具合により摺動抵抗(シール具合)を調整することが可能である。したがって、このフロントシール160Hが摩耗した場合にも、その締め付け量を増やすことにより、液をシールする機能を発揮するような構造になっている。すなわち、ニードルシールキット160を締め付けれパーフロントシール160Hの先端側が潰れて、液をシールする機能を発揮するようになっている。
【0051】
ニードルシールキット160の外側の2個のOリング、すなわち、第1・Oリング160E、および、第2・Oリング160Gは、前側の第2・Oリング160Gが液(塗料)をシールする機能を発揮するようになっており、後側の第1・Oリング160Eがエアをガンボディ112とシールする機能を発揮するようになっている。したがって、このような構成により、ニードルシールキット160の耐久性を大幅に向上させることができ、ニードルシールキット160のメインテナンスを容易にして、ニードルシールキット160の交換時期を遅らせることが可能になっている。
【0052】
フロントピストン170は、ノズル中心軸線114に沿って移動可能なように設けられる。フロントピストン170は、ニードルシールキット160の後方に配置される。フロントピストン170は、フロントピストン軸170Aと、フロントピストン軸170Aの前方に設けられたフロントピストンフランジ170Fと、フロントピストンフランジ170Fの外周部に設けられたフロントピストンパッキン受部170Gとを含む。フロントピストン穴170Hが、フロントピストン軸170Aの前方に設けられる。ニードル本体150Bの後方に設けられた後方軸部150Dは、フロントピストン穴170Hの中に嵌め込まれて接着して固定される。
【0053】
フロントピストンパッキン170Cは、フロントピストンパッキン受部170Gの溝部の中に配置される。フロントピストンパッキン170Cは、フロントピストン本体170Bとガンボディ112を密閉するために設けられる。フロントピストンパッキン170Cは、パーフロで形成するのが好ましい。この構成により、摺動抵抗を軽減し、耐摩耗性を向上させることができる。
【0054】
フロントピストン本体170Bは、アルミニウム合金A2021(例えば、アルマイト処理を行うのがよい)で形成することができる。フロントピストン作動チャンバ176が、フロントピストン170の前方において、ガンボディ112の内部に構成される。
【0055】
ニードルスプリング174が、フロントピストン本体170Bを前方に向かって押すために配置される。ニードルスプリング174は、ステンレス鋼(例えば、SUS304など)のコイルばねで形成することができる。ニードルスプリング174は、フロントピストン本体170Bの後方軸部170Dの外側に配置される。ニードルスプリング174の後方部分は、回転ストッパ450(後述する)の前方に面した平面部分に接触するように配置される。ニードルスプリング174の前方部分は、フロントピストン本体170Bのフロントピストンフランジ170Fの後方に面した部分に接触するように配置される。ニードルスプリング174の中心軸線はノズル中心軸線114A上に配置されるのがよい。ニードルスプリング174の弾性力によって、フロントピストン170は前方に移動する方向の力を受ける。したがって、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、フロントピストン170は前方に移動し、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0056】
図1および図4を参照すると、リヤボディ420はガンボディ112の後方端部に、リヤボディ固定ボルト192A、192Bにより、ねじ締め固定される。図示するように、例えば、2本のリヤボディ固定ボルト192A、192Bを用いてガンボディ112にリヤボディ420を固定することができる。2本のリヤボディ固定ボルト192A、192Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称に配置されるのがよい。リヤボディ固定ボルトの個数は、1個であってもよいし、2個以上であってもよい。複数のリヤボディ固定ボルトを用いるときは、それらのリヤボディ固定ボルトは、ノズル中心軸線114Aを中心として、等しい角度間隔をなすように配置されるのがよい。
【0057】
ガンユニット110は、さらに、ニードル150のノズル中心軸線114Aにそう方向の位置を調整するための調整部材を構成する調整つまみ430と、調整つまみ430の回転方向の位置を決定するための回転ストッパ450とを備える。調整つまみ430は、ノズル中心軸線114Aを中心として回転可能であるように構成される。調整つまみ430は、リヤボディ420の後方に配置される。
【0058】
図8および図9を参照すると、リヤボディ420は、ベース部422と、ベース部422の前側に形成された円環状の前方凹部424と、ベース部422の後側に形成された円環状の後方凸部426とを含む。2つのねじ貫通穴426A、426Bがベース部422に形成される。2つのボルト穴420A、420Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称の位置に配置されるのがよい。リヤボディ中心穴420Hが、ノズル中心軸線114Aを中心として、ベース部422に形成される。2つのねじ貫通穴426A、426Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称に配置されるのがよい。2つの回転ストッパ位置決めピン432A、432Bは、ピン固定ねじ440A、440Bによって、リヤボディ420の後方凸部426の内部の前方に向かっている面に対して垂直に固定されるようになっている。すなわち、2つの回転ストッパ位置決めピン432A、432Bの中心が配置される位置は、それぞれのねじ貫通穴426A、426Bの中心と同一中心になっている。
【0059】
図8から図11を参照すると、回転ストッパ450は、リヤボディ420の前方凹部424の中に配置される。回転ストッパ450は、円盤状のベース部452と、ベース部452の前側に形成された円環状の前方軸部453と、ベース部452の後側に形成された円柱状の後方軸部454とを含む。前方穴部455が、ベース部452と、前方軸部453の中心部に形成される。調整つまみ止めねじ部456が後方軸部454の中心部に形成される。2個の回転ストッパ位置決め穴部457A、457Bが後方軸部454において、調整つまみ止めねじ部456の周囲部分に形成される。図示した実施形態において、回転ストッパ位置決め穴部は、2個設けられているが、回転ストッパ位置決め穴部の個数は1個であってもよいし、2個以上であってもよい。また、前記の回転ストッパ位置決め穴部を設ける代わりに、凹部及び凸部からなる異型の位置決め構造を用いることもできるし、或いは、回転ストッパの後部が調整つまみを構成するように形成することもできる。複数の回転ストッパ位置決め穴部457A、457Bは、回転ストッパ450の中心軸線を基準にして点対称に設けられるのがよい。円柱状の回転ストッパ位置決めピン468A、468Bの前方端部が、それぞれ回転ストッパ位置決め穴部457A、457Bに配置される。
【0060】
図8を参照すると、リヤボディ420の後方表面には、ニードル150の位置を示す「CLEAN」、「1.5」、「2.0」、「CLEAN」、「1.5」、「2.0」の目印420Mは、例えば、60度の角度間隔で形成される。「CLEAN」の目印は、CLEANポジション(洗浄位置、すなわち、ニードルの4.5mm引きに対応する)を指示している。「1.5」の目印は、第1吐出量ポジション(少量吐出位置、すなわち、ニードルの1.5mm引きに対応する)を指示している。「2.0」の目印は、第2吐出量ポジション(多量吐出位置、すなわち、ニードルの2.0mm引きに対応する)を指示している。これらの3種類の目印420Mを用いることにより、設定された回転ストッパ450の回転方向の3種類の位置を確認することができる。
【0061】
6個のざくり穴461〜466が、回転ストッパ450のベース部452の後側に「非貫通穴(止まり穴)」として形成される。6個のざくり穴461〜466の中心位置は、回転ストッパ450の中心軸線を基準にして等しい距離にあって、互いに等しい角度間隔に配置されるのがよい。が、ざくり穴461〜466の内径は同じ寸法に形成されるのが好ましい。第1ざくり穴461と、第4ざくり穴464は、深さが等しくなるように形成される。第2ざくり穴462と、第5ざくり穴465は、深さが等しくなるように形成される。第3ざくり穴463と、第6ざくり穴466は、深さが等しくなるように形成される。第1ざくり穴461と、第4ざくり穴464は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。第2ざくり穴462と、第5ざくり穴465は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。第3ざくり穴463と、第6ざくり穴466は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。
【0062】
図示した実施形態において、3種類の深さを有するざくり穴が、それぞれ2箇所ずつ形成されている。例えば、第1ざくり穴461と、第4ざくり穴464は、深さが3.5mmであるように形成され、CLEANポジション(洗浄位置、すなわち、ニードルの4.5mm引きに対応する)として設定される。第2ざくり穴462と、第5ざくり穴465は、深さが1.0mmであるように形成され、第2吐出量ポジション(多量吐出位置、すなわち、ニードルの2.0mm引きに対応する)として設定される。第3ざくり穴463と、第6ざくり穴466は、深さが0.5mmであるように形成され、第1吐出量ポジション(少量吐出位置、すなわち、ニードルの1.5mm引きに対応する)として設定される。
【0063】
図8、図9および図12を参照すると、調整つまみ430は、リヤボディ420の後方凸部426の後側に配置される。調整つまみ430は、円盤状のベース部432と、ベース部432の前側に形成された前方凹部434と、ベース部432の前側において前方凹部434の中に形成された円環状の前方軸部435とを含む。中心穴部436が、ベース部432と、前方軸部435の中心部に形成される。調整つまみ止めねじ皿部438がベース部432の中心部に形成される。リヤボディ420の後側に形成された後方凸部426は、調整つまみ430の前方凹部434の中に移動することができる寸法形状に形成されている。
【0064】
2個の回転ストッパピン穴部437A、437Bが前方軸部435において、中心穴部436の周囲部分に形成される。図示した実施形態において、回転ストッパピン穴部は、2個設けられているが、回転ストッパピン穴部の個数は1個であってもよいし、2個以上であってもよい。複数の回転ストッパピン穴部437A、437Bは、回転ストッパ450の中心軸線を基準にして点対称に設けられるのがよい。回転ストッパピン穴部437A、437Bを設ける位置は、回転ストッパ450に設けられている回転ストッパ位置決め穴部457A、457Bを設ける位置にそれぞれ対応するように決定される。回転ストッパ位置決めピン468A、468Bの後方端部が、それぞれ回転ストッパピン穴部437A、437Bに配置される。
【0065】
図8を参照すると、調整つまみ430の後方表面には、回転ストッパ450の回転方向の位置を確認するための2つの目印430Mが、180度の角度間隔で形成されている。調整つまみ430の目印430Mと、リヤボディ420の目印420Mとを合わせるように調整つまみ430を回転調整することにより、回転ストッパ450の回転方向の位置を確認することができる。
【0066】
図8および図9を参照すると、2つの回転ストッパ位置決めピン432A、432Bを、リヤボディ420のベース部422の前方凹部424の中にそれぞれ配置し、ピン固定ねじ440A、440Bによって回転ストッパ位置決めピン432A、432Bは後方凸部426に固定される。回転ストッパ位置決めピン468A、468Bの前方端部をそれぞれ回転ストッパ位置決め穴部457A、457Bに配置し、回転ストッパ450をリヤボディ420のベース部422の前方凹部424の中に配置し、回転ストッパ450の後方軸部454がリヤボディ中心穴420Hの中を貫通するようにし、回転ストッパ位置決めピン468A、468Bの後方端部が、それぞれ回転ストッパピン穴部437A、437Bに配置されるようにし、調整つまみ止めねじ430Aにより、調整つまみ430を回転ストッパ450に対して、ねじ締め固定する。
【0067】
調整つまみ430の目印430Mがリヤボディ420の目印420Mの「CLEAN」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第1ざくり穴461、第4ざくり穴464の中に入るように構成される。調整つまみ430の目印430Mがリヤボディ420の目印420Mの「1.5」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第3ざくり穴463、第6ざくり穴466の中に入るように構成される。調整つまみ430の目印430Mがリヤボディ420の目印420Mの「2.0」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第2ざくり穴462、第5ざくり穴465の中に入るように構成される。
【0068】
図1を参照すると、調整つまみ430を前方に移動させて、回転ストッパ位置決めピン432A、432Bが、ざくり穴の外に出ることができるようになっている。この状態で、調整つまみ430を回転させて、回転ストッパ位置決めピン432A、432Bが、ざくり穴のいずれかに入るように調整つまみ430を後方に移動させて、回転ストッパ位置決めピン432A、432Bを位置決めすることができる。
【0069】
図1、図3、図4および図9を参照すると、リヤボディ420のベース部422は、ガンボディ112の後方端部に対して、リヤボディ固定ボルト192A、192Bにより、ねじ締め固定される。この構成により、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を、正確に3種類のポジションに調整することができる。すなわち、本発明の構成では、調整つまみ430を回転させて、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を何度切り替えても、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を同じポジションに調整することができ、従来のねじ式のような微妙な調整作業を必要としない。
【0070】
図1から図12を参照すると、図示する実施形態において、6個のざくり穴461〜466を回転ストッパ450のベース部452の後側に「非貫通穴(止まり穴)」として形成する構造を説明したけれども、ざくり穴を設ける個数は、2個であってもよいし、3個以上であってもよい。複数のざくり穴を形成するときには、それぞれのざくり穴は、回転ストッパ450の中心軸線を基準にして、等しい距離に設けるのがよい。また、図示する実施形態において、ざくり穴461〜466を回転ストッパ450のベース部452に形成する構造を説明したけれども、ざくり穴をリヤボディに設け、かつ、回転ストッパに回転ストッパ位置決めピンを設けることもできる。
【0071】
また、図示する実施形態において、ざくり穴と、回転ストッパ位置決めピンを設ける構造を説明したけれども、回転ストッパおよびリヤボディの一方に設けた凹部と、回転ストッパおよびリヤボディの他方に設けた凸部により、回転ストッパの軸線方向の位置決めを行うこともできる。また、図示する実施形態において、ねじやボルトにより構成部品を接続する構造を説明したけれども、固定方法や接続形状は、キーであってもよいし、バヨネットであってもよいし、他の任意の公知の方法であってもよい。
【0072】
ニードル150は、フロントピストン170と一緒になって、ノズル中心軸線114Aにそって前後方向に移動することができるように構成される。ニードル150が後方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を開放させることができるように構成される。ニードル150が前方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を閉鎖させることができるように構成される。前述したように、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、ニードルスプリング174の弾性力によりフロントピストン170は前方に移動され、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0073】
ニードル150の全長は、例えば、66mmに設定し、そのなかで10mmがフロントピストン170の中に入るように構成することができる。ニードル150の直径は、例えば、4mmに設定することができる。ニードル150をフロントピストン170に接着固定した状態の全長は、例えば、73.5mmになるように構成することができる。ノズル114の先端と、ニードル150の先端の関係は、面イチとするのがよい。
【0074】
このように寸法設定することにより、全長が60mmのガン本体112に、全長が28mmのノズル114を組み込み、全長が73.5mmになるニードル150とフロントピストン170を用いて、2段引きの稼動部を設定することができる。
【0075】
図1から図5を参照すると、塗料を流通させるためのガン塗料流路320が、ガンユニット110およびブラケットユニット210の内部に設けられる。ガン塗料流路320は、出口側部分320Aと、ガンボディ内部分320Bと、ブラケットユニット内部分320Cと、ブラケット入口側部分320Dとを含む。ガン塗料流路320の出口側部分320Aは、ノズル114の内壁とニードル150との間に配置される。ガン塗料流路320の下流側は、塗料噴出孔122に流通するように構成される。
【0076】
ガン塗料流路320の入口側端部であるブラケット入口側部分320Dから塗料噴出孔122に向って塗料を送ることができるように構成される。この構成では、ニードル150は、ガン塗料流路320に配置されたニードル弁である。したがって、ニードル弁の先端部が塗料噴出孔122を開閉することができるように構成される。
【0077】
塗料を戻すための塗料戻し流路324がガンユニット110の内部に設けられる。塗料戻し流路324は、戻し口側部分324Aと、ガンボディ内部分324Bと、ブラケットユニット内部分324Cと、ブラケット出口側部分324Dとを含む。塗料戻し流路の出口側端部324Dと、ガン塗料流路320のブラケット出口側部分324Dは、ブラケットユニット210の後部に配置されている。
【0078】
霧化エアを流通させるための霧化エア流路330が、ガンユニット110およびブラケットユニット210の内部に設けられる。霧化エア流路330は、出口側部分330Aと、ガンボディ内部分330Bと、ブラケットユニット内部分330Cと、ブラケット入口側部分330Dとを含む。霧化エア流路330の出口側部分330Aは、ノズル114の外壁の外側に配置される。霧化エア流路330の下流側は、主霧化エア孔125に流通するように構成される。霧化エア流路330の入口側端部であるブラケット入口側部分330Dから主霧化エア孔125に向って霧化エアを送ることができるように構成される。図3を参照すると、霧化エア流路330のブラケット入口側部分330Dは、ブラケットユニット210の後部に配置されている。さらに、霧化エア流路330の下流側は、副霧化エア孔124に流通するように構成することができる。この副霧化エア孔は補助的なものであって、この副霧化エア孔が無い構造を用いることもできる。
【0079】
パターンエアを流通させるためのパターンエア流路340が、ガンユニット110の内部に設けられる。パターンエア流路340は、出口側部分340Aと、ガンボディ内部分340Bと、ブラケットユニット内部分340Cと、ブラケット入口側部分330Dとを含む。パターンエア流路340の出口側部分340Aは、リテーニングリング128の内壁の内側に配置される。パターンエア流路340の下流側は、パターンエア孔126に流通するように構成される。パターンエア流路340の入口側部分340Dからパターンエア孔126に向ってパターンエアを送ることができるように構成される。パターンエア流路340の入口側端部340Dは、ブラケットユニット210の後部に配置されている。
【0080】
塗料を噴出させるときに、ニードル150を後方に移動させる塗料噴出作動エアを流通させるためのフロントピストン作動エア流路350が、ガンユニット110の内部に設けられる。フロントピストン作動エア流路350は、ガンボディ内部分350Bと、ブラケットユニット内部分350Cと、ブラケット入口側部分350Dとを含む。フロントピストン作動エア流路350の下流側は、フロントピストン170の前端部の前方に設けられたフロントピストン作動チャンバ176に流通するように構成される。フロントピストン作動エア流路350の入口側端部からフロントピストン作動チャンバ176に作動エアを送ることができるように構成される。この構成では、弁開閉装置は、フロントピストン作動チャンバ176に送られたフロントピストン作動エアによって作動するピストンである。図3を参照すると、フロントピストン作動エア流路350の入口側部分350Dは、ブラケットユニット210の後部に配置されている。
【0081】
さらに、ニードルシールキット160を出来る限り前方に配置することのよって、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。また、ガンボディ112内の色溜まり(流通路の体積)を極力小さくすることによって、洗浄効率を改善するように構成することができる。さらに、ノズル114の後部にテーパ部を設けることによって、ノズル114とニードル150との間の隙間を狭く設定し、確実に洗浄を行い、洗浄効率を向上させることができる。
【0082】
(3)ブラケットユニットの構成:
図1から図3を参照すると、ブラケットユニット210は、ブラケットユニットのベース部材を構成するブラケット本体212を含む。ガン塗料流路320のブラケットユニット内部分320Cと、ブラケット入口側部分320Dはブラケット本体212に設けられる。ブラケットユニット210は、ガンボディ112に着脱自在に固定される。ブラケット入口側部分320Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。ブラケットユニット210をガンボディ112に固定したときに、ブラケットユニット210が受け入れる塗料およびエアはガンボディ112に流通するように構成されている。
【0083】
フロントピストン作動エアを流通させるためのフロントピストン作動エア流路350のブラケットユニット内部分350Cと、ブラケット入口側部分350Dはブラケット本体212に設けられる。フロントピストン作動エア用継手(図示せず)がフロントピストン作動エア流路350の入口側部分350Dに設けられる。フロントピストン作動エア用継手は、チューブ配管(図示せず)などの配管部材を介して操作盤(図示せず)に連結されて、さらに、操作盤からフロントピストン作動エア供給源に連絡することができる。
【0084】
フロントピストン作動エア流路350の入口側部分350Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、フロントピストン作動エア流路350のガンボディ内部分350Bの入口側端部は、ブラケットユニット内部分350Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。入口側部分350Dは、テーパねじで構成するのがよい。電磁弁(図示せず)がフロントピストン作動エア流路350に設けられる。電磁弁(図示せず)を開放することによって、フロントピストン作動チャンバ176に導入されたフロントピストン作動エアを排出することができるように構成される。
【0085】
霧化エア流路330のブラケットユニット内部分330Cと、ブラケット入口側部分330Dはブラケット本体212に設けられる。霧化エア用継手(図示せず)が霧化エア流路330の入口側部分330Dに設けられる。霧化エア供給源と霧化エア用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。入口側部分330Dは、テーパねじで構成するのがよい。霧化エア流路330の入口側部分330Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、霧化エア流路330のガンボディ内部分330Bの入口側端部は、ブラケットユニット内部分330Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0086】
パターンエア流路340のブラケットユニット内部分340Cと、ブラケット入口側部分330Dはブラケット本体212に設けられる。パターンエア用継手(図示せず)がパターンエア流路340の入口側部分340Dに設けられる。パターンエア供給源とパターンエア用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。入口側部分340Dは、テーパねじで構成するのがよい。パターンエア流路340の入口側部分340Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、パターンエア流路340のガンボディ内部分340Bの入口側端部は、ブラケットユニット内部分340Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0087】
ガン塗料流路320のブラケットユニット内部分320Cと、ブラケット入口側部分320Dはブラケット本体212に設けられる。塗料入口用継手(図示せず)がガン塗料流路320のブラケット入口側部分320Dに設けられる。ブラケット入口側部分320Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。塗料の供給源と塗料入口用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。ガン塗料流路320のブラケット入口側部分320Dから塗料をスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、ガン塗料流路320のガンボディ内部分320Bの入口側端部は、ブラケットユニット内部分320Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。すなわち、ブラケットユニット210をガンユニット110に固定したときに、ブラケットユニット210が受け入れる塗料はガンユニット110に流通するように構成される。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0088】
塗料戻し流路324のブラケットユニット内部分324Cと、ブラケット出口側部分324Dはブラケット本体212に設けられる。塗料戻し口用継手(図示せず)が塗料戻し流路324のブラケット出口側部分324Dに設けられる。塗料の供給源(或いは、塗料タンク)と塗料戻し口用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。塗料戻し流路324のブラケット出口側部分324Dから塗料を排出することができるように構成される。ブラケット出口側部分324Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。ブラケットユニット210をガンユニット110に固定したときに、塗料戻し流路324のガンボディ内部分324Bの出口側端部は、ブラケットユニット内部分324Cの入口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0089】
さらに、図6および図7を参照すると、後述するエア式2段引きのスプレー装置に対応するために、ノズル114を洗浄するとき以外の作動時に、リヤピストンを更に前方に移動させて保持するリヤピストン作動エアを流通させるためのリヤピストン作動エア流路360を設けることができる。リヤピストン作動エア流路360は、リヤボディ内部分360Aと、ガンボディ内部分360Bと、ブラケットユニット内部分360Cと、ブラケット入口側部分350Dとを含む。リヤピストン作動エア流路360の下流側は、リヤピストン本体180Bの後方に設けられたリヤピストン端部チャンバ186に流通するように構成される。リヤピストン作動エア流路360の入口側端部からリヤピストン端部チャンバ186に洗浄作動エアを送ることができるように構成される。
【0090】
リヤピストン作動エア流路360の入口側部分360Dは、ブラケットユニット210の後部に配置されている。リヤボディをガンボディ112に固定したときに、フロントピストン作動エア流路350のリヤボディ内部分360Aの入口側端部は、ガンボディ内部分360Bの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、リヤボディに設けてもよいし、あるいは、ガンボディ112に設けてもよいし、両方に設けてもよい。
【0091】
本発明に係るスプレー装置において、上記のそれぞれのガン塗料流路320、塗料戻し流路324、霧化エア流路330、パターンエア流路340、フロントピストン作動エア流路350、リヤピストン作動エア流路360は、例えば、内径が2mmから10mmの範囲で適当な値に設定することができる。これらの内径は、霧化される流体の粘度と、霧化状態を考慮して、シミュレーション解析、試作実験などを行うことによって適切な値に設定することができる。
【0092】
図3を参照すると、本発明に係るスプレー装置において、ガン塗料流路320のブラケット入口側部分320D、塗料戻し流路324のブラケット出口側部分324D、霧化エア流路330のブラケット入口側部分330D、パターンエア流路340のブラケット入口側部分340D、フロントピストン作動エア流路350のブラケット入口側部分350D、リヤピストン作動エア流路360のブラケット入口側部分360Dは、ブラケットユニット210の1つの面、例えば、後方に位置する面に設けるのが好ましい。図1を参照すると、ブラケットユニット210の後方に位置する面は、それぞれ角度をなす3つの平面から構成されている。この3つの平面のそれぞれに、ガン塗料流路320のブラケット入口側部分320D、塗料戻し流路324のブラケット出口側部分324D、霧化エア流路330のブラケット入口側部分330D、パターンエア流路340のブラケット入口側部分340D、フロントピストン作動エア流路350のブラケット入口側部分350D、リヤピストン作動エア流路360のブラケット入口側部分360Dのうちの1個又は2個又は3個を配置することができる。この構成により、塗料とエアを安定した状態で迅速かつ確実にスプレー装置に供給することができる。また、この構成により、塗料やエアを供給するチューブ配管の着脱が容易であり、チューブ配管の着脱時間が短く、メインテナンス作業時間の短縮が可能である。
【0093】
本発明に係るスプレー装置を水、液体タイプの接着剤、液体タイプの防錆剤、液体タイプの絶縁剤、液体タイプのコーティング剤、液体タイプの薬剤などの液体に応用する場合、その噴霧すべき液体の供給源と、塗料入口用継手(すなわち、このような場合は「液体入口用継手」として構成される継手)は、接続ホース(図示せず)などの配管部材を用いて連結することができる。本発明のスプレー装置は、ガンユニットとブラケットユニットを含むユニット構造であるので、各構成部品の製造工程が簡単であって、部品の組立が容易である。
【0094】
本発明に係るスプレー装置は、プレート式のガンとして構成されている。この構造では、ガンを固定して使用する場合、ガンをロボットに持たせる場合、ガンをレシプロに取り付ける場合のいずれにおいても、ガンを取り付ける際にプレートを固定する。ガンをメインテナンスする時には、ガン本体のみを取り外して、オーバーホールしたり、部品交換したり、或いは、本体交換することを可能としている。この構成により、従来型のガンにおいて生じるチューブ(ホース)の取りはずしによって設置時に元の位置にガンを設置することが出来ないというトラブルを回避して、作業時間を短縮することが可能になる。
【0095】
本実施形態では六角穴付ボルトによりガンユニットをブラケットユニットに固定する構造を図示して説明しているけれども、ワンタッチ式(90度回転式)の構造を利用することも可能である。
【0096】
(4)スプレー装置による塗装作業:
図1を参照すると、スプレー装置100は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。
【0097】
スプレー装置100に適用する塗料として、ソリッド塗料を用いることもできるし、メタリック塗料を用いることもできる。また、有機溶剤入りの塗料を用いることができる。また、アルミ粉末入りの塗料を用いることができる。例えば、スプレー装置100のガンユニット110をロボットアームに固定する。この固定には、ボルト、ナットなどの締結部材を使用することができる。或いは、スプレー装置100のガンユニット110をロボットアームに固定した後に、ブラケットユニット210をガンユニット110に固定することもできる。この場合、ブラケットユニット210をガンユニット110に固定した後に接続ホース(図示せず)をブラケットユニット210に連結することもできるし、或いは、接続ホースをブラケットユニット210に連結した後に、ブラケットユニット210をガンユニット110に固定することもできる。
【0098】
図1および図8を参照すると、塗装作業を行う時に、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「1.5」に対応する位置に設定されると、回転ストッパ位置決めピン432A、432Bは、第3ざくり穴463、第6ざくり穴466の中に入るようになっている。また、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「2.0」に対応する位置に設定されると、回転ストッパ位置決めピン432A、432Bは、第2ざくり穴462、第5ざくり穴465の中に入るようになっている。
【0099】
フロントピストン作動エア供給源から接続ホースを通して、フロントピストン作動エア流路350を介してフロントピストン作動エアをフロントピストン作動チャンバ176に導入する。フロントピストン作動エアがフロントピストン作動チャンバ176の中に導入されると、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分は、回転ストッパ450の前方に位置する筒状部分の内周部の中を後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分の先端部の端面は、回転ストッパ450の前方に位置する筒状部分の内周部の中の段部に接触した状態を維持する。フロントピストン作動エアとして、例えば、0.25MPaから0.35MPa程度の圧縮空気を用いることができる。ニードル150が後方に移動できる量は、例えば、2mmに設定することができる。
【0100】
ニードル150が後方に移動すると、塗料噴出孔122が開く。塗料の供給源から接続ホースなどの配管部材を介して塗料をガン塗料流路320からノズル114に供給して、塗料噴出孔122から塗料を噴出させることができる。
【0101】
このときに、霧化エアの供給源から接続ホースを通して、霧化エア流路330を介して霧化エアを導入し、主霧化エア孔125を通して(さらに、必要に応じて、副霧化エア孔124を通して)、霧化エアを噴出させることによって、塗料噴出孔122から噴出した塗料を霧化することができる。霧化エアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。霧化エアの圧力と、副霧化エア孔124の数および配置を変えることによって、塗料の霧化状態を調整することができる。
【0102】
また、同時に、パターンエアの供給源から接続ホースを通して、パターンエア流路340を介してパターンエアを導入し、パターンエア孔126からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。パターンエアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。パターンエアの圧力と、パターンエア孔126の数および配置を変えることによって、塗料のパターン形状を調整することができる。
【0103】
ノズル114の先端から吐出される塗料は、通常、エアキャップ120の霧化エアによって霧化され、パターンエアにより扇型の吐出パターンとして形成される。ニードル150がノズル114の中心に位置していないと、ノズル114の先端から吐出される塗料の吐出状態は安定しない。本発明においては、前述したように、ニードルシールキット160を出来る限り前方に配置することのよって、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。また、本発明においては、後述するように、後側に配置されたリヤピストン180のリヤピストン本体180Bとニードルストッパ180Cは、フロントピストン170を受ける役割を果たし、リヤピストン180自体をリヤキャップリング172およびリヤボディ190により、確実にノズル中心軸線114A上に配置させ、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができるようになっている。したがって、本発明の構成により、ニードル150をノズル114の中心に位置させ、リヤピストン180をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができるので、ニードルシールキット160内の摺動部品やニードル150の摩耗に対する耐久性を向上させることができる。
【0104】
塗料噴出孔122から噴出しない残部の塗料は、塗料戻し流路324と接続ホースを介して塗料供給源(或いは、塗料タンク)に戻すことができる。このようにして、塗料のサーキュレーションラインを構成することができる。或いは、本発明のスプレー装置を用いて、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を自動的に、或いは、手動で噴霧することができる。
【0105】
塗装作業を終了するときは、フロントピストン作動エアの供給を停止させ、ニードルスプリング174のばね力によって、ニードル150とフロントピストン170は一緒になって前方に移動される。ニードル150が前方に移動すると、塗料噴出孔122が閉じ、塗料噴出孔122からの塗料の噴出を停止させることができる。同時に、霧化エアの供給を停止させ、パターンエアの供給を停止させることができる。
【0106】
(5)ノズルの洗浄:
図1および図8を参照すると、スプレーガンボディのノズルを洗浄する時において、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「CLEAN」に対応する位置に設定さする。この状態では、回転ストッパ位置決めピン432A、432Bは、第1ざくり穴461、第4ざくり穴464の中に入るようになっている。スプレーガンボディのノズルを洗浄する時において、スプレー装置100のガンユニット110をロボットアームから取り外してノズル114を洗浄することができる。或いは、スプレー装置100のガンユニット110をロボットアームに取り付けた状態でノズル114を洗浄することができる。
【0107】
図13を参照すると、フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバ176に導入した状態において、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動した状態を維持する。このとき、ニードル150が後方に移動できる量は、例えば、3mmに設定することができる。したがって、この構成により、ノズル114を閉鎖した状態からノズル洗浄状態までにニードル150が後方に移動できる量は、例えば、5mmに設定することができる。
【0108】
上述したように、本発明のスプレー装置は、吐出口の開度を塗装用の2種類と、洗浄用の1種類の合計3種類の位置に設定することが可能であり、洗浄時間を大幅に削減し、稼動効率を大幅に向上させるなどの性能改善を可能としている。また、本発明のスプレー装置においては、調整つまみの操作により手動でニードル位置を全開に設定することが可能である。また、ニードル位置を元の位置に戻す際にも、調整つまみの操作により手動でニードル位置を元の位置に戻すように設定することが可能である。また、本発明のスプレー装置においては、塗装時のニードル位置が常に一定の位置になることにより、被塗物(製品)の品質を一定に保つことができるという効果がある。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0109】
(6)エア式2段引きのスプレー装置:
(6−1)ノズルを閉鎖した状態
以下に、本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合の構成と作用を説明する。図16を参照すると、リヤキャップリング172がガンボディ112の後方に配置される。ニードルスプリング174が、フロントピストン本体170Bを前方に向かって押すために配置される。ニードルスプリング174の後方部分は、リヤキャップリング172の前方に面した平面部分に接触するように配置される。ニードルスプリング174の前方部分は、フロントピストン本体170Bのフロントピストンフランジ170Fの後方に面した部分に接触するように配置される。ニードルスプリング174の中心軸線はノズル中心軸線114A上に配置されるのがよい。ニードルスプリング174の弾性力によって、フロントピストン170は前方に移動する方向の力を受ける。したがって、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、フロントピストン170は前方に移動し、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0110】
リヤボディ190はガンボディ112の後方にリヤボディ固定ボルト192により固定される。例えば、2本のリヤボディ固定ボルト192を用いてガンボディ112にリヤボディ190を固定することができる。リヤキャップリング172は、リヤボディ190の内部に配置される。リヤボディ190は、例えば、POM(ポリオキシメチレン)で形成するのが好ましい。
【0111】
図16を参照すると、ガンユニット110は、さらに、ノズル中心軸線114Aに沿って移動可能なリヤピストン180を備える。リヤピストン180は、リヤボディ190の内部において、フロントピストン170の後方に配置される。リヤピストン180は、リヤピストン本体180Bと、リヤピストン軸部180Gとを含む。リヤピストン穴180Hが、リヤピストン本体180Bの前方からリヤピストン軸部180Gの一部の内部に設けられる。ニードルストッパ180Cが、リヤピストン穴180Hに固定される。リヤピストンOリング180Dは、リヤピストン本体180Bの外周部の溝部の中に配置される。リヤピストン180の中心軸線はノズル中心軸線114A上に配置される。フロントピストン軸170Aの後方に位置する筒状部分の外周部は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中に摺動可能に配置される。ニードルストッパ180Cの後方に位置する筒状部分の外周部は、リヤピストン本体180Bの前方に位置する穴の内周部の中に固定される。リヤピストン本体180Bの前方に面した平面部分は、リヤキャップリング172の後方に面した平面部分に接触するように配置される。
【0112】
リヤピストン180をノズル中心軸線114Aにそって前方に移動させるリヤピストン作動エアを受け入れるためのリヤピストン端部チャンバ186が、リヤピストン本体180Bの後方において、リヤボディ190の内部に構成される。さらに、リヤピストン端部チャンバ186に受け入れられたリヤピストン作動エアを導入して、リヤピストン本体180Bの後方の壁面を押すためのリヤピストン作動チャンバ188が、リヤピストン本体180Bの後方の軸部の外方において、リヤボディ190の内部に構成される。
【0113】
リヤピストンOリング180Dは、リヤピストン本体180Bの外周部に設けられた溝部の中に配置される。リヤピストンOリング180Dは、リヤピストン本体180Bとリヤボディ190を密閉するために設けられる。リヤピストンOリング180Dは、フロントピストン170を受け止めるために、摺動抵抗を大きくするためにOリングを用いるのが好ましい。リヤピストンOリング180Dは、パーフロで形成するのが好ましい。
【0114】
リヤピストン本体180Bは、アルミニウム合金A2021(例えば、アルマイト処理を行うのがよい)で形成することができる。フロントピストン170の外径は、リヤピストン180の外径よりも小さいように構成されるのが好ましい。したがって、フロントピストンパッキン170Cの外径は、リヤピストンOリング180Dの外径よりも小さいように構成されるのが好ましい。
【0115】
ニードル150は、フロントピストン170と一緒になって、ノズル中心軸線114Aにそって前後方向に移動することができるように構成される。ニードル150が後方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を開放させることができるように構成される。ニードル150が前方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を閉鎖させることができるように構成される。さらに、ニードル150がフロントピストン170とともに後方に移動した位置から、ニードル150とフロントピストン170とリヤピストン180は一緒になって、ノズル中心軸線114Aにそって更に後方に移動することができるように構成される。
【0116】
ニードル150の全長は、例えば、66mmに設定し、そのなかで10mmがフロントピストン170の中に入るように構成することができる。ニードル150の直径は、例えば、4mmに設定することができる。ニードル150をフロントピストン170に接着固定した状態の全長は、例えば、73.5mmになるように構成することができる。ノズル114の先端と、ニードル150の先端の関係は、面イチとするのがよい。
【0117】
このように寸法設定することにより、全長が60mmのガン本体112に、全長が28mmのノズル114を組み込み、全長が73.5mmになるニードル150とフロントピストン170を用いて、全長が26mmのリヤピストン本体180Bの内部において、幅が4mmのリヤキャップリング172と、リヤピストン180の寸法と、ニードルストッパ180Cの穴深さを調整することによって、例えば、2mmの1段引きを設定することができる。また、リヤボディ190内部の寸法と、幅が4mmのリヤキャップリング172と、リヤピストン180の稼動部の寸法を調整することによって、例えば、3mmの2段引きの稼動部を設定することができる。
【0118】
フロントピストン170のシリンダー内径は、例えば、22mmである。リヤピストン180のシリンダー内径は、例えば、24mmである。
【0119】
ノズル114を洗浄するとき以外の作動時に、リヤピストン180を更に前方に移動させて保持するリヤピストン作動エアを流通させるためのリヤピストン作動エア流路(図示せず)が、リヤボディ190の内部に設けられる。リヤピストン作動エア流路の下流側は、リヤピストン本体180Bの後方に設けられたリヤピストン端部チャンバ186に流通するように構成される。リヤピストン作動エア流路の入口側端部からリヤピストン端部チャンバ186に洗浄作動エアを送ることができるように構成される。
【0120】
リヤピストン作動エア流路の入口側部分は、ブラケットユニット210の後部に配置されている。リヤボディ190をガンボディ112に固定したときに、フロントピストン作動エア流路のリヤボディ内部分の入口側端部は、ガンボディ内部分の出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、リヤボディ190に設けてもよいし、あるいは、ガンボディ112に設けてもよいし、両方に設けてもよい。
【0121】
図16を参照すると、リヤボディ190は、リヤボディ固定ボルトを貫通させる2個のボルト穴を有する。リヤボディ190は、さらに、リヤピストン端部チャンバ186とリヤピストン作動チャンバ188を流通させる6個のエア流通穴190Kを有する。エア流通穴190Kは、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。6個のエア流通穴190Kが示されているけれども、エア流通穴の数は4個であってもよいし、8個であってもよいし、それ以外の個数であってもよい。複数個のエア流通穴が、ノズル中心軸線114Aを中心として同心状に、等しい角度間隔で配置されるのが好ましい。複数個のエア流通穴190Kを同心状に設けることにより、リヤピストン180を確実に円滑に前方に移動させることができる。
【0122】
後側に配置されたリヤピストン180のリヤピストン本体180Bとニードルストッパ180Cは、フロントピストン170を受ける役割を果たし、リヤピストン180自体をリヤキャップリング172およびリヤボディ190により、確実にノズル中心軸線114A上に配置させている。この構成により、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。さらに、本発明の構成では、リヤピストン180をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。
【0123】
(6−2)ノズルの第1開放状態
図17を参照すると、リヤピストン作動エアの供給源から接続ホースを通して、リヤピストン作動エア流路を介してリヤピストン作動エアをリヤピストン端部チャンバ186に導入する。リヤピストン端部チャンバ186に導入されたリヤピストン作動エアは、複数個のエア流通穴190Kを通過してリヤピストン端部チャンバ186からリヤピストン作動チャンバ188の中に流通する。リヤピストン作動エアがリヤピストン作動チャンバ188の中に導入されると、リヤピストン180はノズル中心軸線114Aにそって前方に移動して、リヤピストン本体180Bの前方に面した平面部分は、リヤキャップリング172の後方に面した平面部分に接触した状態を維持する。リヤピストン作動エアとして、例えば、0.4MPaから0.5MPa程度の圧縮空気を用いることができる。
【0124】
フロントピストン作動エア供給源から接続ホースを通して、フロントピストン作動エア流路350を介してフロントピストン作動エアをフロントピストン作動チャンバ176に導入する。フロントピストン作動エアがフロントピストン作動チャンバ176の中に導入されると、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中を後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分の先端部の端面は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中の段部に接触した状態を維持する。
【0125】
フロントピストン作動エアとして、例えば、0.25MPaから0.35MPa程度の圧縮空気を用いることができる。リヤピストン作動エアの圧力は、フロントピストン作動エアの圧力よりも高圧に設定される。リヤピストン作動エアの圧力とフロントピストン作動エアの圧力の差は、例えば、0.05MPaから0.25MPa程度に設定することができる。ニードル150が後方に移動できる量は、例えば、2mmに設定することができる。
【0126】
ニードル150が後方に移動すると、塗料噴出孔122が開く。塗料の供給源から接続ホースなどの配管部材を介して塗料をガン塗料流路320からノズル114に供給して、塗料噴出孔122から塗料を噴出させることができる。
【0127】
このときに、霧化エアの供給源から接続ホースを通して、霧化エア流路330を介して霧化エアを導入し、主霧化エア孔125を通して(さらに、必要に応じて、副霧化エア孔124を通して)、霧化エアを噴出させることによって、塗料噴出孔122から噴出した塗料を霧化することができる。霧化エアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。霧化エアの圧力と、副霧化エア孔124の数および配置を変えることによって、塗料の霧化状態を調整することができる。
【0128】
また、同時に、パターンエアの供給源から接続ホースを通して、パターンエア流路340を介してパターンエアを導入し、パターンエア孔126からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。パターンエアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。パターンエアの圧力と、パターンエア孔126の数および配置を変えることによって、塗料のパターン形状を調整することができる。
【0129】
(6−3)ノズルの第2開放状態(ノズルを洗浄する状態)
以下に、スプレーガンボディのノズルを洗浄する時の作用を説明する。図18を参照すると、フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバ176に導入した状態において、リヤピストン作動エア流路に設けた電磁弁(図示せず)を開放することによって、リヤピストン端部チャンバ186およびリヤピストン作動チャンバ188に導入されたリヤピストン作動エアを排出する。
【0130】
それによって、ニードル150とフロントピストン170とリヤピストン180は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、リヤピストン本体180Bの後方に面する平面部分は、リヤボディの内部の段部に接触した状態を維持する。このとき、ニードル150が後方に移動できる量は、例えば、3mmに設定することができる。したがって、この構成により、ノズル114を閉鎖した状態からノズル洗浄状態までにニードル150が後方に移動できる量は、例えば、5mmに設定することができる。
【産業上の利用可能性】
【0131】
上述したスプレー装置は、従来のアジャスト式と、エア式2段引きと、手動式複数段式の3種類のタイプのスプレー装置のいずれの構成も容易に実現することができる。すなわち、3タイプのスプレー装置を用いることによる相乗効果により、被塗物(製品)の価値観を向上させることが可能になり、一般製品と差別化することが可能になる。そのうえ、本発明の手動式複数段式タイプのスプレー装置においては、エア式2段引きタイプのスプレー装置と比較すると、エア回路が1系統少ないので(従来のアジャスト式タイプのスプレー装置と同様である)、従来のアジャスト式タイプのスプレー装置を使用中の場合は、エア回路を追加することなしに、本発明の手動式複数段式タイプのスプレー装置への置き換えが可能である、という効果がある。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0132】
本発明のスプレー装置は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。本発明のスプレー装置は、スプレーガンボディの洗浄時や、スプレーガンボディの交換時や、ノズルの交換時におけるダウンタイムを短縮することが可能であって、短いロス時間で塗料を噴霧することができる。また、本発明のスプレー装置は、ノズルを洗浄するときにおける塗装作業のダウンタイムを短縮することが可能である。さらに、本発明のスプレー装置は、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を噴霧することができる。本発明のスプレー装置は、構成部品の製造および組立が容易であるので、簡易な工程で製造することができる。
【符号の説明】
【0133】
100 スプレー装置
110 ガンユニット
112 ガンボディ
114 ノズル
150 ニードル
160 ニードルシールキット
170 フロントピストン
174 ニードルスプリング
176 フロントピストン作動チャンバ
180 リヤピストン
186 リヤピストン端部チャンバ
188 リヤピストン作動チャンバ
190 リヤボディ
210 ブラケットユニット
220 六角穴付ボルト
400 スプレー装置
420 リヤボディ
430 調整つまみ
450 回転ストッパ
【技術分野】
【0001】
本発明は、塗装すべき対象物(以下、「被塗物」という)に塗料を噴霧するためのスプレー装置に関する。特に、本発明は、ニードルが軸線方向にそって移動可能なスプレー装置に関する。さらに、本発明は、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種の液体を噴霧すべき物体に噴霧することが可能であり、手動式(マニュアル)の調整部材(調整つまみ)を備えたスプレー装置に関する。
【背景技術】
【0002】
被塗物に塗料を噴霧するためのスプレー装置であるプレート式自動ガンは、主に塗装用の自動スプレーガンとして塗装ラインに1台もしくは複数台設置される。塗装ラインにはコンベヤによる吊り下げ式やフロアー式など多くの種類のラインがあり、コンベヤスピードが一定の場合もあれば、タクト式の場合もある。また、被塗物を単体で流す場合もあれば、被塗物を回転させたりする場合もあれば、ワンハンガーに被塗物を複数個吊り下げる場合もあれば、或いは、タクト式の場合において、被塗物を円周上に複数個並べて回転させたりする場合もある。
【0003】
自動スプレーガンの設置方法については、固定式の場合もあれば、ロボットに自動スプレーガンを持たせる場合もあれば、上下方向又は前後方向に(手前から奥に向かって)同一直線上に動く「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付ける場合もあれば、前述の構成を組み合わせる場合もある。
【0004】
実際のユーザーにおいては、被塗物として数種類のものが取り扱われるのが通例であって、同じ被塗物に対しても多種類の色に塗り分けられる事が多い。また、被塗物の形状や大きさも様々であることが知られている。
【0005】
塗料に関しては、プライマーやベースコートと呼ばれるものもあれば、ソリッドと呼ばれる単色のものや、メタリック(通例はアルミ粉末)、パール(真珠)、マイカ(雲母)、ビーズ(ガラス)、クリヤー(透明)、カラークリヤー(色付き透明)など多様な種類のものが使われている。溶剤のタイプに関しては、溶剤型、ハイソリッド型(溶剤の割合が少ないもの)、水系型などがある。樹脂の成分に関しては、メラミン、フッ素、アクリル、ウレタンなど多様な種類のものが使われている。塗装工程については、下塗り、中塗り、上塗りなどがあり、その工程や工数は様々である。
【0006】
例えば、従来の第1タイプでは、スプレーガンにおいて、ストッパをあらかじめ設定された2つの位置相互間に変位せしめる遠隔制御式変位機構を設け、吐出口の開度を全開及び半開の二段階に遠隔制御できるように構成している(特許文献1参照)。
【0007】
従来の第2タイプでは、塗布装置において、ニードルバルブの第1の後端突き当て位置を、シリンダの駆動力を解除して更にニードルバルブの第2の後端突き当て位置に瞬時に引き下げ、吐出流路内の滞留物の吐き出しを行い、次いで、シリンダを駆動して、ニードルバルブの第1の後端突き当て位置に瞬時に戻すことにより、当初設定塗布量を回復させるように構成している。シリンダーピストンが前進したときの端部の位置は、ピストン前進端調整ねじによって調整される(特許文献2参照)。
【0008】
従来の第3タイプでは、スプレー装置は、塗料を霧化させて噴出させるためのガンユニットと、塗料およびエアを受け入れるためのブラケットユニットとを備えている。ブラケットユニットは、ガンユニットに着脱自在に固定されるように構成される。ノズル開閉弁を後方に移動させて塗料を塗料噴出孔から噴出させている(特許文献3参照)。
【0009】
従来の第4タイプでは、スプレーガンにおいて、ニードル弁の後端を後方に配置された第1のピストンにねじで固定し、第1のピストンの前方に第2のピストンを配置している。第1のピストンを移動させる第1のエア供給通路に圧縮エアを供給し、或いは、第2のピストンを移動させる第2のエア供給通路に圧縮エアを供給してニードル弁の移動量を変更し、異なる吐出量で吐出させるように構成している(特許文献4参照)。
【0010】
従来の第5タイプでは、スプレーガンにおいて、ねじにより前後に調節することができる第1の調定部材をシリンダの端蓋に設けている。第1の調定部材の先端を、ばね受部材に対応させる。ばね受部材には、ねじにより外部から調節することができる第2の調定部材をねじ結合させて設けている(特許文献5参照)。
【0011】
従来の第6タイプでは、スプレーガンにおいて、ねじにより前後に調節することができる第1の調定部材をシリンダの端蓋に設けている。第1の調定部材の先端を、ばね受部材に対応させる。ばね受部材には、ねじにより外部から調節することができる第2の調定部材をねじ結合させて設けている(特許文献6参照)。
【0012】
従来の第7タイプでは、流量制御機能付き開閉バルブにおいて、復帰ばねとして長尺ばねと短尺ばねとを備えている。パイロットエア圧の高低変更により、ニードル弁体を段階的に開いて流量を調整している(特許文献7参照)。
【0013】
従来の第8タイプでは、塗料供給用ニードル弁において、ニードル弁体を小流路開弁位置と、大流路開弁位置との間に切り換えている(特許文献8参照)。
【0014】
従来の第9タイプでは、スプレーガン用ニードル弁において、第2シリンダー室に空気を圧送することにより第2ピストンが第1ピストンに設けた係止位置まで変位して、塗料排出口を半開させる。第1シリンダー室に空気を圧送することにより第1ピストンが第2ピストンを伴って変位して、塗料排出口を全開させるように構成している(特許文献9参照)。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開昭59−62360号公報
【特許文献2】特開2003−205258号公報
【特許文献3】特開2008−649号公報
【特許文献4】特開2008−12404号公報
【特許文献5】実公昭63−38929号公報
【特許文献6】実開昭60−13264号公報
【特許文献7】実開平5−71547号公報
【特許文献8】実公開3−36779号公報
【特許文献9】実公昭48−14667号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
上記のような観点から、スプレー装置では、色替えや洗浄が頻繁に行われる事が予想され、色替えや洗浄は確実に早く自動的に行われるのが望ましい。従来のスプレー塗布装置では、スプレーガンのオーバーホールなどをするときに、ノズルをスプレーガンボディから取り外す必要があった。さらに、従来のスプレー塗布装置では、ピストン部材やボディ部材の構造が複雑であって、製造および組立に多くの時間を要していた。
【0017】
図19を参照すると、従来のアジャスト式タイプのスプレー塗布装置900は、ガンボディ910と、リアボディ930とを有している。フルイドチップ912と、ニードル914と、フロントピストン916とがガンボディ910に配置されている。フロントピストン916は、スプリング918により、前方に付勢されている。フロントピストンパッキン920が、フロントピストン916とガンボディ910とを密閉(シール)している。
【0018】
後部に配置された調整つまみ932と、ロックナット934とにより、フルイドチップ912とニードル914の開度(クリアランス)を調整することができる。このスプレー塗布装置900において、例えば、塗装時のニードル914の開度は、調整部材である調整つまみ932を全閉より1.5回転させた位置、或いは、調整つまみ932を全閉より2.0回転させた位置に設定して塗装していた。塗装ラインで被塗物(塗装すべき対象物)につき色替えを行いたい場合は、洗浄という工程を行い、それまで塗装していた塗料の色とは違う色の塗料を塗装機(スプレー塗布装置)に充填させていた。このようなときに、フルイドチップ912とニードル914の開度(クリアランス)が狭い状態では、洗浄(シンナーを使用する)に時間がかかり、生産ロスにつながるため、洗浄時には一時的に調整つまみを全開位置、すなわち、4.0回転から5.0回転させた位置に開度調整するケースが多かった。
【0019】
この場合の問題点として、洗浄工程終了後に、フルイドチップ912とニードル914の開度(クリアランス)を元の状態に戻すことが必要とされるが、従来の調整つまみ932はねじ式であり、調整つまみ932はロックナット934により固定される構造であるため、調整つまみ932を正確に元の位置に調整することが難しく、また、調整に多くの時間を要していた。もし、調整つまみ932の調整不良が発生したならば、スプレー塗布装置900から噴霧される塗料の吐出量が変動して、塗装不良品が発生してしまうおそれがあった。
【0020】
本発明の目的は、スプレー装置のノズルを洗浄するときにおける塗装作業を効率良く行うことができ、塗料の変更に要する時間を短くして、塗装作業の多色化に対応することができるように構成したスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、塗料の噴出量の調整を短時間で容易に行うことができるスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、製造および組立が容易なスプレー装置を提供することにある。
また、本発明の他の目的は、スプレー装置において、従来のアジャスト式タイプと、エア式2段引きタイプと、手動式複数段式タイプのいずれもが容易に実現するように構成されたスプレー装置を提供することにある。
【課題を解決するための手段】
【0021】
本発明は、塗料噴出孔から塗料を噴霧するスプレー装置において、塗料を霧化させて噴出させるための塗料噴出孔を有するノズルと、前記塗料噴出孔を開閉するためのニードルと、前記ニードルに固定されたフロントピストンと、前記フロントピストンを前記塗料噴出孔に向かって押すように設けられたニードルスプリングと、前記ノズルを収容し、かつ、前記フロントピストンを収容するガンボディと、前記ガンボディの後方に配置されたリヤボディと、前記ノズルの中心軸線に沿う方向における前記ニードルの位置を調整するためのニードル位置調整機構と、前記ガンボディに着脱自在に固定されたブラケットユニットとを備えるように構成した。
【0022】
前記ブラケットユニットを前記ガンボディに固定したときに、前記ブラケットユニットが受け入れる塗料およびエアは前記ガンボディに流通するように構成されている。前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整部材と、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転位置設定部材とを含んでいる。
【0023】
前記ニードル位置調整機構を調整して、前記塗料噴出孔から出る塗料の吐出量を設定した状態で、前記フロントピストンが前記ニードルとともに前記塗料噴出孔から遠ざかる方向に前記ノズルの中心軸線にそって移動すると、前記フロントピストンと前記ニードルは一緒になって、前記塗料噴出孔から遠ざかる方向に移動するように構成ように構成されている。この構成のスプレー装置は、分解、組立、メインテナンス、ガンボディ側の部品の交換などが容易である。本発明のスプレー装置においては、塗料の吐出量を容易に調整することができ、ノズルの洗浄を効率良く行うことができる
【0024】
本発明のスプレー装置においては、前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整つまみと、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転ストッパとを含むように構成されている。前記フロントピストンの筒状部分の外周部は、前記回転ストッパの筒状部分の内周部の中に摺動可能に配置されている。
【0025】
本発明のスプレー装置においては、前記回転ストッパには、複数のざくり穴が形成され、前記リヤボディには、回転ストッパ位置決めピンが設けられ、前記ノズルの中心軸線に沿う方向に前記調整つまみを移動させて前記調整つまみを回転させることによって、前記ざくり穴に前記回転ストッパ位置決めピンを位置決めすることができるように構成されている。
【0026】
本発明のスプレー装置は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。
【0027】
本発明のスプレー装置において塗装作業を行う時には、ニードル位置調整機構を用いて、ノズルの中心軸線を中心として調整部材を回転させて、前記ノズルの中心軸線に沿う前記フロントピストンの位置を塗装作業位置に設定する。次に、フロントピストン作動エアの供給源からフロントピストン作動エアをガンユニットに送り、ニードルを後方に移動させて、塗料を塗料噴出孔から噴出させる。このときに、霧化エアの供給源から霧化エアを導入し、霧化エア孔から霧化エアを噴出させることによって、塗料噴出孔から噴出した塗料を霧化することができる。また、同時に、パターンエアの供給源からパターンエアを導入し、パターンエア孔からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。塗料噴出孔から噴出しない残部の塗料は、塗料供給源(或いは、塗料タンク)に戻すことができる。このようにして、塗料のサーキュレーションラインを構成することができる。
【0028】
メタリック系塗料のように、塗料に金属粉などが含まれる場合は、長時間にわたって塗料回路を閉じた状態にすると、重い内容物が沈下(沈降)する傾向があり、塗装不良や塗料回路の詰まりを発生するおそれがある。したがって、このような場合には、循環型の構成が好ましい。或いは、戻り通路が無い非循環型に構成することもできる。或いは、本発明のスプレー装置を用いて、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を自動的に、或いは、手動で噴霧することができる。
【0029】
本発明のスプレー装置において、スプレーガンボディのノズルを洗浄する時においては、ニードル位置調整機構を用いて、ノズルの中心軸線を中心として調整部材を回転させて、前記ノズルの中心軸線に沿う前記フロントピストンの位置を洗浄作業位置に設定する。フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバに導入した状態において、ニードルとフロントピストンは一緒になって、ニードルスプリングのばね力に抗して、ノズル中心軸線にそって後方に移動した状態を維持する。この状態で、ノズルを洗浄することができる。
【発明の効果】
【0030】
本発明のスプレー装置は、ノズルを閉鎖した状態からノズル洗浄状態までにニードルが後方に移動できる量を十分大きく設定することができる。したがって、スプレー装置のノズルを洗浄するときにおける塗装作業を効率良く行うことができ、塗装作業のダウンタイムを短縮することが可能である。また、本発明のスプレー装置は、塗料の変更に要する時間を短くすることができ、塗装作業の多色化に対応することができる。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0031】
また、本発明のスプレー装置は、上述したように構成されているので、従来のスプレー装置と比較すると、洗浄時間を大幅に削減し、稼動効率を大幅に向上させるなどの性能改善を可能としている。従来のスプレー装置では、ニードル調整をスプレーガン後部のニードル調整つまみを用いて調整しているので、全開にしたい場合は手動つまみを開けなくてはならなかった。このため、ニードル位置を元の位置に戻す際の多くの場合には、作業者の感覚や目視に頼り手動で再調整することが必要であった。
【0032】
さらに、本発明のスプレー装置において、従来のアジャスト式と、エア式2段引きと、手動式複数段式の3種類のタイプのスプレー装置のいずれの構成も容易に実現することができる。このような3タイプのスプレー装置を導入することにより、スプレー装置の客先(ユーザ)ごとのライン構成や、設備状況、被塗物(製品)の色替え、使用する塗料の種類等に合わせてスプレー装置のタイプを選択することが可能になり、また、複数のタイプのスプレー装置を併用することも可能になる。すなわち、3タイプのスプレー装置を用いることによる相乗効果により、被塗物(製品)の価値観を向上させることが可能になり、一般製品と差別化することが可能になり、製品の販売しやすさに期待することができる。
【0033】
そのうえ、本発明の手動式複数段式タイプのスプレー装置においては、エア式2段引きタイプのスプレー装置と比較すると、エア回路が1系統少ないので(従来のアジャスト式タイプのスプレー装置と同様である)、従来のアジャスト式タイプのスプレー装置を使用中の場合は、エア回路を追加することなしに、本発明の手動式複数段式タイプのスプレー装置への置き換えが可能である。
【図面の簡単な説明】
【0034】
【図1】本発明の実施形態において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【図2】本発明の実施形態において、ガンユニットの構造を示す正面図である。
【図3】本発明の実施形態において、スプレー装置の構造を示す側面図である。
【図4】本発明の実施形態において、ガンユニットの構造を示す背面図である。
【図5】本発明の実施形態において、ガンユニットおよびブラケットユニットの構造を示す背面図である。
【図6】本発明の実施形態において、スプレー装置の流路を含めた構造を示す縦断面図である。
【図7】本発明の実施形態において、スプレー装置の流路の配置を示す概略断面図である。
【図8】本発明の実施形態において、リヤボディ、回転ストッパ、調整つまみの構造を示す分解組立図である。
【図9】本発明の実施形態において、リヤボディ、回転ストッパ、調整つまみの構造を示す図である。図9(a)は正面図であり、図9(b)は断面図であり、図9(c)は側面図であり、図9(d)は背面図である。
【図10】本発明の実施形態において、回転ストッパの構造を示す斜視図である。
【図11】本発明の実施形態において、回転ストッパの構造を示す図である。図11(a)は正面図であり、図11(b)は断面図であり、図11(c)は側面図であり、図11(d)は背面図である。
【図12】本発明の実施形態において、調整つまみの構造を示す図である。図12(a)は調整つまみの正面図であり、図12(b)は調整つまみの断面図であり、図12(c)は調整つまみの側面図であり、図12(d)は調整つまみの背面図である。
【図13】本発明の実施形態において、ノズルの第1の吐出量の状態でのスプレー装置の構造を示す縦断面図である。
【図14】本発明の実施形態において、ノズルの第2の吐出量の状態でのスプレー装置の構造を示す縦断面図である。
【図15】本発明の実施形態において、ノズルの第3の吐出量の状態(ノズルを洗浄する状態)でのスプレー装置の構造を示す縦断面図である。
【図16】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【図17】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルの第1開放状態でのスプレー装置の構造を示す縦断面図である。
【図18】本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合において、ノズルの第2開放状態(ノズルを洗浄する状態)でのスプレー装置の構造を示す縦断面図である。
【図19】従来のアジャスト式タイプのスプレー装置において、ノズルを閉鎖した状態のスプレー装置の構造を示す縦断面図である。
【発明を実施するための形態】
【0035】
(1)スプレー装置の構成:
以下に、本発明の実施の形態を図面に基づいて説明する。以下に説明する本発明の実施の形態は、物体に塗料を噴霧するスプレー装置に関するものであるが、本発明に係るスプレー装置は、塗料だけでなく、水、液体タイプの接着剤、液体タイプの防錆剤、液体タイプの絶縁剤、液体タイプのコーティング剤、液体タイプの薬剤などの各種液体に広く応用することができることに注目してほしい。
【0036】
本発明のスプレー装置は、「手動式2段引き式」のスプレー装置と称することができるものであるが、ここで「2段引き」という記載は、任意のポジション(ニードルの引きしろ)と、洗浄(CLEAN)ポジションの2つを意味している。したがって、本発明のスプレー装置は、ニードルを複数の位置に設定することができる「手動式複数段式」のスプレー装置に関するものである。以下で説明する本発明のスプレー装置の実施の形態は、ニードルを3つの位置(第1の吐出量の噴出可能な位置、第2の吐出量の噴出可能な位置、および、洗浄位置)に設定することができるスプレー装置に関するものであるが、本発明のスプレー装置は、ニードルを2つの位置に設定することができるスプレー装置に適用することもできるし、或いは、ニードルを3つ以上の位置(第1の吐出量の噴出可能な位置、第2の吐出量の噴出可能な位置、・・・、第Nの吐出量の噴出可能な位置、および、洗浄位置)に設定することができるスプレー装置に適用することもできることに注目すべきである。
【0037】
図1から図3を参照すると、本発明の実施の形態において、ノズルの塗料噴出孔から塗装対象物に対して塗料を噴霧するスプレー装置400は、塗料を霧化させて噴出させるためのガンユニット110と、塗料およびエアを受け入れるためのマニホールドを構成するブラケットユニット210と、リヤボディ420とを備える。六角穴付ボルト220のようなユニット固定装置を用いることによって、ブラケットユニット210はガンユニット110に対して着脱自在に固定することができるように構成される。例えば、ブラケットユニット210はガンユニット110の一つの面に対して配置される。リヤボディ420は、ガンユニット110の後方に配置される。
【0038】
(2)ガンユニットの構成:
図1から図4を参照すると、ガンユニット110は、ベース部材を構成するガンボディ112と、ガンボディ112の前側に支持されたノズル114と、ノズル114の前側に支持されたエアキャップ120と、ガンボディ112に対してエアキャップ120を支持するリテーニングリング128と、ガンボディ112の後側に配置されたリヤボディ420とを備える。ガンボディ112は、強度があり、耐溶剤性があるエンジニアリングプラスチックで形成するのが好ましい。
【0039】
ガンボディ112は、例えば、POM(ポリオキシメチレン)で形成される。リヤボディ420は、例えば、POM(ポリオキシメチレン)で形成するのが好ましい。POM(ポリオキシメチレン)は、耐溶剤性があり、水系対応が可能である。この構成により、ガンボディ112の重量を軽減することができる。複数のスプレー装置をロボットやレシプロに搭載する場合、積載重量(積載能力)や稼動範囲が制限される場合があり、ガンボディ112の重量を軽減する必要が発生している。なお、重量を軽減する必要が無いときは、従来のアルミニウム(アルマイト処理)や、ステンレス素材や、ステンレス素材の熱処理品を使用することも可能である。
【0040】
ブラケットユニット210を案内するための案内ピン112Pがガンボディ112の下面側に設けられる。ブラケットユニット210を固定する六角穴付ボルト220をねじ止めするための雌ねじ部112Fがガンボディ112の下面側に設けられる。図には1本の案内ピン112Pを示しているが、案内ピン112Pは、2本設けるのが好ましい。案内ピン112Pの個数は、1本であってもよいし、或いは、2本設けてもよい。
【0041】
ここで、「前方」、「前側」とは、ガンユニット110において、塗料を噴出させる方向、側を示す。また、「後方」、「後側」とは、ガンユニット110において、塗料を噴出させる方向、側と反対の方向、側を示している。
【0042】
ノズル114は、円筒状に形成され、ノズル中心軸線114Aを定める。ノズル114は、ノズルボディ114Bと、ノズルチップ114Cとを含む。ノズルチップ114Cの先端部は先細り形状に形成される。ノズルチップ114Cはタングステン合金で形成するのが好ましい。ノズルボディ114Bは、第1ねじ強化リング115および第2ねじ強化リング116により、ガンボディ112に対して支持される。第1留めピン117が、第2ねじ強化リング116をガンボディ112に対して位置決めしている。第1ねじ強化リング115は、第2ねじ強化リング116より前方で外側に位置している。第1ねじ強化リング115は、ピン(図示せず)で固定して接着することによりガンボディ112に対して固定されるのが好ましい。ガンボディ112のねじ部には、ヘリサート(市販のねじ強化部品)を使用するのが好ましい。
【0043】
図1および図2を参照すると、塗料を噴出させるための塗料噴出孔122がノズルチップ114Cの先端部に設けられる。ノズル114の内部は、液状の塗料を流通させることができるようになっている。エアキャップ120は、副霧化エア孔124を有する。ノズル114の先端部は、エアキャップ120のノズル穴の中に配置される。塗料噴出孔122の中心軸線はノズル中心軸線114A上に配置される。エアキャップ120のノズル穴の中心はノズル中心軸線114A上に配置される。塗料噴出孔122から噴出し霧化された塗料のパターンを形成するためのエアを噴出させるためのパターンエア孔126が設けられる。パターンエア孔126は、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。
【0044】
副霧化エア孔124は、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。或いは、副霧化エア孔124は、ノズル中心軸線114Aを中心として第1の半径の同心状に複数個配置し、さらに、第1の半径と異なる更なる半径(第2の半径、或いは、第2の半径および第3の半径など)においてノズル中心軸線114Aを中心として、それぞれ同心状に複数個配置することもできる。
【0045】
図1を参照すると、ガンユニット110は、塗料噴出孔122を開閉させるためのノズル開閉弁すなわちニードル150と、ガンボディ112の内側に配置されてニードル150を支持するためのニードルシールキット160と、ガンボディ112の内側においてニードルシールキット160の後方に配置されたフロントピストン170とを備える。ニードルシールキット160は、ノズル114の後方に配置される。ニードル150は、前方に位置するニードルチップ150Cと、後方に位置するニードル本体150Bとを含む。ニードルチップ150Cの後部は、ニードル本体150Bの前部に嵌め込まれて固定される。ニードルチップ150Cの中心軸線は、ノズル中心軸線114Aに配置される。ニードル本体150Bの中心軸線は、ノズル中心軸線114Aに配置される。したがって、ニードル150の中心軸線はノズル中心軸線114A上に配置される。
【0046】
ニードルチップ150Cはタングステン合金で形成するのが好ましい。ニードル本体150Bはステンレス鋼(例えば、SUS304など)で形成して硬質クロム処理を行うのが好ましい。ニードルチップ150Cをタングステン合金で形成することにより、従来のSUS303で形成したものと比べて耐久性を大幅に向上させることができる。この構成により、摩耗によるスピット(すなわち、塗装トラブルの一種であり、ノズルの先端の液漏れによる不具合)を防ぐことができる。同時に、この構成により、ニードル150のメインテナンスを容易にして、ニードル150の交換時期を遅らせることが可能になる。さらに、ニードル本体150Bに硬質クロム処理を行うことによって、ニードル本体150Bの摩耗によるニードルシール部よりの液漏れによるトラブルを回避して、ニードル150のメインテナンスを容易にして、ニードル150の交換時期を遅らせることが可能になる。
【0047】
第3ねじ強化リング留めピン140により、第3ねじ強化リング142がガンボディ112に固定される。第3ねじ強化リング142は、ニードルシールキット160をねじ込み固定するための雌ねじ部を有する。ニードルシールキット160は、ニードルシールキット160をねじ込み固定するための雄ねじ部を有する。ニードルシールキット160の雄ねじ部を第3ねじ強化リング142の雌ねじ部にねじ込むことによって、ニードルシールキット160をガンボディ112に着脱可能に固定することができる。
【0048】
ニードルシールキット160は、留め輪160Aと、後方に位置するシールストッパ160Bと、第1オムニシール160Cと、シールハウジング160Dと、第1・Oリング(第1オーリング)160Eと、第2オムニシール160Fと、第2・Oリング(第2オーリング)160Gと、前方に位置するフロントシール160Hとを含む。ニードルシールキット160の中心軸線はノズル中心軸線114A上に配置される。第2・Oリング160Gは、第1・Oリング160Eよりも前方に位置する。第2オムニシール160Fは、第1オムニシール160Cよりも前方に位置する。第2オムニシール160Fは、フロントシール160Hにより、シールハウジング160Dの前方の内方に保持される。第1オムニシール160Cは、シールストッパ160Bにより、シールハウジング160Dの後方の内方に保持される。シールストッパ160Bは、留め輪160Aにより、シールハウジング160Dの後方の内方に保持される。第2オムニシール160F、および、第1オムニシール160Cは、シールハウジング160Dとニードル本体150Bを密閉するために設けられる。第1・Oリング160E、および、第2・Oリング160Gは、シールハウジング160Dとガンボディ112を密閉するために設けられる。
【0049】
第1・Oリング160E、および、第2・Oリング160Gは、パーフロで形成されたOリングであるのが好ましい。一般に、ゴム関係の素材は溶剤に対して弱く、変形したり、膨張したりする可能性が大きい。製品の用途が主に塗装用であって、オーバーホールやメインテナンス時に溶剤を使用する用途では、組めない、或いは、動かないというトラブルを回避するために、パーフロを採用するのが好ましい。
【0050】
ニードルシールキット160は、一体式にて抜き取り交換可能な構成となっているので、ガンのメインテナンスを容易にしている。ニードルシールキット160に使われる2個のVパッキンは、摺動抵抗が少なく、ニードル本体150Bとの摩耗による液漏れを防止し、耐久性の向上に役立っている。フロントシール160Hについては、前側のVパッキン機能(液をシールする機能)をダブルに追加した物であり、ニードルシールキット160の締め付け具合により摺動抵抗(シール具合)を調整することが可能である。したがって、このフロントシール160Hが摩耗した場合にも、その締め付け量を増やすことにより、液をシールする機能を発揮するような構造になっている。すなわち、ニードルシールキット160を締め付けれパーフロントシール160Hの先端側が潰れて、液をシールする機能を発揮するようになっている。
【0051】
ニードルシールキット160の外側の2個のOリング、すなわち、第1・Oリング160E、および、第2・Oリング160Gは、前側の第2・Oリング160Gが液(塗料)をシールする機能を発揮するようになっており、後側の第1・Oリング160Eがエアをガンボディ112とシールする機能を発揮するようになっている。したがって、このような構成により、ニードルシールキット160の耐久性を大幅に向上させることができ、ニードルシールキット160のメインテナンスを容易にして、ニードルシールキット160の交換時期を遅らせることが可能になっている。
【0052】
フロントピストン170は、ノズル中心軸線114に沿って移動可能なように設けられる。フロントピストン170は、ニードルシールキット160の後方に配置される。フロントピストン170は、フロントピストン軸170Aと、フロントピストン軸170Aの前方に設けられたフロントピストンフランジ170Fと、フロントピストンフランジ170Fの外周部に設けられたフロントピストンパッキン受部170Gとを含む。フロントピストン穴170Hが、フロントピストン軸170Aの前方に設けられる。ニードル本体150Bの後方に設けられた後方軸部150Dは、フロントピストン穴170Hの中に嵌め込まれて接着して固定される。
【0053】
フロントピストンパッキン170Cは、フロントピストンパッキン受部170Gの溝部の中に配置される。フロントピストンパッキン170Cは、フロントピストン本体170Bとガンボディ112を密閉するために設けられる。フロントピストンパッキン170Cは、パーフロで形成するのが好ましい。この構成により、摺動抵抗を軽減し、耐摩耗性を向上させることができる。
【0054】
フロントピストン本体170Bは、アルミニウム合金A2021(例えば、アルマイト処理を行うのがよい)で形成することができる。フロントピストン作動チャンバ176が、フロントピストン170の前方において、ガンボディ112の内部に構成される。
【0055】
ニードルスプリング174が、フロントピストン本体170Bを前方に向かって押すために配置される。ニードルスプリング174は、ステンレス鋼(例えば、SUS304など)のコイルばねで形成することができる。ニードルスプリング174は、フロントピストン本体170Bの後方軸部170Dの外側に配置される。ニードルスプリング174の後方部分は、回転ストッパ450(後述する)の前方に面した平面部分に接触するように配置される。ニードルスプリング174の前方部分は、フロントピストン本体170Bのフロントピストンフランジ170Fの後方に面した部分に接触するように配置される。ニードルスプリング174の中心軸線はノズル中心軸線114A上に配置されるのがよい。ニードルスプリング174の弾性力によって、フロントピストン170は前方に移動する方向の力を受ける。したがって、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、フロントピストン170は前方に移動し、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0056】
図1および図4を参照すると、リヤボディ420はガンボディ112の後方端部に、リヤボディ固定ボルト192A、192Bにより、ねじ締め固定される。図示するように、例えば、2本のリヤボディ固定ボルト192A、192Bを用いてガンボディ112にリヤボディ420を固定することができる。2本のリヤボディ固定ボルト192A、192Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称に配置されるのがよい。リヤボディ固定ボルトの個数は、1個であってもよいし、2個以上であってもよい。複数のリヤボディ固定ボルトを用いるときは、それらのリヤボディ固定ボルトは、ノズル中心軸線114Aを中心として、等しい角度間隔をなすように配置されるのがよい。
【0057】
ガンユニット110は、さらに、ニードル150のノズル中心軸線114Aにそう方向の位置を調整するための調整部材を構成する調整つまみ430と、調整つまみ430の回転方向の位置を決定するための回転ストッパ450とを備える。調整つまみ430は、ノズル中心軸線114Aを中心として回転可能であるように構成される。調整つまみ430は、リヤボディ420の後方に配置される。
【0058】
図8および図9を参照すると、リヤボディ420は、ベース部422と、ベース部422の前側に形成された円環状の前方凹部424と、ベース部422の後側に形成された円環状の後方凸部426とを含む。2つのねじ貫通穴426A、426Bがベース部422に形成される。2つのボルト穴420A、420Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称の位置に配置されるのがよい。リヤボディ中心穴420Hが、ノズル中心軸線114Aを中心として、ベース部422に形成される。2つのねじ貫通穴426A、426Bは、ノズル中心軸線114Aを中心として、180度の角度間隔をなすように点対称に配置されるのがよい。2つの回転ストッパ位置決めピン432A、432Bは、ピン固定ねじ440A、440Bによって、リヤボディ420の後方凸部426の内部の前方に向かっている面に対して垂直に固定されるようになっている。すなわち、2つの回転ストッパ位置決めピン432A、432Bの中心が配置される位置は、それぞれのねじ貫通穴426A、426Bの中心と同一中心になっている。
【0059】
図8から図11を参照すると、回転ストッパ450は、リヤボディ420の前方凹部424の中に配置される。回転ストッパ450は、円盤状のベース部452と、ベース部452の前側に形成された円環状の前方軸部453と、ベース部452の後側に形成された円柱状の後方軸部454とを含む。前方穴部455が、ベース部452と、前方軸部453の中心部に形成される。調整つまみ止めねじ部456が後方軸部454の中心部に形成される。2個の回転ストッパ位置決め穴部457A、457Bが後方軸部454において、調整つまみ止めねじ部456の周囲部分に形成される。図示した実施形態において、回転ストッパ位置決め穴部は、2個設けられているが、回転ストッパ位置決め穴部の個数は1個であってもよいし、2個以上であってもよい。また、前記の回転ストッパ位置決め穴部を設ける代わりに、凹部及び凸部からなる異型の位置決め構造を用いることもできるし、或いは、回転ストッパの後部が調整つまみを構成するように形成することもできる。複数の回転ストッパ位置決め穴部457A、457Bは、回転ストッパ450の中心軸線を基準にして点対称に設けられるのがよい。円柱状の回転ストッパ位置決めピン468A、468Bの前方端部が、それぞれ回転ストッパ位置決め穴部457A、457Bに配置される。
【0060】
図8を参照すると、リヤボディ420の後方表面には、ニードル150の位置を示す「CLEAN」、「1.5」、「2.0」、「CLEAN」、「1.5」、「2.0」の目印420Mは、例えば、60度の角度間隔で形成される。「CLEAN」の目印は、CLEANポジション(洗浄位置、すなわち、ニードルの4.5mm引きに対応する)を指示している。「1.5」の目印は、第1吐出量ポジション(少量吐出位置、すなわち、ニードルの1.5mm引きに対応する)を指示している。「2.0」の目印は、第2吐出量ポジション(多量吐出位置、すなわち、ニードルの2.0mm引きに対応する)を指示している。これらの3種類の目印420Mを用いることにより、設定された回転ストッパ450の回転方向の3種類の位置を確認することができる。
【0061】
6個のざくり穴461〜466が、回転ストッパ450のベース部452の後側に「非貫通穴(止まり穴)」として形成される。6個のざくり穴461〜466の中心位置は、回転ストッパ450の中心軸線を基準にして等しい距離にあって、互いに等しい角度間隔に配置されるのがよい。が、ざくり穴461〜466の内径は同じ寸法に形成されるのが好ましい。第1ざくり穴461と、第4ざくり穴464は、深さが等しくなるように形成される。第2ざくり穴462と、第5ざくり穴465は、深さが等しくなるように形成される。第3ざくり穴463と、第6ざくり穴466は、深さが等しくなるように形成される。第1ざくり穴461と、第4ざくり穴464は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。第2ざくり穴462と、第5ざくり穴465は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。第3ざくり穴463と、第6ざくり穴466は、回転ストッパ450の中心軸線を基準にして点対称に設けられる。
【0062】
図示した実施形態において、3種類の深さを有するざくり穴が、それぞれ2箇所ずつ形成されている。例えば、第1ざくり穴461と、第4ざくり穴464は、深さが3.5mmであるように形成され、CLEANポジション(洗浄位置、すなわち、ニードルの4.5mm引きに対応する)として設定される。第2ざくり穴462と、第5ざくり穴465は、深さが1.0mmであるように形成され、第2吐出量ポジション(多量吐出位置、すなわち、ニードルの2.0mm引きに対応する)として設定される。第3ざくり穴463と、第6ざくり穴466は、深さが0.5mmであるように形成され、第1吐出量ポジション(少量吐出位置、すなわち、ニードルの1.5mm引きに対応する)として設定される。
【0063】
図8、図9および図12を参照すると、調整つまみ430は、リヤボディ420の後方凸部426の後側に配置される。調整つまみ430は、円盤状のベース部432と、ベース部432の前側に形成された前方凹部434と、ベース部432の前側において前方凹部434の中に形成された円環状の前方軸部435とを含む。中心穴部436が、ベース部432と、前方軸部435の中心部に形成される。調整つまみ止めねじ皿部438がベース部432の中心部に形成される。リヤボディ420の後側に形成された後方凸部426は、調整つまみ430の前方凹部434の中に移動することができる寸法形状に形成されている。
【0064】
2個の回転ストッパピン穴部437A、437Bが前方軸部435において、中心穴部436の周囲部分に形成される。図示した実施形態において、回転ストッパピン穴部は、2個設けられているが、回転ストッパピン穴部の個数は1個であってもよいし、2個以上であってもよい。複数の回転ストッパピン穴部437A、437Bは、回転ストッパ450の中心軸線を基準にして点対称に設けられるのがよい。回転ストッパピン穴部437A、437Bを設ける位置は、回転ストッパ450に設けられている回転ストッパ位置決め穴部457A、457Bを設ける位置にそれぞれ対応するように決定される。回転ストッパ位置決めピン468A、468Bの後方端部が、それぞれ回転ストッパピン穴部437A、437Bに配置される。
【0065】
図8を参照すると、調整つまみ430の後方表面には、回転ストッパ450の回転方向の位置を確認するための2つの目印430Mが、180度の角度間隔で形成されている。調整つまみ430の目印430Mと、リヤボディ420の目印420Mとを合わせるように調整つまみ430を回転調整することにより、回転ストッパ450の回転方向の位置を確認することができる。
【0066】
図8および図9を参照すると、2つの回転ストッパ位置決めピン432A、432Bを、リヤボディ420のベース部422の前方凹部424の中にそれぞれ配置し、ピン固定ねじ440A、440Bによって回転ストッパ位置決めピン432A、432Bは後方凸部426に固定される。回転ストッパ位置決めピン468A、468Bの前方端部をそれぞれ回転ストッパ位置決め穴部457A、457Bに配置し、回転ストッパ450をリヤボディ420のベース部422の前方凹部424の中に配置し、回転ストッパ450の後方軸部454がリヤボディ中心穴420Hの中を貫通するようにし、回転ストッパ位置決めピン468A、468Bの後方端部が、それぞれ回転ストッパピン穴部437A、437Bに配置されるようにし、調整つまみ止めねじ430Aにより、調整つまみ430を回転ストッパ450に対して、ねじ締め固定する。
【0067】
調整つまみ430の目印430Mがリヤボディ420の目印420Mの「CLEAN」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第1ざくり穴461、第4ざくり穴464の中に入るように構成される。調整つまみ430の目印430Mがリヤボディ420の目印420Mの「1.5」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第3ざくり穴463、第6ざくり穴466の中に入るように構成される。調整つまみ430の目印430Mがリヤボディ420の目印420Mの「2.0」に対応する位置に設定されるときに、回転ストッパ位置決めピン432A、432Bは、第2ざくり穴462、第5ざくり穴465の中に入るように構成される。
【0068】
図1を参照すると、調整つまみ430を前方に移動させて、回転ストッパ位置決めピン432A、432Bが、ざくり穴の外に出ることができるようになっている。この状態で、調整つまみ430を回転させて、回転ストッパ位置決めピン432A、432Bが、ざくり穴のいずれかに入るように調整つまみ430を後方に移動させて、回転ストッパ位置決めピン432A、432Bを位置決めすることができる。
【0069】
図1、図3、図4および図9を参照すると、リヤボディ420のベース部422は、ガンボディ112の後方端部に対して、リヤボディ固定ボルト192A、192Bにより、ねじ締め固定される。この構成により、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を、正確に3種類のポジションに調整することができる。すなわち、本発明の構成では、調整つまみ430を回転させて、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を何度切り替えても、ニードル150の軸線方向の位置と、フロントピストン170の軸線方向の位置を同じポジションに調整することができ、従来のねじ式のような微妙な調整作業を必要としない。
【0070】
図1から図12を参照すると、図示する実施形態において、6個のざくり穴461〜466を回転ストッパ450のベース部452の後側に「非貫通穴(止まり穴)」として形成する構造を説明したけれども、ざくり穴を設ける個数は、2個であってもよいし、3個以上であってもよい。複数のざくり穴を形成するときには、それぞれのざくり穴は、回転ストッパ450の中心軸線を基準にして、等しい距離に設けるのがよい。また、図示する実施形態において、ざくり穴461〜466を回転ストッパ450のベース部452に形成する構造を説明したけれども、ざくり穴をリヤボディに設け、かつ、回転ストッパに回転ストッパ位置決めピンを設けることもできる。
【0071】
また、図示する実施形態において、ざくり穴と、回転ストッパ位置決めピンを設ける構造を説明したけれども、回転ストッパおよびリヤボディの一方に設けた凹部と、回転ストッパおよびリヤボディの他方に設けた凸部により、回転ストッパの軸線方向の位置決めを行うこともできる。また、図示する実施形態において、ねじやボルトにより構成部品を接続する構造を説明したけれども、固定方法や接続形状は、キーであってもよいし、バヨネットであってもよいし、他の任意の公知の方法であってもよい。
【0072】
ニードル150は、フロントピストン170と一緒になって、ノズル中心軸線114Aにそって前後方向に移動することができるように構成される。ニードル150が後方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を開放させることができるように構成される。ニードル150が前方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を閉鎖させることができるように構成される。前述したように、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、ニードルスプリング174の弾性力によりフロントピストン170は前方に移動され、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0073】
ニードル150の全長は、例えば、66mmに設定し、そのなかで10mmがフロントピストン170の中に入るように構成することができる。ニードル150の直径は、例えば、4mmに設定することができる。ニードル150をフロントピストン170に接着固定した状態の全長は、例えば、73.5mmになるように構成することができる。ノズル114の先端と、ニードル150の先端の関係は、面イチとするのがよい。
【0074】
このように寸法設定することにより、全長が60mmのガン本体112に、全長が28mmのノズル114を組み込み、全長が73.5mmになるニードル150とフロントピストン170を用いて、2段引きの稼動部を設定することができる。
【0075】
図1から図5を参照すると、塗料を流通させるためのガン塗料流路320が、ガンユニット110およびブラケットユニット210の内部に設けられる。ガン塗料流路320は、出口側部分320Aと、ガンボディ内部分320Bと、ブラケットユニット内部分320Cと、ブラケット入口側部分320Dとを含む。ガン塗料流路320の出口側部分320Aは、ノズル114の内壁とニードル150との間に配置される。ガン塗料流路320の下流側は、塗料噴出孔122に流通するように構成される。
【0076】
ガン塗料流路320の入口側端部であるブラケット入口側部分320Dから塗料噴出孔122に向って塗料を送ることができるように構成される。この構成では、ニードル150は、ガン塗料流路320に配置されたニードル弁である。したがって、ニードル弁の先端部が塗料噴出孔122を開閉することができるように構成される。
【0077】
塗料を戻すための塗料戻し流路324がガンユニット110の内部に設けられる。塗料戻し流路324は、戻し口側部分324Aと、ガンボディ内部分324Bと、ブラケットユニット内部分324Cと、ブラケット出口側部分324Dとを含む。塗料戻し流路の出口側端部324Dと、ガン塗料流路320のブラケット出口側部分324Dは、ブラケットユニット210の後部に配置されている。
【0078】
霧化エアを流通させるための霧化エア流路330が、ガンユニット110およびブラケットユニット210の内部に設けられる。霧化エア流路330は、出口側部分330Aと、ガンボディ内部分330Bと、ブラケットユニット内部分330Cと、ブラケット入口側部分330Dとを含む。霧化エア流路330の出口側部分330Aは、ノズル114の外壁の外側に配置される。霧化エア流路330の下流側は、主霧化エア孔125に流通するように構成される。霧化エア流路330の入口側端部であるブラケット入口側部分330Dから主霧化エア孔125に向って霧化エアを送ることができるように構成される。図3を参照すると、霧化エア流路330のブラケット入口側部分330Dは、ブラケットユニット210の後部に配置されている。さらに、霧化エア流路330の下流側は、副霧化エア孔124に流通するように構成することができる。この副霧化エア孔は補助的なものであって、この副霧化エア孔が無い構造を用いることもできる。
【0079】
パターンエアを流通させるためのパターンエア流路340が、ガンユニット110の内部に設けられる。パターンエア流路340は、出口側部分340Aと、ガンボディ内部分340Bと、ブラケットユニット内部分340Cと、ブラケット入口側部分330Dとを含む。パターンエア流路340の出口側部分340Aは、リテーニングリング128の内壁の内側に配置される。パターンエア流路340の下流側は、パターンエア孔126に流通するように構成される。パターンエア流路340の入口側部分340Dからパターンエア孔126に向ってパターンエアを送ることができるように構成される。パターンエア流路340の入口側端部340Dは、ブラケットユニット210の後部に配置されている。
【0080】
塗料を噴出させるときに、ニードル150を後方に移動させる塗料噴出作動エアを流通させるためのフロントピストン作動エア流路350が、ガンユニット110の内部に設けられる。フロントピストン作動エア流路350は、ガンボディ内部分350Bと、ブラケットユニット内部分350Cと、ブラケット入口側部分350Dとを含む。フロントピストン作動エア流路350の下流側は、フロントピストン170の前端部の前方に設けられたフロントピストン作動チャンバ176に流通するように構成される。フロントピストン作動エア流路350の入口側端部からフロントピストン作動チャンバ176に作動エアを送ることができるように構成される。この構成では、弁開閉装置は、フロントピストン作動チャンバ176に送られたフロントピストン作動エアによって作動するピストンである。図3を参照すると、フロントピストン作動エア流路350の入口側部分350Dは、ブラケットユニット210の後部に配置されている。
【0081】
さらに、ニードルシールキット160を出来る限り前方に配置することのよって、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。また、ガンボディ112内の色溜まり(流通路の体積)を極力小さくすることによって、洗浄効率を改善するように構成することができる。さらに、ノズル114の後部にテーパ部を設けることによって、ノズル114とニードル150との間の隙間を狭く設定し、確実に洗浄を行い、洗浄効率を向上させることができる。
【0082】
(3)ブラケットユニットの構成:
図1から図3を参照すると、ブラケットユニット210は、ブラケットユニットのベース部材を構成するブラケット本体212を含む。ガン塗料流路320のブラケットユニット内部分320Cと、ブラケット入口側部分320Dはブラケット本体212に設けられる。ブラケットユニット210は、ガンボディ112に着脱自在に固定される。ブラケット入口側部分320Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。ブラケットユニット210をガンボディ112に固定したときに、ブラケットユニット210が受け入れる塗料およびエアはガンボディ112に流通するように構成されている。
【0083】
フロントピストン作動エアを流通させるためのフロントピストン作動エア流路350のブラケットユニット内部分350Cと、ブラケット入口側部分350Dはブラケット本体212に設けられる。フロントピストン作動エア用継手(図示せず)がフロントピストン作動エア流路350の入口側部分350Dに設けられる。フロントピストン作動エア用継手は、チューブ配管(図示せず)などの配管部材を介して操作盤(図示せず)に連結されて、さらに、操作盤からフロントピストン作動エア供給源に連絡することができる。
【0084】
フロントピストン作動エア流路350の入口側部分350Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、フロントピストン作動エア流路350のガンボディ内部分350Bの入口側端部は、ブラケットユニット内部分350Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。入口側部分350Dは、テーパねじで構成するのがよい。電磁弁(図示せず)がフロントピストン作動エア流路350に設けられる。電磁弁(図示せず)を開放することによって、フロントピストン作動チャンバ176に導入されたフロントピストン作動エアを排出することができるように構成される。
【0085】
霧化エア流路330のブラケットユニット内部分330Cと、ブラケット入口側部分330Dはブラケット本体212に設けられる。霧化エア用継手(図示せず)が霧化エア流路330の入口側部分330Dに設けられる。霧化エア供給源と霧化エア用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。入口側部分330Dは、テーパねじで構成するのがよい。霧化エア流路330の入口側部分330Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、霧化エア流路330のガンボディ内部分330Bの入口側端部は、ブラケットユニット内部分330Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0086】
パターンエア流路340のブラケットユニット内部分340Cと、ブラケット入口側部分330Dはブラケット本体212に設けられる。パターンエア用継手(図示せず)がパターンエア流路340の入口側部分340Dに設けられる。パターンエア供給源とパターンエア用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。入口側部分340Dは、テーパねじで構成するのがよい。パターンエア流路340の入口側部分340Dから作動エアをスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、パターンエア流路340のガンボディ内部分340Bの入口側端部は、ブラケットユニット内部分340Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0087】
ガン塗料流路320のブラケットユニット内部分320Cと、ブラケット入口側部分320Dはブラケット本体212に設けられる。塗料入口用継手(図示せず)がガン塗料流路320のブラケット入口側部分320Dに設けられる。ブラケット入口側部分320Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。塗料の供給源と塗料入口用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。ガン塗料流路320のブラケット入口側部分320Dから塗料をスプレー装置100に導入することができるように構成される。ブラケットユニット210をガンユニット110に固定したときに、ガン塗料流路320のガンボディ内部分320Bの入口側端部は、ブラケットユニット内部分320Cの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。すなわち、ブラケットユニット210をガンユニット110に固定したときに、ブラケットユニット210が受け入れる塗料はガンユニット110に流通するように構成される。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0088】
塗料戻し流路324のブラケットユニット内部分324Cと、ブラケット出口側部分324Dはブラケット本体212に設けられる。塗料戻し口用継手(図示せず)が塗料戻し流路324のブラケット出口側部分324Dに設けられる。塗料の供給源(或いは、塗料タンク)と塗料戻し口用継手は、接続ホース(図示せず)などの配管部材を用いて連結することができる。塗料戻し流路324のブラケット出口側部分324Dから塗料を排出することができるように構成される。ブラケット出口側部分324Dは、ストレートねじで構成し、ねじの奥にざくり形状のOリング(パーフロで作るのが好ましい)を配置するのがよい。ブラケットユニット210をガンユニット110に固定したときに、塗料戻し流路324のガンボディ内部分324Bの出口側端部は、ブラケットユニット内部分324Cの入口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、ブラケットユニット210に設けてもよいし、あるいは、ガンユニット110に設けてもよいし、両方に設けてもよい。
【0089】
さらに、図6および図7を参照すると、後述するエア式2段引きのスプレー装置に対応するために、ノズル114を洗浄するとき以外の作動時に、リヤピストンを更に前方に移動させて保持するリヤピストン作動エアを流通させるためのリヤピストン作動エア流路360を設けることができる。リヤピストン作動エア流路360は、リヤボディ内部分360Aと、ガンボディ内部分360Bと、ブラケットユニット内部分360Cと、ブラケット入口側部分350Dとを含む。リヤピストン作動エア流路360の下流側は、リヤピストン本体180Bの後方に設けられたリヤピストン端部チャンバ186に流通するように構成される。リヤピストン作動エア流路360の入口側端部からリヤピストン端部チャンバ186に洗浄作動エアを送ることができるように構成される。
【0090】
リヤピストン作動エア流路360の入口側部分360Dは、ブラケットユニット210の後部に配置されている。リヤボディをガンボディ112に固定したときに、フロントピストン作動エア流路350のリヤボディ内部分360Aの入口側端部は、ガンボディ内部分360Bの出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、リヤボディに設けてもよいし、あるいは、ガンボディ112に設けてもよいし、両方に設けてもよい。
【0091】
本発明に係るスプレー装置において、上記のそれぞれのガン塗料流路320、塗料戻し流路324、霧化エア流路330、パターンエア流路340、フロントピストン作動エア流路350、リヤピストン作動エア流路360は、例えば、内径が2mmから10mmの範囲で適当な値に設定することができる。これらの内径は、霧化される流体の粘度と、霧化状態を考慮して、シミュレーション解析、試作実験などを行うことによって適切な値に設定することができる。
【0092】
図3を参照すると、本発明に係るスプレー装置において、ガン塗料流路320のブラケット入口側部分320D、塗料戻し流路324のブラケット出口側部分324D、霧化エア流路330のブラケット入口側部分330D、パターンエア流路340のブラケット入口側部分340D、フロントピストン作動エア流路350のブラケット入口側部分350D、リヤピストン作動エア流路360のブラケット入口側部分360Dは、ブラケットユニット210の1つの面、例えば、後方に位置する面に設けるのが好ましい。図1を参照すると、ブラケットユニット210の後方に位置する面は、それぞれ角度をなす3つの平面から構成されている。この3つの平面のそれぞれに、ガン塗料流路320のブラケット入口側部分320D、塗料戻し流路324のブラケット出口側部分324D、霧化エア流路330のブラケット入口側部分330D、パターンエア流路340のブラケット入口側部分340D、フロントピストン作動エア流路350のブラケット入口側部分350D、リヤピストン作動エア流路360のブラケット入口側部分360Dのうちの1個又は2個又は3個を配置することができる。この構成により、塗料とエアを安定した状態で迅速かつ確実にスプレー装置に供給することができる。また、この構成により、塗料やエアを供給するチューブ配管の着脱が容易であり、チューブ配管の着脱時間が短く、メインテナンス作業時間の短縮が可能である。
【0093】
本発明に係るスプレー装置を水、液体タイプの接着剤、液体タイプの防錆剤、液体タイプの絶縁剤、液体タイプのコーティング剤、液体タイプの薬剤などの液体に応用する場合、その噴霧すべき液体の供給源と、塗料入口用継手(すなわち、このような場合は「液体入口用継手」として構成される継手)は、接続ホース(図示せず)などの配管部材を用いて連結することができる。本発明のスプレー装置は、ガンユニットとブラケットユニットを含むユニット構造であるので、各構成部品の製造工程が簡単であって、部品の組立が容易である。
【0094】
本発明に係るスプレー装置は、プレート式のガンとして構成されている。この構造では、ガンを固定して使用する場合、ガンをロボットに持たせる場合、ガンをレシプロに取り付ける場合のいずれにおいても、ガンを取り付ける際にプレートを固定する。ガンをメインテナンスする時には、ガン本体のみを取り外して、オーバーホールしたり、部品交換したり、或いは、本体交換することを可能としている。この構成により、従来型のガンにおいて生じるチューブ(ホース)の取りはずしによって設置時に元の位置にガンを設置することが出来ないというトラブルを回避して、作業時間を短縮することが可能になる。
【0095】
本実施形態では六角穴付ボルトによりガンユニットをブラケットユニットに固定する構造を図示して説明しているけれども、ワンタッチ式(90度回転式)の構造を利用することも可能である。
【0096】
(4)スプレー装置による塗装作業:
図1を参照すると、スプレー装置100は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。
【0097】
スプレー装置100に適用する塗料として、ソリッド塗料を用いることもできるし、メタリック塗料を用いることもできる。また、有機溶剤入りの塗料を用いることができる。また、アルミ粉末入りの塗料を用いることができる。例えば、スプレー装置100のガンユニット110をロボットアームに固定する。この固定には、ボルト、ナットなどの締結部材を使用することができる。或いは、スプレー装置100のガンユニット110をロボットアームに固定した後に、ブラケットユニット210をガンユニット110に固定することもできる。この場合、ブラケットユニット210をガンユニット110に固定した後に接続ホース(図示せず)をブラケットユニット210に連結することもできるし、或いは、接続ホースをブラケットユニット210に連結した後に、ブラケットユニット210をガンユニット110に固定することもできる。
【0098】
図1および図8を参照すると、塗装作業を行う時に、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「1.5」に対応する位置に設定されると、回転ストッパ位置決めピン432A、432Bは、第3ざくり穴463、第6ざくり穴466の中に入るようになっている。また、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「2.0」に対応する位置に設定されると、回転ストッパ位置決めピン432A、432Bは、第2ざくり穴462、第5ざくり穴465の中に入るようになっている。
【0099】
フロントピストン作動エア供給源から接続ホースを通して、フロントピストン作動エア流路350を介してフロントピストン作動エアをフロントピストン作動チャンバ176に導入する。フロントピストン作動エアがフロントピストン作動チャンバ176の中に導入されると、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分は、回転ストッパ450の前方に位置する筒状部分の内周部の中を後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分の先端部の端面は、回転ストッパ450の前方に位置する筒状部分の内周部の中の段部に接触した状態を維持する。フロントピストン作動エアとして、例えば、0.25MPaから0.35MPa程度の圧縮空気を用いることができる。ニードル150が後方に移動できる量は、例えば、2mmに設定することができる。
【0100】
ニードル150が後方に移動すると、塗料噴出孔122が開く。塗料の供給源から接続ホースなどの配管部材を介して塗料をガン塗料流路320からノズル114に供給して、塗料噴出孔122から塗料を噴出させることができる。
【0101】
このときに、霧化エアの供給源から接続ホースを通して、霧化エア流路330を介して霧化エアを導入し、主霧化エア孔125を通して(さらに、必要に応じて、副霧化エア孔124を通して)、霧化エアを噴出させることによって、塗料噴出孔122から噴出した塗料を霧化することができる。霧化エアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。霧化エアの圧力と、副霧化エア孔124の数および配置を変えることによって、塗料の霧化状態を調整することができる。
【0102】
また、同時に、パターンエアの供給源から接続ホースを通して、パターンエア流路340を介してパターンエアを導入し、パターンエア孔126からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。パターンエアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。パターンエアの圧力と、パターンエア孔126の数および配置を変えることによって、塗料のパターン形状を調整することができる。
【0103】
ノズル114の先端から吐出される塗料は、通常、エアキャップ120の霧化エアによって霧化され、パターンエアにより扇型の吐出パターンとして形成される。ニードル150がノズル114の中心に位置していないと、ノズル114の先端から吐出される塗料の吐出状態は安定しない。本発明においては、前述したように、ニードルシールキット160を出来る限り前方に配置することのよって、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。また、本発明においては、後述するように、後側に配置されたリヤピストン180のリヤピストン本体180Bとニードルストッパ180Cは、フロントピストン170を受ける役割を果たし、リヤピストン180自体をリヤキャップリング172およびリヤボディ190により、確実にノズル中心軸線114A上に配置させ、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができるようになっている。したがって、本発明の構成により、ニードル150をノズル114の中心に位置させ、リヤピストン180をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができるので、ニードルシールキット160内の摺動部品やニードル150の摩耗に対する耐久性を向上させることができる。
【0104】
塗料噴出孔122から噴出しない残部の塗料は、塗料戻し流路324と接続ホースを介して塗料供給源(或いは、塗料タンク)に戻すことができる。このようにして、塗料のサーキュレーションラインを構成することができる。或いは、本発明のスプレー装置を用いて、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を自動的に、或いは、手動で噴霧することができる。
【0105】
塗装作業を終了するときは、フロントピストン作動エアの供給を停止させ、ニードルスプリング174のばね力によって、ニードル150とフロントピストン170は一緒になって前方に移動される。ニードル150が前方に移動すると、塗料噴出孔122が閉じ、塗料噴出孔122からの塗料の噴出を停止させることができる。同時に、霧化エアの供給を停止させ、パターンエアの供給を停止させることができる。
【0106】
(5)ノズルの洗浄:
図1および図8を参照すると、スプレーガンボディのノズルを洗浄する時において、調整つまみ430の目印430Mがリヤボディ420の目印420Mの「CLEAN」に対応する位置に設定さする。この状態では、回転ストッパ位置決めピン432A、432Bは、第1ざくり穴461、第4ざくり穴464の中に入るようになっている。スプレーガンボディのノズルを洗浄する時において、スプレー装置100のガンユニット110をロボットアームから取り外してノズル114を洗浄することができる。或いは、スプレー装置100のガンユニット110をロボットアームに取り付けた状態でノズル114を洗浄することができる。
【0107】
図13を参照すると、フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバ176に導入した状態において、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動した状態を維持する。このとき、ニードル150が後方に移動できる量は、例えば、3mmに設定することができる。したがって、この構成により、ノズル114を閉鎖した状態からノズル洗浄状態までにニードル150が後方に移動できる量は、例えば、5mmに設定することができる。
【0108】
上述したように、本発明のスプレー装置は、吐出口の開度を塗装用の2種類と、洗浄用の1種類の合計3種類の位置に設定することが可能であり、洗浄時間を大幅に削減し、稼動効率を大幅に向上させるなどの性能改善を可能としている。また、本発明のスプレー装置においては、調整つまみの操作により手動でニードル位置を全開に設定することが可能である。また、ニードル位置を元の位置に戻す際にも、調整つまみの操作により手動でニードル位置を元の位置に戻すように設定することが可能である。また、本発明のスプレー装置においては、塗装時のニードル位置が常に一定の位置になることにより、被塗物(製品)の品質を一定に保つことができるという効果がある。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0109】
(6)エア式2段引きのスプレー装置:
(6−1)ノズルを閉鎖した状態
以下に、本発明のガンユニットを用いてエア式2段引きのスプレー装置を構成した場合の構成と作用を説明する。図16を参照すると、リヤキャップリング172がガンボディ112の後方に配置される。ニードルスプリング174が、フロントピストン本体170Bを前方に向かって押すために配置される。ニードルスプリング174の後方部分は、リヤキャップリング172の前方に面した平面部分に接触するように配置される。ニードルスプリング174の前方部分は、フロントピストン本体170Bのフロントピストンフランジ170Fの後方に面した部分に接触するように配置される。ニードルスプリング174の中心軸線はノズル中心軸線114A上に配置されるのがよい。ニードルスプリング174の弾性力によって、フロントピストン170は前方に移動する方向の力を受ける。したがって、フロントピストン作動チャンバ176に加圧エアが導入されていないときは、フロントピストン170は前方に移動し、ニードル150のニードルチップ150Cは塗料噴出孔122を閉鎖するように構成される。
【0110】
リヤボディ190はガンボディ112の後方にリヤボディ固定ボルト192により固定される。例えば、2本のリヤボディ固定ボルト192を用いてガンボディ112にリヤボディ190を固定することができる。リヤキャップリング172は、リヤボディ190の内部に配置される。リヤボディ190は、例えば、POM(ポリオキシメチレン)で形成するのが好ましい。
【0111】
図16を参照すると、ガンユニット110は、さらに、ノズル中心軸線114Aに沿って移動可能なリヤピストン180を備える。リヤピストン180は、リヤボディ190の内部において、フロントピストン170の後方に配置される。リヤピストン180は、リヤピストン本体180Bと、リヤピストン軸部180Gとを含む。リヤピストン穴180Hが、リヤピストン本体180Bの前方からリヤピストン軸部180Gの一部の内部に設けられる。ニードルストッパ180Cが、リヤピストン穴180Hに固定される。リヤピストンOリング180Dは、リヤピストン本体180Bの外周部の溝部の中に配置される。リヤピストン180の中心軸線はノズル中心軸線114A上に配置される。フロントピストン軸170Aの後方に位置する筒状部分の外周部は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中に摺動可能に配置される。ニードルストッパ180Cの後方に位置する筒状部分の外周部は、リヤピストン本体180Bの前方に位置する穴の内周部の中に固定される。リヤピストン本体180Bの前方に面した平面部分は、リヤキャップリング172の後方に面した平面部分に接触するように配置される。
【0112】
リヤピストン180をノズル中心軸線114Aにそって前方に移動させるリヤピストン作動エアを受け入れるためのリヤピストン端部チャンバ186が、リヤピストン本体180Bの後方において、リヤボディ190の内部に構成される。さらに、リヤピストン端部チャンバ186に受け入れられたリヤピストン作動エアを導入して、リヤピストン本体180Bの後方の壁面を押すためのリヤピストン作動チャンバ188が、リヤピストン本体180Bの後方の軸部の外方において、リヤボディ190の内部に構成される。
【0113】
リヤピストンOリング180Dは、リヤピストン本体180Bの外周部に設けられた溝部の中に配置される。リヤピストンOリング180Dは、リヤピストン本体180Bとリヤボディ190を密閉するために設けられる。リヤピストンOリング180Dは、フロントピストン170を受け止めるために、摺動抵抗を大きくするためにOリングを用いるのが好ましい。リヤピストンOリング180Dは、パーフロで形成するのが好ましい。
【0114】
リヤピストン本体180Bは、アルミニウム合金A2021(例えば、アルマイト処理を行うのがよい)で形成することができる。フロントピストン170の外径は、リヤピストン180の外径よりも小さいように構成されるのが好ましい。したがって、フロントピストンパッキン170Cの外径は、リヤピストンOリング180Dの外径よりも小さいように構成されるのが好ましい。
【0115】
ニードル150は、フロントピストン170と一緒になって、ノズル中心軸線114Aにそって前後方向に移動することができるように構成される。ニードル150が後方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を開放させることができるように構成される。ニードル150が前方に移動すると、ニードル150の前方先端部によって塗料噴出孔122を閉鎖させることができるように構成される。さらに、ニードル150がフロントピストン170とともに後方に移動した位置から、ニードル150とフロントピストン170とリヤピストン180は一緒になって、ノズル中心軸線114Aにそって更に後方に移動することができるように構成される。
【0116】
ニードル150の全長は、例えば、66mmに設定し、そのなかで10mmがフロントピストン170の中に入るように構成することができる。ニードル150の直径は、例えば、4mmに設定することができる。ニードル150をフロントピストン170に接着固定した状態の全長は、例えば、73.5mmになるように構成することができる。ノズル114の先端と、ニードル150の先端の関係は、面イチとするのがよい。
【0117】
このように寸法設定することにより、全長が60mmのガン本体112に、全長が28mmのノズル114を組み込み、全長が73.5mmになるニードル150とフロントピストン170を用いて、全長が26mmのリヤピストン本体180Bの内部において、幅が4mmのリヤキャップリング172と、リヤピストン180の寸法と、ニードルストッパ180Cの穴深さを調整することによって、例えば、2mmの1段引きを設定することができる。また、リヤボディ190内部の寸法と、幅が4mmのリヤキャップリング172と、リヤピストン180の稼動部の寸法を調整することによって、例えば、3mmの2段引きの稼動部を設定することができる。
【0118】
フロントピストン170のシリンダー内径は、例えば、22mmである。リヤピストン180のシリンダー内径は、例えば、24mmである。
【0119】
ノズル114を洗浄するとき以外の作動時に、リヤピストン180を更に前方に移動させて保持するリヤピストン作動エアを流通させるためのリヤピストン作動エア流路(図示せず)が、リヤボディ190の内部に設けられる。リヤピストン作動エア流路の下流側は、リヤピストン本体180Bの後方に設けられたリヤピストン端部チャンバ186に流通するように構成される。リヤピストン作動エア流路の入口側端部からリヤピストン端部チャンバ186に洗浄作動エアを送ることができるように構成される。
【0120】
リヤピストン作動エア流路の入口側部分は、ブラケットユニット210の後部に配置されている。リヤボディ190をガンボディ112に固定したときに、フロントピストン作動エア流路のリヤボディ内部分の入口側端部は、ガンボディ内部分の出口側端部に接続されるように構成される。この接続部にはOリングを配置するのが好ましい。Oリングは、リヤボディ190に設けてもよいし、あるいは、ガンボディ112に設けてもよいし、両方に設けてもよい。
【0121】
図16を参照すると、リヤボディ190は、リヤボディ固定ボルトを貫通させる2個のボルト穴を有する。リヤボディ190は、さらに、リヤピストン端部チャンバ186とリヤピストン作動チャンバ188を流通させる6個のエア流通穴190Kを有する。エア流通穴190Kは、ノズル中心軸線114Aを中心として同心状に複数個配置されるのが好ましい。6個のエア流通穴190Kが示されているけれども、エア流通穴の数は4個であってもよいし、8個であってもよいし、それ以外の個数であってもよい。複数個のエア流通穴が、ノズル中心軸線114Aを中心として同心状に、等しい角度間隔で配置されるのが好ましい。複数個のエア流通穴190Kを同心状に設けることにより、リヤピストン180を確実に円滑に前方に移動させることができる。
【0122】
後側に配置されたリヤピストン180のリヤピストン本体180Bとニードルストッパ180Cは、フロントピストン170を受ける役割を果たし、リヤピストン180自体をリヤキャップリング172およびリヤボディ190により、確実にノズル中心軸線114A上に配置させている。この構成により、フロントピストン170をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。さらに、本発明の構成では、リヤピストン180をノズル中心軸線114Aにそって後方に真っ直ぐに移動させることができる。
【0123】
(6−2)ノズルの第1開放状態
図17を参照すると、リヤピストン作動エアの供給源から接続ホースを通して、リヤピストン作動エア流路を介してリヤピストン作動エアをリヤピストン端部チャンバ186に導入する。リヤピストン端部チャンバ186に導入されたリヤピストン作動エアは、複数個のエア流通穴190Kを通過してリヤピストン端部チャンバ186からリヤピストン作動チャンバ188の中に流通する。リヤピストン作動エアがリヤピストン作動チャンバ188の中に導入されると、リヤピストン180はノズル中心軸線114Aにそって前方に移動して、リヤピストン本体180Bの前方に面した平面部分は、リヤキャップリング172の後方に面した平面部分に接触した状態を維持する。リヤピストン作動エアとして、例えば、0.4MPaから0.5MPa程度の圧縮空気を用いることができる。
【0124】
フロントピストン作動エア供給源から接続ホースを通して、フロントピストン作動エア流路350を介してフロントピストン作動エアをフロントピストン作動チャンバ176に導入する。フロントピストン作動エアがフロントピストン作動チャンバ176の中に導入されると、ニードル150とフロントピストン170は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中を後方に移動し、フロントピストン軸170Aの後方に位置する筒状部分の先端部の端面は、ニードルストッパ180Cの前方に位置する筒状部分の内周部の中の段部に接触した状態を維持する。
【0125】
フロントピストン作動エアとして、例えば、0.25MPaから0.35MPa程度の圧縮空気を用いることができる。リヤピストン作動エアの圧力は、フロントピストン作動エアの圧力よりも高圧に設定される。リヤピストン作動エアの圧力とフロントピストン作動エアの圧力の差は、例えば、0.05MPaから0.25MPa程度に設定することができる。ニードル150が後方に移動できる量は、例えば、2mmに設定することができる。
【0126】
ニードル150が後方に移動すると、塗料噴出孔122が開く。塗料の供給源から接続ホースなどの配管部材を介して塗料をガン塗料流路320からノズル114に供給して、塗料噴出孔122から塗料を噴出させることができる。
【0127】
このときに、霧化エアの供給源から接続ホースを通して、霧化エア流路330を介して霧化エアを導入し、主霧化エア孔125を通して(さらに、必要に応じて、副霧化エア孔124を通して)、霧化エアを噴出させることによって、塗料噴出孔122から噴出した塗料を霧化することができる。霧化エアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。霧化エアの圧力と、副霧化エア孔124の数および配置を変えることによって、塗料の霧化状態を調整することができる。
【0128】
また、同時に、パターンエアの供給源から接続ホースを通して、パターンエア流路340を介してパターンエアを導入し、パターンエア孔126からパターンエアを噴出させることによって、霧化した塗料のパターンを形成することができる。パターンエアとして、例えば、0.25MPa程度の圧縮空気を用いることができる。パターンエアの圧力と、パターンエア孔126の数および配置を変えることによって、塗料のパターン形状を調整することができる。
【0129】
(6−3)ノズルの第2開放状態(ノズルを洗浄する状態)
以下に、スプレーガンボディのノズルを洗浄する時の作用を説明する。図18を参照すると、フロントピストン作動エア供給源からフロントピストン作動エアをフロントピストン作動チャンバ176に導入した状態において、リヤピストン作動エア流路に設けた電磁弁(図示せず)を開放することによって、リヤピストン端部チャンバ186およびリヤピストン作動チャンバ188に導入されたリヤピストン作動エアを排出する。
【0130】
それによって、ニードル150とフロントピストン170とリヤピストン180は一緒になって、ニードルスプリング174のばね力に抗して、ノズル中心軸線114Aにそって後方に移動し、リヤピストン本体180Bの後方に面する平面部分は、リヤボディの内部の段部に接触した状態を維持する。このとき、ニードル150が後方に移動できる量は、例えば、3mmに設定することができる。したがって、この構成により、ノズル114を閉鎖した状態からノズル洗浄状態までにニードル150が後方に移動できる量は、例えば、5mmに設定することができる。
【産業上の利用可能性】
【0131】
上述したスプレー装置は、従来のアジャスト式と、エア式2段引きと、手動式複数段式の3種類のタイプのスプレー装置のいずれの構成も容易に実現することができる。すなわち、3タイプのスプレー装置を用いることによる相乗効果により、被塗物(製品)の価値観を向上させることが可能になり、一般製品と差別化することが可能になる。そのうえ、本発明の手動式複数段式タイプのスプレー装置においては、エア式2段引きタイプのスプレー装置と比較すると、エア回路が1系統少ないので(従来のアジャスト式タイプのスプレー装置と同様である)、従来のアジャスト式タイプのスプレー装置を使用中の場合は、エア回路を追加することなしに、本発明の手動式複数段式タイプのスプレー装置への置き換えが可能である、という効果がある。また、本発明のスプレー装置は着脱自在なユニット構造であるので、それぞれのユニットを構成する部品の製造および組立が容易である。
【0132】
本発明のスプレー装置は、固定式で使用することもできるし、ロボットに自動スプレーガンを持たせて使用することもできるし、「レシプロ」と呼ばれる装置に1台又は複数台の自動スプレーガンを取り付けて使用することもできるし、或いは、前述の構成を組み合わせて使用することもできる。本発明のスプレー装置は、スプレーガンボディの洗浄時や、スプレーガンボディの交換時や、ノズルの交換時におけるダウンタイムを短縮することが可能であって、短いロス時間で塗料を噴霧することができる。また、本発明のスプレー装置は、ノズルを洗浄するときにおける塗装作業のダウンタイムを短縮することが可能である。さらに、本発明のスプレー装置は、塗料だけでなく、水、接着剤、防錆剤、絶縁剤、コーティング剤、薬剤などの各種液体を噴霧することができる。本発明のスプレー装置は、構成部品の製造および組立が容易であるので、簡易な工程で製造することができる。
【符号の説明】
【0133】
100 スプレー装置
110 ガンユニット
112 ガンボディ
114 ノズル
150 ニードル
160 ニードルシールキット
170 フロントピストン
174 ニードルスプリング
176 フロントピストン作動チャンバ
180 リヤピストン
186 リヤピストン端部チャンバ
188 リヤピストン作動チャンバ
190 リヤボディ
210 ブラケットユニット
220 六角穴付ボルト
400 スプレー装置
420 リヤボディ
430 調整つまみ
450 回転ストッパ
【特許請求の範囲】
【請求項1】
塗料噴出孔から塗料を噴霧するスプレー装置において、
塗料を霧化させて噴出させるための塗料噴出孔を有するノズルと、
前記塗料噴出孔を開閉するためのニードルと、
前記ニードルに固定されたフロントピストンと、
前記フロントピストンを前記塗料噴出孔に向かって押すように設けられたニードルスプリングと、
前記ノズルを収容し、かつ、前記フロントピストンを収容するガンボディと、
前記ガンボディの後方に配置されたリヤボディと、
前記ノズルの中心軸線に沿う方向における前記ニードルの位置を調整するためのニードル位置調整機構と、
前記ガンボディに着脱自在に固定されたブラケットユニットとを備え、
前記ブラケットユニットを前記ガンボディに固定したときに、前記ブラケットユニットが受け入れる塗料およびエアは前記ガンボディに流通するように構成されており、
前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整部材と、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転位置設定部材とを含み、
前記ニードル位置調整機構を調整して、前記塗料噴出孔から出る塗料の吐出量を設定した状態で、前記フロントピストンが前記ニードルとともに前記塗料噴出孔から遠ざかる方向に前記ノズルの中心軸線にそって移動すると、前記フロントピストンと前記ニードルは一緒になって、前記塗料噴出孔から遠ざかる方向に移動するように構成される、
ことを特徴とするスプレー装置。
【請求項2】
前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整つまみと、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転ストッパとを含むように構成され、前記フロントピストンの筒状部分の外周部は、前記回転ストッパの筒状部分の内周部の中に摺動可能に配置されていることを特徴とする、請求項1に記載のスプレー装置。
【請求項3】
前記回転ストッパには、複数のざくり穴が形成され、前記リヤボディには、回転ストッパ位置決めピンが設けられ、前記ノズルの中心軸線に沿う方向に前記調整つまみを移動させて前記調整つまみを回転させることによって、前記ざくり穴に前記回転ストッパ位置決めピンを位置決めすることができるように構成されることを特徴とする、請求項2に記載のスプレー装置。
【請求項1】
塗料噴出孔から塗料を噴霧するスプレー装置において、
塗料を霧化させて噴出させるための塗料噴出孔を有するノズルと、
前記塗料噴出孔を開閉するためのニードルと、
前記ニードルに固定されたフロントピストンと、
前記フロントピストンを前記塗料噴出孔に向かって押すように設けられたニードルスプリングと、
前記ノズルを収容し、かつ、前記フロントピストンを収容するガンボディと、
前記ガンボディの後方に配置されたリヤボディと、
前記ノズルの中心軸線に沿う方向における前記ニードルの位置を調整するためのニードル位置調整機構と、
前記ガンボディに着脱自在に固定されたブラケットユニットとを備え、
前記ブラケットユニットを前記ガンボディに固定したときに、前記ブラケットユニットが受け入れる塗料およびエアは前記ガンボディに流通するように構成されており、
前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整部材と、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転位置設定部材とを含み、
前記ニードル位置調整機構を調整して、前記塗料噴出孔から出る塗料の吐出量を設定した状態で、前記フロントピストンが前記ニードルとともに前記塗料噴出孔から遠ざかる方向に前記ノズルの中心軸線にそって移動すると、前記フロントピストンと前記ニードルは一緒になって、前記塗料噴出孔から遠ざかる方向に移動するように構成される、
ことを特徴とするスプレー装置。
【請求項2】
前記ニードル位置調整機構は、前記ノズルの中心軸線を中心として回転可能な調整つまみと、前記調整部材の回転角度に対応して、前記ノズルの中心軸線に沿う前記フロントピストンの位置を設定するための回転ストッパとを含むように構成され、前記フロントピストンの筒状部分の外周部は、前記回転ストッパの筒状部分の内周部の中に摺動可能に配置されていることを特徴とする、請求項1に記載のスプレー装置。
【請求項3】
前記回転ストッパには、複数のざくり穴が形成され、前記リヤボディには、回転ストッパ位置決めピンが設けられ、前記ノズルの中心軸線に沿う方向に前記調整つまみを移動させて前記調整つまみを回転させることによって、前記ざくり穴に前記回転ストッパ位置決めピンを位置決めすることができるように構成されることを特徴とする、請求項2に記載のスプレー装置。
【図1】


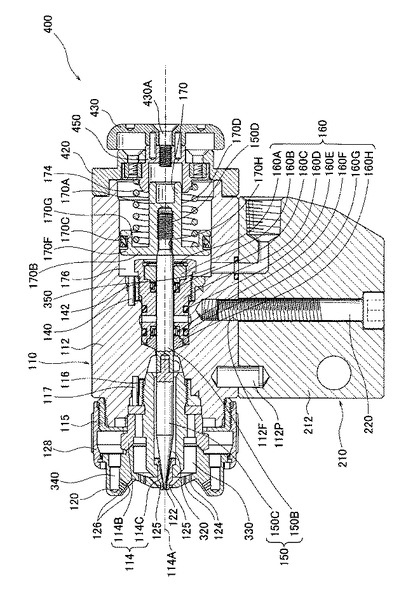
【図2】
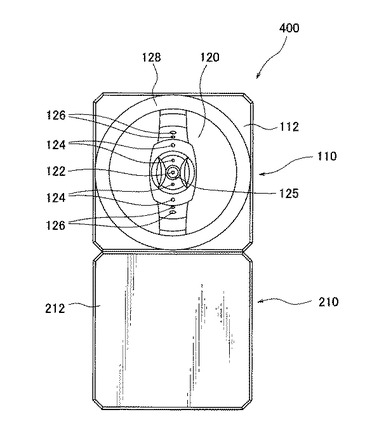
【図3】
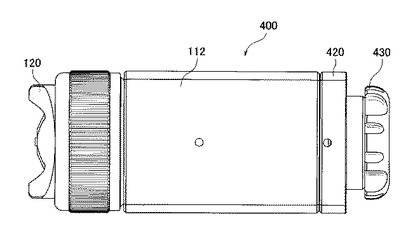
【図4】
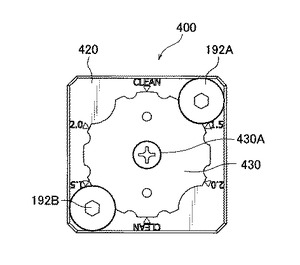
【図5】
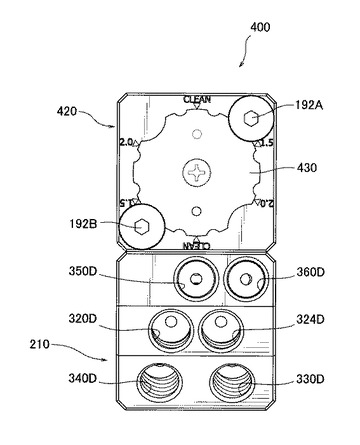
【図6】
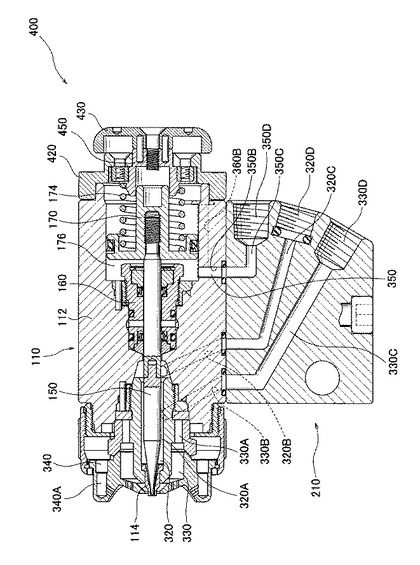
【図7】
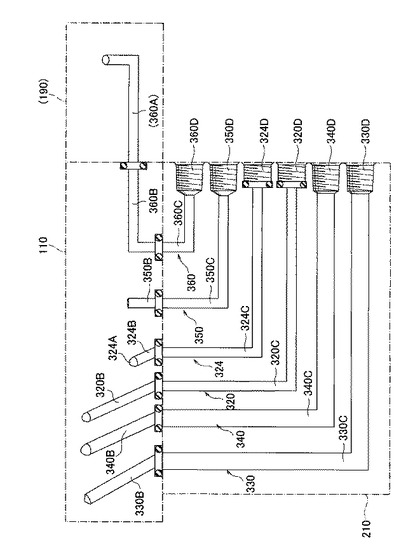
【図8】
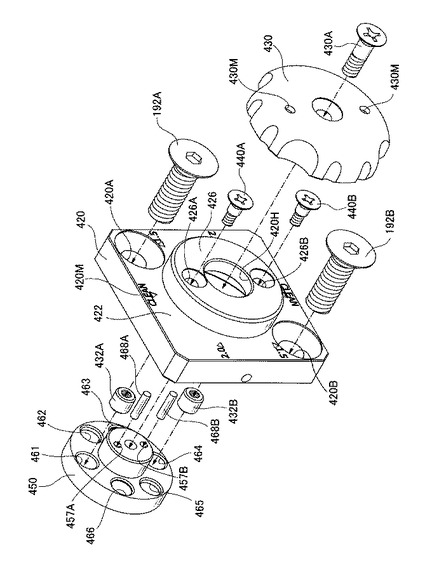
【図9】
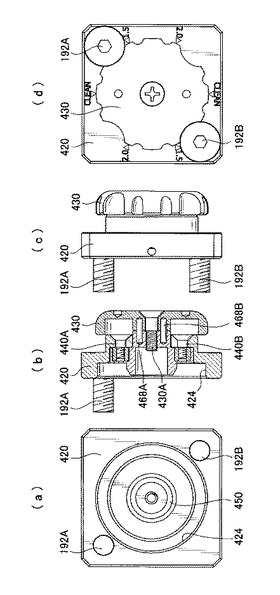
【図10】
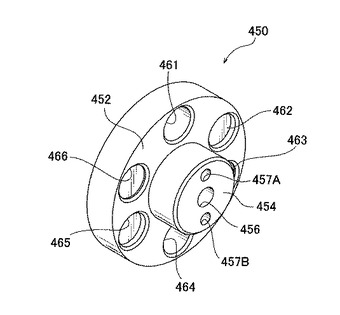
【図11】
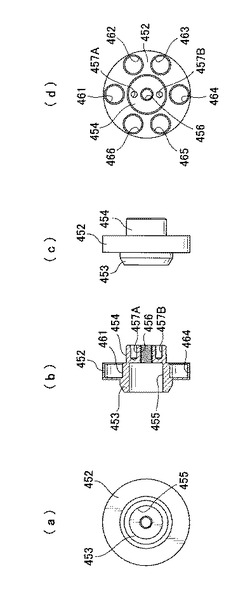
【図12】
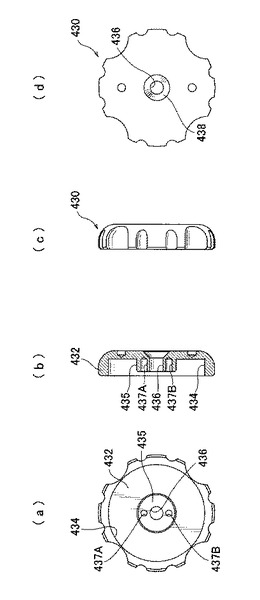
【図13】
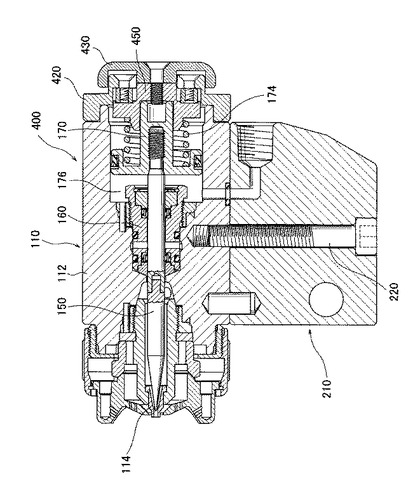
【図14】
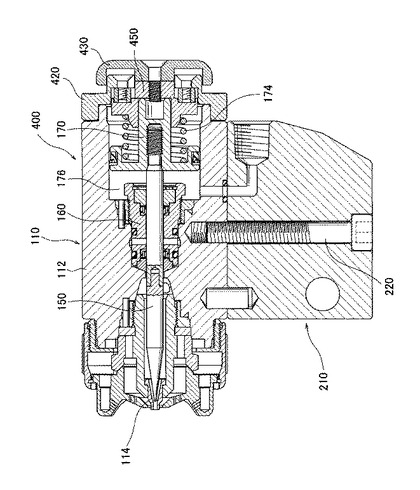
【図15】
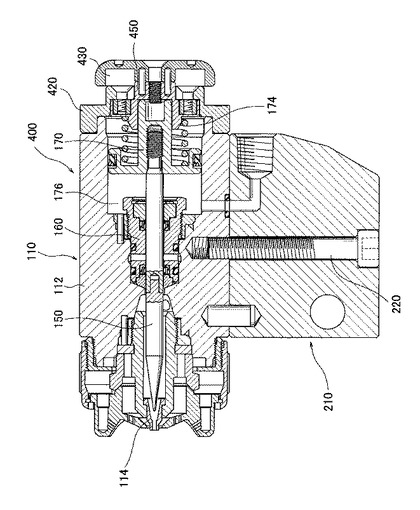
【図16】
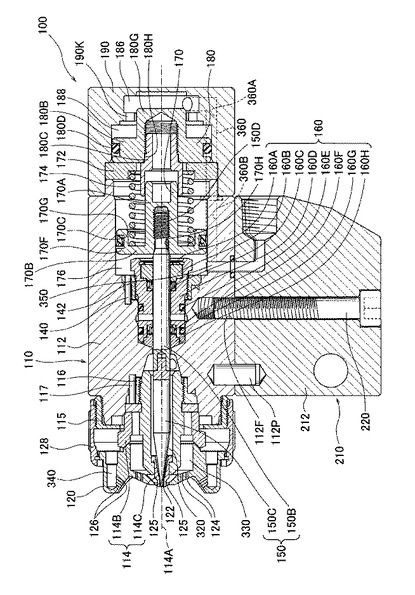
【図17】
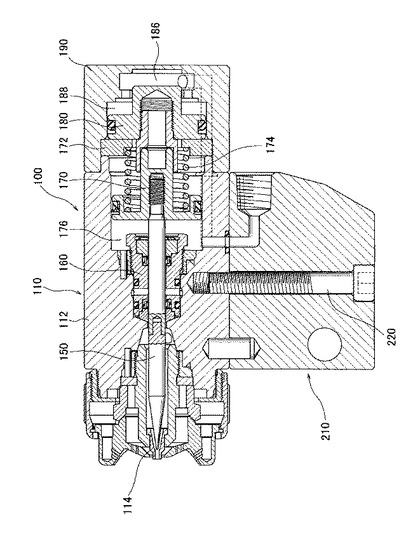
【図18】
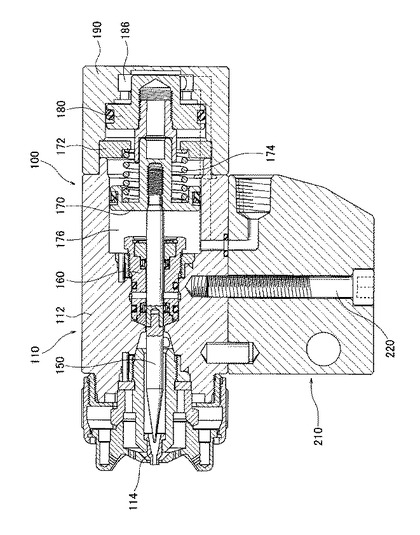
【図19】
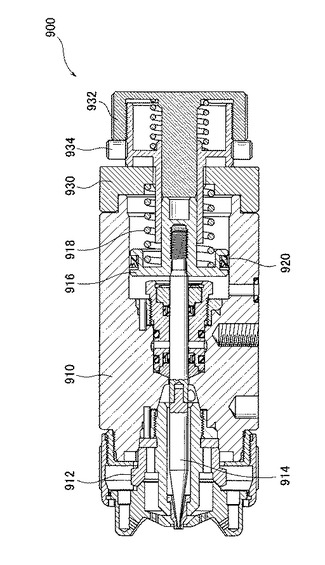
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2010−179284(P2010−179284A)
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願番号】特願2009−27616(P2009−27616)
【出願日】平成21年2月9日(2009.2.9)
【出願人】(591274059)ランズバーグ・インダストリー株式会社 (38)
【出願人】(593081224)タクボエンジニアリング株式会社 (23)
【Fターム(参考)】
【公開日】平成22年8月19日(2010.8.19)
【国際特許分類】
【出願日】平成21年2月9日(2009.2.9)
【出願人】(591274059)ランズバーグ・インダストリー株式会社 (38)
【出願人】(593081224)タクボエンジニアリング株式会社 (23)
【Fターム(参考)】
[ Back to top ]