
調毛用鋏

【課題】比較的小さいスペースの調毛に用いる場合でも、取り回し性に優れ、また小さい調毛スペース内にブレードを入れることが容易であり、またひとつの切断環内において状況に適した切断機能を有することで、特に様々な角度あるいは太さの異なる複数本の調毛をまとめて行うのに適した調毛用鋏を提供する。
【解決手段】互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有した一対の棒状部材同士を、各中間位置で要軸3にて軸周りへ回動可能に連結してなる。前記切断部11,21それぞれの外面には、円環の開口内縁を先端とする傾斜刃面12,22が形成され、各切断部11、21のうち、円環の最大幅部よりも先寄りの円環先部11E、21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11B、21Bよりもそれぞれ薄く形成される。
【解決手段】互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有した一対の棒状部材同士を、各中間位置で要軸3にて軸周りへ回動可能に連結してなる。前記切断部11,21それぞれの外面には、円環の開口内縁を先端とする傾斜刃面12,22が形成され、各切断部11、21のうち、円環の最大幅部よりも先寄りの円環先部11E、21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11B、21Bよりもそれぞれ薄く形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鼻毛、眉毛等の調毛用に用いる調毛用鋏に関する。
【背景技術】
【0002】
従来、卵白塊を細断する機能を有する鋏として、ブレードの数か所に卵白塊細断用のすり鉢状をなす貫通孔を設けたものが開示される(例えば特許文献1参照)。この鋏は鋏のブレード1の数か所に設けた貫通孔6に、卵白塊を強制的に通過させて貫通孔の刃部7と鋏本来の刃部4の両方で、積極的に卵白塊を細断する。さらに、貫通孔をすり鉢状にしたりブレードの外面を樋状にしたりすることによって、より積極的に卵白塊を貫通孔に導くものとされる。
【0003】
また従来、白髪切断用鋏として、二枚のブレードのそれぞれの先端部に形成された凹部により白髪貫通穴が形成されたものが開示される(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4474603号公報
【特許文献2】実開昭63−15963号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら上記従来の鋏ないし白髪切断用はさみはそれぞれ卵白の分離あるいは1本ずつの白髪の切断を目的としており、いずれも、ブレード部自体の先側に貫通穴を形成する構成となるため、必然的にブレード部自体が貫通穴幅よりも大きな幅を有するものであった。このようなブレードの鋏を、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いようとすると、取り回しが困難であり、またそもそも小さいスペース内にブレードを入れることが容易では無く、また貫通穴単位においてほぼ一定の切断能力しか有さないため、特に様々な角度あるいは太さの異なる複数本の調毛をまとめてするのに適していなかった。
【0006】
そこで本発明は、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いる場合でも、取り回し性に優れ、また小さい調毛スペース内にブレードを入れることが容易であり、またひとつの切断環内において状況に適した切断機能を有することで、特に様々な角度あるいは太さの異なる複数本の調毛をまとめて行うのに適した調毛用鋏を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決すべく本発明では下記(1)〜(5)の手段を講じている。
【0008】
(1)本発明の調毛用鋏は、
互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有すると共に操作部14,24を基端に有した一対の棒状部材(第一部材10、第二部材20)同士を、鋏構成対材として厚さ方向に重ね合わせ、各中間位置で要軸3にて軸周りへ回動可能に連結してなる調毛用鋏であって、
前記切断部11,21の互いに離反する方向を向くそれぞれの外面には、円環の開口内縁を先端とする傾斜刃面12,22が形成され、
各切断部11/21のうち、円環の最大幅部よりも先寄りの円環先部11E/21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11Bよりも薄く形成されることを特徴とする。
【0009】
このように棒状部材の先側に円環状の切断部を重ね合わせ可能に有し、重なり合った切断部内に対象毛を挿入して切断部同士を開くことで、各円環内空間同士が離間し、このとき、円環内縁の切断刃同士が対向して交差移動することで、重なり合って共通する円環内空間に挿入されていた対象毛がせん断力によって切断される。ここで、一つの円環において先部を基部よりも薄く形成することで、鼻の穴や耳の穴といった小さい調毛スペースにも余裕を持って切断部を差し入れることができる。また、基部よりも薄く構成された先部を用いて切断すると、切断部の厚さによって対象毛が動いたり切断位置がずれたりすることなく、細かい位置調整を要する細部の調毛が可能となる。
【0010】
(2)前記切断部11,21はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された前記傾斜刃面とが一体形成されなり、
前記円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面がアール状に成形されることが好ましい。
【0011】
比較的細いまま伸長した棒状部材の先に円環枠部が取り付けられているため、省スペースへの挿入等といった取り回し性に優れる。また各円環枠部の外面が突状の湾曲/屈曲部を有して徐々に薄く形成されるため、幅方向に拡がっていながらも円環枠部自体の挿入が困難となることはなく、まとめて切断し得るだけの調毛効率とコンパクト性とを両備している。さらに各円環枠部の外面が突状の湾曲/屈曲部を有して先部までアール状に成形されるため、薄く構成されていながらも鋭角部分や突起部分を有さず、安全性に優れた調毛用鋏となっている。
【0012】
(3)前記いずれか記載の調毛用鋏において、円環先部11Eの傾斜刃面の対向面に対する刃面角度11θ、12θは、
円環基部11Bの傾斜刃面の対向面に対する刃面角度11θ、12θよりも小さく形成されることが好ましい。
【0013】
円環先部では、刃面角度が基部の刃面角度よりもより小さい角度で鋭く対向するように構成されており、比較的大きな逃げ角と比較的大きなモーメントとによって鋭利な切断を行うのに適している。またその一方で、円環基部では、刃面角度が先部の刃面角度よりも大きい角度で対向するように構成されており、比較的操作部に近い位置における比較的小さな逃げ角のせん断によって、細かい位置調整を必要とする比較的やわらかい切断を行うのに適している。
【0014】
(4)前記いずれか記載の調毛用鋏において、各切断部11,21は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環を有し、
円環の最大幅部を含む円環側部11S/21Sにおける傾斜刃面は、刃縁の円弧曲率が、
円環側部11S/21Sよりも先寄りの円環先部11Eにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく、かつ、
円環側部11S/21Sよりも基部寄りの円環基部11Bにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成されることが好ましい。
【0015】
側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで比較的直線的な切断を行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる。このように使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0016】
(5)前記いずれか記載の調毛用鋏において、一対の棒状部材(第一部材10、第二部材20)は、それぞれ要軸3よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、
前記操作部14、24は、各棒状部材の基端に一体形成された枠状体からなると共に、前記切断部同士を重ね合わせたとき、操作部14、24が各棒状部材の基端にて互いに重畳せず離間した状態となることが好ましい。
【0017】
このように2本の棒状部材をそれぞれが互いに離反する方向へ折曲構成することで、操作部同士を離間配置させた前状態では切断部同士が重なり合って切断前の開刃状態が円環内に形成され、また、操作部同士を近接操作したときに切断部同士が開いて円環同士がずれることで切断状態に向かう。すなわち一対の操作部の近接操作によって切断場同士を容易に切断動作させることができる。
【発明の効果】
【0018】
上記手段により、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いる場合でも、取り回し性に優れ、また小さい調毛スペース内にブレードを入れることが容易であり、またひとつの切断環内において状況に適した切断機能を有することで、特に様々な角度あるいは太さの異なる複数本の調毛をまとめて行うのに適した調毛用鋏を提供することができた。
【図面の簡単な説明】
【0019】
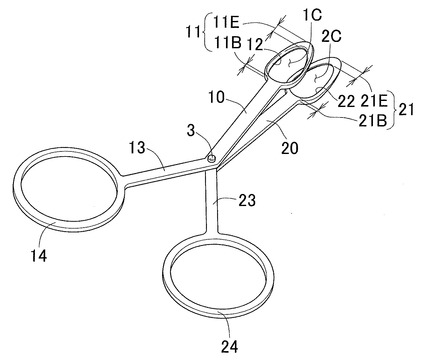
【図1】実施例1の調毛用鋏の閉刃直前の状態の斜視図。
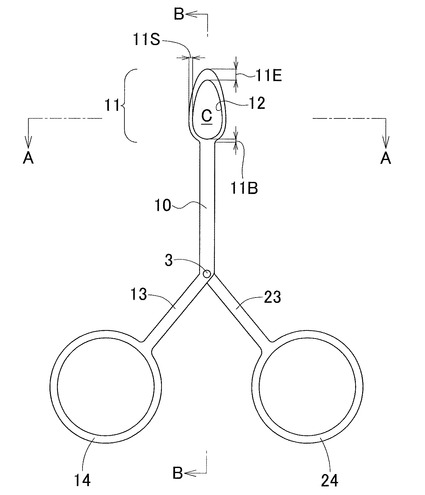
【図2】実施例1の調毛用鋏の開刃状態の平面図。
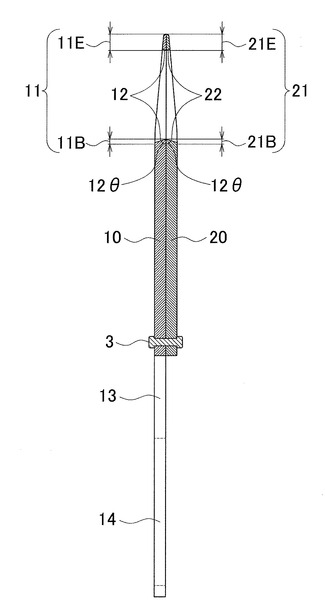
【図3】図2のA−A断面図。
【図4】図2のB−B断面図。
【図5】図2の側面図。
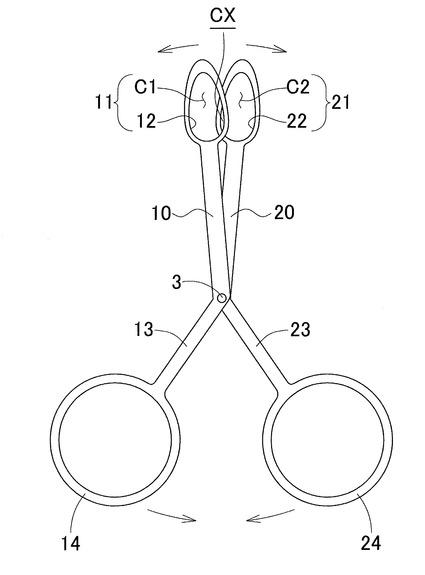
【図6】実施例1の調毛用鋏の閉刃直前の状態の平面説明図。
【図7】実施例1の調毛用鋏の第一使用状態の説明図。
【図8】実施例1の調毛用鋏の第一使用状態の説明図。
【図9】実施例2の調毛用鋏の開刃状態の平面図。
【図10】実施例2の調毛用鋏の閉刃直前の状態の斜視図。
【図11】実施例2の調毛用鋏の閉刃(切断)状態の斜視図。
【発明を実施するための形態】
【0020】
以下、本発明の調毛用鋏及びこれによる調毛用鋏の形態例を、実施例1〜2として示す各図と共に説明する。
【実施例1】
【0021】
図1〜9に示す本発明の実施例1の調毛用鋏は、互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有すると共に操作部14,24を基端に有した一対の棒状部材(第一部材10、第二部材20)同士を、鋏構成対材として厚さ方向に重ね合わせ、一対の棒状部材(第一部材10、第二部材20)それぞれの各中間位置の折曲部で互いに離反する方向へ折曲させると共に、この折曲部の要軸3にて軸周りへ回動可能にピン連結することで、鋏具として構成される。
【0022】
(棒状部材)
一対の棒状部材(第一部材10、第二部材20)は、等幅のまま所定の伸長方向へ直線的に伸長する、少なくとも板幅よりも小さい板厚の薄板材からなり、それぞれ要軸3よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、折曲部よりも基部側が、操作部に連なる操作基部13,23としてそれぞれ直線的に伸長する。操作基部13,23は、30度乃至100度の範囲内の一定の離反角度で互いに離反する。
【0023】
(操作部14、24)
操作部14、24は、各棒状部材の基端に一体形成された環状の枠体からなると共に、前記切断部同士を重ね合わせたとき、操作部14、24が各棒状部材の基端にて互いに重畳せず離間した状態となる。このように2本の棒状部材の基部側で折曲形成し、折曲部よりも基部側を、それぞれが互いに離反する方向へ折曲構成することで、操作部同士を離間配置させた前状態では切断部同士が重なり合って切断前の開刃状態が円環内に形成され、また、操作部同士を近接操作したときに切断部同士が開いて円環同士がずれることで切断状態に向かう。すなわち一対の操作部の近接操作によって切断場同士を容易に切断動作させることができる。
【0024】
(円環枠部)
円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面が、断面視アール状すなわち曲面状に面取り成形される。
【0025】
(切断部11,21)
切断部11,21はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された傾斜刃面12,22とが一体形成される。傾斜刃面12,22は、切断部11,21の互いに離反する方向を向くそれぞれの外面に形成され、円環の開口内縁を先尖状の傾斜先端とする。各切断部11/21のうち、円環の最大幅部よりも先寄りの円環先部11E/21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11Bよりも薄く形成される。
【0026】
(円環先部11E、円環側部11S/21S、円環基部11B)
各切断部は、その平面視円環形状において、円環の最大幅位置を含む円環側部11S/21Sと、円環側部11S/21Sよりも基部寄りの円環基部11B/21Bと、円環側部11S/21Sよりも先寄りの円環先部11E/21Eと、からなる3部位に区別される。実施例として示す各図では、棒状部材10,20の先に連接されて棒状部材10,20の両幅方向にのみ先方へ湾曲して張り出す円環形状の基部側の端部を円環基部21Bとし、円環基部21Bから両幅方向へ張り出した左右の円環側部同士が左右対称の湾曲形状で連なる、円環形状の最先端部分を円環先部11E/21Eとする。そして円環基部11E/21Eと円環先部11B/21Bの間の左右対称の湾曲円弧部を円環側部11S/21Sとする。
【0027】
(円環内空間及び外形状)
各切断部11,21は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環状の円環内空間1C、2Cと、この円環内空間1C、2Cと略相似形状である、棒状部材の幅方向よりも伸長方向に長い扁平円形状の平面視外形状を有する。さらにいえば、各切断部11,21内縁で囲われる扁平楕円形状及び外形状の扁平楕円形状は、先部を略先尖部とした卵型形状、すなわち基部から先部に向かうにつれて円弧曲率が同じのまま推移するか或いは徐々に小さくなるように平面構成された一軸方向への細長円であって、かつ一方向先尖・多方向緩曲円からなる。長手方向軸は棒状部材の伸長軸と共通し、棒状部材の伸長軸の先側延長線上が先尖状の円先端部となっている。
【0028】
(円弧曲率)
円環の最大幅部を含む円環側部11S/21Sにおける傾斜刃面は、刃縁の円弧曲率が、円環側部11S/21Sよりも先寄りの円環先部11Eにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される。また、円環側部11S/21Sよりも基部寄りの円環基部11Bにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される。
【0029】
側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで比較的直線的な切断を行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる。このように使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0030】
(刃面角度の関係)円環先部11Eの傾斜刃面の対向面に対する刃面角度11θ、12θは、円環基部11Bの傾斜刃面の対向面に対する刃面角度11θ、12θよりも0.7倍〜半分程度に小さく形成される。また円環側部11S/21Sの傾斜刃面の対向面に対する刃面角度11θ、12θは、円環基部11Bの刃面角度11θ、12θと同じであるかこれよりも僅かに小さく、かつ円環先部11Eの刃面角度11θ、12θよりも1.5倍〜2倍程度に大きく形成される。
【0031】
(円弧構成材の幅)
実施例では外形も円形状円環内空間と同じ先尖りの略卵型の平面視細長円形状からなり、切断部は円弧構成材によって円環状を構成する。この円弧構成材の構成幅は、円環基部11B/21Bよりも円環先部11E/21Eが2倍程度長く、円環基部から円環先部に向かう円環側部が基部寄りから先部寄りへ向かうにつれて緩やかに変動する変化率をもって増幅してなる。なお円環基部及び先部においては、棒状部材の伸長方向への長さが円弧構成材の構成幅に相当する。
【0032】
円環先部では、刃面角度が基部の刃面角度よりもより小さい角度で鋭く対向するように構成されており、比較的大きな逃げ角と比較的大きなモーメントとによって鋭利な切断を行うのに適するものとなっている。また円環基部では、刃面角度が先部の刃面角度よりも大きい角度で対向するように構成されており、比較的操作部に近い位置における比較的小さな逃げ角のせん断によって、細かい位置調整を必要とする比較的やわらかい切断を行うのに適するものとなっている。
【0033】
(使用方法)
このように構成された調毛用鋏は、2つの操作部の近接/離間操作によって、一対の棒状部材の先側に設けた円環状の切断部同士を、重ね合わせ位置ないしずらし位置へ移動可能としている。使用前状態として切断部の各円環内部空間1C,2Cが重なり合うようにしておき、この状態で完全に重なり合った円環内部空間CX内に調毛対象の毛を挿入する。そして前記対象毛を挿入した状態から、部分操作部同士を近接させ、重なり合った切断部の円環内部空間CX内に対象毛を挿入して切断部同士を開くことで、各円環内空間CX同士が離間し、このとき、円環内縁の切断刃の側部(片側の円環側部の全内縁部からその先の円環先部の片側部分にかけて、及び、片側の円環側部の全内縁部からその基部の円環基部の片側部分まで)同士が対向して交差移動することで、重なり合って共通する円環内空間に挿入されていた対象毛がせん断力によって切断される。
【0034】
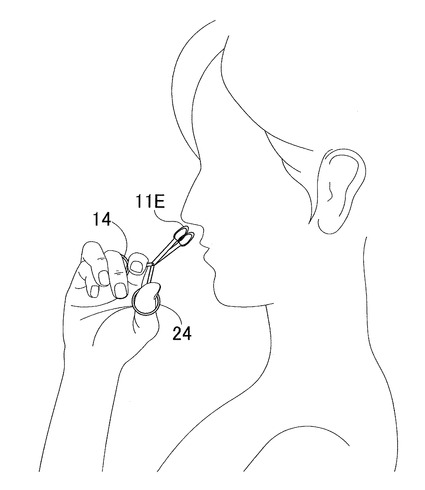
ここで、一つの円環において先部を基部よりも薄く形成しているため、鼻の穴や耳の穴といった小さい調毛スペース内へ容易に切断部を差し入れることができる。また、基部よりも薄く構成された先部を用いて切断すると、切断部の厚さによって対象毛が動いたり切断位置がずれたりすることなく、細かい位置調整を要する細部の調毛が可能となる(図7)。
【0035】
比較的細いまま伸長した棒状部材の先に円環枠部が取り付けられているため、省スペースへの挿入等といった取り回し性に優れる。また各円環枠部の外面が突状の湾曲/屈曲部を有して徐々に薄く形成されるため、幅方向に拡がっていながらも円環枠部自体の挿入が困難となることはなく、まとめて切断し得るだけの調毛効率とコンパクト性とを両備している。さらに各円環枠部の外面が突状の湾曲/屈曲部を有して先部までアール状に成形されるため、薄く構成されていながらも鋭角部分や突起部分を有さず、安全性に優れた調毛用鋏となっている。
【0036】
また側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで眉毛等の比較的均一な切断位置を要求される際に、他の部位よりも直線的な切断を容易に行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる(図8)。このように切断する対象の毛或いはその使用部位によって円環内の傾斜刃面の部位を使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0037】
また刃の外形状が、先尖状の縦長のコンパクトな扁平円形になっており、かつ先端の平面視形状がアール状に形成され、さらに断面視形状においても切断部の一部である傾斜面先端部がアール状に曲面成形されていることから、皮膚を挟み込む心配がない。また刃の厚みが先端に行くに従って薄くなっているので、調毛位置を微細調節することができ、眉毛等の細かい長さ調節を必要とする調毛にも用いることができる。
【実施例2】
【0038】
図9〜11に示す本発明の実施例2の調毛用鋏は、実施例1と異なり、各切断部11,21の略円環状の円環内空間1C、2C及び外形状が、共に平面視正八角形による略真円形状で構成され、円弧曲率が一定であり、また円環の構成幅が一定である。円環枠部の外面は平面状にすなわち一定の傾斜角度で傾斜することで、先部が基部よりも薄く形成されており、突状湾曲面を有さない。すなわち一対の切断部が対向して対称配置されることで、側面視にて台形断面形状を構成している。また傾斜刃面の角度は円形の全位相において同一である。円環基部、円環先部及び円環側部における切断性能をできるだけ均一なものとし、かつ全体を厚肉基部から先薄先部まで一定の厚さ変化率で薄くなるように成形することで、コンパクトな先部にて、より細かい切断位置の調節を可能としている。また実施例2の操作部は、切断部の円環形状よりも5倍の代表長さ(直径相当対角線)の正十六角形による略真円形状からなり、操作時に正十六角形の角部にて適度な指への当たりを有するものとしており、また、切断部も正八角形の角部によって微小な切断角度の変化の調整を可能としている。他の特記しない構成は実施例1と同様である。
【0039】
本発明は上述した実施例に限定されず、本発明の趣旨を逸脱しない範囲で変更が可能である。例えば、環状枠部の外面の曲率変化や段差形成による切断部全体の先側への厚さ変化の形態変更、円環形状の非対称化或いは扁平化といった形状変更、傾斜刃面の傾斜角度ないし刃面幅の変化といった変更が可能であり、また、各実施例間の要素同士の組み合わせの変更、適宜要素の抽出、均等物への入れ替えが可能である。また他に、各構成の比率変更及び構成の一体から別体化、棒状部材への、靭性用或いは摩擦用或いは補強用の基部板の貼り合わせ、ないし切断部への焼結刃の採用等といった、異部材の結合等による部材構成の変更が可能である。
【符号の説明】
【0040】
10 棒状部材(第一部材)
20 棒状部材(第二部材)
11,21 切断部
12,22 傾斜刃面
13,23 操作基部
14,24 操作部
11B,21B 円環基部
11E,21E 円環先部
11S,21S 円環側部
11θ、12θ 刃面角度
3 要軸
【技術分野】
【0001】
本発明は鼻毛、眉毛等の調毛用に用いる調毛用鋏に関する。
【背景技術】
【0002】
従来、卵白塊を細断する機能を有する鋏として、ブレードの数か所に卵白塊細断用のすり鉢状をなす貫通孔を設けたものが開示される(例えば特許文献1参照)。この鋏は鋏のブレード1の数か所に設けた貫通孔6に、卵白塊を強制的に通過させて貫通孔の刃部7と鋏本来の刃部4の両方で、積極的に卵白塊を細断する。さらに、貫通孔をすり鉢状にしたりブレードの外面を樋状にしたりすることによって、より積極的に卵白塊を貫通孔に導くものとされる。
【0003】
また従来、白髪切断用鋏として、二枚のブレードのそれぞれの先端部に形成された凹部により白髪貫通穴が形成されたものが開示される(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4474603号公報
【特許文献2】実開昭63−15963号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら上記従来の鋏ないし白髪切断用はさみはそれぞれ卵白の分離あるいは1本ずつの白髪の切断を目的としており、いずれも、ブレード部自体の先側に貫通穴を形成する構成となるため、必然的にブレード部自体が貫通穴幅よりも大きな幅を有するものであった。このようなブレードの鋏を、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いようとすると、取り回しが困難であり、またそもそも小さいスペース内にブレードを入れることが容易では無く、また貫通穴単位においてほぼ一定の切断能力しか有さないため、特に様々な角度あるいは太さの異なる複数本の調毛をまとめてするのに適していなかった。
【0006】
そこで本発明は、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いる場合でも、取り回し性に優れ、また小さい調毛スペース内にブレードを入れることが容易であり、またひとつの切断環内において状況に適した切断機能を有することで、特に様々な角度あるいは太さの異なる複数本の調毛をまとめて行うのに適した調毛用鋏を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決すべく本発明では下記(1)〜(5)の手段を講じている。
【0008】
(1)本発明の調毛用鋏は、
互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有すると共に操作部14,24を基端に有した一対の棒状部材(第一部材10、第二部材20)同士を、鋏構成対材として厚さ方向に重ね合わせ、各中間位置で要軸3にて軸周りへ回動可能に連結してなる調毛用鋏であって、
前記切断部11,21の互いに離反する方向を向くそれぞれの外面には、円環の開口内縁を先端とする傾斜刃面12,22が形成され、
各切断部11/21のうち、円環の最大幅部よりも先寄りの円環先部11E/21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11Bよりも薄く形成されることを特徴とする。
【0009】
このように棒状部材の先側に円環状の切断部を重ね合わせ可能に有し、重なり合った切断部内に対象毛を挿入して切断部同士を開くことで、各円環内空間同士が離間し、このとき、円環内縁の切断刃同士が対向して交差移動することで、重なり合って共通する円環内空間に挿入されていた対象毛がせん断力によって切断される。ここで、一つの円環において先部を基部よりも薄く形成することで、鼻の穴や耳の穴といった小さい調毛スペースにも余裕を持って切断部を差し入れることができる。また、基部よりも薄く構成された先部を用いて切断すると、切断部の厚さによって対象毛が動いたり切断位置がずれたりすることなく、細かい位置調整を要する細部の調毛が可能となる。
【0010】
(2)前記切断部11,21はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された前記傾斜刃面とが一体形成されなり、
前記円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面がアール状に成形されることが好ましい。
【0011】
比較的細いまま伸長した棒状部材の先に円環枠部が取り付けられているため、省スペースへの挿入等といった取り回し性に優れる。また各円環枠部の外面が突状の湾曲/屈曲部を有して徐々に薄く形成されるため、幅方向に拡がっていながらも円環枠部自体の挿入が困難となることはなく、まとめて切断し得るだけの調毛効率とコンパクト性とを両備している。さらに各円環枠部の外面が突状の湾曲/屈曲部を有して先部までアール状に成形されるため、薄く構成されていながらも鋭角部分や突起部分を有さず、安全性に優れた調毛用鋏となっている。
【0012】
(3)前記いずれか記載の調毛用鋏において、円環先部11Eの傾斜刃面の対向面に対する刃面角度11θ、12θは、
円環基部11Bの傾斜刃面の対向面に対する刃面角度11θ、12θよりも小さく形成されることが好ましい。
【0013】
円環先部では、刃面角度が基部の刃面角度よりもより小さい角度で鋭く対向するように構成されており、比較的大きな逃げ角と比較的大きなモーメントとによって鋭利な切断を行うのに適している。またその一方で、円環基部では、刃面角度が先部の刃面角度よりも大きい角度で対向するように構成されており、比較的操作部に近い位置における比較的小さな逃げ角のせん断によって、細かい位置調整を必要とする比較的やわらかい切断を行うのに適している。
【0014】
(4)前記いずれか記載の調毛用鋏において、各切断部11,21は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環を有し、
円環の最大幅部を含む円環側部11S/21Sにおける傾斜刃面は、刃縁の円弧曲率が、
円環側部11S/21Sよりも先寄りの円環先部11Eにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく、かつ、
円環側部11S/21Sよりも基部寄りの円環基部11Bにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成されることが好ましい。
【0015】
側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで比較的直線的な切断を行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる。このように使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0016】
(5)前記いずれか記載の調毛用鋏において、一対の棒状部材(第一部材10、第二部材20)は、それぞれ要軸3よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、
前記操作部14、24は、各棒状部材の基端に一体形成された枠状体からなると共に、前記切断部同士を重ね合わせたとき、操作部14、24が各棒状部材の基端にて互いに重畳せず離間した状態となることが好ましい。
【0017】
このように2本の棒状部材をそれぞれが互いに離反する方向へ折曲構成することで、操作部同士を離間配置させた前状態では切断部同士が重なり合って切断前の開刃状態が円環内に形成され、また、操作部同士を近接操作したときに切断部同士が開いて円環同士がずれることで切断状態に向かう。すなわち一対の操作部の近接操作によって切断場同士を容易に切断動作させることができる。
【発明の効果】
【0018】
上記手段により、鼻毛、眉毛等といった比較的小さいスペースの調毛に用いる場合でも、取り回し性に優れ、また小さい調毛スペース内にブレードを入れることが容易であり、またひとつの切断環内において状況に適した切断機能を有することで、特に様々な角度あるいは太さの異なる複数本の調毛をまとめて行うのに適した調毛用鋏を提供することができた。
【図面の簡単な説明】
【0019】
【図1】実施例1の調毛用鋏の閉刃直前の状態の斜視図。
【図2】実施例1の調毛用鋏の開刃状態の平面図。
【図3】図2のA−A断面図。
【図4】図2のB−B断面図。
【図5】図2の側面図。
【図6】実施例1の調毛用鋏の閉刃直前の状態の平面説明図。
【図7】実施例1の調毛用鋏の第一使用状態の説明図。
【図8】実施例1の調毛用鋏の第一使用状態の説明図。
【図9】実施例2の調毛用鋏の開刃状態の平面図。
【図10】実施例2の調毛用鋏の閉刃直前の状態の斜視図。
【図11】実施例2の調毛用鋏の閉刃(切断)状態の斜視図。
【発明を実施するための形態】
【0020】
以下、本発明の調毛用鋏及びこれによる調毛用鋏の形態例を、実施例1〜2として示す各図と共に説明する。
【実施例1】
【0021】
図1〜9に示す本発明の実施例1の調毛用鋏は、互いに対向近接して重なり合う略同形状の円環状の切断部11,21を先端に有すると共に操作部14,24を基端に有した一対の棒状部材(第一部材10、第二部材20)同士を、鋏構成対材として厚さ方向に重ね合わせ、一対の棒状部材(第一部材10、第二部材20)それぞれの各中間位置の折曲部で互いに離反する方向へ折曲させると共に、この折曲部の要軸3にて軸周りへ回動可能にピン連結することで、鋏具として構成される。
【0022】
(棒状部材)
一対の棒状部材(第一部材10、第二部材20)は、等幅のまま所定の伸長方向へ直線的に伸長する、少なくとも板幅よりも小さい板厚の薄板材からなり、それぞれ要軸3よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、折曲部よりも基部側が、操作部に連なる操作基部13,23としてそれぞれ直線的に伸長する。操作基部13,23は、30度乃至100度の範囲内の一定の離反角度で互いに離反する。
【0023】
(操作部14、24)
操作部14、24は、各棒状部材の基端に一体形成された環状の枠体からなると共に、前記切断部同士を重ね合わせたとき、操作部14、24が各棒状部材の基端にて互いに重畳せず離間した状態となる。このように2本の棒状部材の基部側で折曲形成し、折曲部よりも基部側を、それぞれが互いに離反する方向へ折曲構成することで、操作部同士を離間配置させた前状態では切断部同士が重なり合って切断前の開刃状態が円環内に形成され、また、操作部同士を近接操作したときに切断部同士が開いて円環同士がずれることで切断状態に向かう。すなわち一対の操作部の近接操作によって切断場同士を容易に切断動作させることができる。
【0024】
(円環枠部)
円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面が、断面視アール状すなわち曲面状に面取り成形される。
【0025】
(切断部11,21)
切断部11,21はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された傾斜刃面12,22とが一体形成される。傾斜刃面12,22は、切断部11,21の互いに離反する方向を向くそれぞれの外面に形成され、円環の開口内縁を先尖状の傾斜先端とする。各切断部11/21のうち、円環の最大幅部よりも先寄りの円環先部11E/21Eは、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部11Bよりも薄く形成される。
【0026】
(円環先部11E、円環側部11S/21S、円環基部11B)
各切断部は、その平面視円環形状において、円環の最大幅位置を含む円環側部11S/21Sと、円環側部11S/21Sよりも基部寄りの円環基部11B/21Bと、円環側部11S/21Sよりも先寄りの円環先部11E/21Eと、からなる3部位に区別される。実施例として示す各図では、棒状部材10,20の先に連接されて棒状部材10,20の両幅方向にのみ先方へ湾曲して張り出す円環形状の基部側の端部を円環基部21Bとし、円環基部21Bから両幅方向へ張り出した左右の円環側部同士が左右対称の湾曲形状で連なる、円環形状の最先端部分を円環先部11E/21Eとする。そして円環基部11E/21Eと円環先部11B/21Bの間の左右対称の湾曲円弧部を円環側部11S/21Sとする。
【0027】
(円環内空間及び外形状)
各切断部11,21は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環状の円環内空間1C、2Cと、この円環内空間1C、2Cと略相似形状である、棒状部材の幅方向よりも伸長方向に長い扁平円形状の平面視外形状を有する。さらにいえば、各切断部11,21内縁で囲われる扁平楕円形状及び外形状の扁平楕円形状は、先部を略先尖部とした卵型形状、すなわち基部から先部に向かうにつれて円弧曲率が同じのまま推移するか或いは徐々に小さくなるように平面構成された一軸方向への細長円であって、かつ一方向先尖・多方向緩曲円からなる。長手方向軸は棒状部材の伸長軸と共通し、棒状部材の伸長軸の先側延長線上が先尖状の円先端部となっている。
【0028】
(円弧曲率)
円環の最大幅部を含む円環側部11S/21Sにおける傾斜刃面は、刃縁の円弧曲率が、円環側部11S/21Sよりも先寄りの円環先部11Eにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される。また、円環側部11S/21Sよりも基部寄りの円環基部11Bにおける傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される。
【0029】
側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで比較的直線的な切断を行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる。このように使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0030】
(刃面角度の関係)円環先部11Eの傾斜刃面の対向面に対する刃面角度11θ、12θは、円環基部11Bの傾斜刃面の対向面に対する刃面角度11θ、12θよりも0.7倍〜半分程度に小さく形成される。また円環側部11S/21Sの傾斜刃面の対向面に対する刃面角度11θ、12θは、円環基部11Bの刃面角度11θ、12θと同じであるかこれよりも僅かに小さく、かつ円環先部11Eの刃面角度11θ、12θよりも1.5倍〜2倍程度に大きく形成される。
【0031】
(円弧構成材の幅)
実施例では外形も円形状円環内空間と同じ先尖りの略卵型の平面視細長円形状からなり、切断部は円弧構成材によって円環状を構成する。この円弧構成材の構成幅は、円環基部11B/21Bよりも円環先部11E/21Eが2倍程度長く、円環基部から円環先部に向かう円環側部が基部寄りから先部寄りへ向かうにつれて緩やかに変動する変化率をもって増幅してなる。なお円環基部及び先部においては、棒状部材の伸長方向への長さが円弧構成材の構成幅に相当する。
【0032】
円環先部では、刃面角度が基部の刃面角度よりもより小さい角度で鋭く対向するように構成されており、比較的大きな逃げ角と比較的大きなモーメントとによって鋭利な切断を行うのに適するものとなっている。また円環基部では、刃面角度が先部の刃面角度よりも大きい角度で対向するように構成されており、比較的操作部に近い位置における比較的小さな逃げ角のせん断によって、細かい位置調整を必要とする比較的やわらかい切断を行うのに適するものとなっている。
【0033】
(使用方法)
このように構成された調毛用鋏は、2つの操作部の近接/離間操作によって、一対の棒状部材の先側に設けた円環状の切断部同士を、重ね合わせ位置ないしずらし位置へ移動可能としている。使用前状態として切断部の各円環内部空間1C,2Cが重なり合うようにしておき、この状態で完全に重なり合った円環内部空間CX内に調毛対象の毛を挿入する。そして前記対象毛を挿入した状態から、部分操作部同士を近接させ、重なり合った切断部の円環内部空間CX内に対象毛を挿入して切断部同士を開くことで、各円環内空間CX同士が離間し、このとき、円環内縁の切断刃の側部(片側の円環側部の全内縁部からその先の円環先部の片側部分にかけて、及び、片側の円環側部の全内縁部からその基部の円環基部の片側部分まで)同士が対向して交差移動することで、重なり合って共通する円環内空間に挿入されていた対象毛がせん断力によって切断される。
【0034】
ここで、一つの円環において先部を基部よりも薄く形成しているため、鼻の穴や耳の穴といった小さい調毛スペース内へ容易に切断部を差し入れることができる。また、基部よりも薄く構成された先部を用いて切断すると、切断部の厚さによって対象毛が動いたり切断位置がずれたりすることなく、細かい位置調整を要する細部の調毛が可能となる(図7)。
【0035】
比較的細いまま伸長した棒状部材の先に円環枠部が取り付けられているため、省スペースへの挿入等といった取り回し性に優れる。また各円環枠部の外面が突状の湾曲/屈曲部を有して徐々に薄く形成されるため、幅方向に拡がっていながらも円環枠部自体の挿入が困難となることはなく、まとめて切断し得るだけの調毛効率とコンパクト性とを両備している。さらに各円環枠部の外面が突状の湾曲/屈曲部を有して先部までアール状に成形されるため、薄く構成されていながらも鋭角部分や突起部分を有さず、安全性に優れた調毛用鋏となっている。
【0036】
また側部の曲率が先部及び基部のいずれよりも小さく形成されるため、側部を使うことで眉毛等の比較的均一な切断位置を要求される際に、他の部位よりも直線的な切断を容易に行うことができる。一方基部及び先部の曲率が比較的大きく形成されるため、基部又は先部を使うことで小さい領域での切断を効率的に行うことができる(図8)。このように切断する対象の毛或いはその使用部位によって円環内の傾斜刃面の部位を使い分けることで、円環内の周方向位置に応じた細かい切断方法を選択できる。
【0037】
また刃の外形状が、先尖状の縦長のコンパクトな扁平円形になっており、かつ先端の平面視形状がアール状に形成され、さらに断面視形状においても切断部の一部である傾斜面先端部がアール状に曲面成形されていることから、皮膚を挟み込む心配がない。また刃の厚みが先端に行くに従って薄くなっているので、調毛位置を微細調節することができ、眉毛等の細かい長さ調節を必要とする調毛にも用いることができる。
【実施例2】
【0038】
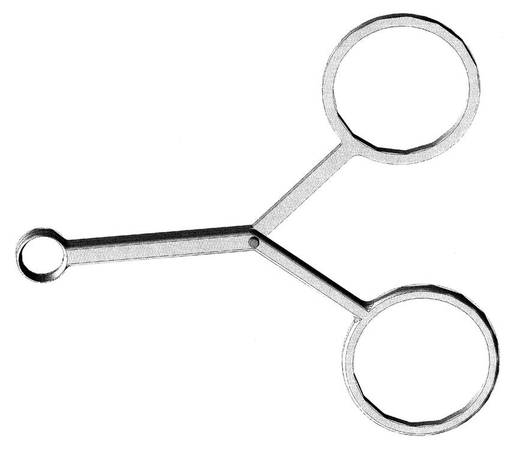
図9〜11に示す本発明の実施例2の調毛用鋏は、実施例1と異なり、各切断部11,21の略円環状の円環内空間1C、2C及び外形状が、共に平面視正八角形による略真円形状で構成され、円弧曲率が一定であり、また円環の構成幅が一定である。円環枠部の外面は平面状にすなわち一定の傾斜角度で傾斜することで、先部が基部よりも薄く形成されており、突状湾曲面を有さない。すなわち一対の切断部が対向して対称配置されることで、側面視にて台形断面形状を構成している。また傾斜刃面の角度は円形の全位相において同一である。円環基部、円環先部及び円環側部における切断性能をできるだけ均一なものとし、かつ全体を厚肉基部から先薄先部まで一定の厚さ変化率で薄くなるように成形することで、コンパクトな先部にて、より細かい切断位置の調節を可能としている。また実施例2の操作部は、切断部の円環形状よりも5倍の代表長さ(直径相当対角線)の正十六角形による略真円形状からなり、操作時に正十六角形の角部にて適度な指への当たりを有するものとしており、また、切断部も正八角形の角部によって微小な切断角度の変化の調整を可能としている。他の特記しない構成は実施例1と同様である。
【0039】
本発明は上述した実施例に限定されず、本発明の趣旨を逸脱しない範囲で変更が可能である。例えば、環状枠部の外面の曲率変化や段差形成による切断部全体の先側への厚さ変化の形態変更、円環形状の非対称化或いは扁平化といった形状変更、傾斜刃面の傾斜角度ないし刃面幅の変化といった変更が可能であり、また、各実施例間の要素同士の組み合わせの変更、適宜要素の抽出、均等物への入れ替えが可能である。また他に、各構成の比率変更及び構成の一体から別体化、棒状部材への、靭性用或いは摩擦用或いは補強用の基部板の貼り合わせ、ないし切断部への焼結刃の採用等といった、異部材の結合等による部材構成の変更が可能である。
【符号の説明】
【0040】
10 棒状部材(第一部材)
20 棒状部材(第二部材)
11,21 切断部
12,22 傾斜刃面
13,23 操作基部
14,24 操作部
11B,21B 円環基部
11E,21E 円環先部
11S,21S 円環側部
11θ、12θ 刃面角度
3 要軸
【特許請求の範囲】
【請求項1】
互いに対向近接して重なり合う略同形状の円環状の切断部を先端に有すると共に操作部を基端に有した一対の棒状部材同士を、鋏構成対材として厚さ方向に重ね合わせ、各中間位置で要軸にて軸周りへ回動可能に連結してなる調毛用鋏であって、
前記切断部の互いに離反する方向を向くそれぞれの外面には、円環の開口内縁を先端とする傾斜刃面が形成され、
各切断部のうち、円環の最大幅部よりも先寄りの円環先部は、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部よりも薄く形成されることを特徴とする調毛用鋏。
【請求項2】
前記切断部はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された前記傾斜刃面とが一体形成されなり、
前記円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面がアール状に成形される、請求項1記載の調毛用鋏。
【請求項3】
前記円環先部の傾斜刃面の対向面に対する刃面角度は、
前記円環基部の傾斜刃面の対向面に対する刃面角度よりも小さく形成される請求項1又は2記載の調毛用鋏。
【請求項4】
各切断部は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環を有し、
円環の最大幅部を含む円環側部における傾斜刃面は、刃縁の円弧曲率が、円環側部よりも先寄りの円環先部における傾斜刃面の刃縁の扁平円弧曲率よりも小さく、かつ、
円環側部よりも基部寄りの円環基部における傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される請求項1、2又は3のいずれか記載の調毛用鋏。
【請求項5】
前記一対の棒状部材は、それぞれ前記要軸よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、切断部同士を重ね合わせたとき、操作部が各棒状部材の基端にて互いに重畳せず離間した状態となる請求項1,2,3,又は4のいずれか記載の調毛用鋏。
【請求項1】
互いに対向近接して重なり合う略同形状の円環状の切断部を先端に有すると共に操作部を基端に有した一対の棒状部材同士を、鋏構成対材として厚さ方向に重ね合わせ、各中間位置で要軸にて軸周りへ回動可能に連結してなる調毛用鋏であって、
前記切断部の互いに離反する方向を向くそれぞれの外面には、円環の開口内縁を先端とする傾斜刃面が形成され、
各切断部のうち、円環の最大幅部よりも先寄りの円環先部は、円環の最大幅部よりも基部寄りであって棒状部材と連なる円環基部よりも薄く形成されることを特徴とする調毛用鋏。
【請求項2】
前記切断部はそれぞれ、棒状部材の先部にて平面視両幅方向へ張り出した円環枠部と、この円環枠部の枠内方向へ延設された前記傾斜刃面とが一体形成されなり、
前記円環枠部は、それ自体の外面が、棒状部材の長さ方向先端に向かって突状に湾曲または/及び屈曲して構成されることで、無段階状に又は/及び段階的に薄くなるように形成されると共に、少なくとも先端部の外面がアール状に成形される、請求項1記載の調毛用鋏。
【請求項3】
前記円環先部の傾斜刃面の対向面に対する刃面角度は、
前記円環基部の傾斜刃面の対向面に対する刃面角度よりも小さく形成される請求項1又は2記載の調毛用鋏。
【請求項4】
各切断部は、棒状部材の幅方向よりも伸長方向に長い扁平円形状の円環を有し、
円環の最大幅部を含む円環側部における傾斜刃面は、刃縁の円弧曲率が、円環側部よりも先寄りの円環先部における傾斜刃面の刃縁の扁平円弧曲率よりも小さく、かつ、
円環側部よりも基部寄りの円環基部における傾斜刃面の刃縁の扁平円弧曲率よりも小さく形成される請求項1、2又は3のいずれか記載の調毛用鋏。
【請求項5】
前記一対の棒状部材は、それぞれ前記要軸よりも基部寄りの折曲部で互いに離反する方向へ折れ曲がり、切断部同士を重ね合わせたとき、操作部が各棒状部材の基端にて互いに重畳せず離間した状態となる請求項1,2,3,又は4のいずれか記載の調毛用鋏。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】

【図9】
【図10】

【図11】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−31488(P2013−31488A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−167905(P2011−167905)
【出願日】平成23年7月31日(2011.7.31)
【出願人】(592232971)有限会社高芝ギムネ製作所 (4)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年7月31日(2011.7.31)
【出願人】(592232971)有限会社高芝ギムネ製作所 (4)
【Fターム(参考)】
[ Back to top ]