
調湿建材及びその製造方法
【課題】金型で製造可能な調湿建材であって、金型から離型する際に生じやすい、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減された調湿建材及びその製造方法を提供する。
【解決手段】オートクレーブ養生軽量気泡コンクリート粉体及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、調湿建材は、一方面に、凹部に対応した凸部を複数有する板状の調湿建材であり、凸部の側部傾斜面と調湿建材の他方面とのなす角度が40〜70°、凸部の高さが2〜10mmであり、凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材。
【解決手段】オートクレーブ養生軽量気泡コンクリート粉体及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、調湿建材は、一方面に、凹部に対応した凸部を複数有する板状の調湿建材であり、凸部の側部傾斜面と調湿建材の他方面とのなす角度が40〜70°、凸部の高さが2〜10mmであり、凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、調湿建材及びその製造方法に関する。
【背景技術】
【0002】
近年の建築物においては、省エネルギーや住環境向上のために高気密・高断熱化が指向されている。高気密・高断熱化が進むと生活空間における湿度変化の緩和が重要となるが、この湿度対策のため、調湿性能を付与した建材(調湿建材)の使用が検討されている。なお、調湿建材には、消費者の嗜好に訴求可能な美しい意匠面が形成されるのが通常である。
【0003】
特許文献1には、ケイ酸カルシウム水和物含有粉体とセメントからなる水硬性組成物であってメタケイ酸カルシウムを含有することを特徴とする水硬性組成物を金型等で脱水プレス成形する調湿建材の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−31267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、金型で製造可能な調湿建材であって、金型から離型する際に生じやすい、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減された調湿建材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、オートクレーブ養生軽量気泡コンクリート粉体(以下、「ALC粉体」と略す場合がある。)、及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、当該調湿建材は、一方面に、上記凹部に対応した凸部を複数有する板状の調湿建材であり、凸部の側部傾斜面と調湿建材の他方面とのなす角度が40〜70°、凸部の高さが2〜10mmであり、凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材を提供する。
【0007】
本発明の調湿建材は、意匠面となる凸部が形成された面における長径1mm以上の空隙(目視可能な空隙)の数が十分に少ないため、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減されたものである。
【0008】
調湿建材の凸部は、一方面に少なくとも25個存在することが好ましい。また、調湿建材は、一方面の面積が200〜4000cm2の板状であることが好ましい。
【0009】
上記の形状は住宅用の調湿建材として、サイズ的に適しており、また美観にも優れることから、当該用途に好適に用いることができる。
【0010】
本発明はまた、ALC粉体、セメント及び減水剤を含む水硬性組成物と水との混練物を、金型の上型と下型で形成される空間に導入して脱水プレスし、得られた成形物をオートクレーブ養生する、調湿建材の製造方法であって、成形物の上面と接する上型の面は、混練物中の水が流出する脱水面であり、成形物の下面と接する下型の面は、成形物に凸部を付与する、凹部が複数形成された面(意匠面)であり、水の量は、水硬性組成物に対して90〜130質量%である、製造方法を提供する。
【0011】
本発明の製造方法によれば、複雑な形状の意匠面を有するにもかかわらず、意匠面における長径1mm以上の空隙の数が十分に少ない調湿建材を製造することができる。
【0012】
上記の製造方法において、減水剤は、リグニンスルホン酸塩、ポリカルボン酸、アミノスルホン酸、メラミンスルホン酸、ナフタレンスルホン酸及びこれらの誘導体からなる群より選択される1種以上の化合物であることが好ましい。
【0013】
このような減水剤を用いることにより、意匠面における長径1mm以上の空隙の数を更に減少させることができる。
【発明の効果】
【0014】
本発明により、金型で製造可能な調湿建材であって、金型から離型する際に生じやすい、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減された調湿建材及びその製造方法が提供される。
【図面の簡単な説明】
【0015】
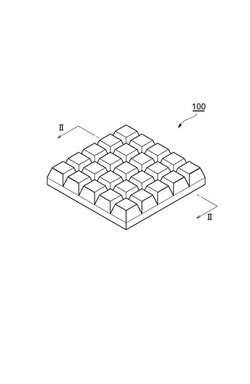
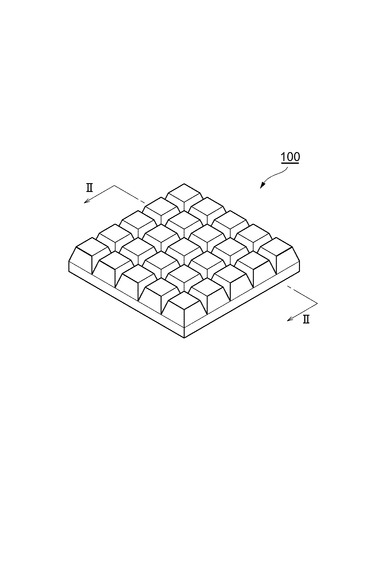
【図1】第1実施形態に係る調湿建材の斜視図である。
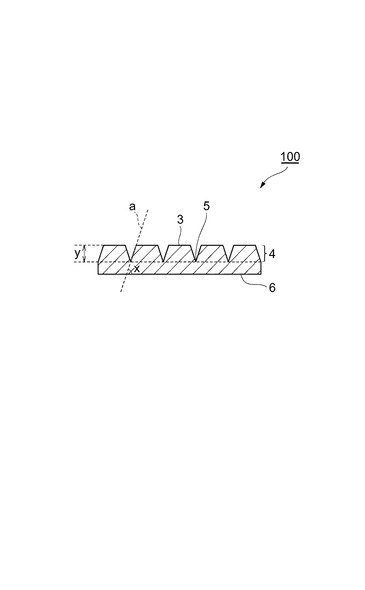
【図2】図1の調湿建材のII−II断面図である。
【図3】図1の調湿建材の上面図である。
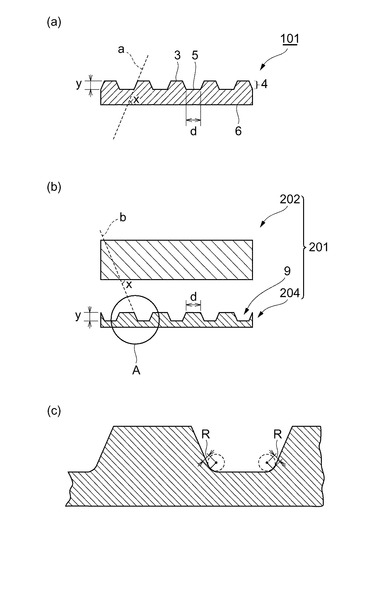
【図4】(a)は第2実施形態に係る調湿建材の断面図、(b)は第2実施形態に係る調湿建材を製造するための型の断面図、(c)は(b)においてAで示される領域の拡大図である。
【図5】調湿建材の成形工程で使用することのできる型の断面図である。
【図6】図5の型を用いた成形工程を示す断面図である。
【図7】別の型を用いた成形工程を示す断面図である。
【図8】(a)及び(b)は、調湿建材の意匠面の例を表す写真である。
【発明を実施するための形態】
【0016】
以下、場合により図面を参照しながら、好適な実施形態を説明する。なお、図面の説明において同一要素には同一符号を付し、重複する説明を省略する。また、図面は理解を容易にするため一部を誇張して描いており、寸法比率は説明のものとは必ずしも一致しない。
【0017】
図1は第1実施形態に係る調湿建材の斜視図であり、図2は図1の調湿建材のII−II断面図である。また図3は図1の調湿建材の上面図である。
【0018】
図1に示す調湿建材100は、ALC粉体及びセメントを含む水硬性組成物と水との混練物を、複数の凹部が形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材である。調湿建材100の上面3の凸部4が、金型の凹部に対応したものであり、この凸部4は金型の凹部を忠実に再現したものとなっている。また凸部4の欠陥(長径1mm以上の空隙)の数が大変少なくなっている。
【0019】
図2に示すように、調湿建材100においては、凸部4の側部傾斜面aと、調湿建材100の他方面6とのなす角度xが40〜70°、凸部4の高さyが2〜10mmである。なお、角度xは45〜65°がより好ましく、50〜60°がさらに好ましい。また高さyは3〜9mmがより好ましく、3〜8mmがさらに好ましい。
【0020】
調湿建材100の凸部4の形状はそれぞれ異なっていてもよく、その場合、側部傾斜面と調湿建材の他方面とのなす角度が40〜70°の範囲に入っていればよい。また、側部傾斜面は平坦である必要はなく、凹凸があってもよいが、その場合は、xの値が最も大きくなるような接面を側部傾斜面とする。ただし、この場合は気泡や材料の粒子に起因するような微細な凹凸は無視することとする。また、凸部4の高さyは、各凸部について凸部4の上面3の最も高い位置と(凸部4の上面3は平坦である必要はなく、曲面や頂点を有するものであってもよい)最も深い底部5との間の距離をいい(調湿建材100の厚さ方向に、他方面6と垂直な長さで決定する)、複数存在する凸部4の高さyがそれぞれ異なっていても、高さyが2〜10mmの範囲にあればよい。
【0021】
図3に示すように、調湿建材100は、その凸部の表面に欠陥となる空隙8を有していてもよいが、長径1mm以上の空隙8を有する凸部の数の割合が凸部全数に対して10%以下である。この割合は9%以下であることが好ましく、7%以下であることがより好ましく、5%以下であることが更に好ましい。なお、空隙8の長径とは、他方面と垂直な光を上面側から照射した場合の空隙8の投影図における最長の径をいい、図3においてはzまたはwとして示されている。図3中、zで示される空隙8の長径は1mm以上であるが、wで示される空隙8の長径は1mm未満である。図3において凸部は合計25個存在するため、「凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合」は4%となる。
【0022】
図4(a)は第2実施形態に係る調湿建材の断面図であり、図4(b)は第2実施形態に係る調湿建材を製造するための型の断面図である。図4(c)は、図4(b)においてAで示される領域の拡大図である。図4(a)に示す調湿建材101は、凸部4が間隔dをもって配置されている他は、第1実施形態に係る調湿建材100と同様である。変形態様や好適条件についても第1実施形態と同様である。
【0023】
図4(b)に示す型201は、上型202及び下型204から構成されており、上型202及び下型204は図に示すように対向して配置される。上型202は平板状であり、下型204には、調湿建材101の凸部4に対応する凹部9が複数形成されている。下型204の凹部9の深さyは調湿建材101の凸部4の高さyに対応しており、凹部の側部傾斜面bと、対向配置された上型202の下面との成す角度xは、調湿建材101におけるxに対応している。また、調湿建材101の凸部4間の間隔dに対応する距離dをもって、凹部9が形成されている。
【0024】
図4(c)に示されるように、凹部9の底面と側部傾斜面bとが接する角には丸みが付けられており、その曲率半径はRである。
【0025】
調湿建材において、凸部は一方面に少なくとも25個存在することが好ましく、この場合、5×5の格子状に配置されていることが好ましい。凸部の数は100個以上(10×10の格子状が好ましい)存在することがより好ましく、400個以上(20×20の格子状が好ましい)存在することが更に好ましい。調湿建材は、一方面の面積が200〜4000cm2の板状の調湿建材であるのがよい。一方面の面積は好ましくは400〜2200cm2である。なお、複数の凸部は接して存在する必要はなく、調湿建材101のように所定の間隔dをおいて複数の凸部が配置されていてもよい。すなわち、凸部4の間隔d(調湿建材100の上面から見た最長距離)は、例えば0.1〜30mmとすることができ、0.1〜10mmが好ましい。
【0026】
続いて、調湿建材の製造方法について説明する。調湿建材は、混練工程と成形工程とを少なくとも含む製造方法で製造可能である。以下、工程ごとに詳説する。
【0027】
混練工程においては、ALC粉体、セメント及び減水剤を含む水硬性組成物と水とを混練し混練物を得る。水硬性組成物は、補強材料であるメタケイ酸カルシウムを含んでもよい。ALCとは、発泡剤で多孔質化したコンクリートである。ALCは、珪石等のケイ酸質材料と、セメントと、生石灰等の石灰質原料とを混合したスラリー状物に、発泡剤や気泡剤等の気泡生成剤を添加して混合し、発泡及び硬化させた後、オートクレーブ養生して得られる。ALC粉体としては、ALCを粉砕したものや、ALC製造工場、ALC建築物の建設現場、ALC建築物の解体現場等から発生する、ALCの残材、端材、粉末等のALC廃材から、補強材を取り除き、粉砕したもの等を好適に利用できる。ALCの廃材は従来埋め立て処分されていたが、埋め立て処分は環境に対する負荷が大きく、将来的な用地の確保も困難であるため、埋め立て処分にかわる処理方法が求められている。ALC廃材から製造したALC粉体を、調湿建材の原料として利用することにより、ALC廃材を有効に再利用することが可能となり、ALC廃材の処分の問題を解決することができる。
【0028】
ALC粉体は、体積平均粒径が5〜200μmであることが好ましく、5〜100μmであることがより好ましい。体積平均粒径が200μmよりも大きいと、粉体の粗大な細孔が構造上の欠陥となり、調湿建材の強度低下の原因となる。体積平均粒径が5μmよりも小さいと、粉砕に非常にエネルギーと時間が必要となり、生産性が低下する場合がある。
【0029】
セメントとしては、普通ポルトランドセメント、高炉セメント、早強セメント、中庸熱セメント、ジェットセメント、アルミナセメントや、高炉セメント、シリカセメント、フライアッシュセメント等の混合セメントが好適に使用できる。これらは単独で用いても混合して用いてもよい。無機顔料や有機顔料等により製品に色を付ける場合には、顔料の添加量が少量でも発色が良くなることから、白色セメントを使用することが好ましい。
【0030】
減水剤としては、例えば、変性リグニンスルホン酸化合物とナフタレンスルホン酸系化合物の複合体(例えば、BASFポゾリス株式会社 レオビルト1460)、変性リグニンスルホン酸化合物とポリカルボン酸系化合物の複合体(竹本油脂株式会社 チューポールEX60R)等のリグニンスルホン酸塩又はその誘導体、特殊ポリカルボン酸型高分子界面活性剤(例えば、花王株式会社 ポイズ520、ポイズ530)、ポリカルボン酸EOエステル系高性能減水剤(例えば、花王株式会社 TK−1000、TK−2000)、ポリカルボン酸系グラフトコポリマーを主成分とするアニオン型高分子界面活性剤(例えば、竹本油脂株式会社 チューポールSSP−104)、ポリカルボン酸系水溶性ビニル共重合体(例えば、竹本油脂株式会社 チューポールNV−G5)、ポリカルボン酸系化合物(例えば、グレースケミカル株式会社 スーパー200、スーパー300、日本シーカ株式会社 シーカメント1200N、シーカメント2200、株式会社フローリック フローリックSF500U)、ポリカルボン酸エーテル系化合物(例えば、BASFポゾリス株式会社 レオビルト8000、NT−1000)等のポリカルボン酸又はその誘導体、アミノスルホン酸系化合物(例えば、株式会社フローリック フローリックVP200)等のアミノスルホン酸又はその誘導体、メラミンスルホン酸系化合物(例えば、BASFポゾリス株式会社 レオビルト4000、株式会社フローリック フローリックMS)、スルホン化メラミン高縮合物塩(例えば、グレースケミカル株式会社 FT−3S)等のメラミンスルホン酸又はその誘導体、ナフタレンスルホン酸ホルマリン高縮合物(例えば、花王株式会社、マイティ100、マイティ150)、ナフタレンスルホン酸系化合物(例えば、BASFポゾリス株式会社 レオビルト1440、株式会社フローリック フローリックPS、フローリックPSR110)等のナフタレンスルホン酸又はその誘導体を使用することができる。減水剤は、上記の化合物をのうち1種を単独で又は2種以上を混合して使用することができる。
【0031】
減水剤の添加量は水硬性組成物を基準として0.01〜2質量%であることが好ましく、0.05〜1.5質量%であることがより好ましく、0.05〜1質量%であることが更に好ましい。
【0032】
メタケイ酸カルシウムとしては、天然に産出されるものや、ケイ酸質原料及び石灰質原料から合成される人工鉱物等を用いることができる。メタケイ酸カルシウムの形状は粒子形状のものでも繊維形状のものでも良い。繊維形状のものを使用した場合には、調湿建材の強度が大きくなる効果が得られる。
【0033】
水硬性組成物は、ALC粉体とセメントとの合計100質量部に対して、ALC粉体を60〜90質量部含むことが好ましく、70〜85質量部含むことがより好ましい。水硬性組成物は、ALC粉体とセメントとの合計100質量部に対して、更にメタケイ酸カルシウムを0.5〜10質量部含むことが好ましい。ALC粉体とセメントとの割合が上記の範囲にあることにより、高い吸放湿性能を有する調湿建材を製造することができる。また、水硬性組成物がメタケイ酸カルシウムを含有することにより、成形工程後の脱型が容易となる。
【0034】
水硬性組成物におけるALC粉体の含有量が、ALC粉体とセメントとの合計100質量部に対して60質量部より少ないと、得られた調湿建材の放湿速度が低下する場合があり、90質量部を超えると、脱水プレス成形して得られた成形物の強度が、ハンドリング可能な強度に達するまでに多くの時間が必要となり、生産性が低下する場合がある。また、水硬性組成物におけるメタケイ酸カルシウムの含有量が、ALC粉体とセメントとの合計100質量部に対して0.5質量部より少ないと、メタケイ酸カルシウムを添加した効果が明確でない場合があり、10質量部を超える量を添加しても、添加量に見合った効果が得られない場合がある。
【0035】
上記の水硬性組成物は、必要に応じて、補強材を更に含んでもよい。補強材としては、ビニロン、ナイロン(登録商標)、パルプ等の有機繊維、カーボンファイバー等の無機繊維、ステンレスファイバー等の金属繊維等が好適に使用できる。ラス網や鉄筋マット等の鉄筋も補強材として好適に使用できる。補強材は、オートクレーブ養生に耐久性があることが好ましい。補強材を添加した水硬性組成物から製造された調湿建材は、例えば地震等により亀裂が発生した場合においても直ちに破損に至らず、安全性が増加する。
【0036】
混練物の粘度は、0.5〜10Pa・sであることが好ましく、1.0〜8.5Pa・sであることがより好ましい。粘度を調整する方法としては、水硬性組成物に対する水の添加量を増減させる方法及び水硬性組成物に上記の減水剤を添加する方法が挙げられる。
【0037】
混練工程における水の添加量は、水硬性組成物に対して90〜130質量%であることが好ましく、95〜105質量%であることがより好ましい。本明細書において、水硬性組成物に対する水の添加量の質量比を「水比」という場合がある。水の添加量が、水硬性組成物の90質量%未満であると、後述する成形工程において、金型に水硬性組成物と水とを混練して得られた混練物を導入するときに、金型への混練物の充填不良が発生し、調湿建材の意匠面の長径1mm以上の空隙の数が多くなる傾向がある。また、水の添加量が、水硬性組成物の130質量%を超えると、後述する成形工程の脱水プレス成形において、脱水に要する時間が長くなり、生産性が低下する傾向がある。また、成形物の強度が低下し、成形物の金型からの離型時に離型不良が発生し、調湿建材の意匠面の長径1mm以上の空隙の数が多くなる傾向がある。
【0038】
従来のセメント含有製品において、セメントに対する水の割合を高くすることは、強度や耐久性の低下につながるため忌避されていた。このため、セメントに対する水の添加量を、水硬性組成物に対して90質量%未満に制限することが通常であった。これに対し、水の添加量を上記の割合に設定し、更に後述する成形工程の脱水プレス成形条件と組み合わせることによって、意匠面に所定密度以上の凹凸部分を有し、凸部と凹部における調湿建材の厚さの差が大きい場合であっても、意匠面の目視可能な空隙の数が格段に減少し、見た目がよい調湿建材を製造することが可能である。
【0039】
混練工程において、水硬性組成物と水とを混練する混練機には特に制限はなく、モルタルミキサー、オムニミキサー、アイリッヒミキサー、2軸強制攪拌ミキサー等が好適に用いられる。
【0040】
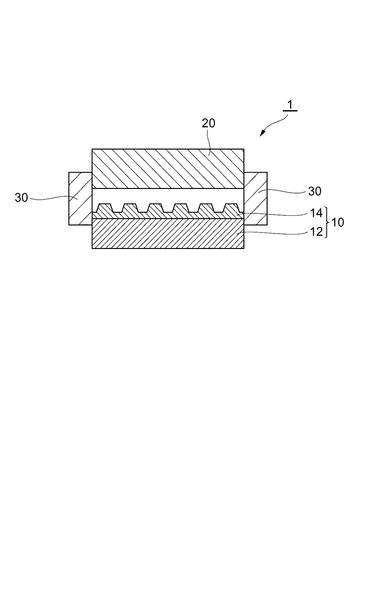
混練工程を経た後に、成形工程を実施する。成形工程においては、上型及び下型を備える金型の上型と下型で形成される空間(成形空間)に、混練工程で得られた混練物を導入して、脱水プレスし、成形物を得る。図5は、調湿建材の成形工程で使用することのできる型の断面図である。図5に示す型1は、下型10、上型20及び外枠30を備えており、下型10は、下型基板12と意匠型14を備えている。
【0041】
型1において、上型20と意匠型14と外枠30とで囲まれた空間は、混練物が導入される成形空間となる。なお、成形空間に面する上型20の面(すなわち上型20の下面。脱水プレスにより成形物の上面と接することとなる上型20の面)は、混練物中の水が流出する脱水面となっており、成形空間に面する意匠型14に形成された複数の凹部によって(すなわち、意匠型14内部の凹凸によって)、成形物に意匠(凹部に対応する凸部)が付与されることになる。
【0042】
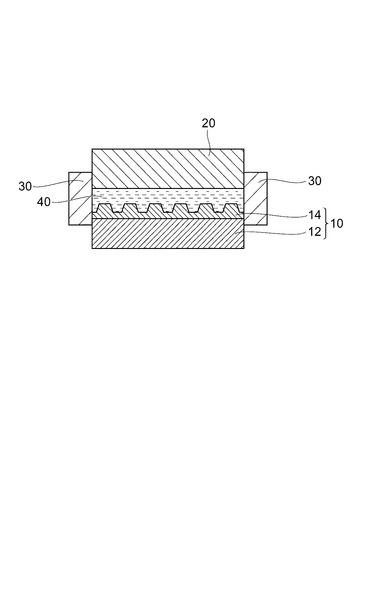
図6は、型1を用いた成形工程を示す断面図である。図6では、上述した型1の成形空間に、混練工程で得た混練物40が導入された状態が示されている。型1においては、下型10が固定型、上型20と外枠30が可動型となっており、成形空間に混練物40を導入した後に、上型20を下型10方向へ移動させ、混練物を加圧(プレス)するとともに、上型20の脱水面から混練物中の水分を型1外へ導出し、意匠型14に形成された複数の凹部により、成形物に当該凹部に対応する凸部を付与する。これにより脱水プレス成形が成されることとなる。
【0043】
脱水プレス成形は、加圧により水が絞り出される方法で行ってもよいし、減圧により強制的に水を脱水しながら加圧する方法で行ってもよいが、6〜10Mpaの条件で加圧するとともに、上型20の脱水面から減圧して水を脱水する方法で行うことが好ましい。脱水プレス成形後に、成形物を型1から取り出す。
【0044】
なお、下型10と外枠30とは一体となっていてもよく、上型20と外枠30とは一体となっていてもよい。すなわち、下型10と外枠30とは全体として枠付きの下型を構成していてもよく、上型20と外枠30とは全体として枠付きの上型を構成していてもよい。
【0045】
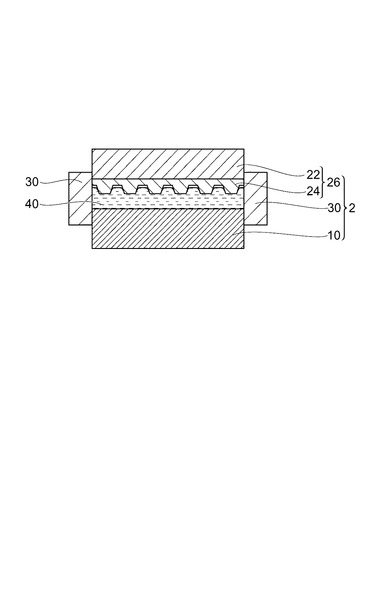
図7は、型1とは異なる構成の型を用いた成形工程を示す断面図である。図7に示す型2は、下型10、上型26及び外枠30を備えており、上型26は、上型基板22と意匠型24を備えている。そして、下型10と意匠型24と外枠30とで囲まれた空間が、混練物40が導入される成形空間となる。また、下型10の上面が脱水面、意匠型24の下面(すなわち脱水プレスにより成形物と接することとなる意匠型24の面)が意匠付与面である。
【0046】
型2においては、下型10が固定型、上型26と外枠30が可動型となっており、成形空間に混練物40を導入した後に、上型26を下型10方向へ移動させ、混練物を加圧(プレス)する。しかしながら、このような型2を用いた成形では、調湿建材の意匠面における目視可能な空隙の数を十分に減少させることができない。
【0047】
なお、本発明の調湿建材の製造方法は、成形工程後に養生工程を備えるものであってもよい。養生工程においては、成形工程で得られた成形物を養生する。養生は一般的な方法で行えばよく、例えば室温で0.5〜12時間予備養生を行った後、150〜200℃、より好ましくは180〜190℃において2〜24時間、より好ましくは4〜12時間オートクレーブ養生することが好ましい。
【実施例】
【0048】
以下、本発明の実施例を示して、本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されるものではなく、本発明の技術的思想を逸脱しない範囲での種々の変更が可能である。
【0049】
(実施例1)
ALC粉体として、粉砕したALC廃材を用いた。具体的には、ALC製造工場におけるALC切削工程から発生するALC端材を、ジョークラッシャーで粗粉砕し、更に高速回転のハンマーミルで微粉砕することにより得られた体積平均粒子径45μmの微粉体を用いた。体積平均粒子径は、レーザー式粒度分布測定器9320HRA(マイクロトラック社)を用いて測定した。ここで、体積平均粒子径は、50%径、すなわちメジアン径を意味する。セメントには、白色セメントを用いた。メタケイ酸カルシウムには、繊維形状のもの(NYCO社、グレードNYAD・G)を用いた。
【0050】
ALC粉体75質量部、セメント25質量部、メタケイ酸カルシウム2質量部及び水硬性組成物の0.05質量%のポリカルボン酸EOエステル系高性能減水剤(花王株式会社 TK−1000)を含む水硬性組成物に、水硬性組成物の90質量%の水を添加し、オムニミキサーを用いて混練した。混練終了後の混練物の粘度は8.23Pa・sであった。得られた混練物を、後述する、図5の型1と同様の構成を有する型に入れ、圧力7Mpaの条件で加圧すると同時に脱水面側を減圧して水を脱水する脱水プレス成形を行い成形物を得た。得られた成形物を室温で予備養生後、180℃、4時間の条件でオートクレーブ養生し、実施例1の調湿建材を得た。下記の複数の型を用いてそれぞれ20個ずつの調湿建材を得た。
【0051】
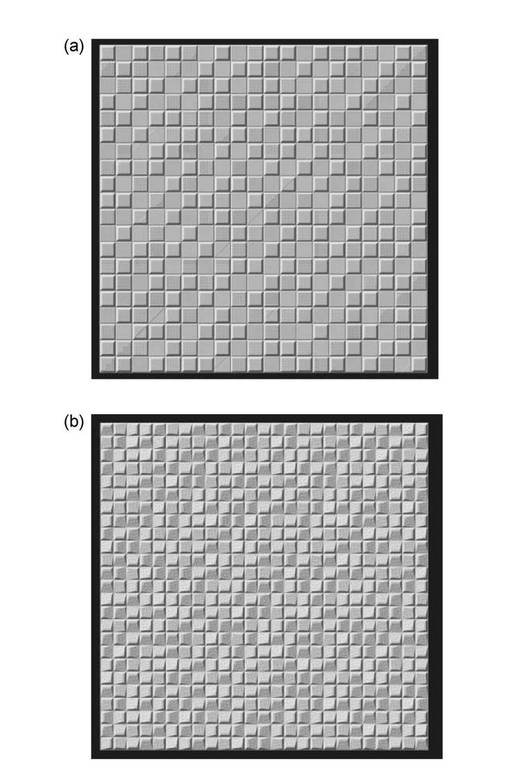
調湿建材の成形には次の型を用いた。下記の型3を用いた成形により製造された調湿建材の意匠面の形状を図8(a)に示す。なお、図8(b)は下記の型以外の型を用いた成形により製造された調湿建材の意匠面の形状を示す。
(型1)
図4におけるxが40〜50°であり、yが8mmであり、曲率半径Rが0.3mmであり、外寸法が30.3cm×30.3cmであり、一方面に、凹部9が格子状に400個配置されている金型。
(型2)
図4におけるyが3mmである他は型1と同様の形状を有する金型。
(型3)
図4におけるyが2mmである他は型1と同様の形状を有する金型。
(型4)
図4におけるyが1mmである他は型1と同様の形状を有する金型。
(型5)
図4における曲率半径Rが1.0mmである他は型1と同様の形状を有する金型。
(型6)
図4における曲率半径Rが1.0mmである他は型2と同様の形状を有する金型。
(型7)
図4における曲率半径Rが1.0mmである他は型3と同様の形状を有する金型。
(型8)
図4における曲率半径Rが1.0mmである他は型4と同様の形状を有する金型。
(型9)
図4におけるxが60〜70°である他は型1と同様の形状を有する金型。
(型10)
図4におけるxが60〜70°である他は型2と同様の形状を有する金型。
(型11)
図4におけるxが60〜70°である他は型3と同様の形状を有する金型。
(型12)
図4におけるxが60〜70°である他は型4と同様の形状を有する金型。
(型13)
図4におけるxが60〜70°である他は型5と同様の形状を有する金型。
(型14)
図4におけるxが60〜70°である他は型6と同様の形状を有する金型。
(型15)
図4におけるxが60〜70°である他は型7と同様の形状を有する金型。
(型16)
図4におけるxが60〜70°である他は型8と同様の形状を有する金型。
【0052】
(実施例2〜12及び比較例1〜4)
水比(水硬性組成物に対する水の添加量の質量比)及び減水剤の量(水硬性組成物に対する質量%)を表1に記載の値に変更した以外は実施例1と同様にして、実施例2〜12及び比較例1〜4の調湿建材を得た。
【0053】
実施例及び比較例の調湿建材を試料として以下の測定を行った。結果を表1〜3に示す。
【0054】
(混練物の粘度の測定)
混練物の粘度は、回転式粘度計(ブルックフィールド社、モデルHAT)に、回転子(HA/HBスピンドルNo.3)を取り付け、10rpmの回転速度で測定した。
【0055】
(密度の測定)
調湿建材を水中に浸潰し、水中質量m1を測定した。続いて、調湿建材を水中から取り出して表面をふき取り、質量m2を測定した。続いて、調湿建材を乾燥機で105℃、3日間乾燥させ、絶乾質量m3を測定した。水の密度を1g/cm3とし、調湿建材の密度(g/cm3)を次式(1)により算出した。測定結果はそれぞれ10枚の平均値である。
密度=m3/(m2−m1)…(1)
【0056】
(曲げ破壊荷重の測定)
調湿建材の曲げ破壊荷重(N)を測定した。まず、調湿建材を40℃の温風循環式乾燥機にて含水率約10%に調整した。続いて、支持点スパン180mm、載苛速度0.1cm/分、2等分点1線載苛の方法で破壊荷重Fを測定し、次式(2)により曲げ破壊荷重(S)を算出した。式(2)においてFは破壊荷重(N)を表し、bは試験体の幅(mm)を表し、Lは支持スパン(mm)を表す。測定結果はそれぞれ10枚の平均値である。
S=F×L/b…(2)
【0057】
(吸放湿性能の測定)
実施例及び比較例の調湿建材について、吸放湿性能(吸湿性能及び放湿性能)を測定した。測定は「調湿建材の吸放湿試験方法JIS A 1470−1:2008」に準拠した方法で行った。まず、調湿建材の表面の6面のうちの1面(250mm×250mm)のみを残して、他の5面をアルミテープで覆い断湿した。続いてこの調湿建材を、相対湿度53%の条件下で質量が恒量となるまで放置した。続いて相対湿度を75%に変更して12時間放置し、調湿建材の質量変化から吸湿量(吸湿性能)を測定した。次に相対湿度を53%に戻して12時間放置し、質量変化から放湿量(放湿性能)を測定した。測定結果はそれぞれ2枚の平均値である。
【0058】
(意匠面の空隙の測定)
実施例及び比較例の調湿建材について、意匠面の空隙の数を測定した。意匠面の凸部(溝によって仕切られた凸部)の総数に対する、表面に長径1mm以上の空隙を有する凸部の数の割合(%)を表2及び3に示す。
【0059】
表2及び3において、「型」は、調湿建材の製造に用いた型を示し、「高さ」は凸部の高さ(図4におけるyに対応する)を示し、「角度」は凸部の側部傾斜面と調湿建材の他方面とがなす角度(図4におけるxに対応する)を示し、「角の曲率半径」は、図4における曲率半径Rを示す。
【0060】
意匠面の空隙の原因には、型に水硬性組成物と水との混練物を導入するときの充填不良に由来するものと、脱水プレス成形後離型するときの離型不良に由来するものがあり、これらは目視により容易に判別することができる。表2には、充填不良に由来する長径1mm以上の空隙の測定結果を示す。表3には、離型不良に由来する長径1mm以上の空隙の測定結果を示す。なお、実施例においては型の形状が正確に写し取られており、図4におけるx、y、d、R等はそのままの値で調湿建材に転写されていた。
【0061】
【表1】

【0062】
【表2】
【0063】
【表3】
【産業上の利用可能性】
【0064】
本発明により、複雑な形状の意匠面を有するにもかかわらず、意匠面における目視可能な空隙の数が十分に少ない調湿建材及びその製造方法が提供される。
【符号の説明】
【0065】
1,2,201…型、3…凸部の上面、4…凸部、5…凸部の底部、6…調湿建材の他方面、8…空隙、10,204…下型、12…下型基板、14,24…意匠型、20,26,202…上型、22…上型基板、30…外枠、40…混練物、a…凸部の側部傾斜面、b…凹部の側部傾斜面、d…間隔、x…凸部の側部傾斜面と調湿建材の他方面とがなす角度、y…凸部の高さ、R…曲率半径。
【技術分野】
【0001】
本発明は、調湿建材及びその製造方法に関する。
【背景技術】
【0002】
近年の建築物においては、省エネルギーや住環境向上のために高気密・高断熱化が指向されている。高気密・高断熱化が進むと生活空間における湿度変化の緩和が重要となるが、この湿度対策のため、調湿性能を付与した建材(調湿建材)の使用が検討されている。なお、調湿建材には、消費者の嗜好に訴求可能な美しい意匠面が形成されるのが通常である。
【0003】
特許文献1には、ケイ酸カルシウム水和物含有粉体とセメントからなる水硬性組成物であってメタケイ酸カルシウムを含有することを特徴とする水硬性組成物を金型等で脱水プレス成形する調湿建材の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−31267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、金型で製造可能な調湿建材であって、金型から離型する際に生じやすい、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減された調湿建材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、オートクレーブ養生軽量気泡コンクリート粉体(以下、「ALC粉体」と略す場合がある。)、及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、当該調湿建材は、一方面に、上記凹部に対応した凸部を複数有する板状の調湿建材であり、凸部の側部傾斜面と調湿建材の他方面とのなす角度が40〜70°、凸部の高さが2〜10mmであり、凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材を提供する。
【0007】
本発明の調湿建材は、意匠面となる凸部が形成された面における長径1mm以上の空隙(目視可能な空隙)の数が十分に少ないため、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減されたものである。
【0008】
調湿建材の凸部は、一方面に少なくとも25個存在することが好ましい。また、調湿建材は、一方面の面積が200〜4000cm2の板状であることが好ましい。
【0009】
上記の形状は住宅用の調湿建材として、サイズ的に適しており、また美観にも優れることから、当該用途に好適に用いることができる。
【0010】
本発明はまた、ALC粉体、セメント及び減水剤を含む水硬性組成物と水との混練物を、金型の上型と下型で形成される空間に導入して脱水プレスし、得られた成形物をオートクレーブ養生する、調湿建材の製造方法であって、成形物の上面と接する上型の面は、混練物中の水が流出する脱水面であり、成形物の下面と接する下型の面は、成形物に凸部を付与する、凹部が複数形成された面(意匠面)であり、水の量は、水硬性組成物に対して90〜130質量%である、製造方法を提供する。
【0011】
本発明の製造方法によれば、複雑な形状の意匠面を有するにもかかわらず、意匠面における長径1mm以上の空隙の数が十分に少ない調湿建材を製造することができる。
【0012】
上記の製造方法において、減水剤は、リグニンスルホン酸塩、ポリカルボン酸、アミノスルホン酸、メラミンスルホン酸、ナフタレンスルホン酸及びこれらの誘導体からなる群より選択される1種以上の化合物であることが好ましい。
【0013】
このような減水剤を用いることにより、意匠面における長径1mm以上の空隙の数を更に減少させることができる。
【発明の効果】
【0014】
本発明により、金型で製造可能な調湿建材であって、金型から離型する際に生じやすい、調湿性能や美観に影響を与える意匠面の欠損が、実用上充分なレベルまで低減された調湿建材及びその製造方法が提供される。
【図面の簡単な説明】
【0015】
【図1】第1実施形態に係る調湿建材の斜視図である。
【図2】図1の調湿建材のII−II断面図である。
【図3】図1の調湿建材の上面図である。
【図4】(a)は第2実施形態に係る調湿建材の断面図、(b)は第2実施形態に係る調湿建材を製造するための型の断面図、(c)は(b)においてAで示される領域の拡大図である。
【図5】調湿建材の成形工程で使用することのできる型の断面図である。
【図6】図5の型を用いた成形工程を示す断面図である。
【図7】別の型を用いた成形工程を示す断面図である。
【図8】(a)及び(b)は、調湿建材の意匠面の例を表す写真である。
【発明を実施するための形態】
【0016】
以下、場合により図面を参照しながら、好適な実施形態を説明する。なお、図面の説明において同一要素には同一符号を付し、重複する説明を省略する。また、図面は理解を容易にするため一部を誇張して描いており、寸法比率は説明のものとは必ずしも一致しない。
【0017】
図1は第1実施形態に係る調湿建材の斜視図であり、図2は図1の調湿建材のII−II断面図である。また図3は図1の調湿建材の上面図である。
【0018】
図1に示す調湿建材100は、ALC粉体及びセメントを含む水硬性組成物と水との混練物を、複数の凹部が形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材である。調湿建材100の上面3の凸部4が、金型の凹部に対応したものであり、この凸部4は金型の凹部を忠実に再現したものとなっている。また凸部4の欠陥(長径1mm以上の空隙)の数が大変少なくなっている。
【0019】
図2に示すように、調湿建材100においては、凸部4の側部傾斜面aと、調湿建材100の他方面6とのなす角度xが40〜70°、凸部4の高さyが2〜10mmである。なお、角度xは45〜65°がより好ましく、50〜60°がさらに好ましい。また高さyは3〜9mmがより好ましく、3〜8mmがさらに好ましい。
【0020】
調湿建材100の凸部4の形状はそれぞれ異なっていてもよく、その場合、側部傾斜面と調湿建材の他方面とのなす角度が40〜70°の範囲に入っていればよい。また、側部傾斜面は平坦である必要はなく、凹凸があってもよいが、その場合は、xの値が最も大きくなるような接面を側部傾斜面とする。ただし、この場合は気泡や材料の粒子に起因するような微細な凹凸は無視することとする。また、凸部4の高さyは、各凸部について凸部4の上面3の最も高い位置と(凸部4の上面3は平坦である必要はなく、曲面や頂点を有するものであってもよい)最も深い底部5との間の距離をいい(調湿建材100の厚さ方向に、他方面6と垂直な長さで決定する)、複数存在する凸部4の高さyがそれぞれ異なっていても、高さyが2〜10mmの範囲にあればよい。
【0021】
図3に示すように、調湿建材100は、その凸部の表面に欠陥となる空隙8を有していてもよいが、長径1mm以上の空隙8を有する凸部の数の割合が凸部全数に対して10%以下である。この割合は9%以下であることが好ましく、7%以下であることがより好ましく、5%以下であることが更に好ましい。なお、空隙8の長径とは、他方面と垂直な光を上面側から照射した場合の空隙8の投影図における最長の径をいい、図3においてはzまたはwとして示されている。図3中、zで示される空隙8の長径は1mm以上であるが、wで示される空隙8の長径は1mm未満である。図3において凸部は合計25個存在するため、「凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合」は4%となる。
【0022】
図4(a)は第2実施形態に係る調湿建材の断面図であり、図4(b)は第2実施形態に係る調湿建材を製造するための型の断面図である。図4(c)は、図4(b)においてAで示される領域の拡大図である。図4(a)に示す調湿建材101は、凸部4が間隔dをもって配置されている他は、第1実施形態に係る調湿建材100と同様である。変形態様や好適条件についても第1実施形態と同様である。
【0023】
図4(b)に示す型201は、上型202及び下型204から構成されており、上型202及び下型204は図に示すように対向して配置される。上型202は平板状であり、下型204には、調湿建材101の凸部4に対応する凹部9が複数形成されている。下型204の凹部9の深さyは調湿建材101の凸部4の高さyに対応しており、凹部の側部傾斜面bと、対向配置された上型202の下面との成す角度xは、調湿建材101におけるxに対応している。また、調湿建材101の凸部4間の間隔dに対応する距離dをもって、凹部9が形成されている。
【0024】
図4(c)に示されるように、凹部9の底面と側部傾斜面bとが接する角には丸みが付けられており、その曲率半径はRである。
【0025】
調湿建材において、凸部は一方面に少なくとも25個存在することが好ましく、この場合、5×5の格子状に配置されていることが好ましい。凸部の数は100個以上(10×10の格子状が好ましい)存在することがより好ましく、400個以上(20×20の格子状が好ましい)存在することが更に好ましい。調湿建材は、一方面の面積が200〜4000cm2の板状の調湿建材であるのがよい。一方面の面積は好ましくは400〜2200cm2である。なお、複数の凸部は接して存在する必要はなく、調湿建材101のように所定の間隔dをおいて複数の凸部が配置されていてもよい。すなわち、凸部4の間隔d(調湿建材100の上面から見た最長距離)は、例えば0.1〜30mmとすることができ、0.1〜10mmが好ましい。
【0026】
続いて、調湿建材の製造方法について説明する。調湿建材は、混練工程と成形工程とを少なくとも含む製造方法で製造可能である。以下、工程ごとに詳説する。
【0027】
混練工程においては、ALC粉体、セメント及び減水剤を含む水硬性組成物と水とを混練し混練物を得る。水硬性組成物は、補強材料であるメタケイ酸カルシウムを含んでもよい。ALCとは、発泡剤で多孔質化したコンクリートである。ALCは、珪石等のケイ酸質材料と、セメントと、生石灰等の石灰質原料とを混合したスラリー状物に、発泡剤や気泡剤等の気泡生成剤を添加して混合し、発泡及び硬化させた後、オートクレーブ養生して得られる。ALC粉体としては、ALCを粉砕したものや、ALC製造工場、ALC建築物の建設現場、ALC建築物の解体現場等から発生する、ALCの残材、端材、粉末等のALC廃材から、補強材を取り除き、粉砕したもの等を好適に利用できる。ALCの廃材は従来埋め立て処分されていたが、埋め立て処分は環境に対する負荷が大きく、将来的な用地の確保も困難であるため、埋め立て処分にかわる処理方法が求められている。ALC廃材から製造したALC粉体を、調湿建材の原料として利用することにより、ALC廃材を有効に再利用することが可能となり、ALC廃材の処分の問題を解決することができる。
【0028】
ALC粉体は、体積平均粒径が5〜200μmであることが好ましく、5〜100μmであることがより好ましい。体積平均粒径が200μmよりも大きいと、粉体の粗大な細孔が構造上の欠陥となり、調湿建材の強度低下の原因となる。体積平均粒径が5μmよりも小さいと、粉砕に非常にエネルギーと時間が必要となり、生産性が低下する場合がある。
【0029】
セメントとしては、普通ポルトランドセメント、高炉セメント、早強セメント、中庸熱セメント、ジェットセメント、アルミナセメントや、高炉セメント、シリカセメント、フライアッシュセメント等の混合セメントが好適に使用できる。これらは単独で用いても混合して用いてもよい。無機顔料や有機顔料等により製品に色を付ける場合には、顔料の添加量が少量でも発色が良くなることから、白色セメントを使用することが好ましい。
【0030】
減水剤としては、例えば、変性リグニンスルホン酸化合物とナフタレンスルホン酸系化合物の複合体(例えば、BASFポゾリス株式会社 レオビルト1460)、変性リグニンスルホン酸化合物とポリカルボン酸系化合物の複合体(竹本油脂株式会社 チューポールEX60R)等のリグニンスルホン酸塩又はその誘導体、特殊ポリカルボン酸型高分子界面活性剤(例えば、花王株式会社 ポイズ520、ポイズ530)、ポリカルボン酸EOエステル系高性能減水剤(例えば、花王株式会社 TK−1000、TK−2000)、ポリカルボン酸系グラフトコポリマーを主成分とするアニオン型高分子界面活性剤(例えば、竹本油脂株式会社 チューポールSSP−104)、ポリカルボン酸系水溶性ビニル共重合体(例えば、竹本油脂株式会社 チューポールNV−G5)、ポリカルボン酸系化合物(例えば、グレースケミカル株式会社 スーパー200、スーパー300、日本シーカ株式会社 シーカメント1200N、シーカメント2200、株式会社フローリック フローリックSF500U)、ポリカルボン酸エーテル系化合物(例えば、BASFポゾリス株式会社 レオビルト8000、NT−1000)等のポリカルボン酸又はその誘導体、アミノスルホン酸系化合物(例えば、株式会社フローリック フローリックVP200)等のアミノスルホン酸又はその誘導体、メラミンスルホン酸系化合物(例えば、BASFポゾリス株式会社 レオビルト4000、株式会社フローリック フローリックMS)、スルホン化メラミン高縮合物塩(例えば、グレースケミカル株式会社 FT−3S)等のメラミンスルホン酸又はその誘導体、ナフタレンスルホン酸ホルマリン高縮合物(例えば、花王株式会社、マイティ100、マイティ150)、ナフタレンスルホン酸系化合物(例えば、BASFポゾリス株式会社 レオビルト1440、株式会社フローリック フローリックPS、フローリックPSR110)等のナフタレンスルホン酸又はその誘導体を使用することができる。減水剤は、上記の化合物をのうち1種を単独で又は2種以上を混合して使用することができる。
【0031】
減水剤の添加量は水硬性組成物を基準として0.01〜2質量%であることが好ましく、0.05〜1.5質量%であることがより好ましく、0.05〜1質量%であることが更に好ましい。
【0032】
メタケイ酸カルシウムとしては、天然に産出されるものや、ケイ酸質原料及び石灰質原料から合成される人工鉱物等を用いることができる。メタケイ酸カルシウムの形状は粒子形状のものでも繊維形状のものでも良い。繊維形状のものを使用した場合には、調湿建材の強度が大きくなる効果が得られる。
【0033】
水硬性組成物は、ALC粉体とセメントとの合計100質量部に対して、ALC粉体を60〜90質量部含むことが好ましく、70〜85質量部含むことがより好ましい。水硬性組成物は、ALC粉体とセメントとの合計100質量部に対して、更にメタケイ酸カルシウムを0.5〜10質量部含むことが好ましい。ALC粉体とセメントとの割合が上記の範囲にあることにより、高い吸放湿性能を有する調湿建材を製造することができる。また、水硬性組成物がメタケイ酸カルシウムを含有することにより、成形工程後の脱型が容易となる。
【0034】
水硬性組成物におけるALC粉体の含有量が、ALC粉体とセメントとの合計100質量部に対して60質量部より少ないと、得られた調湿建材の放湿速度が低下する場合があり、90質量部を超えると、脱水プレス成形して得られた成形物の強度が、ハンドリング可能な強度に達するまでに多くの時間が必要となり、生産性が低下する場合がある。また、水硬性組成物におけるメタケイ酸カルシウムの含有量が、ALC粉体とセメントとの合計100質量部に対して0.5質量部より少ないと、メタケイ酸カルシウムを添加した効果が明確でない場合があり、10質量部を超える量を添加しても、添加量に見合った効果が得られない場合がある。
【0035】
上記の水硬性組成物は、必要に応じて、補強材を更に含んでもよい。補強材としては、ビニロン、ナイロン(登録商標)、パルプ等の有機繊維、カーボンファイバー等の無機繊維、ステンレスファイバー等の金属繊維等が好適に使用できる。ラス網や鉄筋マット等の鉄筋も補強材として好適に使用できる。補強材は、オートクレーブ養生に耐久性があることが好ましい。補強材を添加した水硬性組成物から製造された調湿建材は、例えば地震等により亀裂が発生した場合においても直ちに破損に至らず、安全性が増加する。
【0036】
混練物の粘度は、0.5〜10Pa・sであることが好ましく、1.0〜8.5Pa・sであることがより好ましい。粘度を調整する方法としては、水硬性組成物に対する水の添加量を増減させる方法及び水硬性組成物に上記の減水剤を添加する方法が挙げられる。
【0037】
混練工程における水の添加量は、水硬性組成物に対して90〜130質量%であることが好ましく、95〜105質量%であることがより好ましい。本明細書において、水硬性組成物に対する水の添加量の質量比を「水比」という場合がある。水の添加量が、水硬性組成物の90質量%未満であると、後述する成形工程において、金型に水硬性組成物と水とを混練して得られた混練物を導入するときに、金型への混練物の充填不良が発生し、調湿建材の意匠面の長径1mm以上の空隙の数が多くなる傾向がある。また、水の添加量が、水硬性組成物の130質量%を超えると、後述する成形工程の脱水プレス成形において、脱水に要する時間が長くなり、生産性が低下する傾向がある。また、成形物の強度が低下し、成形物の金型からの離型時に離型不良が発生し、調湿建材の意匠面の長径1mm以上の空隙の数が多くなる傾向がある。
【0038】
従来のセメント含有製品において、セメントに対する水の割合を高くすることは、強度や耐久性の低下につながるため忌避されていた。このため、セメントに対する水の添加量を、水硬性組成物に対して90質量%未満に制限することが通常であった。これに対し、水の添加量を上記の割合に設定し、更に後述する成形工程の脱水プレス成形条件と組み合わせることによって、意匠面に所定密度以上の凹凸部分を有し、凸部と凹部における調湿建材の厚さの差が大きい場合であっても、意匠面の目視可能な空隙の数が格段に減少し、見た目がよい調湿建材を製造することが可能である。
【0039】
混練工程において、水硬性組成物と水とを混練する混練機には特に制限はなく、モルタルミキサー、オムニミキサー、アイリッヒミキサー、2軸強制攪拌ミキサー等が好適に用いられる。
【0040】
混練工程を経た後に、成形工程を実施する。成形工程においては、上型及び下型を備える金型の上型と下型で形成される空間(成形空間)に、混練工程で得られた混練物を導入して、脱水プレスし、成形物を得る。図5は、調湿建材の成形工程で使用することのできる型の断面図である。図5に示す型1は、下型10、上型20及び外枠30を備えており、下型10は、下型基板12と意匠型14を備えている。
【0041】
型1において、上型20と意匠型14と外枠30とで囲まれた空間は、混練物が導入される成形空間となる。なお、成形空間に面する上型20の面(すなわち上型20の下面。脱水プレスにより成形物の上面と接することとなる上型20の面)は、混練物中の水が流出する脱水面となっており、成形空間に面する意匠型14に形成された複数の凹部によって(すなわち、意匠型14内部の凹凸によって)、成形物に意匠(凹部に対応する凸部)が付与されることになる。
【0042】
図6は、型1を用いた成形工程を示す断面図である。図6では、上述した型1の成形空間に、混練工程で得た混練物40が導入された状態が示されている。型1においては、下型10が固定型、上型20と外枠30が可動型となっており、成形空間に混練物40を導入した後に、上型20を下型10方向へ移動させ、混練物を加圧(プレス)するとともに、上型20の脱水面から混練物中の水分を型1外へ導出し、意匠型14に形成された複数の凹部により、成形物に当該凹部に対応する凸部を付与する。これにより脱水プレス成形が成されることとなる。
【0043】
脱水プレス成形は、加圧により水が絞り出される方法で行ってもよいし、減圧により強制的に水を脱水しながら加圧する方法で行ってもよいが、6〜10Mpaの条件で加圧するとともに、上型20の脱水面から減圧して水を脱水する方法で行うことが好ましい。脱水プレス成形後に、成形物を型1から取り出す。
【0044】
なお、下型10と外枠30とは一体となっていてもよく、上型20と外枠30とは一体となっていてもよい。すなわち、下型10と外枠30とは全体として枠付きの下型を構成していてもよく、上型20と外枠30とは全体として枠付きの上型を構成していてもよい。
【0045】
図7は、型1とは異なる構成の型を用いた成形工程を示す断面図である。図7に示す型2は、下型10、上型26及び外枠30を備えており、上型26は、上型基板22と意匠型24を備えている。そして、下型10と意匠型24と外枠30とで囲まれた空間が、混練物40が導入される成形空間となる。また、下型10の上面が脱水面、意匠型24の下面(すなわち脱水プレスにより成形物と接することとなる意匠型24の面)が意匠付与面である。
【0046】
型2においては、下型10が固定型、上型26と外枠30が可動型となっており、成形空間に混練物40を導入した後に、上型26を下型10方向へ移動させ、混練物を加圧(プレス)する。しかしながら、このような型2を用いた成形では、調湿建材の意匠面における目視可能な空隙の数を十分に減少させることができない。
【0047】
なお、本発明の調湿建材の製造方法は、成形工程後に養生工程を備えるものであってもよい。養生工程においては、成形工程で得られた成形物を養生する。養生は一般的な方法で行えばよく、例えば室温で0.5〜12時間予備養生を行った後、150〜200℃、より好ましくは180〜190℃において2〜24時間、より好ましくは4〜12時間オートクレーブ養生することが好ましい。
【実施例】
【0048】
以下、本発明の実施例を示して、本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されるものではなく、本発明の技術的思想を逸脱しない範囲での種々の変更が可能である。
【0049】
(実施例1)
ALC粉体として、粉砕したALC廃材を用いた。具体的には、ALC製造工場におけるALC切削工程から発生するALC端材を、ジョークラッシャーで粗粉砕し、更に高速回転のハンマーミルで微粉砕することにより得られた体積平均粒子径45μmの微粉体を用いた。体積平均粒子径は、レーザー式粒度分布測定器9320HRA(マイクロトラック社)を用いて測定した。ここで、体積平均粒子径は、50%径、すなわちメジアン径を意味する。セメントには、白色セメントを用いた。メタケイ酸カルシウムには、繊維形状のもの(NYCO社、グレードNYAD・G)を用いた。
【0050】
ALC粉体75質量部、セメント25質量部、メタケイ酸カルシウム2質量部及び水硬性組成物の0.05質量%のポリカルボン酸EOエステル系高性能減水剤(花王株式会社 TK−1000)を含む水硬性組成物に、水硬性組成物の90質量%の水を添加し、オムニミキサーを用いて混練した。混練終了後の混練物の粘度は8.23Pa・sであった。得られた混練物を、後述する、図5の型1と同様の構成を有する型に入れ、圧力7Mpaの条件で加圧すると同時に脱水面側を減圧して水を脱水する脱水プレス成形を行い成形物を得た。得られた成形物を室温で予備養生後、180℃、4時間の条件でオートクレーブ養生し、実施例1の調湿建材を得た。下記の複数の型を用いてそれぞれ20個ずつの調湿建材を得た。
【0051】
調湿建材の成形には次の型を用いた。下記の型3を用いた成形により製造された調湿建材の意匠面の形状を図8(a)に示す。なお、図8(b)は下記の型以外の型を用いた成形により製造された調湿建材の意匠面の形状を示す。
(型1)
図4におけるxが40〜50°であり、yが8mmであり、曲率半径Rが0.3mmであり、外寸法が30.3cm×30.3cmであり、一方面に、凹部9が格子状に400個配置されている金型。
(型2)
図4におけるyが3mmである他は型1と同様の形状を有する金型。
(型3)
図4におけるyが2mmである他は型1と同様の形状を有する金型。
(型4)
図4におけるyが1mmである他は型1と同様の形状を有する金型。
(型5)
図4における曲率半径Rが1.0mmである他は型1と同様の形状を有する金型。
(型6)
図4における曲率半径Rが1.0mmである他は型2と同様の形状を有する金型。
(型7)
図4における曲率半径Rが1.0mmである他は型3と同様の形状を有する金型。
(型8)
図4における曲率半径Rが1.0mmである他は型4と同様の形状を有する金型。
(型9)
図4におけるxが60〜70°である他は型1と同様の形状を有する金型。
(型10)
図4におけるxが60〜70°である他は型2と同様の形状を有する金型。
(型11)
図4におけるxが60〜70°である他は型3と同様の形状を有する金型。
(型12)
図4におけるxが60〜70°である他は型4と同様の形状を有する金型。
(型13)
図4におけるxが60〜70°である他は型5と同様の形状を有する金型。
(型14)
図4におけるxが60〜70°である他は型6と同様の形状を有する金型。
(型15)
図4におけるxが60〜70°である他は型7と同様の形状を有する金型。
(型16)
図4におけるxが60〜70°である他は型8と同様の形状を有する金型。
【0052】
(実施例2〜12及び比較例1〜4)
水比(水硬性組成物に対する水の添加量の質量比)及び減水剤の量(水硬性組成物に対する質量%)を表1に記載の値に変更した以外は実施例1と同様にして、実施例2〜12及び比較例1〜4の調湿建材を得た。
【0053】
実施例及び比較例の調湿建材を試料として以下の測定を行った。結果を表1〜3に示す。
【0054】
(混練物の粘度の測定)
混練物の粘度は、回転式粘度計(ブルックフィールド社、モデルHAT)に、回転子(HA/HBスピンドルNo.3)を取り付け、10rpmの回転速度で測定した。
【0055】
(密度の測定)
調湿建材を水中に浸潰し、水中質量m1を測定した。続いて、調湿建材を水中から取り出して表面をふき取り、質量m2を測定した。続いて、調湿建材を乾燥機で105℃、3日間乾燥させ、絶乾質量m3を測定した。水の密度を1g/cm3とし、調湿建材の密度(g/cm3)を次式(1)により算出した。測定結果はそれぞれ10枚の平均値である。
密度=m3/(m2−m1)…(1)
【0056】
(曲げ破壊荷重の測定)
調湿建材の曲げ破壊荷重(N)を測定した。まず、調湿建材を40℃の温風循環式乾燥機にて含水率約10%に調整した。続いて、支持点スパン180mm、載苛速度0.1cm/分、2等分点1線載苛の方法で破壊荷重Fを測定し、次式(2)により曲げ破壊荷重(S)を算出した。式(2)においてFは破壊荷重(N)を表し、bは試験体の幅(mm)を表し、Lは支持スパン(mm)を表す。測定結果はそれぞれ10枚の平均値である。
S=F×L/b…(2)
【0057】
(吸放湿性能の測定)
実施例及び比較例の調湿建材について、吸放湿性能(吸湿性能及び放湿性能)を測定した。測定は「調湿建材の吸放湿試験方法JIS A 1470−1:2008」に準拠した方法で行った。まず、調湿建材の表面の6面のうちの1面(250mm×250mm)のみを残して、他の5面をアルミテープで覆い断湿した。続いてこの調湿建材を、相対湿度53%の条件下で質量が恒量となるまで放置した。続いて相対湿度を75%に変更して12時間放置し、調湿建材の質量変化から吸湿量(吸湿性能)を測定した。次に相対湿度を53%に戻して12時間放置し、質量変化から放湿量(放湿性能)を測定した。測定結果はそれぞれ2枚の平均値である。
【0058】
(意匠面の空隙の測定)
実施例及び比較例の調湿建材について、意匠面の空隙の数を測定した。意匠面の凸部(溝によって仕切られた凸部)の総数に対する、表面に長径1mm以上の空隙を有する凸部の数の割合(%)を表2及び3に示す。
【0059】
表2及び3において、「型」は、調湿建材の製造に用いた型を示し、「高さ」は凸部の高さ(図4におけるyに対応する)を示し、「角度」は凸部の側部傾斜面と調湿建材の他方面とがなす角度(図4におけるxに対応する)を示し、「角の曲率半径」は、図4における曲率半径Rを示す。
【0060】
意匠面の空隙の原因には、型に水硬性組成物と水との混練物を導入するときの充填不良に由来するものと、脱水プレス成形後離型するときの離型不良に由来するものがあり、これらは目視により容易に判別することができる。表2には、充填不良に由来する長径1mm以上の空隙の測定結果を示す。表3には、離型不良に由来する長径1mm以上の空隙の測定結果を示す。なお、実施例においては型の形状が正確に写し取られており、図4におけるx、y、d、R等はそのままの値で調湿建材に転写されていた。
【0061】
【表1】
【0062】
【表2】
【0063】
【表3】
【産業上の利用可能性】
【0064】
本発明により、複雑な形状の意匠面を有するにもかかわらず、意匠面における目視可能な空隙の数が十分に少ない調湿建材及びその製造方法が提供される。
【符号の説明】
【0065】
1,2,201…型、3…凸部の上面、4…凸部、5…凸部の底部、6…調湿建材の他方面、8…空隙、10,204…下型、12…下型基板、14,24…意匠型、20,26,202…上型、22…上型基板、30…外枠、40…混練物、a…凸部の側部傾斜面、b…凹部の側部傾斜面、d…間隔、x…凸部の側部傾斜面と調湿建材の他方面とがなす角度、y…凸部の高さ、R…曲率半径。
【特許請求の範囲】
【請求項1】
オートクレーブ養生軽量気泡コンクリート粉体及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、
前記調湿建材は、一方面に、前記凹部に対応した凸部を複数有する板状の調湿建材であり、
前記凸部の側部傾斜面と前記調湿建材の他方面とのなす角度が40〜70°、前記凸部の高さが2〜10mmであり、
前記凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材。
【請求項2】
前記凸部は、前記一方面に少なくとも25個存在する、請求項1記載の調湿建材。
【請求項3】
前記調湿建材は、前記一方面の面積が200〜4000cm2の板状の調湿建材である、請求項1又は2に記載の調湿建材。
【請求項4】
オートクレーブ養生軽量気泡コンクリート粉体、セメント及び減水剤を含む水硬性組成物と水との混練物を、金型の上型と下型で形成される空間に導入して脱水プレスし、得られた成形物をオートクレーブ養生する、調湿建材の製造方法であって、
前記成形物の上面と接する前記上型の面は、前記混練物中の水が流出する脱水面であり、
前記成形物の下面と接する前記下型の面は、前記成形物に凸部を付与する、凹部が複数形成された面であり、
前記水の量は、水硬性組成物に対して90〜130質量%である、製造方法。
【請求項5】
前記減水剤は、リグニンスルホン酸塩、ポリカルボン酸、アミノスルホン酸、メラミンスルホン酸、ナフタレンスルホン酸及びこれらの誘導体からなる群より選択される1種以上の化合物である、請求項4記載の製造方法。
【請求項1】
オートクレーブ養生軽量気泡コンクリート粉体及びセメントを含む水硬性組成物と水との混練物を、凹部が複数形成された面を有する金型で脱水プレスし、オートクレーブ養生してなる、調湿建材であって、
前記調湿建材は、一方面に、前記凹部に対応した凸部を複数有する板状の調湿建材であり、
前記凸部の側部傾斜面と前記調湿建材の他方面とのなす角度が40〜70°、前記凸部の高さが2〜10mmであり、
前記凸部全数に対する、長径1mm以上の空隙を有する凸部の数の割合が10%以下である、調湿建材。
【請求項2】
前記凸部は、前記一方面に少なくとも25個存在する、請求項1記載の調湿建材。
【請求項3】
前記調湿建材は、前記一方面の面積が200〜4000cm2の板状の調湿建材である、請求項1又は2に記載の調湿建材。
【請求項4】
オートクレーブ養生軽量気泡コンクリート粉体、セメント及び減水剤を含む水硬性組成物と水との混練物を、金型の上型と下型で形成される空間に導入して脱水プレスし、得られた成形物をオートクレーブ養生する、調湿建材の製造方法であって、
前記成形物の上面と接する前記上型の面は、前記混練物中の水が流出する脱水面であり、
前記成形物の下面と接する前記下型の面は、前記成形物に凸部を付与する、凹部が複数形成された面であり、
前記水の量は、水硬性組成物に対して90〜130質量%である、製造方法。
【請求項5】
前記減水剤は、リグニンスルホン酸塩、ポリカルボン酸、アミノスルホン酸、メラミンスルホン酸、ナフタレンスルホン酸及びこれらの誘導体からなる群より選択される1種以上の化合物である、請求項4記載の製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−82084(P2012−82084A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−227799(P2010−227799)
【出願日】平成22年10月7日(2010.10.7)
【出願人】(390018717)旭化成建材株式会社 (249)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月7日(2010.10.7)
【出願人】(390018717)旭化成建材株式会社 (249)
【Fターム(参考)】
[ Back to top ]