
調理用加熱容器および調理用加熱容器の製造方法
【課題】小さい気泡を発生させることができるフッ素樹脂塗膜層を備えた調理用加熱容器を提供する。
【解決手段】底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出させている。
【解決手段】底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出させている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は調理用加熱容器およびその製造方法に関し、電磁誘導加熱式または電気炊飯器の内釜として好適に用いられ、特に、底壁側から小さな泡を多数発生させて対流を良くし、上下に加熱ムラなく炊飯するものである。
【背景技術】
【0002】
従来、調理用加熱容器では、該容器内に充填した飯米等の調理物のこびり付き防止(非粘着性)、内面の汚れ防止、更に、防錆性等の観点から撥水性のフッ素樹脂被覆層が容器内面に形成されている場合が多い。
しかし、フッ素樹脂被覆層を設けた容器では、該被覆層の対水接触角が100°以上で撥水性に富んでいるため、発生した気泡は比較的大きな気泡に成長しやすい。気泡が大きくなると炊飯時には対流しにくくなり、フッ素樹脂被覆層の表面に大きな気泡が溜まったままとなりやすい。この場合、加熱源近傍の底壁のフッ素樹脂被覆層と飯米とが気泡に遮られて熱伝導が低下することとなる。このように、炊飯容器内部に大きな気泡が発生して水が十分に対流しないと、容器内の温度が均一とならず、上層の炊き上げが不十分となり、炊飯ムラが生じやすい問題がある。
また、発熱源の近傍となる容器の底壁にフッ素樹脂被覆層があると突沸現象が発生しやすく、突沸による気泡が生じた部分の底壁表面が過加熱され、温度感知部の誤作動を招きやすい問題もある。
【0003】
前記のように、フッ素樹脂被覆層の対水接触角度が大きいと気泡も大きくなりやすいため、対水接触角度を小さくして親水化すると気泡を小さくできる。小さい気泡を発生させると炊飯時に細かい対流を複数発生させやすくなると共に、突沸の発生を抑制することができ、その結果、容器内部の温度均一化が図られ、上下ムラなく炊き上げる事が可能となる。
【0004】
前記突沸の問題に対して、本出願人は特開平8−256913号公報(特許文献1)において、液体加熱容器のフッ素樹脂コーティング層表面を水と接触させた状態で紫外線または紫外線レーザー光を照射して対水接触角が40°〜110°の範囲となるように親水化した液体加熱容器を提供している。
さらに、本出願人は特開平11−178715号公報(特許文献2)において、フッ素樹脂コーティング層の表面にメチルセルロース水溶液を接触させた状態で紫外線または紫外線レーザを照射して親水化した液体加熱容器を提供している。
【0005】
【特許文献1】特開平8−256913号公報
【特許文献2】特開平11−178715号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前記特許文献1、2はいずれもフッ素樹脂コーティング層の表面を紫外線または紫外線レーザ光を照射して親水化を図っているため、工程が複雑となりコスト高になる問題がある。
さらに、特許文献1、2は電気ポット等の液体加熱容器を対象としているため、炊飯容器等で要求される耐久性、こびり付き防止機能(非粘着性)は要求されないが、炊飯容器では耐久性やこびり付き防止機能も要求される。
本発明者の実験によれば、特許文献1、2のフッ素樹脂コーティング層の親水化方法を用いると、炊飯容器で要求される耐久性やこびり防止機能を満たすことができない問題がある。
【0007】
本発明は前記問題に鑑みてなされたもので、小さい気泡を多数発生させることができると共に、耐久性およびこびり付き防止機能も備え、かつ、簡単に製造することができる調理用加熱容器を提供することを課題としている。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の高い充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出していることを特徴とする調理用加熱容器を提供している。
【0009】
前記のように、本発明では炊飯器の内釜等として好適に用いられる調理用加熱容器において、その底壁内面側にこびりつき防止機能と耐久性を保持できるように、最高連続使用温度が260℃で耐熱性に優れると共に耐久性も兼ね備え、且つ非粘着性、撥水性を備えたPFAあるいはPTFEと、小さい気泡を発生させることが出来るように、PFAあるいはPTFEよりも親水性を有する充填剤をPFAあるいはPTFEに配合した塗膜層を設けている。
PFAあるいはPTFEのみからなる塗膜層とした場合、対水接触角度が約110°となり、前記したように塗膜層の表面に大きな気泡が発生しやすくなるが、本発明ではPFAあるいはPTFEより親水性を有する充填剤を20質量%〜80質量%配合していることにより、塗膜層の対水接触角度を小さくし、塗膜層をPFAあるいはPTFEの単体と比較して親水化している。その結果、PFAあるいはPTFEの単体の塗膜層の場合と比較して、気泡の成長を抑制して小さい気泡を多数発生させることができ、該気泡を容器底面側から上部側へと対流させることができる。
前記塗膜層における充填剤の配合率を20質量%〜80質量%としているのは、20質量%未満では対水接触角度を100°未満とすることが困難であり親水性化できない一方、80質量%を超えるとPFAあるいはPTFEの量が少なくなり過ぎ、PFAあるいはPTFEによる充填剤のバインダー作用が低減して充填剤が塗膜層から剥がれやすくなると共に、塗膜層の非粘着性が低下して飯米がこびり付きやすくなる。
前記塗膜層における充填剤の配合率は、好ましくは40質量%〜60質量%である。
【0010】
前記塗膜層に配合するPFAあるいはPTFEよりも親水性の高い充填剤として、前記塗膜層に配合する充填剤は、粒状、フレーク状あるいは/および中空ビーズ状として、表面積を高めていることが好ましい。
具体的には、前記充填剤は、無機材料からなり、シリカ、鉄ジルコニア(酸化鉄と酸化ジルコニウムからなる鉄ジルコニア系セラミックス)、酸化チタン等のセラミックス、珪藻土、ガラス、アルミ等の金属、チタンコートマイカ等の前記無機材料の表面に親水性コーティングが施されたものから選択される1種または複数種からなることが好ましい。
【0011】
前記セラミックスとしては、成形,焼成などの工程を経て得られる非金属無機材料からなる広義のセラミックスの粉末、中空ビーズあるいはフレークを用いることができる。
例えば、酸化アルミニウム、酸化クロム、酸化鉄、酸化コバルト、酸化ニッケル、酸化ケイ素(シリカ)、酸化チタン、酸化バナジウム、酸化亜鉛、酸化ジルコニウム、酸化マグネシウムのうち1種以上を含む酸化物;珪藻土、カオリン、ベントナイト、タルク等の天然粘土鉱物;天然雲母(マイカ)等の天然造岩鉱物;合成マイカ、ゼオライト等のその他アルミノケイ酸塩;ガラス;ケイ素、ホウ素、チタン等の窒化物あるいは炭化物、ホウ化物等が挙げられる。
前記シリカは、固体粉末状のものを用いてもよいし、コロイダルシリカを用いてもよい。
また、前記金属としては、アルミ、ステンレス、金、銀、チタン等の金属フレークを用いることができる。
これらは、平均粒径が0.1〜20μmのものが好適に用いられる。
【0012】
また、前記セラミックスあるいは金属からなる無機材料の表面には、金属あるいは金属酸化物のコーティングが施されていてもよい。例えば、前記セラミックスに親水性酸化チタン等の親水性コーティングが施されているもの等が好適に用いられる。前記親水性酸化チタンに変えて、亜鉛、鉄、アルミニウム、ジルコニウムを用いてもよく、酸化チタン、酸化亜鉛、酸化鉄、酸化アルミニウム、酸化ジルコニウムの表面をシリカ、水酸化アルミニウムで被覆したものを用いてもよい。
なかでも、マイカを親水性酸化チタンで被覆したチタンコートマイカが好適に用いられる。
【0013】
前述した充填剤のなかでも、ガラス粉、中空ガラスビーズ、中空セラミックスビーズ、鉄ジルコニア粉、酸化チタン粉、珪藻土粉、アルミフレーク、チタンコートマイカ粉から選択される1種または複数種を好適に用いることができる。
これらのなかでも、さらに、平均粒径0.1μm〜20μmの珪藻土や鉄ジルコニアが最も好適に用いられる。これは、PFAと配合して塗膜層を形成した場合、塗膜層の表面側で多く分布しやすく、塗膜層の表面に露出しやすいことによる。
【0014】
前記塗膜層に表面における前記充填剤の表面占有率と、PFAあるいはPTFEの表面占有率とはバランスが保たれ、小さい気泡を多数発生し、かつ、こびり付き防止機能を共に備えるように調整されていることが好ましい。
即ち、炊飯時において水と接触するのは塗膜層の表面であり、対水接触角を小さくするために配合している充填剤を表面に露出させ、その表面占有率を大きくする程、対水接触角度を小さくして親水化度を高めることができ、気泡の成長を抑制して小さい気泡を多数発生させることができる。一方、PFAあるいはPTFEの表面占有率が小さくなり過ぎると、非粘着性が低下してこびりつき性が劣る。
【0015】
前記珪藻土、鉄ジルコニア以外の前記充填剤をPFAあるいはPTFEと配合した塗膜層において、該塗膜層の表面側はPFAあるいはPTFEが多く分布して表面占有率が高くなりやすく、充填剤は内部側に沈む場合が多いため、塗膜層を表面から1/3程度研磨して充填剤を塗膜層の表面に露出させていることが好ましい。
この研磨により、塗膜層表面の充填剤の表面占有率を高めることができる。
かつ、研磨時に表面を荒らし加工すると、小さい気泡の発生を促進することができる。
其の際の表面粗さは1〜10μmとすることが好ましい。
なお、エンボス加工やホットプレス時に塗膜層の表面に凹凸を形成してもよいが、その場合には凹凸が大きくなりやすいため、研磨による荒らし加工の方が良い。
【0016】
本発明の調理用加熱容器においては、前記基材の底壁内面に前記塗膜層を備えているが、容器の底壁および周壁の内面全体にフッ素樹脂被覆層を形成し、底壁のフッ素樹脂被覆層の表面に前記塗膜層を設けてもよい。
即ち、基材となる素材が比較的非粘着性を備え、こびりつき防止機能を有している場合には、底壁の内面に前記塗膜層を設けるだけでも良いが、容器の底壁および周壁の内面全面にフッ素樹脂被覆層を形成すると、容器内面全体に非粘着性と防錆性と耐久性を付与できる。
該フッ素樹脂被覆層はフッ素樹脂系であれば限定されないが、PFAまたはPTFEが前記塗膜層との結合性が良い点からも好適に用いられる。
なお、容器の基材の表面に形成するフッ素樹脂被覆層は前記PFAまたはPTFEからなるフッ素樹脂被覆層の1層のみに限定されず、PTFEからなるフッ素樹脂被覆層をベース層として設け、その表面に前記PFAからなるフッ素樹脂被覆層を設けるような構成としてもよい。
【0017】
本発明の調理用加熱容器は、底壁内面に小さい気泡を多数発生させやすくしていると共にこびり付き防止機能を付与しているため、特に、炊飯器の内釜として好適に用いられる。
【0018】
前記炊飯器としては、電気炊飯器でも良いが、電磁誘導加熱式の炊飯器として好適に用いられる。該電磁誘導加熱式炊飯器の内釜とする場合、内釜の基材は、アルミニウム、アルミニウム合金、非磁性ステンレス等の非磁性金属板でもよいし、炭素焼結板、セラミックスでも良いし、土鍋を形成する珪藻土等の土成分の焼結物でもよい。
また、該内釜となる基材は少なくとも底壁外面に相当する位置には、磁性ステンレス、鉄、鉄合金、ニッケル、ニッケル合金、銅、銅合金、コバルト、コバルト合金等からなる磁性金属板を備えている。
なお、磁性金属板を底壁および周壁の外周面の全面に磁性金属板を設ける場合は、非磁性金属板と磁性金属板とのクラッド材からなる複合材を基材として用いることができる。
【0019】
本発明は、さらに、前記調理用加熱容器の製造方法として、
円盤形状に打ち抜かれた基材の表面にPFAあるいはPTFEからなるフッ素樹脂被覆層を形成し、
前記基材の中央部で底壁とする部分に、前記フッ素樹脂被覆層の表面に前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成し、
その後、絞りプレス成形あるいはホットプレス成形で、底壁と周壁とを備えた容器としていることを特徴とする調理用加熱容器の製造方法を提供している。
【0020】
前記のように、本製造方法では、基材の表面にあらかじめPFAあるいはPTFEからなるフッ素樹脂被覆層を形成しておき、該被覆層の上にPFAあるいはPTFEと充填剤とを配合した塗布液をコーティングした後焼結して、簡単に塗膜層を形成している。
前記コーティングは、スクリーン印刷またはスプレー方式により行っていることが好ましい。
本製造方法のように板材に塗膜層を形成し、後加工のプレスで底壁と周壁とを形成する場合、ドット印刷も可能となり、塗布範囲を明確に制御できる点よりスクリーン印刷が好ましい。この場合、PTFEを用いるとスクリーン印刷することが困難であるため、PFAを用いていることが好ましい。本発明では、充填剤の粒径を小さくしているため、スクリーン印刷にも有利である。
なお、スプレー方式で塗布液を塗布して塗膜層を形成する場合には、PFAとPTFEの双方を好適に用いることができる。
【0021】
さらに、本発明の調理用加熱容器の他の製造方法として、
前記基材の少なくとも底壁とする部分に、前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成していることを特徴とする調理用加熱容器の製造方法を提供している。
【0022】
本製造方法によれば、予め底壁と周壁とを備えた土鍋等の容器に直接塗膜層を形成することも可能である。即ち、基材に予めプライマー処理を施し、基材と塗膜層の親和性を確保しておけば、前記フッ素樹脂被覆層を設けなくても塗膜層を形成することができる。そのため、本製造方法は、塗膜層の形成をさらに簡単にすることができ、製造コストを大幅に抑えることができる。
しかし、土鍋等の親水性の高い材料を基材とする場合には、耐久性をより高めるために、プライマー処理を行った基材上に前記フッ素樹脂被覆層を設け、該被覆層の上に塗膜層を設けてもよい。
【発明の効果】
【0023】
上述したように、本発明の炊飯器の内釜等として用いる調理用加熱容器では、その底壁内面に、PFAあるいはPTFEに親水性を有する充填剤を配合した塗膜層を設けているため、該塗膜層の対水接触角度を小さくでき、底壁内面に発生する気泡の成長を抑制して、小さい気泡を多数発生させることできる。これら小さい気泡は飯米の間を上方へと対流することができるため、上部側と下部側との温度の均等化を図ることができ、炊きムラのない炊飯を行うことができる。
さらに、充填剤のバインダーとなるPFAあるいはPTFEにより、こびりつき防止機能、耐久性および防錆性を備えることができる。
【0024】
また、本発明の加熱容器の製造方法によれば、後加工のプレスで底壁と周壁とを形成する円盤形状の基材の底壁となる中央部の上面にコーティングで前記塗膜層を形成できるため、加工が簡単となり、製造コストの低下を図ることができる。
【0025】
さらに、本発明の他の製造方法によれば、予め底壁と周壁とを備えている基材に前記塗膜層を形成することも可能であるため、土鍋等の容器にも本発明の塗膜層を設けることができ、基材の適用範囲を拡大することができる。また、フッ素樹脂被覆層を設けなくても塗膜層を形成することも可能であるので、加工をより簡単とすることができ、製造コストを大幅に抑えることができる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施形態を図面を参照して詳述する。
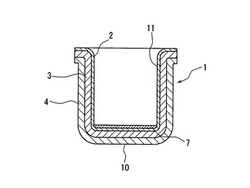
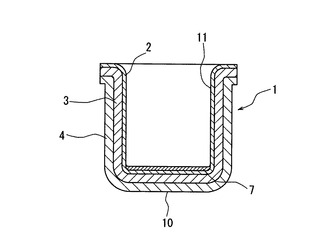
第1実施形態の調理用加熱容器は、電磁誘導加熱式炊飯器の内釜1からなる。
【0027】
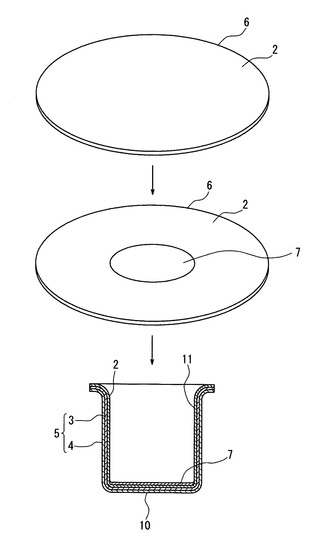
内釜1は、図1および図2に示すように、PFAからなるフッ素樹脂被覆層2を設けた非磁性金属板3と磁性金属板4とのクラッド材を焼結した焼結板を円盤形状に打ち抜いてブランク6を形成し、該ブランク6の前記フッ素樹脂被覆層2の中央部にPFAと充填剤とを配合した塗布液をスクリーン印刷したのち焼成して塗膜層7を形成し、これをホットプレス加工により底壁10と周壁11を有する形状に加工している。前記底壁の内面には前記塗膜層7が位置している。
【0028】
前記塗膜層7は、珪藻土を充填剤としてPFAに配合しており、本実施形態においては配合比はPFA40質量%、充填剤は60質量%としている。
なお、充填剤の配合量を40質量%、PFAの配合量を60質量%としてもよい。
前記珪藻土は平均粒子径が0.1μm〜20μmのものを用いている。
【0029】
PFA粉体200質量部と、PFA分散液174質量部(PFA球状粒子47質量%、界面活性剤6質量%、水47質量%)、界面活性剤(三洋化成(株)製「オクタポール45(商品名)」)500質量部、充填剤125質量部を配合して、PFAと充填剤を液状媒体中に分散させたディスパージョンとした塗布液を調整し、該塗布液をスクリーン印刷している。本実施形態では、底壁10となる部分の全面に塗布液を印刷し、厚さ20μmの塗膜層7を形成している。
【0030】
前記塗膜層7では充填剤として珪藻土を用いているため、塗膜層7の表面に珪藻土の一部が露出しているが、さらに塗膜層7の表面を荒らし加工の研磨を行って、珪藻土を露出させ、塗膜層7の表面において、珪藻土の表面占有率を高めている。
【0031】
前記塗膜層7を形成した後、ブランク6をホットプレス加工して、図1に示す内釜1を形成している。
【0032】
前記構成からなる内釜では、塗膜層7の表面の対水接触角度が100°〜90°となり、PFA単体からなる塗膜層とした場合の対水接触角度110°よりも小さくなり、親水化が図れた。
また、塗膜層7の表面は珪藻土からなる充填剤がバインダーの役割を果たすPFAに分散して露出しているため、塗膜層7の表面では局部的に熱伝導性に差がつくと共に、塗膜層7の表面が荒らされてミクロ的に凹凸が形成されている。
【0033】
このように、塗膜層7を親水化し、さらに、表面を荒らし加工していることにより、炊飯時に底壁10の内面の塗膜層7の表面に発生する気泡の成長は抑制され、小さい気泡が多数発生することとなる。
よって、PFA単体から塗膜層を形成した場合に発生する大きな気泡の発生を抑制し、大きな気泡が塗膜層の表面に滞留することを防止できると共に、小さい気泡が上部へとスムーズに対流することで、内釜1の内部温度の均一化を図ることができ、炊きムラの無い炊飯を行うことができる。
【0034】
第2実施形態では、塗膜層7を形成するPFAに配合する充填剤をチタンコートマイカとして、PFAに対する配合量は第1実施形態と同様としている。
チタンコートマイカを含む塗布液をフッ素樹脂被覆層2に塗布して、厚さ30μmの塗膜層を形成している。該塗膜層の表面側ではPFAリッチとなってチタンコートマイカが内部に沈んでいるため、表面から10μmを研磨し、チタンコートマイカを塗膜層7の表面に露出させている。
【0035】
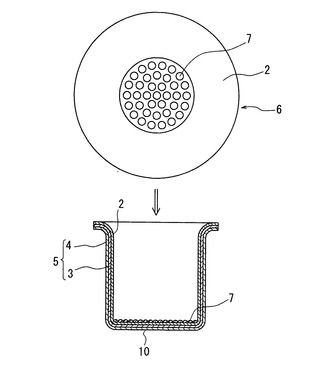
図3は第3実施形態を示し、第1実施形態の珪藻土とPFAを配合した塗膜層7を形成しているが、該塗膜層は底壁10に水玉状にドット印刷して形成している。
【0036】
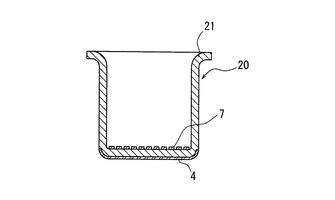
図4は第4実施形態の内釜20を示し、内釜20の基材21を珪藻土焼結体またはセラミックスからなる土鍋としている。該土鍋の底壁外面には磁性金属板4を備なえ、電磁誘導加熱式の炊飯器用としている。本実施形態では、底壁および周壁の内面にフッ素樹脂被覆層2を形成せず、基材21に第1実施形態の塗膜層7を直接形成している。前記塗膜層7は、多数の孔が穿設されたマスキング板を介して塗布液をスプレーすることにより、底壁内面にドット状に形成している。なお、塗膜層7を形成する土鍋の底壁内面にはあらかじめプライマーを塗布し、塗膜層との親和性を高めている。
土鍋の場合には、飯米のこびりつきが発生しやすいが、本実施形態では、底壁内面にPFAを含む塗膜層を設けているため、底壁への飯米のこびりつきを防止することができる。
さらに、塗膜層をドット状に設けているため、土鍋からも小さな気泡を多数発生させることができる。
また、基材21として、炭素焼結板を用い、内釜を炭素焼結板からなる材料から形成してもよい。
【0037】
第5実施形態では、第4実施形態の塗膜層7を形成する塗布液のみを変更している。
すなわち、本実施形態ではPFAの代わりにPTFEを配合した塗布液を用いている。PTFEに対する充填剤の配合量は第1実施形態のPFAに対する配合量と同様としている。
本実施形態のように塗膜層に配合する樹脂をPTFEとしても、スプレー方式により珪藻土焼結体またはセラミックスからなる土鍋からなる基材に、親水化した塗膜層を形成した調理用加熱容器を作製することができる。
【0038】
前記第1〜第5実施形態ではいずれも塗膜層は底壁内面にのみ設けているが、周壁の内面に設けてもよい。
また、第1〜第5実施形態では塗膜層は1層としているが、PFAあるいはPTFEと、充填剤とからなる塗膜層を2〜3層形成してもよい。
【産業上の利用可能性】
【0039】
本発明は電磁誘導加熱式炊飯器の内鍋に限らず、電気炊飯器にも好適に用いることができる。さらに、ガスオーブンレンジ、電気オーブンレンジ、電磁レンジ用の調理用加熱容器、フライパン、ジンギズカン鍋、ホットプレート用プレート等の各種の調理用加熱容器に適用することができる。
【図面の簡単な説明】
【0040】
【図1】第1実施形態の内釜の概略断面図である。
【図2】図1の内釜の形成工程を示す図面である。
【図3】第3実施形態の内釜の形成工程を示す図面である。
【図4】第4実施形態の内釜の概略断面図である。
【符号の説明】
【0041】
1、20 内釜
2 フッ素樹脂被覆層
3 非磁性金属板
4 磁性金属板
7 塗膜層
【技術分野】
【0001】
本発明は調理用加熱容器およびその製造方法に関し、電磁誘導加熱式または電気炊飯器の内釜として好適に用いられ、特に、底壁側から小さな泡を多数発生させて対流を良くし、上下に加熱ムラなく炊飯するものである。
【背景技術】
【0002】
従来、調理用加熱容器では、該容器内に充填した飯米等の調理物のこびり付き防止(非粘着性)、内面の汚れ防止、更に、防錆性等の観点から撥水性のフッ素樹脂被覆層が容器内面に形成されている場合が多い。
しかし、フッ素樹脂被覆層を設けた容器では、該被覆層の対水接触角が100°以上で撥水性に富んでいるため、発生した気泡は比較的大きな気泡に成長しやすい。気泡が大きくなると炊飯時には対流しにくくなり、フッ素樹脂被覆層の表面に大きな気泡が溜まったままとなりやすい。この場合、加熱源近傍の底壁のフッ素樹脂被覆層と飯米とが気泡に遮られて熱伝導が低下することとなる。このように、炊飯容器内部に大きな気泡が発生して水が十分に対流しないと、容器内の温度が均一とならず、上層の炊き上げが不十分となり、炊飯ムラが生じやすい問題がある。
また、発熱源の近傍となる容器の底壁にフッ素樹脂被覆層があると突沸現象が発生しやすく、突沸による気泡が生じた部分の底壁表面が過加熱され、温度感知部の誤作動を招きやすい問題もある。
【0003】
前記のように、フッ素樹脂被覆層の対水接触角度が大きいと気泡も大きくなりやすいため、対水接触角度を小さくして親水化すると気泡を小さくできる。小さい気泡を発生させると炊飯時に細かい対流を複数発生させやすくなると共に、突沸の発生を抑制することができ、その結果、容器内部の温度均一化が図られ、上下ムラなく炊き上げる事が可能となる。
【0004】
前記突沸の問題に対して、本出願人は特開平8−256913号公報(特許文献1)において、液体加熱容器のフッ素樹脂コーティング層表面を水と接触させた状態で紫外線または紫外線レーザー光を照射して対水接触角が40°〜110°の範囲となるように親水化した液体加熱容器を提供している。
さらに、本出願人は特開平11−178715号公報(特許文献2)において、フッ素樹脂コーティング層の表面にメチルセルロース水溶液を接触させた状態で紫外線または紫外線レーザを照射して親水化した液体加熱容器を提供している。
【0005】
【特許文献1】特開平8−256913号公報
【特許文献2】特開平11−178715号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
前記特許文献1、2はいずれもフッ素樹脂コーティング層の表面を紫外線または紫外線レーザ光を照射して親水化を図っているため、工程が複雑となりコスト高になる問題がある。
さらに、特許文献1、2は電気ポット等の液体加熱容器を対象としているため、炊飯容器等で要求される耐久性、こびり付き防止機能(非粘着性)は要求されないが、炊飯容器では耐久性やこびり付き防止機能も要求される。
本発明者の実験によれば、特許文献1、2のフッ素樹脂コーティング層の親水化方法を用いると、炊飯容器で要求される耐久性やこびり防止機能を満たすことができない問題がある。
【0007】
本発明は前記問題に鑑みてなされたもので、小さい気泡を多数発生させることができると共に、耐久性およびこびり付き防止機能も備え、かつ、簡単に製造することができる調理用加熱容器を提供することを課題としている。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の高い充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出していることを特徴とする調理用加熱容器を提供している。
【0009】
前記のように、本発明では炊飯器の内釜等として好適に用いられる調理用加熱容器において、その底壁内面側にこびりつき防止機能と耐久性を保持できるように、最高連続使用温度が260℃で耐熱性に優れると共に耐久性も兼ね備え、且つ非粘着性、撥水性を備えたPFAあるいはPTFEと、小さい気泡を発生させることが出来るように、PFAあるいはPTFEよりも親水性を有する充填剤をPFAあるいはPTFEに配合した塗膜層を設けている。
PFAあるいはPTFEのみからなる塗膜層とした場合、対水接触角度が約110°となり、前記したように塗膜層の表面に大きな気泡が発生しやすくなるが、本発明ではPFAあるいはPTFEより親水性を有する充填剤を20質量%〜80質量%配合していることにより、塗膜層の対水接触角度を小さくし、塗膜層をPFAあるいはPTFEの単体と比較して親水化している。その結果、PFAあるいはPTFEの単体の塗膜層の場合と比較して、気泡の成長を抑制して小さい気泡を多数発生させることができ、該気泡を容器底面側から上部側へと対流させることができる。
前記塗膜層における充填剤の配合率を20質量%〜80質量%としているのは、20質量%未満では対水接触角度を100°未満とすることが困難であり親水性化できない一方、80質量%を超えるとPFAあるいはPTFEの量が少なくなり過ぎ、PFAあるいはPTFEによる充填剤のバインダー作用が低減して充填剤が塗膜層から剥がれやすくなると共に、塗膜層の非粘着性が低下して飯米がこびり付きやすくなる。
前記塗膜層における充填剤の配合率は、好ましくは40質量%〜60質量%である。
【0010】
前記塗膜層に配合するPFAあるいはPTFEよりも親水性の高い充填剤として、前記塗膜層に配合する充填剤は、粒状、フレーク状あるいは/および中空ビーズ状として、表面積を高めていることが好ましい。
具体的には、前記充填剤は、無機材料からなり、シリカ、鉄ジルコニア(酸化鉄と酸化ジルコニウムからなる鉄ジルコニア系セラミックス)、酸化チタン等のセラミックス、珪藻土、ガラス、アルミ等の金属、チタンコートマイカ等の前記無機材料の表面に親水性コーティングが施されたものから選択される1種または複数種からなることが好ましい。
【0011】
前記セラミックスとしては、成形,焼成などの工程を経て得られる非金属無機材料からなる広義のセラミックスの粉末、中空ビーズあるいはフレークを用いることができる。
例えば、酸化アルミニウム、酸化クロム、酸化鉄、酸化コバルト、酸化ニッケル、酸化ケイ素(シリカ)、酸化チタン、酸化バナジウム、酸化亜鉛、酸化ジルコニウム、酸化マグネシウムのうち1種以上を含む酸化物;珪藻土、カオリン、ベントナイト、タルク等の天然粘土鉱物;天然雲母(マイカ)等の天然造岩鉱物;合成マイカ、ゼオライト等のその他アルミノケイ酸塩;ガラス;ケイ素、ホウ素、チタン等の窒化物あるいは炭化物、ホウ化物等が挙げられる。
前記シリカは、固体粉末状のものを用いてもよいし、コロイダルシリカを用いてもよい。
また、前記金属としては、アルミ、ステンレス、金、銀、チタン等の金属フレークを用いることができる。
これらは、平均粒径が0.1〜20μmのものが好適に用いられる。
【0012】
また、前記セラミックスあるいは金属からなる無機材料の表面には、金属あるいは金属酸化物のコーティングが施されていてもよい。例えば、前記セラミックスに親水性酸化チタン等の親水性コーティングが施されているもの等が好適に用いられる。前記親水性酸化チタンに変えて、亜鉛、鉄、アルミニウム、ジルコニウムを用いてもよく、酸化チタン、酸化亜鉛、酸化鉄、酸化アルミニウム、酸化ジルコニウムの表面をシリカ、水酸化アルミニウムで被覆したものを用いてもよい。
なかでも、マイカを親水性酸化チタンで被覆したチタンコートマイカが好適に用いられる。
【0013】
前述した充填剤のなかでも、ガラス粉、中空ガラスビーズ、中空セラミックスビーズ、鉄ジルコニア粉、酸化チタン粉、珪藻土粉、アルミフレーク、チタンコートマイカ粉から選択される1種または複数種を好適に用いることができる。
これらのなかでも、さらに、平均粒径0.1μm〜20μmの珪藻土や鉄ジルコニアが最も好適に用いられる。これは、PFAと配合して塗膜層を形成した場合、塗膜層の表面側で多く分布しやすく、塗膜層の表面に露出しやすいことによる。
【0014】
前記塗膜層に表面における前記充填剤の表面占有率と、PFAあるいはPTFEの表面占有率とはバランスが保たれ、小さい気泡を多数発生し、かつ、こびり付き防止機能を共に備えるように調整されていることが好ましい。
即ち、炊飯時において水と接触するのは塗膜層の表面であり、対水接触角を小さくするために配合している充填剤を表面に露出させ、その表面占有率を大きくする程、対水接触角度を小さくして親水化度を高めることができ、気泡の成長を抑制して小さい気泡を多数発生させることができる。一方、PFAあるいはPTFEの表面占有率が小さくなり過ぎると、非粘着性が低下してこびりつき性が劣る。
【0015】
前記珪藻土、鉄ジルコニア以外の前記充填剤をPFAあるいはPTFEと配合した塗膜層において、該塗膜層の表面側はPFAあるいはPTFEが多く分布して表面占有率が高くなりやすく、充填剤は内部側に沈む場合が多いため、塗膜層を表面から1/3程度研磨して充填剤を塗膜層の表面に露出させていることが好ましい。
この研磨により、塗膜層表面の充填剤の表面占有率を高めることができる。
かつ、研磨時に表面を荒らし加工すると、小さい気泡の発生を促進することができる。
其の際の表面粗さは1〜10μmとすることが好ましい。
なお、エンボス加工やホットプレス時に塗膜層の表面に凹凸を形成してもよいが、その場合には凹凸が大きくなりやすいため、研磨による荒らし加工の方が良い。
【0016】
本発明の調理用加熱容器においては、前記基材の底壁内面に前記塗膜層を備えているが、容器の底壁および周壁の内面全体にフッ素樹脂被覆層を形成し、底壁のフッ素樹脂被覆層の表面に前記塗膜層を設けてもよい。
即ち、基材となる素材が比較的非粘着性を備え、こびりつき防止機能を有している場合には、底壁の内面に前記塗膜層を設けるだけでも良いが、容器の底壁および周壁の内面全面にフッ素樹脂被覆層を形成すると、容器内面全体に非粘着性と防錆性と耐久性を付与できる。
該フッ素樹脂被覆層はフッ素樹脂系であれば限定されないが、PFAまたはPTFEが前記塗膜層との結合性が良い点からも好適に用いられる。
なお、容器の基材の表面に形成するフッ素樹脂被覆層は前記PFAまたはPTFEからなるフッ素樹脂被覆層の1層のみに限定されず、PTFEからなるフッ素樹脂被覆層をベース層として設け、その表面に前記PFAからなるフッ素樹脂被覆層を設けるような構成としてもよい。
【0017】
本発明の調理用加熱容器は、底壁内面に小さい気泡を多数発生させやすくしていると共にこびり付き防止機能を付与しているため、特に、炊飯器の内釜として好適に用いられる。
【0018】
前記炊飯器としては、電気炊飯器でも良いが、電磁誘導加熱式の炊飯器として好適に用いられる。該電磁誘導加熱式炊飯器の内釜とする場合、内釜の基材は、アルミニウム、アルミニウム合金、非磁性ステンレス等の非磁性金属板でもよいし、炭素焼結板、セラミックスでも良いし、土鍋を形成する珪藻土等の土成分の焼結物でもよい。
また、該内釜となる基材は少なくとも底壁外面に相当する位置には、磁性ステンレス、鉄、鉄合金、ニッケル、ニッケル合金、銅、銅合金、コバルト、コバルト合金等からなる磁性金属板を備えている。
なお、磁性金属板を底壁および周壁の外周面の全面に磁性金属板を設ける場合は、非磁性金属板と磁性金属板とのクラッド材からなる複合材を基材として用いることができる。
【0019】
本発明は、さらに、前記調理用加熱容器の製造方法として、
円盤形状に打ち抜かれた基材の表面にPFAあるいはPTFEからなるフッ素樹脂被覆層を形成し、
前記基材の中央部で底壁とする部分に、前記フッ素樹脂被覆層の表面に前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成し、
その後、絞りプレス成形あるいはホットプレス成形で、底壁と周壁とを備えた容器としていることを特徴とする調理用加熱容器の製造方法を提供している。
【0020】
前記のように、本製造方法では、基材の表面にあらかじめPFAあるいはPTFEからなるフッ素樹脂被覆層を形成しておき、該被覆層の上にPFAあるいはPTFEと充填剤とを配合した塗布液をコーティングした後焼結して、簡単に塗膜層を形成している。
前記コーティングは、スクリーン印刷またはスプレー方式により行っていることが好ましい。
本製造方法のように板材に塗膜層を形成し、後加工のプレスで底壁と周壁とを形成する場合、ドット印刷も可能となり、塗布範囲を明確に制御できる点よりスクリーン印刷が好ましい。この場合、PTFEを用いるとスクリーン印刷することが困難であるため、PFAを用いていることが好ましい。本発明では、充填剤の粒径を小さくしているため、スクリーン印刷にも有利である。
なお、スプレー方式で塗布液を塗布して塗膜層を形成する場合には、PFAとPTFEの双方を好適に用いることができる。
【0021】
さらに、本発明の調理用加熱容器の他の製造方法として、
前記基材の少なくとも底壁とする部分に、前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成していることを特徴とする調理用加熱容器の製造方法を提供している。
【0022】
本製造方法によれば、予め底壁と周壁とを備えた土鍋等の容器に直接塗膜層を形成することも可能である。即ち、基材に予めプライマー処理を施し、基材と塗膜層の親和性を確保しておけば、前記フッ素樹脂被覆層を設けなくても塗膜層を形成することができる。そのため、本製造方法は、塗膜層の形成をさらに簡単にすることができ、製造コストを大幅に抑えることができる。
しかし、土鍋等の親水性の高い材料を基材とする場合には、耐久性をより高めるために、プライマー処理を行った基材上に前記フッ素樹脂被覆層を設け、該被覆層の上に塗膜層を設けてもよい。
【発明の効果】
【0023】
上述したように、本発明の炊飯器の内釜等として用いる調理用加熱容器では、その底壁内面に、PFAあるいはPTFEに親水性を有する充填剤を配合した塗膜層を設けているため、該塗膜層の対水接触角度を小さくでき、底壁内面に発生する気泡の成長を抑制して、小さい気泡を多数発生させることできる。これら小さい気泡は飯米の間を上方へと対流することができるため、上部側と下部側との温度の均等化を図ることができ、炊きムラのない炊飯を行うことができる。
さらに、充填剤のバインダーとなるPFAあるいはPTFEにより、こびりつき防止機能、耐久性および防錆性を備えることができる。
【0024】
また、本発明の加熱容器の製造方法によれば、後加工のプレスで底壁と周壁とを形成する円盤形状の基材の底壁となる中央部の上面にコーティングで前記塗膜層を形成できるため、加工が簡単となり、製造コストの低下を図ることができる。
【0025】
さらに、本発明の他の製造方法によれば、予め底壁と周壁とを備えている基材に前記塗膜層を形成することも可能であるため、土鍋等の容器にも本発明の塗膜層を設けることができ、基材の適用範囲を拡大することができる。また、フッ素樹脂被覆層を設けなくても塗膜層を形成することも可能であるので、加工をより簡単とすることができ、製造コストを大幅に抑えることができる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の実施形態を図面を参照して詳述する。
第1実施形態の調理用加熱容器は、電磁誘導加熱式炊飯器の内釜1からなる。
【0027】
内釜1は、図1および図2に示すように、PFAからなるフッ素樹脂被覆層2を設けた非磁性金属板3と磁性金属板4とのクラッド材を焼結した焼結板を円盤形状に打ち抜いてブランク6を形成し、該ブランク6の前記フッ素樹脂被覆層2の中央部にPFAと充填剤とを配合した塗布液をスクリーン印刷したのち焼成して塗膜層7を形成し、これをホットプレス加工により底壁10と周壁11を有する形状に加工している。前記底壁の内面には前記塗膜層7が位置している。
【0028】
前記塗膜層7は、珪藻土を充填剤としてPFAに配合しており、本実施形態においては配合比はPFA40質量%、充填剤は60質量%としている。
なお、充填剤の配合量を40質量%、PFAの配合量を60質量%としてもよい。
前記珪藻土は平均粒子径が0.1μm〜20μmのものを用いている。
【0029】
PFA粉体200質量部と、PFA分散液174質量部(PFA球状粒子47質量%、界面活性剤6質量%、水47質量%)、界面活性剤(三洋化成(株)製「オクタポール45(商品名)」)500質量部、充填剤125質量部を配合して、PFAと充填剤を液状媒体中に分散させたディスパージョンとした塗布液を調整し、該塗布液をスクリーン印刷している。本実施形態では、底壁10となる部分の全面に塗布液を印刷し、厚さ20μmの塗膜層7を形成している。
【0030】
前記塗膜層7では充填剤として珪藻土を用いているため、塗膜層7の表面に珪藻土の一部が露出しているが、さらに塗膜層7の表面を荒らし加工の研磨を行って、珪藻土を露出させ、塗膜層7の表面において、珪藻土の表面占有率を高めている。
【0031】
前記塗膜層7を形成した後、ブランク6をホットプレス加工して、図1に示す内釜1を形成している。
【0032】
前記構成からなる内釜では、塗膜層7の表面の対水接触角度が100°〜90°となり、PFA単体からなる塗膜層とした場合の対水接触角度110°よりも小さくなり、親水化が図れた。
また、塗膜層7の表面は珪藻土からなる充填剤がバインダーの役割を果たすPFAに分散して露出しているため、塗膜層7の表面では局部的に熱伝導性に差がつくと共に、塗膜層7の表面が荒らされてミクロ的に凹凸が形成されている。
【0033】
このように、塗膜層7を親水化し、さらに、表面を荒らし加工していることにより、炊飯時に底壁10の内面の塗膜層7の表面に発生する気泡の成長は抑制され、小さい気泡が多数発生することとなる。
よって、PFA単体から塗膜層を形成した場合に発生する大きな気泡の発生を抑制し、大きな気泡が塗膜層の表面に滞留することを防止できると共に、小さい気泡が上部へとスムーズに対流することで、内釜1の内部温度の均一化を図ることができ、炊きムラの無い炊飯を行うことができる。
【0034】
第2実施形態では、塗膜層7を形成するPFAに配合する充填剤をチタンコートマイカとして、PFAに対する配合量は第1実施形態と同様としている。
チタンコートマイカを含む塗布液をフッ素樹脂被覆層2に塗布して、厚さ30μmの塗膜層を形成している。該塗膜層の表面側ではPFAリッチとなってチタンコートマイカが内部に沈んでいるため、表面から10μmを研磨し、チタンコートマイカを塗膜層7の表面に露出させている。
【0035】
図3は第3実施形態を示し、第1実施形態の珪藻土とPFAを配合した塗膜層7を形成しているが、該塗膜層は底壁10に水玉状にドット印刷して形成している。
【0036】
図4は第4実施形態の内釜20を示し、内釜20の基材21を珪藻土焼結体またはセラミックスからなる土鍋としている。該土鍋の底壁外面には磁性金属板4を備なえ、電磁誘導加熱式の炊飯器用としている。本実施形態では、底壁および周壁の内面にフッ素樹脂被覆層2を形成せず、基材21に第1実施形態の塗膜層7を直接形成している。前記塗膜層7は、多数の孔が穿設されたマスキング板を介して塗布液をスプレーすることにより、底壁内面にドット状に形成している。なお、塗膜層7を形成する土鍋の底壁内面にはあらかじめプライマーを塗布し、塗膜層との親和性を高めている。
土鍋の場合には、飯米のこびりつきが発生しやすいが、本実施形態では、底壁内面にPFAを含む塗膜層を設けているため、底壁への飯米のこびりつきを防止することができる。
さらに、塗膜層をドット状に設けているため、土鍋からも小さな気泡を多数発生させることができる。
また、基材21として、炭素焼結板を用い、内釜を炭素焼結板からなる材料から形成してもよい。
【0037】
第5実施形態では、第4実施形態の塗膜層7を形成する塗布液のみを変更している。
すなわち、本実施形態ではPFAの代わりにPTFEを配合した塗布液を用いている。PTFEに対する充填剤の配合量は第1実施形態のPFAに対する配合量と同様としている。
本実施形態のように塗膜層に配合する樹脂をPTFEとしても、スプレー方式により珪藻土焼結体またはセラミックスからなる土鍋からなる基材に、親水化した塗膜層を形成した調理用加熱容器を作製することができる。
【0038】
前記第1〜第5実施形態ではいずれも塗膜層は底壁内面にのみ設けているが、周壁の内面に設けてもよい。
また、第1〜第5実施形態では塗膜層は1層としているが、PFAあるいはPTFEと、充填剤とからなる塗膜層を2〜3層形成してもよい。
【産業上の利用可能性】
【0039】
本発明は電磁誘導加熱式炊飯器の内鍋に限らず、電気炊飯器にも好適に用いることができる。さらに、ガスオーブンレンジ、電気オーブンレンジ、電磁レンジ用の調理用加熱容器、フライパン、ジンギズカン鍋、ホットプレート用プレート等の各種の調理用加熱容器に適用することができる。
【図面の簡単な説明】
【0040】
【図1】第1実施形態の内釜の概略断面図である。
【図2】図1の内釜の形成工程を示す図面である。
【図3】第3実施形態の内釜の形成工程を示す図面である。
【図4】第4実施形態の内釜の概略断面図である。
【符号の説明】
【0041】
1、20 内釜
2 フッ素樹脂被覆層
3 非磁性金属板
4 磁性金属板
7 塗膜層
【特許請求の範囲】
【請求項1】
底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出していることを特徴とする調理用加熱容器。
【請求項2】
前記塗膜層に配合する充填剤は、粒状、フレーク状あるいは/および中空ビーズ状で、無機材料からなる請求項1に記載の調理用加熱容器。
【請求項3】
前記充填剤は、シリカ、鉄ジルコニア、酸化チタン等のセラミックス、珪藻土、ガラス、アルミ等の金属、チタンコートマイカ等の前記無機材料の表面に親水性コーティングが施されたものから選択される1種または複数種からなる請求項2に記載の調理用加熱容器。
【請求項4】
前記塗膜層のPFAあるいはPTFEの表面占有率が高くなっている表面が荒し研磨され、該研磨された塗膜層表面における前記充填剤の表面占有率が高められている請求項1乃至請求項3のいずれか1項に記載の調理用加熱容器。
【請求項5】
前記基材の底壁および周壁の内面にフッ素樹脂被覆層を備え、底壁の前記フッ素樹脂被覆層の表面に前記塗膜層を備えている請求項1乃至請求項4のいずれか1項に記載の調理用加熱容器。
【請求項6】
炊飯器の内釜からなる請求項1乃至請求項5のいずれか1項に記載の調理用加熱容器。
【請求項7】
電磁誘導加熱式の炊飯器の内釜からなり、前記基材は非磁性金属板、炭素焼結板、土成分の焼結物あるいはセラミックスからなり、該内釜の少なくとも底壁外面に磁性金属板を備えている請求項1乃至請求項6のいずれか1項に記載の調理用加熱容器。
【請求項8】
請求項1乃至請求項7のいずれか1項の記載の調理用加熱容器の製造方法であって、
前記基材の少なくとも底壁とする部分に、前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成していることを特徴とする調理用加熱容器の製造方法。
【請求項9】
請求項1乃至請求項7のいずれか1項の記載の調理用加熱容器の製造方法であって、
円盤形状に打ち抜かれた基材の表面にPFAあるいはPTFEからなるフッ素樹脂被覆層を形成し、
前記基材の中央部で底壁とする部分に、前記フッ素樹脂被覆層の表面に前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成し、
その後、絞りプレス成形あるいはホットプレス成形で、底壁と周壁とを備えた容器としていることを特徴とする調理用加熱容器の製造方法。
【請求項10】
前記塗膜層の表面を研磨して荒らし加工している請求項8または請求項9に記載の調理用加熱容器の製造方法。
【請求項1】
底壁及び周壁を形成する基材の少なくとも底壁の内面に、PFA(四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体)あるいはPTFE(四フッ化エチレン樹脂)と、該PFAあるいはPTFEよりも親水性の充填剤を配合して親水化した塗膜層を設け、該塗膜層における前記充填剤の配合率は20質量%〜80質量%であり、該塗膜層の表面に前記充填剤の一部が露出していることを特徴とする調理用加熱容器。
【請求項2】
前記塗膜層に配合する充填剤は、粒状、フレーク状あるいは/および中空ビーズ状で、無機材料からなる請求項1に記載の調理用加熱容器。
【請求項3】
前記充填剤は、シリカ、鉄ジルコニア、酸化チタン等のセラミックス、珪藻土、ガラス、アルミ等の金属、チタンコートマイカ等の前記無機材料の表面に親水性コーティングが施されたものから選択される1種または複数種からなる請求項2に記載の調理用加熱容器。
【請求項4】
前記塗膜層のPFAあるいはPTFEの表面占有率が高くなっている表面が荒し研磨され、該研磨された塗膜層表面における前記充填剤の表面占有率が高められている請求項1乃至請求項3のいずれか1項に記載の調理用加熱容器。
【請求項5】
前記基材の底壁および周壁の内面にフッ素樹脂被覆層を備え、底壁の前記フッ素樹脂被覆層の表面に前記塗膜層を備えている請求項1乃至請求項4のいずれか1項に記載の調理用加熱容器。
【請求項6】
炊飯器の内釜からなる請求項1乃至請求項5のいずれか1項に記載の調理用加熱容器。
【請求項7】
電磁誘導加熱式の炊飯器の内釜からなり、前記基材は非磁性金属板、炭素焼結板、土成分の焼結物あるいはセラミックスからなり、該内釜の少なくとも底壁外面に磁性金属板を備えている請求項1乃至請求項6のいずれか1項に記載の調理用加熱容器。
【請求項8】
請求項1乃至請求項7のいずれか1項の記載の調理用加熱容器の製造方法であって、
前記基材の少なくとも底壁とする部分に、前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成していることを特徴とする調理用加熱容器の製造方法。
【請求項9】
請求項1乃至請求項7のいずれか1項の記載の調理用加熱容器の製造方法であって、
円盤形状に打ち抜かれた基材の表面にPFAあるいはPTFEからなるフッ素樹脂被覆層を形成し、
前記基材の中央部で底壁とする部分に、前記フッ素樹脂被覆層の表面に前記PFAあるいはPTFEと充填剤とを配合した塗布液を全面または間隔をあけてコーティングした後焼成して前記塗膜層を形成し、
その後、絞りプレス成形あるいはホットプレス成形で、底壁と周壁とを備えた容器としていることを特徴とする調理用加熱容器の製造方法。
【請求項10】
前記塗膜層の表面を研磨して荒らし加工している請求項8または請求項9に記載の調理用加熱容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−34378(P2009−34378A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−201930(P2007−201930)
【出願日】平成19年8月2日(2007.8.2)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年8月2日(2007.8.2)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【Fターム(参考)】
[ Back to top ]