
調理用鍋
【課題】フッソ樹脂コートの非粘着性を落とすことなく、膜沸騰状態にならないようにすること。
【解決手段】内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにし、膜沸騰状態にならないこととなる。
【解決手段】内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにし、膜沸騰状態にならないこととなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内面にフッソ樹脂コートを形成した調理用鍋に関するものである。
【背景技術】
【0002】
従来、この種の調理用鍋は、調理物が内面に強く付着することを防止するために、内面にフッソ樹脂コート処理が施されているものが多く、調理物に対する非粘着性が向上させられている。フッソ樹脂コートは、通常、1層構造から2層や3層構造であるが、良好な非粘着性、高い耐久性および、外観性を得る観点から2層以上のフッソ樹脂コートとすることが好ましい。2層のフッソ樹脂コートでは、基材表面をサンドブラスト処理等で適度な表面粗さになるようにした後、1層目にプライマー接着層を成膜後膜厚が10μm前後となるように基材上に形成し、その上にトップコートをPTFEの場合、成膜後膜厚が20μm前後となるように、約380℃付近で約20分間焼成し、成膜化することでフッソ樹脂コートとなる(例えば、特許文献1参照)。
【特許文献1】特開2007−151852号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、前記従来の構成では、フッソ樹脂コートは調理物に対する非粘着性が高いが、撥水性が非常に高いため、鍋内に水を入れて加熱し続けると沸騰時に生じる気泡がフッソ樹脂コート表面から容易に離脱せずに大きく成長する。気泡が大きく成長すると、しだいに鍋底面を薄い空気層が覆う状態となり(膜沸騰状態)、加熱された鍋底の熱が空気層に断熱される状態となり、鍋底の温度が急激に上昇し、フッソ樹脂コートが傷んだり、IH調理器のようにセンサーで鍋底の温度上昇を防ぐ調理器の場合は、火力が落ちたり、加熱を停止してしまうという問題が生じる。
【0004】
膜沸騰は、フッソ樹脂コートの撥水性を抑えることにより抑えることが出できるため、通常、フッソ樹脂コートに無機充填材等を添加しフッソ樹脂コートの親水性を高めるという手段がとられるが、そうするとフッソ樹脂コートが本来要求されている調理物の非粘着性が低下することになるという問題が生じる。
【0005】
本発明は上記課題を解決するもので、フッソ樹脂コートの非粘着性を落とすことなく、膜沸騰状態にならないようにすることを目的としている。
【課題を解決するための手段】
【0006】
前記従来の課題を解決するために、本発明の調理用鍋は、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにしたものである。
【0007】
これにより、鍋内に水を入れて加熱し続けると沸騰時に生じる気泡の泡離れが良くなり、気泡が大きく成長して膜沸騰の状態になることなく、かつ、フッソ樹脂コート本来の高い非粘着性を維持することができる。
【発明の効果】
【0008】
本発明の調理用鍋は、高い非粘着性を維持しつつ、沸騰時に生じる気泡の泡離れを良く
し、膜沸騰状態になるのを防ぐことができる。
【発明を実施するための最良の形態】
【0009】
第1の発明は、内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにしたから、沸騰時に生じる気泡の泡離れを良くし、膜沸騰の状態になるのを防ぐことができ、かつフッソ樹脂コート本来の高い非粘着性を維持することができる。
【0010】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によって本発明が限定されるものではない。
【0011】
(実施の形態1)
図1は、本発明の第1の実施の形態における調理用鍋の断面図を示すものである。また、図2は同調理用鍋の拡大断面図を示すものである。
【0012】
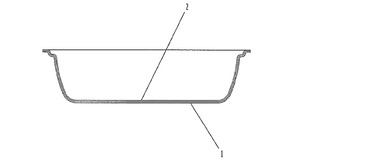
図1に示すように、鍋は、厚さ0.6mmのフェライト系ステンレス1に厚さ1.4mmのアルミニウム2を接合したクラッド材を基材としたものであり、フェライト系ステンレス1側が外面となるようにプレス加工して形成したものである。
【0013】
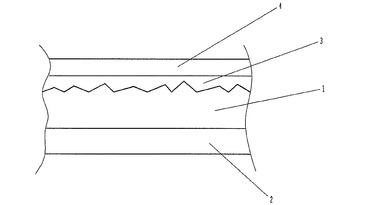
図2に示すように、鍋内面のアルミニウム2表面にはフッソ樹脂コートを形成しており、フッソ樹脂コートは、1層目のプライマー層3と2層目のトップコート層4からなる。
【0014】
以下、このフッソ樹脂コートの処理について説明する。
【0015】
基材を鍋形状にプレス成形し洗浄した後、鍋内面のアルミニウム1の表面にサンドブラストをかけ、表面粗さRaが3〜5μmになるように調整する。その後、フッソ樹脂と接着成分、顔料を塗膜構成成分とした液状のプライマー塗料を成膜後膜厚が約10μmとなるように塗装し、100℃で約20分間乾燥しプライマー層3を形成する。
【0016】
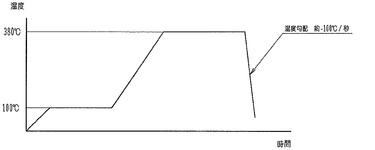
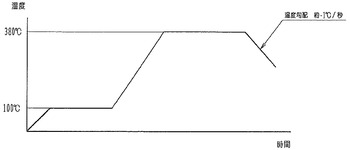
プライマー層の乾燥が終了し、十分に基材の温度が下がったところで、フッソ樹脂と顔料を塗膜構成成分とした液状のトップコート塗料を成膜後膜厚が約20μmと成るように塗装する。その後、図3のグラフに示すように、約100℃で約20分間乾燥した後、約380℃で20分間焼成処理し、鍋が約380℃の状態から、氷水の中に鍋を水没させて約100℃/秒の温度勾配で冷却させてトップコート層4を形成する。参考に、自然冷却した場合の温度グラフを図4に示す。
【0017】
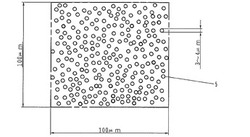
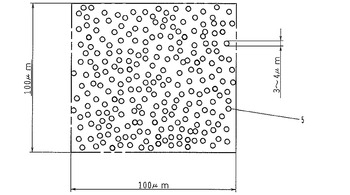
上記工程により形成したフッソコート樹脂の表面状態を図5に示す。鍋が約380℃の状態から、氷水に水没させて急激に冷却することにより、約3〜4μmの微細孔5が10mm2あたりに約300〜400個ほど形成される。自然冷却した場合は、このような微細孔はほとんど形成されず、10mm2あたりに0〜10個程度である。
【0018】
次に、気泡が離脱し易い表面状態について以下に述べる。
【0019】
フッ素樹脂コート表面からの沸騰を観察していると、沸騰による気泡の生成・離脱がつねに同一点から生じていることが分かる。これは、気泡が離脱する際に、表面にある微細な凹凸のくぼみ(くぼみの最下部を沸騰核とする)の中に、水が浸入し得ず、気泡の一部
が絶えず取り残されており、これが蒸気分子の初期の集団となって、ここに向かって水が蒸発していき、気泡を成長させていくためと考えられる。つまり、加熱表面からの沸騰では、水はその体積中に均質核生成過程による蒸気分子の集団形成をすることなしに、加熱表面のくぼみの中の蒸気相に向けて、小さな過熱度で蒸発を行い、気泡を発生させている。
【0020】
次に気泡の成長について、出口半径Rの円錐形のくぼみの中に捕らえられている気泡が、成長していくにつれ、その気泡の曲率1/Rがどのように変化していくかについて述べる。気泡の、加熱表面への接触角を90°とすると、気泡の成長に伴う気泡の曲率は、気泡がちょうど出口のまわりに接し、かつ円錐の側面と90°を保つ状態で最小値をとり、その後出口のまわりには接しているが、加熱表面と90°の接触角を示す状態まで増加し続け(安定平衡状態)、最大値をとった後、接触位置が出口まわりから遠ざかっていくにつれて再び減少していく。気泡の体積が増大するにつれて、曲率は低下し、不安定状態になり気泡離脱に向けて成長し続ける。
【0021】
以上のように、加熱表面から気泡を容易に離脱させるためには、気泡をいかに不安定状態に置くかが重要となる。そのためには、加熱表面に多数の微細孔を形成し、山谷が連続する表面状態にすることにより、気泡の離脱が促進されて気泡が成長して大きくなるのを防ぐことができる。
【0022】
なお、本実施の形態では、氷水に水没させることにより急激に冷却したが、冷気や冷水を吹き付ける等のより急激に冷却させても同様の微細孔は形成できる。また、一度、自然冷却にしたものでも、再度約380℃に加熱し、急激に冷却しても同様の微細孔は形成できる。
【産業上の利用可能性】
【0023】
以上のように、本発明の調理用鍋は高い非粘着性を維持しながら、かつ、泡離れが良く膜沸騰が起こるのを防ぐことができ、家庭用または業務用の鍋として有用である。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態1における鍋の断面図
【図2】本発明の実施の形態1における鍋の拡大断面図
【図3】本発明の実施の形態1におけるトップコートの乾燥、焼成温度を示すグラフ
【図4】本発明の実施の形態1におけるトップコートの乾燥、焼成温度を示すグラフ
【図5】本発明の実施の形態1におけるフッソ樹脂コートの拡大表面図
【符号の説明】
【0025】
1 フェライト系ステンレス
2 アルミニウム
3 プライマー
4 トップコート
5 微細孔
【技術分野】
【0001】
本発明は、内面にフッソ樹脂コートを形成した調理用鍋に関するものである。
【背景技術】
【0002】
従来、この種の調理用鍋は、調理物が内面に強く付着することを防止するために、内面にフッソ樹脂コート処理が施されているものが多く、調理物に対する非粘着性が向上させられている。フッソ樹脂コートは、通常、1層構造から2層や3層構造であるが、良好な非粘着性、高い耐久性および、外観性を得る観点から2層以上のフッソ樹脂コートとすることが好ましい。2層のフッソ樹脂コートでは、基材表面をサンドブラスト処理等で適度な表面粗さになるようにした後、1層目にプライマー接着層を成膜後膜厚が10μm前後となるように基材上に形成し、その上にトップコートをPTFEの場合、成膜後膜厚が20μm前後となるように、約380℃付近で約20分間焼成し、成膜化することでフッソ樹脂コートとなる(例えば、特許文献1参照)。
【特許文献1】特開2007−151852号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、前記従来の構成では、フッソ樹脂コートは調理物に対する非粘着性が高いが、撥水性が非常に高いため、鍋内に水を入れて加熱し続けると沸騰時に生じる気泡がフッソ樹脂コート表面から容易に離脱せずに大きく成長する。気泡が大きく成長すると、しだいに鍋底面を薄い空気層が覆う状態となり(膜沸騰状態)、加熱された鍋底の熱が空気層に断熱される状態となり、鍋底の温度が急激に上昇し、フッソ樹脂コートが傷んだり、IH調理器のようにセンサーで鍋底の温度上昇を防ぐ調理器の場合は、火力が落ちたり、加熱を停止してしまうという問題が生じる。
【0004】
膜沸騰は、フッソ樹脂コートの撥水性を抑えることにより抑えることが出できるため、通常、フッソ樹脂コートに無機充填材等を添加しフッソ樹脂コートの親水性を高めるという手段がとられるが、そうするとフッソ樹脂コートが本来要求されている調理物の非粘着性が低下することになるという問題が生じる。
【0005】
本発明は上記課題を解決するもので、フッソ樹脂コートの非粘着性を落とすことなく、膜沸騰状態にならないようにすることを目的としている。
【課題を解決するための手段】
【0006】
前記従来の課題を解決するために、本発明の調理用鍋は、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにしたものである。
【0007】
これにより、鍋内に水を入れて加熱し続けると沸騰時に生じる気泡の泡離れが良くなり、気泡が大きく成長して膜沸騰の状態になることなく、かつ、フッソ樹脂コート本来の高い非粘着性を維持することができる。
【発明の効果】
【0008】
本発明の調理用鍋は、高い非粘着性を維持しつつ、沸騰時に生じる気泡の泡離れを良く
し、膜沸騰状態になるのを防ぐことができる。
【発明を実施するための最良の形態】
【0009】
第1の発明は、内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにしたから、沸騰時に生じる気泡の泡離れを良くし、膜沸騰の状態になるのを防ぐことができ、かつフッソ樹脂コート本来の高い非粘着性を維持することができる。
【0010】
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によって本発明が限定されるものではない。
【0011】
(実施の形態1)
図1は、本発明の第1の実施の形態における調理用鍋の断面図を示すものである。また、図2は同調理用鍋の拡大断面図を示すものである。
【0012】
図1に示すように、鍋は、厚さ0.6mmのフェライト系ステンレス1に厚さ1.4mmのアルミニウム2を接合したクラッド材を基材としたものであり、フェライト系ステンレス1側が外面となるようにプレス加工して形成したものである。
【0013】
図2に示すように、鍋内面のアルミニウム2表面にはフッソ樹脂コートを形成しており、フッソ樹脂コートは、1層目のプライマー層3と2層目のトップコート層4からなる。
【0014】
以下、このフッソ樹脂コートの処理について説明する。
【0015】
基材を鍋形状にプレス成形し洗浄した後、鍋内面のアルミニウム1の表面にサンドブラストをかけ、表面粗さRaが3〜5μmになるように調整する。その後、フッソ樹脂と接着成分、顔料を塗膜構成成分とした液状のプライマー塗料を成膜後膜厚が約10μmとなるように塗装し、100℃で約20分間乾燥しプライマー層3を形成する。
【0016】
プライマー層の乾燥が終了し、十分に基材の温度が下がったところで、フッソ樹脂と顔料を塗膜構成成分とした液状のトップコート塗料を成膜後膜厚が約20μmと成るように塗装する。その後、図3のグラフに示すように、約100℃で約20分間乾燥した後、約380℃で20分間焼成処理し、鍋が約380℃の状態から、氷水の中に鍋を水没させて約100℃/秒の温度勾配で冷却させてトップコート層4を形成する。参考に、自然冷却した場合の温度グラフを図4に示す。
【0017】
上記工程により形成したフッソコート樹脂の表面状態を図5に示す。鍋が約380℃の状態から、氷水に水没させて急激に冷却することにより、約3〜4μmの微細孔5が10mm2あたりに約300〜400個ほど形成される。自然冷却した場合は、このような微細孔はほとんど形成されず、10mm2あたりに0〜10個程度である。
【0018】
次に、気泡が離脱し易い表面状態について以下に述べる。
【0019】
フッ素樹脂コート表面からの沸騰を観察していると、沸騰による気泡の生成・離脱がつねに同一点から生じていることが分かる。これは、気泡が離脱する際に、表面にある微細な凹凸のくぼみ(くぼみの最下部を沸騰核とする)の中に、水が浸入し得ず、気泡の一部
が絶えず取り残されており、これが蒸気分子の初期の集団となって、ここに向かって水が蒸発していき、気泡を成長させていくためと考えられる。つまり、加熱表面からの沸騰では、水はその体積中に均質核生成過程による蒸気分子の集団形成をすることなしに、加熱表面のくぼみの中の蒸気相に向けて、小さな過熱度で蒸発を行い、気泡を発生させている。
【0020】
次に気泡の成長について、出口半径Rの円錐形のくぼみの中に捕らえられている気泡が、成長していくにつれ、その気泡の曲率1/Rがどのように変化していくかについて述べる。気泡の、加熱表面への接触角を90°とすると、気泡の成長に伴う気泡の曲率は、気泡がちょうど出口のまわりに接し、かつ円錐の側面と90°を保つ状態で最小値をとり、その後出口のまわりには接しているが、加熱表面と90°の接触角を示す状態まで増加し続け(安定平衡状態)、最大値をとった後、接触位置が出口まわりから遠ざかっていくにつれて再び減少していく。気泡の体積が増大するにつれて、曲率は低下し、不安定状態になり気泡離脱に向けて成長し続ける。
【0021】
以上のように、加熱表面から気泡を容易に離脱させるためには、気泡をいかに不安定状態に置くかが重要となる。そのためには、加熱表面に多数の微細孔を形成し、山谷が連続する表面状態にすることにより、気泡の離脱が促進されて気泡が成長して大きくなるのを防ぐことができる。
【0022】
なお、本実施の形態では、氷水に水没させることにより急激に冷却したが、冷気や冷水を吹き付ける等のより急激に冷却させても同様の微細孔は形成できる。また、一度、自然冷却にしたものでも、再度約380℃に加熱し、急激に冷却しても同様の微細孔は形成できる。
【産業上の利用可能性】
【0023】
以上のように、本発明の調理用鍋は高い非粘着性を維持しながら、かつ、泡離れが良く膜沸騰が起こるのを防ぐことができ、家庭用または業務用の鍋として有用である。
【図面の簡単な説明】
【0024】
【図1】本発明の実施の形態1における鍋の断面図
【図2】本発明の実施の形態1における鍋の拡大断面図
【図3】本発明の実施の形態1におけるトップコートの乾燥、焼成温度を示すグラフ
【図4】本発明の実施の形態1におけるトップコートの乾燥、焼成温度を示すグラフ
【図5】本発明の実施の形態1におけるフッソ樹脂コートの拡大表面図
【符号の説明】
【0025】
1 フェライト系ステンレス
2 アルミニウム
3 プライマー
4 トップコート
5 微細孔
【特許請求の範囲】
【請求項1】
内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにした調理用鍋。
【請求項1】
内面にフッソ樹脂コートを形成した調理用鍋において、鍋の基材表面をサンドブラスト処理等で適度な表面粗さになるようにし、フッソ樹脂塗料をスプレー等で吹きつけた後、100℃付近で乾燥させて液体成分を蒸発させ、さらに約380℃付近で約20分焼成しフッソ樹脂を成膜させてフッソ樹脂コートを形成する際に、前記焼成工程で約380℃付近になっている状態から、約10℃以下まで急激に冷却することにより、前記フッソ樹脂コートの表面に複数の微細孔を形成するようにした調理用鍋。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−88646(P2010−88646A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−261448(P2008−261448)
【出願日】平成20年10月8日(2008.10.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月8日(2008.10.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]