
貼り合わせ方法
【課題】2枚の定盤の間にワークを挟み、ワークを熱プレスで平面状に一体化させたとき、
ワークが2枚の定盤のいずれかに付着するか離間してみないとわからない。そのため、2枚の定盤からワークを取り出す工程を自動化することが難しい。
【解決手段】シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させ、貼り合わせ方法であって、吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする。
ワークが2枚の定盤のいずれかに付着するか離間してみないとわからない。そのため、2枚の定盤からワークを取り出す工程を自動化することが難しい。
【解決手段】シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させ、貼り合わせ方法であって、吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状のワークを熱プレスし一体化する貼り合わせ方法に関する。
【背景技術】
【0002】
複数のシート(フィルムを含む、以下同様)を重ね合わせた、あるいは、シートにさまざまな部品を設けたワークを熱プレスし一体化する貼り合わせ方法は、様ざまな用途に用いられ、電子部品や記憶媒体の製造においても用いられている。
【0003】
電子部品としては、回路基板や回路部品内臓モジュールなどの製造に使用されている。また、記憶媒体としては、磁気カード、非接触ICカードや、貼り合わせにICを埋設させる接触型ICカードの製造に使用されている。
【0004】
たとえば、非接触ICカードにおいては、ICチップやアンテナからなるICモジュールが形成されたコアシートの両面に表層となる表面シートを重ね合わせたワークを、熱プレスによって一体化し貼り合わせている。
【0005】
このような、熱プレスは、ワークを金属製の定盤の間に挟みこんで、熱プレス機にて加熱・押圧して行う。金属製の定盤のワーク側の表面は、グロス状に加工されているのが一般的である。
【0006】
しかしながら、熱プレスにおいては、挟み込んだワークが熱プレスによって、金属製の定盤に貼り付くといった問題があった。この問題を解決するために、定盤の表面を離型処理したり、ワークと定盤の間に離型フィルムをおいたりして、定盤とワークを剥がしやすくする技術がある。
【0007】
定盤の表面を離型処理の例としては、フッ素系樹脂(PTFE)の1μm以下の粉末を分散させた無電解ニッケルめっき液を用いて、無電解ニッケルめっきを行うことによって、定盤のワークと接する面に、フッ素系樹脂が分散したニッケル皮膜を設けたものがある。(特許文献1)
離型フィルムとしては、必ずしも、フッ素系樹脂フィルムを使用しなくとも、ワークの表面の材料と親和性がないフィルムを用いればよい。ワークの表面の材料がポリ塩化ビニルやPETGの場合には、ポリプロピレンフィルムを用いることができる。(特許文献2)
公知文献を以下に示す。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−129989号公報
【特許文献2】特開2009−113357号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
グロス状に表面が加工された定盤を用いる場合だけでなく、定盤の表面を離型処理したり、ワークと定盤の間に離型フィルムをおいたりした場合であっても、熱プレス後に金属性の定盤を離間させたとき、ワークが2枚の定盤のいずれかに付着するが、2枚のどちら
の定盤に付着するか離間してみないとわからない。そのため、2枚の定盤からワークを取り出す工程は自動化が難しく、手作業で行っているのが現状であり、効率が悪いといった問題がある。
【0010】
また、このような人による手作業では発塵の問題が生じる。人が介在することによって、作業環境の雰囲気中に塵などが舞い、その雰囲気中の塵はワークを汚染する原因となり、不良品の発生につながり、収率の低下やそのために製造コストが上昇するといった問題がある。
【0011】
更には、人が扱うことによって、定盤の表面に予測されない傷や汚れが付く可能性がある。このような定盤を使用するとワークに傷が付いたり、異物が付着するなどの事故を引き起こす原因となる。
【課題を解決するための手段】
【0012】
本発明は係る課題に鑑みなされたものであり、請求項1の発明は、シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法である。
【0013】
本発明の請求項2に係わる発明は、シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、第1の非吸着性定盤、第1のワーク、吸着性定盤、第2のワーク、第2の非吸着性定盤の順に重ね合わせ、この重ね合わせた状態で、前記第1の非吸着性定盤と前記第2の非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法である。
【0014】
本発明の請求項3に係わる発明は、前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたことを特徴とする請求項1または請求項2に記載の貼り合わせ方法である。
【0015】
本発明の請求項4に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいことを特徴とする請求項3に記載の貼り合わせ方法である。
【0016】
本発明の請求項5に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたことを特徴とする請求項3に記載の貼り合わせ方法である。
【0017】
本発明の請求項6に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面と、ワークの間に離型性フィルムを設置したことを特徴とする請求項3に記載の貼り合わせ方法である。
【0018】
本発明の請求項7に係わる発明は、前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すことを特徴とする請求項1または請求項2に記載の貼り合わせ方法である。
【発明の効果】
【0019】
本発明の貼り合わせ方法は、以上のように吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させるので、後工程で前記吸着性定盤と前記非吸着性定盤を離したときに、平面状に一体化された前記ワークが前記吸着性定盤側に残るので、定盤からのワークの分離を自動化することができる。
前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたので、ワークが確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0020】
前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいので、ワークは前記非吸着性定盤から離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0021】
前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたので、ワークは前記非吸着性定盤から容易に離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0022】
前記非吸着性定盤がワークと接する面と、ワークの間に離型性フィルムを設置したので、ワークは離型性フィルムとともに、前記非吸着性定盤から離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0023】
前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すので、平面状に一体化させた後のワークの取り出しが、人手をかける必要がなくなり、容易に自動化することができる。
【0024】
更に定盤からのワークの分離を自動化させることによって、人が介在することがなくなるので、浮遊粒子の発生が抑えられ、それによる製品不良が低減される。また、人の作業ミスによる、定盤への傷、汚れ、異物付着をなくすことができる。
【図面の簡単な説明】
【0025】
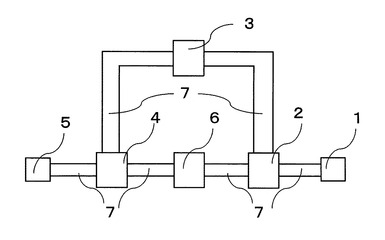
【図1】本発明の貼り合わせ方法を用いた製造ラインを模式的に平面で示した説明図である。
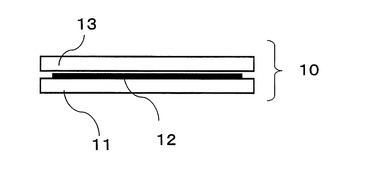
【図2】本発明の貼り合わせ方法を用いるワークの一例の断面図である。
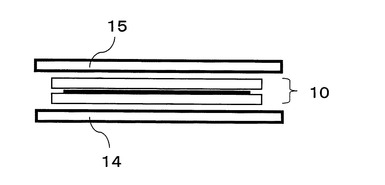
【図3】本発明の貼り合わせ方法でワークを2種類の定盤で挟んだ一例の断面図である。
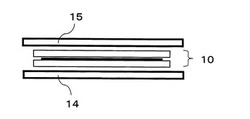
【図4】本発明の貼り合わせ方法を用いた他の例の断面図である。
【発明を実施するための形態】
【0026】
本発明の貼り合わせ方法を一実施形態に基づいて以下に詳細に説明する。
【0027】
図1は、本発明の貼り合わせ方法を用いた製造ラインを模式的に平面で示した説明図である。製造ラインは、ワーク供給部1、ワーク・定盤積載部2、熱プレス機3、ワーク・定盤分離部4、ワーク排出部5、定盤ストッカー6とその間をつなぐ搬送装置7からなっている。
【0028】
定盤ストッカー6から非吸着性定盤および吸着性定盤をワーク・定盤積載部2に供給する。供給する前に非吸着性定盤および吸着性定盤を定盤ストッカー6で、非吸着性定盤および吸着性定盤のそれぞれの定盤の表裏を粘着ローラーでごみ取りを行う。
【0029】
ワーク供給部1では、ストックされたワークを1セット取り出し、粘着ローラーでワークの表裏面のごみ取りを行う。ワークの例としては、図2に示すようなアンテナ素子が搭載された(図示せず)インレット12が貼り付けられたA基材11とそのインレット12を覆うようにもう一方のB基材13が重ねられているワーク10があげられる。ごみ取りの終わったワーク10は、ワーク・定盤積載部2へ送られる。
【0030】
ワーク・定盤積載部2では、定盤ストッカー6よりごみ取りの終わった、吸着性定盤と非吸着性定盤が供給される。定盤は、石製やガラス製を用いることもできるが、加工性の優れた安価な金属製が好ましく使用される。まず、図3のように、吸着性定盤14が水平に置かれその上に、ワーク供給部1より送られてきたワーク10を積載し、更にワークの上に非吸着性定盤15を積載する。
【0031】
吸着性定盤14と非吸着性定盤15は、熱プレスによりワーク10が軟化あるいは溶融して、ワーク10に定盤が密着され、冷却されたのち、ワーク10に対して、剥がれにくいほうを吸着性定盤14とし、剥がれやすいほうを非吸着性定盤15とする。このためには、吸着性定盤14と非吸着性定盤15のそれぞれのワーク10側の表面を異なるようにすれば良い。
【0032】
吸着性定盤は、(JIS G4305:2005での)合金番号がSUS304またはSUS430のステンレスからなり、ワーク側の面がマット加工され、算術平均粗さRa(JIS B0601:1994、以下同じ)が、0.8μmのものを用いた。また、非吸着性定盤は、同じく合金番号がSUS304またはSUS430のステンレスからなり、ワーク側の面がグロス加工され、算術平均粗さRaが、0.03μmのものを用いた。
【0033】
ワークと定盤を分離するときに吸着性定盤へのワークの確実な吸着のためには、非吸着性定盤の表面の算術平均粗さが、吸着性定盤の表面の算術平均粗さより、Raで0.7μm以上小さいことが好ましい。
【0034】
非吸着性定盤には、前記のグロス加工された定盤ではなく、金属からなりワークと接する面をフッ素加工した処理表面とした定盤も使用できる。
【0035】
定盤の表面をフッ素加工した処理表面とする方法は、フッ素系樹脂のポリテトラフルオロエチレン(PTFE)の1μm以下の粉末を分散させた無電解ニッケルめっき液を用いて、無電解ニッケルめっきを行うことによって、定盤のワークと接する面に、フッ素系樹脂が分散したニッケル皮膜を設けることができる。無電解ニッケルめっき層へのPTFEの含有率は、3〜15%が好ましく、これにより、300〜900HVの皮膜強度が得られる。
【0036】
また、非吸着性定盤には特別な表面処理を行わず、平坦な定盤を用いて、非吸着性定盤とワークの間に離型フィルムを挟んでもよい。離型フィルムとしては、ワーク表面と親和性のないフィルムが用いられる。フッ素系樹脂フィルムを使用しても良いが、ワークの表面の材料が非結晶性ポリエステル樹脂であるPETGの場合には、ポリプロピレンフィルムを用いることができる。
【0037】
吸着性定盤14、ワーク10、非吸着性定盤15と順に積載され、定盤に挟まれたワーク10は重ねられた状態で搬送装置7によって、熱プレス機3に送られる。
【0038】
定盤に挟まれたワーク10は熱プレス機3で吸着性定盤14と非吸着性定盤15の外面より押圧され、押圧された状態で加熱され、その後冷却される。これによって、ワーク10は一体化され1枚のシートに貼り合わされる。
【0039】
熱プレスの条件としては、たとえば、ワークのシートの材質が、ポリ塩化ビニルやPETGの場合の一例を下記に示す。
(加熱プレス)
圧力:15〜40kgf/cm2、温度:100〜160℃、 時間:30〜60分
(冷却プレス)
圧力:15〜40kgf/cm2、温度:10〜30℃、 時間:15〜30分
熱プレスされた定盤に挟まれたワーク10は熱プレス機3から排出され、搬送装置7によってワーク・定盤分離部4に送られる。
【0040】
ワーク・定盤分離部4において、ワーク10と定盤の分離を行う。下から、吸着性定盤14、ワーク10、非吸着性定盤15と順に重ねられた積載物のうち、非吸着性定盤15を持ち上げると、ワーク10は吸着性定盤14側に残り、非吸着性定盤15のみが持ち上がり取り除くことができる。しかる後、ワーク10を分離して、ワーク10をワーク排出部5へ搬送する。非吸着性定盤15および吸着性定盤14は定盤ストッカー6へ搬送する。上記の工程によって、ワーク10は熱プレスにより一体化され貼り合わされる。
【0041】
吸着性定盤14からワーク10を取り出す具体的方法としては、たとえば、吸着性定盤14を機械的に固定し、バキュームパッドに非吸着性定盤15を吸着させて取り除き、次にワーク10を同様にバキュームパッドに吸着させて取り出すことができる。
【0042】
本発明の貼り合わせ方法の別の実施形態について以下に詳細に説明する。前述の実施形態では、ひとつのワークを熱プレスしていたが、二つのワークを同時に熱プレスする貼り合わせ方法である。製造ラインの構成は図1と同じである。
【0043】
定盤ストッカー6から非吸着性定盤および吸着性定盤をワーク・定盤積載部2に供給する。このとき、非吸着性定盤を2セット供給する。供給前には前述の実施形態と同様に各定盤の表裏を粘着ローラーでなぞり、ごみ取りを行う。
【0044】
ワーク供給部1では、ストックされたワークを2セット取り出し、粘着ローラーでそれぞれのワークの表裏面のごみ取りを行う。ごみ取りの終わったワークは、ワーク・定盤積載部2へ送られる。
【0045】
ワーク・定盤積載部2では、定盤ストッカー6よりごみ取りの終わった、吸着性定盤と非吸着性定盤が供給される。まず、吸着性定盤22が水平に置かれその上に、ワーク供給部1より送られてきたAワーク20を積載し、更にAワーク20の上にA非吸着性定盤23を積載する。これを反転させ吸着性定盤22を上にして、吸着性定盤22の上にさらにBワーク21とB非吸着性定盤24を順次積載する。
【0046】
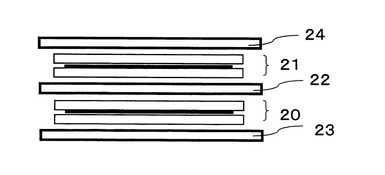
図4に示すように、A非吸着性定盤23、Aワーク20、吸着性定盤22、Bワーク21、B非吸着性定盤24と順に積載された積載物は、この状態で搬送装置によって、熱プレス機に送られる。
【0047】
定盤に挟まれたワークは熱プレス機で両側の非吸着性定盤23,24の外面より押圧され、押圧された状態で加熱され、その後冷却される。これによって、Aワーク20及びBワーク21はそれぞれ一体化されそれぞれ各1枚のシートに貼り合わされる。熱プレスの
条件は前述と同様である。
【0048】
熱プレスされた定盤に挟まれたワークは熱プレス機から排出され、搬送装置によってワーク・定盤分離部4に送られる。
【0049】
ワーク・定盤分離部4において、ワークと定盤の分離を行う。下から、A非吸着性定盤23、Aワーク20、吸着性定盤22、Bワーク21、B非吸着性定盤24と順に重ねられた積載物のうち、一番上のB非吸着性定盤24を持ち上げると、Bワーク21は吸着性定盤22側に残り、B非吸着性定盤24のみが持ち上がり取り除くことができる。しかる後、Bワーク21を分離して、Bワーク21をワーク排出部5へ搬送する。
【0050】
次に、残ったA非吸着性定盤23、Aワーク20、吸着性定盤22を反転させ、A非吸着性定盤23を上にして、A非吸着性定盤23を持ち上げ取り除く。しかる後、Aワーク20を分離して、Aワーク20をワーク排出部5へ搬送する。非吸着性定盤23,24および吸着性定盤22は定盤ストッカー6へ搬送する。
【0051】
上記の工程によって、二つのワークを同時に熱プレスすることができ、製造ラインを2ライン作らなくても、1ラインで倍の製造能力が得られ、設備コストの削減ができる。
【0052】
以上のように、吸着性定盤と非吸着性定盤の間にワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることによって、熱プレス後に吸着性定盤と非吸着性定盤を離したときに、平面状に一体化された前記ワークが必ず吸着性定盤側に残るので、残った吸着性定盤の上のワークを取り除くことが自動で行うことが可能となり、全体の製造ラインを自動化することができる。
【符号の説明】
【0053】
1・・・ワーク供給部
2・・・ワーク・定盤積載部
3・・・熱プレス機
4・・・ワーク・定盤分離部
5・・・ワーク排出部
6・・・定盤ストッカー
7・・・搬送装置
10・・・ワーク
11・・・A基材
12・・・インレット
13・・・B基材
14・・・吸着性定盤
15・・・非吸着性定盤
20・・・Aワーク
21・・・Bワーク
22・・・吸着性定盤
23・・・A非吸着性定盤
24・・・B非吸着性定盤
【技術分野】
【0001】
本発明は、シート状のワークを熱プレスし一体化する貼り合わせ方法に関する。
【背景技術】
【0002】
複数のシート(フィルムを含む、以下同様)を重ね合わせた、あるいは、シートにさまざまな部品を設けたワークを熱プレスし一体化する貼り合わせ方法は、様ざまな用途に用いられ、電子部品や記憶媒体の製造においても用いられている。
【0003】
電子部品としては、回路基板や回路部品内臓モジュールなどの製造に使用されている。また、記憶媒体としては、磁気カード、非接触ICカードや、貼り合わせにICを埋設させる接触型ICカードの製造に使用されている。
【0004】
たとえば、非接触ICカードにおいては、ICチップやアンテナからなるICモジュールが形成されたコアシートの両面に表層となる表面シートを重ね合わせたワークを、熱プレスによって一体化し貼り合わせている。
【0005】
このような、熱プレスは、ワークを金属製の定盤の間に挟みこんで、熱プレス機にて加熱・押圧して行う。金属製の定盤のワーク側の表面は、グロス状に加工されているのが一般的である。
【0006】
しかしながら、熱プレスにおいては、挟み込んだワークが熱プレスによって、金属製の定盤に貼り付くといった問題があった。この問題を解決するために、定盤の表面を離型処理したり、ワークと定盤の間に離型フィルムをおいたりして、定盤とワークを剥がしやすくする技術がある。
【0007】
定盤の表面を離型処理の例としては、フッ素系樹脂(PTFE)の1μm以下の粉末を分散させた無電解ニッケルめっき液を用いて、無電解ニッケルめっきを行うことによって、定盤のワークと接する面に、フッ素系樹脂が分散したニッケル皮膜を設けたものがある。(特許文献1)
離型フィルムとしては、必ずしも、フッ素系樹脂フィルムを使用しなくとも、ワークの表面の材料と親和性がないフィルムを用いればよい。ワークの表面の材料がポリ塩化ビニルやPETGの場合には、ポリプロピレンフィルムを用いることができる。(特許文献2)
公知文献を以下に示す。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−129989号公報
【特許文献2】特開2009−113357号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
グロス状に表面が加工された定盤を用いる場合だけでなく、定盤の表面を離型処理したり、ワークと定盤の間に離型フィルムをおいたりした場合であっても、熱プレス後に金属性の定盤を離間させたとき、ワークが2枚の定盤のいずれかに付着するが、2枚のどちら
の定盤に付着するか離間してみないとわからない。そのため、2枚の定盤からワークを取り出す工程は自動化が難しく、手作業で行っているのが現状であり、効率が悪いといった問題がある。
【0010】
また、このような人による手作業では発塵の問題が生じる。人が介在することによって、作業環境の雰囲気中に塵などが舞い、その雰囲気中の塵はワークを汚染する原因となり、不良品の発生につながり、収率の低下やそのために製造コストが上昇するといった問題がある。
【0011】
更には、人が扱うことによって、定盤の表面に予測されない傷や汚れが付く可能性がある。このような定盤を使用するとワークに傷が付いたり、異物が付着するなどの事故を引き起こす原因となる。
【課題を解決するための手段】
【0012】
本発明は係る課題に鑑みなされたものであり、請求項1の発明は、シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法である。
【0013】
本発明の請求項2に係わる発明は、シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、第1の非吸着性定盤、第1のワーク、吸着性定盤、第2のワーク、第2の非吸着性定盤の順に重ね合わせ、この重ね合わせた状態で、前記第1の非吸着性定盤と前記第2の非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法である。
【0014】
本発明の請求項3に係わる発明は、前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたことを特徴とする請求項1または請求項2に記載の貼り合わせ方法である。
【0015】
本発明の請求項4に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいことを特徴とする請求項3に記載の貼り合わせ方法である。
【0016】
本発明の請求項5に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたことを特徴とする請求項3に記載の貼り合わせ方法である。
【0017】
本発明の請求項6に係わる発明は、前記非吸着性定盤が、金属からなりワークと接する面と、ワークの間に離型性フィルムを設置したことを特徴とする請求項3に記載の貼り合わせ方法である。
【0018】
本発明の請求項7に係わる発明は、前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すことを特徴とする請求項1または請求項2に記載の貼り合わせ方法である。
【発明の効果】
【0019】
本発明の貼り合わせ方法は、以上のように吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させるので、後工程で前記吸着性定盤と前記非吸着性定盤を離したときに、平面状に一体化された前記ワークが前記吸着性定盤側に残るので、定盤からのワークの分離を自動化することができる。
前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたので、ワークが確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0020】
前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいので、ワークは前記非吸着性定盤から離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0021】
前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたので、ワークは前記非吸着性定盤から容易に離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0022】
前記非吸着性定盤がワークと接する面と、ワークの間に離型性フィルムを設置したので、ワークは離型性フィルムとともに、前記非吸着性定盤から離れ、確実に前記吸着性定盤側吸着して残るので、定盤からのワークの分離を自動化することができる。
【0023】
前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すので、平面状に一体化させた後のワークの取り出しが、人手をかける必要がなくなり、容易に自動化することができる。
【0024】
更に定盤からのワークの分離を自動化させることによって、人が介在することがなくなるので、浮遊粒子の発生が抑えられ、それによる製品不良が低減される。また、人の作業ミスによる、定盤への傷、汚れ、異物付着をなくすことができる。
【図面の簡単な説明】
【0025】
【図1】本発明の貼り合わせ方法を用いた製造ラインを模式的に平面で示した説明図である。
【図2】本発明の貼り合わせ方法を用いるワークの一例の断面図である。
【図3】本発明の貼り合わせ方法でワークを2種類の定盤で挟んだ一例の断面図である。
【図4】本発明の貼り合わせ方法を用いた他の例の断面図である。
【発明を実施するための形態】
【0026】
本発明の貼り合わせ方法を一実施形態に基づいて以下に詳細に説明する。
【0027】
図1は、本発明の貼り合わせ方法を用いた製造ラインを模式的に平面で示した説明図である。製造ラインは、ワーク供給部1、ワーク・定盤積載部2、熱プレス機3、ワーク・定盤分離部4、ワーク排出部5、定盤ストッカー6とその間をつなぐ搬送装置7からなっている。
【0028】
定盤ストッカー6から非吸着性定盤および吸着性定盤をワーク・定盤積載部2に供給する。供給する前に非吸着性定盤および吸着性定盤を定盤ストッカー6で、非吸着性定盤および吸着性定盤のそれぞれの定盤の表裏を粘着ローラーでごみ取りを行う。
【0029】
ワーク供給部1では、ストックされたワークを1セット取り出し、粘着ローラーでワークの表裏面のごみ取りを行う。ワークの例としては、図2に示すようなアンテナ素子が搭載された(図示せず)インレット12が貼り付けられたA基材11とそのインレット12を覆うようにもう一方のB基材13が重ねられているワーク10があげられる。ごみ取りの終わったワーク10は、ワーク・定盤積載部2へ送られる。
【0030】
ワーク・定盤積載部2では、定盤ストッカー6よりごみ取りの終わった、吸着性定盤と非吸着性定盤が供給される。定盤は、石製やガラス製を用いることもできるが、加工性の優れた安価な金属製が好ましく使用される。まず、図3のように、吸着性定盤14が水平に置かれその上に、ワーク供給部1より送られてきたワーク10を積載し、更にワークの上に非吸着性定盤15を積載する。
【0031】
吸着性定盤14と非吸着性定盤15は、熱プレスによりワーク10が軟化あるいは溶融して、ワーク10に定盤が密着され、冷却されたのち、ワーク10に対して、剥がれにくいほうを吸着性定盤14とし、剥がれやすいほうを非吸着性定盤15とする。このためには、吸着性定盤14と非吸着性定盤15のそれぞれのワーク10側の表面を異なるようにすれば良い。
【0032】
吸着性定盤は、(JIS G4305:2005での)合金番号がSUS304またはSUS430のステンレスからなり、ワーク側の面がマット加工され、算術平均粗さRa(JIS B0601:1994、以下同じ)が、0.8μmのものを用いた。また、非吸着性定盤は、同じく合金番号がSUS304またはSUS430のステンレスからなり、ワーク側の面がグロス加工され、算術平均粗さRaが、0.03μmのものを用いた。
【0033】
ワークと定盤を分離するときに吸着性定盤へのワークの確実な吸着のためには、非吸着性定盤の表面の算術平均粗さが、吸着性定盤の表面の算術平均粗さより、Raで0.7μm以上小さいことが好ましい。
【0034】
非吸着性定盤には、前記のグロス加工された定盤ではなく、金属からなりワークと接する面をフッ素加工した処理表面とした定盤も使用できる。
【0035】
定盤の表面をフッ素加工した処理表面とする方法は、フッ素系樹脂のポリテトラフルオロエチレン(PTFE)の1μm以下の粉末を分散させた無電解ニッケルめっき液を用いて、無電解ニッケルめっきを行うことによって、定盤のワークと接する面に、フッ素系樹脂が分散したニッケル皮膜を設けることができる。無電解ニッケルめっき層へのPTFEの含有率は、3〜15%が好ましく、これにより、300〜900HVの皮膜強度が得られる。
【0036】
また、非吸着性定盤には特別な表面処理を行わず、平坦な定盤を用いて、非吸着性定盤とワークの間に離型フィルムを挟んでもよい。離型フィルムとしては、ワーク表面と親和性のないフィルムが用いられる。フッ素系樹脂フィルムを使用しても良いが、ワークの表面の材料が非結晶性ポリエステル樹脂であるPETGの場合には、ポリプロピレンフィルムを用いることができる。
【0037】
吸着性定盤14、ワーク10、非吸着性定盤15と順に積載され、定盤に挟まれたワーク10は重ねられた状態で搬送装置7によって、熱プレス機3に送られる。
【0038】
定盤に挟まれたワーク10は熱プレス機3で吸着性定盤14と非吸着性定盤15の外面より押圧され、押圧された状態で加熱され、その後冷却される。これによって、ワーク10は一体化され1枚のシートに貼り合わされる。
【0039】
熱プレスの条件としては、たとえば、ワークのシートの材質が、ポリ塩化ビニルやPETGの場合の一例を下記に示す。
(加熱プレス)
圧力:15〜40kgf/cm2、温度:100〜160℃、 時間:30〜60分
(冷却プレス)
圧力:15〜40kgf/cm2、温度:10〜30℃、 時間:15〜30分
熱プレスされた定盤に挟まれたワーク10は熱プレス機3から排出され、搬送装置7によってワーク・定盤分離部4に送られる。
【0040】
ワーク・定盤分離部4において、ワーク10と定盤の分離を行う。下から、吸着性定盤14、ワーク10、非吸着性定盤15と順に重ねられた積載物のうち、非吸着性定盤15を持ち上げると、ワーク10は吸着性定盤14側に残り、非吸着性定盤15のみが持ち上がり取り除くことができる。しかる後、ワーク10を分離して、ワーク10をワーク排出部5へ搬送する。非吸着性定盤15および吸着性定盤14は定盤ストッカー6へ搬送する。上記の工程によって、ワーク10は熱プレスにより一体化され貼り合わされる。
【0041】
吸着性定盤14からワーク10を取り出す具体的方法としては、たとえば、吸着性定盤14を機械的に固定し、バキュームパッドに非吸着性定盤15を吸着させて取り除き、次にワーク10を同様にバキュームパッドに吸着させて取り出すことができる。
【0042】
本発明の貼り合わせ方法の別の実施形態について以下に詳細に説明する。前述の実施形態では、ひとつのワークを熱プレスしていたが、二つのワークを同時に熱プレスする貼り合わせ方法である。製造ラインの構成は図1と同じである。
【0043】
定盤ストッカー6から非吸着性定盤および吸着性定盤をワーク・定盤積載部2に供給する。このとき、非吸着性定盤を2セット供給する。供給前には前述の実施形態と同様に各定盤の表裏を粘着ローラーでなぞり、ごみ取りを行う。
【0044】
ワーク供給部1では、ストックされたワークを2セット取り出し、粘着ローラーでそれぞれのワークの表裏面のごみ取りを行う。ごみ取りの終わったワークは、ワーク・定盤積載部2へ送られる。
【0045】
ワーク・定盤積載部2では、定盤ストッカー6よりごみ取りの終わった、吸着性定盤と非吸着性定盤が供給される。まず、吸着性定盤22が水平に置かれその上に、ワーク供給部1より送られてきたAワーク20を積載し、更にAワーク20の上にA非吸着性定盤23を積載する。これを反転させ吸着性定盤22を上にして、吸着性定盤22の上にさらにBワーク21とB非吸着性定盤24を順次積載する。
【0046】
図4に示すように、A非吸着性定盤23、Aワーク20、吸着性定盤22、Bワーク21、B非吸着性定盤24と順に積載された積載物は、この状態で搬送装置によって、熱プレス機に送られる。
【0047】
定盤に挟まれたワークは熱プレス機で両側の非吸着性定盤23,24の外面より押圧され、押圧された状態で加熱され、その後冷却される。これによって、Aワーク20及びBワーク21はそれぞれ一体化されそれぞれ各1枚のシートに貼り合わされる。熱プレスの
条件は前述と同様である。
【0048】
熱プレスされた定盤に挟まれたワークは熱プレス機から排出され、搬送装置によってワーク・定盤分離部4に送られる。
【0049】
ワーク・定盤分離部4において、ワークと定盤の分離を行う。下から、A非吸着性定盤23、Aワーク20、吸着性定盤22、Bワーク21、B非吸着性定盤24と順に重ねられた積載物のうち、一番上のB非吸着性定盤24を持ち上げると、Bワーク21は吸着性定盤22側に残り、B非吸着性定盤24のみが持ち上がり取り除くことができる。しかる後、Bワーク21を分離して、Bワーク21をワーク排出部5へ搬送する。
【0050】
次に、残ったA非吸着性定盤23、Aワーク20、吸着性定盤22を反転させ、A非吸着性定盤23を上にして、A非吸着性定盤23を持ち上げ取り除く。しかる後、Aワーク20を分離して、Aワーク20をワーク排出部5へ搬送する。非吸着性定盤23,24および吸着性定盤22は定盤ストッカー6へ搬送する。
【0051】
上記の工程によって、二つのワークを同時に熱プレスすることができ、製造ラインを2ライン作らなくても、1ラインで倍の製造能力が得られ、設備コストの削減ができる。
【0052】
以上のように、吸着性定盤と非吸着性定盤の間にワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることによって、熱プレス後に吸着性定盤と非吸着性定盤を離したときに、平面状に一体化された前記ワークが必ず吸着性定盤側に残るので、残った吸着性定盤の上のワークを取り除くことが自動で行うことが可能となり、全体の製造ラインを自動化することができる。
【符号の説明】
【0053】
1・・・ワーク供給部
2・・・ワーク・定盤積載部
3・・・熱プレス機
4・・・ワーク・定盤分離部
5・・・ワーク排出部
6・・・定盤ストッカー
7・・・搬送装置
10・・・ワーク
11・・・A基材
12・・・インレット
13・・・B基材
14・・・吸着性定盤
15・・・非吸着性定盤
20・・・Aワーク
21・・・Bワーク
22・・・吸着性定盤
23・・・A非吸着性定盤
24・・・B非吸着性定盤
【特許請求の範囲】
【請求項1】
シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、
吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法。
【請求項2】
シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、
第1の非吸着性定盤、第1のワーク、吸着性定盤、第2のワーク、第2の非吸着性定盤の順に重ね合わせ、この重ね合わせた状態で、前記第1の非吸着性定盤と前記第2の非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法。
【請求項3】
前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたことを特徴とする請求項1または請求項2に記載の貼り合わせ方法。
【請求項4】
前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項5】
前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項6】
前記非吸着性定盤が、金属からなりワークと接する面と、ワークの間に離型性フィルムを設置したことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項7】
前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すことを特徴とする請求項1または請求項2に記載の貼り合わせ方法。
【請求項1】
シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、
吸着性定盤と非吸着性定盤の間に前記ワークを挟みこみ、この重ね合わせた状態で、前記吸着性定盤と前記非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法。
【請求項2】
シート(またはフィルム)状の基材同士を重ね合わせたワーク、あるいは、シート(またはフィルム)状の基材に部品を取り付けたワークを、平面状に一体化させる貼り合わせ方法であって、
第1の非吸着性定盤、第1のワーク、吸着性定盤、第2のワーク、第2の非吸着性定盤の順に重ね合わせ、この重ね合わせた状態で、前記第1の非吸着性定盤と前記第2の非吸着性定盤の外側より押圧し前記ワークを平面状に一体化させることを特徴とする貼り合わせ方法。
【請求項3】
前記吸着性定盤が、金属からなりワークと接する面の表面をマット状としたことを特徴とする請求項1または請求項2に記載の貼り合わせ方法。
【請求項4】
前記非吸着性定盤が、金属からなりワークと接する面の表面をグロス状とし、前記グロス状の表面の算術平均粗さが、前記吸着性定盤の前記マット状の表面の算術平均粗さより小さいことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項5】
前記非吸着性定盤が、金属からなりワークと接する面をフッ素加工した処理表面としたことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項6】
前記非吸着性定盤が、金属からなりワークと接する面と、ワークの間に離型性フィルムを設置したことを特徴とする請求項3に記載の貼り合わせ方法。
【請求項7】
前記ワークを平面状に一体化させた後、下から、前記吸着性定盤、前記ワーク、前記非吸着性定盤の順になるように置き、前記非吸着性定盤を取り去り、次に前記ワークを取り出すことを特徴とする請求項1または請求項2に記載の貼り合わせ方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−104855(P2011−104855A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−261806(P2009−261806)
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月17日(2009.11.17)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]