
貼付剤
【課題】凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤を提供すること。
【解決手段】厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とする貼付剤。
【解決手段】厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とする貼付剤。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、貼付剤に関し、より詳しくは凹凸処理が施された支持体を備える貼付剤に関する。
【背景技術】
【0002】
一般に、薬剤は包装袋に品名、用法、用量等が記載されており、薬剤自体には何の表示もなされないことが多く、余程特徴的な外観を有する薬剤以外は外観から薬剤を判別することは困難である。また、薬剤の中には薬物用量が数種に分かれるものもあるが、薬剤の外観から薬物用量を特定することも困難である。このような外観識別の困難性に起因して薬剤の取り違えや誤った用量の薬剤が適用されると、患者に重大な危険をもたらすこととなるため、その防止策が強く求められている。
【0003】
一方、近年においては、消炎鎮痛薬ばかりか、気管支拡張薬、心疾患治療薬、骨粗鬆症治療薬、癌疼痛治療薬、局所麻酔薬等の種々の治療分野において貼付剤が使用されている。このような貼付剤は適用中に薬剤を視認できることが特徴のひとつである。そのため、貼付剤自体に薬剤の名称や用量等の識別情報や用法を表示することは薬剤の誤用防止策に極めて有用である。
【0004】
このような貼付剤への識別情報等の表示する方法としては、例えば、トーアエイヨ−山之内販売の商品名「フランドルテープS」に見られるように支持体であるフィルムにインキをプリントする方法や、帝國製薬社製の商品名「ライドダーム(Lidoderm)」に見られるように支持体である不織布に融着(エンボス)加工を施す方法が挙げられる。
【0005】
しかしながら、このようなインキをプリントする方法は、支持体素材がフィルムである場合には有用であるものの、支持体素材が布帛である場合には以下のような問題があって採用され難い。すなわち、支持体素材が布帛である場合には、(1)インキが布帛に滲み易いという問題、(2)プリント形状を鮮明にするためにインキを厚く塗る必要があるためインキの濃度を濃くしなければならないが、インキ濃度が濃いとインキがかすれ易くなるという問題、(3)インキ塗布量が多いと薬剤がインキによって汚染される可能性があるので、インキ成分自体の安全性に配慮する必要が生じるという問題、(4)薬剤成分の影響によってインキが変質又は溶解して判読が難しくなるという問題、(5)印刷、乾燥工程のために多大な作業コストを要するという問題等がある。そのため、支持体が不織布のような布帛である場合には、貼付剤への識別情報等の表示する方法としてインキを使用せずに融着加工を施すといったより簡易な方法が採用されてきた。そして、このような融着加工を施す方法においては、不織布に融着加工を施して凹凸を形成させ、不織布の生地そのままの凸部と、融着によって平坦化された凹部との光線の反射、散乱、透過の違いによって生じるコントラストによって商品名等の識別情報等を表示させていた。
【0006】
例えば、特開2001−231812号公報(特許文献1)においては、支持体である不織布に融着加工により文字を刻印した貼付剤が開示されている。このような特許文献1に記載のような従来技術においては、ポリエステル繊維等の熱可塑性樹脂からなる不織布を加熱したエンボスロールを通過させることによって文字を刻印していた。また、特開2001−55654号公報(特許文献2)においては、潜在捲縮性繊維を主体とする繊維ウエブを捲縮発現温度で熱処理手段により熱処理し、潜在捲縮性繊維が捲縮を発現した伸縮性不織布に所定のパターンを形成するに当たり、少なくとも一方に所定のエンボスパターンを有する1対の対向ロールを前記熱処理手段に連続して設け、対向ロールの温度を熱処理手段の捲縮発現温度よりも低くする方法が開示されている。更に、特開2002−235269号公報(特許文献3)においては、凹部であることによって認識できる文字、図形、模様、記号、絵、或いはこれらの組み合わせからなる長尺状の識別凹部単位の中心軸と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配向した識別凹部単位が複数個配置しており、しかも不織布のたて方向又はよこ方向の50%モジュラス強度が4N/50mm幅以下である伸縮性不織布が開示されている。また、特開2005−187954号公報(特許文献4)においては、融着加工が施された伸縮性不織布であって、少なくとも溶融開始温度の異なる捲縮性複合繊維が交絡してなると共に、エンボス凹部の繊維交絡部が融着していない伸縮性不織布が開示されている。
【0007】
しかしながら、このような特許文献1〜4に記載の従来技術は、凹凸処理が施される布帛がいずれも不織布に関するものである。また、特許文献1〜2に記載の従来技術においては、布帛全体としての伸長性が低いという問題があった。更に、不織布は元々伸長回復性が低いことから、上記特許文献1〜2に記載のような融着加工を施した貼付剤等は、伸び、縮みといった特性が十分なものではなかった。また、特許文献3〜4に記載の不織布においては、貼付剤の支持体として使用するにはやはり伸縮性の点では十分なものではなかった。
【0008】
なお、編布の加工方法等としては、特開平6−158527号公報(特許文献5)に記載されているような、対向押圧面の一方を、彫りの深さが3mm以上の金型とし、押圧面の他方を、3mm以上の厚さを有するシリコーンゴム製のスポンジ板として、化学合成繊維を少なくとも50%以上有する被加工布帛を両面から挟み込んで、両面から加熱すると共に、一定時間押圧するニット製布帛用エンボス加工方法や、特開昭62−199855号公報(特許文献6)においては、少なくとも編地の片面が熱可塑性合成繊維を主体とする合成繊維糸よりなり、且つ、その編地面に、溶融硬化している凹状の模様部が形成されている両面編地が開示されている。しかしながら、このような特許文献5〜6においては、いずれの編布も凹部の繊維が熱融着されたものとなっており、更に、得られる編布を貼付剤に利用する旨は記載も示唆もされていない。
【特許文献1】特開2001−231812号公報
【特許文献2】特開2001−55654号公報
【特許文献3】特開2002−235269号公報
【特許文献4】特開2005−187954号公報
【特許文献5】特開平6−158527号公報
【特許文献6】特開昭62−199855号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、織布を支持体とした貼付剤は、伸縮性に極めて優れ、皮膚の伸縮に良く追従できるため、皮膚伸縮の大きい関節周辺部位等にも適用することが可能であることから、先ず、支持体に織布を用いることを検討した。しかしながら、製剤の識別等のために織布に融着(エンボス)加工を施した場合には、融着加工を施した箇所の繊維が固定化されて全体の伸縮に寄与しなくなってしまい、全体として織布の伸縮性が低下してしまうとともに皮膚の伸縮動作に対する製剤の追従性が低下して製剤が剥がれ易くなってしまうことを見出した。また、本発明者らは、製剤の識別等のために織布に融着加工を施した場合には、融着加工により形成された凹部(融着部)が凸部と比較して粘着剤の投錨性が低く、凹部に沿って投錨破壊が起きて貼付剤を剥離したときに粘着剤の一部が皮膚に残留してしまう傾向にあるということを見出した。そして、支持体が凹凸図柄を有している場合には、その貼付剤を引き剥がす際に、支持体の凹部の形成されている部分と形成されていない部分とで面方向のモジュラスが異なるため、支持体が不均一な伸長するのに対して、粘着剤層の面方向のモジュラスは一定で粘着剤層が均一に伸長することから、支持体と粘着層との間で応力の伝わりにばらつきが生じ、これが投錨破壊の原因となっているということを見出した。
【0011】
そこで、本発明者らは、前記目的を達成すべく、更に鋭意研究を重ねた結果、熱プレスによって形成された凹部の厚みを特定の厚みに調整することによって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤が得られることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明の貼付剤は、厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とするものである。
【0013】
上記本発明の貼付剤としては、前記凹部の面積比率が、前記支持体の凹部を有する面の全面積の3〜25%であることが好ましい。
【0014】
上記本発明の貼付剤としては、前記凹部が、線幅が5mm以下の線状の凹部であることが好ましい。
【0015】
また、上記本発明の貼付剤としては、前記支持体の30%モジュラスが経緯ともに2kg/5cm以下であることが好ましい。
【0016】
さらに、上記本発明の貼付剤としては、前記織布の目付けが50〜200g/m2の範囲であることが好ましい。
【0017】
また、上記本発明の貼付剤としては、前記織布が両面メリヤス編からなることが好ましい。
【0018】
また、上記本発明にかかる粘着剤層としては、熱可塑性ゴムを含有し、実質的に水分を含有せず、且つ、厚みが30〜300μmであることが好ましい。
【発明の効果】
【0019】
本発明によれば、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤を提供することが可能となる。
【発明を実施するための最良の形態】
【0020】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0021】
本発明の貼付剤は、厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とするものである。
【0022】
本発明にかかる支持体は、厚みが200〜1000μm(好ましくは400〜800μm)の織布からなるものである。このような厚みが200μm未満では粘着剤層が染み出し、貼付時に衣服等に付着したり、製剤にコシが無くなって貼付時に粘着剤層同士がくっ付き貼付し難くなる。他方、前記厚みが1000μmを超えると伸縮性が低下する。また、本発明の貼付剤において、前記支持体は粘着剤層を物理的に支持し、外的な環境から粘着剤層及び適用患者の身体を被覆する。そのため、このような支持体としては、製剤を手で扱ったり、皮膚に貼ったりするために物理的な支持機能と皮膚に追従する伸縮性とを有する必要がある。このような観点から、前記支持体としては、皮膚から製剤を剥離するときに破れることがなく、更には粘着剤層中の成分が浸透して変質しないものが用いられる。
【0023】
また、本発明にかかる支持体は、前記粘着剤を配置しない側の一方の面に熱プレスによって凹部が形成されている。このような凹部によって、本発明にかかる支持体の一方の面に凹凸図柄が形成され、これによって薬剤の識別情報等を表示することが可能となっている。このような凹凸図柄によって表示する情報としては特に制限されないが、例えば、薬剤の名称、用量、用法、注意書き、販売元のような事業者名称、商品型式を意味する文字、記号、図形を挙げることができる。
【0024】
このような支持体の前記凹部が形成されている部分の厚みは、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3(より好ましくは1/5〜1/2)である。前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5未満では得られる貼付剤の投錨性が低下するとともに伸縮性が低下してしまい、他方、前記支持体の前記凹部が形成されていない部分の厚みの2/3を超えると、十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻るという現象が発生して視認性がより低下してしまう。
【0025】
また、本発明にかかる支持体としては、凹部を形成する織布において、繊維が相互に熱融着している部分の比率が30質量%以下であるものが好ましく、15質量%以下であるものがより好ましく、繊維が相互に熱融着されていないものが特に好ましい。このように凹部を形成する織布において、繊維が相互に熱融着している部分の比率を30質量%以下とすることによって、より効率的に織布の伸長性の低下を防止することができる傾向にある。
【0026】
また、前記支持体中において前記凹部が占める面積の割合としては、前記支持体の凹部を有する面の全面積の3〜25%であることが好ましく、10〜20%であることがより好ましい。前記凹部の占める面積の割合が前記下限未満では、視認性が低下する傾向にあり、他方前記上限を超えると得られる貼付剤の伸縮性が低下する傾向にある。
【0027】
さらに、前記凹部が線状の凹部である場合には、前記凹部の線幅が5mm以下であることが好ましく、2〜4mmであることがより好ましい。前記線幅が前記下限未満では、視認性が低下する傾向にあり、他方、前記上限を超えると得られる貼付剤の伸縮性が低下する傾向にある。
【0028】
また、本発明にかかる支持体の30%モジュラスは、皮膚に対して十分な追従性を有する十分な伸縮性を確保するという観点から、経緯ともに2kg/5cm以下であることが好ましく、0.2〜1.0kg/5cmであることがより好ましい。本発明における30%モジュラスの値は、支持体の所定方向について採取した幅50mm、長さ200mmの検体をインストロン型引張試験機に装着し、速度200mm/minにて伸長した際の30%歪時の張力(N)を測定して得られる値をいう。
【0029】
本発明にかかる支持体の材料として用いられる織布は、例えば、緯メリヤス編、経メリヤス編の編布の他、経糸と緯糸を編成した織物、レースを包含する。このような織布としては、支持体として用いた場合に投錨性をより向上させるという観点から、一方の面がパイルのない平滑な編成となっているものが好ましい。
【0030】
また、このような緯メリヤス編としては、天竺編、ゴム編、パール編(ガータ編)等が挙げられる。このような天竺編の編布は鹿の子編、裏毛編等の変化組織を有するものであり、このような変化組織によって表裏の目の違いがはっきりしている。そのため、前記支持体として天竺編の編布を用いる場合には投錨性をより向上させるという観点から、平滑で密な面に粘着剤を配置させることが好ましい。
【0031】
また、前記ゴム編(リブ編)は、丸編機で編まれる場合にはフライス編とも呼ばれる。このようなゴム編の編布は、コース方向に表目と裏目が編まれるので、基本的に表裏はない。また、このようなゴム編の変化組織としては、片畦編、両畦編等が挙げられる。このようなゴム編の編布は、伸縮性に優れ、粘着剤層の投錨性が向上するという観点から好適に用いることができる。また、このような編布の編成としては特に制限されないが、例えば、ポリエステル製マルチフィラメント糸を用いて、編地の密度をコース20〜50/インチ、ウェル20〜50/インチとする編成が挙げられる。また、このようなゴム編は丸編であっても横編であってもよい。このようなゴム編の編布は横方向の伸縮性に優れたものとなる傾向にある。
【0032】
また、前記パール編はガータ編とも呼ばれる。このようなパール編の編布もコースごとに表目と裏目が交互につくられるので基本的に表裏はない。このようなパール編の編布はタテ方向の伸縮性に優れたものとなる傾向にある。
【0033】
また、前記経メリヤス編としては、一重編構造としてデンビ編、コード編、アトラス編、くさり編等が挙げられ、二重以上の編構造としてハーフ編、逆ハーフ編、クインズコード編、ダブルアトラス編等が挙げられる。このような経メリヤス編の編布としては特に制限されないが、例えば、30デニールのポリエステル糸をデンビ、トリコット編によって編成された目付80g/m2の編布が挙げられる。
【0034】
また、メリヤス編の編布は、複数段に編成することができる。このような複数段に編成した編布は、段数を増すことによって編機が複雑となるものの、粘着剤の裏じみをより効率的に防止することができるものとなる。また、このようなメリヤス編の編布としては、両面メリヤス編からなる編布が好ましい。このような両面メリヤス編からなる編布は表裏特性が均等なものとなり、製剤のめくれやカール等をより効率的に防止することが可能となる傾向にある。また、複数段の両面編成とすることによって、熱プレスにより形成された凹凸が安定して保持され、また凹凸模様の視認性も向上する傾向にある。
【0035】
前記編布の目付としては、50〜200(より好ましくは80〜180)g/m2の範囲が好ましい。前記目付が50g/m2未満では、得られる貼付剤の自己支持性が不足するため貼付剤を貼付する際の操作が困難となるばかりか、粘着剤が裏じみしやすい傾向にある。また、前記目付が200g/m2を超えると、裏じみを防止する観点からは好ましいものの布帛の伸長性が低下する傾向にある。
【0036】
また、支持体の30%モジュラスの値には、主として編布の編成方法と、目付けに影響するコース、ウェルの編地の密度と、糸の太さ(デニール)と、凹部の熱プレスの際のプレス比率とが影響する。前記支持体の30%モジュラスの値を経緯ともにより確実に2kg/5cm以下とするという観点からは、編地の密度をコースが20〜50/インチでウェルが20〜50/インチとすることが好ましい。
【0037】
さらに、本発明の支持体に用いる編布としては、経緯方向の伸縮性を等しくした編布が好ましい。このような編布は、編成方法によって経緯方向の伸縮性に違いを有することがあるが、インレイ糸を挿入して編成することで経緯方向の伸縮性を調整できる。また、本発明において支持体に用いられる編布は、その編成方法によってコース、ウェル各方向の伸縮性が異なるものとなるため、前記両方向の30%モジュラスが相対的に均等になるように編地の各密度を調整することが好ましい。また、前記支持体の両方向の30%モジュラスの値は、編布を製造する際の編布編成後のヒートセット工程においてオーバーフィード率を増減することによっても調整することもできる。
【0038】
また、前記編布の繊維の主材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン、ポリアクリロニトリル、ポリプロピレン等のポリオレフィン(例えばHelly Hansen社製の商品名「Lifa」)、ビニロン等のポリビニルアルコール等の熱可塑性樹脂の1種を単独で又は2種以上を混合したものが挙げられる。このような編布の繊維の主材質としては、薬物をはじめとする粘着剤成分の保存安定性の観点からポリエステルが好ましい。また、前記編布には、前記主材質の繊維にレーヨン等のセルロース繊維や、綿等を加えることもできる。また、前述のインレイ糸としては、上記の材質のものを使用することが可能であり、更に、合成ポリウレタン、合成ゴム等の弾性の高い繊維を使用することも可能である。
【0039】
また、前記編布に編成される糸としては特に制限されないが、30%モジュラスの値を経緯ともにより確実に2Kg/5cm以下とするという観点から、30〜150デニールの範囲の糸が好ましい。デニールとは、糸9000mあたりのグラム(g)であらわす重量値である。このような糸の繊維が太いと編布が硬い触感となる。このような糸としては、モノフィラメント糸であっても、複数のフィラメントから構成されるマルチフィラメント糸であってもよいが中でもマルチフィラメント糸が好ましい。このようなマルチフィラメント糸を用いた場合には、官能的に心地よい肌触り、風合を与えるだけでなく、製剤を貼付した状態での違和感が少なく、心理的なストレスが少ない傾向にある。また、編成する糸の太さに応じて、得られる編布の目付けが増す傾向にある。
【0040】
また、このような糸の捲縮度としては、100〜130%の範囲が好ましい。捲縮度が100%未満では、編布の伸縮性が低下する傾向にあり、他方、130%を超えると、編成操作が困難となる傾向にある。なお、捲縮度は、JIS L1015に規定の通り、0.18mN/dtexの錘をつけた時の糸の長さを「1」として、4.41mN/dtexの錘をつけた時の伸長度合いを百分率で表したものである。
【0041】
また、本発明にかかる支持体の材料として用いられる織物としては特に限定されず、例えば、平織り、綾織、朱子織等の基本組織が挙げられる。また、このような織物(布帛)の伸縮性を高めるため、前記基本編成に変化組織を加えてもよい。
【0042】
次に、前記織布に凹部を形成させる熱プレスの好適な方法について説明する。このような熱プレスの好適な方法としては、凸金型と平坦なアンビルとの間で織布を熱プレスする方法を挙げることができる。すなわち、このような熱プレスの方法においては、加熱された凸金型が熱可塑性樹脂からなる織布に接することによって、織布の繊維が塑性変形を受けて凹部が形成される。
【0043】
また、このような熱プレスに用いられる前記凸金型及び前記アンビルとしては、平形のものであってもロール形(シリンダー形)のものであってもよい。このような凸金型の中でも、加工速度の観点から、加熱によって凸部の温度が保たれる仕組みを有するものが好ましく、凸部の温度が保たれる仕組みを有する金属製のロール形のものがより好ましい。このような凸部の温度を保つ仕組みとしては特に制限されないが、例えば、平金型の金型においてはシーズヒーターを備えたヒートブロックであっても、超音波振動によって発熱を利用する仕組みであってもよく、ロール形の金型においては金型の内部に熱媒を循環させる加熱仕組みであってもよい。
【0044】
また、このような金型の凸部には、彫刻等の機械加工やエッチング等によって所望の図柄を形成させることができる。また、このような凸部の高さは、他の箇所(低部)よりも1mm以上高くすることが好ましい。このような凸部の高さが1mm未満であると、前記低部で織布に金型の熱が伝わってしまい、織布の伸縮性が低下する傾向にある。
【0045】
また、このような凸金型における凸部の面積比率、すなわち、有効な全金型面(凸部+底部)に対する凸部の面積の比率(以下プレス比率と言う)は、3〜25%であることが好ましく、10〜20%であることがより好ましい。前記プレス比率が25%を超えると、30%モジュラスの値が大きくなり、織布の伸縮性が低下する傾向にあり、他方、3%未満では、織布に形成される凹凸形状の視認性が低下する傾向にある。更に、凸部形成される図柄としては特に制限されないが、文字のような線状の図形を主体とすることが好ましく、線幅が5mmを超えないものであることがより好ましい。更に、特定の領域だけに凸部が集中すると、その箇所の織布の伸縮性が低下する傾向にあることから、凸部は、金型の全面になるべく均等に分布させることが好ましい。
【0046】
また、前記熱プレスの際の凸金型及びアンビルの加熱温度は凹部の繊維がフィルム状に融着しないように調整することが好ましい。また熱プレスの際の凸金型及びアンビルの加熱温度は、織布を光にかざした場合に凹部の方が凸部よりも光線が透過せずに暗く見えるような程度の条件とすることが好ましい。
【0047】
また、このような凸金型の加熱温度は、加工する織布に使用された樹脂のガラス転移温度よりも高い融点付近の温度とすることが好ましい。また、このような凸金型の加熱温度は加工速度が速い程、織布によって凸金型が冷却され、また凸金型が織布を加熱する時間が短くなる傾向にあるため、加工速度に応じて設定することが好ましい。
【0048】
さらに、このような凸金型の加熱温度としては、用いられる織布の材質等によっても異なるものではあるが、織布の材質がポリエチレンテレフタレートの場合には、150〜220℃程度とすることが好ましく、160〜200℃程度とすることがより好ましい。前記加熱温度が前記上限を超えると、加熱温度が高過ぎて織布の繊維が融解、融着して凹部がフィルム状になってしまい、粘着剤の投錨性が低下する傾向にあり、他方、前記下限未満では、凹部が弱く十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻る現象が発生して視認性がより低下してしまう傾向にある。
【0049】
また、前記アンビルとしては、加工速度の点から金属製でロール形(シリンダー形)のものが好ましい。このようなアンビルとしては、熱プレスの際に織布を通して凸金型の熱が伝わって徐々に温まってしまうことから、一定の温度に保たれる仕組み(例えば、熱媒循環)を有するものが好ましい。
【0050】
なお、前記アンビルの金属表面にゴムライニングを施して軟質化することは好ましくない。このようなアンビルの金属表面にゴムライニングを施した場合には、加工した織布のアンビルに接した側にも凹凸が生じて粘着剤層の投錨性が低下してしまい、凹部に穴が生じ易くなって裏じみが生じ易くなる傾向にある。
【0051】
また、熱プレスの際における前記アンビルの温度としては、加工する織布に使用された樹脂のガラス転移温度を超えないことが好ましい。このような熱プレスの際における前記アンビルの温度としては、用いられる織布の材質等によっても異なるものではあるが、織布の材質がポリエチレンテレフタレートの場合には20〜150℃とすることが好ましく、20〜80℃とすることがより好ましい。前記アンビルの温度が前記上限を超えると、織布のアンビル側に接した面に凹凸が生じ、粘着剤の投錨性が低下する傾向にあり、他方、前記下限未満では、金型表面が冷め易くなるので、加工速度の遅速に依存して加工仕上がりにムラが生じ、形成される凹部の均一性が低下する傾向にある。
【0052】
以下、凸金型、アンビルともにロール形のものを用いた場合の熱プレスの好適な方法について説明する。すなわち、先ず、金型の凸部とアンビルロールとが一定の狭い隙間を有するように、加熱された凸金型とアンビルロールを対向させて平行に配置する。次に、凸金型及びアンビルロールを回転させつつ前記隙間に織布を通す。これにより、織布の凸金型に接した箇所は熱によって塑性変形を受け、前記隙間を通った織布の金型に接した側の表面には、金型の円周面の図形に符合した凹凸図柄が周期的に形成される。このようにして織布の金型に接した側の面には凹凸図柄が形成され、アンビルに接した側の面は比較的平坦なものとなる。
【0053】
このようにして得られた織布は、貼付剤の支持体として使用する場合にアンビルに接した側の平坦な面に粘着剤層を配置するようにする。アンビルに接した平坦な面の方が投錨性に優れるためである。また、前記の凸金型ロールとアンビルロールの隙間は、15〜100μmの範囲が好ましい。前記隙間が15μm未満では、織布に形成された凹部に穴を生じて粘着剤の裏じみの原因となる傾向にあり、他方、100μmを超えると、凹部が弱く十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻る現象が発生して視認性がより低下してしまう傾向にある。
【0054】
また、本発明においては、前記織布を編成した後に前記織布に対して染色等の後加工を施してもよい。このような染色等の後加工を行う場合には、例えば、丸編布をまず開反し、最初に型くずれ(布帛の変形)を防止するためのヒートセットを施した後に、染色、紫外線吸収加工等の処理を行い、その後に、前述の熱プレスを行ってもよく、また、先に前述の熱プレスによる凹部の形成加工を施した後に染色加工を行ってもよい。先に熱プレスによる凹部の形成加工を施した後に染色加工を行う場合には、凹部と凸部とで染め上がりが異なり、凹凸図柄のみでなく色の濃淡によっても図柄を形成させることが可能となる。ただし、このような場合には染色処理温度の影響によって、凹凸が若干減弱する傾向にある。
【0055】
次に、本発明にかかる粘着剤層について説明する。
【0056】
本発明にかかる粘着剤層には、目的とする疾病治療又は予防のため、薬物を含有させることができる。このような薬物としては特に限定されないが、例えば、麻酔薬、鎮痛薬、解熱消炎鎮痛薬、ステロイドホルモン、興奮・覚醒薬、精神神経用薬、局所麻酔薬、骨格筋弛緩薬、自立自律神経用薬、抗アレルギー薬、抗ヒスタミン薬、強心薬、不整脈用薬、利尿薬、血圧降下薬、血管収縮薬、血管拡張薬、カルシウム拮抗薬、抗殺菌薬、寄生性皮膚疾患用薬、皮膚軟化薬、抗生物質、解毒薬、鎮咳きょ痰薬、鎮痒薬、催眠薬、喘息薬、ホルモン分泌促進薬、抗潰瘍薬、制癌薬、ビタミン類、コリン作動薬、アセチルコリンエステラーゼ阻害薬、卵胞ホルモン、黄体ホルモン、抗真菌薬、抗パーキンソン病薬、制吐薬、向精神薬、非ステロイド消炎鎮痛薬が挙げられる。また、このような薬物の配合量は特に限定されず、治療、予防の目的に応じて適宜配合させればよく、例えば、粘着剤層全体に対して1〜30質量%の範囲の配合量とすることが挙げられる。
【0057】
また、本発明にかかる粘着剤層のマトリクスとしては特に限定されず、天然ゴム、合成ゴム、(メタ)アクリル酸エステル重合体又は共重合体等を粘着基剤とする感圧接着剤や、ハイドロゲル等を使用することができる。
【0058】
前記感圧接着剤とは、前述のような粘着基剤に適宜他の成分を混合したものである。前記感圧性接着剤において、前記粘着基剤として使用される合成ゴムとしては、スチレン−イソプレン−スチレンブロック共重合体、水素添加したスチレン−イソプレン−スチレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエンゴム、ポリイソプレン、ポリイソブチレン、エチレン−酢酸ビニル共重合体等が挙げられる。
【0059】
また、このような粘着基剤には、スチレン−イソプレン−スチレンブロック共重合体のような熱可塑性ゴムを10〜30質量%含有させることが好ましい。このように熱可塑性ゴムを10〜30%含有させることで、熱可塑性ゴムの流動特性が温度によって劇的に変化することから、粘着剤層を層状に製膜した後に支持体を積層(ラミネート)する際に、ラミネートに使用するロールの温度によって粘着剤層の投錨性を調整することが可能となるためである。
【0060】
また、前記粘着基剤には、ポリイソブチレン、ポリイソプレンのような室温で可塑性を有するゴムを2〜20%含有させることが好ましい。このような室温で可塑性を有するゴムは、前記粘着剤層を支持体に積層する際の投錨性にも寄与するが、製剤を製造後、保存中に投錨性を良くする作用がある。このような合成ゴムの配合量としては全体として、粘着剤層全体に対して15〜60質量%の範囲が好ましい。
【0061】
前記感圧接着剤に含有させる前記他の成分としては、例えば、粘着付与樹脂、軟化剤、充填剤、溶解剤、吸収促進剤、安定化剤が挙げられる。前記粘着付与樹脂は、粘着剤層の皮膚に対する粘着性を高めるために配合される。また、前記粘着付与樹脂は特に制限されず、用いられる粘着基剤に応じて周知の粘着付与樹脂の中から適宜選択することができる。このような粘着付与樹脂としては、例えば、脂環族飽和炭化水索樹脂、水素添加ロジングリセリンエステル、脂肪族炭化水素樹脂、テルペン樹脂が挙げられる。また、このような粘着付与樹脂は、粘着剤層全体に対して5〜50質量%の範囲で配合することが好ましい。このような粘着付与樹脂の配合量が増すと、粘着剤層の支持体に対する接着力が向上し、投錨性も向上する傾向にある。
【0062】
前記軟化剤は、前記粘着剤層を軟化させ、皮膚に対し適度な粘着性を付与するために配合される。このような軟化剤としては、例えば、流動パラフィン、液状ポリブテン、液状ポリイソプレン、ヒマシ油、綿実油、パーム油、ヤシ油が挙げられる。このような軟化剤の配合量としては、粘着剤層全体に対して10〜50質量%の範囲とすることが好ましい。粘着剤層の投錨破壊の原因としては、貼付剤を剥離する際に支持体が伸長することが挙げられる。すなわち、支持体が凹凸図柄を有している場合には支持体の面方向のモジュラスがその場所によって異なるため、引き剥がしの際に支持体に不均一な伸長が生じるが、粘着剤層の面方向のモジュラスは一定であることから、応力の伝わりにばらつきが生じ、特に支持体の凹凸の境界部が投錨破壊の端緒となり易い。このような場合に、軟化剤を配合することによって、粘着剤層が柔軟になるため、支持体への応力の伝わりのばらつきが緩和されて投錨性がより向上する傾向にある。
【0063】
また、前記吸収促進剤は、薬物の吸収性を高めるために配合される。このような吸収促進剤は特に制限されず、薬物の投与形態に応じて周知の吸収促進剤の中から適宜選択して用いることができる。このような吸収促進剤としては、低級アルコール類、飽和又は不飽和の脂肪族アルコール類、飽和又は不飽和の脂肪族エーテル類、飽和又は不飽和の脂肪酸、ソルビタン脂肪酸エステル、脂肪酸グリセリンエステル類、テルペン類、オリブ油等の植物油脂、スクワレン等の動物油脂、N-メチルピロリドン、クロタミトン、アザシクロアルカン誘導体が挙げられる。
【0064】
前記安定化剤としては、前記マトリクス又は薬物の安定性を高めるために配合される。このような安定化剤は特に制限されず、例えば、周知の抗酸化剤、紫外線吸収剤の中から適宜選択して用いることができる。このような安定化剤としては、例えば、アスコルビン酸誘導体、トコフェロール誘導体、ジブチルヒドロキシトルエン、エデト酸塩、4−tert−ブチル−4’−メトキシジベンゾイルメタンが挙げられる。
【0065】
前記感圧性接着剤の粘着基剤として使用される(メタ)アクリル酸エステル重合体又は共重合体としては、例えば、アクリル酸アルキルエステル又はメタクリル酸アルキルエステルを主モノマーとする自己粘着性を有する高分子が挙げられ、このような主モノマーのアルキル基としては炭素数4〜18のものが好ましい。このような主モノマーとしては、例えば、2−エチルヘキシルアクリレート、2−エチルヘキシルメタアクリレート、ブチルアクリレート、アクリル酸イソオクチル、アクリル酸イソノニル、アクリル酸n−デシル、アクリル酸イソデシル、アクリル酸ラウリル、アクリル酸ステアリルが挙げられる。また、このような主モノマーの配合比率は、50〜100質量%の範囲であることが好ましい。
また、前記主モノマーと共重合させる共重合モノマーとしては、例えば、メチルアクリレート、ヒドロキシエチルアクリレート、ヒドロキシプロピルアクリレート、ヒドロキシブチルアクリレート、ジエチルアミノエチルメタクリレート、イソプロピルアクリルアミド等の(メタ)アクリル酸エステル類、(メタ)アクリル酸アミド類の他、アクリル酸、ビニルピロリドン、酢酸ビニル等を共重合したものが挙げられる。このような共重合モノマーの配合比率としては、0〜50質量%の範囲であることが好ましい。
【0066】
さらに、このような(メタ)アクリル酸エステル共重合体としては、例えば、医薬品添加物事典2000(日本医薬品添加剤協会編集)に粘着剤として収載されているアクリル酸・アクリル酸オクチルエステル共重合体、アクリル酸2−エチルヘキシル・ビニルピロリドン共重合体溶液、アクリル酸エステル−酢酸ビニルコポリマー、アクリル酸2−エチルヘキシル−メタクリル酸2−エチルヘキシル・メタクリル酸ドデシル共重合体、アクリル酸メチル−アクリル酸2−エチルヘキシル共重合樹脂エマルジョンや、Duro−Takアクリル粘着剤シリーズ(ナショナルスターチアンドケミカル社製)、オイドラギットシリーズ(樋口商会)が挙げられる。
【0067】
また、前記したハイドロゲルは特に限定されないが、水、水溶性高分子、添加成分を混合してゲル化させたものである。前記水溶性高分子としては、例えば、アルギン酸ナトリウム、アラビアガム、ゼラチン、プルラン、ペクチン、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロース、エチルセルロース、カルボキシメチルセルロース(塩)、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ポリアクリル酸(塩)、アクリル酸共重合体、無水マレイン酸共重合体、メチルビニルエーテル、ポリアクリルアミド共重合体、ポリビニルアセトアミド共重合体が挙げられ、これらの1種又は2種以上を適宜選択して使用することができる。このような水溶性高分子の配合量は、ハイドロゲル全体に対して5〜30質量%の範囲とすることが好ましい。
【0068】
また、前記添加成分としては、架橋剤、湿潤剤、溶解剤、吸収促進剤、界面活性剤、充填剤、pH調整剤、防腐剤等が挙げられる。このような添加成分は1種又は2種以上を適宜用いることができる。
【0069】
前記架橋剤としては、例えば、塩化カルシウム、塩化マグネシウム、塩化アルミニウム、硫酸アルミニウム、硫酸マグネシウム、水酸化カルシウム、水酸化第二鉄、水酸化アルミニウム、リン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸マグネシウム、クエン酸カルシウム、アルミニウムグリシナール等の多価金属、あるいはポリエチレングリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、グリセリンジグリシジルエーテル、トリグリセリンジグリシジルエーテルが挙げられる。このような架橋剤の配合量としては、ハイドロゲル全体に対して0.1〜3質量%の範囲とすることが好ましい。
【0070】
前記ハイドロゲルに配合される水は、ハイドロゲル全体に対して30〜85質量%の範囲とすることが好ましい。
【0071】
前記した湿潤剤としては、例えば、プロピレングリコール、ブチレングリコール、グリセリン、ポリエチレングリコール、ポリグリセリン、のような多価アルコール、ソルビトール、キシリトール、マルチトール、エリスリトールのような糖アルコール類、ヒアルロン酸が挙げられる。
【0072】
また、本発明にかかる粘着剤層においては、前記熱可塑性ゴムを含有させる場合に、実質的に水分を含有しないこと(保管時(患部に貼付していないとき)には粘着剤層全体に対して水分の含有量が1質量%以下程度)が好ましい。実質的に水分を含有しないことによって、結晶化を十分に防止できる傾向にある。
【0073】
また、本発明にかかる粘着剤層の厚みとしては、30〜300μmであることが好ましく、50〜270μmであることがより好ましい。前記粘着剤層の厚みが前記下限未満では、付着性が弱く、貼付時に剥がれ落ち易くなる傾向にあり、他方、前記上限を超えると、粘着剤の切断面からのはみ出しが大きくなり貼付時に衣服等に付着し剥がれ落ち易くなる傾向にある。
【0074】
本発明の貼付剤は、前記支持体の凹部が形成されていない側の面に前記粘着剤層を備えるものである。このような本発明の貼付剤によって、凹部が形成された支持体を備える貼付剤であるにもかかわらず、凹部により形成された図柄が十分な視認性を有しながら、
十分な伸縮性を発揮でき、しかも十分な粘着性と優れた投錨性とを発揮することが可能となる。
【0075】
また、本発明の貼付剤には、保存中の保護のために粘着剤に離型ライナーを被覆積層することができる。離型ライナーは、貼付剤を使用する際には剥離される。離型ライナーは、フィルム、紙状のもの、あるいはこれらを積層したもの等、特に限定されないが、フィルムが最も好ましい。離型ライナーの材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートのようなポリエステル、ポリエチレン、ポリプロピレンのようなポリオレフィン、ナイロン、アルミニウムのような金属箔等が挙げられ、製剤物性の経時安定性の点でポリエステルが最も好ましい。離型ライナーは、剥離を容易にするために、シリコン処理等の離型処理を表面に施すことが好ましい。
【0076】
次に、本発明の貼付剤を製造するための好適な方法を簡略的に説明する。すなわち、先ず、粘着剤層の構成成分の上述のような配合比率で配合し、均一に混合して溶解物とする。次に、上述のようにして熱プレスして得られた本発明にかかる支持体の上に、得られた溶解物を展延して粘着剤層を形成する。このようにして本発明の貼付剤を製造することができる。なお、得られた貼付剤には、剥離処理された離型ライナーで粘着剤層の粘着面を被覆してもよい。
【0077】
以上、本発明の貼付剤を製造するための好適な方法を簡略的に説明したが、本発明の貼付剤を製造する方法は上記方法に限定されるものではない。例えば、前記製造方法においては、支持体の上に溶解物を展延して粘着剤層を形成しているが、離型ライナー上に溶解物を展延して粘着剤層を形成させ、その後に本発明にかかる支持体を積層させてもよい。
【実施例】
【0078】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0079】
(製造例1:支持体の製造)
<編布の製造>
10%捲縮処理した50デニールのポリエステルマルチフィラメント加工糸(フィラメントカウント50)を、コースが約60/インチでウェールが41/インチの編地密度で、目付が約100g/m2の両面ゴム編に編成して、厚みが500μmの編布を得た。
【0080】
<凹部が形成された支持体の製造>
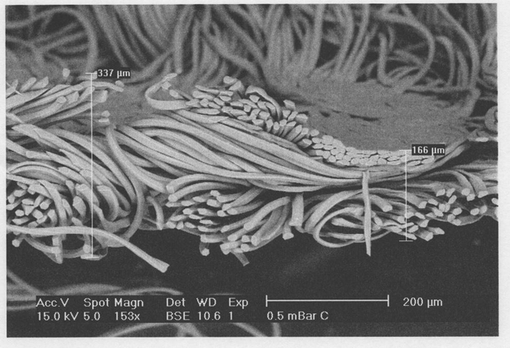
メーカー名として「HISAMITSU」という文字(線幅4mm)を彫刻したプレス比率8%の凸金型ロール(加熱温度190℃)とアンビルロール(温度70℃)とを隙間が40μmとなるようにして対向させて平行に配置した。その後、上述のようにして得られた編布を前記隙間に速度3m/min、張力0g/cm(ウェブの自重以外特に張力を加えない懸垂状態)の条件で通して、一方の面に凹部が形成された本発明にかかる支持体を得た。このようにして得られた支持体においては、凹部の形成された部分の厚みが166μmであった。
【0081】
(製造例2:支持体の製造)
凸金型ロールの加熱温度220℃とした以外は、製造例1と同様にして一方の面に凹部が形成された比較としての支持体を得た。このようにして得られた支持体においては、凹部の形成された部分の厚みは100μmであった。
【0082】
[製造例1及び製造例2で得られた支持体の評価]
〔顕微鏡観察〕
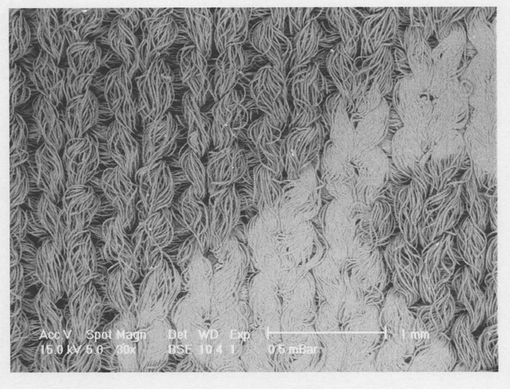
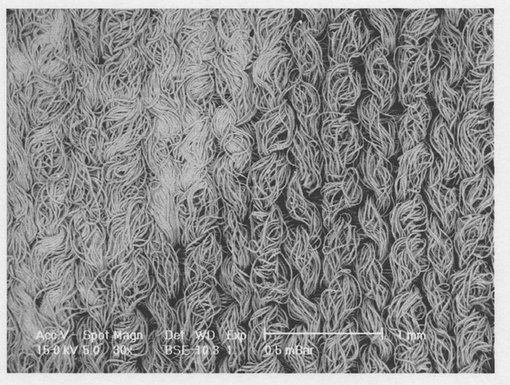
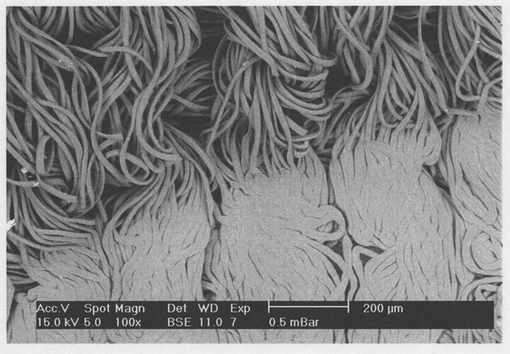
製造例1で得られた支持体について、電子顕微鏡写真を撮影した。製造例1で得られた支持体の電子顕微鏡写真を図1〜4に示す。図1は前記支持体の凸金型ロールに接した側の面の電子顕微鏡写真であり、図2は前記支持体のアンビルロールに接した側の面の電子顕微鏡写真であり、図3は前記支持体の断面の電子顕微鏡写真であり、図4は支持体の凸金型ロールに接した側の面の凹部(白っぽい部分)周辺の電子顕微鏡写真である。
【0083】
図1〜4に示す写真からも明らかなように、支持体の一方の面に形成された凹部(図1及び図4の白っぽい部分)は、フィラメントが熱によって扁平化して表面の繊維組織が蜜に詰まったものとなっており、金型に接しなかった部分は通常の編成を有していることが確認された。更に、前記支持体のアンビルに接した側の面は、凸金型に挟まれた箇所が若干白っぽくなっていることが確認された(図2)。このような結果は、アンビルに接した側の面においても多少フィラメントが扁平化しているためであると推察される。
【0084】
〔30%モジュラス試験〕
先ず、製造例1及び製造例2で得られた支持体から、幅50mm、長さ200mmの検体をそれぞれ製造した。次に、このようにして得られた検体をインストロン型引張試験機に装着し、速度200mm/minにて伸長させて30%歪時の張力(N)を測定した。得られた結果を表1に示す。なお、表中の数値の単位はg/5cmである。
【0085】
【表1】

【0086】
(実施例1及び実施例2)
製造例1で得られた支持体を用い、粘着剤層を表2に示す組成として実施例1及び実施例2の貼付剤を調製した。すなわち、先ず、窒素雰囲気下で、表2中のケトプロフェンを除く成分を混合し、150℃の温度条件下で攪拌して混合物を得た。次に、ケトプロフェンを前記混合物中に添加し、加熱攪拌して均一な溶解物を得た。次いで、得られた溶解物をポリエステルライナー上に厚み100μmとなるようにして展延させて、ポリエステルライナー上に粘着剤層を形成せしめた後、その粘着剤層の表面上に製造例1で得られた本発明にかかる支持体を積層させ、縦7cm、横10cmに裁断して本発明の貼付剤を得た。なお、表2中の数値の単位は質量%である。
【0087】
【表2】
【0088】
(比較例1及び比較例2)
製造例2で得られた支持体を用い、粘着剤層を表3に示す組成とした以外は実施例1と同様にして比較としての貼付剤を製造した。なお、表3中の数値の単位は質量%である。
【0089】
【表3】
【0090】
[実施例1〜2及び比較例1〜2で得られた貼付剤の評価]
〔粘着性の試験〕
実施例1〜2及び比較例1〜2で得られた貼付剤について、180度剥離試験を行った。すなわち、先ず、実施例1〜2及び比較例1〜2で得られた貼付剤から、それぞれ縦1.8cm、横14cmの検体を製造した。次に、得られた検体をベークライト板に貼り付けて30分静置した後、これをインストロン型引張試験機に装着して速度300mm/minで180度引き剥がし、引き剥がしに要する力(N)を測定した。結果を表4に示す。
【0091】
〔投錨性の試験〕
実施例1〜2及び比較例1〜2で得られた貼付剤について、投錨性の試験を行った。すなわち、先ず、実施例1〜2及び比較例1〜2で得られた貼付剤から、縦1.8cm、横14cmの検体を、それぞれ10体製造した。次に、得られた10体の検体を用いて、上記180度剥離試験と同様の剥離試験を繰り返し行い、それぞれの検体の投錨破壊が観察されるまでの剥離試験の回数を測定し、その平均回数を求めた。結果を表4に示す。
【0092】
【表4】
【0093】
表4に示す結果からも明らかなように、本発明の貼付剤(実施例1〜2で得られた貼付剤)は、粘着性が高く、しかも優れた投錨性を有することが確認された。なお、このように優れた投錨性が発揮されたのは、本発明の貼付剤においては、支持体に凹部が形成されているにも拘らず、支持体がほぼ均一に伸縮するという特性を有していることから、引き剥がしの際に貼付剤との間で応力のばらつきが生じなかったためであると推察される。
【0094】
これに対して比較としての貼付剤(比較例1〜2で得られた貼付剤)は、粘着性が低く、投錨破壊が起きやすいことが確認された。
【産業上の利用可能性】
【0095】
以上説明したように、本発明によれば、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮でき、しかも十分な粘着性と優れた投錨性とを発揮することが可能な貼付剤を提供することが可能となる。
【0096】
したがって、本発明の貼付剤は、薬剤の誤用防止用の識別情報等を表示した経皮吸収製剤等として有用である。
【図面の簡単な説明】
【0097】
【図1】製造例1で得られた支持体の凸金型ロールに接した側の面の状態を示す電子顕微鏡写真である。
【図2】製造例1で得られた支持体のアンビルロールに接した側の面の状態を示す電子顕微鏡写真である。
【図3】製造例1で得られた支持体の断面の状態を示す電子顕微鏡写真である。
【図4】製造例1で得られた支持体の凸金型ロールに接した側の面の凹部(白っぽい部分)周辺の状態を示す電子顕微鏡写真である。
【技術分野】
【0001】
本発明は、貼付剤に関し、より詳しくは凹凸処理が施された支持体を備える貼付剤に関する。
【背景技術】
【0002】
一般に、薬剤は包装袋に品名、用法、用量等が記載されており、薬剤自体には何の表示もなされないことが多く、余程特徴的な外観を有する薬剤以外は外観から薬剤を判別することは困難である。また、薬剤の中には薬物用量が数種に分かれるものもあるが、薬剤の外観から薬物用量を特定することも困難である。このような外観識別の困難性に起因して薬剤の取り違えや誤った用量の薬剤が適用されると、患者に重大な危険をもたらすこととなるため、その防止策が強く求められている。
【0003】
一方、近年においては、消炎鎮痛薬ばかりか、気管支拡張薬、心疾患治療薬、骨粗鬆症治療薬、癌疼痛治療薬、局所麻酔薬等の種々の治療分野において貼付剤が使用されている。このような貼付剤は適用中に薬剤を視認できることが特徴のひとつである。そのため、貼付剤自体に薬剤の名称や用量等の識別情報や用法を表示することは薬剤の誤用防止策に極めて有用である。
【0004】
このような貼付剤への識別情報等の表示する方法としては、例えば、トーアエイヨ−山之内販売の商品名「フランドルテープS」に見られるように支持体であるフィルムにインキをプリントする方法や、帝國製薬社製の商品名「ライドダーム(Lidoderm)」に見られるように支持体である不織布に融着(エンボス)加工を施す方法が挙げられる。
【0005】
しかしながら、このようなインキをプリントする方法は、支持体素材がフィルムである場合には有用であるものの、支持体素材が布帛である場合には以下のような問題があって採用され難い。すなわち、支持体素材が布帛である場合には、(1)インキが布帛に滲み易いという問題、(2)プリント形状を鮮明にするためにインキを厚く塗る必要があるためインキの濃度を濃くしなければならないが、インキ濃度が濃いとインキがかすれ易くなるという問題、(3)インキ塗布量が多いと薬剤がインキによって汚染される可能性があるので、インキ成分自体の安全性に配慮する必要が生じるという問題、(4)薬剤成分の影響によってインキが変質又は溶解して判読が難しくなるという問題、(5)印刷、乾燥工程のために多大な作業コストを要するという問題等がある。そのため、支持体が不織布のような布帛である場合には、貼付剤への識別情報等の表示する方法としてインキを使用せずに融着加工を施すといったより簡易な方法が採用されてきた。そして、このような融着加工を施す方法においては、不織布に融着加工を施して凹凸を形成させ、不織布の生地そのままの凸部と、融着によって平坦化された凹部との光線の反射、散乱、透過の違いによって生じるコントラストによって商品名等の識別情報等を表示させていた。
【0006】
例えば、特開2001−231812号公報(特許文献1)においては、支持体である不織布に融着加工により文字を刻印した貼付剤が開示されている。このような特許文献1に記載のような従来技術においては、ポリエステル繊維等の熱可塑性樹脂からなる不織布を加熱したエンボスロールを通過させることによって文字を刻印していた。また、特開2001−55654号公報(特許文献2)においては、潜在捲縮性繊維を主体とする繊維ウエブを捲縮発現温度で熱処理手段により熱処理し、潜在捲縮性繊維が捲縮を発現した伸縮性不織布に所定のパターンを形成するに当たり、少なくとも一方に所定のエンボスパターンを有する1対の対向ロールを前記熱処理手段に連続して設け、対向ロールの温度を熱処理手段の捲縮発現温度よりも低くする方法が開示されている。更に、特開2002−235269号公報(特許文献3)においては、凹部であることによって認識できる文字、図形、模様、記号、絵、或いはこれらの組み合わせからなる長尺状の識別凹部単位の中心軸と一致する直線が、不織布のたて方向に平行な直線とよこ方向に平行な直線のいずれの直線とも交わるように配向した識別凹部単位が複数個配置しており、しかも不織布のたて方向又はよこ方向の50%モジュラス強度が4N/50mm幅以下である伸縮性不織布が開示されている。また、特開2005−187954号公報(特許文献4)においては、融着加工が施された伸縮性不織布であって、少なくとも溶融開始温度の異なる捲縮性複合繊維が交絡してなると共に、エンボス凹部の繊維交絡部が融着していない伸縮性不織布が開示されている。
【0007】
しかしながら、このような特許文献1〜4に記載の従来技術は、凹凸処理が施される布帛がいずれも不織布に関するものである。また、特許文献1〜2に記載の従来技術においては、布帛全体としての伸長性が低いという問題があった。更に、不織布は元々伸長回復性が低いことから、上記特許文献1〜2に記載のような融着加工を施した貼付剤等は、伸び、縮みといった特性が十分なものではなかった。また、特許文献3〜4に記載の不織布においては、貼付剤の支持体として使用するにはやはり伸縮性の点では十分なものではなかった。
【0008】
なお、編布の加工方法等としては、特開平6−158527号公報(特許文献5)に記載されているような、対向押圧面の一方を、彫りの深さが3mm以上の金型とし、押圧面の他方を、3mm以上の厚さを有するシリコーンゴム製のスポンジ板として、化学合成繊維を少なくとも50%以上有する被加工布帛を両面から挟み込んで、両面から加熱すると共に、一定時間押圧するニット製布帛用エンボス加工方法や、特開昭62−199855号公報(特許文献6)においては、少なくとも編地の片面が熱可塑性合成繊維を主体とする合成繊維糸よりなり、且つ、その編地面に、溶融硬化している凹状の模様部が形成されている両面編地が開示されている。しかしながら、このような特許文献5〜6においては、いずれの編布も凹部の繊維が熱融着されたものとなっており、更に、得られる編布を貼付剤に利用する旨は記載も示唆もされていない。
【特許文献1】特開2001−231812号公報
【特許文献2】特開2001−55654号公報
【特許文献3】特開2002−235269号公報
【特許文献4】特開2005−187954号公報
【特許文献5】特開平6−158527号公報
【特許文献6】特開昭62−199855号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、織布を支持体とした貼付剤は、伸縮性に極めて優れ、皮膚の伸縮に良く追従できるため、皮膚伸縮の大きい関節周辺部位等にも適用することが可能であることから、先ず、支持体に織布を用いることを検討した。しかしながら、製剤の識別等のために織布に融着(エンボス)加工を施した場合には、融着加工を施した箇所の繊維が固定化されて全体の伸縮に寄与しなくなってしまい、全体として織布の伸縮性が低下してしまうとともに皮膚の伸縮動作に対する製剤の追従性が低下して製剤が剥がれ易くなってしまうことを見出した。また、本発明者らは、製剤の識別等のために織布に融着加工を施した場合には、融着加工により形成された凹部(融着部)が凸部と比較して粘着剤の投錨性が低く、凹部に沿って投錨破壊が起きて貼付剤を剥離したときに粘着剤の一部が皮膚に残留してしまう傾向にあるということを見出した。そして、支持体が凹凸図柄を有している場合には、その貼付剤を引き剥がす際に、支持体の凹部の形成されている部分と形成されていない部分とで面方向のモジュラスが異なるため、支持体が不均一な伸長するのに対して、粘着剤層の面方向のモジュラスは一定で粘着剤層が均一に伸長することから、支持体と粘着層との間で応力の伝わりにばらつきが生じ、これが投錨破壊の原因となっているということを見出した。
【0011】
そこで、本発明者らは、前記目的を達成すべく、更に鋭意研究を重ねた結果、熱プレスによって形成された凹部の厚みを特定の厚みに調整することによって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤が得られることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明の貼付剤は、厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とするものである。
【0013】
上記本発明の貼付剤としては、前記凹部の面積比率が、前記支持体の凹部を有する面の全面積の3〜25%であることが好ましい。
【0014】
上記本発明の貼付剤としては、前記凹部が、線幅が5mm以下の線状の凹部であることが好ましい。
【0015】
また、上記本発明の貼付剤としては、前記支持体の30%モジュラスが経緯ともに2kg/5cm以下であることが好ましい。
【0016】
さらに、上記本発明の貼付剤としては、前記織布の目付けが50〜200g/m2の範囲であることが好ましい。
【0017】
また、上記本発明の貼付剤としては、前記織布が両面メリヤス編からなることが好ましい。
【0018】
また、上記本発明にかかる粘着剤層としては、熱可塑性ゴムを含有し、実質的に水分を含有せず、且つ、厚みが30〜300μmであることが好ましい。
【発明の効果】
【0019】
本発明によれば、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮できるとともに優れた投錨性と十分な粘着性とを発揮することが可能な貼付剤を提供することが可能となる。
【発明を実施するための最良の形態】
【0020】
以下、本発明をその好適な実施形態に即して詳細に説明する。
【0021】
本発明の貼付剤は、厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とするものである。
【0022】
本発明にかかる支持体は、厚みが200〜1000μm(好ましくは400〜800μm)の織布からなるものである。このような厚みが200μm未満では粘着剤層が染み出し、貼付時に衣服等に付着したり、製剤にコシが無くなって貼付時に粘着剤層同士がくっ付き貼付し難くなる。他方、前記厚みが1000μmを超えると伸縮性が低下する。また、本発明の貼付剤において、前記支持体は粘着剤層を物理的に支持し、外的な環境から粘着剤層及び適用患者の身体を被覆する。そのため、このような支持体としては、製剤を手で扱ったり、皮膚に貼ったりするために物理的な支持機能と皮膚に追従する伸縮性とを有する必要がある。このような観点から、前記支持体としては、皮膚から製剤を剥離するときに破れることがなく、更には粘着剤層中の成分が浸透して変質しないものが用いられる。
【0023】
また、本発明にかかる支持体は、前記粘着剤を配置しない側の一方の面に熱プレスによって凹部が形成されている。このような凹部によって、本発明にかかる支持体の一方の面に凹凸図柄が形成され、これによって薬剤の識別情報等を表示することが可能となっている。このような凹凸図柄によって表示する情報としては特に制限されないが、例えば、薬剤の名称、用量、用法、注意書き、販売元のような事業者名称、商品型式を意味する文字、記号、図形を挙げることができる。
【0024】
このような支持体の前記凹部が形成されている部分の厚みは、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3(より好ましくは1/5〜1/2)である。前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5未満では得られる貼付剤の投錨性が低下するとともに伸縮性が低下してしまい、他方、前記支持体の前記凹部が形成されていない部分の厚みの2/3を超えると、十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻るという現象が発生して視認性がより低下してしまう。
【0025】
また、本発明にかかる支持体としては、凹部を形成する織布において、繊維が相互に熱融着している部分の比率が30質量%以下であるものが好ましく、15質量%以下であるものがより好ましく、繊維が相互に熱融着されていないものが特に好ましい。このように凹部を形成する織布において、繊維が相互に熱融着している部分の比率を30質量%以下とすることによって、より効率的に織布の伸長性の低下を防止することができる傾向にある。
【0026】
また、前記支持体中において前記凹部が占める面積の割合としては、前記支持体の凹部を有する面の全面積の3〜25%であることが好ましく、10〜20%であることがより好ましい。前記凹部の占める面積の割合が前記下限未満では、視認性が低下する傾向にあり、他方前記上限を超えると得られる貼付剤の伸縮性が低下する傾向にある。
【0027】
さらに、前記凹部が線状の凹部である場合には、前記凹部の線幅が5mm以下であることが好ましく、2〜4mmであることがより好ましい。前記線幅が前記下限未満では、視認性が低下する傾向にあり、他方、前記上限を超えると得られる貼付剤の伸縮性が低下する傾向にある。
【0028】
また、本発明にかかる支持体の30%モジュラスは、皮膚に対して十分な追従性を有する十分な伸縮性を確保するという観点から、経緯ともに2kg/5cm以下であることが好ましく、0.2〜1.0kg/5cmであることがより好ましい。本発明における30%モジュラスの値は、支持体の所定方向について採取した幅50mm、長さ200mmの検体をインストロン型引張試験機に装着し、速度200mm/minにて伸長した際の30%歪時の張力(N)を測定して得られる値をいう。
【0029】
本発明にかかる支持体の材料として用いられる織布は、例えば、緯メリヤス編、経メリヤス編の編布の他、経糸と緯糸を編成した織物、レースを包含する。このような織布としては、支持体として用いた場合に投錨性をより向上させるという観点から、一方の面がパイルのない平滑な編成となっているものが好ましい。
【0030】
また、このような緯メリヤス編としては、天竺編、ゴム編、パール編(ガータ編)等が挙げられる。このような天竺編の編布は鹿の子編、裏毛編等の変化組織を有するものであり、このような変化組織によって表裏の目の違いがはっきりしている。そのため、前記支持体として天竺編の編布を用いる場合には投錨性をより向上させるという観点から、平滑で密な面に粘着剤を配置させることが好ましい。
【0031】
また、前記ゴム編(リブ編)は、丸編機で編まれる場合にはフライス編とも呼ばれる。このようなゴム編の編布は、コース方向に表目と裏目が編まれるので、基本的に表裏はない。また、このようなゴム編の変化組織としては、片畦編、両畦編等が挙げられる。このようなゴム編の編布は、伸縮性に優れ、粘着剤層の投錨性が向上するという観点から好適に用いることができる。また、このような編布の編成としては特に制限されないが、例えば、ポリエステル製マルチフィラメント糸を用いて、編地の密度をコース20〜50/インチ、ウェル20〜50/インチとする編成が挙げられる。また、このようなゴム編は丸編であっても横編であってもよい。このようなゴム編の編布は横方向の伸縮性に優れたものとなる傾向にある。
【0032】
また、前記パール編はガータ編とも呼ばれる。このようなパール編の編布もコースごとに表目と裏目が交互につくられるので基本的に表裏はない。このようなパール編の編布はタテ方向の伸縮性に優れたものとなる傾向にある。
【0033】
また、前記経メリヤス編としては、一重編構造としてデンビ編、コード編、アトラス編、くさり編等が挙げられ、二重以上の編構造としてハーフ編、逆ハーフ編、クインズコード編、ダブルアトラス編等が挙げられる。このような経メリヤス編の編布としては特に制限されないが、例えば、30デニールのポリエステル糸をデンビ、トリコット編によって編成された目付80g/m2の編布が挙げられる。
【0034】
また、メリヤス編の編布は、複数段に編成することができる。このような複数段に編成した編布は、段数を増すことによって編機が複雑となるものの、粘着剤の裏じみをより効率的に防止することができるものとなる。また、このようなメリヤス編の編布としては、両面メリヤス編からなる編布が好ましい。このような両面メリヤス編からなる編布は表裏特性が均等なものとなり、製剤のめくれやカール等をより効率的に防止することが可能となる傾向にある。また、複数段の両面編成とすることによって、熱プレスにより形成された凹凸が安定して保持され、また凹凸模様の視認性も向上する傾向にある。
【0035】
前記編布の目付としては、50〜200(より好ましくは80〜180)g/m2の範囲が好ましい。前記目付が50g/m2未満では、得られる貼付剤の自己支持性が不足するため貼付剤を貼付する際の操作が困難となるばかりか、粘着剤が裏じみしやすい傾向にある。また、前記目付が200g/m2を超えると、裏じみを防止する観点からは好ましいものの布帛の伸長性が低下する傾向にある。
【0036】
また、支持体の30%モジュラスの値には、主として編布の編成方法と、目付けに影響するコース、ウェルの編地の密度と、糸の太さ(デニール)と、凹部の熱プレスの際のプレス比率とが影響する。前記支持体の30%モジュラスの値を経緯ともにより確実に2kg/5cm以下とするという観点からは、編地の密度をコースが20〜50/インチでウェルが20〜50/インチとすることが好ましい。
【0037】
さらに、本発明の支持体に用いる編布としては、経緯方向の伸縮性を等しくした編布が好ましい。このような編布は、編成方法によって経緯方向の伸縮性に違いを有することがあるが、インレイ糸を挿入して編成することで経緯方向の伸縮性を調整できる。また、本発明において支持体に用いられる編布は、その編成方法によってコース、ウェル各方向の伸縮性が異なるものとなるため、前記両方向の30%モジュラスが相対的に均等になるように編地の各密度を調整することが好ましい。また、前記支持体の両方向の30%モジュラスの値は、編布を製造する際の編布編成後のヒートセット工程においてオーバーフィード率を増減することによっても調整することもできる。
【0038】
また、前記編布の繊維の主材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン、ポリアクリロニトリル、ポリプロピレン等のポリオレフィン(例えばHelly Hansen社製の商品名「Lifa」)、ビニロン等のポリビニルアルコール等の熱可塑性樹脂の1種を単独で又は2種以上を混合したものが挙げられる。このような編布の繊維の主材質としては、薬物をはじめとする粘着剤成分の保存安定性の観点からポリエステルが好ましい。また、前記編布には、前記主材質の繊維にレーヨン等のセルロース繊維や、綿等を加えることもできる。また、前述のインレイ糸としては、上記の材質のものを使用することが可能であり、更に、合成ポリウレタン、合成ゴム等の弾性の高い繊維を使用することも可能である。
【0039】
また、前記編布に編成される糸としては特に制限されないが、30%モジュラスの値を経緯ともにより確実に2Kg/5cm以下とするという観点から、30〜150デニールの範囲の糸が好ましい。デニールとは、糸9000mあたりのグラム(g)であらわす重量値である。このような糸の繊維が太いと編布が硬い触感となる。このような糸としては、モノフィラメント糸であっても、複数のフィラメントから構成されるマルチフィラメント糸であってもよいが中でもマルチフィラメント糸が好ましい。このようなマルチフィラメント糸を用いた場合には、官能的に心地よい肌触り、風合を与えるだけでなく、製剤を貼付した状態での違和感が少なく、心理的なストレスが少ない傾向にある。また、編成する糸の太さに応じて、得られる編布の目付けが増す傾向にある。
【0040】
また、このような糸の捲縮度としては、100〜130%の範囲が好ましい。捲縮度が100%未満では、編布の伸縮性が低下する傾向にあり、他方、130%を超えると、編成操作が困難となる傾向にある。なお、捲縮度は、JIS L1015に規定の通り、0.18mN/dtexの錘をつけた時の糸の長さを「1」として、4.41mN/dtexの錘をつけた時の伸長度合いを百分率で表したものである。
【0041】
また、本発明にかかる支持体の材料として用いられる織物としては特に限定されず、例えば、平織り、綾織、朱子織等の基本組織が挙げられる。また、このような織物(布帛)の伸縮性を高めるため、前記基本編成に変化組織を加えてもよい。
【0042】
次に、前記織布に凹部を形成させる熱プレスの好適な方法について説明する。このような熱プレスの好適な方法としては、凸金型と平坦なアンビルとの間で織布を熱プレスする方法を挙げることができる。すなわち、このような熱プレスの方法においては、加熱された凸金型が熱可塑性樹脂からなる織布に接することによって、織布の繊維が塑性変形を受けて凹部が形成される。
【0043】
また、このような熱プレスに用いられる前記凸金型及び前記アンビルとしては、平形のものであってもロール形(シリンダー形)のものであってもよい。このような凸金型の中でも、加工速度の観点から、加熱によって凸部の温度が保たれる仕組みを有するものが好ましく、凸部の温度が保たれる仕組みを有する金属製のロール形のものがより好ましい。このような凸部の温度を保つ仕組みとしては特に制限されないが、例えば、平金型の金型においてはシーズヒーターを備えたヒートブロックであっても、超音波振動によって発熱を利用する仕組みであってもよく、ロール形の金型においては金型の内部に熱媒を循環させる加熱仕組みであってもよい。
【0044】
また、このような金型の凸部には、彫刻等の機械加工やエッチング等によって所望の図柄を形成させることができる。また、このような凸部の高さは、他の箇所(低部)よりも1mm以上高くすることが好ましい。このような凸部の高さが1mm未満であると、前記低部で織布に金型の熱が伝わってしまい、織布の伸縮性が低下する傾向にある。
【0045】
また、このような凸金型における凸部の面積比率、すなわち、有効な全金型面(凸部+底部)に対する凸部の面積の比率(以下プレス比率と言う)は、3〜25%であることが好ましく、10〜20%であることがより好ましい。前記プレス比率が25%を超えると、30%モジュラスの値が大きくなり、織布の伸縮性が低下する傾向にあり、他方、3%未満では、織布に形成される凹凸形状の視認性が低下する傾向にある。更に、凸部形成される図柄としては特に制限されないが、文字のような線状の図形を主体とすることが好ましく、線幅が5mmを超えないものであることがより好ましい。更に、特定の領域だけに凸部が集中すると、その箇所の織布の伸縮性が低下する傾向にあることから、凸部は、金型の全面になるべく均等に分布させることが好ましい。
【0046】
また、前記熱プレスの際の凸金型及びアンビルの加熱温度は凹部の繊維がフィルム状に融着しないように調整することが好ましい。また熱プレスの際の凸金型及びアンビルの加熱温度は、織布を光にかざした場合に凹部の方が凸部よりも光線が透過せずに暗く見えるような程度の条件とすることが好ましい。
【0047】
また、このような凸金型の加熱温度は、加工する織布に使用された樹脂のガラス転移温度よりも高い融点付近の温度とすることが好ましい。また、このような凸金型の加熱温度は加工速度が速い程、織布によって凸金型が冷却され、また凸金型が織布を加熱する時間が短くなる傾向にあるため、加工速度に応じて設定することが好ましい。
【0048】
さらに、このような凸金型の加熱温度としては、用いられる織布の材質等によっても異なるものではあるが、織布の材質がポリエチレンテレフタレートの場合には、150〜220℃程度とすることが好ましく、160〜200℃程度とすることがより好ましい。前記加熱温度が前記上限を超えると、加熱温度が高過ぎて織布の繊維が融解、融着して凹部がフィルム状になってしまい、粘着剤の投錨性が低下する傾向にあり、他方、前記下限未満では、凹部が弱く十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻る現象が発生して視認性がより低下してしまう傾向にある。
【0049】
また、前記アンビルとしては、加工速度の点から金属製でロール形(シリンダー形)のものが好ましい。このようなアンビルとしては、熱プレスの際に織布を通して凸金型の熱が伝わって徐々に温まってしまうことから、一定の温度に保たれる仕組み(例えば、熱媒循環)を有するものが好ましい。
【0050】
なお、前記アンビルの金属表面にゴムライニングを施して軟質化することは好ましくない。このようなアンビルの金属表面にゴムライニングを施した場合には、加工した織布のアンビルに接した側にも凹凸が生じて粘着剤層の投錨性が低下してしまい、凹部に穴が生じ易くなって裏じみが生じ易くなる傾向にある。
【0051】
また、熱プレスの際における前記アンビルの温度としては、加工する織布に使用された樹脂のガラス転移温度を超えないことが好ましい。このような熱プレスの際における前記アンビルの温度としては、用いられる織布の材質等によっても異なるものではあるが、織布の材質がポリエチレンテレフタレートの場合には20〜150℃とすることが好ましく、20〜80℃とすることがより好ましい。前記アンビルの温度が前記上限を超えると、織布のアンビル側に接した面に凹凸が生じ、粘着剤の投錨性が低下する傾向にあり、他方、前記下限未満では、金型表面が冷め易くなるので、加工速度の遅速に依存して加工仕上がりにムラが生じ、形成される凹部の均一性が低下する傾向にある。
【0052】
以下、凸金型、アンビルともにロール形のものを用いた場合の熱プレスの好適な方法について説明する。すなわち、先ず、金型の凸部とアンビルロールとが一定の狭い隙間を有するように、加熱された凸金型とアンビルロールを対向させて平行に配置する。次に、凸金型及びアンビルロールを回転させつつ前記隙間に織布を通す。これにより、織布の凸金型に接した箇所は熱によって塑性変形を受け、前記隙間を通った織布の金型に接した側の表面には、金型の円周面の図形に符合した凹凸図柄が周期的に形成される。このようにして織布の金型に接した側の面には凹凸図柄が形成され、アンビルに接した側の面は比較的平坦なものとなる。
【0053】
このようにして得られた織布は、貼付剤の支持体として使用する場合にアンビルに接した側の平坦な面に粘着剤層を配置するようにする。アンビルに接した平坦な面の方が投錨性に優れるためである。また、前記の凸金型ロールとアンビルロールの隙間は、15〜100μmの範囲が好ましい。前記隙間が15μm未満では、織布に形成された凹部に穴を生じて粘着剤の裏じみの原因となる傾向にあり、他方、100μmを超えると、凹部が弱く十分な視認性が得られないばかりか、形成された凹部が製造時の弱い張力の負荷により部分的に元に戻る現象が発生して視認性がより低下してしまう傾向にある。
【0054】
また、本発明においては、前記織布を編成した後に前記織布に対して染色等の後加工を施してもよい。このような染色等の後加工を行う場合には、例えば、丸編布をまず開反し、最初に型くずれ(布帛の変形)を防止するためのヒートセットを施した後に、染色、紫外線吸収加工等の処理を行い、その後に、前述の熱プレスを行ってもよく、また、先に前述の熱プレスによる凹部の形成加工を施した後に染色加工を行ってもよい。先に熱プレスによる凹部の形成加工を施した後に染色加工を行う場合には、凹部と凸部とで染め上がりが異なり、凹凸図柄のみでなく色の濃淡によっても図柄を形成させることが可能となる。ただし、このような場合には染色処理温度の影響によって、凹凸が若干減弱する傾向にある。
【0055】
次に、本発明にかかる粘着剤層について説明する。
【0056】
本発明にかかる粘着剤層には、目的とする疾病治療又は予防のため、薬物を含有させることができる。このような薬物としては特に限定されないが、例えば、麻酔薬、鎮痛薬、解熱消炎鎮痛薬、ステロイドホルモン、興奮・覚醒薬、精神神経用薬、局所麻酔薬、骨格筋弛緩薬、自立自律神経用薬、抗アレルギー薬、抗ヒスタミン薬、強心薬、不整脈用薬、利尿薬、血圧降下薬、血管収縮薬、血管拡張薬、カルシウム拮抗薬、抗殺菌薬、寄生性皮膚疾患用薬、皮膚軟化薬、抗生物質、解毒薬、鎮咳きょ痰薬、鎮痒薬、催眠薬、喘息薬、ホルモン分泌促進薬、抗潰瘍薬、制癌薬、ビタミン類、コリン作動薬、アセチルコリンエステラーゼ阻害薬、卵胞ホルモン、黄体ホルモン、抗真菌薬、抗パーキンソン病薬、制吐薬、向精神薬、非ステロイド消炎鎮痛薬が挙げられる。また、このような薬物の配合量は特に限定されず、治療、予防の目的に応じて適宜配合させればよく、例えば、粘着剤層全体に対して1〜30質量%の範囲の配合量とすることが挙げられる。
【0057】
また、本発明にかかる粘着剤層のマトリクスとしては特に限定されず、天然ゴム、合成ゴム、(メタ)アクリル酸エステル重合体又は共重合体等を粘着基剤とする感圧接着剤や、ハイドロゲル等を使用することができる。
【0058】
前記感圧接着剤とは、前述のような粘着基剤に適宜他の成分を混合したものである。前記感圧性接着剤において、前記粘着基剤として使用される合成ゴムとしては、スチレン−イソプレン−スチレンブロック共重合体、水素添加したスチレン−イソプレン−スチレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエンゴム、ポリイソプレン、ポリイソブチレン、エチレン−酢酸ビニル共重合体等が挙げられる。
【0059】
また、このような粘着基剤には、スチレン−イソプレン−スチレンブロック共重合体のような熱可塑性ゴムを10〜30質量%含有させることが好ましい。このように熱可塑性ゴムを10〜30%含有させることで、熱可塑性ゴムの流動特性が温度によって劇的に変化することから、粘着剤層を層状に製膜した後に支持体を積層(ラミネート)する際に、ラミネートに使用するロールの温度によって粘着剤層の投錨性を調整することが可能となるためである。
【0060】
また、前記粘着基剤には、ポリイソブチレン、ポリイソプレンのような室温で可塑性を有するゴムを2〜20%含有させることが好ましい。このような室温で可塑性を有するゴムは、前記粘着剤層を支持体に積層する際の投錨性にも寄与するが、製剤を製造後、保存中に投錨性を良くする作用がある。このような合成ゴムの配合量としては全体として、粘着剤層全体に対して15〜60質量%の範囲が好ましい。
【0061】
前記感圧接着剤に含有させる前記他の成分としては、例えば、粘着付与樹脂、軟化剤、充填剤、溶解剤、吸収促進剤、安定化剤が挙げられる。前記粘着付与樹脂は、粘着剤層の皮膚に対する粘着性を高めるために配合される。また、前記粘着付与樹脂は特に制限されず、用いられる粘着基剤に応じて周知の粘着付与樹脂の中から適宜選択することができる。このような粘着付与樹脂としては、例えば、脂環族飽和炭化水索樹脂、水素添加ロジングリセリンエステル、脂肪族炭化水素樹脂、テルペン樹脂が挙げられる。また、このような粘着付与樹脂は、粘着剤層全体に対して5〜50質量%の範囲で配合することが好ましい。このような粘着付与樹脂の配合量が増すと、粘着剤層の支持体に対する接着力が向上し、投錨性も向上する傾向にある。
【0062】
前記軟化剤は、前記粘着剤層を軟化させ、皮膚に対し適度な粘着性を付与するために配合される。このような軟化剤としては、例えば、流動パラフィン、液状ポリブテン、液状ポリイソプレン、ヒマシ油、綿実油、パーム油、ヤシ油が挙げられる。このような軟化剤の配合量としては、粘着剤層全体に対して10〜50質量%の範囲とすることが好ましい。粘着剤層の投錨破壊の原因としては、貼付剤を剥離する際に支持体が伸長することが挙げられる。すなわち、支持体が凹凸図柄を有している場合には支持体の面方向のモジュラスがその場所によって異なるため、引き剥がしの際に支持体に不均一な伸長が生じるが、粘着剤層の面方向のモジュラスは一定であることから、応力の伝わりにばらつきが生じ、特に支持体の凹凸の境界部が投錨破壊の端緒となり易い。このような場合に、軟化剤を配合することによって、粘着剤層が柔軟になるため、支持体への応力の伝わりのばらつきが緩和されて投錨性がより向上する傾向にある。
【0063】
また、前記吸収促進剤は、薬物の吸収性を高めるために配合される。このような吸収促進剤は特に制限されず、薬物の投与形態に応じて周知の吸収促進剤の中から適宜選択して用いることができる。このような吸収促進剤としては、低級アルコール類、飽和又は不飽和の脂肪族アルコール類、飽和又は不飽和の脂肪族エーテル類、飽和又は不飽和の脂肪酸、ソルビタン脂肪酸エステル、脂肪酸グリセリンエステル類、テルペン類、オリブ油等の植物油脂、スクワレン等の動物油脂、N-メチルピロリドン、クロタミトン、アザシクロアルカン誘導体が挙げられる。
【0064】
前記安定化剤としては、前記マトリクス又は薬物の安定性を高めるために配合される。このような安定化剤は特に制限されず、例えば、周知の抗酸化剤、紫外線吸収剤の中から適宜選択して用いることができる。このような安定化剤としては、例えば、アスコルビン酸誘導体、トコフェロール誘導体、ジブチルヒドロキシトルエン、エデト酸塩、4−tert−ブチル−4’−メトキシジベンゾイルメタンが挙げられる。
【0065】
前記感圧性接着剤の粘着基剤として使用される(メタ)アクリル酸エステル重合体又は共重合体としては、例えば、アクリル酸アルキルエステル又はメタクリル酸アルキルエステルを主モノマーとする自己粘着性を有する高分子が挙げられ、このような主モノマーのアルキル基としては炭素数4〜18のものが好ましい。このような主モノマーとしては、例えば、2−エチルヘキシルアクリレート、2−エチルヘキシルメタアクリレート、ブチルアクリレート、アクリル酸イソオクチル、アクリル酸イソノニル、アクリル酸n−デシル、アクリル酸イソデシル、アクリル酸ラウリル、アクリル酸ステアリルが挙げられる。また、このような主モノマーの配合比率は、50〜100質量%の範囲であることが好ましい。
また、前記主モノマーと共重合させる共重合モノマーとしては、例えば、メチルアクリレート、ヒドロキシエチルアクリレート、ヒドロキシプロピルアクリレート、ヒドロキシブチルアクリレート、ジエチルアミノエチルメタクリレート、イソプロピルアクリルアミド等の(メタ)アクリル酸エステル類、(メタ)アクリル酸アミド類の他、アクリル酸、ビニルピロリドン、酢酸ビニル等を共重合したものが挙げられる。このような共重合モノマーの配合比率としては、0〜50質量%の範囲であることが好ましい。
【0066】
さらに、このような(メタ)アクリル酸エステル共重合体としては、例えば、医薬品添加物事典2000(日本医薬品添加剤協会編集)に粘着剤として収載されているアクリル酸・アクリル酸オクチルエステル共重合体、アクリル酸2−エチルヘキシル・ビニルピロリドン共重合体溶液、アクリル酸エステル−酢酸ビニルコポリマー、アクリル酸2−エチルヘキシル−メタクリル酸2−エチルヘキシル・メタクリル酸ドデシル共重合体、アクリル酸メチル−アクリル酸2−エチルヘキシル共重合樹脂エマルジョンや、Duro−Takアクリル粘着剤シリーズ(ナショナルスターチアンドケミカル社製)、オイドラギットシリーズ(樋口商会)が挙げられる。
【0067】
また、前記したハイドロゲルは特に限定されないが、水、水溶性高分子、添加成分を混合してゲル化させたものである。前記水溶性高分子としては、例えば、アルギン酸ナトリウム、アラビアガム、ゼラチン、プルラン、ペクチン、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロース、エチルセルロース、カルボキシメチルセルロース(塩)、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、ポリアクリル酸(塩)、アクリル酸共重合体、無水マレイン酸共重合体、メチルビニルエーテル、ポリアクリルアミド共重合体、ポリビニルアセトアミド共重合体が挙げられ、これらの1種又は2種以上を適宜選択して使用することができる。このような水溶性高分子の配合量は、ハイドロゲル全体に対して5〜30質量%の範囲とすることが好ましい。
【0068】
また、前記添加成分としては、架橋剤、湿潤剤、溶解剤、吸収促進剤、界面活性剤、充填剤、pH調整剤、防腐剤等が挙げられる。このような添加成分は1種又は2種以上を適宜用いることができる。
【0069】
前記架橋剤としては、例えば、塩化カルシウム、塩化マグネシウム、塩化アルミニウム、硫酸アルミニウム、硫酸マグネシウム、水酸化カルシウム、水酸化第二鉄、水酸化アルミニウム、リン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸マグネシウム、クエン酸カルシウム、アルミニウムグリシナール等の多価金属、あるいはポリエチレングリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、グリセリンジグリシジルエーテル、トリグリセリンジグリシジルエーテルが挙げられる。このような架橋剤の配合量としては、ハイドロゲル全体に対して0.1〜3質量%の範囲とすることが好ましい。
【0070】
前記ハイドロゲルに配合される水は、ハイドロゲル全体に対して30〜85質量%の範囲とすることが好ましい。
【0071】
前記した湿潤剤としては、例えば、プロピレングリコール、ブチレングリコール、グリセリン、ポリエチレングリコール、ポリグリセリン、のような多価アルコール、ソルビトール、キシリトール、マルチトール、エリスリトールのような糖アルコール類、ヒアルロン酸が挙げられる。
【0072】
また、本発明にかかる粘着剤層においては、前記熱可塑性ゴムを含有させる場合に、実質的に水分を含有しないこと(保管時(患部に貼付していないとき)には粘着剤層全体に対して水分の含有量が1質量%以下程度)が好ましい。実質的に水分を含有しないことによって、結晶化を十分に防止できる傾向にある。
【0073】
また、本発明にかかる粘着剤層の厚みとしては、30〜300μmであることが好ましく、50〜270μmであることがより好ましい。前記粘着剤層の厚みが前記下限未満では、付着性が弱く、貼付時に剥がれ落ち易くなる傾向にあり、他方、前記上限を超えると、粘着剤の切断面からのはみ出しが大きくなり貼付時に衣服等に付着し剥がれ落ち易くなる傾向にある。
【0074】
本発明の貼付剤は、前記支持体の凹部が形成されていない側の面に前記粘着剤層を備えるものである。このような本発明の貼付剤によって、凹部が形成された支持体を備える貼付剤であるにもかかわらず、凹部により形成された図柄が十分な視認性を有しながら、
十分な伸縮性を発揮でき、しかも十分な粘着性と優れた投錨性とを発揮することが可能となる。
【0075】
また、本発明の貼付剤には、保存中の保護のために粘着剤に離型ライナーを被覆積層することができる。離型ライナーは、貼付剤を使用する際には剥離される。離型ライナーは、フィルム、紙状のもの、あるいはこれらを積層したもの等、特に限定されないが、フィルムが最も好ましい。離型ライナーの材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートのようなポリエステル、ポリエチレン、ポリプロピレンのようなポリオレフィン、ナイロン、アルミニウムのような金属箔等が挙げられ、製剤物性の経時安定性の点でポリエステルが最も好ましい。離型ライナーは、剥離を容易にするために、シリコン処理等の離型処理を表面に施すことが好ましい。
【0076】
次に、本発明の貼付剤を製造するための好適な方法を簡略的に説明する。すなわち、先ず、粘着剤層の構成成分の上述のような配合比率で配合し、均一に混合して溶解物とする。次に、上述のようにして熱プレスして得られた本発明にかかる支持体の上に、得られた溶解物を展延して粘着剤層を形成する。このようにして本発明の貼付剤を製造することができる。なお、得られた貼付剤には、剥離処理された離型ライナーで粘着剤層の粘着面を被覆してもよい。
【0077】
以上、本発明の貼付剤を製造するための好適な方法を簡略的に説明したが、本発明の貼付剤を製造する方法は上記方法に限定されるものではない。例えば、前記製造方法においては、支持体の上に溶解物を展延して粘着剤層を形成しているが、離型ライナー上に溶解物を展延して粘着剤層を形成させ、その後に本発明にかかる支持体を積層させてもよい。
【実施例】
【0078】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0079】
(製造例1:支持体の製造)
<編布の製造>
10%捲縮処理した50デニールのポリエステルマルチフィラメント加工糸(フィラメントカウント50)を、コースが約60/インチでウェールが41/インチの編地密度で、目付が約100g/m2の両面ゴム編に編成して、厚みが500μmの編布を得た。
【0080】
<凹部が形成された支持体の製造>
メーカー名として「HISAMITSU」という文字(線幅4mm)を彫刻したプレス比率8%の凸金型ロール(加熱温度190℃)とアンビルロール(温度70℃)とを隙間が40μmとなるようにして対向させて平行に配置した。その後、上述のようにして得られた編布を前記隙間に速度3m/min、張力0g/cm(ウェブの自重以外特に張力を加えない懸垂状態)の条件で通して、一方の面に凹部が形成された本発明にかかる支持体を得た。このようにして得られた支持体においては、凹部の形成された部分の厚みが166μmであった。
【0081】
(製造例2:支持体の製造)
凸金型ロールの加熱温度220℃とした以外は、製造例1と同様にして一方の面に凹部が形成された比較としての支持体を得た。このようにして得られた支持体においては、凹部の形成された部分の厚みは100μmであった。
【0082】
[製造例1及び製造例2で得られた支持体の評価]
〔顕微鏡観察〕
製造例1で得られた支持体について、電子顕微鏡写真を撮影した。製造例1で得られた支持体の電子顕微鏡写真を図1〜4に示す。図1は前記支持体の凸金型ロールに接した側の面の電子顕微鏡写真であり、図2は前記支持体のアンビルロールに接した側の面の電子顕微鏡写真であり、図3は前記支持体の断面の電子顕微鏡写真であり、図4は支持体の凸金型ロールに接した側の面の凹部(白っぽい部分)周辺の電子顕微鏡写真である。
【0083】
図1〜4に示す写真からも明らかなように、支持体の一方の面に形成された凹部(図1及び図4の白っぽい部分)は、フィラメントが熱によって扁平化して表面の繊維組織が蜜に詰まったものとなっており、金型に接しなかった部分は通常の編成を有していることが確認された。更に、前記支持体のアンビルに接した側の面は、凸金型に挟まれた箇所が若干白っぽくなっていることが確認された(図2)。このような結果は、アンビルに接した側の面においても多少フィラメントが扁平化しているためであると推察される。
【0084】
〔30%モジュラス試験〕
先ず、製造例1及び製造例2で得られた支持体から、幅50mm、長さ200mmの検体をそれぞれ製造した。次に、このようにして得られた検体をインストロン型引張試験機に装着し、速度200mm/minにて伸長させて30%歪時の張力(N)を測定した。得られた結果を表1に示す。なお、表中の数値の単位はg/5cmである。
【0085】
【表1】
【0086】
(実施例1及び実施例2)
製造例1で得られた支持体を用い、粘着剤層を表2に示す組成として実施例1及び実施例2の貼付剤を調製した。すなわち、先ず、窒素雰囲気下で、表2中のケトプロフェンを除く成分を混合し、150℃の温度条件下で攪拌して混合物を得た。次に、ケトプロフェンを前記混合物中に添加し、加熱攪拌して均一な溶解物を得た。次いで、得られた溶解物をポリエステルライナー上に厚み100μmとなるようにして展延させて、ポリエステルライナー上に粘着剤層を形成せしめた後、その粘着剤層の表面上に製造例1で得られた本発明にかかる支持体を積層させ、縦7cm、横10cmに裁断して本発明の貼付剤を得た。なお、表2中の数値の単位は質量%である。
【0087】
【表2】
【0088】
(比較例1及び比較例2)
製造例2で得られた支持体を用い、粘着剤層を表3に示す組成とした以外は実施例1と同様にして比較としての貼付剤を製造した。なお、表3中の数値の単位は質量%である。
【0089】
【表3】
【0090】
[実施例1〜2及び比較例1〜2で得られた貼付剤の評価]
〔粘着性の試験〕
実施例1〜2及び比較例1〜2で得られた貼付剤について、180度剥離試験を行った。すなわち、先ず、実施例1〜2及び比較例1〜2で得られた貼付剤から、それぞれ縦1.8cm、横14cmの検体を製造した。次に、得られた検体をベークライト板に貼り付けて30分静置した後、これをインストロン型引張試験機に装着して速度300mm/minで180度引き剥がし、引き剥がしに要する力(N)を測定した。結果を表4に示す。
【0091】
〔投錨性の試験〕
実施例1〜2及び比較例1〜2で得られた貼付剤について、投錨性の試験を行った。すなわち、先ず、実施例1〜2及び比較例1〜2で得られた貼付剤から、縦1.8cm、横14cmの検体を、それぞれ10体製造した。次に、得られた10体の検体を用いて、上記180度剥離試験と同様の剥離試験を繰り返し行い、それぞれの検体の投錨破壊が観察されるまでの剥離試験の回数を測定し、その平均回数を求めた。結果を表4に示す。
【0092】
【表4】
【0093】
表4に示す結果からも明らかなように、本発明の貼付剤(実施例1〜2で得られた貼付剤)は、粘着性が高く、しかも優れた投錨性を有することが確認された。なお、このように優れた投錨性が発揮されたのは、本発明の貼付剤においては、支持体に凹部が形成されているにも拘らず、支持体がほぼ均一に伸縮するという特性を有していることから、引き剥がしの際に貼付剤との間で応力のばらつきが生じなかったためであると推察される。
【0094】
これに対して比較としての貼付剤(比較例1〜2で得られた貼付剤)は、粘着性が低く、投錨破壊が起きやすいことが確認された。
【産業上の利用可能性】
【0095】
以上説明したように、本発明によれば、凹部が形成された支持体を備える貼付剤であって、凹部により形成された図柄が十分な視認性を有しながら、十分な伸縮性を発揮でき、しかも十分な粘着性と優れた投錨性とを発揮することが可能な貼付剤を提供することが可能となる。
【0096】
したがって、本発明の貼付剤は、薬剤の誤用防止用の識別情報等を表示した経皮吸収製剤等として有用である。
【図面の簡単な説明】
【0097】
【図1】製造例1で得られた支持体の凸金型ロールに接した側の面の状態を示す電子顕微鏡写真である。
【図2】製造例1で得られた支持体のアンビルロールに接した側の面の状態を示す電子顕微鏡写真である。
【図3】製造例1で得られた支持体の断面の状態を示す電子顕微鏡写真である。
【図4】製造例1で得られた支持体の凸金型ロールに接した側の面の凹部(白っぽい部分)周辺の状態を示す電子顕微鏡写真である。
【特許請求の範囲】
【請求項1】
厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とする貼付剤。
【請求項2】
前記凹部の面積比率が、前記支持体の凹部を有する面の全面積の3〜25%であることを特徴とする請求項1に記載の貼付剤。
【請求項3】
前記凹部が、線幅が5mm以下の線状の凹部であることを特徴とする請求項1又は2に記載の貼付剤。
【請求項4】
前記支持体の30%モジュラスが経緯ともに2kg/5cm以下であることを特徴とする請求項1〜3のうちのいずれか一項に記載の貼付剤。
【請求項5】
前記織布の目付けが50〜200g/m2の範囲であることを特徴とする請求項1〜4のうちのいずれか一項に記載の貼付剤。
【請求項6】
前記織布が両面メリヤス編からなることを特徴とする請求項1〜5のうちのいずれか一項に記載の貼付剤。
【請求項7】
前記粘着剤層が熱可塑性ゴムを含有し、実質的に水分を含有せず、且つ、厚みが30〜300μmであることを特徴とする請求項1〜6のうちのいずれか一項に記載の貼付剤。
【請求項1】
厚みが200〜1000μmの織布からなる支持体と、前記支持体の一方の面に配置された粘着剤層とを備え、前記支持体が、前記粘着剤層が配置されていない他方の面に熱プレスによって形成された凹部を有し、且つ、前記支持体の前記凹部が形成されている部分の厚みが、前記支持体の前記凹部が形成されていない部分の厚みの1/5〜2/3であることを特徴とする貼付剤。
【請求項2】
前記凹部の面積比率が、前記支持体の凹部を有する面の全面積の3〜25%であることを特徴とする請求項1に記載の貼付剤。
【請求項3】
前記凹部が、線幅が5mm以下の線状の凹部であることを特徴とする請求項1又は2に記載の貼付剤。
【請求項4】
前記支持体の30%モジュラスが経緯ともに2kg/5cm以下であることを特徴とする請求項1〜3のうちのいずれか一項に記載の貼付剤。
【請求項5】
前記織布の目付けが50〜200g/m2の範囲であることを特徴とする請求項1〜4のうちのいずれか一項に記載の貼付剤。
【請求項6】
前記織布が両面メリヤス編からなることを特徴とする請求項1〜5のうちのいずれか一項に記載の貼付剤。
【請求項7】
前記粘着剤層が熱可塑性ゴムを含有し、実質的に水分を含有せず、且つ、厚みが30〜300μmであることを特徴とする請求項1〜6のうちのいずれか一項に記載の貼付剤。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−151916(P2007−151916A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−353322(P2005−353322)
【出願日】平成17年12月7日(2005.12.7)
【出願人】(000160522)久光製薬株式会社 (121)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月7日(2005.12.7)
【出願人】(000160522)久光製薬株式会社 (121)
【Fターム(参考)】
[ Back to top ]