
貼付剤
【課題】環境にやさしく、皮膚への刺激が少なく、透湿性が高くかつ実用的な粘着性を両立させたホットメルト粘着剤組成物からなる貼付剤を提供する。
【解決手段】支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在している。
【解決手段】支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、支持体上に粘着剤組成物からなる粘着剤層が形成された貼付剤に関する。より詳しくは、高い透湿性を有するホットメルト粘着剤からなる貼付剤に関する。
【背景技術】
【0002】
貼付剤のように皮膚に粘着させて使用する製品の場合、皮膚のカブレについては十分な配慮が必要である。中でも貼付剤の透湿性は、低いと貼付中に皮膚面からの発汗によって皮膚面が蒸れて炎症を起こしやすく、皮膚刺激(カブレ)を生じる一因となっている。
【0003】
貼付剤の製造方法には、主に溶剤塗工法、エマルジョン塗工法又はホットメルト塗工法が利用されている。溶剤塗工法及びエマルジョン塗工法を用いた貼付剤は、透湿性を付与する方法として数多くの技術が提案されている。溶剤塗工法ではアクリル系粘着剤に親水基を共重合させる方法(特許文献1)、アクリル系粘着剤に親水性ポリマー及び親水性可塑剤を添加させる方法(特許文献2)、アクリル系共重合体の架橋を制御する方法(特許文献3)などがあり、エマルジョン塗工法では沈降速度の異なるポリマー粒子を含有させる方法(特許文献4)などがある。しかし、溶剤塗工法は有機溶剤を乾燥により揮散させるため環境を汚染することが懸念されており、また有機溶剤の粘着剤中への残留により皮膚障害が起きる場合があり問題であった。エマルジョン塗工法は水を溶媒として使うために環境汚染や粘着剤中への残留の問題はないが、作製可能な配合域が狭く、また乾燥条件によって粘着剤層の特性が変わりやすいので品質をコントロールしにくい点で問題があった。
【0004】
一方、ホットメルト塗工法は製造工程で溶剤を使わず乾燥工程が不要であることから、環境性、高生産性、省エネ性及び省スペース性において優れた特徴を持つ。しかし、一般に粘着剤の構成成分が疎水性であるため、貼付剤に透湿性を付与するのは容易でない。
【0005】
ホットメルト塗工法にて製した汎用のゴム系粘着剤からなる貼付剤に透湿性を付与する方法については、これまで水溶性高分子又は吸水性高分子を添加する方法(特許文献5、特許文献6)などいくつか検討されている。しかしながら、これらの方法では水分の蒸散に限りがあるために十分な透湿性を付与することができず、また貼付中に粘着力が低下するなどの問題があった。
【0006】
特許文献7には、比較的貯蔵弾性率が低い粘着剤組成物を編布基材上に積層させ、40℃で1週間熟成させることで粘着剤組成物の一部が編布基材に染み込み、粘着剤層の全面に微細な貫通孔を形成させる方法が例示されている。しかしながら、貫通孔を形成させるには1週間という熟成期間が必要であり、生産効率が悪く実用的ではないと共に、品質にも劣るものである。
【0007】
また、特許文献8には粘着剤組成物の140℃における溶融粘度を規定し、不織布に含浸させることにより微細な通気孔を形成させる方法が示されている。しかしながら、微細孔を形成させるには粘着剤組成物が十分に流動した状態で不織布と圧着する必要があること等が原因し、不織布の裏側まで染み出したり、必要以上に不織布に含浸して粘着剤層の厚みが確保できず粘着力が低下したりするなどの問題が生じ、実用し得ないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−309824号公報
【特許文献2】特開平3−193057号公報
【特許文献3】特開2007−314584号公報
【特許文献4】特開2003−129013号公報
【特許文献5】特開平6−16542号公報
【特許文献6】特開平1−297069号公報
【特許文献7】特許第4222797号公報
【特許文献8】特許第3233732号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、環境にやさしく、透湿性等の品質に優れ、再現性よく短時間で製造することが可能な貼付剤を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在していることを特徴とする貼付剤である。
【0011】
本発明における貼付剤は、800g/m2・24h・40℃・30%R.H.以上の透湿度をもつことが好ましい。
本発明の貼付剤は上記した構造的特徴を有するが、この貼付剤は、好ましくは、所定の粘弾性特性を持つ粘着剤組成物を、剥離剤が表面にコートされた紙やプラスチックフィルム等の剥離材上に塗布装置を用いて粘着剤層を製した後、一定の条件下で、編布や不織布といった伸縮性及び弾性を有する支持体に圧着させることにより、支持体が持つ圧縮変形に対する復元力を利用して、本発明の所定の微小孔を形成させる。
【0012】
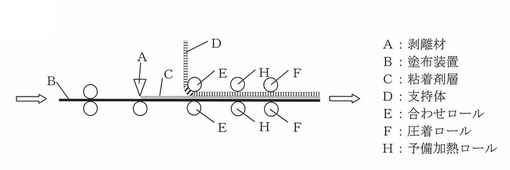
上記において、所定の特性とは、伸縮性及び弾性を有する支持体に粘着剤組成物を圧着させる温度において、該粘着剤組成物の粘弾性を動的歪み分散測定法(strain sweep test)(gap:0.5mm,周波数:1Hz)にて測定したとき、歪み1%の時の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、測定歪みを増大させて50〜230%の範囲でtanδ値が1.0以上になるという特性を示すものである。また、本発明の貼付剤はホットメルト塗工法を用いて所定の製造条件を採用することで好ましく製造される。具体的には、図1のホットメルト塗工法を用い、上記の粘着剤組成物を剥離剤で表面がコートされた紙やプラスチックフィルム等の剥離材A上に塗布装置Bを用いて粘着剤層Cを製した後、編布や不織布のように繊維を編むか交絡させて形成した通気性、伸縮性及び弾性を有する支持体Dと粘着剤層とを合わせロールEを通して張り合わせた後、圧着ロールFを通過させる。その際、該粘着剤組成物の温度を上記の動的粘弾性測定で測定した温度になるように設定し、かつ0.5〜1.8MPaの任意の圧力で圧着することにより、安定的に、粘着剤層に微小孔を形成し、高い透湿性を有する貼付剤を製することができる。
【発明の効果】
【0013】
本発明によれば、一般に透湿性が低いとされるホットメルト粘着剤組成物からなる貼付剤に対し、粘着剤層に所定の微小孔を形成させることにより高い透湿度を付与することが可能となる。また、粘着剤組成物を支持体に染み込ませて孔を空ける方法と異なり、圧着後の粘着剤層の厚さを容易に制御することが可能であるため、長時間の貼付が可能な粘着力を有しかつ透湿性の高い製剤を一定の品質で連続的に効率良く製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明における貼付剤製造装置の一例を示す概要図。
【図2】本発明の貼付剤における、典型的な微小孔が形成される過程を示したモデル図。
【図3】貼付剤の粘着剤層の全体に微小孔が存在することを示す、粘着剤層の状態を示したモデル図。
【発明を実施するための形態】
【0015】
本発明の貼付剤は、支持体の片面に粘着剤組成物を用いて形成された粘着層を有する。なお、貼付剤とはテープ剤という場合もある。
本発明に用いられる支持体の典型例は、通気性、伸縮性及び弾性を有する編布又は不織布である。
【0016】
支持体の目付けは好ましくは20〜300g/m2、より好ましくは30〜200g/m2である。また、支持体の厚みとしては、好ましくは100〜1500μm、より好ましくは200〜1000μmである。支持体の目付けが少ないと、厚みが不足し圧縮変形に対する復元力が低下するため微小孔が生じにくくなると共に、粘着剤組成物の裏抜けが生じやすくなるので好ましくない。また、目付けが多すぎると柔軟性を欠くために貼付剤として皮膚との追随性が損なわれてしまう。支持体を構成する材質としては、例えば、ポリエステル、レーヨン、ポリエチレン、エチレン酢酸ビニル共重合体、ウレタン、ポリアミドなどが挙げられる。
支持体の製造方法は、特に限定されず、いずれの製法で製造されたものでも使用することができる。
【0017】
本発明に用いられるホットメルト粘着剤組成物は、ベースポリマーとして使用されるゴム系、エチレン及びエチレン共重合体系、アクリル系、ポリアミド系、ポリエステル系、酢酸ビニル共重合体系又はポリウレタン系等から少なくとも1種以上選択される粘着剤に、粘着付与剤、軟化剤、酸化防止剤などを配合することにより得られる。また、必要に応じて治療を目的とした各種薬剤、充填剤、又は薬剤の放出性や保存安定性を高めるための溶解剤などを配合することもできる。
【0018】
上記ゴム系粘着剤としては、天然ゴム、イソプレンゴム、スチレン−イソプレン−スチレンブロック共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエン−エチレン−スチレンブロック共重合体、ポリイソブチレン、ポリブテンなどが挙げられる。
【0019】
上記エチレン及びエチレン共重合体系粘着剤としては、ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリレート共重合体などが挙げられる。
上記アクリル系粘着剤としては、アルキル(メタ)アクリレートを共重合して得られるポリアルキル(メタ)アクリレートを主体とする粘着剤が挙げられ、アルキル(メタ)アクリレートと共重合可能な多官能性モノマーやその他のビニルモノマーとの共重合体でもよい。
【0020】
アルキル(メタ)アクリレートとしては、例えば、2−エチルヘキシル(メタ)アクリレート、ドデシル(メタ)アクリレート等が挙げられる。また、多官能性モノマーとしては、例えば、1,6−ヘキサングリコールジメタクリレート、テトラエチレングリコールジアクリレート等が挙げられ、その他のビニルモノマーとしては、例えば、N−ビニル−2−ピロリドン、酢酸ビニル等が挙げられる。
上記ポリウレタン系粘着剤としては、酢酸ビニル−クロトン酸共重合体、酢酸ビニル−無水フタル酸共重合体、酢酸ビニル−ビニルピロリドン共重合体などが挙げられる。
【0021】
粘着付与剤としては、ロジン系樹脂、テルペン系樹脂、石油系樹脂、エステルガム、クマロン−インデン樹脂などが挙げられる。なお、粘着付与剤は、ベースポリマー100重量部に対して、30〜170重量部の割合で添加することが望ましい。
軟化剤としては、流動パラフィン、液状ポリブテン、液状ポリイソプレン、液状ポリアクリレート、ラノリンなどが挙げられる。また、酸化防止剤としては、ビスフェノール系、ヒンダートアミン系、ベンゾイミダゾール系などが挙げられる。
【0022】
また、粘着剤組成物には、各種薬物を含有させることができる。薬物としては、皮膚表面に適用して薬理効果を発現するものであれば特に限定されないが、例えば非ステロイド系抗炎症薬、ステロイド系抗炎症薬、ステロイド系ホルモン薬、抗生物質、抗アレルギー薬、抗真菌薬、抗高血圧薬、血管拡張薬、プロスタグランジン類、抗精神薬、疼痛治療薬、抗リウマチ薬、フリーラジカル消去薬、抗腫瘍薬、麻酔薬、免疫抑制薬、止痒薬、糖尿病治療薬、褥瘡治療薬などが挙げられる。これらの薬物の含有量は、必要に応じて適宜定めることができるが、通常は0.01〜10重量%程度の濃度である。
充填剤は粘着剤組成物中で固体として存在するものであり、酸化チタン、酸化亜鉛、酸化マグネシウム、酸化アルミニウム、タルク等が挙げられる。
【0023】
本発明の要件を満たす貼付剤を確実に製造するためには、動的粘弾性測定(歪み分散測定法)を一定温度(通常60℃〜110℃の範囲から選択される)でGap0.5mm及び周波数1Hzの条件下にて行い、歪み1%における該粘着剤組成物の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、さらに歪み50〜230%の範囲でtanδ値が1.0以上となる粘着剤組成物が選択される。該粘着剤組成物からなる粘着剤層を支持体と圧着させる際、粘着剤組成物の温度を前述の動的粘弾性を測定した温度となるように設定し、0.5〜1.8MPaの圧力で加圧して圧着することにより、粘着剤層全面に微小孔(微小孔の底部の支持体層には粘着剤組成物が存在する)を有する貼付剤が得られる。なお、粘着剤層と支持体を圧着させる速度(圧着ロールを通過させる速度)は、粘着剤組成物の温度を前述の動的粘弾性を測定した温度であるならば、特に限定されることなく適度に調節された圧力で圧着することにより微小孔を有する貼付剤を製造することができる(通常1〜30m/分)。また、粘着剤層の厚さは貼付剤として一般に用いられる範囲での製造が可能であるが、通常は50〜200μmであることが望ましい。
【0024】
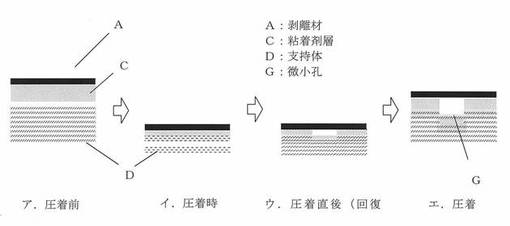
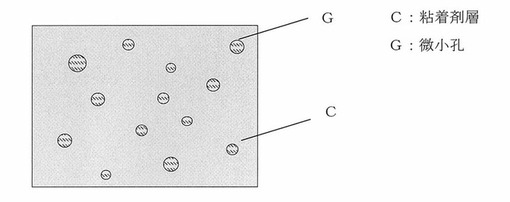
本発明の特徴である粘着剤層に微小孔が形成されるメカニズムについて、以下図面(図2)とともに説明する。粘着剤層Cと支持体Dが張り合わされた後に(図2.ア)圧着ロールFを通過する際、加圧により支持体が圧縮されるとともに粘着剤組成物が支持体深部に接触する(図2.イ)。その後圧着ロールを通過し、圧力から解放されると弾性を有する支持体は速やかに復元力が働き元の状態に回復しようとする一方、本発明の粘着剤組成物は通常より少ない歪み(変形)で構造が破断しやすい特定の粘弾性特性であるため、粘着剤層の一部は支持体の速やかな回復に追随することができず(図2.ウ)、構造が破断して支持体の内部に残された結果、その部分が本発明の特徴である微小孔Gとなったものである(図2.エ)。この微小孔の底部は閉塞されているものの、孔内部の側面は粘着剤層が特に薄いか塗られていない部分があるため、高い透湿性を示す貼付剤が得られる。本発明の粘着剤層の状態をモデル図として図3に示す。
【0025】
上記の本発明の粘着剤組成物は、圧着する温度条件下での動的歪み分散測定(Gap0.5mm、周波数1Hz)より、線形領域である僅か1%の歪みをかけた際のtanδ値は0.7以下であり弾性が粘性より大きく優位な状態であるが、歪み50〜230%の範囲で粘性が弾性よりも優位になることを示すtanδ値が1.0以上になるという特徴を有する。一般にゴム弾性体のような特性を示すホットメルト粘着剤組成物と比べ、少ない歪みで構造が破断して粘性優位になるという限られた粘弾性特性を示す。尚、この特性は単に測定温度を変えただけで該粘着剤組成物の特性を示す訳ではない。
【0026】
従って、測定歪みが230%を超えてもtanδが1.0以上にはならない、構造のしっかりした粘着剤組成物の場合、圧着後の粘着剤層全面に微小孔は形成されない。また、1.5MPaを超える強い圧力で圧着した場合、粘着剤層表面に支持体が存在する割合が顕著となり高い透湿性を得ることはできても十分な粘着力は得られない。一方、tanδ=1となる歪みが50%未満となる、かなり弱い歪みでも構造が大きく変化してしまう粘着剤組成物の場合、0.5〜1.5MPaの圧力で圧着すると微小孔は形成されるものの、冷えた後でも粘着剤組成物の凝集力が弱く、得られた貼付剤は皮膚から剥離した際に粘着剤組成物が肌に残ってしまうので好ましくない。
【0027】
また、圧着時の圧力が0.5MPa未満の場合、圧着する力が弱いため、粘着剤組成物が支持体の内部まで到達できず、また支持体の圧縮量が少ないため、粘着剤組成物の構造が破断させられるほどの歪みが得られない等の理由で好ましくない。
【0028】
さらに、粘弾性測定にて歪み1%の時のtanδ値が0.7を超える場合、粘着剤組成物の流動性は比較的高いと考えられる。このような粘着剤組成物は圧着時の支持体への染み込みが深く、孔が形成されたとしても持続的な粘着力が得るのが難しい。また、より一層粘着剤組成物の流動性が富んで歪み1%の時のtanδ値が1.0を超える場合、その粘弾性測定温度と同じ温度の粘着組成物と支持体を圧着しても微小孔は形成され難い。また、歪み1%の時のG’’が4500Paを超えるような粘性の高い粘着剤組成物は、瞬時な外部刺激に対する応答が遅くなるため、圧着ロールを通過させる速度を遅くしないと孔が形成されず、好ましくない。
【0029】
上記のようにして形成される微小孔は、粘着剤組成物の粘弾性を活かした極めて短時間で形成可能であることが最大の特徴であるが、形成される主たる孔の孔径が10〜170μmであることから分かるように、孔径の小さいことも特徴といえる。また、粘着剤層に対する微小孔の面積比は、0.5〜20%とすることが望ましい。0.5%未満だと満足な透湿度を得ることができず、20%を超えると粘着力が低下してしまう恐れがあるため好ましくない。微小孔は粘着剤の表面から支持体との界面まで及び、その底部の支持体層の内部まで、粘着剤が含浸した支持体との一体部分が存在する。
【0030】
貼付剤の透湿性が低いと、継続的な使用によって適用部分の皮膚が蒸れて皮膚刺激の原因となってしまう。そのため、貼付剤の透湿度は、40℃、30%R.H.の雰囲気下で24時間保存した時の透湿度として、800g/m2・24h・40℃・30%R.H.以上であることが望ましい。このような高い透湿性を有する貼付剤は、蒸れを生じることが少なく、皮膚刺激の少ない貼付剤といえる。
【0031】
本発明における支持体の片面に粘着剤層を形成する方法としては、前述のとおりホットメルト塗工法を用いる。ベースポリマーである粘着剤を攪拌しながら加熱融解させ、各種添加剤及び薬物等を均一に混合して得られた粘着剤組成物の溶融液を、図1に示すように塗布装置Bにより剥離材Aの片面に均一な厚さとなるように塗布し、粘着剤層Cを形成する。さらに、この粘着剤層Cと支持体Dを合わせロールEにより張り合わせ、所定の温度に加熱された一対の圧着ロールFを通過させた後、裁断及び包装工程を経て貼付剤が製造される。本発明の微小孔は、限られた範囲の粘弾性特性を示す粘着剤組成物から成る粘着剤層及び支持体との圧着工程において、特定の圧着条件を設定することにより形成される。ここで、圧着前の粘着剤層の温度を制御するために、合わせロールを加熱しても良いし、圧着ロールの前に適宜予備加熱ロールHを通しても良い。また、粘着剤層の形成工程と粘着剤層及び支持体との圧着工程は、分割して非連続的に行い製造することもできる。
【0032】
〔実施例〕
以下に実施例及び比較例を挙げて本発明を具体的に説明するが、本発明は下記実施例に限定されるものではない。各実施例及び比較例における評価方法は次のとおりである。
【0033】
(1)粘弾性特性
粘着剤組成物の一部を取り、ステンレスプローブの間に挟み込んで固定し、測定温度の設定後、温度が一定となった時点で歪み分散測定法による測定を行った。
(測定装置)ティー・エイ・インスツルメント・ジャパン社製ARES
(測定条件)
・測定方法:動的歪み分散測定(strain sweep test)
・測定セル:ステンレスプローブ(直径8mmφ)
・ギャップ厚:0.5mm
・測定温度:圧着温度を想定した温度(通常60℃〜110℃の範囲から選択される)
・周波数:1Hz
・測定歪み:0〜300%
【0034】
(2)共焦点レーザー顕微鏡による粘着剤層表面の観察
レーザー顕微鏡にて貼付剤の粘着剤層表面の画像観察を行った。観察結果は、以下の基準で評価した。
○:孔径10〜170μmの微小孔が、粘着剤層の全面の0.5%以上20%未満に該当する面積で観測される。
△:孔径10〜170μmの微小孔が、粘着剤層の全面の0.5%未満あるいは20%以上に該当する面積で観測される。
×:微小孔が全く認められない。
(測定装置)レーザーテック社製共焦点レーザー顕微鏡
(測定条件)
・観察倍率:460倍
【0035】
(3)透湿度
5mLの精製水を直径2.8cm、高さ3cmのガラス製秤量びんに入れ、直径5cmの円形に裁断した貼付剤について粘着剤層を下向きにして秤量びんの口を覆うように貼付し、固定した。貼付剤を貼付した容器全体の質量(a)を測定した後、これを40℃、30%R.H.の恒温恒湿機中に入れ、24時間経過後の質量(b)を測定した。透湿度は、下記の式に基づいて計算した。
透湿度(g/m2・24h・40℃・30%R.H.)=(a)−(b)/(0.014×0.014×π)
【0036】
(4)粘着力
ボランティア7名に対して作製した貼付剤(3cm×5cm)を上腕内側に貼付し、6時間後の接着状態を観察し、以下の基準で評価した。
○:ほぼ100%付着している。
△:一部が剥がれた。
×:脱落してしまった。
【0037】
(5)粘着剤組成物の肌残り
ボランティア7名に対して作製した貼付剤(3cm×5cm)を上腕内側に貼付し、6時間後に貼付剤を剥がし、5分経過後の貼付部分の肌を手で触り、以下の基準で評価した。
○:べたつきは認められない。
△:わずかに、べたつきが認められた。
×:べたつきが認められた。
【実施例1】
【0038】
1.粘着剤組成物の調製
スチレン−イソプレン−スチレン(SIS)ブロック共重合体(SIS5002、JSR株式会社)17重量部、ポリイソブチレン(オパノールB−50N、BASF株式会社)5重量部、流動パラフィン46重量部、ジブチルヒドロキシトルエン1重量部を窒素置換下の150℃で加熱し溶解・混合した後、温度を130℃に下げて粘着付与樹脂(テルペン樹脂:YSレジンPX1150N、ヤスハラケミカル株式会社)22重量部、l−メントール3重量部、クロタミトン1重量部及び非ステロイド系抗炎症薬であるフェルビナク5重量部を窒素置換下で混合し、粘着剤組成物を作製した。
【0039】
この粘着剤組成物の動的粘弾性を測定(測定温度90℃)したところ、歪み1%におけるG’’が2850Pa、tanδ値が0.43であり、歪みを増大させてtanδ値が1となる時の歪みは135%であった。該粘着剤組成物は、前述した特定の粘弾性特性(歪み1%の時の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、測定歪みを増大させて50〜230%の範囲でtanδ値が1.0以上となる)を満たすものである。
【0040】
2.貼付剤の調製
シリコーン離型処理した厚さ75μmのポリエチレンテレフタレートフィルム上に、図1に示すようなホットメルト塗工機を用いて、加温して溶融状態である上記粘着剤組成物を厚さが110μmになるよう均一に塗工し、粘着剤層を作製した。
【0041】
次に、ポリエステル繊維をメリヤス編に加工した目付け100g/m2の編布を支持体とし、粘着剤層と張り合わせて圧着する工程において、圧着直後の粘着剤層の表面温度が90℃(動的粘弾性を測定した温度)となるように加温した圧着ロールにて0.7MPaの圧力で圧着し(速度2m/分)、貼付剤を作製した。得られた結果を表1に示す。
【実施例2】
【0042】
支持体を不織布とした以外は、実施例1と同じ方法にて貼付剤を作製した。得られた結果を表1に示す。
【0043】
[実施例3〜18、比較例1〜8]
SIS5002、ポリイソブチレン、粘着付与樹脂、流動パラフィン、酸化チタンやタルクなどの充填剤等の配合量を変化させ、実施例1と同様にして粘着剤組成物を調製した。得られた粘着剤組成物の動的粘弾性測定を種々の温度で測定し、前述した特定の粘弾性特性の範囲である場合を実施例に、範囲から外れた場合を比較例とした。
【0044】
次に、粘着剤組成物からなる粘着剤層を形成後、支持体(編布又は不織布)と圧着する工程において、圧着直後の粘着剤層表面の温度が動的粘弾性を測定した温度となるように圧着ロールの温度を調節し、圧力及び粘着剤層の厚みを変えて実施例1と同様に調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0045】
〔実施例19〕
フェルビナクに代えて非ステロイド系抗炎症薬であるフルルビプロフェン5重量部配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0046】
〔実施例20〕
フェルビナクに代えて非ステロイド系抗炎症薬であるロキソプロフェンナトリウム5重量部配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0047】
〔実施例21〕
フェルビナクに代えて抗真菌薬であるラノコナゾール3重量部、流動パラフィンを51重量部配合し、l−メントールは除いた。その他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0048】
〔実施例22〕
SISブロック共重合体をSIS5002に代えてSIS5229(JSR株式会社)20量部、ポリイソブチレンを配合せずに、流動パラフィンを配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0049】
〔実施例23〕
1.粘着剤組成物の調製
特許文献8記載の実施例1に倣い、SISブロック共重合体としてSIS5229(JSR株式会社)10重量部、ポリブテン(HV−300)5重量部、粘着付与樹脂として脂環族炭化水素樹脂(アルコンP90、荒川化学株式会社)36.5重量部、流動パラフィン48.5重量部及びブチルヒドロキシトルエン0.6重量部を混合槽内に入れ、窒素置換下で150℃に過熱し溶解、混合して140℃における溶融粘度が2,700cPのゴム系粘着剤を得た。このゴム系粘着剤を97.35重量部、クロタミトン2重量部、l−メントール0.15重量部及びケトプロフェン0.5重量部を混合槽内に入れ、窒素置換下で120℃に過熱溶解、混合して粘着剤組成物を得た。
【0050】
2.貼付剤の調製
シリコーン離型処理した厚さ75μmのポリエチレンテレフタレートフィルム上に、ホットメルト塗工機を用いて、上記粘着剤組成物を厚さが50μmになるように均一に塗布して粘着剤層を形成した後、この粘着剤層を目付け52g/m2のポリエステル製不織布(日本バイリーン株式会社)の片面に密着して、75℃、圧力0.3MPa、速度2m/分で加圧、含侵(圧着)した後、冷却して貼付剤を作製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0051】
〔実施例24〕
SISブロック共重合体をSIS5002に代えてSIS5229(JSR株式会社)12重量部とし、またポリイソブチレン(オパノールB100、新日本石油株式会社)10重量部、流動パラフィン46重量部とした他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0052】
[比較例9]
特許文献8記載の実施例1に倣い、実施例23記載の粘着剤組成物を調製した。シリコーン離型処理した厚さ25μmのポリエチレンテレフタレートフィルム上に、ホットメルト塗工機を用いて、粘着剤組成物を厚さが50μmになるように均一に塗布して粘着剤層を形成した後、この粘着剤層を目付け52g/m2のポリエステル製不織布(日本バイリーン)の片面に密着して、65℃、圧力0.1MPa、速度2m/分で加圧、含侵(圧着)した後、冷却して貼付剤を作製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0053】
【表1】

【0054】
表1の結果から明らかなように、粘着剤組成物の粘弾性特性が本発明で特定した範囲内であり、かつ圧着ロールを通過させる際の粘着剤層の温度及び圧力を実施例で示した範囲に設定することにより得られた貼付剤は、粘着剤層の厚みが実用的な範囲であれば特に限定されることなく支持体が編布又は不織布何れの場合でも透湿度が明らかに高く、長時間貼付において実用的な粘着力を有し、また貼付剤剥離後に粘着剤組成物が肌残りしない貼付剤が得られることが分かる(実施例1〜22、24)。また、透湿度の高い製剤は剥離後の皮膚が蒸れてふやけることが無く、また2週間毎日12時間適用しても皮膚はかぶれによって紅斑を生じない。
【0055】
一方、粘着剤組成物の粘弾性特性が本発明で特定した範囲外となった場合、その測定温度となるように粘着剤層の温度を調節し圧着して貼付剤を調製すると、微小孔が形成されず透湿度の低い貼付剤が得られる場合(比較例1〜4)や、微小孔が形成され透湿性の高い製剤が得られるものの肌残りする製剤が得られる場合(比較例5〜7)があり満足する製剤は得られない。
【0056】
また、粘着剤組成物の粘弾性特性、圧着温度が本発明で規定する範囲内であっても、圧力が強すぎると透湿度は高くなるが粘着力の弱い貼付剤が得られる。なお、この場合は粘着剤層がほとんど表面にみられないため、微小孔は確認できない(比較例8)。
【0057】
また、比較例9において作製した貼付剤は、粘着剤組成物の粘度特性が特許文献8記載の範囲に入っていたにもかかわらず、透湿性の高い製剤は得られなかった。しかしながら、実施例23に示すとおり、粘着剤組成物の動的粘弾性測定を65℃から75℃とすると、粘弾性特性が本発明で規定する範囲内であったことから、粘着剤層の温度が75℃となるように温度を調節して圧着し貼付剤を作製したところ、驚くことに透湿性の高い製剤を得ることができた。このことは、溶融粘度付近の粘着剤組成物の粘度・粘弾性特性と圧着温度における粘着剤組成物の粘弾性特性は全く別なものであることを示すものである。
【産業上の利用可能性】
【0058】
本発明によれば、透湿度が高くかつ粘着特性にも優れ、かつ生産性の面で実用的な貼付剤及びその製造方法が提供される。
【技術分野】
【0001】
本発明は、支持体上に粘着剤組成物からなる粘着剤層が形成された貼付剤に関する。より詳しくは、高い透湿性を有するホットメルト粘着剤からなる貼付剤に関する。
【背景技術】
【0002】
貼付剤のように皮膚に粘着させて使用する製品の場合、皮膚のカブレについては十分な配慮が必要である。中でも貼付剤の透湿性は、低いと貼付中に皮膚面からの発汗によって皮膚面が蒸れて炎症を起こしやすく、皮膚刺激(カブレ)を生じる一因となっている。
【0003】
貼付剤の製造方法には、主に溶剤塗工法、エマルジョン塗工法又はホットメルト塗工法が利用されている。溶剤塗工法及びエマルジョン塗工法を用いた貼付剤は、透湿性を付与する方法として数多くの技術が提案されている。溶剤塗工法ではアクリル系粘着剤に親水基を共重合させる方法(特許文献1)、アクリル系粘着剤に親水性ポリマー及び親水性可塑剤を添加させる方法(特許文献2)、アクリル系共重合体の架橋を制御する方法(特許文献3)などがあり、エマルジョン塗工法では沈降速度の異なるポリマー粒子を含有させる方法(特許文献4)などがある。しかし、溶剤塗工法は有機溶剤を乾燥により揮散させるため環境を汚染することが懸念されており、また有機溶剤の粘着剤中への残留により皮膚障害が起きる場合があり問題であった。エマルジョン塗工法は水を溶媒として使うために環境汚染や粘着剤中への残留の問題はないが、作製可能な配合域が狭く、また乾燥条件によって粘着剤層の特性が変わりやすいので品質をコントロールしにくい点で問題があった。
【0004】
一方、ホットメルト塗工法は製造工程で溶剤を使わず乾燥工程が不要であることから、環境性、高生産性、省エネ性及び省スペース性において優れた特徴を持つ。しかし、一般に粘着剤の構成成分が疎水性であるため、貼付剤に透湿性を付与するのは容易でない。
【0005】
ホットメルト塗工法にて製した汎用のゴム系粘着剤からなる貼付剤に透湿性を付与する方法については、これまで水溶性高分子又は吸水性高分子を添加する方法(特許文献5、特許文献6)などいくつか検討されている。しかしながら、これらの方法では水分の蒸散に限りがあるために十分な透湿性を付与することができず、また貼付中に粘着力が低下するなどの問題があった。
【0006】
特許文献7には、比較的貯蔵弾性率が低い粘着剤組成物を編布基材上に積層させ、40℃で1週間熟成させることで粘着剤組成物の一部が編布基材に染み込み、粘着剤層の全面に微細な貫通孔を形成させる方法が例示されている。しかしながら、貫通孔を形成させるには1週間という熟成期間が必要であり、生産効率が悪く実用的ではないと共に、品質にも劣るものである。
【0007】
また、特許文献8には粘着剤組成物の140℃における溶融粘度を規定し、不織布に含浸させることにより微細な通気孔を形成させる方法が示されている。しかしながら、微細孔を形成させるには粘着剤組成物が十分に流動した状態で不織布と圧着する必要があること等が原因し、不織布の裏側まで染み出したり、必要以上に不織布に含浸して粘着剤層の厚みが確保できず粘着力が低下したりするなどの問題が生じ、実用し得ないものである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平9−309824号公報
【特許文献2】特開平3−193057号公報
【特許文献3】特開2007−314584号公報
【特許文献4】特開2003−129013号公報
【特許文献5】特開平6−16542号公報
【特許文献6】特開平1−297069号公報
【特許文献7】特許第4222797号公報
【特許文献8】特許第3233732号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、環境にやさしく、透湿性等の品質に優れ、再現性よく短時間で製造することが可能な貼付剤を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在していることを特徴とする貼付剤である。
【0011】
本発明における貼付剤は、800g/m2・24h・40℃・30%R.H.以上の透湿度をもつことが好ましい。
本発明の貼付剤は上記した構造的特徴を有するが、この貼付剤は、好ましくは、所定の粘弾性特性を持つ粘着剤組成物を、剥離剤が表面にコートされた紙やプラスチックフィルム等の剥離材上に塗布装置を用いて粘着剤層を製した後、一定の条件下で、編布や不織布といった伸縮性及び弾性を有する支持体に圧着させることにより、支持体が持つ圧縮変形に対する復元力を利用して、本発明の所定の微小孔を形成させる。
【0012】
上記において、所定の特性とは、伸縮性及び弾性を有する支持体に粘着剤組成物を圧着させる温度において、該粘着剤組成物の粘弾性を動的歪み分散測定法(strain sweep test)(gap:0.5mm,周波数:1Hz)にて測定したとき、歪み1%の時の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、測定歪みを増大させて50〜230%の範囲でtanδ値が1.0以上になるという特性を示すものである。また、本発明の貼付剤はホットメルト塗工法を用いて所定の製造条件を採用することで好ましく製造される。具体的には、図1のホットメルト塗工法を用い、上記の粘着剤組成物を剥離剤で表面がコートされた紙やプラスチックフィルム等の剥離材A上に塗布装置Bを用いて粘着剤層Cを製した後、編布や不織布のように繊維を編むか交絡させて形成した通気性、伸縮性及び弾性を有する支持体Dと粘着剤層とを合わせロールEを通して張り合わせた後、圧着ロールFを通過させる。その際、該粘着剤組成物の温度を上記の動的粘弾性測定で測定した温度になるように設定し、かつ0.5〜1.8MPaの任意の圧力で圧着することにより、安定的に、粘着剤層に微小孔を形成し、高い透湿性を有する貼付剤を製することができる。
【発明の効果】
【0013】
本発明によれば、一般に透湿性が低いとされるホットメルト粘着剤組成物からなる貼付剤に対し、粘着剤層に所定の微小孔を形成させることにより高い透湿度を付与することが可能となる。また、粘着剤組成物を支持体に染み込ませて孔を空ける方法と異なり、圧着後の粘着剤層の厚さを容易に制御することが可能であるため、長時間の貼付が可能な粘着力を有しかつ透湿性の高い製剤を一定の品質で連続的に効率良く製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明における貼付剤製造装置の一例を示す概要図。
【図2】本発明の貼付剤における、典型的な微小孔が形成される過程を示したモデル図。
【図3】貼付剤の粘着剤層の全体に微小孔が存在することを示す、粘着剤層の状態を示したモデル図。
【発明を実施するための形態】
【0015】
本発明の貼付剤は、支持体の片面に粘着剤組成物を用いて形成された粘着層を有する。なお、貼付剤とはテープ剤という場合もある。
本発明に用いられる支持体の典型例は、通気性、伸縮性及び弾性を有する編布又は不織布である。
【0016】
支持体の目付けは好ましくは20〜300g/m2、より好ましくは30〜200g/m2である。また、支持体の厚みとしては、好ましくは100〜1500μm、より好ましくは200〜1000μmである。支持体の目付けが少ないと、厚みが不足し圧縮変形に対する復元力が低下するため微小孔が生じにくくなると共に、粘着剤組成物の裏抜けが生じやすくなるので好ましくない。また、目付けが多すぎると柔軟性を欠くために貼付剤として皮膚との追随性が損なわれてしまう。支持体を構成する材質としては、例えば、ポリエステル、レーヨン、ポリエチレン、エチレン酢酸ビニル共重合体、ウレタン、ポリアミドなどが挙げられる。
支持体の製造方法は、特に限定されず、いずれの製法で製造されたものでも使用することができる。
【0017】
本発明に用いられるホットメルト粘着剤組成物は、ベースポリマーとして使用されるゴム系、エチレン及びエチレン共重合体系、アクリル系、ポリアミド系、ポリエステル系、酢酸ビニル共重合体系又はポリウレタン系等から少なくとも1種以上選択される粘着剤に、粘着付与剤、軟化剤、酸化防止剤などを配合することにより得られる。また、必要に応じて治療を目的とした各種薬剤、充填剤、又は薬剤の放出性や保存安定性を高めるための溶解剤などを配合することもできる。
【0018】
上記ゴム系粘着剤としては、天然ゴム、イソプレンゴム、スチレン−イソプレン−スチレンブロック共重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエンブロック共重合体、スチレン−エチレン−ブタジエン−スチレンブロック共重合体、スチレン−ブタジエン−エチレン−スチレンブロック共重合体、ポリイソブチレン、ポリブテンなどが挙げられる。
【0019】
上記エチレン及びエチレン共重合体系粘着剤としては、ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリレート共重合体などが挙げられる。
上記アクリル系粘着剤としては、アルキル(メタ)アクリレートを共重合して得られるポリアルキル(メタ)アクリレートを主体とする粘着剤が挙げられ、アルキル(メタ)アクリレートと共重合可能な多官能性モノマーやその他のビニルモノマーとの共重合体でもよい。
【0020】
アルキル(メタ)アクリレートとしては、例えば、2−エチルヘキシル(メタ)アクリレート、ドデシル(メタ)アクリレート等が挙げられる。また、多官能性モノマーとしては、例えば、1,6−ヘキサングリコールジメタクリレート、テトラエチレングリコールジアクリレート等が挙げられ、その他のビニルモノマーとしては、例えば、N−ビニル−2−ピロリドン、酢酸ビニル等が挙げられる。
上記ポリウレタン系粘着剤としては、酢酸ビニル−クロトン酸共重合体、酢酸ビニル−無水フタル酸共重合体、酢酸ビニル−ビニルピロリドン共重合体などが挙げられる。
【0021】
粘着付与剤としては、ロジン系樹脂、テルペン系樹脂、石油系樹脂、エステルガム、クマロン−インデン樹脂などが挙げられる。なお、粘着付与剤は、ベースポリマー100重量部に対して、30〜170重量部の割合で添加することが望ましい。
軟化剤としては、流動パラフィン、液状ポリブテン、液状ポリイソプレン、液状ポリアクリレート、ラノリンなどが挙げられる。また、酸化防止剤としては、ビスフェノール系、ヒンダートアミン系、ベンゾイミダゾール系などが挙げられる。
【0022】
また、粘着剤組成物には、各種薬物を含有させることができる。薬物としては、皮膚表面に適用して薬理効果を発現するものであれば特に限定されないが、例えば非ステロイド系抗炎症薬、ステロイド系抗炎症薬、ステロイド系ホルモン薬、抗生物質、抗アレルギー薬、抗真菌薬、抗高血圧薬、血管拡張薬、プロスタグランジン類、抗精神薬、疼痛治療薬、抗リウマチ薬、フリーラジカル消去薬、抗腫瘍薬、麻酔薬、免疫抑制薬、止痒薬、糖尿病治療薬、褥瘡治療薬などが挙げられる。これらの薬物の含有量は、必要に応じて適宜定めることができるが、通常は0.01〜10重量%程度の濃度である。
充填剤は粘着剤組成物中で固体として存在するものであり、酸化チタン、酸化亜鉛、酸化マグネシウム、酸化アルミニウム、タルク等が挙げられる。
【0023】
本発明の要件を満たす貼付剤を確実に製造するためには、動的粘弾性測定(歪み分散測定法)を一定温度(通常60℃〜110℃の範囲から選択される)でGap0.5mm及び周波数1Hzの条件下にて行い、歪み1%における該粘着剤組成物の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、さらに歪み50〜230%の範囲でtanδ値が1.0以上となる粘着剤組成物が選択される。該粘着剤組成物からなる粘着剤層を支持体と圧着させる際、粘着剤組成物の温度を前述の動的粘弾性を測定した温度となるように設定し、0.5〜1.8MPaの圧力で加圧して圧着することにより、粘着剤層全面に微小孔(微小孔の底部の支持体層には粘着剤組成物が存在する)を有する貼付剤が得られる。なお、粘着剤層と支持体を圧着させる速度(圧着ロールを通過させる速度)は、粘着剤組成物の温度を前述の動的粘弾性を測定した温度であるならば、特に限定されることなく適度に調節された圧力で圧着することにより微小孔を有する貼付剤を製造することができる(通常1〜30m/分)。また、粘着剤層の厚さは貼付剤として一般に用いられる範囲での製造が可能であるが、通常は50〜200μmであることが望ましい。
【0024】
本発明の特徴である粘着剤層に微小孔が形成されるメカニズムについて、以下図面(図2)とともに説明する。粘着剤層Cと支持体Dが張り合わされた後に(図2.ア)圧着ロールFを通過する際、加圧により支持体が圧縮されるとともに粘着剤組成物が支持体深部に接触する(図2.イ)。その後圧着ロールを通過し、圧力から解放されると弾性を有する支持体は速やかに復元力が働き元の状態に回復しようとする一方、本発明の粘着剤組成物は通常より少ない歪み(変形)で構造が破断しやすい特定の粘弾性特性であるため、粘着剤層の一部は支持体の速やかな回復に追随することができず(図2.ウ)、構造が破断して支持体の内部に残された結果、その部分が本発明の特徴である微小孔Gとなったものである(図2.エ)。この微小孔の底部は閉塞されているものの、孔内部の側面は粘着剤層が特に薄いか塗られていない部分があるため、高い透湿性を示す貼付剤が得られる。本発明の粘着剤層の状態をモデル図として図3に示す。
【0025】
上記の本発明の粘着剤組成物は、圧着する温度条件下での動的歪み分散測定(Gap0.5mm、周波数1Hz)より、線形領域である僅か1%の歪みをかけた際のtanδ値は0.7以下であり弾性が粘性より大きく優位な状態であるが、歪み50〜230%の範囲で粘性が弾性よりも優位になることを示すtanδ値が1.0以上になるという特徴を有する。一般にゴム弾性体のような特性を示すホットメルト粘着剤組成物と比べ、少ない歪みで構造が破断して粘性優位になるという限られた粘弾性特性を示す。尚、この特性は単に測定温度を変えただけで該粘着剤組成物の特性を示す訳ではない。
【0026】
従って、測定歪みが230%を超えてもtanδが1.0以上にはならない、構造のしっかりした粘着剤組成物の場合、圧着後の粘着剤層全面に微小孔は形成されない。また、1.5MPaを超える強い圧力で圧着した場合、粘着剤層表面に支持体が存在する割合が顕著となり高い透湿性を得ることはできても十分な粘着力は得られない。一方、tanδ=1となる歪みが50%未満となる、かなり弱い歪みでも構造が大きく変化してしまう粘着剤組成物の場合、0.5〜1.5MPaの圧力で圧着すると微小孔は形成されるものの、冷えた後でも粘着剤組成物の凝集力が弱く、得られた貼付剤は皮膚から剥離した際に粘着剤組成物が肌に残ってしまうので好ましくない。
【0027】
また、圧着時の圧力が0.5MPa未満の場合、圧着する力が弱いため、粘着剤組成物が支持体の内部まで到達できず、また支持体の圧縮量が少ないため、粘着剤組成物の構造が破断させられるほどの歪みが得られない等の理由で好ましくない。
【0028】
さらに、粘弾性測定にて歪み1%の時のtanδ値が0.7を超える場合、粘着剤組成物の流動性は比較的高いと考えられる。このような粘着剤組成物は圧着時の支持体への染み込みが深く、孔が形成されたとしても持続的な粘着力が得るのが難しい。また、より一層粘着剤組成物の流動性が富んで歪み1%の時のtanδ値が1.0を超える場合、その粘弾性測定温度と同じ温度の粘着組成物と支持体を圧着しても微小孔は形成され難い。また、歪み1%の時のG’’が4500Paを超えるような粘性の高い粘着剤組成物は、瞬時な外部刺激に対する応答が遅くなるため、圧着ロールを通過させる速度を遅くしないと孔が形成されず、好ましくない。
【0029】
上記のようにして形成される微小孔は、粘着剤組成物の粘弾性を活かした極めて短時間で形成可能であることが最大の特徴であるが、形成される主たる孔の孔径が10〜170μmであることから分かるように、孔径の小さいことも特徴といえる。また、粘着剤層に対する微小孔の面積比は、0.5〜20%とすることが望ましい。0.5%未満だと満足な透湿度を得ることができず、20%を超えると粘着力が低下してしまう恐れがあるため好ましくない。微小孔は粘着剤の表面から支持体との界面まで及び、その底部の支持体層の内部まで、粘着剤が含浸した支持体との一体部分が存在する。
【0030】
貼付剤の透湿性が低いと、継続的な使用によって適用部分の皮膚が蒸れて皮膚刺激の原因となってしまう。そのため、貼付剤の透湿度は、40℃、30%R.H.の雰囲気下で24時間保存した時の透湿度として、800g/m2・24h・40℃・30%R.H.以上であることが望ましい。このような高い透湿性を有する貼付剤は、蒸れを生じることが少なく、皮膚刺激の少ない貼付剤といえる。
【0031】
本発明における支持体の片面に粘着剤層を形成する方法としては、前述のとおりホットメルト塗工法を用いる。ベースポリマーである粘着剤を攪拌しながら加熱融解させ、各種添加剤及び薬物等を均一に混合して得られた粘着剤組成物の溶融液を、図1に示すように塗布装置Bにより剥離材Aの片面に均一な厚さとなるように塗布し、粘着剤層Cを形成する。さらに、この粘着剤層Cと支持体Dを合わせロールEにより張り合わせ、所定の温度に加熱された一対の圧着ロールFを通過させた後、裁断及び包装工程を経て貼付剤が製造される。本発明の微小孔は、限られた範囲の粘弾性特性を示す粘着剤組成物から成る粘着剤層及び支持体との圧着工程において、特定の圧着条件を設定することにより形成される。ここで、圧着前の粘着剤層の温度を制御するために、合わせロールを加熱しても良いし、圧着ロールの前に適宜予備加熱ロールHを通しても良い。また、粘着剤層の形成工程と粘着剤層及び支持体との圧着工程は、分割して非連続的に行い製造することもできる。
【0032】
〔実施例〕
以下に実施例及び比較例を挙げて本発明を具体的に説明するが、本発明は下記実施例に限定されるものではない。各実施例及び比較例における評価方法は次のとおりである。
【0033】
(1)粘弾性特性
粘着剤組成物の一部を取り、ステンレスプローブの間に挟み込んで固定し、測定温度の設定後、温度が一定となった時点で歪み分散測定法による測定を行った。
(測定装置)ティー・エイ・インスツルメント・ジャパン社製ARES
(測定条件)
・測定方法:動的歪み分散測定(strain sweep test)
・測定セル:ステンレスプローブ(直径8mmφ)
・ギャップ厚:0.5mm
・測定温度:圧着温度を想定した温度(通常60℃〜110℃の範囲から選択される)
・周波数:1Hz
・測定歪み:0〜300%
【0034】
(2)共焦点レーザー顕微鏡による粘着剤層表面の観察
レーザー顕微鏡にて貼付剤の粘着剤層表面の画像観察を行った。観察結果は、以下の基準で評価した。
○:孔径10〜170μmの微小孔が、粘着剤層の全面の0.5%以上20%未満に該当する面積で観測される。
△:孔径10〜170μmの微小孔が、粘着剤層の全面の0.5%未満あるいは20%以上に該当する面積で観測される。
×:微小孔が全く認められない。
(測定装置)レーザーテック社製共焦点レーザー顕微鏡
(測定条件)
・観察倍率:460倍
【0035】
(3)透湿度
5mLの精製水を直径2.8cm、高さ3cmのガラス製秤量びんに入れ、直径5cmの円形に裁断した貼付剤について粘着剤層を下向きにして秤量びんの口を覆うように貼付し、固定した。貼付剤を貼付した容器全体の質量(a)を測定した後、これを40℃、30%R.H.の恒温恒湿機中に入れ、24時間経過後の質量(b)を測定した。透湿度は、下記の式に基づいて計算した。
透湿度(g/m2・24h・40℃・30%R.H.)=(a)−(b)/(0.014×0.014×π)
【0036】
(4)粘着力
ボランティア7名に対して作製した貼付剤(3cm×5cm)を上腕内側に貼付し、6時間後の接着状態を観察し、以下の基準で評価した。
○:ほぼ100%付着している。
△:一部が剥がれた。
×:脱落してしまった。
【0037】
(5)粘着剤組成物の肌残り
ボランティア7名に対して作製した貼付剤(3cm×5cm)を上腕内側に貼付し、6時間後に貼付剤を剥がし、5分経過後の貼付部分の肌を手で触り、以下の基準で評価した。
○:べたつきは認められない。
△:わずかに、べたつきが認められた。
×:べたつきが認められた。
【実施例1】
【0038】
1.粘着剤組成物の調製
スチレン−イソプレン−スチレン(SIS)ブロック共重合体(SIS5002、JSR株式会社)17重量部、ポリイソブチレン(オパノールB−50N、BASF株式会社)5重量部、流動パラフィン46重量部、ジブチルヒドロキシトルエン1重量部を窒素置換下の150℃で加熱し溶解・混合した後、温度を130℃に下げて粘着付与樹脂(テルペン樹脂:YSレジンPX1150N、ヤスハラケミカル株式会社)22重量部、l−メントール3重量部、クロタミトン1重量部及び非ステロイド系抗炎症薬であるフェルビナク5重量部を窒素置換下で混合し、粘着剤組成物を作製した。
【0039】
この粘着剤組成物の動的粘弾性を測定(測定温度90℃)したところ、歪み1%におけるG’’が2850Pa、tanδ値が0.43であり、歪みを増大させてtanδ値が1となる時の歪みは135%であった。該粘着剤組成物は、前述した特定の粘弾性特性(歪み1%の時の動的損失弾性率G’’が4500Pa以下でかつ動的損失正接tanδ値が0.7以下であり、測定歪みを増大させて50〜230%の範囲でtanδ値が1.0以上となる)を満たすものである。
【0040】
2.貼付剤の調製
シリコーン離型処理した厚さ75μmのポリエチレンテレフタレートフィルム上に、図1に示すようなホットメルト塗工機を用いて、加温して溶融状態である上記粘着剤組成物を厚さが110μmになるよう均一に塗工し、粘着剤層を作製した。
【0041】
次に、ポリエステル繊維をメリヤス編に加工した目付け100g/m2の編布を支持体とし、粘着剤層と張り合わせて圧着する工程において、圧着直後の粘着剤層の表面温度が90℃(動的粘弾性を測定した温度)となるように加温した圧着ロールにて0.7MPaの圧力で圧着し(速度2m/分)、貼付剤を作製した。得られた結果を表1に示す。
【実施例2】
【0042】
支持体を不織布とした以外は、実施例1と同じ方法にて貼付剤を作製した。得られた結果を表1に示す。
【0043】
[実施例3〜18、比較例1〜8]
SIS5002、ポリイソブチレン、粘着付与樹脂、流動パラフィン、酸化チタンやタルクなどの充填剤等の配合量を変化させ、実施例1と同様にして粘着剤組成物を調製した。得られた粘着剤組成物の動的粘弾性測定を種々の温度で測定し、前述した特定の粘弾性特性の範囲である場合を実施例に、範囲から外れた場合を比較例とした。
【0044】
次に、粘着剤組成物からなる粘着剤層を形成後、支持体(編布又は不織布)と圧着する工程において、圧着直後の粘着剤層表面の温度が動的粘弾性を測定した温度となるように圧着ロールの温度を調節し、圧力及び粘着剤層の厚みを変えて実施例1と同様に調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0045】
〔実施例19〕
フェルビナクに代えて非ステロイド系抗炎症薬であるフルルビプロフェン5重量部配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0046】
〔実施例20〕
フェルビナクに代えて非ステロイド系抗炎症薬であるロキソプロフェンナトリウム5重量部配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0047】
〔実施例21〕
フェルビナクに代えて抗真菌薬であるラノコナゾール3重量部、流動パラフィンを51重量部配合し、l−メントールは除いた。その他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0048】
〔実施例22〕
SISブロック共重合体をSIS5002に代えてSIS5229(JSR株式会社)20量部、ポリイソブチレンを配合せずに、流動パラフィンを配合した他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0049】
〔実施例23〕
1.粘着剤組成物の調製
特許文献8記載の実施例1に倣い、SISブロック共重合体としてSIS5229(JSR株式会社)10重量部、ポリブテン(HV−300)5重量部、粘着付与樹脂として脂環族炭化水素樹脂(アルコンP90、荒川化学株式会社)36.5重量部、流動パラフィン48.5重量部及びブチルヒドロキシトルエン0.6重量部を混合槽内に入れ、窒素置換下で150℃に過熱し溶解、混合して140℃における溶融粘度が2,700cPのゴム系粘着剤を得た。このゴム系粘着剤を97.35重量部、クロタミトン2重量部、l−メントール0.15重量部及びケトプロフェン0.5重量部を混合槽内に入れ、窒素置換下で120℃に過熱溶解、混合して粘着剤組成物を得た。
【0050】
2.貼付剤の調製
シリコーン離型処理した厚さ75μmのポリエチレンテレフタレートフィルム上に、ホットメルト塗工機を用いて、上記粘着剤組成物を厚さが50μmになるように均一に塗布して粘着剤層を形成した後、この粘着剤層を目付け52g/m2のポリエステル製不織布(日本バイリーン株式会社)の片面に密着して、75℃、圧力0.3MPa、速度2m/分で加圧、含侵(圧着)した後、冷却して貼付剤を作製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0051】
〔実施例24〕
SISブロック共重合体をSIS5002に代えてSIS5229(JSR株式会社)12重量部とし、またポリイソブチレン(オパノールB100、新日本石油株式会社)10重量部、流動パラフィン46重量部とした他は、実施例1と同様にして貼付剤を調製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0052】
[比較例9]
特許文献8記載の実施例1に倣い、実施例23記載の粘着剤組成物を調製した。シリコーン離型処理した厚さ25μmのポリエチレンテレフタレートフィルム上に、ホットメルト塗工機を用いて、粘着剤組成物を厚さが50μmになるように均一に塗布して粘着剤層を形成した後、この粘着剤層を目付け52g/m2のポリエステル製不織布(日本バイリーン)の片面に密着して、65℃、圧力0.1MPa、速度2m/分で加圧、含侵(圧着)した後、冷却して貼付剤を作製した。塗工・圧着条件並びに得られた結果を表1に示す。
【0053】
【表1】
【0054】
表1の結果から明らかなように、粘着剤組成物の粘弾性特性が本発明で特定した範囲内であり、かつ圧着ロールを通過させる際の粘着剤層の温度及び圧力を実施例で示した範囲に設定することにより得られた貼付剤は、粘着剤層の厚みが実用的な範囲であれば特に限定されることなく支持体が編布又は不織布何れの場合でも透湿度が明らかに高く、長時間貼付において実用的な粘着力を有し、また貼付剤剥離後に粘着剤組成物が肌残りしない貼付剤が得られることが分かる(実施例1〜22、24)。また、透湿度の高い製剤は剥離後の皮膚が蒸れてふやけることが無く、また2週間毎日12時間適用しても皮膚はかぶれによって紅斑を生じない。
【0055】
一方、粘着剤組成物の粘弾性特性が本発明で特定した範囲外となった場合、その測定温度となるように粘着剤層の温度を調節し圧着して貼付剤を調製すると、微小孔が形成されず透湿度の低い貼付剤が得られる場合(比較例1〜4)や、微小孔が形成され透湿性の高い製剤が得られるものの肌残りする製剤が得られる場合(比較例5〜7)があり満足する製剤は得られない。
【0056】
また、粘着剤組成物の粘弾性特性、圧着温度が本発明で規定する範囲内であっても、圧力が強すぎると透湿度は高くなるが粘着力の弱い貼付剤が得られる。なお、この場合は粘着剤層がほとんど表面にみられないため、微小孔は確認できない(比較例8)。
【0057】
また、比較例9において作製した貼付剤は、粘着剤組成物の粘度特性が特許文献8記載の範囲に入っていたにもかかわらず、透湿性の高い製剤は得られなかった。しかしながら、実施例23に示すとおり、粘着剤組成物の動的粘弾性測定を65℃から75℃とすると、粘弾性特性が本発明で規定する範囲内であったことから、粘着剤層の温度が75℃となるように温度を調節して圧着し貼付剤を作製したところ、驚くことに透湿性の高い製剤を得ることができた。このことは、溶融粘度付近の粘着剤組成物の粘度・粘弾性特性と圧着温度における粘着剤組成物の粘弾性特性は全く別なものであることを示すものである。
【産業上の利用可能性】
【0058】
本発明によれば、透湿度が高くかつ粘着特性にも優れ、かつ生産性の面で実用的な貼付剤及びその製造方法が提供される。
【特許請求の範囲】
【請求項1】
支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在していることを特徴とする貼付剤。
【請求項2】
貼付剤の透湿度が、800g/m2・24h・40℃・30%R.H.以上であることを特徴とする、請求項1記載の貼付剤。
【請求項1】
支持体の片面に、ホットメルト粘着剤組成物からなる粘着剤層が形成された貼付剤において、該粘着剤層が、孔径10〜170μmの微小孔を主とする孔を分散して有すると共に、該微小孔が該粘着剤層の表面から該支持体との界面に及んでおり、且つ該微小孔の底部の支持体層には支持体と一体化した粘着剤が支持体内部まで存在していることを特徴とする貼付剤。
【請求項2】
貼付剤の透湿度が、800g/m2・24h・40℃・30%R.H.以上であることを特徴とする、請求項1記載の貼付剤。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−121925(P2011−121925A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−282742(P2009−282742)
【出願日】平成21年12月14日(2009.12.14)
【出願人】(390039468)三笠製薬株式会社 (7)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月14日(2009.12.14)
【出願人】(390039468)三笠製薬株式会社 (7)
【Fターム(参考)】
[ Back to top ]