
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とを使用して、補強繊維織物に熱可塑性樹脂を含浸させた中間基材あるいは補強繊維織物強化プラスチックを製造する貼合成形方法、貼合成形用金型および貼合成形装置に関するものである。
【背景技術】
【0002】
炭素繊維を一方向に引きそろえたシートまたは織物に熱硬化性樹脂を含浸させた炭素繊維織物強化プラスチック(CFRP)は、鋼やガラス繊維織物強化プラスチック(GFRP)と比べて比強度および比弾性率において優れており、軽くて強いという機械的特徴を有する。そこで、炭素繊維織物強化プラスチックは、航空機、宇宙機器等の航空産業分野からゴルフシャフト、釣り竿等の民生機器分野に至るまで広く利用されている。最近では自動車の軽量化による燃費の向上を図る観点から新規な材料として注目されている。また、炭素繊維以外のガラス繊維、アラミド繊維等の補強繊維からも強化プラスチックが製造されている。
【0003】
このような補強繊維織物強化プラスチックは、一般に補強繊維を一方向に引きそろえたシートまたは補強繊維織物にマトリックス樹脂を含浸させて中間基材すなわちプレプレグを製造し、このプリプレグを必要な枚数積層してオートクレーブで熱硬化させることにより製造されている。プレプレグの製造方法あるいは製造装置は、例えば特許文献1により、またプリプレグの熱硬化に関しては非特許文献1に示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平2−26845号公報
【非特許文献】
【0005】
【非特許文献1】先端成形加工技術 プラスチック成形加工学会編 P328〜334
【0006】
一般に、プレプレグ製造装置は一対の加熱ロールを備えている。したがって、炭素繊維のような補強繊維織物の両面に半硬化状の樹脂を塗布した樹脂担持シートを重ね合わせ、そして前記加熱ロールで挟圧して樹脂担持シートの半硬化状の樹脂を補強繊維織物に転移、含浸させると、半硬化したシート状のプレプレグが得られる。特許文献1に記載のプレプレグ製造装置は、一対の加熱ロールがかみ合うニップ点に樹脂溜まり制御板が設けられている。一方、積層されたプリプレグを熱硬化するためのオートクレーブ装置は、プレプレグを加熱する機能、冷却する機能、加圧、減圧する機能等を必要とするが、このような機能を備えたオートクレーブ装置が非特許文献1に示されている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のプレプレグ製造装置には、そのニップ点に樹脂溜まり制御板が設けられているので、補強繊維織物と樹脂担持シートを重ね合わせて一対の加熱ロールにより挟圧するとき、挟圧により補強繊維織物と担持シートとの間に発生する樹脂溜まりを抑制することができる。また、オートクレーブ装置は上記したような機能を有するように構成されているので、部品形状にしたがってプリプレグをカッティングする、カッティングされたプレプレグを治具上にレイアップする、治具上の積層されたプリプレグを真空シールしてバッキングする、そしてオートプレーブで熱硬化する、等の工程を経て補強繊維織物強化プラスチックを得ることができる。以上のように、補強繊維織物強化プラスチックは、プリプレグを製造して、オートクレーブ装置により熱硬化することにより得ることがでるが、中間基材であるプリプレグには、熱硬化性樹脂が含浸されているので、温度、湿度、汚れ等を厳しく管理する必要があり、保管・管理にコストがかかる。一方、プリプレグから製品を得るためには、カッティング、レイアップ、バッキング、熱硬化等の各工程を実施する装置に多大の費用がかかるという欠点がある。例えば、プレプレグを−18℃以下の低温に保管する冷凍庫の建設費、温度、湿度等が厳しく管理されたレイアップ室の建設費、レイアップ室内に設置される自動カッティングマシン、自動レイアップマシン、成形治具、真空ポンプなどの設備費等がかさむ。また、前記各工程には、特に含浸には時間がかかり、生産性が落ちるという欠点もある。さらには、得られる補強繊維織物強化プラスチックは、リサイクルが難しいという問題もある。
【0008】
したがって、本発明は、安価な設備で短時間に熱可塑性樹脂が含浸されたプリプレグすなわち中間基材あるいは補強繊維織物強化プラスチックを得ることができると共に、リサイクルも容易な中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法、貼合成形用金型および貼合成形装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とが適用される。そして、移動側金型を第1の位置へ駆動して固定側金型に対して型締めする。この型締めにより、これらの金型間に対になるキャビティが構成される。そこで、熱可塑性樹脂を射出充填して対になるマトリックス樹脂を成形する。移動側金型を所定量だけ開いて、第2の位置へ移動させる。この第2の位置では、対になるマトリックス樹脂はそれぞれの金型に残った状態で整合する。あるいは、対向する。対向したマトリックス樹脂間に、補強繊維を一方向に引きそろえたシートまたは織物である補強繊維織物をインサートし、そして金型に残っているマトリックス樹脂とインサートされた補強繊維織物との間に加熱体を挿入する。このとき、加熱体には望ましくはカーボンヒータまたはハロゲンヒータを適用する。挿入したら、マトリックス樹脂と補強繊維織物との間隔を狭めて、マトリックス樹脂と補強繊維織物の両方を加熱する。所定温度に、あるいは所定時間加熱した後に挿入した加熱体を待避させ、そして移動側金型を固定側金型に対して型締めする。そうすると、加熱された状態の熱可塑性樹脂製のマトリックス樹脂は、同様に加熱された状態の補強繊維織物に対して押し付けられ、マトリックス樹脂が補強繊維織物に貼りつく、あるいは補強繊維織物間に浸透する。
【0010】
かくして、請求項1に記載の発明は、上記目的を達成するために、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とにより構成されるキャビティに溶融状態の熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂を成形する成形工程と、前記成形工程で成形された第1、2のマトリックス樹脂がある程度固化した後に前記移動金型を開いて、そして第1、2のマトリックス樹脂が所定間隔になるように対向させる、位置合わせ工程と、前記位置合わせ工程により対向したマトリックス樹脂間に、補強繊維織物をインサートするインサート工程と、前記インサート工程によりインサートされた補強繊維織物とそれぞれのマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、前記加熱工程後に前記加熱体を待避させて、前記移動金型を固定金型に対して型締めし、型締めすることにより第1、2のマトリックス樹脂を補強繊維織物に含浸させる含浸工程とから構成される。
【0011】
請求項2に記載の発明は、請求項1に記載の貼合成形方法において、前記加熱工程は、前記位置合わせ工程時またはインサート工程時の前記加熱体と補強繊維織物との間隔および前記加熱体とマトリックス樹脂との間隔を狭めて実施するように構成される。請求項3に記載の発明は、請求項1または2に記載の貼合成形方法において、前記加熱工程には、ハロゲンヒータまたはカーボンヒータを使用するように、そして請求項4に記載の発明は、請求項1〜3のいずれかの項に記載の貼合成形方法において、補強繊維織物に炭素繊維を使用するように構成される。
【0012】
請求項5に記載の発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とからなり、前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるようになっていると共に、前記第2の位置でも前記移動側金型を前記固定側金型に対して型締めもできるように構成される。請求項6に記載の発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型と、ハロゲンヒータまたはカーボンヒータからなる加熱体とからなる貼合成形装置であって、前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるように構成され、前記第1の型開位置では、前記キャビティ構成要素とインサートされる補強繊維織物との間およびインサートされる補強繊維織物と他のキャビティ構成要素との間に前記加熱体が挿入されるようになっていると共に、前記第2の位置では前記移動側金型を前記固定側金型に対して型締めもできるように構成される。
【発明の効果】
【0013】
以上のように、本発明によると、対になる第1、2のマトリックス樹脂を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強繊維織物をインサートするインサート工程と、補強繊維織物とマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、第1、2のマトリックス樹脂を補強繊維織物に押し付けて、貼合あるいは含浸させる含浸工程とから中間基材あるいは補強繊維織物強化プラスチックが成形されるようになっているので、すなわちこれらの工程が固定側金型と移動側金型とで実施されるようになっているので、安価な設備で中間基材あるいは補強繊維織物強化プラスチックを得ることができる。また、補強繊維織物とマトリックス樹脂の両方を加熱して移動側金型を固定側金型に対して型締めして貼合あるいは含浸するので、短時間に中間基材あるいは補強繊維織物強化プラスチックを得ることができる。このとき、加熱工程時にカーボンヒータまたはハロゲンヒータを使用する発明によると、これらのヒータは熱応答性に優れているので、挿入するときのみ通電して省エネ的に短時間に所定温度に加熱することができる。また、他の発明によると、加熱工程時には、マトリックス樹脂と加熱体との間隔および加熱体と補強繊維織物との間隔を狭めるので、一層省エネ的に短時間に加熱することができる。さらに、本発明によると、マトリックス樹脂が熱可塑性樹脂製であるので、リサイクルは容易である。
【0014】
また、本発明によると、上記のようにして補強繊維織物強化プラスチックを直接成形することができるが、マトリックス樹脂が熱可塑性樹脂製であるので、上記のようにして得られる中間基材を加熱変形して所望の形状の、あるいは必要な枚数の中間基材を重ねて所望の厚さの補強繊維織物強化プラスチックとすることもできる。
【図面の簡単な説明】
【0015】
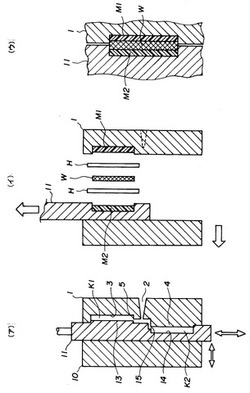
【図1】本発明の実施の形態に係る成形装置を示す図で、その(ア)は移動側金型が第1の位置において型締めされた状態で示す断面図、その(イ)は第2の位置で型開された状態で示す断面図、その(ウ)は含浸するために型締めを開始した初期の要部の拡大断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を説明する。図1の(ア)、(イ)に示されているように、本実施の形態に係る成形用金型あるいは成形装置は、概略的には固定側金型1と移動側金型11とから構成されている。固定側金型1は、図示されない固定盤に従来周知の態様で取り付けられている。また、固定側金型1に対して、換言すると固定盤に対して型開閉される可動盤10には、移動側金型11が図示の実施の形態では上下方向にスライド可能に取り付けられている。さらに詳しくは、図1には示されていないが、可動盤10の上部には、例えば支持枠が上方へ延び、その上端部から固定盤の方に支持アームが延びている。この支持アームに油圧ピストン・シリンダユニットが取り付けられ、そのロッドが移動側金型11に連結されている。これにより、油圧ピストン・シリンダユニットに作動油を給排すると、移動側金型11は図1において上下方向にスライド的に駆動される。
【0017】
上記のように構成されている固定側金型1には、該金型1を横切る形でスプル2が形成されている。このスプル2の上方のパーティング面P側には、一方のマトリックス樹脂を成形するための所定深さの凹部3が形成されている。また、スプル2の下方のパーティング面P側には、他方のマトリックス樹脂を成形するための所定高さのコア4が形成されている。これらの熱可塑性のマトリックス樹脂が、後述するように補強繊維織物に貼合あるいは含浸させる。
【0018】
移動側金型11のパーティング面P側には、その上方位置に、前記凹部3と対をなすコア13が形成されている。このコア13と前記凹部3とにより一方のマトリックス樹脂を成形するための第1のキャビティK1が構成される。このコア13は、凹部3にはまる大きさでパーティング面Pから僅かに突き出ている。したがって、成形されるマトリックス樹脂は、パーティング面Pより僅か引き込んでいる。これにより、後述する補強繊維織物の位置決めができ、また固体状の補強繊維織物の、型締め時の逃げ部にもなっている。下方のパーティング面P側には、固定側金型1のコア4と共働する凹部14が形成されている。この凹部14と前記コア4は、前述した凹部3とコア13とそれぞれ同じ大きさで、この凹部14と前記コア4とにより他方のマトリックス樹脂を成形するため第2のキャビティK2が構成される。上記の第1、2のキャビティK1、K2には、スプル2に連通したゲート5、15がそれぞれ開口している。
【0019】
上記のコア4および13は、前述したようにパーティング面Pから外方へ突き出ているが、突き出ている部分の合計の容積は、後述する炭素繊維織物が圧縮されるときの容積と略等しくなっている。
【0020】
可動盤10、したがって移動側金型11を固定側金型1に対して型開閉する型締装置は、図1には示されていないが、移動側金型11が第1の位置に駆動されるときも、また第2の位置へ駆動されても型締めできるようになっている。また、第2の位置では大きく開かれる第1段の型開(インサートモード)と、それよりも狭い第2段の型開(加熱モード)ができるようになっている。
【0021】
次に、上記成形装置を使用した成形例について説明する。移動側金型11を第1の位置へスライド的に駆動する。そうして、型締めする。そうすると、固定側金型1の凹部3と移動側金型11のコア13とにより、第1のキャビティK1が、固定側金型1のコア4と移動側金型11の凹部14とにより、第2のキャビティK2が構成される。移動側金型11が第1の位置に駆動され、第1、2のキャビティK1、K2が構成された状態が、図1の(ア)に示されている。
【0022】
図には示されていないが、従来周知の射出ユニットから溶融状態の熱可塑性樹脂を射出する。溶融樹脂はスプル2からそれぞれのゲート5、15を介して第1、2のキャビティK1、K2に充填される。これにより、第1、2のマトリックス樹脂M1、M2が実質的に同時に成形される。第1、2のマトリックス樹脂M1、M2のある程度の固化を待って移動側金型11を第1段に開く。第1のマトリックス樹脂M1は、固定側金型1の方に、そして第2のマトリックス樹脂M2は移動側金型11の方に残ってい開かれる。
【0023】
移動側金型11を第2の位置へ駆動する。そうると、固定側金型1に残っている第1のマトリックス樹脂M1に、移動側金型11に残っている第2のマトリックス樹脂M2が対向する。この状態が、図1の(イ)に示されているようにインサートモードである。これらのマトリックス樹脂K1、K2の間に炭素繊維織物Wをインサートする。また、第1のマトリックス樹脂K1と炭素繊維織物Wとの間およびこの炭素繊維織物Wと第2のマトリックス樹脂K2との間にカーボンヒータまたはハロゲンヒータからなる面状の加熱体H、Hを挿入する。移動側金型11の型開量を狭める。この加熱モードにより、第1、2のマトリックス樹脂K1、K2と加熱体H、Hとの間隔は狭くなる。また、型開量を狭めるときに、必要に応じて炭素繊維織物Wと加熱体H、Hとの間隔も狭める。
【0024】
加熱体H、Hに通電して第1、2のマトリックス樹脂K1、K2と炭素繊維織物Wとを加熱する。熱可塑性樹脂からなる第1、2のマトリックス樹脂K1、K2は形状が崩れない程度に、そして炭素繊維織物Wの耐熱温度は280℃以上のように高いので、第1、2のマトリックス樹脂K1、K2よりも高い温度に加熱したら加熱体H、Hを待避させる。そして、移動側金型11を固定側金型1に対して型締めする。型締めすることにより、固定側金型1と移動側金型11のパーティング面P、Pは接するが、その直前の状態が図1の(ウ)に拡大して示されている。型締めすると、炭素繊維織物Wは空気を含んでいるので体積は減少するが、第1、2のマトリックス樹脂K1、K2の体積減少は小さい。固定側金型1のコア4と移動側金型11のコア13の容積の合計は、加圧されたときの炭素繊維織物Wの容積に略等しくなるように構成されているので、さらに型締めすると、第1、2のマトリックス樹脂K1、K2は、逃げ場を失い炭素繊維織物Wの繊維の間へ押し込まれる。押し込まれた第1、2のマトリックス樹脂K1、K2の先端部は炭素繊維織物Wの間を通り抜け合体する。合体することにより、炭素繊維織物Wは第1、2のマトリックス樹脂K1、K2間に埋め込まれた形になる。これにより、第1、2のマトリックス樹脂K1、K2が炭素繊維織物Wに貼合あるいは含浸される。移動側金型11を開くと、図1には示されていないがエジェクタピンが突き出て、従来周知のようにして炭素繊維織物強化プラスチックが突き出される。以下同様にして成形する。
【0025】
本発明は、色々な形で実施できる。例えば、固定側金型と移動側金型により複数個の対になるマトリックス樹脂を同時に成形すると、複数個の製品を同時に得ることができる。上記のようにして得られる炭素繊維織物強化プラスチックには、熱可塑性樹脂が含浸されているので、これを中間素材と見なして、複数枚重ねて熱圧着して所定厚さの炭素繊維織物強化プラスチックを得ることもできる。また、形状も変形可能である。なお、炭素繊維以外のガラス繊維、ポリアラミド繊維、ボロン繊維等から平織り、綾織り、あるいは朱子織りされた織物以外に、不織布も適用できるし、また上記のような繊維を一方向にシート状にそろえたシートも、あるいは網の目状に編んだシートも適用できる。これらの織物からも同様にして基材あるいは補強繊維織物強化プラスチックを得ることができる。
【符号の説明】
【0026】
1 固定側金型 11 移動側金型
3 凹部 4 コア
13 コア 14 凹部
M1 第1のマトリックス樹脂 K2 第2のマトリックス樹脂 H 加熱体 W 炭素繊維織物
【技術分野】
【0001】
本発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とを使用して、補強繊維織物に熱可塑性樹脂を含浸させた中間基材あるいは補強繊維織物強化プラスチックを製造する貼合成形方法、貼合成形用金型および貼合成形装置に関するものである。
【背景技術】
【0002】
炭素繊維を一方向に引きそろえたシートまたは織物に熱硬化性樹脂を含浸させた炭素繊維織物強化プラスチック(CFRP)は、鋼やガラス繊維織物強化プラスチック(GFRP)と比べて比強度および比弾性率において優れており、軽くて強いという機械的特徴を有する。そこで、炭素繊維織物強化プラスチックは、航空機、宇宙機器等の航空産業分野からゴルフシャフト、釣り竿等の民生機器分野に至るまで広く利用されている。最近では自動車の軽量化による燃費の向上を図る観点から新規な材料として注目されている。また、炭素繊維以外のガラス繊維、アラミド繊維等の補強繊維からも強化プラスチックが製造されている。
【0003】
このような補強繊維織物強化プラスチックは、一般に補強繊維を一方向に引きそろえたシートまたは補強繊維織物にマトリックス樹脂を含浸させて中間基材すなわちプレプレグを製造し、このプリプレグを必要な枚数積層してオートクレーブで熱硬化させることにより製造されている。プレプレグの製造方法あるいは製造装置は、例えば特許文献1により、またプリプレグの熱硬化に関しては非特許文献1に示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平2−26845号公報
【非特許文献】
【0005】
【非特許文献1】先端成形加工技術 プラスチック成形加工学会編 P328〜334
【0006】
一般に、プレプレグ製造装置は一対の加熱ロールを備えている。したがって、炭素繊維のような補強繊維織物の両面に半硬化状の樹脂を塗布した樹脂担持シートを重ね合わせ、そして前記加熱ロールで挟圧して樹脂担持シートの半硬化状の樹脂を補強繊維織物に転移、含浸させると、半硬化したシート状のプレプレグが得られる。特許文献1に記載のプレプレグ製造装置は、一対の加熱ロールがかみ合うニップ点に樹脂溜まり制御板が設けられている。一方、積層されたプリプレグを熱硬化するためのオートクレーブ装置は、プレプレグを加熱する機能、冷却する機能、加圧、減圧する機能等を必要とするが、このような機能を備えたオートクレーブ装置が非特許文献1に示されている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のプレプレグ製造装置には、そのニップ点に樹脂溜まり制御板が設けられているので、補強繊維織物と樹脂担持シートを重ね合わせて一対の加熱ロールにより挟圧するとき、挟圧により補強繊維織物と担持シートとの間に発生する樹脂溜まりを抑制することができる。また、オートクレーブ装置は上記したような機能を有するように構成されているので、部品形状にしたがってプリプレグをカッティングする、カッティングされたプレプレグを治具上にレイアップする、治具上の積層されたプリプレグを真空シールしてバッキングする、そしてオートプレーブで熱硬化する、等の工程を経て補強繊維織物強化プラスチックを得ることができる。以上のように、補強繊維織物強化プラスチックは、プリプレグを製造して、オートクレーブ装置により熱硬化することにより得ることがでるが、中間基材であるプリプレグには、熱硬化性樹脂が含浸されているので、温度、湿度、汚れ等を厳しく管理する必要があり、保管・管理にコストがかかる。一方、プリプレグから製品を得るためには、カッティング、レイアップ、バッキング、熱硬化等の各工程を実施する装置に多大の費用がかかるという欠点がある。例えば、プレプレグを−18℃以下の低温に保管する冷凍庫の建設費、温度、湿度等が厳しく管理されたレイアップ室の建設費、レイアップ室内に設置される自動カッティングマシン、自動レイアップマシン、成形治具、真空ポンプなどの設備費等がかさむ。また、前記各工程には、特に含浸には時間がかかり、生産性が落ちるという欠点もある。さらには、得られる補強繊維織物強化プラスチックは、リサイクルが難しいという問題もある。
【0008】
したがって、本発明は、安価な設備で短時間に熱可塑性樹脂が含浸されたプリプレグすなわち中間基材あるいは補強繊維織物強化プラスチックを得ることができると共に、リサイクルも容易な中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法、貼合成形用金型および貼合成形装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とが適用される。そして、移動側金型を第1の位置へ駆動して固定側金型に対して型締めする。この型締めにより、これらの金型間に対になるキャビティが構成される。そこで、熱可塑性樹脂を射出充填して対になるマトリックス樹脂を成形する。移動側金型を所定量だけ開いて、第2の位置へ移動させる。この第2の位置では、対になるマトリックス樹脂はそれぞれの金型に残った状態で整合する。あるいは、対向する。対向したマトリックス樹脂間に、補強繊維を一方向に引きそろえたシートまたは織物である補強繊維織物をインサートし、そして金型に残っているマトリックス樹脂とインサートされた補強繊維織物との間に加熱体を挿入する。このとき、加熱体には望ましくはカーボンヒータまたはハロゲンヒータを適用する。挿入したら、マトリックス樹脂と補強繊維織物との間隔を狭めて、マトリックス樹脂と補強繊維織物の両方を加熱する。所定温度に、あるいは所定時間加熱した後に挿入した加熱体を待避させ、そして移動側金型を固定側金型に対して型締めする。そうすると、加熱された状態の熱可塑性樹脂製のマトリックス樹脂は、同様に加熱された状態の補強繊維織物に対して押し付けられ、マトリックス樹脂が補強繊維織物に貼りつく、あるいは補強繊維織物間に浸透する。
【0010】
かくして、請求項1に記載の発明は、上記目的を達成するために、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とにより構成されるキャビティに溶融状態の熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂を成形する成形工程と、前記成形工程で成形された第1、2のマトリックス樹脂がある程度固化した後に前記移動金型を開いて、そして第1、2のマトリックス樹脂が所定間隔になるように対向させる、位置合わせ工程と、前記位置合わせ工程により対向したマトリックス樹脂間に、補強繊維織物をインサートするインサート工程と、前記インサート工程によりインサートされた補強繊維織物とそれぞれのマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、前記加熱工程後に前記加熱体を待避させて、前記移動金型を固定金型に対して型締めし、型締めすることにより第1、2のマトリックス樹脂を補強繊維織物に含浸させる含浸工程とから構成される。
【0011】
請求項2に記載の発明は、請求項1に記載の貼合成形方法において、前記加熱工程は、前記位置合わせ工程時またはインサート工程時の前記加熱体と補強繊維織物との間隔および前記加熱体とマトリックス樹脂との間隔を狭めて実施するように構成される。請求項3に記載の発明は、請求項1または2に記載の貼合成形方法において、前記加熱工程には、ハロゲンヒータまたはカーボンヒータを使用するように、そして請求項4に記載の発明は、請求項1〜3のいずれかの項に記載の貼合成形方法において、補強繊維織物に炭素繊維を使用するように構成される。
【0012】
請求項5に記載の発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とからなり、前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるようになっていると共に、前記第2の位置でも前記移動側金型を前記固定側金型に対して型締めもできるように構成される。請求項6に記載の発明は、固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型と、ハロゲンヒータまたはカーボンヒータからなる加熱体とからなる貼合成形装置であって、前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるように構成され、前記第1の型開位置では、前記キャビティ構成要素とインサートされる補強繊維織物との間およびインサートされる補強繊維織物と他のキャビティ構成要素との間に前記加熱体が挿入されるようになっていると共に、前記第2の位置では前記移動側金型を前記固定側金型に対して型締めもできるように構成される。
【発明の効果】
【0013】
以上のように、本発明によると、対になる第1、2のマトリックス樹脂を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強繊維織物をインサートするインサート工程と、補強繊維織物とマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、第1、2のマトリックス樹脂を補強繊維織物に押し付けて、貼合あるいは含浸させる含浸工程とから中間基材あるいは補強繊維織物強化プラスチックが成形されるようになっているので、すなわちこれらの工程が固定側金型と移動側金型とで実施されるようになっているので、安価な設備で中間基材あるいは補強繊維織物強化プラスチックを得ることができる。また、補強繊維織物とマトリックス樹脂の両方を加熱して移動側金型を固定側金型に対して型締めして貼合あるいは含浸するので、短時間に中間基材あるいは補強繊維織物強化プラスチックを得ることができる。このとき、加熱工程時にカーボンヒータまたはハロゲンヒータを使用する発明によると、これらのヒータは熱応答性に優れているので、挿入するときのみ通電して省エネ的に短時間に所定温度に加熱することができる。また、他の発明によると、加熱工程時には、マトリックス樹脂と加熱体との間隔および加熱体と補強繊維織物との間隔を狭めるので、一層省エネ的に短時間に加熱することができる。さらに、本発明によると、マトリックス樹脂が熱可塑性樹脂製であるので、リサイクルは容易である。
【0014】
また、本発明によると、上記のようにして補強繊維織物強化プラスチックを直接成形することができるが、マトリックス樹脂が熱可塑性樹脂製であるので、上記のようにして得られる中間基材を加熱変形して所望の形状の、あるいは必要な枚数の中間基材を重ねて所望の厚さの補強繊維織物強化プラスチックとすることもできる。
【図面の簡単な説明】
【0015】
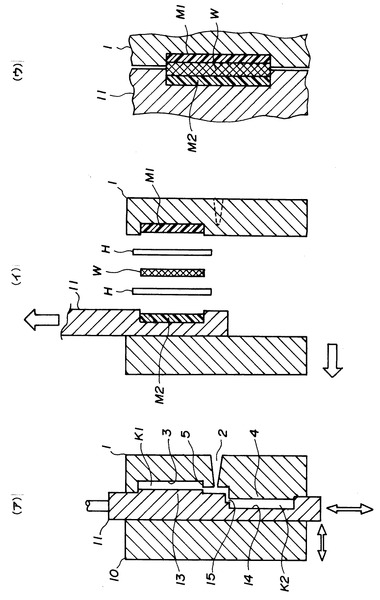
【図1】本発明の実施の形態に係る成形装置を示す図で、その(ア)は移動側金型が第1の位置において型締めされた状態で示す断面図、その(イ)は第2の位置で型開された状態で示す断面図、その(ウ)は含浸するために型締めを開始した初期の要部の拡大断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を説明する。図1の(ア)、(イ)に示されているように、本実施の形態に係る成形用金型あるいは成形装置は、概略的には固定側金型1と移動側金型11とから構成されている。固定側金型1は、図示されない固定盤に従来周知の態様で取り付けられている。また、固定側金型1に対して、換言すると固定盤に対して型開閉される可動盤10には、移動側金型11が図示の実施の形態では上下方向にスライド可能に取り付けられている。さらに詳しくは、図1には示されていないが、可動盤10の上部には、例えば支持枠が上方へ延び、その上端部から固定盤の方に支持アームが延びている。この支持アームに油圧ピストン・シリンダユニットが取り付けられ、そのロッドが移動側金型11に連結されている。これにより、油圧ピストン・シリンダユニットに作動油を給排すると、移動側金型11は図1において上下方向にスライド的に駆動される。
【0017】
上記のように構成されている固定側金型1には、該金型1を横切る形でスプル2が形成されている。このスプル2の上方のパーティング面P側には、一方のマトリックス樹脂を成形するための所定深さの凹部3が形成されている。また、スプル2の下方のパーティング面P側には、他方のマトリックス樹脂を成形するための所定高さのコア4が形成されている。これらの熱可塑性のマトリックス樹脂が、後述するように補強繊維織物に貼合あるいは含浸させる。
【0018】
移動側金型11のパーティング面P側には、その上方位置に、前記凹部3と対をなすコア13が形成されている。このコア13と前記凹部3とにより一方のマトリックス樹脂を成形するための第1のキャビティK1が構成される。このコア13は、凹部3にはまる大きさでパーティング面Pから僅かに突き出ている。したがって、成形されるマトリックス樹脂は、パーティング面Pより僅か引き込んでいる。これにより、後述する補強繊維織物の位置決めができ、また固体状の補強繊維織物の、型締め時の逃げ部にもなっている。下方のパーティング面P側には、固定側金型1のコア4と共働する凹部14が形成されている。この凹部14と前記コア4は、前述した凹部3とコア13とそれぞれ同じ大きさで、この凹部14と前記コア4とにより他方のマトリックス樹脂を成形するため第2のキャビティK2が構成される。上記の第1、2のキャビティK1、K2には、スプル2に連通したゲート5、15がそれぞれ開口している。
【0019】
上記のコア4および13は、前述したようにパーティング面Pから外方へ突き出ているが、突き出ている部分の合計の容積は、後述する炭素繊維織物が圧縮されるときの容積と略等しくなっている。
【0020】
可動盤10、したがって移動側金型11を固定側金型1に対して型開閉する型締装置は、図1には示されていないが、移動側金型11が第1の位置に駆動されるときも、また第2の位置へ駆動されても型締めできるようになっている。また、第2の位置では大きく開かれる第1段の型開(インサートモード)と、それよりも狭い第2段の型開(加熱モード)ができるようになっている。
【0021】
次に、上記成形装置を使用した成形例について説明する。移動側金型11を第1の位置へスライド的に駆動する。そうして、型締めする。そうすると、固定側金型1の凹部3と移動側金型11のコア13とにより、第1のキャビティK1が、固定側金型1のコア4と移動側金型11の凹部14とにより、第2のキャビティK2が構成される。移動側金型11が第1の位置に駆動され、第1、2のキャビティK1、K2が構成された状態が、図1の(ア)に示されている。
【0022】
図には示されていないが、従来周知の射出ユニットから溶融状態の熱可塑性樹脂を射出する。溶融樹脂はスプル2からそれぞれのゲート5、15を介して第1、2のキャビティK1、K2に充填される。これにより、第1、2のマトリックス樹脂M1、M2が実質的に同時に成形される。第1、2のマトリックス樹脂M1、M2のある程度の固化を待って移動側金型11を第1段に開く。第1のマトリックス樹脂M1は、固定側金型1の方に、そして第2のマトリックス樹脂M2は移動側金型11の方に残ってい開かれる。
【0023】
移動側金型11を第2の位置へ駆動する。そうると、固定側金型1に残っている第1のマトリックス樹脂M1に、移動側金型11に残っている第2のマトリックス樹脂M2が対向する。この状態が、図1の(イ)に示されているようにインサートモードである。これらのマトリックス樹脂K1、K2の間に炭素繊維織物Wをインサートする。また、第1のマトリックス樹脂K1と炭素繊維織物Wとの間およびこの炭素繊維織物Wと第2のマトリックス樹脂K2との間にカーボンヒータまたはハロゲンヒータからなる面状の加熱体H、Hを挿入する。移動側金型11の型開量を狭める。この加熱モードにより、第1、2のマトリックス樹脂K1、K2と加熱体H、Hとの間隔は狭くなる。また、型開量を狭めるときに、必要に応じて炭素繊維織物Wと加熱体H、Hとの間隔も狭める。
【0024】
加熱体H、Hに通電して第1、2のマトリックス樹脂K1、K2と炭素繊維織物Wとを加熱する。熱可塑性樹脂からなる第1、2のマトリックス樹脂K1、K2は形状が崩れない程度に、そして炭素繊維織物Wの耐熱温度は280℃以上のように高いので、第1、2のマトリックス樹脂K1、K2よりも高い温度に加熱したら加熱体H、Hを待避させる。そして、移動側金型11を固定側金型1に対して型締めする。型締めすることにより、固定側金型1と移動側金型11のパーティング面P、Pは接するが、その直前の状態が図1の(ウ)に拡大して示されている。型締めすると、炭素繊維織物Wは空気を含んでいるので体積は減少するが、第1、2のマトリックス樹脂K1、K2の体積減少は小さい。固定側金型1のコア4と移動側金型11のコア13の容積の合計は、加圧されたときの炭素繊維織物Wの容積に略等しくなるように構成されているので、さらに型締めすると、第1、2のマトリックス樹脂K1、K2は、逃げ場を失い炭素繊維織物Wの繊維の間へ押し込まれる。押し込まれた第1、2のマトリックス樹脂K1、K2の先端部は炭素繊維織物Wの間を通り抜け合体する。合体することにより、炭素繊維織物Wは第1、2のマトリックス樹脂K1、K2間に埋め込まれた形になる。これにより、第1、2のマトリックス樹脂K1、K2が炭素繊維織物Wに貼合あるいは含浸される。移動側金型11を開くと、図1には示されていないがエジェクタピンが突き出て、従来周知のようにして炭素繊維織物強化プラスチックが突き出される。以下同様にして成形する。
【0025】
本発明は、色々な形で実施できる。例えば、固定側金型と移動側金型により複数個の対になるマトリックス樹脂を同時に成形すると、複数個の製品を同時に得ることができる。上記のようにして得られる炭素繊維織物強化プラスチックには、熱可塑性樹脂が含浸されているので、これを中間素材と見なして、複数枚重ねて熱圧着して所定厚さの炭素繊維織物強化プラスチックを得ることもできる。また、形状も変形可能である。なお、炭素繊維以外のガラス繊維、ポリアラミド繊維、ボロン繊維等から平織り、綾織り、あるいは朱子織りされた織物以外に、不織布も適用できるし、また上記のような繊維を一方向にシート状にそろえたシートも、あるいは網の目状に編んだシートも適用できる。これらの織物からも同様にして基材あるいは補強繊維織物強化プラスチックを得ることができる。
【符号の説明】
【0026】
1 固定側金型 11 移動側金型
3 凹部 4 コア
13 コア 14 凹部
M1 第1のマトリックス樹脂 K2 第2のマトリックス樹脂 H 加熱体 W 炭素繊維織物
【特許請求の範囲】
【請求項1】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とにより構成されるキャビティに溶融状態の熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂を成形する成形工程と、
前記成形工程で成形された第1、2のマトリックス樹脂がある程度固化した後に前記移動金型を開いて、そして第1、2のマトリックス樹脂が所定間隔になるように対向させる、位置合わせ工程と、
前記位置合わせ工程により対向したマトリックス樹脂間に補強繊維織物をインサートするインサート工程と、
前記インサート工程によりインサートされた補強繊維織物とそれぞれのマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、
前記加熱工程後に前記加熱体を待避させて、前記移動金型を固定金型に対して型締めし、型締めすることにより第1、2のマトリックス樹脂を補強繊維織物に貼合あるいは含浸させる含浸工程とからなる、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項2】
請求項1に記載の貼合成形方法において、前記加熱工程は、前記位置合わせ工程時またはインサート工程時の前記加熱体と補強繊維織物との間隔および前記加熱体とマトリックス樹脂との間隔を狭めて実施する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項3】
請求項1または2に記載の貼合成形方法において、前記加熱工程には、ハロゲンヒータまたはカーボンヒータを使用する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項4】
請求項1〜3のいずれかの項に記載の貼合成形方法において、補強繊維織物に炭素繊維を使用する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項5】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とからなり、
前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるようになっていると共に、前記第2の位置でも前記移動側金型を前記固定側金型に対して型締めもできるようになっている、中間基材あるいは補強繊維織物強化プラスチックの貼合成形用金型。
【請求項6】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型と、ハロゲンヒータまたはカーボンヒータからなる加熱体とからなる貼合成形装置であって、
前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるように構成され、
前記第1の型開位置では、前記キャビティ構成要素とインサートされる補強繊維織物との間およびインサートされる補強繊維織物と他のキャビティ構成要素との間に前記加熱体が挿入されるようになっていると共に、前記第2の位置では前記移動側金型を前記固定側金型に対して型締めもできるようになっている、中間基材あるいは補強繊維織物強化プラスチックの貼合成形装置。
【請求項1】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とにより構成されるキャビティに溶融状態の熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂を成形する成形工程と、
前記成形工程で成形された第1、2のマトリックス樹脂がある程度固化した後に前記移動金型を開いて、そして第1、2のマトリックス樹脂が所定間隔になるように対向させる、位置合わせ工程と、
前記位置合わせ工程により対向したマトリックス樹脂間に補強繊維織物をインサートするインサート工程と、
前記インサート工程によりインサートされた補強繊維織物とそれぞれのマトリックス樹脂との間に加熱体を挿入して補強繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、
前記加熱工程後に前記加熱体を待避させて、前記移動金型を固定金型に対して型締めし、型締めすることにより第1、2のマトリックス樹脂を補強繊維織物に貼合あるいは含浸させる含浸工程とからなる、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項2】
請求項1に記載の貼合成形方法において、前記加熱工程は、前記位置合わせ工程時またはインサート工程時の前記加熱体と補強繊維織物との間隔および前記加熱体とマトリックス樹脂との間隔を狭めて実施する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項3】
請求項1または2に記載の貼合成形方法において、前記加熱工程には、ハロゲンヒータまたはカーボンヒータを使用する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項4】
請求項1〜3のいずれかの項に記載の貼合成形方法において、補強繊維織物に炭素繊維を使用する、中間基材あるいは補強繊維織物強化プラスチックの貼合成形方法。
【請求項5】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型とからなり、
前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるようになっていると共に、前記第2の位置でも前記移動側金型を前記固定側金型に対して型締めもできるようになっている、中間基材あるいは補強繊維織物強化プラスチックの貼合成形用金型。
【請求項6】
固定側金型と、この固定側金型に対して型開閉されると共にスライド的に駆動される移動側金型と、ハロゲンヒータまたはカーボンヒータからなる加熱体とからなる貼合成形装置であって、
前記移動側金型が第1の位置で前記固定側金型に対して型締めされると、これらの金型間に熱可塑性樹脂製の対になるマトリックス樹脂が成形されるキャビティが構成され、前記移動側金型が第2の位置に移動されると、前記移動側金型に形成されているキャビティ構成要素は、前記固定側金型に形成されているキャビティ構成要素と対向し、この対向した位置では前記移動側金型と前記固定側金型との間隔が大きくなる第1の型開位置と、この第1の型開位置よりも狭くなる第2の型開位置とを採ることができるように構成され、
前記第1の型開位置では、前記キャビティ構成要素とインサートされる補強繊維織物との間およびインサートされる補強繊維織物と他のキャビティ構成要素との間に前記加熱体が挿入されるようになっていると共に、前記第2の位置では前記移動側金型を前記固定側金型に対して型締めもできるようになっている、中間基材あるいは補強繊維織物強化プラスチックの貼合成形装置。
【図1】


【公開番号】特開2011−143559(P2011−143559A)
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願番号】特願2010−4240(P2010−4240)
【出願日】平成22年1月12日(2010.1.12)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願日】平成22年1月12日(2010.1.12)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]